Embed Size (px)
Citation preview

The Costs and Benefits of Selective Catalytic Reduction on Cement Kilns for Multi‐Pollutant Control
report by: Al Armendariz, Ph.D.
Department of Environmental and Civil Engineering Southern Methodist University
P.O. Box 750340 Dallas, Texas, 75275‐0340
February 11, 2008
ABSTRACT
SCR is an effective and proven technology to reduce nitrogen oxide emissions from cement kilns. SCR can reduce NOx emissions from cement kilns by greater than 90%,
consistent with what has been observed with SCR in other industries. In addition, there is accumulating data on the ability of SCR to simultaneously control emissions of other pollutants, including VOCs, dioxins and furans, ammonia, and mercury. SCR can achieve this performance with cost effectiveness of approximately $1500‐3800/ton NOx for dry kilns, and $5500‐6100/ton NOx for wet kilns, easily within regulatory cost thresholds for
many NOx control programs.

1
INTRODUCTION TO SELECTIVE CATALYTIC REDUCTION Selective catalytic reduction (SCR) of nitrogen oxides was first developed in 1957 by engineers working for Englehard Industries to reduce emissions from nitric acid plants (Cohn et al. 1961). The technique has become one of the most successful and important air pollution control techniques ever invented. SCR systems have now been used worldwide for more than 50 years, with extensive experience in the U.S. on industrial applications since 1979. Examples of successful SCR installation include coal, oil, and gas‐fired utility boilers, gas turbines, reciprocating internal combustion engines, refinery heaters, ethylene crackers, nitric acid plants, glass furnaces, cement plants, steel sinter plants, and waste incinerators (Mann et al. 2005; Foerter and Whiteman 2006). Nitrogen oxide (NOx) emission reductions of 70 to 90 percent or more have been achieved at many facilities. The principal of SCR operation is the chemical reaction of NOx and a reducing agent over a catalyst. The reducing agent, such as ammonia or urea, and NOx combine to form harmless nitrogen gas and water, which are emitted out the stack. Ammonia used in SCR systems can be stored on‐site as anhydrous ammonia or in an aqueous solution. The chemical reactions leading to NOx destruction with ammonia over the catalyst are:
4NH3 + 4NO + O2 ‐> 4N2 + 6H2O 4NH3 + 2NO2 + O2 ‐> 3N2 + 6H2O
The technique is known as "selective" because the reducing agent will preferentially react with NOx instead of O2 at the proper temperature. The term "reduction" is used because the nitrogen is chemically reduced from an oxidized form to molecular nitrogen.
The catalysts used in the SCR process are made of base metal oxides (such as titanium, vanadium, and tungsten oxides), precious metals (like platinum or palladium), or zeolites. The hardware for an SCR system includes the ammonia or urea storage and delivery system (tank, vaporizer, pumps/blowers, valves), injection nozzle grid for the reducing agent, the catalyst reactor unit (catalyst and housing), and continuous gas monitors for NOx and ammonia. SCR can be used by itself for NOx control, or used in conjunction with other NOx control techniques, like selective non‐catalytic reduction (SNCR), low NOx burners (LNB), over‐fired air, and flue gas recirculation (FGR). The SCR process is temperature dependent, and each catalyst formulation operates best within a specific temperatures range. Catalysts are available for stack gas temperatures between 200 – 600 C. At temperatures below the design range of a catalyst, the reaction between ammonia and NOx is slow, and most of the ammonia and NOx will be emitted from the stack. At temperatures above the design rage, the ammonia will be oxidized by oxygen in the stack gases to form nitrogen gas and additional nitrogen oxides.

