Embed Size (px)
Citation preview
Boring. Reaming. Threading. Milling.
THE CUTTING EDGESolutions for peak performance
Stuttgart 16.-20. Sept. 2014

KOMET GROUP welcomes you to AMB 2014 in Stuttgart
The KOMET GROUP will be showcasing its wide range of tool innovations at the AMB trade fair in Stuttgart under the slogan „THE CUTTING EDGE – Solutions for best performance“. In this interview, company execu-tives Dr Christof Bönsch and Matthias Heinz reveal the meaning behind this slogan and what new products visitors can look forward to.
Your slogan for the trade fair is “THE CUTTING EDGE” – what exactly does this mean? Dr Christof Bönsch: “The cutting edge” has a double meaning. On the one hand, it refers to the physical cutting edges of the milling cutters that we will be presenting at the trade fair. On the other, it implies the competitive advantage that our tools provide for customers. We want to live up to our role as a technological leader and provide our customers with a competitive advantage through our product solutions. The best of the best – for us, this is both a challenge and a promise to our customers.
What new products can visitors look forward to at AMB? Dr Christof Bönsch: This year, we will again be introducing innovative products which will provide our customers with
great new potential in the areas of performance, produc-tivity and efficiency. The KOMET GROUP is well-known as a leading innovator for high-precision drilling, reaming and threading, but we now also have a wide range of high-performance milling cutters. In particular, this includes the completely new range of indexable insert milling tools, which contains over 80 new products. In future, will KOMET be concentrating more on milling? Matthias Heinz: In the last few years, we have successfully expanded our range of products and services and consist-ently tailored them to market and customer requirements.We will continue further down this road. By expanding our expertise in milling, we want to become the single-source provider for all our customers’ needs.

Leading. Along new paths.
Only leaders progress beyond boundaries and setnew standards. With clear and effi cient ideas, wehave established ourselves as the innovation leader.With an eye to the future, universal skills andexperience in high-precision machining, ourtechnological lead shortens the path from A to Z;from the defi nition of the task to the fi nishedmachining solution.
Full of ideas. For greater effi ciency.
