Embed Size (px)
Citation preview

Surface and Coatings Technology 167(2003) 221–225
0257-8972/03/$ - see front matter� 2002 Elsevier Science B.V. All rights reserved.doi:10.1016/S0257-8972(02)00905-2
The effect of relative humidity on wear of a diamond-like carbon coating
Jiaren Jiang *, Sam Zhang , R.D. Arnella, b c
Integrated Manufacturing Technologies Institute, National Research Council Canada, 800 Collip Circle, London, Ont., Canada N6G 4X8a
School of Mechanical and Production Engineering, Nanyang Technological University, 50 Nanyang Avenue, Singapore 639798, Singaporeb
Centre for Advanced Materials and Surface Engineering, University of Salford, Salford M5 4WT, UKc
Abstract
Sliding wear behaviour of a diamond-like carbon(DLC) coating deposited using the combined closed field unbalancedmagnetron sputter ion plating and plasma assisted chemical vapour deposition technique has been investigated against tungstencarbide balls in air with various relative humidity(RH) levels as well as in water. A smooth transfer layer was always formedon the ball surface and wear of the ball was negligible. The wear rate of the coating decreased significantly with increase in RH,with sliding in water showing the lowest wear rate. When sliding in dry air or in a vacuum, the coating failed very quickly,producing a wear rate of approximately two orders that for sliding in humid air. Under the investigated conditions, sliding speed(0.25 and 0.05 m s ) had no significant effect on the wear behaviour of the DLC coating in the various environments. The roley1
of humid air in reducing wear rate of the DLC coating has been attributed to the formation of low energy surfaces by theadsorption of water at the dangling carbon bonds on the edge-faces of the sp clusters in the DLC coating.2
� 2002 Elsevier Science B.V. All rights reserved.
Keywords: Wear; Tribological behaviour; Diamond-like carbon; Relative humidity; Environmental effect
1. Introduction
The high hardness, high chemical stability and lowfriction and wear make diamond-like carbon(DLC)coatings good candidates for a wide range of tribologicalapplications. However, studies have shown that theirtribological behaviour can be very sensitive to environ-mental factors, especially to relative humidity(RH),and is dependent on the deposition method and deposi-tion conditionsw1–11x. Under most of the conditions,the hydrogenated DLC coatings showed low values offriction coefficients in dry environment and in vacuumw2,3,5–8x and very low friction coefficients have beenobserved in ultrahigh vacuumw5,7,8x. Friction coeffi-cients increase with increase in RHw2,3,6–11x. Oxygenhas been found to increase the friction coefficients ofsuch DLC coatingsw3x. On the other hand, Voevodin etal. w12,13x showed an opposite effect of environment onfriction of a-C and a-C:H coatings deposited using thepulsed laser deposition technique. The friction coeffi-cient after a certain number of cycles of sliding againststeel or sapphire balls decreased with increase in RH
*Corresponding author. Tel.:q1-519-430-7121; fax:q1-519-430-7064.
E-mail address: [email protected](J. Jiang).
(;80% RH). Friction coefficients were higher in vac-uum (10 Pa) than in dry nitrogen and in humid air.Data on the wear performance of DLC coatings in
different environmental conditions is relatively lessavailable compared with that for their frictional behav-iour. There seems to be no direct relationship betweenfrictional and wear behaviourw2,5,6,9,14,15x.Various theories have been proposed to explain the
tribological behaviour of DLC coatingsw16–25x andthey are subject to controversy. The role of environmentson friction and wear of amorphous carbon coatings isstill not well understood. Considering that air is themost commonly encountered environment in DLC appli-cations and RH is one of the main factors affectingtribological properties of DLC coatings, in this study,the tribological behaviour of an unhydrogenated com-posite DLC coating has been investigated in air withvarious RH using a ball-on-disk sliding wear rig.
