Embed Size (px)
Citation preview

Ž .Hydrometallurgy 59 2001 217–231www.elsevier.nlrlocaterhydromet
The design of bioreactors
G. Rossi)
Dipartimento Geoingegneria e Tecnologie ambientali, UniÕersita degli Studi, Piazza d’Armi, 19, 09123 Cagliari, Italy`
Received 19 October 1999; accepted 24 March 2000
Abstract
A survey of the literature on biohydrometallurgical topics revealed that the papers devoted to bioreactors amount to lessthan 5% of the total and refer mainly to the analysis of the performance and to design guidelines of stirred tank and ofbubble column machines, the so-called Pachuca tanks. These machines can be defined conventional in the sense that theyhave been borrowed from chemical engineering and hydrometallurgy and adapted to the requirements of biohydrometallurgi-cal processes. However, past experience has shown that these types of reactors do not fully match the very particularconditions that exist in biohydrometallurgical systems that, quite correctly, have been qualified as AhybridB owing to theirspecificity since they are characterized by many of the features of hydrometallurgical operations and of biologicalconversions. Literature data and the author’s personal experience demonstrate that one of the present major drawbacks ofthese reactors is the power requirement that seriously affects the competitiveness of biohydrometallurgy with pyrometal-lurgy. The factors affecting the performance of biohydrometallurgical reactors are discussed with special reference to theprocess parameters and an analysis of the conditions to be satisfied by an ideal bioreactor is carried out. In the light of theseconsiderations, the reactors currently operating in commercial plants are examined. The new prospects opened up by recentdevelopments are finally discussed and, also on the grounds of experience recently gained on a laboratory scale, thepotentials of machines tailor-designed for the conditions reigning in biohydrometallurgical systems are outlined. q 2001Elsevier Science B.V. All rights reserved.
Keywords: Bioreactor; Biorotor; Stirred tank reactor; Pachuca; Solubilization rate; Design; Mass transfer coefficient
1. Introduction
Compared to the great effort devoted worldwideto the biology and physiology of microorganismsand to biosolubilization kinetics in the light of mi-croberminerals interactions—where the influence ofreactors has unfortunately been overlooked—the
) Tel.: q39-070-675-5528; fax: q39-070-675-5523.Ž .E-mail address: [email protected] G. Rossi .
published results of investigations on reactors suit-able to biohydrometallurgical processes only repre-sent a small minority. In fact, out of the total numberof papers published in the volumes of SymposiaProceedings and in the journals over the years, noteven 5% have been devoted to bioreactor technol-ogy.
Most of these papers provide very good designguidelines, and an indication of the excellent culturaland practical background of the authors in chemicalengineering. However, they are based on the implicit
0304-386Xr01r$ - see front matter q 2001 Elsevier Science B.V. All rights reserved.Ž .PII: S0304-386X 00 00161-4

( )G. RossirHydrometallurgy 59 2001 217–231218
assumption that the microflora is kind of a biologicalcatalyzer, whose overall performance is only moder-ately dependent on the operating characteristics ofthe machines where the process is carried out. In mymind this is probably the Achille’s heel of thisapproach.
Hence, the reason to review and develop thesubject of biohydrometallurgical reactor design wasthe desire to discuss the state of the art and to pointto the need for further research aimed at providingour technology with suitable machines where thepotential of biohydrometallurgy can be fully ex-ploited.
2. Expected performance of biohydrometallurgi-cal reactors
Biohydrometallurgical processes are very attrac-tive insofar as they present few environmental haz-ards. However, they are still a long way from beingable to compete with pyrometallurgical and pressureleaching processes mainly because of the unsatisfac-tory all-round performance of the reactors, the de-vices where the process is carried out.
The performance of a reactor is considered eco-nomically convenient when—for comparable quali-tative and quantitative characteristics of the endproduct—the incidence of the investment and opera-tion costs on the unit product—in our case the tonneof metal solubilized and recovered—is reasonablylower than the expected returns and, in any case, islower than that of other processes.
The parameters for assessing the biohydrometal-lurgical performance of a reactor for a given produc-
Ž .tion are i tank size related to the dry mineralŽ .throughput, ii total power requirements, i.e. the
power for mixing and aeration, referred to the unitmass of metal recovered in unit time in bioleachingor to the unit mass of sulphur removed in unit time
Ž .in biodesulphurization, iii the chemical compoundsadded to the aqueous phase as nutrients for the
Ž .microflora or as pH modifiers, iv plant attendanceŽ . Ž .and supervision, v effluents purification and vi
maintenance. The first parameter affects investmentcosts, the other five determine operating costs. These
w xcosts are of the same order of magnitude 1–3 .
3. The factors affecting biohydrometallurgical re-actor performance
Biohydromellurgical processes take place inŽ .three-phase systems, consisting of i an aqueous
phase, that is a solution of salts providing the nutri-ents for a microflora that acts as a biological cat-
Ž .alyzer of the metal sulphides oxidation processes, iia solid phase, consisting of the finely ground ore thatcontains a mixture of waste rock and metal values
Ž .combined with sulfur to form sulphides, and iii agaseous phase consisting of a mixture of atmosphericoxygen and carbon dioxide. The aqueous phase is thesuspending medium where several elementary pro-
Ž . Ž .cesses occur: a the growth of microorganisms, bthe encounter of solid particles with microorganisms,Ž .c the encounter of solid particles with chemically
Ž . Ž .active molecules, d the release of metal ions, ethe uniform distribution and effective dissolution ofoxygen and carbon dioxide. The solid phase is theenergy source for microbial biosynthesis, i.e. formicrobial growth and continuously releases metaland sulphur ions in oxidized form. The gaseousphase supplies the oxygen required for the oxidationprocesses as well as the carbon dioxide that the
w xmicroflora uses for its biosynthesis 4 .
4. The general design procedure of a biohy-drometallurgical reactor
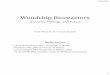
The design procedure shown in the block diagramof Fig. 1 is based on the well documented expectedperformance of a biohydrometallurgical reactor.
The inputs are represented by the AproductionBand Akinetic dataB. At this juncture it should bestressed that in effect, the real independent outputsare the production data, insofar as the kinetic dataare strongly dependent upon reactor type and envi-ronment. This has been highlighted in recent papersw x5,6 and justifies the AfeedbackB line linking theAType of reactorB box to the AKinetic dataB box. Infact, the microflora is more than a simple catalyzer.In conventional chemical engineering processes theamount of catalyzer does not vary with time, whereasin biohydrometallurgical processes the microbialpopulation—whose growth has been described as aApseudo autocatalytic processB—may vary with time

()
G.R
ossirH
ydrometallurgy
592001
217–
231219
Fig. 1. Logical diagram for the design of a biohydrometallurgical reactor.

