Embed Size (px)
Citation preview

The Effects of Process Variability
35E00100 Service Operations and Strategy#3 Fall 2015

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics2
Topics on Variability
Variability basics Measure of variability Process variability Flow variability Key points
The corrupting influence of variability Factory physics “laws” Batching Serial system Parallel system Transfer batching Ways to improve operations Key points
Useful material: Hopp, W. & Spearman, M. (2000), Factory Physics, Chapters 8, 9 and 15.3

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics3
Basics - The Concept of Variability
Variability Any departure from uniformity (regular, predictable behavior) Sources and causes Compared to randomness?
Use of intuition Measuring variability
Coefficient of variation (CV)
Classification based on the values of CV:
Natural process times have generally low variability (LV) Effective process times can be LV, MV, or HV
= mean process time of a job= standard deviation of process time
CV
e
e
ee
e
t
ct
0.75
High variability (HV)Moderate variability (MV)Low variability (LV)
0 1.33ce
Hopp and Spearman 2000, 248-254

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics4
Day Machine 1 Machine 2 Machine 31 22 5 52 25 6 63 23 5 54 26 35 355 24 7 76 28 45 457 21 6 68 30 6 69 24 5 510 28 4 411 27 7 712 25 50 50013 24 6 614 23 6 615 22 5 5
Measuring VariabilityIllustrativeexample
What is the variability of each
machine?
mean 24,8 13,2 43,2st dev 2,6 15,9 127,0
CV 0,1 1,2 2,9

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics5
Natural Variability
Variability without explicitly analyzed cause(s) Sources in process
Operator pace Material fluctuations Product type (if not explicitly considered) Product quality
Observation Natural process variability is usually in the low variability
category
Hopp and Spearman 2000, 255

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics6
Hopp and Spearman 2000, 256
Mean Effects of Breakdowns
Definitions
Availability A is the fraction of time machine is up:
Effective process time te and rate re can be calculated as follows:
0
0
00
natural (base) process time
CV of natural process time
1 base capacity rate
mean time to failure (MTTF)
mean time to repair (MTTR)
f
r
t
c
r t
m
m
rf
f
mm
mA
00
ee
m mr A Ar
t t 0
et
tA

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics7
Which machine is better?
Two machines, Tortoise 2000 and Hare X19, are subject to the same average workload: 69 jobs per day operate 24 hours per day 2.875 jobs per hour have unpredictable breakdowns
Tortoise 2000 has long, infrequent breakdowns Hare X19 has short, more frequent breakdowns
How would you compare?
Example 1

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics8
Calculating Machine Availability
Tortoise 2000 t0 = 15 min
0 = 3.35 min
c02 = 0
2/t02= 3.352/152 =
0.05
mf = 12.4 hrs (744 min)
mr = 4.133 hrs (248 min)
cr = 1.0
Availability of the machine
Hare X19 t0 = 15 min
0 = 3.35 min
c02 = 0
2/t02= 3.352/152 = 0.05
mf = 1.9 hrs (114 min)
mr = 0.633 hrs (38 min)
cr = 1.0
Availability of the machine744
0.75744 248
f
f r
mA
m m
114
0.75114 38
f
f r
mA
m m
Hopp and Spearman 2000, 256
Example 1
No difference between the machines in terms of availability.

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics9
Assumptions Times between failures are exponentially distributed Time to repair follows some probability distribution
Effective variability
Conclusions Failures inflate mean, variance, and CV of effective process time Mean te increases proportionally with 1/A
For constant availability A, long infrequent breakdowns increase SCV more than short frequent ones
Variability Effects of Downtime
0
2202
22
0222
02
0
)1()1(
)1)((
/
t
mAAcc
tc
A
tAm
Aσ
Att
rr
e
ee
rre
e
Variability depends on repair times in addition
to availability
Hopp and Spearman 2000, 257

