Embed Size (px)
Citation preview

The electrodeposition of aluminlum
J. F. M. van de Berg, T. E. G. Daenen, G. Krijl and R. E. van de Leest
Until recently the electrodeposition of aluminium on a conducting substrate was only very rarelyput to practical use. This was mainly because the deposition had to be carried out in a highlyflammable organic solvent. Electrochemical studies at Philips Research Laboratories have nowled to the discovery of amuch lessdangerous solvent. The laboratories are now cooperating withthe Centre for Metal Chemistry and Coatings - part of the Philips Plastics and MetalwareFactories (PMF) - in an investigation of the industrial feasibility of the process in apilot pro-duction scheme, and are trying out various likely applications for electrodeposited aluminium.
Philips tech. Rev. 39, 87-91, 1980, No. 3/4
Introduetion
Aluminium is one of the most abundant metals onthe surface of the Earth. It is widely distributed andonly occurs naturally in the combined state. Themetal can be obtained by electrolysis of an aluminiumcompound. A condition here is that there should beno water in the electrolysis solution, since because ofthe non-noble nature of aluminium it is not the triv-alent aluminium ions that give up their charge but thehydrogen ions (protons) of the water. The electrolysisprocess that has been widely used since 1886 for pro-ducing aluminium is based on molten cryolite(NaaAIFs) in which aluminium oxide (AI20a) hasbeen dissolved. This process still accounts for about95070 of the total production of aluminium. It is notsuitable for coating other metals with a layer ofaluminium, since the electrolysis has to be performedat 1000 °C, a temperature at which aluminium metalis in the liquid state.Aluminium can be electrodeposited, however, if the
electrolysis is carried out in a solution of an alu-minium compound in an organic solvent. The ad-vantage of this is that the electrolysis can take place atroom temperature. Good results have been obtained,
Ing. J. F. M. van de Berg, G. Krijl and Dr R. E. van de Leestare with the Philips Plastics and Metalware Factories, Eindhoven;Dr T. E. G. Daenen is with Philips Research Laboratories, Eind-hoven.
87
for example, with a solution of aluminium chloride(AlCIa) and lithium hydride (LiH) or lithium alu-minium hydride (LiAIH4) in diethyl ether [11. How-ever, industrial application is difficult because diethylether is extremely flammable and volatile.
In the investigation described in this article we car-ried out experiments with solutions of AICla andLiAlH4 in the cyclic ether tetrahydrofuran (THF),which can also be used for the electrodeposition ofaluminium. Tetrahydrofuran is less volatile than di-ethyl ether and has a higher flash-point. However,there is still some risk in large-scale operations withtetrahydrofuran. We have used electrochemical meth-ods to enable us to study the reaction mechanismsthat govern the electrodeposition of aluminium. Withthe knowledge gained in this way we were able to finda solvent that considerably reduced the fire risk. Thisin turn led to an increased interest in the applicationof electrodeposited aluminium.
In this article we shall first discuss the electrode-position of aluminium, paying some attention to thereaction mechanism of the deposition and the choiceof organic solvent. Then we shall say something aboutthe properties of electrodeposited aluminium anddiscuss several possible applications.[IJ D. E. Couch and A. Brenner, J. Electrochem. Soc. 99, 234,
1952.