( )G. RossirHydrometallurgy 59 2001 217–231220
depending on the conditions reigning in the bioreac-tor. The faster the microbial growth kinetics, thefaster the oxidation and solubilization process. Themost important factors influencing microbial growthare oxygen availability, determined by its mass trans-fer coefficient, and substrate availability, that de-pends upon the exposed mineral surface, bothachieved by adequate mixing. The most significantfactors adversely affecting microbial growth are theshear stresses within the suspension, the accumula-tion of metabolites, incorrect temperature and hydro-gen ion concentration of the aqueous phase and the
Žrelease of toxic substances by the surfaces minerals.and equipment with which the suspension comes
into contact.The reactors most commonly employed in biohy-
drometallurgical processes are the Stirred Tank Re-Ž . Ž . Žactor STR , and the Air Lift Reactor ALR Pachuca
. w xtank 7 .Other reactors have been proposed recently but
are dealt within a separate section as they can beregarded as typical examples of possible develop-ments of bioreactors tailor-made for biohydrometal-lurgy. As a specific design procedure has to befollowed for each type of reactor, in the followingsections the main types of reactors will be consid-ered separately.
Some time ago it was suggested that the plug-flowreactor is the most suitable to the type of reactions
w xoccurring in metal sulphide bioleaching 4,8–10 .However, on account of the almost unsormountablepractical problems that arise with this type of reactor,it has to be simulated by a cascade consisting of asuitable number of vessel reactors. It has been shown
w xthat at least six vessels are required 4,11 as asmaller number results in short-circuiting of the sus-pension with loss of effectiveness.
( )4.1. The stirred tank reactor STR
This reactor, borrowed from chemical engineer-ing, has been given priority since the early days ofbiohydrometallurgy, in spite of the evident draw-backs that have emerged in biohydrometallurgicalapplications. A very interesting technico-economicanalysis, carried out by one of the European partnersin the coal biodepyritization pilot plant project at
Ž .Porto Torres Sardinia, Italy , funded by the Com-
mission of European Communities, produced evi-dence that, as far as the achievement of the desiredlevels of mass transfer, mixing and suspension isconcerned, the STR performs better than the Pachuca
Ž .tank R. Meester, pers. written commun., 1992 . Theexperimental data reported by Acevedo and Arocaw x12 also show the STR to be superior in this sense.
The most important role is played by the impeller,which has to accomplish three major tasks, solidssuspension, mixing and dissolution of the requiredatmospheric oxygen into the aqueous phase, maxi-mizing the interfacial area between the gaseous andaqueous phases. Initially, and for many years, theRushton-type turbine was the most widely used im-peller for these reactors, but lately the curved blade,axial flow impeller has been shown to outperformthe Rushton turbine as it requires less power forachieving the same performance and induces smaller
w xshear stresses in the suspensions 13,14 . Chemicalengineering has provided some correlations that helpin establishing, as a first approximation, the ma-chine’s characteristic parameters also with referenceto the different types of agitators.
Hence, for the impeller speed, N , necessary tojs
satisfy the just-suspended condition for solid parti-w xcles in the vessel, AZwietering’s criterionB 15 is
usually adopted, for which the author prefers thefollowing expression:
0.1 0.45 0.22 2ND N D r Dl ž /ž / ž /n g D r dReynolds number Froude’s number
aT0.13sk B 1Ž .ž /D
where: Ns rotational frequency of the impeller, DŽ . Ž .s impeller diameter m , nsviscosity Pa s m ,
Ž y3 .r s liquid density kg m , gsacceleration oflŽ y2 .gravity m s , D rsdensity difference, gas–liquid
Ž y3 . Ž .kg m , dsparticle diameter m , ksconstantŽ . Ž .see text , asconstant see text , Ts tank diameter,Bsdistance from impeller midplane to tank bot-tom, m.
This equation highlights the relationship existingbetween Reynolds’ number, Froude number, the ra-tios of the impeller diameter to the particle diameter

