Embed Size (px)
Citation preview
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 1/51
The Concept and Evolution of MRP-type Systems
Assistant Professor Dr. Mahmoud Abbas Mahmoud
Department of Production Engineering and Metallurgy
University of Technology
Baghdad - Iraq
[email protected] [email protected]
2013
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 2/51
1
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
The Concept and Evolution of MRP-type Systems
Assistant Professor Dr. Mahmoud Abbas Mahmoud
Department of Production Engineering and MetallurgyUniversity of Technology
Baghdad - [email protected]
1- Introduction
Determining actual production requirements is difficult in the typical
firms having large number of finished goods assembled from many thousands of
subassemblies and piece parts. Some of the components may be purchased, and
others produced with many different lead times need to be considered.
Material Requirements Planning (MRP), combined with computer
technology gave the most adequate successful computerized production
requirement system.
The early MRP systems were primarily inventory control application that
presented a valid alternative to ROP, EOQ, and SIC approaches of inventory
control [1].
No doubt, production requirements techniques always need a lot more
due to the competition in businesses and the growing requirements of
manufacturing systems. Thus, MRP systems are developed with the time to be
capable to cover these growing requirements.
As a result, this led to generate a series of MRP-type systems through the
following five evolution stages:-
1. Evolution stage I: Material Requirements Planning (MRP).
2. Evolution stage II: Closed- loop MRP.
3. Evolution stage III: Manufacturing Resource Planning (MRP II).
4. Evolution stage IV: Enterprise Resource Planning (ERP).5. Evolution stage V: Enterprise Resource Planning Extended (ERP II).
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 3/51
2
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
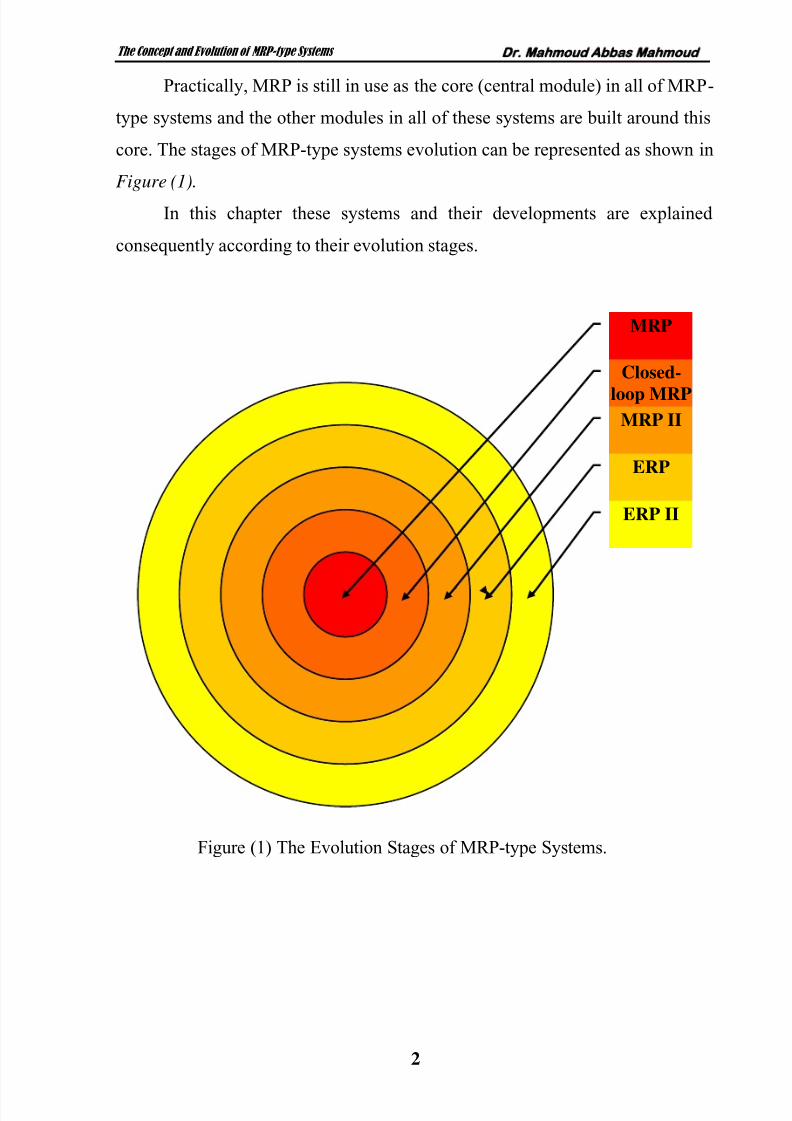
Practically, MRP is still in use as the core (central module) in all of MRP-
type systems and the other modules in all of these systems are built around this
core. The stages of MRP-type systems evolution can be represented as shown in
Figure (1).