88 J. F. M. VAN DE BERG el al. Philips tech. Rev. 39, No. 3/4
The electrodeposition of aluminium
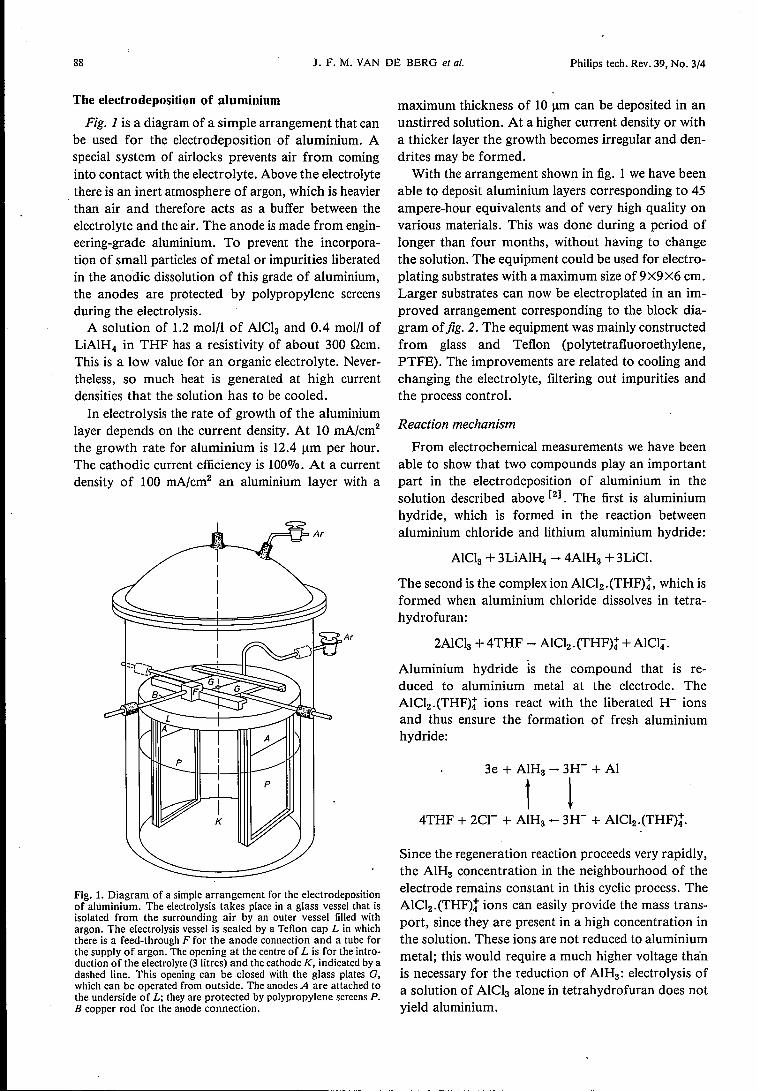
Fig. lis a diagram of a simple arrangement that canbe used for the electrodeposition of aluminium. Aspecial system of airlocks prevents air from cominginto contact with the electrolyte. Above the electrolytethere is an inert atmosphere of argon, which is heavierthan air and therefore acts as a buffer between theelectrolyte and the air. The anode ismade from engin-eering-grade aluminium. To prevent the incorpora-tion of small particles of metal or impurities liberatedin the anodic dissolution of this grade of aluminium,the anodes are protected by polypropylene screensduring the electrolysis.A solution of 1.2 mol/l of AICla and 0,4 mol/I of
LiAIH4 in THF has a resistivity of about 300 Qcm.This is a low value for an organic electrolyte. Never-theless, so much heat is generated at high currentdensities that the solution has to be cooled.In electrolysis the rate of growth of the aluminium
layer depends on the current density. At 10 mA/cm2
the growth rate for aluminium is 12,4 urn per hour.The cathodic current efficiency is 1000/0.At a currentdensity of 100 mA/cm2 an aluminium layer with a
Ar
Ar
Fig. 1. Diagram of a simple arrangement for the electrodepositionof aluminium. The electrolysis takes place in a glass vessel that isisolated from the surrounding air by an outer vessel filled withargon. The electrolysis vessel is sealed by a Teflon cap L in whichthere is a feed-through F for the anode connection and a tube forthe supply of argon. The opening at the centre of L is for the intro-duetion of the electrolyte (3litres) and the cathodeK, indicated by adashed line. This opening can be closed with the glass plates G,which can be operated from outside. The anodes A are attached tothe underside of L; they are protected by polypropylene screens P.B copper rod for the anode connection.
maximum thickness of la urn can be deposited in anunstirred solution. At a higher current density or witha thicker layer the growth becomes irregular and den-drites may be formed.
With the arrangement shown in fig. 1 we have beenable to deposit aluminium layers corresponding to 45ampere-hour equivalents and of very high quality onvarious materials. This was done during a period oflonger than four months, without having to changethe solution. The equipment could be used for electro-plating substrates with a maximum size of 9X9X6 cm.Larger substrates can now be electroplated in an im-proved arrangement corresponding to the block dia-gram oî fig, 2. The equipment was mainly constructedfrom glass and Teflon (polytetrafluoroethylene,PTFE). The improvements are related to cooling andchanging the electrolyte, filtering out impurities andthe process control.
Reaction mechanism
From electrochemical measurements we have beenable to show that two compounds play an importantpart in the electrodeposition of aluminium in thesolution described above [2]. The first is aluminiumhydride, which is formed in the reaction betweenaluminium chloride and lithium aluminium hydride:
AICla+ 3LiAIH4 - 4AIHa +3LiCI.