2
Experience from utility and industrial SCR installations indicates that design and installation of large‐scale SCR systems can take from 11 to 18 months (Foerter and Whiteman 2006). SELECTIVE CATALYTIC REDUCTION ON CEMENT KILNS Cement Applications The use of full‐scale SCR systems to control NOx emissions from cement kilns began in 2001, many years after the technology had been applied to a wide variety of other applications. Many factors favor the use of SCR on cement kilns, including: (1) the gas temperatures between the rotary kiln and the stack are typically within the proper SCR operating range; (2) high concentrations of NOx are created in the cement kiln gases because of the high temperatures in the rotary kiln; (3) many kilns are located near large urban areas where NOx emissions can contribute summer ozone pollution. There is a potential concern with using SCR on cement kilns related to the high concentration of dust in cement kiln gases (Portland Cement Association 2006). The concentration of dust in these gases can be as high as or higher than the concentration in other SCR applications like coal‐fired power plants and waste incinerators. A poorly designed or operated SCR system that does not account for or manage the dust properly could experience plugging in the catalyst channels or abrasion/wearing of the catalyst by the dust. However, the three recent installations of SCR on cement kilns show that SCR vendors can properly design and install units which manage the dust and successfully operate for many years.
Solnhofer In 2001, the first SCR system on a cement kiln began operation at the Solnhofer cement plant in Germany. The plant has a production capacity of 1600 tons clinker/day and it is a dry preheater (PH) style of kiln. The SCR system at Solnhofer managed the incoming dust with the installation of compressed‐air dust blowers which would periodically blow high velocity air through the catalyst channels to prevent dust buildup. At the time of construction in 2000, there was uncertainty as to the NOx emission standard that would be adopted by EU governments for cement kilns (proposals ranged from 200 to 1200 mg NOx/m3 gases). As a result, the SCR unit was constructed to hold up to 6 catalyst layers, in case the most stringent standards were adopted. By the time of operation in 2001, the German government adopted a moderate emission standard (500 mg/m3) and only three layers (out of 6) were fitted with actual catalyst, and the other 3 were operated empty (Linero 2006; U.S. EPA 2007; EU IPPC 2007). The catalyst in the Solnhofer system was manufactured by KWH Catalysts, who guaranteed a catalyst lifetime of 2 years, with an expected lifetime of 3‐4 years. In
3
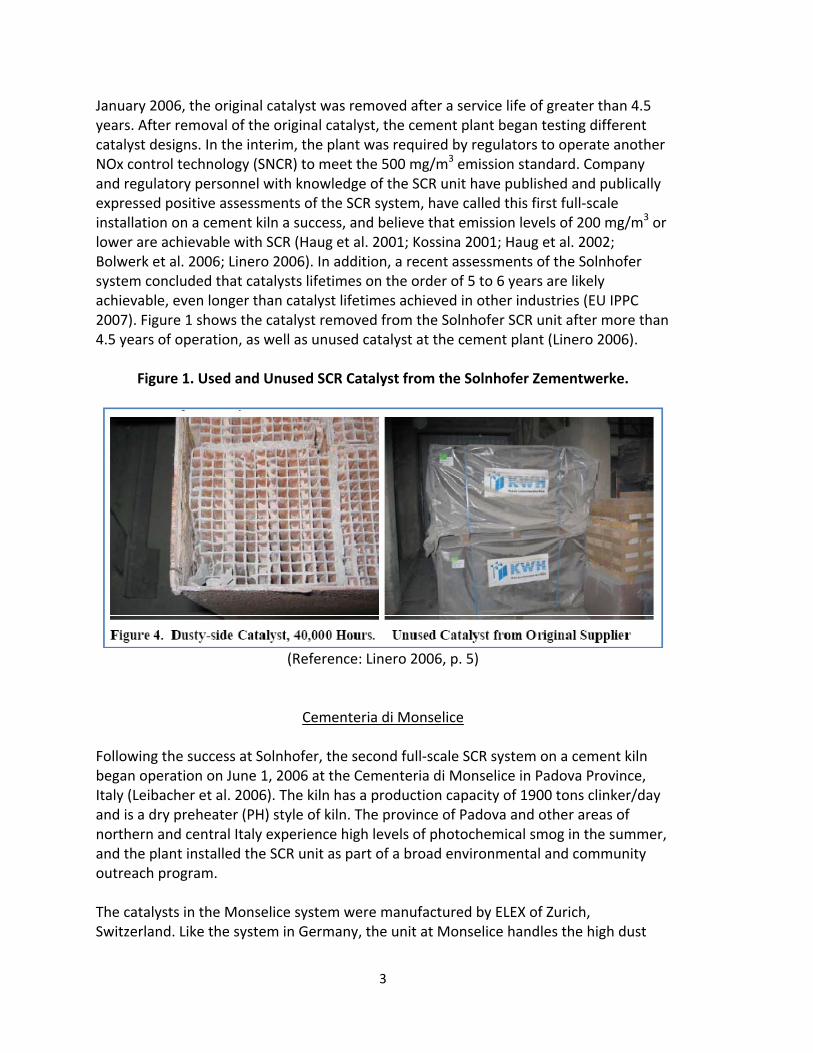
January 2006, the original catalyst was removed after a service life of greater than 4.5 years. After removal of the original catalyst, the cement plant began testing different catalyst designs. In the interim, the plant was required by regulators to operate another NOx control technology (SNCR) to meet the 500 mg/m3 emission standard. Company and regulatory personnel with knowledge of the SCR unit have published and publically expressed positive assessments of the SCR system, have called this first full‐scale installation on a cement kiln a success, and believe that emission levels of 200 mg/m3 or lower are achievable with SCR (Haug et al. 2001; Kossina 2001; Haug et al. 2002; Bolwerk et al. 2006; Linero 2006). In addition, a recent assessments of the Solnhofer system concluded that catalysts lifetimes on the order of 5 to 6 years are likely achievable, even longer than catalyst lifetimes achieved in other industries (EU IPPC 2007). Figure 1 shows the catalyst removed from the Solnhofer SCR unit after more than 4.5 years of operation, as well as unused catalyst at the cement plant (Linero 2006).
Figure 1. Used and Unused SCR Catalyst from the Solnhofer Zementwerke.
(Reference: Linero 2006, p. 5)
Cementeria di Monselice
Following the success at Solnhofer, the second full‐scale SCR system on a cement kiln began operation on June 1, 2006 at the Cementeria di Monselice in Padova Province, Italy (Leibacher et al. 2006). The kiln has a production capacity of 1900 tons clinker/day and is a dry preheater (PH) style of kiln. The province of Padova and other areas of northern and central Italy experience high levels of photochemical smog in the summer, and the plant installed the SCR unit as part of a broad environmental and community outreach program. The catalysts in the Monselice system were manufactured by ELEX of Zurich, Switzerland. Like the system in Germany, the unit at Monselice handles the high dust

4
concentrations in cement kiln gases (approximately 100 g dust/m3) with air blowers that prevent dust from clogging the catalyst channels. Also like the system in Germany, the SCR unit was manufactured with the capacity to hold 6 catalyst modules, although only 3 have been in use since installation. The SCR system has been performing at a high level, with exit concentrations as low as 50 mg/m3, corresponding to 0.25 lbs NOx/ton clinker and 95% NOx removal efficiency (Leibacher et al. 2006; Linero et al. 2007; EU IPPC 2007). The plant has a regulatory limit of 800 mg/m3, and typically operates at 400 mg/m3. The Leibacher et al. 2006 report concluded that the SCR system used at Monselice was applicable not only to preheater kilns, but also to other style kilns, like preheater/precalciner (PH/PC) kilns. Figure 2 shows pictures of the catalyst modules in use at the Monselice facility (EU IPPC 2007).
Figure 2. Installed SCR Catalyst at the Cementeria di Monselice.
(Reference: EU IPPC 2007, p. 144)
Cementeria di Sarche di Calavino
In January 2007, the second Italian SCR system on a cement kiln began operation at the Cementeria di Sarche di Calavino, owned by the global cement company Italcementi, who operates as the Essroc company in the U.S. (Italcementi 2007). The kiln has a production capacity of 690 tons/day and is a semi‐dry (Lepol) style kiln. The installation of SCR on the semi‐dry kiln type reinforces the earlier assessment in the Leibacher et al. 2006 report that SCR is applicable across various kiln types. Unlike the Solnhofer and Monselice facilities, the kiln in Sarche fires animal bone meal as an alternative fuel to supplement its main fuels of coal and petroleum coke. By January 2008, the system had completed its first year of operation, and neither the dust nor unusual levels of phosphorous from the bone meal were reported to decrease catalytic activity. A full report on the NOx emission reductions of the SCR system at