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics10
Estimating Variability
Tortoise 2000 Hare X19
0 1520 min
0.75et
tA
0 1520 min
0.75et
tA
2 2 20
0
(1 ) (1 )
2480.05 (1 1)0.75(1 0.75)
156.25
re r
mc c c A A
t
2 2 20
0
(1 ) (1 )
380.05 (1 1)0.75(1 0.75)
151.0
re r
mc c c A A
t
High variability Moderate variability
Example 1

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics11
Mean and Variability Effects of Setups
Analysis
Observations Setups increase the mean and variance of processing times Variability reduction is one benefit of flexible machines Interaction is complex
average number of jobs between setups (batch size)average setup durationstandard deviation of setup time
s
s
s
Nt
0e
tst tNs
22
2e
ee
ct
22 2 2
0 2
1s se s
s s
Nt
N N
Hopp and Spearman 2000, 259

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics12
Mean Effects of Setups
Two machines Fast, inflexible machine: 2 hour setup every 10 jobs
Slower, flexible machine: no setups
0
0
0
1 hr0.25 10 jobs/setup 2 hrs
21 1.2 hrs
101 2
1/(1 ) 0.8333 jobs/hr10
s
s
se
s
ee
tc
Nt
tt t
N
rt
0
0
0
1.2 hrs 0.51/ 1/1.2 0.833 jobs/hre
tcr t
Hopp and Spearman 2000, 260
Example 2
In traditional analysis there is no difference
between the machines.

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics13
Slower, flexible machine no setups
020
2
22 2 2
0 2
2
1 hr
0.0625
10 jobs/setup
2 hrs
0.0625
1
0.4475
0.31
s
s
s
s se s
s s
e
t
c
N
t
c
c Nσ t
N N
c
Variability Effects of Setups
020
0
2 20
1.2 hrs
0.25
1 10.833 jobs/hr
1.2
0.25
e
e
t
c
rt
c c
Flexibility can reduce variability.
Fast, inflexible machine 2 hour setup every 10 job
Example 2

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics14
Example 2
Variability Effects of SetupsThird Machine
New machine Otherwise same than the fast machine but more frequent setups
Analysis
Conclusion Shorter, more frequent setups induce less variability
22 2 2
0 2
2
1/ 1/(1 1/ 5) 0.833 jobs/hr
10.2350
0.16
e e
s se s
s s
e
r t
c Nσ t
N N
c
hr 1
jobs/setup 5
s
s
t
N
Hopp and Spearman 2000, 260
02 20
1 hr
0.25 0.0625
t
c
2 2
11 hrs5
0.25 0.0625
e
s
t
c

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics15
Inflators of Process Variability
Sources e.g. Operator unavailability Batching Material unavailability Recycle
Effects of process variability Inflate the mean processing time te
Inflate the CV of te
Effective process variability can be LV, MV, or HV

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics16
Flow Variability
t
Low variability arrivals
t
High variability arrivals

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics17
Propagation of Variability
i
Departure variance depends on arrival
variance and process variance
re(i)ra(i)
Hopp and Spearman 2000, 262
rd(i) = ra(i+1)
cd2(i) = ca
2(i+1)ce
2(i)ca
2(i)i+1
re(i+1)
ce2(i+1)
where station utilization u is given by u = rate
2 2 2 2 2(1 )d e ac u c u c
Departure SCV in single machine station
22 2 2 21 (1 )( 1) ( 1)d a e
uc u c c
m
where a er tu
m
Departure SCV in multi-machine station

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics18
Propagation of VariabilityLow Utilization Stations
High process VarLow flow Var Low flow Var
High process VarHigh flow Var High flow Var
Low process VarLow flow Var Low flow Var
Low process VarHigh flow Var High flow Var

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics19
Propagation of VariabilityHigh Utilization Stations
High process VarLow flow Var High flow Var
High process VarHigh flow Var High flow Var
Low process VarLow flow Var Low flow Var
Low process VarHigh flow Var Low flow Var

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics20
Variability Pooling
Basic idea CV of a sum of independent random variables decreases with
the number of random variables
Time to process a batch of parts
0 02 20 0
2 2 2 22 0 0 0 00 2 2 2 2
0 0 0
00
( )
( )
( )( )
( )
( )
t batch nt
batch n
batch n cc batch
nt batch n t nt
cc batch
n
Hopp and Spearman 2000, 280
0
0
time to process a single partstandard deviation of time to process a single part
t