2. Experimental method
DLC coatings were deposited on an M42 tool steelsubstrate using the combined closed field unbalancedmagnetron sputtering and plasma assisted chemicalvapour deposition techniquew26,27x. The coating was
222 J. Jiang et al. / Surface and Coatings Technology 167 (2003) 221–225
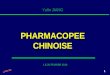
Fig. 1. Typical variation of wear volume as a function of sliding distance at various RH levels and at sliding speeds of 0.05 and 0.25 m s .y1
composed of multilayers of, from the substrate outwards,TiyTiNytransitional Ti(N,C)yTiCyDLC. The thicknessof the DLC coating layer, measured using a ball cratermethod, was approximately 1.2mm. The hardness andelastic modulus of the DLC coating, measured using ananoindenter, were 7 and 180 GPa, respectively.Wear tests were carried out on a continuous ball-on-
disk sliding wear rig with a controllable environmentchamber. The RH of the environment was controlled bymixing different proportions(flow rates) of dry com-pressed air and air saturated with water vapour beforeintroducing the gas into the chamber. The actual RH inthe testing chamber enclosing the specimen was meas-ured using a hygrometer. The balls were made ofsintered tungsten carbide and had a diameter of 6.35mm. Two sliding speeds were used: 0.05 and 0.25m s . The applied normal load was 10 N.y1
During sliding, wear volumes of the disk specimenswere measured in situ after a certain sliding distanceusing a profilometre attached to a PC. The averagecross-section area of a wear track was calculated fromat least 12 measurements. The reproducibility of thistechnique was within 1.6%. After each wear measure-ment, an optical photograph of the wear scar formed onthe ball was taken. Then, the specimen chamber wasclosed and purged for more than 20 min and thespecimens were put back into contact again to restartthe sliding.Detailed examination of scars on the balls in SEM
showed that a significant amount of material was trans-ferred from the coating to the ball surface and littlewear from the ball had actually occurred; this wasconfirmed by profilometre scanning over the surface ofthe ball wear scar.
3. Results
3.1. Wear as a function of relative humidity
Fig. 1 shows some wear curves for sliding in differentRH at sliding speeds of 0.05 and 0.25 m s . They1
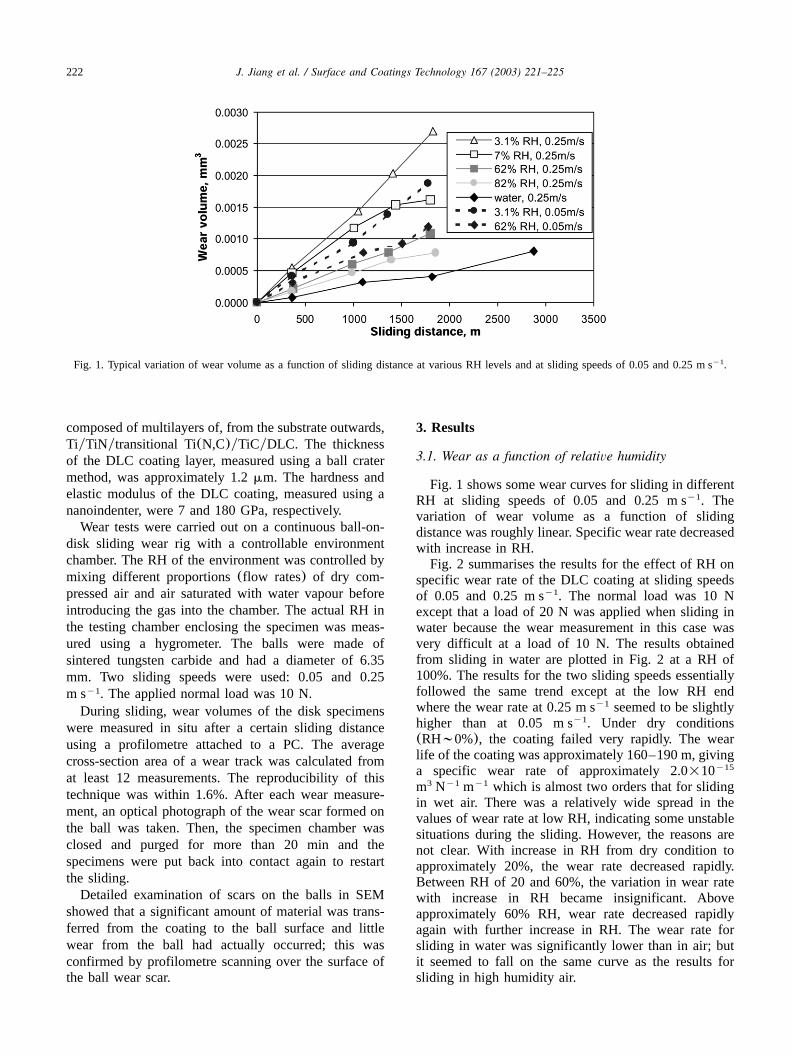
variation of wear volume as a function of slidingdistance was roughly linear. Specific wear rate decreasedwith increase in RH.Fig. 2 summarises the results for the effect of RH on
specific wear rate of the DLC coating at sliding speedsof 0.05 and 0.25 m s . The normal load was 10 Ny1
except that a load of 20 N was applied when sliding inwater because the wear measurement in this case wasvery difficult at a load of 10 N. The results obtainedfrom sliding in water are plotted in Fig. 2 at a RH of100%. The results for the two sliding speeds essentiallyfollowed the same trend except at the low RH endwhere the wear rate at 0.25 m s seemed to be slightlyy1
higher than at 0.05 m s . Under dry conditionsy1
(RH;0%), the coating failed very rapidly. The wearlife of the coating was approximately 160–190 m, givinga specific wear rate of approximately 2.0=10y15
m N m which is almost two orders that for sliding3 y1 y1
in wet air. There was a relatively wide spread in thevalues of wear rate at low RH, indicating some unstablesituations during the sliding. However, the reasons arenot clear. With increase in RH from dry condition toapproximately 20%, the wear rate decreased rapidly.Between RH of 20 and 60%, the variation in wear ratewith increase in RH became insignificant. Aboveapproximately 60% RH, wear rate decreased rapidlyagain with further increase in RH. The wear rate forsliding in water was significantly lower than in air; butit seemed to fall on the same curve as the results forsliding in high humidity air.