5
Sarche has not yet been prepared by Italcementi, but preliminary assessments have been positive (EU IPPC 2007; Italcementi 2007; Confindustria Trento 2007). MULTIPOLLUTANT CONTROL BENEFITS The full‐scale SCR installations on cement kilns in Europe and the experience with SCR worldwide on coal‐fired power plants, incinerators, and other facilities have demonstrated the ability of SCR to greatly reduce NOx emissions. In the words of Mann et al. 2005, SCR is the "market standard" for NOx control (Mann et al., 2005). In addition, evidence is building of an important co‐benefit to the use of SCR: the ability to simultaneously reduce emissions of other pollutants, including many highly toxic ones.
Hydrocarbons, VOCs, and Organic HAPs The fuels and raw materials used in cement clinker production can result in the emissions of hydrocarbon pollutants, also known as volatile organic compounds (VOCs). VOC emissions are problematic for two principal reasons. The first is that many VOCs react with nitrogen oxides in the presence of strong summer sunlight to produce ground‐level ozone pollution. Many urban areas worldwide have strategies to control both NOx and VOC emissions to reduce levels of summer ozone smog. The second reason VOC emissions are problematic is that some of them are highly toxic. The most toxic VOCs, like benzene and styrene, are regulated in the U.S. as "hazardous air pollutants" or HAPs. Cement plants throughout the country report significant quantities of hydrocarbon HAP emissions (U.S. EPA 2005). There is mounting evidence that the catalysts used in SCR systems to control NOx emissions simultaneously reduce VOC emissions. Recent examples from non‐cement applications include an SCR unit that significantly reduces NOx, VOC, and carbon monoxide emissions from a waste incinerator in Italy (Baggio et al. 2008). Also, the Manufacturers of Emission Controls Association (MECA) submitted a written statement to the U.S. EPA in October 2006 regarding newly proposed emission standards for internal combustion engines. In that statement, MECA reported the multi‐pollutant benefits of SCR installations that were removing not only >90% of NOx, but also >80% of carbon monoxide, and >70% of VOCs (MECA 2006). Cement plants in Europe are demonstrating the VOC destruction co‐benefits of SCR. Three engineers involved with the Solnhofer installation reported on 50‐70% reductions in hydrocarbon emissions with its SCR system (Haug et al. 2001). Results from the Monselice installation indicate that VOC emissions are being reduced by 75% (Leibacher et al. 2006).
6
Overall, data from European cement plants and data from other types of heavy industry provide strong evidence that VOC destruction is a co‐benefit of SCR installations on cement kilns. The ozone precursors NOx and VOC, and HAP emissions can be reduced by the installation of SCR on cement kilns.
Dioxins and Furans Dioxins and furans (D/F), the common terms for polychlorinated dibenzodioxins and polychlorinated dibenzofurans, are a special category of hydrocarbons and are categorized as known human carcinogens (U.S. EPA 2008). Cement plants in the U.S and worldwide are significant D/F emitters. In a 2005 study published by Harvard University and University of California at Davis researchers, the cement industry ranked first out of 420 industrial sectors analyzed in direct cancer risk per dollar of economic output. The high ranking of the cement industry was almost exclusively a result of the levels of D/F emissions (Koehler et al. 2005). Reports of D/F destruction over SCR NOx catalysts began in 1991, and have been observed numerous times since then at facilities worldwide (Carlsson 1992; Kim et al. 2001). Greater than 99% D/F destruction over an SCR catalyst is being achieved at a waste incinerator in the Netherlands (Maaskant 2001). Chang et al. report 50‐75% destruction of D/F over an SCR catalyst at a metal smelting plant, and 98% destruction with the SCR unit at a waste incinerator (Chang et al. 2007). Data on the exact levels of D/F control achieved by the SCR units on cement kilns in Europe are not yet available, but Linero et al. 2007 reported that the SCR unit at Monselice was achieving D/F "destruction". In a November 2007 report, the U.S. EPA assessed NOx control technologies for cement kilns and stated that SCR units have the additional potential to decrease both VOC and D/F emissions, based on the recent SCR installations on cement kilns in Europe and also data collected in other industries (U.S. EPA 2007).
Ammonia and PM Ammonia can be emitted in significant quantities in cement stack gases. Ammonia originates from the combustion of coal in the cement kiln and from the raw materials used to produce the cement. Ammonia is a hazardous air pollutant and it can also transform in the atmosphere to ammonium‐based fine particulate matter (PM), which has known adverse health effects and contributes to regional haze and visibility reduction. At certain cement plants, ammonia is intentionally sprayed into cement stack gases as the reducing agent for SCR or SNCR processes to control NOx emissions. SNCR systems differ from SCR systems in that SNCR systems do not employ a catalyst to promote the reaction between ammonia and NOx. For this reason, SNCR systems are usually not as

7
effective for NOx control as SCR systems, and emissions of unused ammonia in the stack gases (a.k.a ammonia slip) are usually higher for SNCR systems than SCR systems (Wark et al. 1998; Cooper and Alley 2002; Linero 2006). Data from the European SCR installations indicates that the SCR units are extremely effective at reducing ammonia emissions. Linero (2006) reported that emissions of ammonia from the Solnhofer cement kiln in 2006 were greater than 20 mg/m3 with an SNCR system, but only 1 mg/m3 with the SCR system. Leibacher et al. (2006) reported that ammonia emissions from the Monselice cement plant were 20‐50 mg/m3 before installation of the SCR system, but only 1‐6 mg/m3 after SCR installation. Overall, the SCR systems appear to have outstanding potential to reduce emissions of ammonia, a hazardous air pollutant and fine particle precursor, whether the ammonia originated from fuel combustion and raw material heating, or whether it was introduced for NOx control purposes.
Mercury The federal Clean Air Mercury Rule (CAMR) and various state mercury rules require large reductions in mercury emissions to the atmosphere from coal‐fired electric generating units (EGUs). These rules have motivated a large amount of recent work on mercury emissions controls. Full‐scale and pilot‐scale efforts have focused on two basic approaches: (1) adsorption of mercury onto powdered activated carbon followed by carbon collection and disposal; (2) mercury oxidation over SCR catalysts followed by wet scrubbing. The capture of mercury using SCR and wet scrubbing is an example of a co‐benefit of these two technologies, which were originally intended to reduce emissions of NOx (via SCR) and sulfur dioxide (via wet scrubbing). A substantial fraction of the mercury produced during coal combustion is present in the metallic form (Laudal et al. 2004). Metallic mercury is highly insoluble in water, and thus, it will not be significantly removed during typical wet scrubbing. SCR catalysts, however, can oxidize the mercury before the wet scrubber, making the mercury more soluble and more amenable to scrubbing. In addition, at facilities without wet scrubbers, mercury oxidation over SCR catalysts may still improve mercury removal due to enhanced oxidized mercury collection in PM control devices (Burnett 2006). Data from at coal‐fired EGUs suggests that mercury capture using a system of a particulate control device/SCR/wet scrubbing can be 90‐95% or greater (Ghorishi et al. 2005; Burnett 2006). However, test results indicates that capture is dependent upon many factors, including the residence time of the gases over the catalyst, the presence of particulate matter, the concentration of chloride and alkaline compounds in the flue gases, and proper engineering to keep the catalyst surfaces dust free (Senior 2004; Presto and Granite 2006; Yang and Pan 2007).

8
At present, virtually no data exists on the levels of mercury control obtained at the cement kilns that have installed SCR units, although engineers familiar with the Monselice installation have stated that they believe that there is a mercury reduction benefit with its SCR unit (Linero et al. 2007). OTHER RECENT ASSESSMENTS OF SCR FOR CEMENT KILNS This report provides an assessment of SCR to reduce emissions of NOx and other pollutants from cement kilns. Other authors have also studied the environmental benefits of SCR utilization on cement kilns, including a number of cement companies, the EU Integrated Pollution Prevention and Control Bureau, the U.S. EPA, and multiple SCR manufacturers. Some of these are other assessments are described in this section. Cement Companies
Cemex CEMEX is the world's third largest cement manufacturer and is headquartered in Monterrey, Mexico. On October 12, 2006, CEMEX submitted a report to the State of Florida in support of an application for a PSD construction permit for a new cement kiln in Hernando County, Florida (CEMEX 2006). After reviewing the application, the State of Florida issued a construction permit with the most stringent NOx permit limit for a cement kiln in the U.S. (1.5 lbs NOx/ton), and allowed CEMEX to achieve the permit limit with SCR, SNCR, or any other technology or combination of technologies that could meet or exceed the limit. In the October 2006 report, on page 107, CEMEX described SCR as currently "available" NOx control technology for cement plants:
6.4.3 Description of Control Technologies A summary of available NOx control technologies and their associated control efficiencies is listed in Table 32. Control technologies for NOx can be divided into two categories: design features, and post‐combustion controls. The available types of NOx controls are: Design Features: • Plant design; • Combustion control; • Low‐NOx burners with indirect firing; and • Fuel selection and feed mix. Post‐combustion controls: • Selective non‐catalytic reduction (SNCR); and • Selective catalytic reduction (SCR).

