-
8/9/2019 The End of It is the Beginning-Nagesh-India
1/22
The End of it is the Beginning: End useEnergy Efficiency
Improvements in Practice
J. Nagesh Kumar Director
National Productivity Council
Chennai, [email protected]
-
8/9/2019 The End of It is the Beginning-Nagesh-India
2/22
Electrical energy losses: Power
plant to end-use
-
8/9/2019 The End of It is the Beginning-Nagesh-India
3/22
Why focus on end use ?
Utilisation efficiency relatively less efficientthan generation
and distributionMore scope for improvements in the enduse areaLess
expensive as these can be achievedthrough low-cost or no-cost
measures
Improvements achieved throughoperational modifications rather
thanenhancing equipment efficiencies
-
8/9/2019 The End of It is the Beginning-Nagesh-India
4/22
M anaging energy: The end use
analysis methodWhat is the purpose of the process step?Is there
a better way of doing it?
How much energy is being used atpresent?How much energy should
be used?
Where are the losses?What are the options to minimize
thelosses?
-
8/9/2019 The End of It is the Beginning-Nagesh-India
5/22
C ase Studies
-
8/9/2019 The End of It is the Beginning-Nagesh-India
6/22
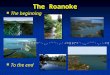
Case study 1: Reducing electrical energy consumptionin a Dyed
Yarn Dryer: No spinning yarn this!
Dyed Yarn Drier
SuctionRadiator
Steam
6 Kg/cm 2
Roots Blower 1571 m 3
3000 mm WC22 Kw
Roots Blower 1620 m 3
2000 mm WC19 Kw
Suction
Steam 6 Kg/cm 2
Radiator
-
8/9/2019 The End of It is the Beginning-Nagesh-India
7/22
D etails
The dyed yarn which is wet is to be dried.The yarn cheese are
arranged in a fixtureand lowered into a closed vessel.A roots
blower blows the air through asteam coiled heat exchanger and the
hotair goes through the yarn cheese for
drying.The existing batch time for the process isfive hours
-
8/9/2019 The End of It is the Beginning-Nagesh-India
8/22
Analysis
The first question was why five hours? Because it has been going
on for the past
several years
How do we know that the yarn hasbecome fully dried? There are no
direct methods for measuring
the dryness nor is there any indirect method.
-
8/9/2019 The End of It is the Beginning-Nagesh-India
9/22
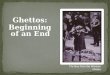
O utput of trialsTrial was performed on four batches to assess
the drying
effectiveness with respect to time.The yarn was weighed at
frequent intervals to find out
the moisture removed.The tests showed that the complete moisture
removal
takes place two hours before the end of the batch (seeFig in
next slide).This means that unnecessarily the blower is in
operation
for additional two hours.By cutting down the drying time from
five hours to two
hours, electrical energy saving of 82 kwh / batch wasaccrued.The
economic benefits amounted to $10,000 per annum.The other benefits
such as steam consumption reduction
and improved productivity will far outweigh financialbenefits
resulting from electrical energy savings.
-
8/9/2019 The End of It is the Beginning-Nagesh-India
10/22
Dyed yarn Drier (Moisture Removal vs Time)
1
1.2
1.4
1.6
1.8
2
2.2
2.4
2.6
2:15 2:35 3:20 4:20 5:20 6:20 7:20
Time
C h e e s e
W e i g h
t ( k g s )
Cheese 1 Cheese 2 Cheese 3
-
8/9/2019 The End of It is the Beginning-Nagesh-India
11/22
Case study 2: Steam savings leads to electricalenergy savings in
boiler induced draft (ID) fan
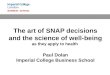
A textile dye house had installed a 6TPH boiler fired byagro
residue, namely coconut shell (Fig in next slide).A steam audit was
performed and many steam
conservation measures such as condensate recovery,proper steam
trapping, better drying techniques etc weredeployed.After the
implementation of improvement measures it
was observed that the maximum steam requirement atany point of
time was only 3 TPH.The boiler was running under part load
condition leading
to very high amounts of excess air.
-
8/9/2019 The End of It is the Beginning-Nagesh-India
12/22
R educed fuel and Fan power: Twinbenefits due to excess air
reduction
Boiler
6 TPH10.75 Kg/cm2C oconut shell
fired
Hopper
C oconut shellcrusher
Economiser
D ustC ollector
Primary Air Fans
Secondary Air Fan
Induced D raftFan
D amper 14 %
9 %
-
8/9/2019 The End of It is the Beginning-Nagesh-India
13/22
Trials and resultsThe damper of the I D fan was closed to an
extent where the excessair was just optimum.The reduction in excess
air resulted in fuel savings.But there was only a marginal
reduction in fan power from 30 kW to26 kW.The fan was belt driven
and was operating at 1181 R PM. The motor was operating at 1470 R
PM.It was decided to reduce the fan R PM and keep the damper
fullyopen.This was done by changing the motor pulley from 8 to 6
(fig in nextslide).
The damper was kept fully open.This resulted in a dramatic drop
in motor power from 26 kW to 14kW because of the cubed relationship
of speed versus power.The annual energy saving amounted to 96,000
kWh resulting ineconomic benefit to the tune of $10,000 per
annum.