( )G. RossirHydrometallurgy 59 2001 217–231 221
and of the tank diameter to the impeller diamater andthe percentage ratio B, between liquid and solid
w xmasses in the suspension 16 . Since all the quantitiesin brackets only refer to the physical system, theycan be symbolized by a single dimensional settlingparameter Y, while the impeller is characterized by
w x Ž .aits dimensionless value S 16 , where Ssk TrDand k and a depend on impeller type and relativeblade height.
Finally, the criterion can be written:
N sSYDy0 .85 2Ž .js
When designing the Porto Torres reactors thew xfollowing correlation, proposed by Nienow 17 , was
used:
40.5 0.25N s Q T 3Ž .CD G2D
where: N s rotational frequency of the impeller atCD
which the gas is just dispersed throughout the vessel.Ž 3 y1.Q svolumetric gas flowrate m s , for cross-G
checking the results obtained with Zwietering’s crite-rion. It was no surprise that the values obtained werequite different, as Table 1 shows.
The optimum speed, measured over one year’sy1 Ž .pilot plant operation, was 5.65 rad s 54 rpm ,
34% higher than Zwietering’s correlation and 43%w xlower than 18 .
For impeller power prediction either Mills et al’s.w xcorrelation 19 :
1.4925P k a 1T Ls 4Ž .0.4627ž /V 0.10y0.0018e VG
w xor van’t Riet’s correlation 20 :
1.4286P k a 1Ž .Ls 5Ž .0.2857V 0.0001 VG
Žcan be used, where: P s total power input agitatorT.powerqbubble expansion power, kW , Pspower
Ž .to produce suspension to height H kW . Vs liquidvolume plus particle volume below air–liquid inter-
Ž 3.face m , k soverall liquid phase mass transferLŽ y1 . Ž 2 y3.coefficient m s , as interfacial area m m ,
Table 1Impeller speed calculated using Zwietering’s and Nienow’s corre-lations
Rushton Zwietering’s correlation Nienow’s correlationy1 y1 y1 y1turbine rad s m s rpm rad s m s rpm
diameter m
1.00 2.59 2.59 25.00 4.45 4.45 42.500.67 3.65 2.44 35.00 10.00 6.68 95.60
esvolume fraction of liquid in the suspensionŽ .volume concentration of solids , dimensionless, VG
sair superficial velocity based on tank cross-sectionŽgas flowrate divided by cross-sectional area of the
y1 .tank m .For a six flat-blade Rushton disc impeller, Neale
w xand Pinches 21 report the following application ofvan’t Riet’s equation:
0.52PG 0.24k as0.0069 V 6Ž .L Gž /V
Ž .where: P sagitation shaft power gassed , kW, andG
for the BX04 Impeller:
0.79PG 0.58k as0.0084 V 7Ž .L Gž /V
It goes without saying that adequate experimentationis required.
Both correlations require the tank volume and theair superficial velocity to be known. The useful tankvolume is calculated by multiplying the suspensionvolumetric flow rate, V , by the residence time, u ;P D p
the latter, in turn, is derived by setting the desiredpercent sulphide removal, D p, and introducing this
Žcondition into the equation being K skinetic coef-cy1 .ficient for pyrite solubilization, h :
ln 1yD pŽ .u s , 8Ž .D p yKc
w xwhich was derived for pyrite 22 , under the assump-tion that its oxidation reaction is first order, byintegrating the following equation:
w xd FeS2 w xsyK FeS 9Ž .c 2d t

( )G. RossirHydrometallurgy 59 2001 217–231222
The kinetic coefficient, K , is obtained empiri-c
cally, usually from bench scale tests carried outeither in agitated Erlenmeyer flasks or in STRswhose carefully optimized performance is taken asthe absolute optimum for pyrite oxidation kinetics. Itis reasonable to assume that it is precisely thispassage that is the pitfall behind the design proce-dure; in effect, this assumption equates to stating thatthe pyrite oxidation kinetics in the STRs are the bestachievable and are intrinsic of the biooxidation pro-cess.
Thus, the K adopted for the Porto Torres plantcy2 y1 w xbioreactors was 1.2=10 h 22 , but the value
calculated from the results of one year’s plant opera-tion turned out to be considerably higher, 1.53=
y2 y1 w x10 h 23 .Tests carried out using bioreactors of new concept
w xoperated under the same conditions as the STRs 24yielded much higher K .c
In effect, the dependence of K on several factorsc
is well documented though never explicitly stated.Of these, solids concentration plays a major role inSTRs and in Pachuca tanks. The limit of about 20%solids concentration for metals sulphides bioleachingin STRs was experimentally ascertained by several
w xresearchers 25 as long as 30 years ago and todayhas become an accepted rule for commercial plants,as shown by Table 2. This limitation is the majordrawback of STRs, since it affects both investment
Ž .costs size of the machinery and operating costsŽ .power and maintenance .
4.2. The Pachuca tank
w xSeveral researchers 4,26–29 have developedcorrelations for predicting power requirements andoxygen mass transfer coefficients of this type ofreactor. A great deal of work has been done by the
w xDelft University school. After Bos et al. 30 , forlarge Pachucas the following simple correlationholds:
k as0.6V 10Ž .L G
w xwhereas Boon et al. 29 proposed the followingempirical correlation:
0.66QGy2k as 2.29=10 11Ž .L ž /V
where: k asvolumetric mass transfer in a slurry,L
sy1, that, combined with Lamont’s power dissipationw xlaw 26 yields:
0.66Py2k as2.29=10L ž /V
=1
12Ž .0.66p qr gH0 fp ln0 ž /p0
Ž .where: p satmospheric air pressure Pa , r s fluid0 fŽ .phase pressure Pa , Hssuspension interface height
Ž .above vessel bottom m .
Table 2Data of commercial and semicommercial biohydrometallurgical plants
Name of mine or plant Feed to Sulphur Reactor Reactor Daily Solids Residence Reference3Ž . Ž .the plant assay % type size m throughput concentration time h
Ž . Ž .tonnes %
Ž . w xFairview South Africa GAP 22.6 STR 90 35 20 96 3,37Ž . w xHarbour Lights Australia GAP 18 STR 160 40 3,37
Ž . w xSao Bento Brazil GAPyP 24.9 STR 1=580 150 20 24 37,38Ž . w xWiluna Western Australia GAP 20–24 STR 9=450 158 20 120 39Ž . w xYouanmi Western Australia GAP 20–30 STR 6=480 120 18 91.2 40,41
Ž . w xSansu Ashanti, Ghana GAPyP 11.4 STR 3 modules 720 20 96 3,42,436=900per module
GAPsgold-bearing arsenopyriterpyrite flotation concentrate; GAPyPsgold-bearing arsenopyriterpyrrhotite and pyrite flotation concen-trate.