In this chapter these systems and their developments are explained
consequently according to their evolution stages.
ERP II
ERP
MRP II
Closed-
loop MRP
MRP
Figure (1) The Evolution Stages of MRP-type Systems.
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 4/51
3
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
2- Evolution Stage I: Material Requirements Planning
Material Requirements Planning system is primarily designed to handle
ordering and scheduling of dependent demand inventories in terms of raw
materials, component parts… etc. But ordering and scheduling of assembled
products is not an easy process, it needs to maintain track of the enormous
number of inventories, and to differentiate between "dependent" and
"independent" demand [2], [3].
2.1 Dependent and Independent Demand
"Dependent demand" refers to the demand for subassemblies or
components, parts and raw materials to be used in the production of finished
products.
"Independent demand" refers to the demand of finished products, which
not related to the demand of any other items.
Practically, Independent demand tends to be continuous and fluctuates
because of random influences, whereas dependent demand is not random, but
tends to occur in a "lumpy" manner at a specific point in time [4], [5].
The lumpiness occurs because most manufacturing is in lots, and all the
items needed to produce the lots usually are withdrawn from inventory at the
same time instead of unit by unit [6].
2.2 Objectives of MRP
MRP was devised to answer the following key issues [7], [5], [8]:-
1. What is needed?
2. How much is needed?
3. When is needed?
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 5/51
4
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
Obviously, MRP system is concerned with both production scheduling
and inventory control. It provides a precise scheduling (priorities) system, an
efficient material control system, and a rescheduling mechanism for revising
plans as changes occur [6].
Production organizations adopt MRP for the following reasons [9]:-
1. To improve customer service.
2. To reduce inventory investment.
3. To improve plant operating efficiency.
2.3 Inputs to MRP