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics21
Key Points
Variability Cannot be eliminated Causes congestion Propagates Interacts with utilization
Components of process variability Failures, setups and many others deflate capacity and inflate variability Long infrequent disruptions are worse than short frequent ones
Measure of variability: coefficient of variation (CV) Pooled variability is less destructive than individual variability

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics22

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics23
Notation ca
2 = SCV of the inter-arrival time ce
2 = SCV of the effective process time cr
2 = SCV of the repair times c0
2 = SCV of the base process time mf = mean time to failure mr = mean time to repair n = number of jobs or parts in a batch Ns = number of jobs or parts between setups ra = arrival rate re = service rate rd = departure rate r0 = base capacity rate ta = inter-arrival time te= process time ts= setup time t0 = base process time

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics24
Abbreviations Used
CV = coefficient of variation HV = high variability LV = low variability MTTF = mean time to failure MTTR = mean time to repair MV = moderate variability SCV = squared coefficient of variation

The Corrupting Influence of Variability

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics26
Factory Physics “Laws” Law 1: Variability Law
Increasing variability degrades the performance of a production system.
Law 2: Variability Buffering Law Systems w/ variability must be buffered by some combination of inventory, capacity and time.
Law 3: Product Flows Law In a stable system, over the long run, the rate out of a system will equal to the rate in, less any yield loss, plus any parts production within the
system.
Law 4: Capacity Law In steady state, all plants will release work at an average rate that is strictly less than the average capacity.
Law 5: Utilization Law If a station increases utilization without making any other changes, average WIP and cycle time will increase in a highly nonlinear fashion.
Law 6: Process Batching Law In stations with batch operations or significant changeover times minimum process batch size yielding a stable system may be over 1, cycle time at
the station will be minimized for some process batch size (may be greater than one), and as process batch size becomes large, average cycle time grows proportionally with batch size.
Law 7: Move Batching Law Cycle times over a segment of a routing are roughly proportional to transfer batch sizes used over that segment, provided there is no waiting for
the conveyance device.
Law 8: Assembly Operations Law The performance of an assembly station is degraded by increasing any of the following: the number of components being assembled, variability of
component arrivals, or lack of coordination between component arrivals.
Hopp and Spearman 2000

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics27
Variability Law
Increasing variability degrades the performance of a production system.
For example:
Higher demand variability requires more safety stock for same level of customer service. Higher cycle time variability requires longer lead time quotes to attain the same level of on-
time delivery.
”Law 1”
Hopp and Spearman 2000, 294-295

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics28
Variability Buffering Law
Systems with variability must be buffered by some combination of inventory,
capacity, and time.
Is variability always harmful?
”Law 2”
Hopp and Spearman 2000, 295-296

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics29
Variability Buffering Law
Systems with variability must be buffered by some combination of inventory, capacity, and time.
”Law 2”
Inventory
CapacityTime
Hopp and Spearman 2000, 295-296

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics30
Material Flow Laws
Product flowsIn a stable system, over the long run, the rate out of a system will equal to the rate in, less any yield loss, plus any parts production within the system.
CapacityIn steady state, all plants will release work at an average rate that is strictly less than the average capacity.
UtilizationIf a station increases utilization without making any other changes, average WIP and cycle time will increase in a highly nonlinear fashion.
”Laws 3-5”
Hopp and Spearman 2000, 301-304

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics31
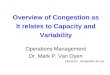
Cycle Time versus Utilization
0
2
4
6
8
10
12
14
16
18
20
22
24
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1 1.1 1.2
Release Rate (entities/hr)
Cyc
le T
ime
(h
rs)
Capacity
High Variability
Low Variability

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics32
Process Batching Law
In stations with batch operations or significant changeover times
The minimum process batch size that yields a stable system may be greater than one.
Cycle time at the station will be minimized for some process batch size, which may be greater than one.
As process batch size becomes large, average cycle time grows proportionally with batch size.
”Law 6”
Hopp and Spearman 2000, 306