The second is the complex ion AICl2.(THF)!, which isformed when aluminium chloride dissolves in tetra-hydrofuran:
2AICla+4THF - AICI2• (THF)! +AICl;.
Aluminium hydride is the compound that is re-duced to aluminium metal at the electrode. TheAICI2.(THF)! ions react with the liberated H- ionsand thus ensure the formation of fresh aluminiumhydride:
3e + AIHa - 3H- + Al
t 14THF + 2CI- + AlHa - 3H- + AICldTHF)t.
Since the regeneration reaction proceeds very rapidly,the AIHa concentration in the neighbourhood of theelectrode remains constant in this cyclic process. TheAICl2.(THF)t ions can easily provide the mass trans-port, since they are present in a high concentration inthe solution. These ions are not reduced to aluminiummetal; this would require a much higher voltage thanis necessary for the reduction of AIHa: electrolysis ofa solution of AICla alone in tetrahydrofuran does notyield aluminium.
Philips tech. Rev. 39, No. 3/4 ELECTRODEPOSITED ALUMINIUM 89
The rate of deposition is considerably affected bythe occurrence of a cyclic reaction·mechanism of thistype. This can be deduced from measurements of theelectric current as a function of the applied voltage,for example. Fig. 3 shows current/voltage curves for asolution of aluminium hydride in tetrahydrofuran,both with and without aluminium chloride. In thesolution with no AICls there is no possibility of regen-erating AIHs via the cyclic mechanism. The rate ofdeposition is then determined by the rate of mass
The irregularities of the electrode surface are there-fore magnified. The deposited aluminium layer has arough and spongy appearance and dendrites willappear if growth continues. The layer deposited fromthe solution containing aluminium chloride looksquite different. Because of the cyclic reactionmechanism the aluminium-hydride concentration atthe surface remains constant and the aluminium layerproduced is compact, in spite of the higher currentdensity.
55 5
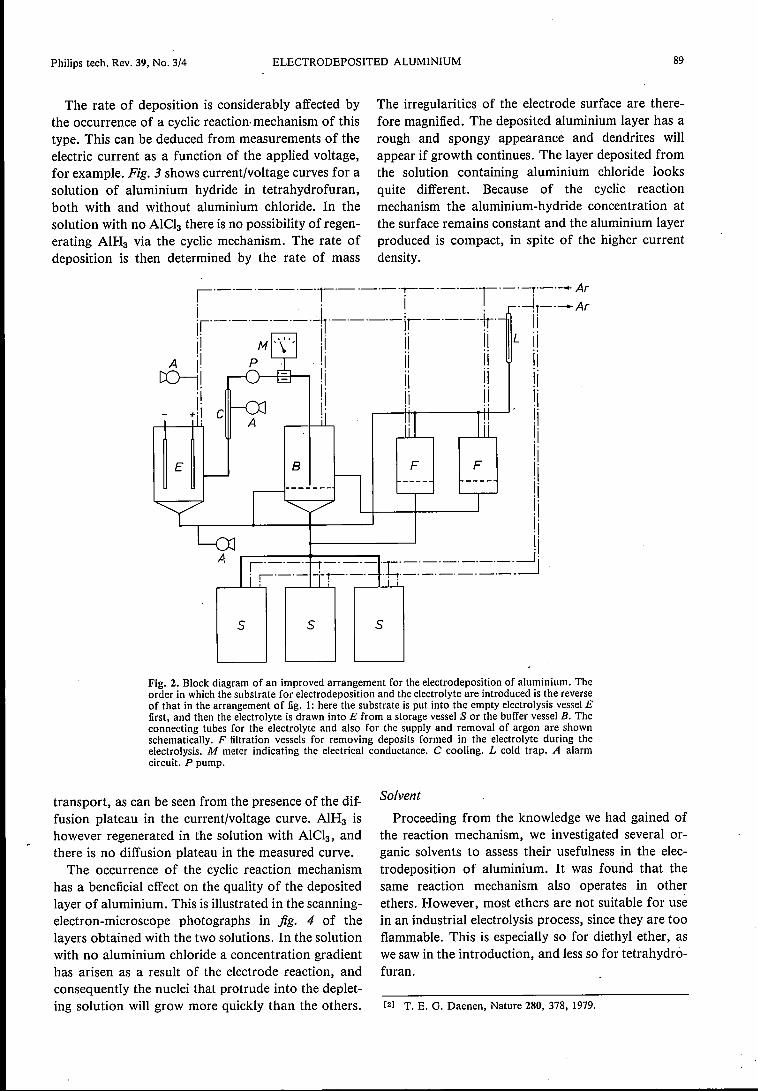
Fig. 2. Block diagram of an improved arrangement for the electrodeposition of aluminium. Theorder in which the substrate for electrodeposition and the electrolyte are introduced is the reverseof that in the arrangement of fig. 1: here the substrate is put into the empty electrolysis vessel Efirst, and then the electrolyte is drawn into E from a storage vessel S or the buffer vessel B. Theconnecting tubes for the electrolyte and also for the supply and removal of argon are shownschematically. F filtration vessels for removing deposits formed in the electrolyte during theelectrolysis. M meter indicating the electrical conductance. C cooling. L cold trap. A alarmcircuit. P pump.