9
On page 116 of the report, CEMEX described SCR as a "proven effective" control technology for cement plant NOx control:
The two add‐on NOx control technologies that have been proven effective by full scale application on cement plants are SNCR and SCR. Both technologies are based on the injection of an ammonia based compound into a hot gas stream and the subsequent reduction of NOx to elemental nitrogen by the ammonia.
Cementeria di Monselice
The Cementeria di Monselice in Padova Province, Italy, has been operating an SCR system since June 2006. In December 2006, the plant manager co‐authored a report about the performance of the system, which summarized the main environmental benefits that had been observed with its use (Leibacher et al. 2006). The Conclusions of the report stated:
The SCR installation has proven its multi‐pollutant control capabilities. Beside the extremely high and efficient NOx‐removal capabilities, NH3 present in flue gas from raw material is completely used in the SCR process, thus considerably lowering the aqueous ammonia consumption, the related operating cost, a fine particulate precursor and potential odorant. In addition, 75 % oxidation of VOC is recorded. Almost all ozone precursors (NOX and VOC) can be eliminated from the stack emissions of Cementeria di Monselice with the installed SCR process. These features will enable the cement industry to make use of a much wider range of raw materials and fuels whilst maintaining applicable emission standards and minimizing impacts on the environment. SCR installation at Cementeria di Monselice at a glance:
• Operating Time as end of October 06: > 3,600 h • Availability: 100% • NOx removal efficiency: up to 97% • NH3 emissions before SCR was in operation 20 ‐ 50 mg/m3 • NH3 after commissioning of the SCR < 1 mg/m3 • Savings in 25% NH3(aq) consumption corresponding to 20 ‐ 60
kg/h • VOC‐oxidation: 75% • Other Benefits Less air toxics, less Odor • Indicative operating costs for 90% NOx‐removal efficiency: 1 – 1.3
€/t clinker

10
Kirchdorfer Zementwerk The Kirchdorfer Zementwerk is located in the city of Kirchdorfer, Austria. In 1999, the SCR manufacturer ELEX pilot tested an SCR system at the cement plant. The data collected during the pilot testing was used to guide the design of the full‐scale SCR system installed by ELEX at Monselice several years later. It is important to note that a full‐scale SCR system has not yet been installed at the Kirchdorfer facility due to the levels of NOx emissions allowed by Austrian regulators. Nonetheless, the plant was very positive of the pilot testing of SCR, which they describe on their website:
The cement plant drew particular attention from its peers when it undertook attempts to eliminate nitric oxide emissions using the SCR technique. It was a risk experts considered bound to fail. Following a comprehensive three‐year trial run, the SCR technique was eventually proven to be the most appropriate for reducing nitric oxides in the cement industry. Besides causing a stir among experts, this pioneering achievement met with broad interest, including from international circles. The number of environmental prizes awarded bears clear evidence of this fact. (Kirchdorfer Zementwerk 2007)
EU Integrated Pollution Prevention and Control Bureau The European Union's Integrated Pollution Prevention and Control Bureau (IPPC) has prepared several comprehensive reference documents on pollution prevention and emissions control in the cement and lime manufacturing industries, the latest draft version on September 2007(EU IPPC 2007). In that report, the IPPC summarized the history of full‐scale installations and pilot‐scale testing of SCR system on cement kilns, and on page 142 stated:
Considering the high reduction potential, the successful pilot tests, the two full scale SCR installations and the fact that SCR is state‐of‐the‐art technology for comparable installations, SCR is an interesting technique for the cement industry. There are at least two suppliers in Europe that offer full scale SCR to the cement industry with guaranteed performance levels of 100 – 200 mg/Nm3. However, SCR capital expenditure is still considered to be higher than for SNCR.
As the catalysts remove hydrocarbons as well and if this technology is designed for, SCR will, in general, also reduce emissions of VOC and PCDD/Fs.
The IPPC is expected to release the final version of the reference document in 2008, and will at that time establish the best available emission limits for cement kilns in the EU.

11
U.S. Environmental Protection Agency On November 2007, the U.S. EPA published an Alternative Control Techniques (ACT) document on NOx emissions from new cement kilns (U.S. EPA 2007). All new cement kilns being manufactured in the U.S. are preheater/precalciner (PH/PC) types of kilns. On pages 8‐9, the report summarized the current status and performance of full‐scale SCR systems on cement kilns.
On a worldwide basis, three cement kilns have used SCR: Solnhofen Zementwerkes in Germany and Cementeria di Monselice and Italcementi Sarche di Calavino in Italy. The SCR system was operated at the Solnhofen plant from 2001 to January 2006, at which time the plant began using SNCR to compare the operational costs of the two systems to evaluate which technology is better and more economical. Both Solnhofen and Cementeria di Monselice have preheater kilns. The Italcementi plant operates a small Polysius Lepol technology kiln, which is a traveling grate preheater kiln. A picture of the Solnhofen installation is shown in section 10.4. Both plants use a 25% aqueous ammonia solution, have 6 catalyst layers but only use 3 layers. Both plants have similar designs and facilities that are similar in size and raw materials. At Solnhofen, 200 mg/m3 (~ 0.8 lb/t) of NOx is typically achieved from an inlet of 1,050 mg/Nm3 (4.2 lb/t) or 80% control. Also, ammonia slip was less than 1 mg/m3. Greater than 80% control is frequently achieved. At the end of 2003, the catalyst had logged 20,000–25,000 hours with no discernable problems. The catalyst was guaranteed for 16,000 hrs, with an expected catalyst life of 3–4 yrs. The SCR system at Cementeria di Monselice in Bergamo, Italy began operation in June 2006. Catalyst activity remains high after 3,500 hours of operation. Following startup in June 2006, continuous testing was conducted for six weeks. The results of these tests are summarized in Table 2‐4. As shown here, NOx reduction was 95 % at molar ratio of 0.89 and 43 % at molar ratio of 0.2. The facility operates at 400 mg NOx/Nm3.