There are three component sources of data needed to feed the MRP
system. These three sources (inputs) are [10], [11], [12]:-
1. Master production schedule.
2. Bill of materials.
3. Inventory records.
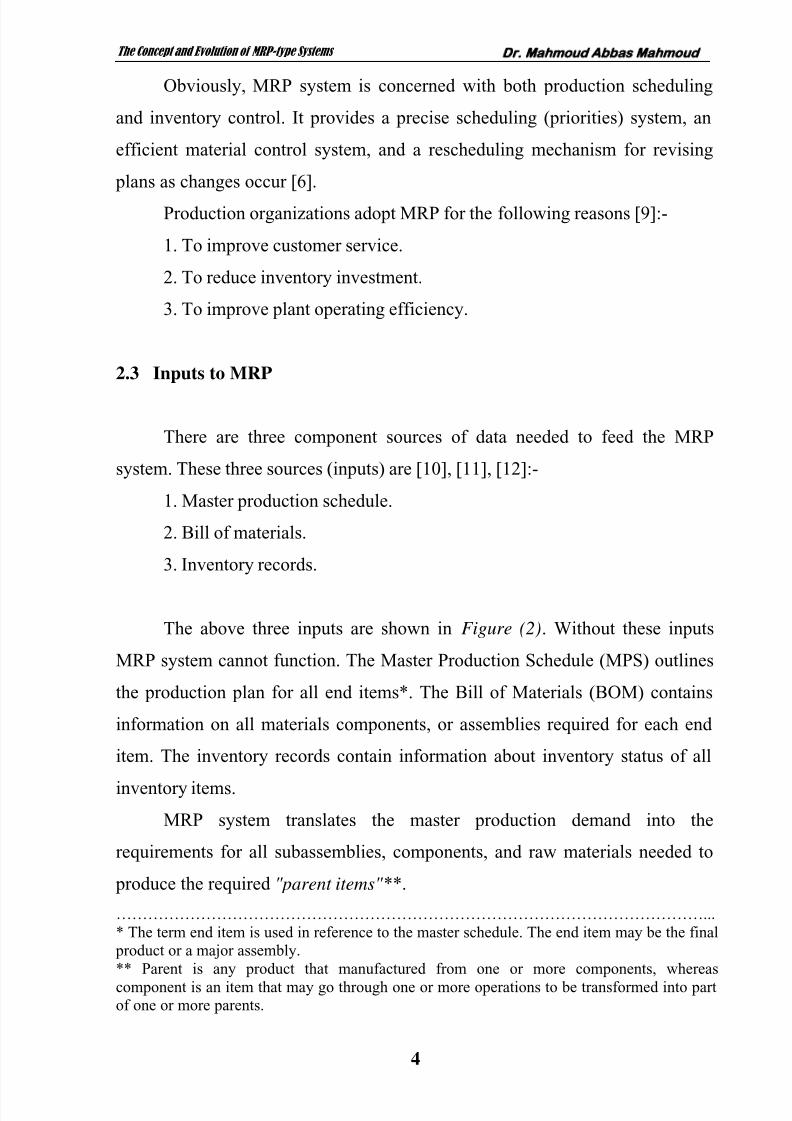
The above three inputs are shown in Figure (2). Without these inputs
MRP system cannot function. The Master Production Schedule (MPS) outlines
the production plan for all end items*. The Bill of Materials (BOM) contains
information on all materials components, or assemblies required for each end
item. The inventory records contain information about inventory status of all
inventory items.
MRP system translates the master production demand into the
requirements for all subassemblies, components, and raw materials needed to
produce the required "parent items" **.
…………………………………………………………………………………………………...* The term end item is used in reference to the master schedule. The end item may be the final
product or a major assembly.** Parent is any product that manufactured from one or more components, whereas
component is an item that may go through one or more operations to be transformed into partof one or more parents.
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 6/51
5
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
This process is called an "MRP explosion" because it converts the
requirements of various final products into "material requirement plan" that
specifies the replenishment schedule of all the subassemblies, components, and
raw materials needed by the final products [4].
2.3.1 Master Production Schedule
The aggregate production plan specifies product groups. It does not
specify exact items. Master production schedule details how many end items
will be produced within specified period of time. It breaks the aggregate
production plan into specific product schedules [4].
The master production schedule is the time-phased plan specifying how
many and when the firm plans to build each specific end item [12].
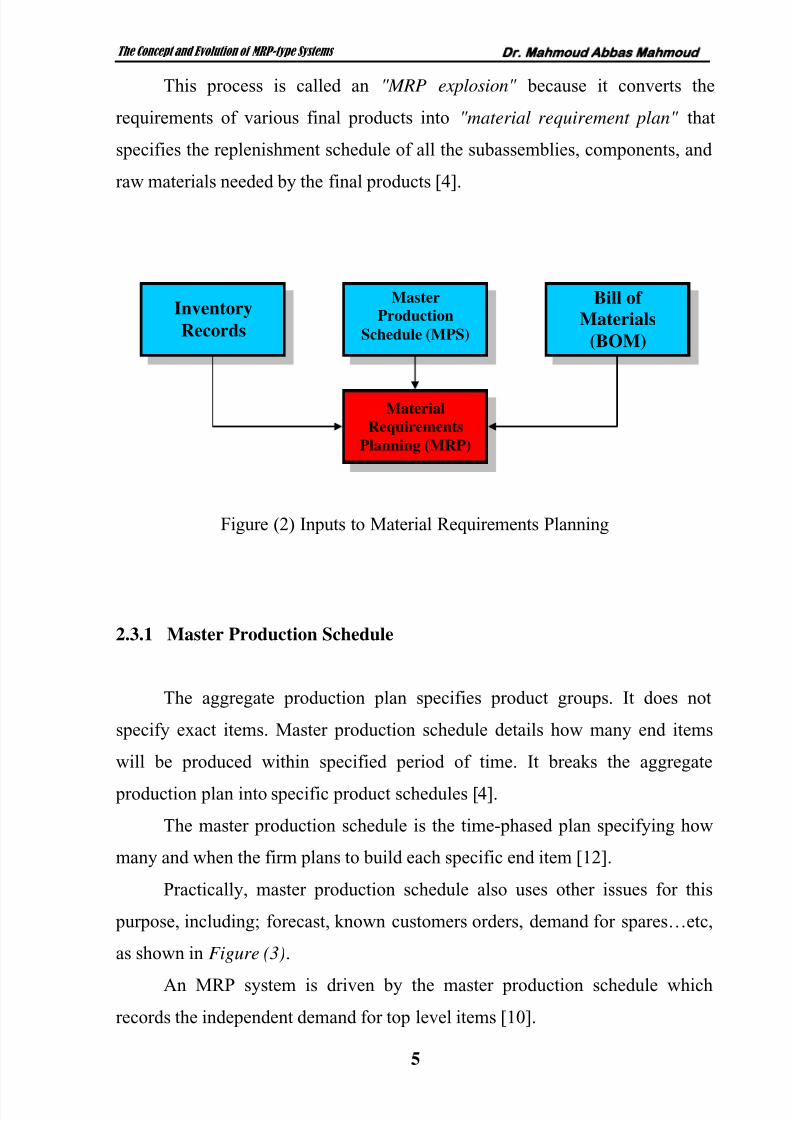
Practically, master production schedule also uses other issues for this
purpose, including; forecast, known customers orders, demand for spares…etc,
as shown in Figure (3).