-
8/9/2019 The End of It is the Beginning-Nagesh-India
14/22
Electrical Energy saving in Boiler ID fan byspeed reduction
through pulley change
810
6 10
1470 RPM
1470 RPM
1181 RPM
882RPM
26 kW
14 kW
-
8/9/2019 The End of It is the Beginning-Nagesh-India
15/22
Case study 3: Energy savings in pumps byreengineering the water
treatment system
This is a case study about a chemical plant making
organicperoxides.The plants requirement of D emineralised ( D
M)water and raw water was met by a borewell pump.The borewell pump
pumps the underground water to a raw water tank over the fire pump
house about 10 meters height.The water from the raw water tank is
forced through a pump to anaeration tank where supposedly iron
content in water needs to beremoved.The water from the aeration
tank is then pumped through a pressuresand filter for removal of
suspended solids and stored in a filter
water tank.From the filter water tank a pump continuously pumps
water to theplant and a part of it is taken to the D M plant for
producing D M water (Fig in next slide).
-
8/9/2019 The End of It is the Beginning-Nagesh-India
16/22
Fire pump house
Raw water tank
Pressure
sandfilter
Filter water tank
Aeration tank
BorewellPump11kW
DM plant
DMwater tank
Filter water to plantDM water to plant
Raw water pump10 m 3/hr, 50 m5.5 kW
Filter water pump10 m 3/hr, 50 m5.5 kW
DM water pump
7.5 m3/hr, 36.5 m
3.7 kW
WTP effluent pump10 m 3/hr, 50 m5.5 kW
Water supply and distribution
-
8/9/2019 The End of It is the Beginning-Nagesh-India
17/22
Analysis, improvements and resultsA Why, why analysis was made
to question the need for each stepin the treatment process.The
treatment scheme was designed for intake from a nearby river which
had iron content.But the analysis of the existing borewell water
showed iron contentbelow detectable levels.Thus the aeration
process itself became redundant.Also an analysis of suspended
solids over a period of time showedlevels well within the tolerable
limits, thus leading to the eliminationof pressure sand filter.In
the modified scheme the water from raw water tank directly is
fed
to the filter water pump thus eliminating the operation of two
pumps.Moreover the filter water pump was fitted with a variable
speed drivewith a pressure controller leading to further energy
savings.Because of these modifications the treatment scheme
becamesimpler leading to an savings of 10 kW.The annual energy
savings is of the order of 80,000 kWh with an
economic benefit of $8000 per annum.
-
8/9/2019 The End of It is the Beginning-Nagesh-India
18/22
Case study 4: Energy savings in EffluentTreatment Plant (ETP)
aeration blower A chemical plant consisted of a number of batch
processes and thisled to an effluent discharge which was varying in
volume as well asload.The aeration tank of the effluent treatment
plant had a roots blower (Fig in next slide) which was discharging
air continuously at1000m3/hr drawing a power of 22kW.O
n an analysis of ETP it was observed that the maximum air
required at any point of time was only 650 m3/hr.The blower speed
was first reduced to deliver 650 m3/hr.This resulted in a savings
of 7 kW.Further to meet the fluctuating loads, a D issolved O xygen
sensor was installed with a feedback to a variable frequency
drive
connected to the blower motor.The motor speed automatically gets
adjusted to meet the desiredoxygen levels for aeration.The
installation of a variable frequency drive enhanced the savingsby 4
kW. The annual energy savings was 90,000 kWh with anannual economic
benefit of $9000.The investment for the DO sensor and the variable
frequency driveis paid back within a month.
-
8/9/2019 The End of It is the Beginning-Nagesh-India
19/22
Effluent treatment system
-
8/9/2019 The End of It is the Beginning-Nagesh-India
20/22
Case study 5: Energy savings inFume extraction system
In a plant manufacturing abrasives and grinding wheels, dust
extraction inthe operating environment is of prime importance.In
one particular area, the resinoid plant, five machining operations
aremade on the bonded abrasives leading to dust emissions.The plant
has installed a common dust collector system with a 22 kW fan for
extracting the dust.Since the fan and dust collectors are installed
outside the plant, the fan iscontinuously operating even if no
operations are there on the machines.Also it was observed that not
more than two operations are made at anygiven time (Fig in next
slide).The fan was drawing 16 kW of power In the modified system
pneumatically actuated dampers were provided in
the individual ducts of each machine.These were interlocked with
the machine motors. If a machine is switchedoff the dampers will
automatically close.Also a variable speed drive was incorporated to
the dust extraction fanmotor which will reduce the fan speed with
respect to exhaust air volumehandled.The average power drawn now
was only 7 kW.
The saving of 9 kW resulted in an annual energy savings of
75,000 kWhwith an economic benefit of $7500.
-
8/9/2019 The End of It is the Beginning-Nagesh-India
21/22
Regulate with dampers in each equipment22 kW dust collector fan
in Resinoid plant
C o n
i c a l
d g e r
D r y
d i s c
B l o w
b o o
t h
2 2 e d g e r
2 2 l a t h e
Existing:N o dampersSuction remainseven when M/cnot
operating
Proposed:Provide dampersSuction only in M/csoperatingO perate
fan withvariable speed drive
P neumaticallyactuated dampers
VariableS peed Drive
-
8/9/2019 The End of It is the Beginning-Nagesh-India
22/22
C onclusionsFrom our experience of carrying out more than
200
energy audits in different sectors, we have unearthed asaving
potential of 20 % on an average in any typicalindustry.
With simple housekeeping and no investment measuresalone, up to
10 % of energy can be saved.The case studies presented here
illustrate the need to
dig deeper into the final use, driven equipmentperformance and
finally into the motor if substantialbenefits are to accrue in an
energy efficient program.The investments needed with such an
approach will be
far less leading to financially attractive energy
savingprojects