Embed Size (px)
Citation preview
ANU College ofEngineering & Computer Science
The effects of welding sequence on sheet metal assembliesBy Adam Nagy-Sochacki*, STAMP Group, [email protected]. Supervisor: Mathew Doolan†.
1 IntroductionDuring the manufacturing process variations will occur that affect the accuracy of the finalpart; the acceptable limits for these variations of the part are specified as tolerances.When the parts are assembled together, the variations stack-up to form the final assemblyvariation. A variety of tolerance stacking techniques are used to combine the parttolerances to determine the final assembly tolerance; similarly, part tolerances can bedetermined based on the desired final assembly tolerance. However, these techniquesonly apply to rigid bodies. In 1980, Takezawa’s research showed that flexible or compliantparts, such as sheet metal panels, do not follow the traditional rigid body assembly rules.Moreover, part variations could be absorbed through the assembly process[1].
1.1 Previous researchPrior research investigated the influence of clamp sequences on the dimensional variationof a long slender profile[2]. It was found that the sequence should be selected that shiftsthe deviations from nominal outwards. This is an appropriate rule for structure that aresimilar in design; but it is not applicable to a loop structure, such as the window frame of alarge closure panel,
1.2 AimThe aim of this work is to understand the influence of welding sequence on an idealisedloop structure. This structure and process simulates the window frame and thesubsequent welding process.