223J. Jiang et al. / Surface and Coatings Technology 167 (2003) 221–225
Fig. 2. The effect of RH in air on wear rate of the DLC coating at sliding speeds of 0.05 and 0.25 m s . Data for sliding in water is plotted aty1
a RH of 100%.
When the sliding wear test was carried out in avacuum of 8=10 Torr at a speed of 0.25 m s , they6 y1
coating failed within a sliding distance of less than 50m. Large and loose wear debris particles were formed.
3.2. Examination of wear surfaces
According to SEM observations, the major noticeabledifference in the topography of wear surfaces formed atdifferent RH was that wear surfaces were much smooth-er in high RH than in relatively dry conditions(Fig. 3).The photographs were taken on wear surfaces of the topDLC coating layer which was not won through at thisstage. Wear surfaces produced by sliding in water(Fig.3c) were very similar to those formed at high RH asshown in Fig. 3b.Wear scars formed on the ball specimens observed
under optical microscope were very similar under thevarious conditions. Fig. 4 shows the variation of scarson the ball specimen as a function of sliding distancefor sliding in RH of 16%. Material transfer from thecoating to the ball surface was apparent, while wear ofthe ball was negligible. With the progress of sliding,wear debris particles were accumulated and compactedsurrounding the ball wear scars.
4. Discussion
Rabinowicz w28x analysed the formation of weardebris particles during sliding wear due to plastic defor-mation and obtained a relationship for the particle size,D, as a function of material properties and surfaceenergy,g,
gDsk (1)
p
wherek is a material-related constant andp is the yieldstrength of the wear material.Eq. (1) indicates that reducing the surface energy of
the rubbing material will lead to the formation of weardebris particles with reduced sizes which are prone toagglomerate and get compacted onto the wear surfacesto form wear protective layersw29x. A high RH mayalso assist in the agglomeration and compaction of thewear debris particles to the wear surfaces by the capillaryeffect, further reducing wear.For the unhydrogenated DLC coating as investigated
in the present study, its structure is primarily constitutedof an amorphous or nanocrystallised framework of sp -2
coordinated carbon atoms with a very small fraction ofsp -bondings, as has been shown by infra-red spectros-3
copy w30x. In the sp configuration, three of the four2
valence electrons of a carbon atom are assigned to thetrigonally directed sp hybrid orbitals to form strong2
covalent bonds with nearest neighbouring atoms. Thefourth electron, also known as thep electron, lies in anorbital normal to the sp hybrids. This bonding config-2
uration would ideally lead to the formation of the perfectgraphite lattice in which layers of atoms in hexagonalnetwork are stacked in an ABAB sequence with weakVan der Wall’s force between the adjacent layers. In theDLC coatings, clusters of sp bonds with localised2
ordering are formed. On the material surface of suchclusters is composed of cleavage-faces(with highdegrees of disorder) and edge-faces. The cleavage-faceof the sp structure, which is graphite-like, is a low-2
energy surface that is essentially formed by the basalplanes. The dangling covalent bonds on the edge-faceof the sp -bonded clusters have high energy levels and2
are highly active. However, they can be readily passi-vated by the adsorption of water vapour or other gasesfrom the environment to give a low energy surface.