( )G. RossirHydrometallurgy 59 2001 217–231 223
ŽAccording to Meester Meester, pers. written.commun. 1992 , an equation describing the correla-
tion among the variables influencing mixing can bederived if it is assumed that mixing takes place intwo steps, and on this there is general consensus. Ona large scale, the flow of the reactor contents pro-duces mixing by convection, while further mixingtakes place by diffusion on smaller scale. The stateof mixing that thus is attained by turbulent flow isdetermined by the size of the smallest eddies in theflow pattern, for which the following definition is
w xproposed by Hinze 31 :1
43hfl s 13Ž .e P
2rm ž /V
Ž .where: l ssmallest turbulent eddy size m , h se fŽ .intrinsic fluid phase viscosity Pa s , r sslurrym
Ž y3 .density below slurry-liquid interface kg m .For suspensions, Zwietering’s correlation is valid
also for Pachucas, within the above mentioned lim-its.
The bioleaching performance of Pachuca tanksalso rapidly decreases when the oxidizable solids
w xconcentration rises beyond 20% 25 with the sameimplications, as far as metal sulphide solubilizationrate constant is concerned, already discussed for theSTRs.
4.3. The importance of solids concentration
All endeavours to employ STRs and Pachucatanks for bioleaching metal sulphide suspensions withoxidizable solids concentrations higher than about20% have so far failed.
The reasons for this limitation have been thesubject of much speculation, extensively discussed in
w xearlier reviews 4,7,32,34 . The problem has beenapproached from the strictly abiotic viewpoint inchemical engineering journals with several interest-ing suggestions. However, only recently has somelight finally begun to be shed on these intriguingissues thanks to the contributions of South African
w xand Australian researchers 35,36 .Evidence was provided by Ragusa that mechani-
cal and brutal detachment of microorganisms fromthe mineral surfaces to which they adhere during
bioleaching—such as that produced by shear stressesacting within the suspension—causes irreversibledamage to microbial cells that, despite still beingviable, lose their ability to adhere and oxidize theminerals.
w xMoreover, Hansford and Bailey 32,33,36 pro-duced evidence that the determining factor in bi-oleaching is the proportion of oxidizable solids, i.e.the oxygen-consuming solid fraction in the suspen-sion, not simply the solids concentration. Those solidsthat are inert to oxidation only slightly affect theprocess. Under the above assumptions, the presumedthreshold value of about 20% solids concentrationwould mean, quite simply, that the oxygen masstransfer coefficient of the STRs and Pachucas cur-rently used in biohydrometallurgy does not provide,in the best operating conditions, enough oxygen foroxidizing larger amounts of metal sulphides.
Any attempt to enhance reactor performance byincreasing aeration inevitably results in increasedagitation and greater shear stresses within the sus-pension and possibly waste of injected air due topartial flooding. Greater damage to microorganismsand insufficient oxygen mass transfer are probablythe reasons behind what may be defined the A20%threshold solids concentrationB.
The experimental results of bench scale and pilotplant operation for coal biodepyritization supportthese conclusions. At Deutsche Montan TechnologieŽ .DMT in Essen, Germany, and at Delft UniversityŽ .The Netherlands bench scale tests were carriedwith Pachuca tanks that were successfully operated
Ž . w xup to 40% coal assaying 2% pyritic sulphur 44,45 ;the 8-m3 STRs of the Porto Torres pilot plant per-formed very well with a 40% solids suspension of
w xthe same coal 25 .In this perspective, the difficulties in developing a
satisfactory conventional bioreactor design are obvi-ous and probably unsurmountable.
5. The new developments in biohydrometallurgi-cal reactor design
The growing awareness of the inadequacy of STRsand of ALRs to cope with the problems inherent inbiohydrometallurgical processing owing to the con-flicting requirements to enhance agitation, for Oxy-

( )G. RossirHydrometallurgy 59 2001 217–231224
Ž .gen Transfer Rate OTR increase, and the one hand,and of a quiescent environment with negligible shearstresses on the other, has prompted the search fornew types of reactors where these conditions arefulfilled to as great an extent as possible.
Following, these new developments will be re-viewed.
It is fair to mention first the contributions byw xAndrews et al. 46,47 who—with a view to develop-
ing a reactor suitable for coal biodesulphurization—already in the late 1980s focussed their attention onthe features that this new reactor should have had.Based on the consideration that the relatively lowvalue of coal called for low biodesulphurization plantinvestment and operating costs, Andrews found,when investigating the kinetics of pyrite bioleaching,that small reactor volumes, high solids concentra-tions of the suspensions and the largest possibleactive microbial populations were the objectives tobe pursued. As for microbial populations, Andrewscommitted himself to giving the size of the mostsuitable microbial population: 1018 bacteriarcm3! Afigure that then would have probably been consid-ered almost science fiction.
[ ]5.1. The aerated trough bioreactor 48
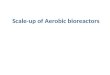
On these grounds, Andrews and his research teamdeveloped what they called A aerated trough bioreac-tor B. The device basically consists of a long rectan-
gular tank with V-shaped bottom, along which aŽperforated pipe runs that acts as an air sparger Fig.
.2 . The reactor is structurally identical to thew xCallow-type pneumatic flotation cell 49 . Its most
significant feature resides in the fact that it operatesin a manner very similar to the plug flow reactor,hence complying with the kinetics of pyrite bioleach-
w xing 9 .As far as aeration is concerned, it is doubtful that
there was any improvement in OTR, since the draw-backs of pneumatic reactors, like the Pachucas, donot seem to have been overcome. In effect, the k aL
in water was 0.070 sy1, whereas it decreased to0.012 sy1 in a 45% solids concentration pulp, i.e. by
w xabout one order of magnitude Andrews, 1990 : thissuggests that aeration was unsatisfactory.
[ ]5.2. The Low Energy Bioreactor 50
Almost contemporaneously to Andrews’ aeratedtrough a research team of the CRA Company, activein Australia, made a successful attempt to solve theproblem of maximizing OTR without inducing ex-cessively large shear stresses in the suspension.
The device they developed, called a A Low EnergyBioreactorB, basically consists of three componentsŽ . Ž .Fig. 3 : i a tank, where bioleaching is carried out;the Aoff-the-bottomB condition for the solids beingsatisfied by an agitator, operating inside of a draft
Ž .tube, most likely for reducing the shear stresses; iian aeration device where the pulp is very energeti-
w xFig. 2. Aerated trough bioreactor 48 .