transport, as can be seen from the presence of the dif-fusion plateau in the current/voltage curve. AIHs ishowever regenerated in the solution with AICla, andthere is no diffusion plateau in the measured curve.
The occurrence of the cyclic reaction mechanismhas a beneficial effect on the quality of the depositedlayer of aluminium. This is illustrated in the scanning-electron-microscope photographs in jig. 4 of thelayers obtained with the two solutions. In the solutionwith no aluminium chloride a concentration gradienthas arisen as a result of the electrode reaction, andconsequently the nuclei that protrude into the deplet-ing solution will grow more quickly than the others.
SolventProceeding from the knowledge we had gained of
the reaction mechanism, we investigated several or-ganic solvents to assess their usefulness in the elec-trodeposition of aluminium. It was found that thesame reaction mechanism also operates in otherethers. However, most ethers are not suitable for usein an industrial electrolysis process, since they are tooflammable. This is especially so for diethyl ether, aswe saw in the introduction, and less so for tetrahydró-furan.
(2) T. E. G. Daenen, Nature 280, 378, 1979.
90 J. F. M. VAN DE BERG et al. Philips tech. Rev. 39, No. 3/4
A much more suitable solvent' is diethylene glycoldimethyl ether ('diglyme'), which is much less volatileand less flammable; see Table J. In earlier inves-tigations diglyme was found unsuitable, since alu-minium chloride only dissolves in it sparingly [3].
However, in our investigations of the reaction mech-anism we found that the important factor was not somuch the solubility of aluminium chloride as the solu-bility of the combination of aluminium chloride andaluminium hydride. The solubility of this combina-tion in diglyme was found to be sufficiently high, andthe first results with this solvent were very promising.
Properties and possible applications of electro-deposited aluminium
The possible applications of electrodeposited alu-minium are related to the properties of aluminiummetal and its oxide. The metal is relatively light, is agood electrical conductor, is non-magnetic and is nottoxic. It reflects visible and ultraviolet radiation betterthan most other metals. Only gold and silver give abetter reflection in the infrared region. Aluminium isalmost unaffected by air, water and most acids. Thisis because a thin transparent oxide film is formed im-mediately the metal is exposed to air. This oxide filmprotects the aluminium underneath it and slowly in-creases in thickness to a maximum value' between3 nm and 10 nm.
Thicker oxide layers can be obtained by anodizing.When electroplated aluminium is anodized, a hardwear-resistant oxide layer is formed, which is resistantto most chemicals. This layer can be used as a verygood electrical insulator, as a simple coating that caneasily be dyed, and for corrosion protection.
We have electrodeposited aluminium on variouskinds of steel, brass, nickel, nickel-iron, aluminium,phosphor-bronze, molybdenum, gold and carbon.Any desired layer thickness between 1 and 300 urn canbe obtained by selecting appropriate values for thecurrent density and the electrolysis time. Electro-deposited aluminium is ductile and its hardness lies inthe range from 30 to 80 HV (Vickers), so that it canreadily be finished mechanically, e.g. by polishing, oreven milled or turned with a diamond-tipped tool.