Continual effectiveness is the order of the day, so there is hardly enough time for experiments. But we take the time to be creative in our processes, products and services; in drilling, thread milling and reaming. We are a creator of greater effi ciency in the μ-range – an art which our customers appreciate.
The strategy.For more performance.
Performance potentials are theoretical fi gures in any form of production until someone comes along who has the ambition to exploit them. We think in processes, we com-mand all disciplines, we fi nd the best solutions. Optimizing the performance potential of your machines and your em-ployees – this is what drives us.
Dedicated. Always and everywhere.
We maintain our objective and offer more by maximizing benefits in terms of products and support through genuine added value. With TOOLS PLUS IDEAS, we support your lead, always and everywhere. A lead achieved and main-tained by our employees worldwide – a total of 1,350 loca-tions that offer you experience, knowledge and dedication.
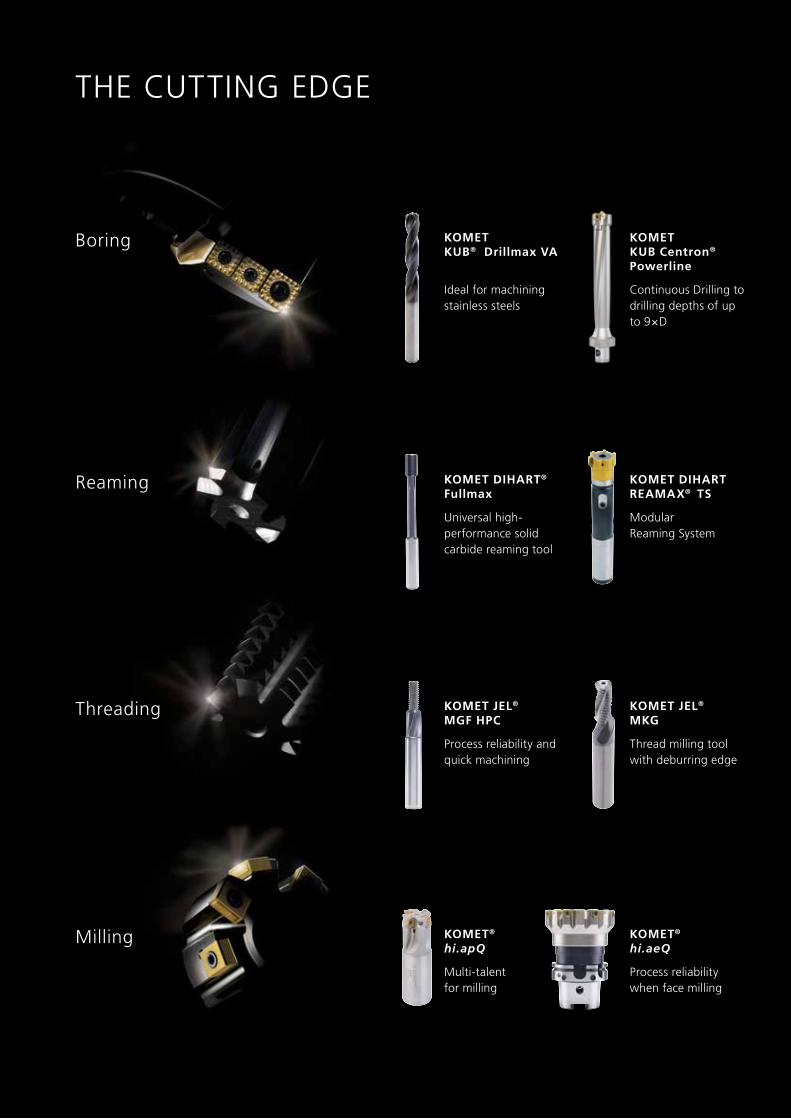
THE CUTTING EDGE
Boring
Threading
Reaming
Milling
KOMET KUB® Drillmax VA
Ideal for machining stainless steels
KOMET KUB Centron® Powerline
Continuous Drilling to drilling depths of up to 9×D
KOMET JEL® MGF HPC
Process reliability and quick machining
KOMET JEL® MKG
Thread milling tool with deburring edge
KOMET DIHART® Fullmax
Universal high- performance solid carbide reaming tool
KOMET DIHART REAMAX® TS
Modular Reaming System
KOMET® hi.apQ
Multi-talent for milling
KOMET® hi.aeQ
Process reliability when face milling
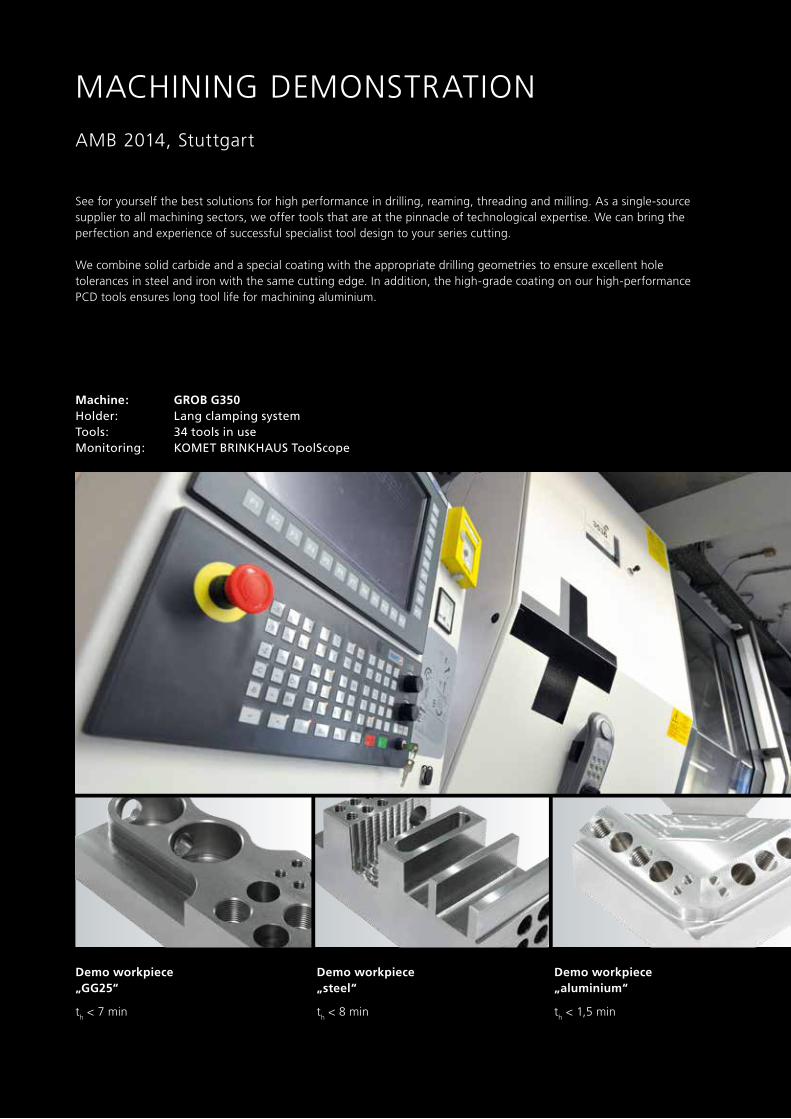
MACHINING DEMONSTRATION
AMB 2014, Stuttgart
Machine: GROB G350 Holder: Lang clamping systemTools: 34 tools in useMonitoring: KOMET BRINKHAUS ToolScope
Demo workpiece „GG25“
th < 7 min
Demo workpiece „steel“
th < 8 min
Demo workpiece „aluminium“
th < 1,5 min
See for yourself the best solutions for high performance in drilling, reaming, threading and milling. As a single-source supplier to all machining sectors, we offer tools that are at the pinnacle of technological expertise. We can bring the perfection and experience of successful specialist tool design to your series cutting.
We combine solid carbide and a special coating with the appropriate drilling geometries to ensure excellent hole tolerances in steel and iron with the same cutting edge. In addition, the high-grade coating on our high-performance PCD tools ensures long tool life for machining aluminium.