( )G. RossirHydrometallurgy 59 2001 217–231 225
w xFig. 3. Low energy bioreactor, after 50 .
Ž .cally aerated by means of a Venturi pipe; iii apump for pulp recirculation.
This device represents a major step forward in thedevelopment of a tailor-made bioreactor for biohy-drometallurgical processes; certainly as far as powerrequirements are concerned, as emphasized by theauthors. The resort to separate aeration is also asignificant feature, insofar as it permits the pulp tobe aerated as intensively as needed.
However, the suspension is subjected to violentturbulence and shear during its residence inside theaerator.
Ž .Further doubts remain as to the shear stresses iŽ .generated within the pulp by the impeller, ii pro-
duced inside of the annulus where, similarly to whathappens in the Pachuca tank, the pulp flows upwards
Ž .and iii induced in the pulp by the pump, by meansof which the pulp is repeatedly circulated.
It was not possible to find data concerning thek a of this device in the literature. It is a wellL
known fact that air flowrate alone is not sufficient,insofar as it does not provide a measure of the airactually dissolved into the pulp, as demonstrated
w xexperimentally by Andrews and Quintana 48 . Nei-ther data concerning cell growth, cell numbers andresidence times could be found. Furthermore, theinventors claim that their machine was developed for
Ž .processing low-grade ores such as run-of-mine ob-taining iron leaching rates from pyrite of about 6 gdmy3 dayy1. However, this performance is not ex-ceptional since in the STRs of the Porto Torres pilotplant the research team of the CEC project observediron leaching rates from pyrite in coal, hence compa-rable to a low-grade run-of-mine ore, as high as 9.2g dmy3 dayy1.This result suggests that the objectiveof achieving an atmospheric oxygen mass transfercoefficient high enough to promote a drastic increasein microbial population and finally in pyrite solubi-liztion kinetics has not been attained.
5.3. The falling laminar liquid film principle
w xIt has long been recognized 51 that mass transferacross gas–liquid free surfaces plays a very impor-tant role in several natural and technological pro-cesses, ranging from oxygen supply and CO re-2

( )G. RossirHydrometallurgy 59 2001 217–231226
moval from animal cells and cultures to aeration ofthe culture media of shaken flasks or STRs, wastew-ater treatment and industrial microbial processes, likewine–vinegar manufacture and respiration of aerobic
w xlife occurring near the sea or lake surfaces 4,52 . Afree-falling laminar liquid film poured into a pool ofthe same liquid can be designed in such a way as tocause very slight shear stresses in its bulk or in theliquid layers located near to the surface of the pool.Therefore, it is only natural to consider investigatingthe potentials of a three-phase biohydrometallurgicalreactor designed in such a way as to utilize, foratmospheric oxygen transfer, the properties of fallinglaminar liquid films. Based on this concept twoindependent research teams, operating at the Univer-
Ž . Ž .sities of Cagliari Italy and Delft The Netherlandsendeavoured to develop this new type of bioreactor.
( ) [ ]5.4. The Delft Inclined Plate DIP Bioreactor 53
This device is schematically shown in Fig. 4. ItŽ . Ž .consists of a main tank T , containing the slurry S :
the solids are kept in suspension by an inclinedŽ . Ž .agitator A ; a pumping device P , draws the sus-
pension from the main tank and conveys it, through aŽ .distributing system, to the head tanks D , that feed
Ž .the inclined plates S ; the suspension flows downp
these slopes cataracting into the main tank. Accord-ing to the inventors, atmospheric oxygen transfer isproduced by the sheets of suspension plunging intothe liquid surface of the main tank and entraining airbubbles. The magnitude of oxygen transfer is ad-justed by setting the length and slope of the inclinedplates and of the free-fall height as well as of thesuspension flow rate.
The device has only been tested with plain waterand the authors claim lower power requirements andhigher k a’s than STRs and Pachucas. The highestL
k a value in water is reported to be 0.0384 sy1, i.e.L
138.24 hy1, hence very close to the k a of the STRLŽ .Fig. 5 . The most attractive feature of the deviceseems to be the low power demand and, possibly, themild agitation required for mixing. However, thepresence of the agitator, A, and of the pumping
Fig. 4. Delft Inclined Plate Bioreactor. Asagitator; Dshead tanks of inclined plates; S s inclined plates for slurry cascading; Ssslurry;p
Tsmain tank; Pspumping device.

( )G. RossirHydrometallurgy 59 2001 217–231 227
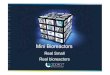
Ž . w x Ž .Fig. 5. Mass transfer coefficients for atmospheric oxygen in water for the most common bioreactors. 1 plunging jet reactor 56 ; 2 deepw x Ž . w x Ž . w x Ž . w x Ž .jet fermenter 56 ; 3 mechanically stirred tank 56 ; 4 axial flow turbines 56 ; 5 multiple Rushton turbines 56 ; 6 single Rushton
w x Ž . w x Ž . w x Ž . w x Ž .turbine 56 ; 7 simple bubble reactor 56 ; 8 deep shaft areator 56 ; 9 air-lift Pachuca-type reactor 28 ; 10 vortex agitation reactorw x Ž . w x Ž . w x Ž . w x Ž . w x Ž .56 ; 11 Biorotor 55 ; 12 low energy bioreactor 50 ; 13 aerated trough bioreactor 47 ; 14 Delft Inclined Plate Bioreactor 53 ; 15
w x Ž . Ž w x.Biorotor 57 ; 16 aerated trough bioreactor measured in a 45% solids suspension 47 .
device still appears to involve some shear stresseswithin the suspension, thus partially offsetting theadvantage of less violent aeration.
No testing on mineral suspensions has been car-ried out so far with the DIP, hence it is not possibleto properly assess its potential for biohydrometal-lurgy. As far as the mode of oxygen transfer isconcerned, the contribution of the contact of therelatively large surface area of the cataracting watersheet with the atmosphere should not be neglected,
w xalthough very little is known on this topic 51,54 ,and it warrants further investigation.
[ ]5.5. The reÕolÕing drum bioreactor A BiorotorB 55
From the very first endeavours to transfer biohy-drometallurgy from bench to pilot to commercial
scale the Achille’s heel of this new, promising bio-technology was the inadequacy of the reactors usedw x7 . Previous experiences were very helpful: the sink-and-float drums were very effective for gravity sepa-ration of ores their operation being very quiet andsmooth. The only drawback was that, in certainconditions, the entrainment of air caused by part ofthe suspension plunging into the pool that formed inthe lower half of the drum produced a certain insta-bility.
In the sink-and-float drum, this was an undesir-able effect: the reverse would have been true had itbeen intended to mix the air with the suspension.
The first prototype of the revolving drum bioreac-tor was developed in 1991, but it was only in 1993that the final version of what was baptized ABioro-torB was thoroughly tested, first with plain water andfinally with pure pyrite.