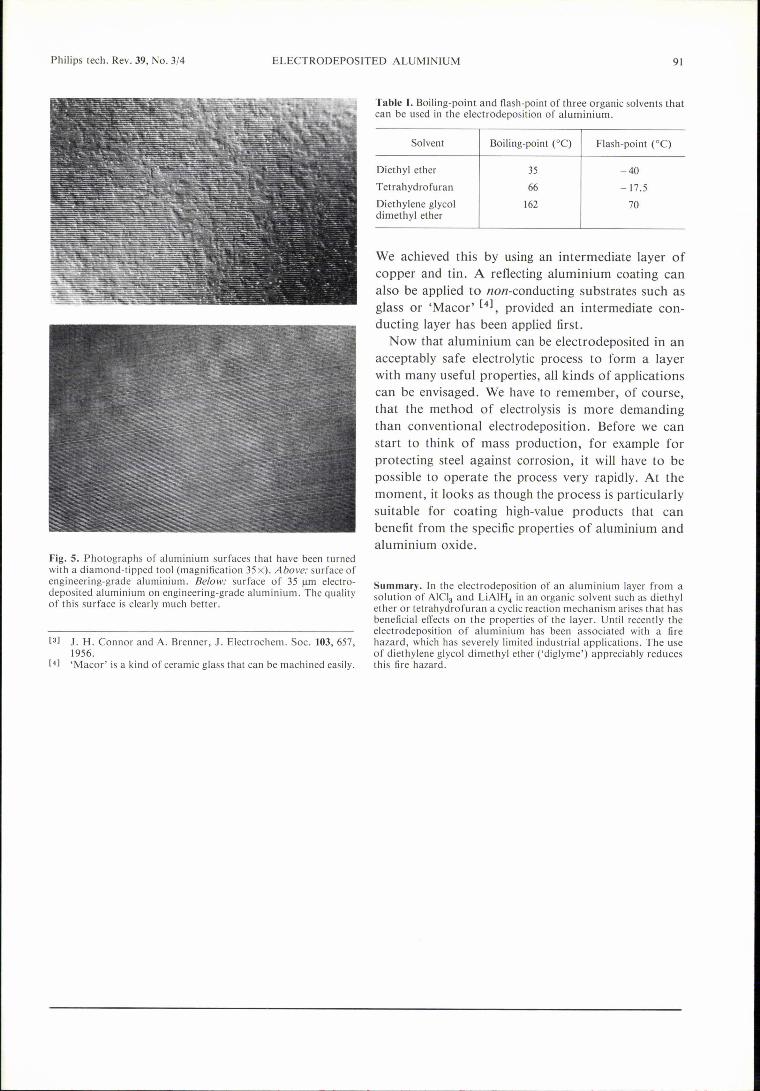
In cooperation with ]. M. Oomen of the Mech-anical Development Group at Philips Research Lab-oratories we have made mirrors of very high opticalquality by machining electrodeposited aluminium.Fig. 5 compares the quality of a surface of electro-deposited aluminium turned with a diamond-tippedtool with the quality of a surface of engineering-gradealuminium machined in the same way. This applica-tion requires a very good adhesion to the substrate.
60mA/cm2
40
20
-°0~~~O~.2====0~.4====0~.6~==0~.8~~~10-V
---E
Fig. 3. Current density i as a function of the applied voltage E forthe electrodeposition of aluminium at room temperature. Curve 1refers to a solution of 0.17 mol/l of a complex of AIHa and tri-ethylamine (in the ratio of I : 2) in tetrahydrofuran (THF) con-taining LiAIH •. Curve 2 refers to the same solution, but now withadded AICla.2THF (at 0.44 mol/I). In this case there is no diffusionplateau arising from the occurrence of a cyclic reaction mechanismdue to the presence of AICla.