12
3
9
1113
1214
10
414
8
15
6
5
7
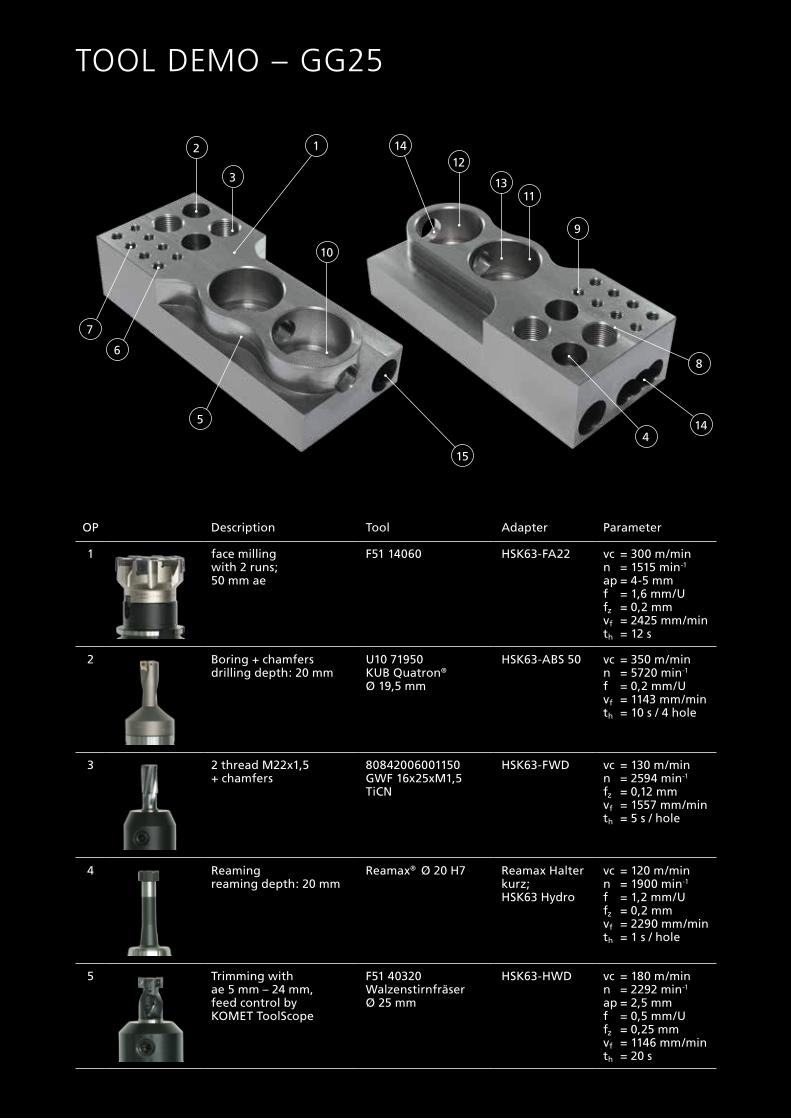
OP Description Tool Adapter Parameter
1 face milling with 2 runs; 50 mm ae
F51 14060 HSK63-FA22 vc = 300 m/minn = 1515 min-1
ap = 4-5 mmf = 1,6 mm/Ufz = 0,2 mmvf = 2425 mm/minth = 12 s
2 Boring + chamfersdrilling depth: 20 mm
U10 71950KUB Quatron®
Ø 19,5 mm
HSK63-ABS 50 vc = 350 m/minn = 5720 min-1
f = 0,2 mm/Uvf = 1143 mm/minth = 10 s / 4 hole
3 2 thread M22x1,5+ chamfers
80842006001150GWF 16x25xM1,5 TiCN
HSK63-FWD vc = 130 m/minn = 2594 min-1
fz = 0,12 mmvf = 1557 mm/minth = 5 s / hole
4 Reamingreaming depth: 20 mm
Reamax® Ø 20 H7 Reamax Halter kurz; HSK63 Hydro
vc = 120 m/minn = 1900 min-1
f = 1,2 mm/Ufz = 0,2 mmvf = 2290 mm/minth = 1 s / hole
5 Trimming with ae 5 mm – 24 mm,feed control by KOMET ToolScope
F51 40320WalzenstirnfräserØ 25 mm
HSK63-HWD vc = 180 m/minn = 2292 min-1
ap = 2,5 mmf = 0,5 mm/Ufz = 0,25 mmvf = 1146 mm/minth = 20 s
TOOL DEMO – GG25
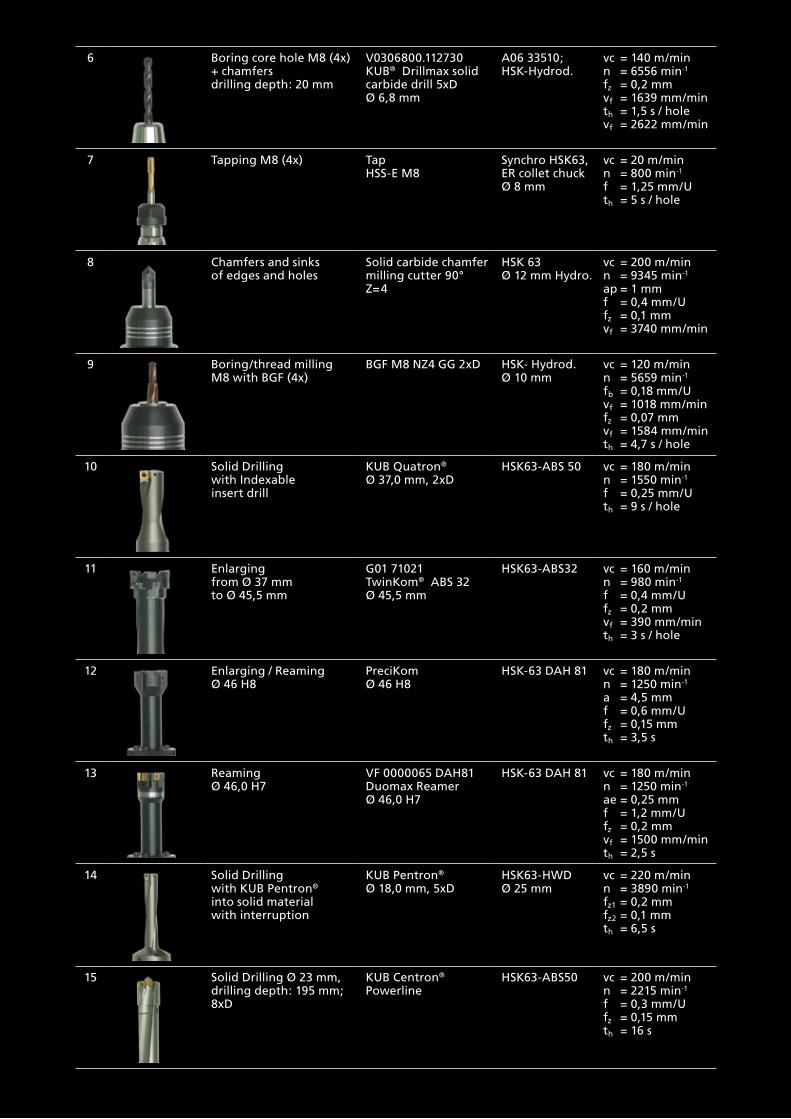
6 Boring core hole M8 (4x)+ chamfersdrilling depth: 20 mm
V0306800.112730KUB® Drillmax solid carbide drill 5xD Ø 6,8 mm
A06 33510; HSK-Hydrod.
vc = 140 m/minn = 6556 min-1
fz = 0,2 mmvf = 1639 mm/minth = 1,5 s / holevf = 2622 mm/min
7
Tapping M8 (4x) TapHSS-E M8