( )G. RossirHydrometallurgy 59 2001 217–231228
An isometric view of the device is shown in Fig.6: it has been exhaustively described in earlier pa-pers, which the interested reader should consult formore details. In short, the reactor consists of acylindrical barrel whose inner wall is fitted with
Ž .regularly spaced lifters L . Each lifter forms, withthe inner wall of the barrel, a sort of tray where thesuspension collects. The suspension and the air pluscarbon dioxide mixture are conveyed through a pipeŽ . Ž . ŽT fitted into one front head M of the barrel the
.Afeed headB ; a pipe fitted into the opposite head isthe exhaust outlet.
Ž .As the barrel revolves on its rollers R , thesuspension is lifted upwards and when the trayreaches the top position it is discharged as a thincataracting film with length equal to height of thecylindrical barrel.
Oxygen mass transfer most occurs during thecataracting and when the free falling film plungesinto the pool of suspension in the lower part of thebarrel.
This mode of operation ensures the satisfaction ofall the prerequisites listed above for the ideal biohy-
Ž .drometallurgical reactor: i mixing is complete with-
Ž .out any Adead volumesB; ii the only shear stressesinduced into the suspension are limited to the re-lative motion of the plunging film with respect tothe suspension in the pool: for a 2-m diameter bar-rel, this relative speed is lower than 2 gH s( f
y1' Ž2P9.81P1.4 s5.24 m s the free-fall height, H ,f.being 0.7D and the suspension drops into the upper
Ž .few millimetres of the top layer, iii a value of k aL
of at least one order of magnitude larger than that ofŽ .an optimized STR Fig. 5 .
The most interesting feature of this bioreactor is,however, that the OTR actually matches the k a :L
i.e. the oxygen is made available to the microflorathat can attain much higher growth kinetics thanthose currently reported in the literature. Tests car-ried out with a 30% solids suspension, the solidsbeing museum-grade pyrite, yielded solubilizationrates as high as about 600 g my3 hy1. This meansthat the rate constant is at least one order of magni-tude higher than the value considered until now asthe maximum obtainable.
Hence, the Biorotor exploits, at a very high level,the potentials of the microflora for enhancing pyritesolubilization.
Fig. 6. Isometric view of Biorotor.

( )G. RossirHydrometallurgy 59 2001 217–231 229
w xFig. 7. Plot of k a vs. rotation speed for Biorotor 55 .L
Fig. 7 gives the values of k a corresponding toL
the range of rotation speeds considered as mostw xsuitable for biohydrometallurgical purposes 55 . It
seems rather trivial, but some remarks that haveappeared in the literature seem to justify pointing out
Ž .0.5that at rotation speeds higher than vs 0.5gDŽAcritical speedB, corresponding to centrifugation of
.the suspension the machine does not work. For theBiorotor prototype, which has a diameter of 0.3 m,
y1 Žthis critical speed is 7.62 rad s corresponding to.72.8 rpm . Investigations carried out on a refractory
gold-bearing complex sulphides concentrate with aw xconceptually similar machine 57 confirmed the su-
perior performance of Biorotor, although it was onlyoperated at 0.16 rad sy1. In effect, extrapolating thelower branch of the diagram of Fig. 7 yields thesame values for k a.L
6. Conclusions
The experience gained over more than 30 years oflaboratory research and commercial operation clearly
points out the undeniable limitations of the reactorsused so far for metal sulphide minerals bioleaching.
These limitations are related to the intrinsic struc-Žture and mode of operation of these machines insuf-
ficient mass transfer coefficient, high shear stressesinduced into the mineral suspensions, to mention just
.the most significant as well as to poor accuracy ofthe design formulae.
The new devices proposed over the last decadeare a clear demonstration that the designers haveachieved a full understanding of the specific featuresthat should characterize the biohydrometallurgicalreactors: namely, effective Oxygen Transfer RateŽ .OTR , effective but mild mixing and, consequently,low retention times and low specific power require-ments.
The experience gained with the latest develop-ments, the revolving drum bioreactor, has clearlydemonstrated that with an efficient reactor microbialgrowth can also be optimized.
Most of these encouraging results have, however,been obtained empirically: more theoretical research