12
SCR Companies
KWH Catalyst, Inc. KWH Catalysts, Inc. of Essen Germany was the SCR catalyst supplier to the Solnhofer cement plant. On their website, KWH advertises the ability of its systems to reduce NOx emissions from a variety of industries, including cement (KWH Catalysts, 2006).
The SCR process enables the highest degree of removal of all deNOx processes to be achieved in an economical way. In addition, it is at present the best available technology, and therefore helps to secure the future. Traditional fields of application for the SCR technology are power stations, gas turbines, waste incineration plants, cement mills, the steel industry, chemical plants, cogeneration plants and glass works. SCR catalysts are being increasingly used in the combustion of wood and other biomass as well as in mobile combustion engines. [underline added]
ELEX
ELEX of Zurich, Switzerland supplied the catalyst to the Monselice cement plant. In addition to their published reports on the SCR system, such as Leibacher et al. 2006, they also advertise their SCR systems specifically for cement kiln NOx control on their corporate website (ELEX 2008).
ELEX has been building SCR systems for flue gas since 1988. In particular they were used for incineration processes. In the year of 2003 ELEX has been granted the patent for SCR‐Technology for cement kilns for Europe and the US. Since midyear of 2006 ELEX runs successfully the first selective catalytic reduction plant for the nitrogen oxide reduction of an Italian cement plant. The catalytic DeNOx plants offers in comparison to other plants great advantages and will revolutionize the reduction of nitrogen oxide in the cement industry in the near future... The selective‐catalytic reduction process has different advantages in comparison with the non‐catalytic reduction process. For one, the SCR‐Process allows a much higher degree of conversion of the nitrogen oxide and this without exceeding the threshold value of ammonia in the exhaustion. Thus, it is possible to achieve a degree

13
of conversion of nitrogen oxide by far over 90 percent. On the other hand, the catalyst reduces other pollutants such as Dioxin and Furan or also polycyclic hydrocarbon.
Argillon Argillon is one of the world largest catalyst manufacturers, with a large presence in the SCR market. Their global headquarters is in Redwitz, Germany, and their US operations are directed from their office in Alpharetta, Georgia. Argillon and their Italian distributor, ICA, describe the ability of their SCR systems to reduce NOx emissions from a wide variety of industries, including cement plants (ICA 2008).
ICA, is the exclusive representative in Italy for Argillon GmbH, with its headquarters in Redwitz in Germany, the world's leading technology SCR DeNOx and supply of catalysts and SCR DeNOx systems for all industrial applications. ARGILLON and ICA are jointly able to offer SCR DeNOx catalysts, catalytic oxidation (Oxi‐Cat) and SCR DeNOx complete systems (SINOx ®) for a correct implementation in the following industries: Cogeneration with gas engines, oil and vegetable oil glass plants, refineries, cement plants, chemical plants, waste incineration plants and biomass, gas turbines and conventional power plants (coal, oil and gas). [underline added]
Nippon Shukubai
Nippon Shukubai is a major catalyst supplier in Asia, with main corporate offices in Osaka, Japan, and other offices in Japan, China, and Korea. They publicize their SCR catalysts for NOx control in cement and other industries on their website and marketing brochures (Nippon Shukubai 2008):
Nippon Shokubai's De‐NOx catalyst is widely used in the De‐NOx systems for various exhaust gas sources such as boilers and power stations. Features:
(1) Suitable catalyst selection complying to various exhaust gas sources such as boilers, gas turbines, diesel engines, cement kilns, sintering and heating furnaces, waste incinerators. (2)High NOx‐reducing rates in a wide temperature range from 160 to 600 .

14
(3)Durable catalysts by SOx in the exhaust gas and various poisonous substances in the dust keep a high De‐NOx activity for a long period of time. (4)Due to low SO2 oxidation rate, less formation of ammonium sulfates. (5)By changing the number of cells (sieve opening) of catalyst it is applicable to any exhaust gas from coal ‐ fired boilers with a high dust abrasion resistivity. [underline added]
Lurgi‐Bischoff
Lurgi‐Bischoff is a large industrial engineering and air pollution control company headquartered in Essen, Germany, with US offices in Memphis, Tennessee. They collaborated with KWH Catalysts in the engineering of the SCR unit at Solnhofer. On their website, they market a full suite of air pollution control services to the cement industry, including SCR systems (Lurgi 2008).
In the cement production sector, we provide technologies for the following fields of application. Due to the comparable technologies for alumina calcination also the entire field of "Aluminum" is represented here. Kilns/Mills
Evaporation coolers with Pulse‐Jet filters or electrostatic precipitators
Clinker Coolers Electrostatic precipitators or air/air coolers with fabric filters
Other SO2 scrubbers, SCR‐DeNOx Electrostatic precipitators or fabric filters for coal and cement mills as well as dryers Electrostatic precipitators for alumina‐calcination [underline added]
2006 Blue Ribbon Cement Kiln Study In July 2006, a blue ribbon panel was created by the Texas Commission on Environmental Quality (TCEQ) to assess and write a report on NOx control technologies for the cement kilns in Ellis County, Texas (Koucky et al. 2006). The five (5) authors were selected for their expertise in cement manufacturing and environmental management. One of the five authors, Dr. F. MacGregor (Greg) Miller, was also one of the primary editors of an authoritative cement manufacturing reference book, Innovations in

15
Portland Cement Manufacturing, published by the Portland Cement Association (Bhatty et al. 2004). The blue ribbon panel determined whether various NOx control technologies options were available, transferable, or innovative to cement kilns, and they defined available as “available means that the technology is commercially available and in use on the similar types of cement kilns”. The unanimous conclusions of the 5 authors was that SCR was "available" technology to control NOx emissions from the three dry cement kilns in Ellis County, and "transferable" technology for the seven wet kilns (Koucky et al. 2006). Texas Commission on Environmental Quality Notwithstanding the conclusions of their 2006 blue ribbon panel, the TCEQ did not require the installation of SCR systems on the cement kilns in Ellis County, Texas, as part of the 2007 D‐FW Ozone State Implementation Plan revisions (TCEQ 2007). One of the reasons provided by TCEQ for not mandating SCR controls was their determination that SCR technology was not "cost effective." In the SIP revisions, TCEQ stated:
In terms of cost per ton of NOx emissions reduced, SNCR is more cost effective than SCR and LoTOx. Cost effectiveness estimates for SNCR presented in the cement kiln study range from $1,400 to $2,300 per ton of NOx. Cost effectiveness for SCR, on the other hand, was estimated to be considerably higher: $1,600 to $5,500 per ton of NOx. LoTOx cost effectiveness estimates ranged from $2,100 to $3,000 per ton. The commission considers the costs for SCR and LoTOx to be unacceptably high compared to the readily available alternative. [underline added]
In these statements, the TCEQ made the surprising determination that costs of $1600 to $5500 per ton of NOx removed for SCR was "unreasonably high". This contradicted the cost effectiveness guidance and practice in states with persistent ozone smog, like California and Texas. For example, the State of Texas's TERP program is paying for NOx reductions in nonattainment areas at costs up to $13,000 per ton (TCEQ 2006a). A similar program in California is paying for NOx reductions at costs up to $14,300 per ton (SCAQMD 2006). Conclusions about Other Recent Assessments of SCR for Cement Kilns SCR is an effective technology to reduce NOx and other pollutant emissions from cement kilns, as demonstrated by the SCR installations on cement kilns in Europe and the numerous SCR installations on other heavy industries like coal‐fired power plants and waste incinerators. This conclusion is strongly supported by the marketing, technical assessments, and reports prepared by other experts, including: three (3)