Synchro HSK63,ER collet chuck Ø 8 mm
vc = 20 m/minn = 800 min-1
f = 1,25 mm/Uth = 5 s / hole
8 Chamfers and sinks of edges and holes
Solid carbide chamfer milling cutter 90°Z=4
HSK 63Ø 12 mm Hydro.
vc = 200 m/minn = 9345 min-1
ap = 1 mmf = 0,4 mm/Ufz = 0,1 mmvf = 3740 mm/min
9
Boring/thread millingM8 with BGF (4x)
BGF M8 NZ4 GG 2xD HSK- Hydrod.Ø 10 mm
vc = 120 m/minn = 5659 min-1
fb = 0,18 mm/Uvf = 1018 mm/minfz = 0,07 mmvf = 1584 mm/minth = 4,7 s / hole
10 Solid Drilling with Indexable insert drill
KUB Quatron® Ø 37,0 mm, 2xD
HSK63-ABS 50 vc = 180 m/minn = 1550 min-1
f = 0,25 mm/Uth = 9 s / hole
11 Enlarging from Ø 37 mm to Ø 45,5 mm
G01 71021TwinKom® ABS 32 Ø 45,5 mm
HSK63-ABS32 vc = 160 m/minn = 980 min-1
f = 0,4 mm/Ufz = 0,2 mmvf = 390 mm/minth = 3 s / hole
12 Enlarging / ReamingØ 46 H8
PreciKomØ 46 H8
HSK-63 DAH 81 vc = 180 m/minn = 1250 min-1
a = 4,5 mmf = 0,6 mm/Ufz = 0,15 mmth = 3,5 s
13 ReamingØ 46,0 H7
VF 0000065 DAH81Duomax Reamer Ø 46,0 H7
HSK-63 DAH 81 vc = 180 m/minn = 1250 min-1
ae = 0,25 mmf = 1,2 mm/Ufz = 0,2 mmvf = 1500 mm/min th = 2,5 s
14 Solid Drillingwith KUB Pentron®
into solid material with interruption
KUB Pentron®
Ø 18,0 mm, 5xDHSK63-HWDØ 25 mm
vc = 220 m/minn = 3890 min-1