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics33
Recap: Forms of Batching
Serial batching Processes with sequence-dependent setups Batch size is the number of jobs between setups Reduces loss of capacity from setups
Parallel batching True batch operations Batch size is the number of jobs run together Increases the effective rate of process
Transfer batching Batch size is the number of parts that accumulate before being transferred to the
next station (not necessarily equal to the process batch lot splitting) Less material handling

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics34
Process Batch Versus Move BatchCase “Batch Size in a Dedicated Assembly Line”
Process batch Depends on the length of setup. The longer the setup, the larger the lot size required for the same capacity.
Move (transfer) batch: Why should it equal process batch? The smaller the move batch, the shorter the cycle time. The smaller the move batch, the more material handling.
Lot splitting: Move batch can be different from process batch.
1. Establish smallest economical move batch.
2. Group batches of like families together at bottleneck to avoid setups.
3. Implement using a “backlog”.

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics35
Batching and Process Performance
Impact of batching Flow variability Waiting inventory
Impact of lot splitting
2 2 2( 1) 1
CT2 (1 )
ma e
q ec c u
tm u

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics36
Serial Batching
Parameters
Effective process time
Arrival of batches
Utilization
For stability (u < 1)
2
serial batch size = 10
time to process a single part = 1
time to perform a setup = 5
SCV for batch (parts setup) = 0.5
arrival rate for parts = 0.4
CV of batch arrivals = 1.0
s
e
a
a
k
t
t
c
r
c
ttsra
ca
Queue of batches
Setupk
Forming batch
5 10 1 15e st t kt 0.4
0.0410
ar
k
5( ) ( ) 0.4 1 0.6
10a s
s ar t
u t kt r tk k
0.4 5.0 3.33
1 1 0.4 1.0a s
a
r tk
r t
Minimum batch size required for stability of system
Hopp and Spearman 2000, 307-310

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics37
split1
CT =2
10 116.875 5 (1.0) 27.375
2
q s split q sk
CT t WIBT t CT t t
Serial Batching
Average queue time at station
Average cycle time depends on move batch size Move batch = process batch
Move batch = 1
875.16156.01
6.0
2
5.01
12CT
22
e
eaq t
u
ucc
Splitting move batches reduces wait-in-batch time
Arrival CV of batches is assumed
ca regardless of batch size.
Hopp and Spearman 2000, 307-310
non splitCT ( )( 1)
16.875 5 10(1) 31.875
q e q s nonsplit
q s q s
CT t CT t WIBT tCT t k t t CT t kt

Effect of Batch Size on Average Total CT An analysis of a Series System
38

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics39
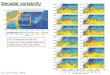
Cycle Time versus Batch Size in a Series System
0
50
100
150
200
250
300
350
0 5 10 15 20 25 30 35 40 45 50
Batch size k
Cyc
le T
ime
Cycle Time versus Batch Size
Optimum batch size

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics40
Optimal Serial Process Batch SizesOne Product
Assumptions Identical product families in terms of process and setup times Poisson arrivals
Effective process time
Utilization
Good approximation of the serial batch size minimizing cycle time at a station is given by
( )a e ar t ru s kt
k k
0 0 0
a ar s r sk
u u u u
CT is minimized through finding the optimal station utilization.
Good approximation:
0u u
Hopp and Spearman 2000, 502-504
et s kt

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics41
Optimal Serial Process Batch SizesMultiple Products
Assumptions Multiple products Poisson arrivals
Eff. process time
Utilization
Good approximation of the serial batch size minimizing cycle time at a station is given by
1*
0
, where
n
ai i ii i
i
r s tL sk L s
t u u
Hopp and Spearman 2000, 504-507
1
( )n
aii i i
ii
ru s k t
k
11
( ), where n
ai ie i i i i n aji
i i
r kt s k t
rk