An MRP system is driven by the master production schedule which
records the independent demand for top level items [10].
Inventory
Records
Master
Production
Schedule (MPS)
Bill of
Materials
(BOM)
Material
Requirements
Planning (MRP)
Figure (2) Inputs to Material Requirements Planning
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 7/51
6
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
Figure (3) Inputs into Master Production Schedule [13]
Typically, with an MRP system, the "planning horizon" refers to the span
of time the master production schedule cover. The minimum length of master
production schedule should be equal to or greater than the longest lead time of
the item in process. The master production schedule separates the planning
horizon into a series of time "periods" or time "buckets" , which are often
expressed in weeks [5], [6]. Also, MRP can be set to plan everything daily or
even hourly instead of weekly [14], [15].
Forecast
Demand
Sister Plant
Demand
Research and
Development
Demand
Exhibitions/
Promotion
Requirements
Safety Stock
Requirements
Spares
Demand
Inventory
Levels
Key CapacityConstraints
Known
Orders
Master
Production
Schedule
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 8/51
7
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
2.3.2 Bill of Materials
Bill of materials contains data for the complete description of a product.
Listing not only the materials, parts, and components but also the sequence in
which the product is created [12].
The nature of this aspect of a bill of materials is clear when considering a
product structure tree, which provides a visual depiction of the subassemblies
and components, needed to assemble a product [5]. The product structure
records contain the bills of materials for the end items in levels representing the
way they are actually manufactured: from raw materials to subassemblies to
assemblies to end items. Some times a product may not be assembled in the way
it is designed. For MRP it is necessary to generate a bill of materials that
represent the way in which the product is manufactured [6].
"Indented bill of materials" show several levels of parts at the same time,
but in "single-level bill of materials" , the details of the relationships between
parts and subassemblies are stored as one single level at a time.