fz1 = 0,2 mmfz2 = 0,1 mmth = 6,5 s
15 Solid Drilling Ø 23 mm,drilling depth: 195 mm; 8xD
KUB Centron® Powerline
HSK63-ABS50 vc = 200 m/minn = 2215 min-1
f = 0,3 mm/Ufz = 0,15 mmth = 16 s
1
5
10
11
12
13
14
8
97
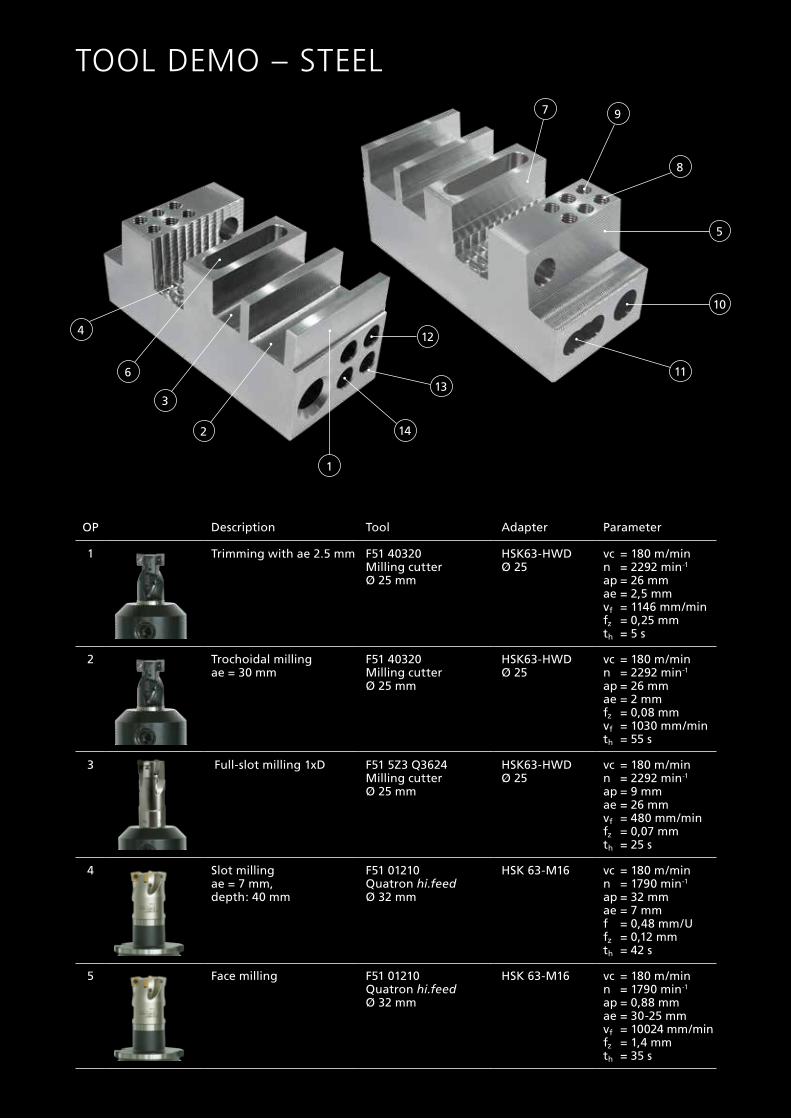
TOOL DEMO – STEEL
2
3
4
6
OP Description Tool Adapter Parameter
1 Trimming with ae 2.5 mm F51 40320Milling cutterØ 25 mm
HSK63-HWD Ø 25
vc = 180 m/minn = 2292 min-1
ap = 26 mmae = 2,5 mmvf = 1146 mm/minfz = 0,25 mmth = 5 s
2 Trochoidal millingae = 30 mm
F51 40320Milling cutter Ø 25 mm
HSK63-HWD Ø 25
vc = 180 m/minn = 2292 min-1
ap = 26 mmae = 2 mmfz = 0,08 mmvf = 1030 mm/minth = 55 s
3 Full-slot milling 1xD F51 5Z3 Q3624Milling cutter Ø 25 mm
HSK63-HWD Ø 25
vc = 180 m/minn = 2292 min-1
ap = 9 mmae = 26 mmvf = 480 mm/minfz = 0,07 mmth = 25 s
4 Slot milling ae = 7 mm, depth: 40 mm
F51 01210Quatron hi.feed Ø 32 mm
HSK 63-M16 vc = 180 m/minn = 1790 min-1
ap = 32 mmae = 7 mmf = 0,48 mm/Ufz = 0,12 mmth = 42 s
5 Face milling F51 01210Quatron hi.feed Ø 32 mm
HSK 63-M16 vc = 180 m/minn = 1790 min-1
ap = 0,88 mmae = 30-25 mmvf = 10024 mm/minfz = 1,4 mmth = 35 s
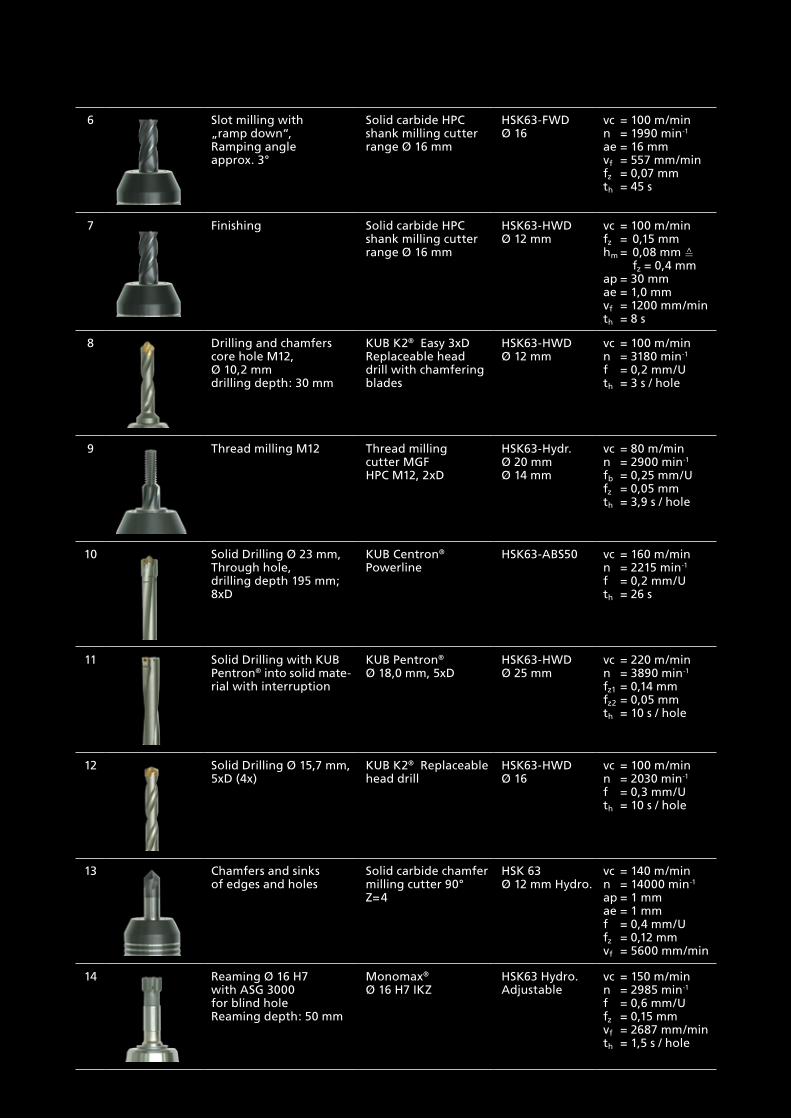
6 Slot milling with „ramp down“,Ramping angle approx. 3°
Solid carbide HPC shank milling cutter range Ø 16 mm