224 J. Jiang et al. / Surface and Coatings Technology 167 (2003) 221–225
Fig. 3. SEM observations on the wear surfaces formed during slidingat different RH:(a) RH 3.1%;(b) RH 82% and(c) water.
Fig. 4. The evolution of wear scars on the ball specimen during slidingin air (RH 16%, 10 N, 0.25 m s ). (a) Sliding distance 390 m andy1
(b) 1845 m.
When sliding is carried out in vacuum or in a dryenvironment, the newly created wear surface areas withthe dangling carbon bonds due to wear cannot bepassivated rapidly after each cycle of sliding. Strongadhesion can occur to cause high frictional forces(friction coefficient of 0.5–0.6). This is different fromsituations for hydrogenated DLC coatings where thedangling bonds are passivated by hydrogen atoms withinthe coating structure to give a low energy surface andlow friction coefficients. The high frictional heat gen-erated during sliding in vacuum or in dry environmentcan lead to a fast transformation of the metastable
amorphous carbon structures into more ordered graphiticstructures which are subject to ‘dusting’ under vacuumand dry conditions. The high surface energy dictates theformation of large wear debris particles(Eq.(1)), whichare difficult to be incorporated into the compact transferlayers on the rubbing surfaces but rather are easilyremoved from the rubbing interface to cause wear loss.As a result, a very high rate of wear of the DLC coatingwas observed when sliding in vacuum and in very dryconditions.On the other hand, as RH increases, the freshly formed
dangling bonds on the wear surface can be passivatedrapidly by the adsorption of water vapour to keep lowenergy surfaces, leading to the formation of finer weardebris particles than those formed under dry conditions(Eq. (1)). Therefore, wear rate decreases with increasein RH (Fig. 2).

225J. Jiang et al. / Surface and Coatings Technology 167 (2003) 221–225
From the SEM observations, abrasive wear mighthave occurred when sliding in low RH air due to theentrapment of large hard wear debris particles withinthe rubbing interface before being removed, leavingrough grooves on the wear track(Fig. 3a). However, athigher RH levels, smooth wear track surfaces wereformed due to the formation of fine wear debris particlesand wear protective transfer layers(Fig. 3b). These areconsistent with the predictions of Eq.(1) and supportthe argument that low surface energy due to wateradsorption in humid air reduces wear rate of the unhy-drogenated DLC coating.
5. Summary
The wear behaviour of a multi-layered unhydrogen-ated DLC coating has been investigated on a ball-on-disk wear rig in air with various RH levels as well asin water. Tungsten carbide balls were used as thecountering rubbing surface. While the wear of the ballswas negligible, the wear rate of the DLC coatingdecreased significantly with increase in RH, especiallybelow 20% RH. In dry air and in vacuum, the wear rateof the coating was two orders of magnitude of that forsliding in humid air. The decreasing wear rate withincrease in RH has been attributed to the formation oflow energy surfaces by the adsorption of water at thedangling carbon bonds on the edge-faces of the sp2
clusters in the DLC coating.