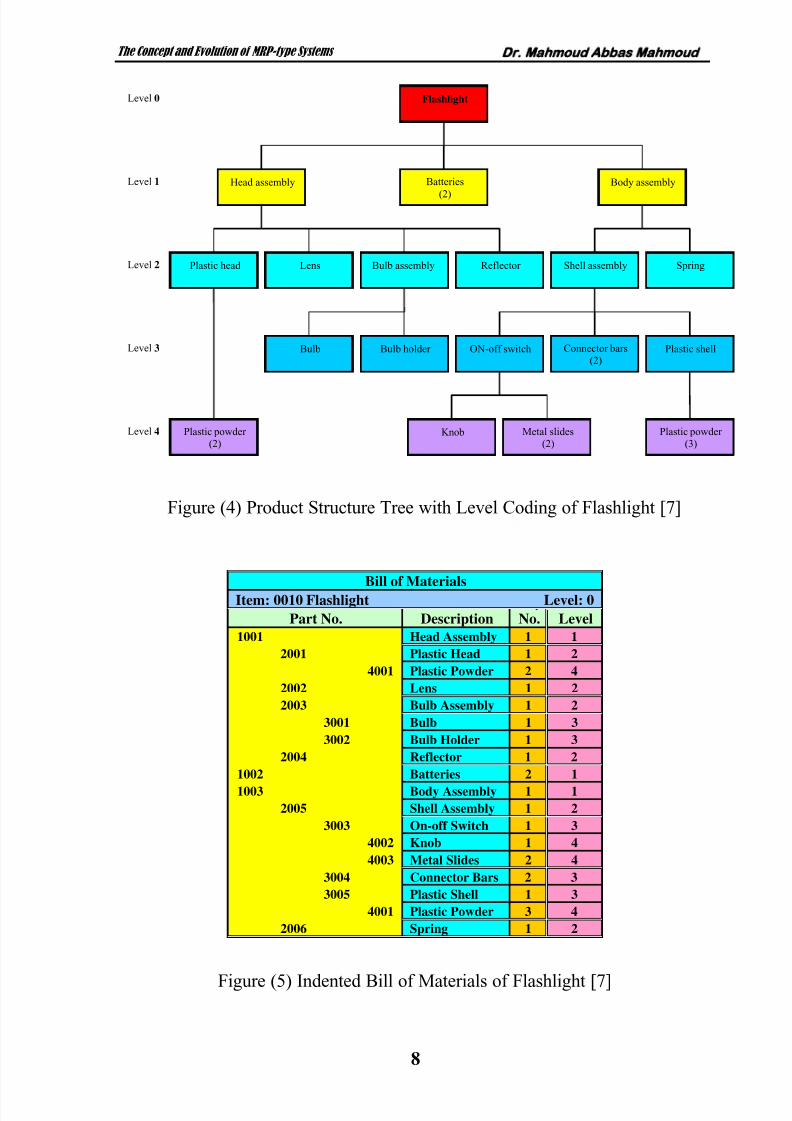
For example, the product structure tree with level coding of a Flashlight is
shown in Figure (4), and its indented bill of materials is shown in Figure (5).
It is clear that the finished product (Flashlight) is said to be at level (0),
the parts and subassemblies that go into Flashlight are at level (1), the parts go
into subassemblies are at level (2), and so on.
Practically, bill of materials is a tool which enables MRP to identify that,
which part and how many or how much is required for any particular item. It is
common that the required quantity is not written when it equals to one unit.
In most manufacturing situations some component parts and many kinds
of raw materials are used in two or more subassemblies and end products. Thus,
their requirements are the sums of requirements being generated from two or
more sources. These several requirements for common use items often are
combined into single orders to vendors or manufacturing lots in order to save onordering and set-up costs [8].
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 9/51
8
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
Bill of Materials
Item: 0010 Flashlight Level: 0
Part No. Description No. Level
1001 Head Assembly 1 1
2001 Plastic Head 1 2
4001 Plastic Powder 2 4
2002 Lens 1 2
2003 Bulb Assembly 1 2
3001 Bulb 1 3
3002 Bulb Holder 1 3
2004 Reflector 1 2
1002 Batteries 2 1
1003 Body Assembly 1 1
2005 Shell Assembly 1 2
3003 On-off Switch 1 3
4002 Knob 1 4
4003 Metal Slides 2 4
3004 Connector Bars 2 3
3005 Plastic Shell 1 3
4001 Plastic Powder 3 4
2006 Spring 1 2
Figure (5) Indented Bill of Materials of Flashlight [7]
Plastic head Lens Bulb assembly SpringShell assemblyReflector
Head assembly Body assemblyBatteries
(2)
Flashlight
Plastic powder(2)
Bulb holder Plastic shellON-off switchBulb
Knob Metal slides(2)
Plastic powder(3)
Connector bars(2)
Figure (4) Product Structure Tree with Level Coding of Flashlight [7]
Level 0
Level 1
Level 2
Level 3
Level 4
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 10/51
9
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
Here it is important to pay attention to bring all identical items or parts
down to their lowest common level during constructing the structure tree of any
product. This is a rule referred to as "low-level coding" . The low level coding
rule is applied in Figure (4) by bringing down plastic powder from level (3) to
level (4).