HSK63-FWDØ 16
vc = 100 m/minn = 1990 min-1
ae = 16 mmvf = 557 mm/minfz = 0,07 mmth = 45 s
7 Finishing Solid carbide HPC shank milling cutter range Ø 16 mm
HSK63-HWD Ø 12 mm
vc = 100 m/minfz = 0,15 mmhm = 0,08 mm ≙ fz = 0,4 mmap = 30 mmae = 1,0 mmvf = 1200 mm/minth = 8 s
8 Drilling and chamferscore hole M12,Ø 10,2 mmdrilling depth: 30 mm
KUB K2® Easy 3xDReplaceable head drill with chamfering blades
HSK63-HWD Ø 12 mm
vc = 100 m/minn = 3180 min-1
f = 0,2 mm/Uth = 3 s / hole
9
Thread milling M12 Thread milling cutter MGFHPC M12, 2xD
HSK63-Hydr. Ø 20 mm Ø 14 mm
vc = 80 m/minn = 2900 min-1
fb = 0,25 mm/Ufz = 0,05 mmth = 3,9 s / hole
10 Solid Drilling Ø 23 mm,Through hole,drilling depth 195 mm; 8xD
KUB Centron® Powerline
HSK63-ABS50 vc = 160 m/minn = 2215 min-1
f = 0,2 mm/Uth = 26 s
11 Solid Drilling with KUBPentron® into solid mate-rial with interruption
KUB Pentron® Ø 18,0 mm, 5xD
HSK63-HWDØ 25 mm
vc = 220 m/minn = 3890 min-1
fz1 = 0,14 mmfz2 = 0,05 mmth = 10 s / hole
12 Solid Drilling Ø 15,7 mm, 5xD (4x)
KUB K2® Replaceable head drill
HSK63-HWD Ø 16
vc = 100 m/minn = 2030 min-1
f = 0,3 mm/Uth = 10 s / hole
13 Chamfers and sinks of edges and holes
Solid carbide chamfer milling cutter 90°Z=4
HSK 63 Ø 12 mm Hydro.