16
cement companies, five (5) SCR manufacturers, an independent blue ribbon panel, the U.S. EPA, and the European IPPC. COST EFFECTIVENESS OF SCR ON CEMENT KILNS Recent estimates have been published by independent experts on the cost effectiveness of controlling NOx emissions from cement kilns with SCR. Cost effectiveness is the cost to construct and operate an SCR system (annualized capital and operating expenses) divided by the tons of NOx emitted. Cost effectiveness is the primary economic metric used by environmental regulators in the U.S. and other jurisdictions to determine the feasibility of air pollution control technology. In areas with high levels of ground‐level ozone or fine particulate matter, regulators have established cost effectiveness thresholds of $14,000 or more per ton of NOx controlled (SCAQMD 2006; TCEQ 2006a). In addition, U.S. EPA predicted that controls to improve visibility (i.e. regional haze) would cost up to $10,000 per ton to implement (TCEQ 2006b). When considering NOx cost effectiveness, it is important to bear in mind that SCR systems have demonstrated their ability to simultaneously reduce emissions of other pollutants, including VOCs, dioxin and furans, ammonia, and mercury. The cost effectiveness numbers presented in this section do not account for the co‐benefits of removing these other pollutants. Accounting for these co‐benefits would have the practical effect of improving (lowering) the cost estimates of SCR for controlling NOx emissions. Table 1 is taken from a U.S. EPA report published in November 2007, Table 2 is based on an EU IPPC draft document published in September 2007, and Table 3 is taken from the 2006 report of the blue ribbon panel sanctioned by the Texas Commission on Environmental Quality (Koucky et al. 2006; U.S. EPA 2007; EU IPPC 2007). The IPPC estimates were converted from euros to dollars using the WSJ current exchange rate published on February 8, 2008, and converted from metric to U.S. tons.
Table 1. Cost Effectiveness and Cost Burden of SNCR and SCR SystemMeasure of Cost SNCR System SCR System
Cost Effectiveness ($/ton of NOx removed) Range 330 to 5,200 480 to 22,000 Mean 1,700 4,200Median 1,200 1,800Cost Burden ($/ton of clinker produced) Range 0.40 to 2.50 0.60 to 9.10 Mean 1.00 2.50Median 0.90 1.80(Reference: U.S. EPA 2007, Table 2-5)
17
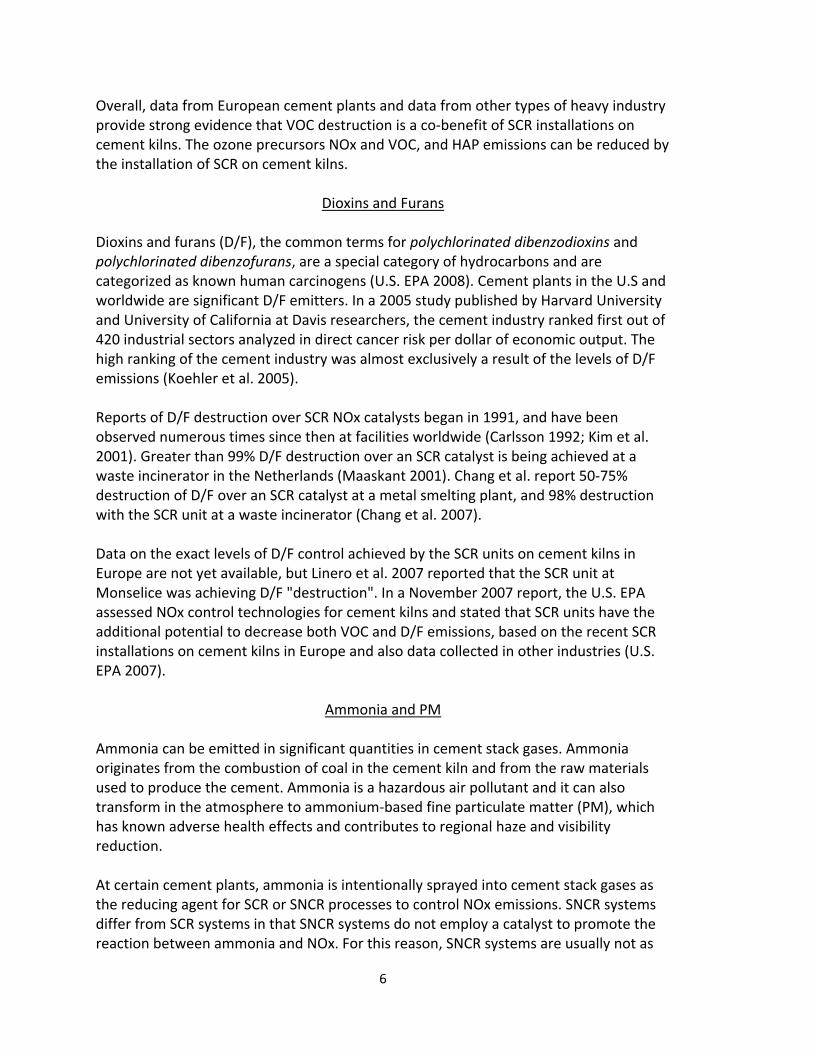
Table 2. SCR parameters, emissions and costs reported
Technique
Kiln system applicability (long,
short, wet, dry, PH/PC)
Reduction efficiency (%)
SCR Possibly all 60 - 95
mg/m3 kg NOx/tonne
clinker lbs NOx/ton
clinker 50 - 500 0.15 - 1.0 0.30 - 2.0
Initial Investment (EUR/tonne
clinker)
Annualized Capital and Operating
(EUR/tonne clinker)
Annualized Capital and Operating
($/ton clinker)
Cost Effectiveness ($/ton of NOx
removed) 2.5; 3.2 - 4.5 1.75 - 2 2.30 - 5.92 1500 - 3800
(Reference: EU IPPC 2007, Table 1.35, Figure 1.27)
Reported emissions from kilns with SCR
NOx removal efficiency
Reported costs from kilns with SCR
Table 3. Cost Effectiveness and Cost Burden of SCR Systems Measure of Cost
Cost Effectiveness ($/ton of NOx removed) Dry Kiln SystemsRange 1900 - 2200Mean 2033Median 2000Wet Kiln SystemsRange 5500 - 6100Mean 5740Median 5800Cost Burden ($/ton of clinker produced) Dry Kiln SystemsRange 0.87 - 2.00Mean 1.52Median 1.70Wet Kiln SystemsRange 8.90 - 10.60Mean 9.50Median 9.20(Reference: Koucky et al. 2006; Tables 1-9 to 1-16)