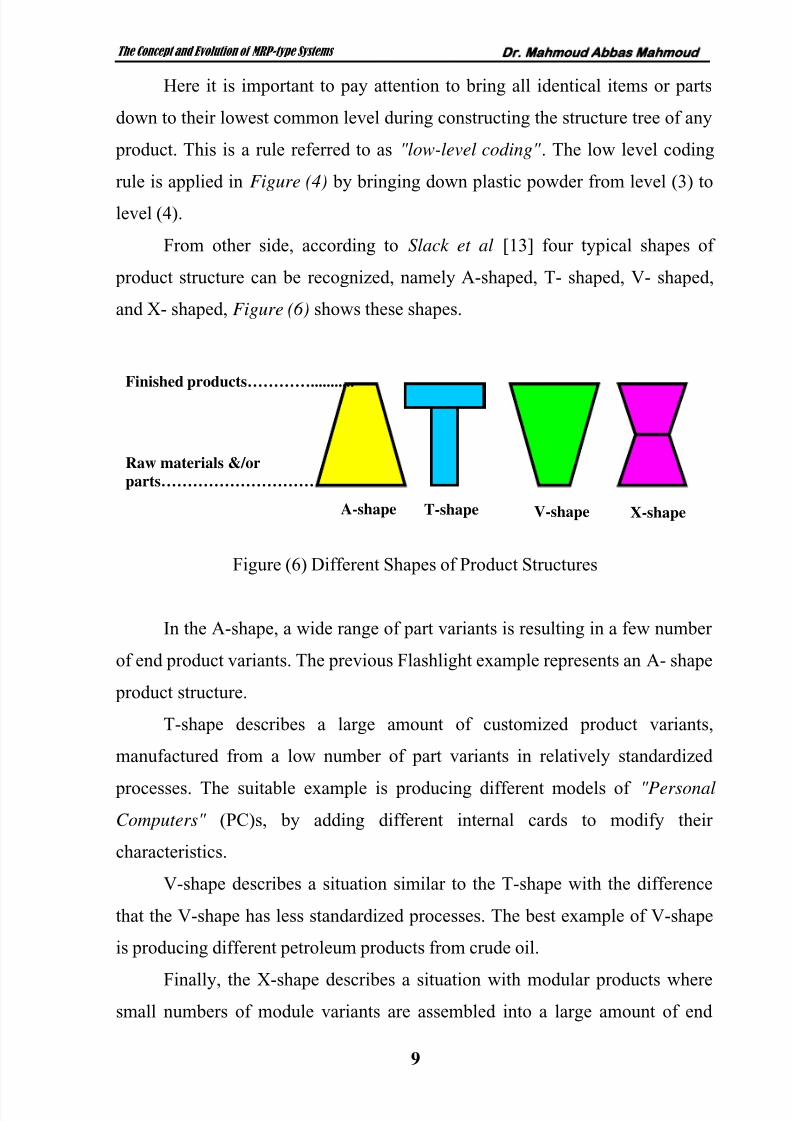
From other side, according to Slack et al [13] four typical shapes of
product structure can be recognized, namely A-shaped, T- shaped, V- shaped,
and X- shaped, Figure (6) shows these shapes.
Figure (6) Different Shapes of Product Structures
In the A-shape, a wide range of part variants is resulting in a few number
of end product variants. The previous Flashlight example represents an A- shape
product structure.
T-shape describes a large amount of customized product variants,
manufactured from a low number of part variants in relatively standardized
processes. The suitable example is producing different models of "Personal
Computers" (PC)s, by adding different internal cards to modify their
characteristics.
V-shape describes a situation similar to the T-shape with the difference
that the V-shape has less standardized processes. The best example of V-shape
is producing different petroleum products from crude oil.
Finally, the X-shape describes a situation with modular products wheresmall numbers of module variants are assembled into a large amount of end
Finished products…………...........
Raw materials &/or
parts…………………………
T-shape V-shape X-shapeA-shape
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 11/51
10
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
product variants. The modules are however manufactured from a wider range of
part variants. The typical example of this type is manufacturing of cars with
different options may be its number in the thousands from much less number of
original models.
2.3.3 Inventory Records
The inventory records in a computerized system can be quite lengthy.