References
w1x C. Donnet, Condensed Matter News 4(1995) 9–10.w2x D.S. Kim, T.E. Fischer, B. Gallois, Surf. Coat. Technol. 49
(1991) 537–542.w3x R. Memming, H.J. Tolle, P.E. Wierenga, Thin Solid Films 143
(1986) 31–41.w4x A. Erdemir, M. Switala, T. Wei, P. Wilbur, Surf. Coat. Technol.
50 (1991) 17–23.
w5x C. Donnet, M. Belin, J.C. Auge, J.M. Martin, A. Grill, V.´Patel, Surf. Coat. Technol. 68y69 (1994) 626–631.
w6x T. Le Huu, H. Zaidi, D. Paulmier, P. Voumard, Thin SoldFilms 290–291(1996) 126–130.
w7x K. Enke, H. Dimigen, H. Hubsch, Appl. Phys. Lett. 36(1980)291–292.
w8x K. Enke, Thin Solid Films 80(1981) 227–234.w9x A.K. Gangopadhyay, W.C. Vassel, M.A. Tamor, P.A. Willer-
ment, J. Tribol. ASME Trans. 116(1994) 454–462.w10x C. Donnet, T. Le Mongne, L. Ponsonnet, et al., Tribol. Lett. 4
(1998) 259–265.w11x E.-S. Yoon, H. Kong, K.-R. Lee, Wear 217(1998) 262–270.w12x A.A. Voevodin, M.S. Donley, J.S. Zabinski, J.E. Bultman, Surf.
Coat. Technol. 76–77(1995) 534–539.w13x A.A. Voevodin, A.W. Phelps, J.S. Zabinski, M.S. Donley,
Diamond Relat. Mater. 5(1996) 1264–1269.w14x M. Hilden, J. Lee, G. Ouano, N. Nayak, A. Wu, IEEE Trans.
Magn. 26(1990) 174–178.w15x Yilmaz Ozmen, Akihiro Tanaka, Touru Sumiya, Surf. Coat.¨
Technol. 133–134(2000) 455–459.w16x K. Miyoshi, Surf. Coat. Technol. 43y44 (1990) 799–812.w17x J.-P. Hirvonen, R. Lappalainen, J. Koskinen, A. Anttila, T.R.
Jervis, M. Trakula, J. Mater. Res. 5(1990) 2524–2530.w18x J. Robertson, Adv. Phys. 35(1986) 317–374.w19x Y. Liu, A. Erdemir, E.I. Meletis, Surf. Coat. Technol. 81
(1996) 48–56.w20x Y. Liu, A. Erdemir, E.I. Meletis, Surf. Coat. Technol. 94–95
(1997) 463–468.w21x Y. Liu, E.I. Meletis, J. Mater. Sci. 32(1997) 3491–3495.w22x Y. Kokaku, M. Kitoh, J. Vac. Sci. Technol. A 7(1989)
2311–2314.w23x S.V. Pepper, J. Vac. Sci. Technol. 20(1982) 643–646.w24x M.N. Gardos, B.L. Soriano, J. Mater. Res. 5(1990)
2599–2609.w25x S. Jahanmir, Wear 133(1989) 73–81.w26x D.P. Monaghan, D.G. Teer, P.A. Logan, I. Efeoglu, R.D. Arnell,
Surf. Coat. Technol. 60(1993) 525–530.w27x D.P. Monaghan, D.G. Teer, K.C. Laing, I. Efeoglu, R.D. Arnell,
Surf. Coat. Technol. 59(1993) 21–25.w28x E. Rabinowicz, Wear 7(1964) 9–22.w29x J. Jiang, F.G. Stott, M.M. Stack, Tribol. Int. 31(1998) 245–256.w30x J. Jiang, R.D. Arnell, Development and application of diamond-
like carbon coatings, Progress Report No. 10, DTI-EPSRCLink Project, UK, July, 1998.



![AMERICAN CHEMICAL TECHNOLOGIES, INC. NEPTUNE® AW … · Typical Wear Performance* Four Ball Wear, ASTM D4172, mm wear scar (1200 rpm, 1 hour, 75°C [167°F], 40kg) 0.40 F our Ball](https://img.pdfslide.us/doc/110x75/5f30492ccf930255c744a2da/american-chemical-technologies-inc-neptune-aw-typical-wear-performance-four.jpg)