vc = 140 m/minn = 14000 min-1
ap = 1 mmae = 1 mmf = 0,4 mm/Ufz = 0,12 mmvf = 5600 mm/min
14 Reaming Ø 16 H7with ASG 3000 for blind holeReaming depth: 50 mm
Monomax® Ø 16 H7 IKZ
HSK63 Hydro.Adjustable
vc = 150 m/minn = 2985 min-1
f = 0,6 mm/Ufz = 0,15 mmvf = 2687 mm/minth = 1,5 s / hole
3
5
6
7
8
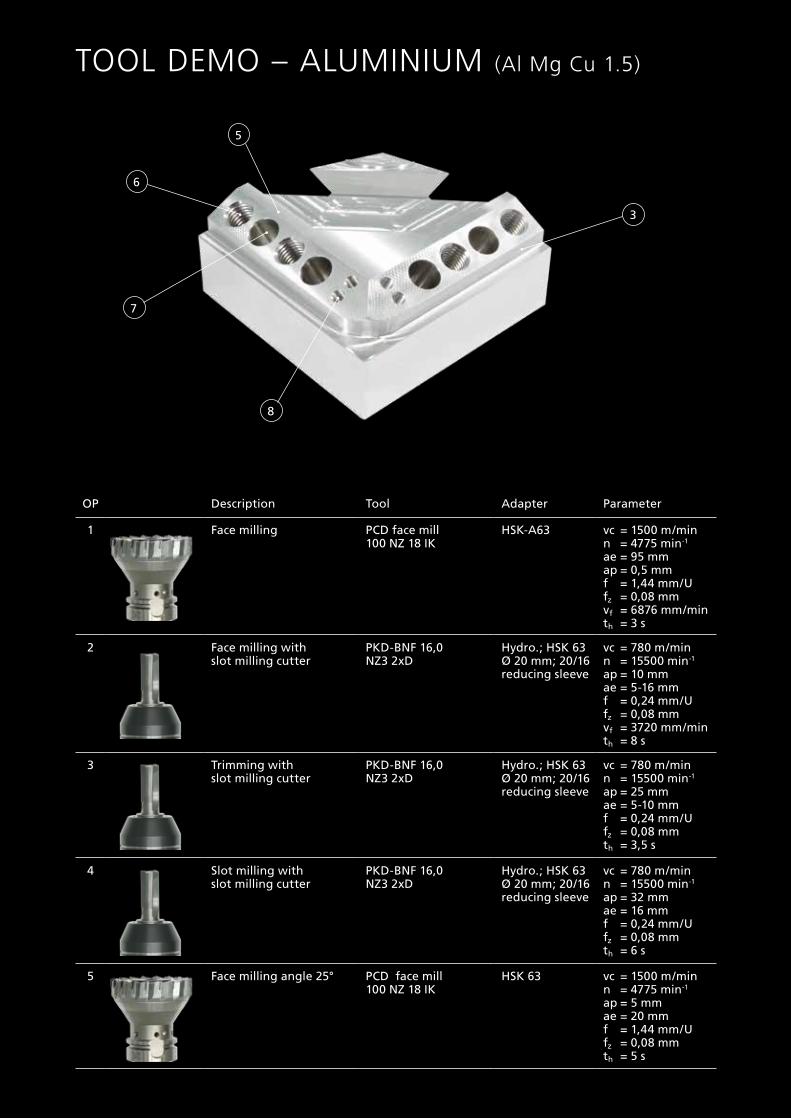
TOOL DEMO – ALUMINIUM (Al Mg Cu 1.5)
OP Description Tool Adapter Parameter
1 Face milling PCD face mill 100 NZ 18 IK
HSK-A63 vc = 1500 m/minn = 4775 min-1
ae = 95 mmap = 0,5 mmf = 1,44 mm/Ufz = 0,08 mmvf = 6876 mm/minth = 3 s
2 Face milling withslot milling cutter
PKD-BNF 16,0 NZ3 2xD
Hydro.; HSK 63Ø 20 mm; 20/16 reducing sleeve
vc = 780 m/minn = 15500 min-1
ap = 10 mmae = 5-16 mmf = 0,24 mm/Ufz = 0,08 mmvf = 3720 mm/minth = 8 s
3 Trimming withslot milling cutter
PKD-BNF 16,0 NZ3 2xD
Hydro.; HSK 63Ø 20 mm; 20/16 reducing sleeve
vc = 780 m/minn = 15500 min-1
ap = 25 mmae = 5-10 mmf = 0,24 mm/Ufz = 0,08 mmth = 3,5 s
4 Slot milling withslot milling cutter
PKD-BNF 16,0 NZ3 2xD
Hydro.; HSK 63Ø 20 mm; 20/16 reducing sleeve
vc = 780 m/minn = 15500 min-1
ap = 32 mmae = 16 mmf = 0,24 mm/Ufz = 0,08 mmth = 6 s
5 Face milling angle 25° PCD face mill100 NZ 18 IK
HSK 63 vc = 1500 m/minn = 4775 min-1
ap = 5 mmae = 20 mmf = 1,44 mm/Ufz = 0,08 mmth = 5 s
4
1
2
9
10
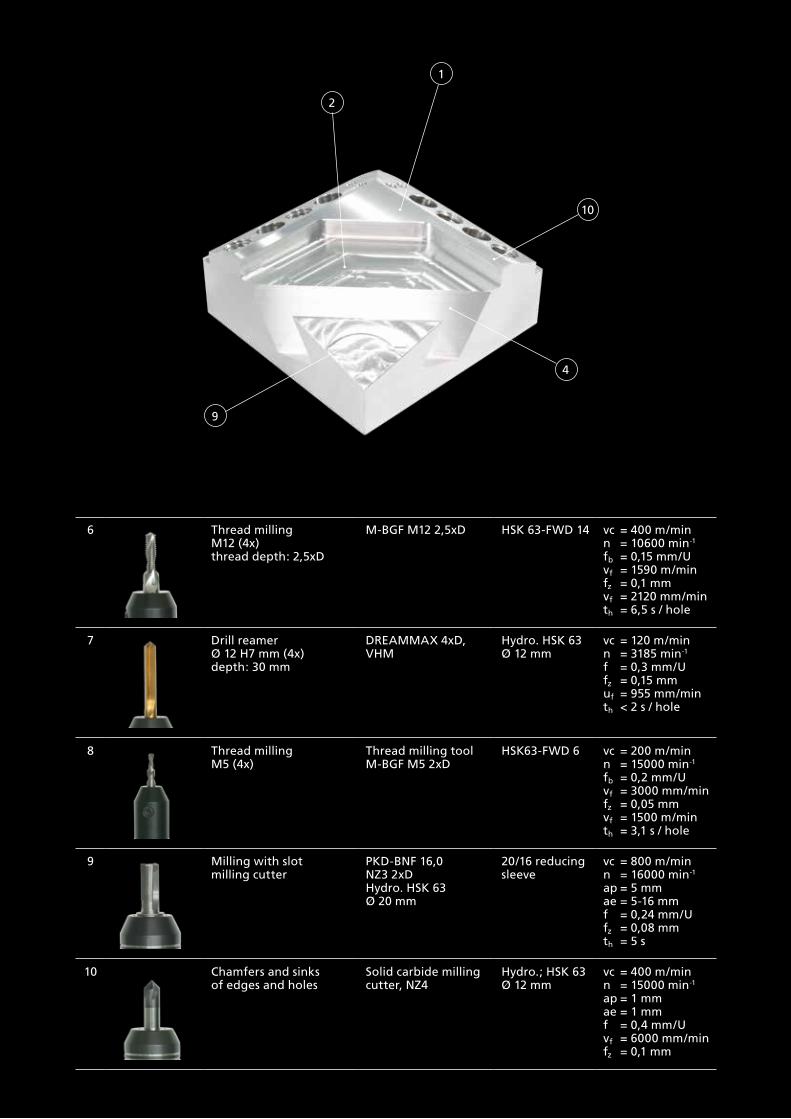
TOOL DEMO – ALUMINIUM (Al Mg Cu 1.5)