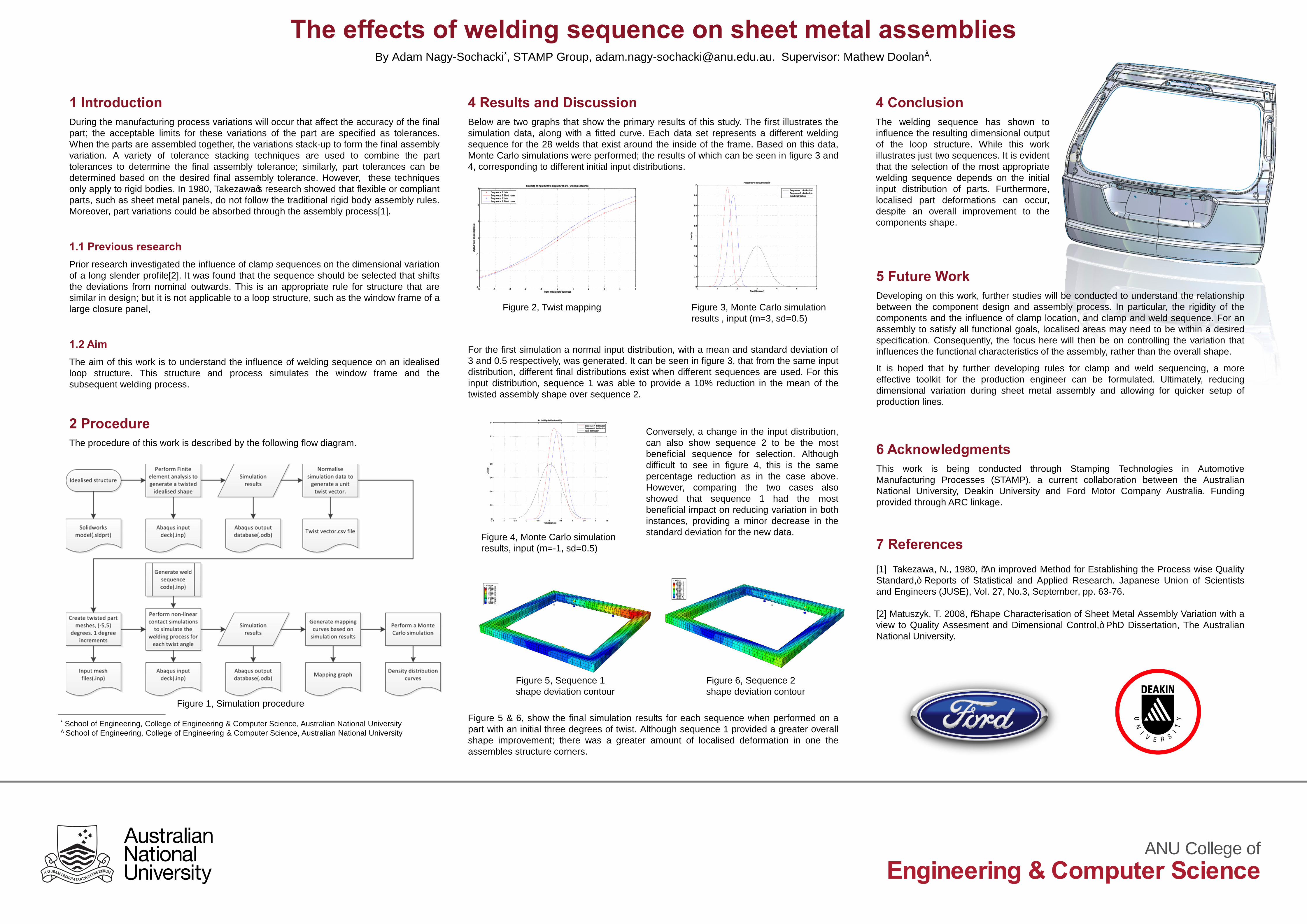
2 ProcedureThe procedure of this work is described by the following flow diagram.
4 Results and DiscussionBelow are two graphs that show the primary results of this study. The first illustrates thesimulation data, along with a fitted curve. Each data set represents a different weldingsequence for the 28 welds that exist around the inside of the frame. Based on this data,Monte Carlo simulations were performed; the results of which can be seen in figure 3 and4, corresponding to different initial input distributions.
5 Future WorkDeveloping on this work, further studies will be conducted to understand the relationshipbetween the component design and assembly process. In particular, the rigidity of thecomponents and the influence of clamp location, and clamp and weld sequence. For anassembly to satisfy all functional goals, localised areas may need to be within a desiredspecification. Consequently, the focus here will then be on controlling the variation thatinfluences the functional characteristics of the assembly, rather than the overall shape.
It is hoped that by further developing rules for clamp and weld sequencing, a moreeffective toolkit for the production engineer can be formulated. Ultimately, reducingdimensional variation during sheet metal assembly and allowing for quicker setup ofproduction lines.
6 AcknowledgmentsThis work is being conducted through Stamping Technologies in AutomotiveManufacturing Processes (STAMP), a current collaboration between the AustralianNational University, Deakin University and Ford Motor Company Australia. Fundingprovided through ARC linkage.
7 References[1] Takezawa, N., 1980, “An improved Method for Establishing the Process wise QualityStandard,” Reports of Statistical and Applied Research. Japanese Union of Scientistsand Engineers (JUSE), Vol. 27, No.3, September, pp. 63-76.
[2] Matuszyk, T. 2008, “Shape Characterisation of Sheet Metal Assembly Variation with aview to Quality Assesment and Dimensional Control,” PhD Dissertation, The AustralianNational University.
4 ConclusionThe welding sequence has shown toinfluence the resulting dimensional outputof the loop structure. While this workillustrates just two sequences. It is evidentthat the selection of the most appropriatewelding sequence depends on the initialinput distribution of parts. Furthermore,localised part deformations can occur,despite an overall improvement to thecomponents shape.
* School of Engineering, College of Engineering & Computer Science, Australian National University† School of Engineering, College of Engineering & Computer Science, Australian National University
For the first simulation a normal input distribution, with a mean and standard deviation of3 and 0.5 respectively, was generated. It can be seen in figure 3, that from the same inputdistribution, different final distributions exist when different sequences are used. For thisinput distribution, sequence 1 was able to provide a 10% reduction in the mean of thetwisted assembly shape over sequence 2.
Figure 5 & 6, show the final simulation results for each sequence when performed on apart with an initial three degrees of twist. Although sequence 1 provided a greater overallshape improvement; there was a greater amount of localised deformation in one theassembles structure corners.
Figure 2, Twist mapping Figure 3, Monte Carlo simulation results , input (m=3, sd=0.5)
Figure 1, Simulation procedure
Figure 5, Sequence 1 shape deviation contour
Figure 6, Sequence 2 shape deviation contour
Figure 4, Monte Carlo simulation results, input (m=-1, sd=0.5)
Conversely, a change in the input distribution,can also show sequence 2 to be the mostbeneficial sequence for selection. Althoughdifficult to see in figure 4, this is the samepercentage reduction as in the case above.However, comparing the two cases alsoshowed that sequence 1 had the mostbeneficial impact on reducing variation in bothinstances, providing a minor decrease in thestandard deviation for the new data.