Each item in inventory is carried as a separate file, and the range of details
carried about on item is almost limitless [12]. The inventory records file
contains three segments [3], [16]:-
1. Item master data segment.
2. Inventory status segment.
3. Subsidiary data segment.
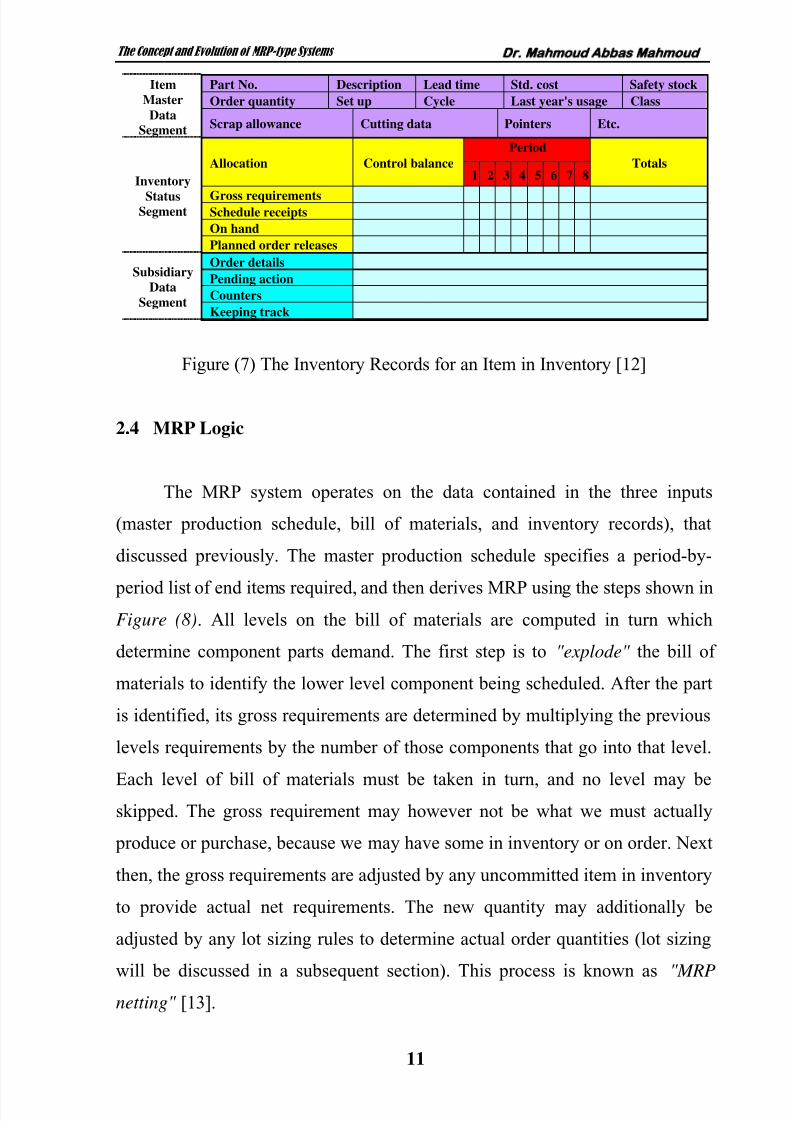
The first segment is "item master" data segment includes the item's
identification, part number, and other data, such as lead time, cost, and order
quantity. The second segment is "inventory status" segment provides a time-
phased record of inventory status. In MRP it is important to know not only the
current level of inventory, but also the future changes that will occur against the
inventory status. Therefore, the inventory status segment lists the gross
requirements for the item, scheduled receipts, on-hand status, and planned- order
releases. The third file segment "subsidiary data" segment contains
miscellaneous information pertaining to purchase orders, scrap or rejects,
engineering change actions, and so forth.
However, the type of data contained in the records for a given item would
typically include the categories shown in Figure (7).
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 12/51
11
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
Item
Master
Data
Segment
Part No. Description Lead time Std. cost Safety stock
Order quantity Set up Cycle Last year's usage Class
Scrap allowance Cutting data Pointers Etc.