( )G. RossirHydrometallurgy 59 2001 217–231230
is needed so as to develop reliable design and scale-up procedures based on sound theoretical founda-tions.
References
w x1 A.J. Carter, Economic comparison of the alternative methodsfor the recovery of gold from refractory gold ores, Collo-quium Bacterial Oxidation, S.A.I.M.M, Johannesburg, 1991.
w x2 J. Barrett, M.N. Hughes, G.I. Karavaiko, P.A. Spencer,Metal Extraction by Bacterial Oxidation of Minerals, EllisHorwood, New York, 1993, 191 pp.
w x3 D.W. Dew, E.N. Lawson, J.L. Broadhurst, The Biox processfor gold-bearing ores or concentrates, in: D.E. RawlingsŽ .Ed. , Biomining, Springer Verlag, Berlin, 1997, pp. 45–80.
w x4 G. Rossi, Biohydrometallurgy, McGraw-Hill, Hamburg,1990, 609 pp.
w x5 G. Loi, P. Trois, G. Rossi, Biorotor: a new development forbiohydrometallurgical processing, in: T. Vargas, C.A. Jerez,
Ž .J.Y. Wiertz, H. Toledo Eds. , Biohydrometallurgical Pro-cessing, vol. 1. The University of Chile, Santiago, 1995, pp.253–271.
w x6 G. Loi, A. Mura, N. Passarini, P. Trois, G. Rossi, Modifica-tion of oxidizing activity of Thiobacillus ferrooxidans by
Ž .some particulate solids, Fuel 72 1993 1607–1611.w x7 G. Rossi, ICP-La miscelazione nei reattori per bioidrometal-
Ž .lurgia, Rivista dell’Industria Chimica 1993 76–86.w x8 T.F. Huber, N.W.F. Kossen, P. Bos, J.G. Kuenen, Modelling
design of a reactor for microbial desulphurization of coal, in:Ž .G. Rossi, A.E. Torma Eds. , Recent Progress in Biohy-
drometallurgy, Associazione Mineraria Sarda, Iglesias, Italia,1983, pp. 279–289.
w x9 P. Bos, C.H. Huber, C. Ras, J.G. Kuenen, A Dutch feasibilitystudy on microbial coal desulphurization, in: R.W. Lawrence,
Ž .R.M.R. Branion, H.G. Ebner Eds. , Fundamental and Ap-plied Biohydrometallurgy, Elsevier, Amsterdam, 1986, pp.129–150.
w x10 C.J. Stevens, K.S. Noah, G.F. Andrews, Large laboratoryscale demonstration of combined bacterial and physical coal
Ž .depyritization, Fuel 72 1993 1601–1606.w x11 C.G. Hill Jr., An Introduction to Chemical Engineering Ki-
netics and Reactor Design, Wiley, New York, 1977, 594 pp.w x12 F. Acevedo, G. Aroca, Studies on the agitation and power
characteristics of mineral slurries, in: R.W. Lawrence, R.M.R.Ž .Branion, H.G. Ebner Eds. , Fundamental and Applied Bio-
hydrometallurgy, Elsevier, Amsterdam, 1986, pp. 255–261.w x13 P. Forschner, H. Jekat, R. Vetterman, Ekato-Interpump: a
two-bladed propeller with improved hydrodynamic proper-ties, GVC Annual Meeting for Process Engineers, Freiburg,West Germany, 1987, 8 pp.
w x14 P.A. Spencer, D.M. Satalic, Selection of a bacterial oxidationplant: is it the best alternative? International Biohydrometal-lurgy Symposium IBS’97 BIOMINE 97, 1997, paperM3.1.1–M3.1.8.
w x15 T.N. Zwietering, Suspending of solid particles in liquid byŽ .agitators, Chemical Engineering Science 8 1958 244–253.
w x16 J.J. Frijlink, PhD Physical aspects of gassed suspensionreactors, Thesis, University of Delft, 1989, 119 pp.
w x17 C.M. Chapman, A.W. Nienow, M. Cooke, J.C. Middleton,Particle-gas–liquid mixing in stirred vessels. Part IV: Masstransfer and final conclusions, Chemical Engineering Re-
Ž . Ž .search and Design 61 1 1983 182–185.w x18 G. Loi, A. Mura, P. Trois, G. Rossi, La biodepiritizzazione
del carbon fossile. L’impianto pilota di Porto Torres, Memo-rie dell’Associazione Mineraria Sarda-Iglesias, Italia, 1994,pp. 29–41.
w x19 D.B. Mills, R. Bar, D.J. Kirwan, Effects of solids on oxygentransfer in agitated three-phase systems, AIChe Journal 33Ž . Ž .9 1987 1542–1549.
w x20 K. van’t Riet, Review of measuring methods and results ingas–liquid nonviscous mass transfer in stirred vessels, Indus-trial and Engineering Chemistry Process Design and Devel-
Ž .opment 18 1979 357–364.w x21 J.W. Neale, A. Pinches, Determination of gas–liquid mass
transfer and solids suspension parameters in mechanically-agitated three-phase slurry reactors, Minerals Engineering 7Ž . Ž .2r3 1994 389–403.
w x22 N. Orsi, G. Rossi, P. Trois, P.D. Valenti, A. Zecchin, Coalbiodesulfurization: design criteria of a pilot plant, Resources
Ž .Conservation and Recycling 5 1991 211–230.w x23 G. Loi, A. Mura, P. Trois, G. Rossi, The Porto Torres
biodepyritization pilot plant: light and shade of one yearŽ .operation, Fuel Processes and Technology 40 1994 261–
268.w x24 G.S. Hansford, Recent developments in modeling the kinetics
Ž .of bioleaching, in: D.E. Rawlings Ed. , Biomining, Springer,Berlin, 1997, pp. 153–175.
w x25 G. Loi, A. Mura, P. Trois, G. Rossi, Bioreactor performancevs. solids concentration in coal biodepyritization, Fuel Pro-
Ž .cesses Technology 40 1994 251–260.w x26 A.G.W. Lamont, Air agitation and Pachuca tanks, Canadian
Ž .Journal of Chemical Engineering 1958 153–160.w x27 N.N. Clark, Predicting the circulation rate in Pachuca tanks
with full height draft tubes, Transactions of the AmericanŽ .Institute of Mining Engineers 276 1984 226–232.
w x28 G.G. Roy, R. Shekhar, Oxygen mass transfer in air-agitatedPachuca tanks, Section C: Mineral Processing and Extraction
Ž .Metallurgy 105 1996 9–21.w x29 M. Boon, T.A. Meeder, J.J. Heijnen, K.Ch.A.M. Luyben,
Influence of oxygen adsorption on the dynamic k a mea-L
surement in three-phase slurry reactors, Biotechnology andŽ .Bioengineering 40 1992 1097–1106.
w x30 P. Bos, T.F. Huber, K.Ch.A.M. Luyben, J.G. Kuenen, Feasi-bility of a Dutch process for microbial desulphurization of
Ž .coal, Resources, Conservation and Recycling 1988 279–291.
w x31 J.O. Hinze, Turbulence: An Introduction to its Mechanismand Theory, McGraw-Hill, New York, 1959, 586 pp.
w x32 G.S. Hansford, A.D. Bailey, Oxygen transfer limitation ofbio-oxidation at high solids concentration, in: A.E. Torma,
Ž .J.E. Wey, V.I. Lakshmanan Eds. , BiohydrometallurgicalTechnologies, vol. 1. 1993, pp. 469–478.