18
There was a high degree of consistency between the three independent assessments of SCR cost effectiveness. The U.S. EPA median value of $1800/ton NOx was well within the range presented in the EU IPPC document, $1500‐3800 per ton, and also was close to the value estimated by the blue ribbon panel for dry cement kilns of $2000 per ton. The blue ribbon panel also estimated the cost effectiveness for a series of smaller older wet kilns at $5800/ton NOx. The estimate of operating SCR on wet kilns was significantly greater than the estimate for dry kilns. The difference was partly a result of the economics of scale benefit of using SCR on large dry kilns versus small wet ones, and also on the higher concentrations of NOx produced by wet kilns per ton of cement produced, which increases per unit ammonia costs for wet kilns. Nevertheless, the cost estimates of the blue ribbon panel for both wet and dry kiln systems, as well as the median estimates of the U.S. EPA and EU IPPC were all well below the cost effectiveness thresholds of $10,000 to $14,000 per ton NOx established in recent ozone, fine particulate, and visibility programs. CONCLUSIONS SCR is an effective and proven technology to reduce nitrogen oxide emissions from cement kilns. SCR can reduce emissions from cement kilns by greater than 90%, consistent with what has been observed by SCR use in other industries. In addition, there is accumulating data on the ability of SCR to control emissions of other pollutants, including VOC, dioxins and furans, ammonia, and mercury. SCR can achieve this performance with cost effectiveness of approximately $1500‐3800/ton NOx for dry kilns, and $5500‐6100/ton NOx for wet kilns, easily within regulatory cost thresholds for many NOx control programs. The status of SCR to control NOx emissions from cement kilns was well‐summarized in a memo prepared in 2004 by Tom Lugar, CEO of KWH Catalysts, Inc., of Wayne, Pennsylvania (now retired), during the permitting process for a proposed cement plant in the state of New York (KWH Catalysts 2004). In that memo, Mr. Lugar wrote:
SCR technology has been applied for several decades to a diverse number of applications worldwide. KWH, in particular, has successfully applied the technology to such applications as coal‐fired boilers, oil and gas fired boilers, municipal waste and sewage sludge incinerators, diesel/gas cogen plants, chemical plants, refineries, glass plants, biomass incinerators, and steel sinter plants. These applications span an extreme range of process gas/dust conditions and operating conditions. SCR catalysis is a mature, proven technology that can be adapted in its design formulation and configuration to a wide range of applications as has been shown with the new application on cement at Solnhofen.

19
REFERENCES Baggio P., Baratieri M., Gasparella A., Longo G. A." Energy and environmental analysis of an innovative system based on municipal solid waste (MSW) pyrolysis and combined cycle." Applied Thermal Engineering, vol. 28, pp. 136‐144, February 2008. Bhatty J.I., Miller F.G., Kosmatka S.H. eds. Innovations in Portland Cement Manufacturing. SP400, Portland Cement Association, Skokie, Illinois, 2004. Bolwerk R., Ebertsch G., Heinrish M., Plinkert S., Oerter M. "German Contribution to the Review of the Reference Document on Best Available Techniques in the Cement and Lime Manufacturing Industries – Part II: Cement Manufacturing Industries." Members of the National Expert Group. June 1, 2006. on‐line document: http://www.bvt.umweltbundesamt.de/archiv‐e/Part‐II‐Cement‐Manufacturing‐Industries.pdf Burnett J.K. "Clean Air Mercury Rule: Multipollutant Approach to Power Plant Pollution." U.S. EPA, Office of Air and Radiation, presentation August 2006. Carlsson K.B. "Dioxin Destruction in Catalysts for NOx Reduction (SCR‐DeNOx)." Chemosphere, vol. 25, no. 1‐2, pp. 135‐138, 1992. CEMEX. "Report in Support of an Application for a PSD Construction Permit Review ‐ Kiln 3 Project, Brooksville Cement Plant, Hernando County, Florida," October 12, 2006. on‐line document: http://www.dep.state.fl.us/Air/permitting/construction/cemex/PSDREPTlt.pdf Chang M.B., Chi K.H., Chang S.H., Yeh J.W. "Destruction of PCDD/Fs by SCR from flue gases of municipal waste incinerator and metal smelting plant." Chemosphere, vol. 66, pp. 1114‐1122. Cohn J.G.E., Steele D.R., Andersen H.C. "Method of Selectively Removing Oxides of Nitrogen from Oxygen‐Containing Gases." U.S. Patent 2,975,025. May 14, 1961. Confindustria Trento. "Open Dialogue with Italcementi." Trentino Industriale, May 2007. Cooper C.D., Alley F.C. Air Pollution Control A Design Approach, 3rd ed. Waveland Press, Prospect Heights, Illinois, 2002. ELEX. "SCR‐Systems for Incinerators." 2008. on‐line document: http://www.elex.ch/en/products/denox.html European Union Integrated Pollution Prevention and Control Bureau (EU IPPC). "Reference Document on Best Available Techniques in the Cement and Lime Manufacturing Industries ‐ Draft." September 2007. on‐line document: http://eippcb.jrc.es/pages/FActivities.htm Foerter D.C., Whiteman C.S. "Typical Installation Timelines for NOx Emissions Control Technologies on Industrial Sources." Institute of Clean Air Companies. December 4, 2006.