6 Thread milling M12 (4x)thread depth: 2,5xD
M-BGF M12 2,5xD HSK 63-FWD 14 vc = 400 m/minn = 10600 min-1
fb = 0,15 mm/Uvf = 1590 m/minfz = 0,1 mmvf = 2120 mm/minth = 6,5 s / hole
7 Drill reamer Ø 12 H7 mm (4x)depth: 30 mm
DREAMMAX 4xD, VHM
Hydro. HSK 63 Ø 12 mm
vc = 120 m/minn = 3185 min-1
f = 0,3 mm/Ufz = 0,15 mmuf = 955 mm/minth < 2 s / hole
8 Thread milling M5 (4x)
Thread milling tool M-BGF M5 2xD
HSK63-FWD 6 vc = 200 m/minn = 15000 min-1
fb = 0,2 mm/Uvf = 3000 mm/minfz = 0,05 mmvf = 1500 m/minth = 3,1 s / hole
9 Milling with slot milling cutter
PKD-BNF 16,0 NZ3 2xDHydro. HSK 63 Ø 20 mm
20/16 reducing sleeve
vc = 800 m/minn = 16000 min-1
ap = 5 mmae = 5-16 mmf = 0,24 mm/Ufz = 0,08 mmth = 5 s
10 Chamfers and sinks of edges and holes
Solid carbide milling cutter, NZ4
Hydro.; HSK 63 Ø 12 mm
vc = 400 m/minn = 15000 min-1
ap = 1 mmae = 1 mmf = 0,4 mm/Uvf = 6000 mm/minfz = 0,1 mm
KOMET GROUP GmbHZeppelinstr. 3 · D-74354 BesigheimPhone +49(0)7143.373-0Fax +49(0)7143.373-233Mail: [email protected]



















![Fabrikator II mini Manual op - HobbyKing · Manual Extrusion Speed- Manual Retraction Speed- Printer Shape Scripts Advanced 2000 100 190 [mm/min] [mm/min] [mm's] [mm's] [mm] Z min:](https://img.pdfslide.us/doc/110x75/5f5fe5a3c581bc25c65d0880/fabrikator-ii-mini-manual-op-hobbyking-manual-extrusion-speed-manual-retraction.jpg)