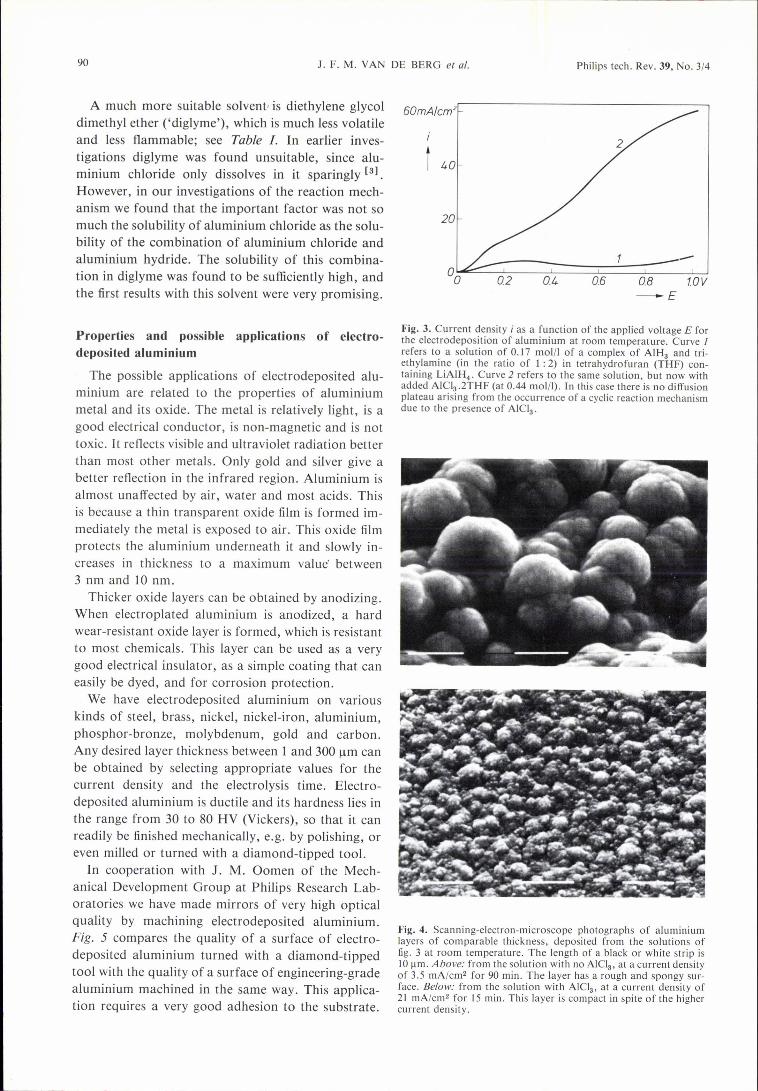
Fig. 4. Scanning-electron-microscope photographs of aluminiumlayers of comparable thickness, deposited from the solutions offig. 3 at room temperature. The length of a black or white strip is10 urn. Above: from the solution with no AICla, at a currentdensityof 3.5 mA/cm2 for 90 min. The layer has a rough and spongy sur-face. Below: from the solution with AICla, at a current density of21 mA/cm2 for IS min. This layer is compact in spite ofthe highercurrent density.
Philips tech. Rev. 39, No. 3/4 ELECTRODEPOSITED ALUMINIUM 91
Fig. 5. Photographs of aluminium surfaces that have been turnedwith a diamond-tipped tool (magnification 35x). Above: surface ofengineering-grade aluminium. Be/ow: surface of 35 urn electro-deposited aluminium on engineering-grade aluminium. The qualityof this surface is clearly much better.
[31 J. H. Con nor and A. Brenner, J. Electrochem. Soc. 103, 657,1956.
[41 'Macor' is a kind of ceramic glass that can be machined easily.
Table I. Boiling-point and flash-point of three organic solvents thatcan be used in the electrodeposition of aluminium.
Solvent
-40
-17.5
70
Boiling-point (0C) Flash-point (0C)
Diethyl ether
Tetrahydrofuran
Diethylene glycoldimethyl ether
35
66
162
We achieved this by using an intermediate layer ofcopper and tin. A reflecting aluminium coating canalso be applied to non-conducting substrates such asglass or 'Macor' [4], provided an intermediate con-ducting layer has been applied first.
Now that aluminium can be electrodeposited in anacceptably safe electrolytic process to form a layerwith many useful properties, all kinds of applicationscan be envisaged. We have to remember, of course,that the method of electrolysis is more demandingthan conventional electrodeposition. Before we canstart to think of mass production, for example forprotecting steel against corrosion, it will have to bepossible to operate the process very rapidly. At themoment, it looks as though the process is particularlysuitable for coating high-value products that canbenefit from the specific properties of aluminium andaluminium oxide.
Summary. In the electrodeposition of an aluminium layer from asolution of AlCl3 and LiAlH4 in an organic solvent such as diethylether or tetrahydrofuran a cyclic reaction mechanism arises that hasbeneficial effects on the properties of the layer. Until recently theelectrodeposition of aluminium has been associated with a firehazard, which has severely limited industrial applications. The useof diethylene glycol dimethyl ether ('diglyme') appreciably reducesthis fire hazard.