20
Ghorishi S.B., Renninger S.A., Farthing G.A. Teets C., Neureuter J.A., Hastings T.W., DiFrancesco C.E. "Effects of SCR Catalyst and Wet FGD Additive on the Speciation and Removal of Mercury within a Forced‐Oxidized Limestone Scrubber." ICAC Forum 2005 Clean Air Technologies and Strategies, Baltimore, MD, March 8‐10, 2005. Haug N., Sauter G., Samant G. "New developments of High Dust–SCR Technology in the Cement Industry Results of Pilot Tests in Solnhofen and Development State of a Full Scale SCR Unit”, in Proceedings of the Paris NOx/N2O Conference, March 21‐22, 2001. Haug N., Sauter G., Samant G. “Einsatz der High‐Dust‐SCR Technologie in der Zementindustrie”, in VDI Vortrag, 2002. ICA. "Selective catalytic reduction of nitrogen oxides (DeNOx ‐ SCR)". 2008. on‐line document: http://www.studioica.it/tecnologia_DeNox.htm Italcementi. "Italcementi e la cementeria di Sarche di Calavino." April 2007. on‐line document: http://www.italcementi.it/ITA/I+nostri+impianti/Sarche+di+Calavino/Presentazione.htm Kim S.C., Jeon S.H., Jung I.R., Kim K.H., Kwon M.H., Kim J.H., Yi J.H., Kim S.J., You J.C., Jung D.H. "Removal efficiencies of PCDDs/PCDFs by air pollution control devices in municipal solid waste incinerators." Chemosphere, vol. 43, pp. 773‐776, 2001. Kirchdorfer Zementwerk. "A Commitment to People and the Environment." accessed on November 8, 2007. on‐line document: http://engr.smu.edu/~aja/2007‐ozone‐report/kirchdorfer‐zementwerk.pdf Koehler D.A., Bennett D.H., Norris G.A., Spengler J.D. "Rethinking Environmental Performance from A Public Health Perspective: A Comparative Industry Analysis." Journal of Industrial Ecology, vol. 9, no. 3, pp. 143‐167, 2005. on‐line document: http://www.ingentaconnect.com/content/1088‐1980 Kossina I. “Reduction of NOx Emissions from Exhaust Gases of Cement Kilns by Selective Catalytic Reduction”, in Proceedings of the Paris NOx/N2O Conference, March 21‐22, 2001. Koucky W., Merrill R., Gossman D., Miller G., Miller G. "Assessment of NOx Emissions Reduction Strategies for Cement Kilns – Ellis County, Final Report." TCEQ Contract No. 582‐04‐65589. July 14, 2006. on‐line document: http://www.tceq.state.tx.us/assets/public/implementation/air/sip/dfw/dfw_ad_sip_2007/appendices/2006013SIPNR_App_I_Cement_Kiln_Report_03.28.07.pdf KWH Catalysts, Inc. "The SCR Process for NOx Emission Control." 2006. on‐line document: http://www.k‐w‐h.de/zeronox‐e.html KWH Catalysts, Inc. "SCR System for St. Lawrence Cement, KWH Catalysts Inc. Response to Revisions to the Specification." February 27, 2004. on‐line document: http://www.tceq.state.tx.us/assets/public/implementation/air/sip/agreements/BSA/Armendariz_comments‐Study.pdf

21
Laudal D.L., Thompson J.S., Wocken C.A. "Selective Catalytic Reduction Mercury Field Sampling Project‐ Final Report – JV 36." 04‐EERC‐08‐01. August 2004. Leibacher U., Bellin C., Linero A.A. "High dust SCR solutions." International Cement Review, December 2006. on‐line document: http://engr.smu.edu/~aja/2007‐ozone‐report/ArmendarizSIPcomments.pdf Linero A. "Trip Report on SCR Experiences at Solnhofer Portland Zementwerke, Cementeria di Monselice, and ASM Brescia Waste‐to‐Energy Plant." July 31, 2006. on‐line document: http://engr.smu.edu/~aja/2007‐ozone‐report/Linero3.pdf Linero A., Leibacher U., Bellin C. "High Dust SCR Succeeds at Cementeria di Monselice," Air and Waste Management Association Annual Conference and Exhibition, Platform Presentation, Pittsburgh, PA, June 26, 2007. on‐line document: http://engr.smu.edu/~aja/2007‐ozone‐report/Linero‐2007b.pdf Lurgi. "Markets ‐ Products – Cement." 2008. on‐line document: http://www.lurgi‐bischoff.com/lurgi_bischoff/english/nbsp/menu/markets_products/cement/index.html Maaskant O.L. "The Shell System for NOx Removal and Dioxin Destruction from Incineration Flue Gas – CRI Catalyst Company." 3rd International Symposium on Incineration and Flue Gas Treatment Technologies, Brussels, Belgium, July 2‐4, 2001. Mann A., Sarkus T., Staudt J. SCR Comes of Age. Environmental Management (EM), pp. 22‐26, November 2005. Manufacturers of Emission Controls Association. "Written Statement on the Proposed Standards of Performance for Stationary Spark Ignition Internal Combustion Engines and National Emission Standards for Hazardous Air Pollutants for Reciprocating Internal Combustion Engines." Docket ID EPA‐HQ‐OAR‐2005‐0030. October 11, 2006. Nippon Shukubai. "Environment Protection Catalysts and Systems." 2008. on‐line document: http://www.shokubai.co.jp/productlist_pdf/product_e2_kankyou.pdf Portland Cement Association. "Initial Comments on the Draft Final Report 'Assessment of NOx Emissions Reduction Strategies for Cement Kilns – Ellis County.'" January 24, 2006. on‐line document: http://www.tceq.state.tx.us/assets/public/implementation/air/sip/miscdocs/pca_initial_comments.pdf Presto A.A., Granite E.J., "Survey of Catalysts for Oxidation of Mercury in Flue Gas." Environmental Science and Technology, vol. 40, no. 18, pp. 5601‐5609, 2006. South Coast Air Quality Management District (SCAQMD). "Carl Moyer Memorial Air Quality Standards Attainment Program." Board Meeting, Agenda No. 10, February 3, 2006.

22
Senior C. "Oxidation of Mercury Across SCR Catalysts in Coal‐Fired Power Plants Burning Low Rank Coals – Quarterly Progress Report." April 30, 2004. Texas Commission on Environmental Quality (TCEQ). "Texas Emissions Reduction Plan (TERP)," on‐line document, 2006a. on‐line document: http://epa.gov/air/caaac/pdfs/TERP‐06‐04.pdf Texas Commission on Environmental Quality (TCEQ). "Best Available Retrofit Technology." Title 30, Part 1, Chapter 116. Filed August 16, 2006b. Texas Commission on Environmental Quality (TCEQ). "Revisions to the State Implementation Plan (SIP) for the Control of Ozone Air Pollution ‐ Dallas‐Fort Worth Eight‐Hour Ozone Nonattainment Area Attainment Demonstration." Project No. 2006‐013‐SIP‐NR. May 23, 2007. http://www.tceq.state.tx.us/implementation/air/sip/dfw.html U.S. EPA. "Toxic Release Inventory." update 2005. on‐line document: http://www.epa.gov/triexplorer/ U.S. EPA. "Alternative Control Techniques Document Update – NOx Emissions from New Cement Kilns." EPA‐453/R‐07‐006, November 2007. on‐line document: http://www.epa.gov/ttn/catc/dir1/cement_updt_1107.pdf U.S. EPA. "Persistent Bioaccumulative and Toxic (PBT) Chemical Program, Dioxins and Furans," 2008. on‐line document: http://www.epa.gov/pbt/pubs/dioxins.htm Wark K., Warner C.F., Davis W.T. Air Pollution Its Origin and Control. Addison Wesley, Menlo Park, California, 1998. Yang H.M., Pan W.P. "Transformation of Mercury Speciation Through the SCR System in Power Plants." Journal of Environmental Sciences, vol. 19, no. 2, pp. 181‐184, February 2007.

23



![A Review on Selective Catalytic Reduction of NOx by NH3 ......post–combustion processes for NOx abatement [5,6]. Among them, selective catalytic reduction is Among them, selective](https://img.pdfslide.us/doc/110x75/61314aec1ecc51586944a4ea/a-review-on-selective-catalytic-reduction-of-nox-by-nh3-postacombustion.jpg)