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics42
Parallel Batching
Parameters
Wait-to-batch time
Time to process a batch
Arrival rate of batches
Utilization
parallel batch size = 10time to process a batch = 90
effective CV for processing a batch = 1.0arrival rate for parts = 0.05
CV of batch arrivals = 1.0B = maximum batch size
e
a
a
kt
cr
c
t0k
Queue of batches
Forming batch
ra
ca
1 1 10 1 190
2 2 0.05a
kWTBT
r
90et t
0.05( ) 0.005
10a
ar
r batchk
Hopp and Spearman 2000, 310-311
0.005 90 0.45aru tk

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics43
Parallel Batching
Minimum batch size required for system stability (u<1)
Average queue + process time at station = CTq+ t
Total cycle time
0.05 90 4.5ak r t k
Batch size affects both WTBT and CTq.
2 2/1
2 2 1
90 130.5 220.5
q
a e
CT WTBT CT t
c k ck ut t t
ku u
2 2/
2 1
0.1 1 0.4590 90 130.5
2 1 0.45
a ec k c uCT t t
u

Effect of Batch Size on Average Total CT Analysis of a Parallel System
44

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics45
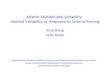
Cycle Time versus Batch Size Parallel System
0
200
400
600
800
1000
1200
1400
0 10 20 30 40 50 60 70 80 90 100 110
Nb
To
tal C
yc
le T
ime
Queue time due totoo high utilization Wait for batch time
B
Optimum Batch Size

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics46
Move Batching Law
Cycle times over a segment of a routing are roughly proportional to transfer batch sizes used over that segment, provided there is no waiting for the conveyance device.
Insights Queuing for conveyance device can offset cycle time reduction from
reduced move batch size. Move batching intimately related to material handling and layout
decisions.
”Law 7”
Hopp and Spearman 2000, 312

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics47
Effects of Transfer Batching
Two machines in series Machine 1
Receives individual parts at rate ra with CV of ca(1)
Mean process time of te(1) for one part with CV of ce(1)
Puts out batches of size k Machine 2
Receives batches of k
Mean process time of te(2) for one part with CV of ce(2)
Puts out individual parts How does cycle time depend on the batch size k?
single job
batch
Machine 1 Machine 2
kra
ca(1)te(1)ce(1)
te(2)ce(2)
Hopp and Spearman 2000, 312-314

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics48
Average time forming the batch:
Average time after batching:
Average total time spent at the 1st station:
Time between output of individual parts into the batch: ta
Time between output of batches of size k: kta
Variance of inter-output times of parts is cd2(1)ta
2, where
Variance of batches of size k:
2 2(1) (1) (1) 1 1CT(1) (1) (1) (1) CT (1)
2 1 (1) 2 (1) 2 (1)a e
e e e ec c u k k
t t t tu u u
1 1 1(1)
2 2 (1) ea
k kt
r u
2 2(1) (1) (1)(1) (1)
2 1 (1)a e
e ec c u
t tu
Transfer Batching – Machine 1
1st part waits (k-1)(1/ra), last part does not wait.
By definition CV cd
2(1)=d2/ta
2
Departures are independent variances add
Hopp and Spearman 2000, 312-314
2 2 2 2 2(1) (1 (1) ) (1) (1) (1)d a ec u c u c 2 2(1)d akc t

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics49
Transfer Batching - Machine 2
SCV of batch arrivals:
Time to process a batch of size k:
Variance of time to process a batch of size k:
SCV for a batch of size k:
Mean time spent in partial batch of size k:
Average time spent at the 2nd station:
k
c
tk
tkc e
e
ee )2(
)2(
)2()2( 2
22
22
)2(2
1et
k
)2(2
1)batching no CT(2,
)2()2(2
1)2(
)2(1
)2(
2
/)2(/)1()2(CT
22
e
eeeed
tk
ttk
ktu
ukckc
1st part doesn’t wait, last part waits (k-1)te(2)
2 2 2
2 2
(1) (1)d a d
a
kc t c
kk t
Hopp and Spearman 2000, 312-314
(2)ekt
2 2(2) (2)e ekc t