( )G. RossirHydrometallurgy 59 2001 217–231 231
w x33 A.D. Bailey, G.S. Hansford, Factors affecting bio-oxidationof sulfide minerals at high concentrations of solids: a review,
Ž . Ž .Biotechnology and Bioengineering 42 10 1993 1164–1174.
w x34 T. Oolman, Bioreactor design and scale up applications inmineral bioleaching, in: A.E. Torma, J.E. Wey, V.I. Laksh-
Ž .manan Eds. , Biohydrometallurgical Technologies, vol. 1,1993, pp. 401–415.
w x35 S. Ragusa, PhD Thesis, University of N.S.W., Department ofBiotechnology, School of Biological Technologies, Sydney,Australia, 1990.
w x36 A.D. Bailey, PhD Thesis, University of Cape Town, SouthAfrica, 1993.
w x37 P.G. van Answegen, Bio-oxidation of refractory gold ores—the Genmin experience, Biomine ’93, Australian MineralFoundation, Adelaide, SA, 1993, pp. 15.1–15.14.
w x38 D.W. Dew, Comparison of performance for continuous bio-oxidation of refractory gold ore flotation concentrates, in:
Ž .J.V. Jerez, H. Toledo, T. Vargas, J.V. Wiertz Eds. , Biohy-drometallurgical Processing, vol. 1. University of Santiago,Chile, 1993, pp. 239–251.
w x39 D. Stephenson, R. Kelson, Wiluna BIOX plant—expansionand new developments, Biomine ’97, Australian MineralFoundation, Glenside, SA, 1997, pp. M4.1.1–M4.1.8.
w x Ž .40 N. Bell, I. Quan, The application of BacTech AustraliaTechnology for processing refractory gold ores at YouanmiGold Mines, Biomine ’97, Australian Mineral Foundation,Glenside, SA, 1997, pp. M2.3.1–M2.3.9.
w x41 P.C. Miller, The design and operating practice of bacterialŽoxidation plant using moderate thermophiles the BacTech
. Ž .Process , in: D.E. Rawlings Ed. , Biomining, Springer-Verlag, Berlin, 1997, pp. 81–102.
w x42 H. Nicholson, S. Oti-Atakorah, D.J. Lunt, I.C. Ritchie, Selec-tion of a refractory gold treatment process for the Sansuproject, Biomine ’93, Australian Mineral Foundation, Ade-laide, SA, 1993, pp. 20.1–20.11.
w x43 H.M. Nicholson, G.R. Smith, R.J. Stewart, F.W. Kock,Design and commissioning of Ashanti’s Sansu BIOX plant,Biomine ’94, Australian Mineral Foundation, Glenside, SA,1994, pp. 2.1–2.8.
w x44 T.F. Huber, C. Ras, N.W.F. Kossen, Design and scale-up ofa reactor for the microbial desulphurization of coal: a kineticmodel for bacterial growth and pyrite oxidation, Proceedings
Ž .3rd European Congress on Biotechnology 3 1984 151–159.w x45 M. Beyer, H.G. Ebner, Klein, Influence of pulp density and
bioreactor design on microbial desulfurization of coals, Ap-Ž .plied Microbiology and Biotechnology 24 1986 342–346.
w x46 G.F. Andrews, Mixing effects in coal processing bioreactors,Ž .in: M.E. McIlwain, P.R. Dugan Eds. , Bioprocessing of
Coal Workshop—III Tysons Corner, Idaho National Engi-neering Laboratory, Idaho Falls, ID, USA, 1988, pp. 234–254.
w x47 C.J. Stevens, K.S. Noah, G.F. Andrews, Large laboratoryscale demonstration of combined bacterial and physical coal
Ž . Ž .biodepyritization, Fuel 72 12 1993 1601–1606.w x48 G.F. Andrews, J. Quintana, Mixing and mass transfer in an
aerated trough bioreactor, First International Symposium onthe Biological Processing of Coal, E.P.R.I., Palo Alto, CA,USA, 1990, pp. 5-69–5-85.
w x49 R.H. Richards, C.E. Locke, Textbook of Ore Dressing, Mc-Graw-Hill Book, New York, 1940, 608 pp.
w x50 W. Hoffmann, R. Batterham, D.A. Conochie, A Novel, LowEnergy Bioreactor for Refractory Gold Ores, Randol, BeaverCreek, 1993.
w x51 G.V. Levich, Physicochemical Hydrodynamics, Prentice Hall,Englewood Cliffs, NJ, USA, 1962, 700 pp.
w x52 A.D. Bailey, D.F. Ollis, Biochemical Engineering Fundamen-tals, McGraw-Hill, New York, 1986, 984 pp.
w x53 G. van Weert, J.A. Snoeck, Oxygen transfer from air in DelftŽ .Inclined Plate D.I.P. bioreactor, in: A.E. Torma, J.F. Wey,
Ž .V.I. Lakshmanan Eds. , Biohydrometallurgical Technolo-gies, vol. 1. The Metals, Minerals and Materials Society,Warrendale, Penna, USA, 1993, pp. 237–248.
w x54 R.B. Bird, W.E. Stewart, E.N. Lightfoot, Transport Phenom-ena, Wiley, New York, 1960, 780 pp.
w x55 G. Loi, P. Trois, G. Rossi, The revolving drum bioreactor—anew development for biohydrometallurgical processing,Bioreactorrprocess Fluid Dynamics, BHR Group, 1997, pp.183–195.
w x56 D.E. Brown, A. Carilli, W. Crueger, P.J.B. Dusseljee, S.-D.Enfors, R.I. Fox, K. Gerlach, P.A. van Hernert, M. Jarai, R.`Manfredini, H.-P. Meyer, H.J. Michalski, A. Moser, K.Polya, N. Starjak, H. van Suijdam, A. Linden, Physicalaspects of bioreactor performance, DECHEMA, Frankfurtam Main, 1987, 159 pp.
w x57 M.N. Herrera, B. Escobar, N. Parra, C. Gonzalez, T. Vargas,´Bioleaching of refractory gold concentrates at high pulpdensities in a non-conventional rotating-drum reactor, Miner-
Ž . Ž .als and Metallurgical Processing 15 2 1998 15–19.