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics50
Transfer Batching – Total System
batch
(no batching)
(no batching)
CT CT(1) CT(2)
1 1CT (1) (2)
2 (1) 2
(1)1CT (2)
2 (1)
e e
ee
k kt t
u
tkt
u
Hopp and Spearman 2000, 312-314
Inflation factor dueto transfer batching

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics51
Assembly Operations Law
The performance of an assembly station is degraded by increasing any of the following
The number of components being assembled Variability of component arrivals
Lack of coordination between component arrivals
”Law 8”
Hopp and Spearman 2000, 315-316

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics52
Ways to Improve Operations
1. Increase throughput
2. Reduce queue time
3. Reduce batching delay
4. Reduce matching delay
5. Improve customer service
Hopp and Spearman 2000, 324-32

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics53
1. Increase Throughput
Throughput = P(bottleneck is busy) bottleneck rate
CTq = VUT
Reduce variability
Reduce utilization
Increase capacity •Add equipment• Increase operating time• Increase reliability•Reduce yield loss•Quality improvements
Reduce blocking/starving •Buffer with inventory (near bottleneck)
•Reduce system “desire to queue”
Hopp and Spearman 2000, 324-32

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics54
2. Reduce Queue Delay
u
u
1
Reduce variability •Process variability
- Repair times, setups•Arrival variability
- Decrease process variability in upstream
- Pull system- Eliminate batch releases
Reduce utilization • Increase bottleneck rate
- Decrease time to repair- Cross-training
•Reduce flow into bottleneck- Improve yield- Reduce rework, etc
=qCT VUT
2
22ea cc
Hopp and Spearman 2000, 324-32

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics55
3. Reduce Batching Delay
CTbatch = delay at stations + delay between stations
Reduce process batching •Optimize batch sizes•Reduce setups
- Stations where capacity is expensive
- Capacity versus WIP tradeoff
Reduce move batching •Move more frequently•Layout to support material handling
- E.g. cell manufacturing
Hopp and Spearman 2000, 324-32

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics56
4. Reduce Matching Delay
CTmatch = delay due to lack of synchronization
Reduce variability Improve coordination•Scheduling•Pull mechanisms•Modular designs
Reduce number of components
•E.g. product redesign
Hopp and Spearman 2000, 324-32

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics57
5. Improve Customer Service
LT = CT + zCT
Reduce CT variability (Generally same methods as for CT
reduction)
• Improve reliability• Improve maintainability•Reduce labor variability• Improve quality• Improve scheduling, etc.
Reduce avg CT•Queue time•Batch time•Match time
Reduce quoted LT•Assembly to order•Stock components•Delayed differentiation
Safety lead time
Hopp and Spearman 2000, 324-32

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics58
Variability Influences Cycle Times and Lead Times
0,00
0,02
0,04
0,06
0,08
0,10
0,12
0,14
0,16
0,18
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36 38 40
Cycle Time in Days
De
ns
itie
s
Lead Time = 14 days
Lead Time = 27 days
CT = 10CT = 3
CT = 10CT = 6

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics59
Key Points
Factory physics laws! Variability
Decreases performance Buffering through inventory, capacity, and time Interacts with utilization
Congestion effects multiply Nonlinear effects of utilization on cycle time
Batching In serial and parallel batching minimum feasible batch size may
be greater than one Cycle time increases proportionally with batch size
Without wait-for-batch time, cycle time decreases in batch size Lot splitting can reduce the effects of batching
Batching delay is essentially separate from a variability delay.

35E00100 Service Operations and Strategy #3 Aalto/BIZ Logistics60
Notationce
2 = SCV of the effective process time (parts and setups)cd
2 = SCV of the departure timesCT = cycle timeD/d = demand k = serial batch sizeLT = lead time quoted to customern = number of products (i=index for products, i=1,…,n)Ns = number of jobs or parts between setupsra = arrival raterb = bottleneck ratere = service raterd = departure ratets= setup timet0 = time to process a partu0 = utilization without setupsWTBT = wait to batch timeWIBT = wait in batch time