Inventory
StatusSegment
Allocation Control balance
Period
Totals1 2 3 4 5 6 7 8
Gross requirementsSchedule receipts
On hand
Planned order releases
Subsidiary
Data
Segment
Order details
Pending action
Counters
Keeping track
Figure (7) The Inventory Records for an Item in Inventory [12]
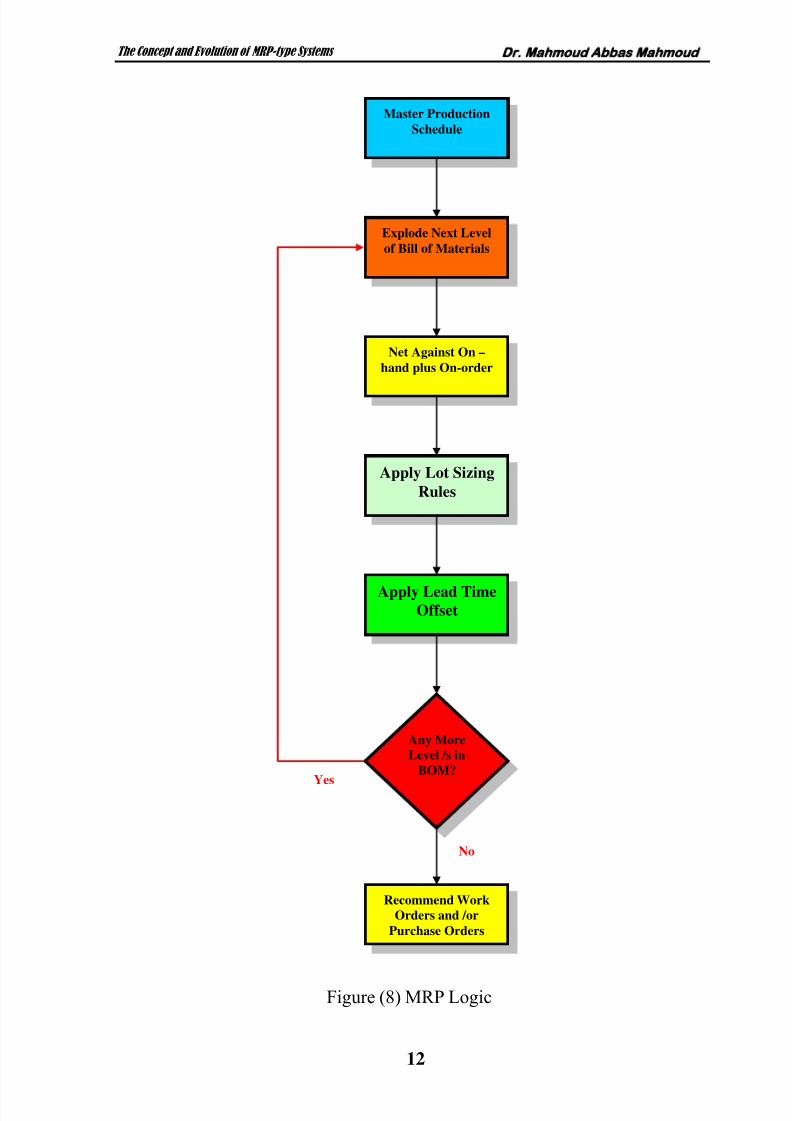
2.4 MRP Logic
The MRP system operates on the data contained in the three inputs
(master production schedule, bill of materials, and inventory records), that
discussed previously. The master production schedule specifies a period-by-
period list of end items required, and then derives MRP using the steps shown in
Figure (8). All levels on the bill of materials are computed in turn which
determine component parts demand. The first step is to "explode" the bill of
materials to identify the lower level component being scheduled. After the part
is identified, its gross requirements are determined by multiplying the previous
levels requirements by the number of those components that go into that level.
Each level of bill of materials must be taken in turn, and no level may beskipped. The gross requirement may however not be what we must actually
produce or purchase, because we may have some in inventory or on order. Next
then, the gross requirements are adjusted by any uncommitted item in inventory
to provide actual net requirements. The new quantity may additionally be
adjusted by any lot sizing rules to determine actual order quantities (lot sizing
will be discussed in a subsequent section). This process is known as "MRP
netting" [13].
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 13/51
12
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
Figure (8) MRP Logic
Master Production
Schedule
Apply Lot Sizing
Rules
Net Against On –
hand plus On-order
Recommend Work
Orders and /or
Purchase Orders
Explode Next Level
of Bill of Materials
Apply Lead TimeOffset
Any More
Level /s in
BOM?
No
Yes
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 14/51
13
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
After the order quantity is determined, it is scheduled by subtracting the
lead time of the component from its due date. Its due date is the date it is
required to produce its next higher level in bill of materials. Thus all dependent
component orders can be scheduled in turn by cycling each level through the
MRP logic.
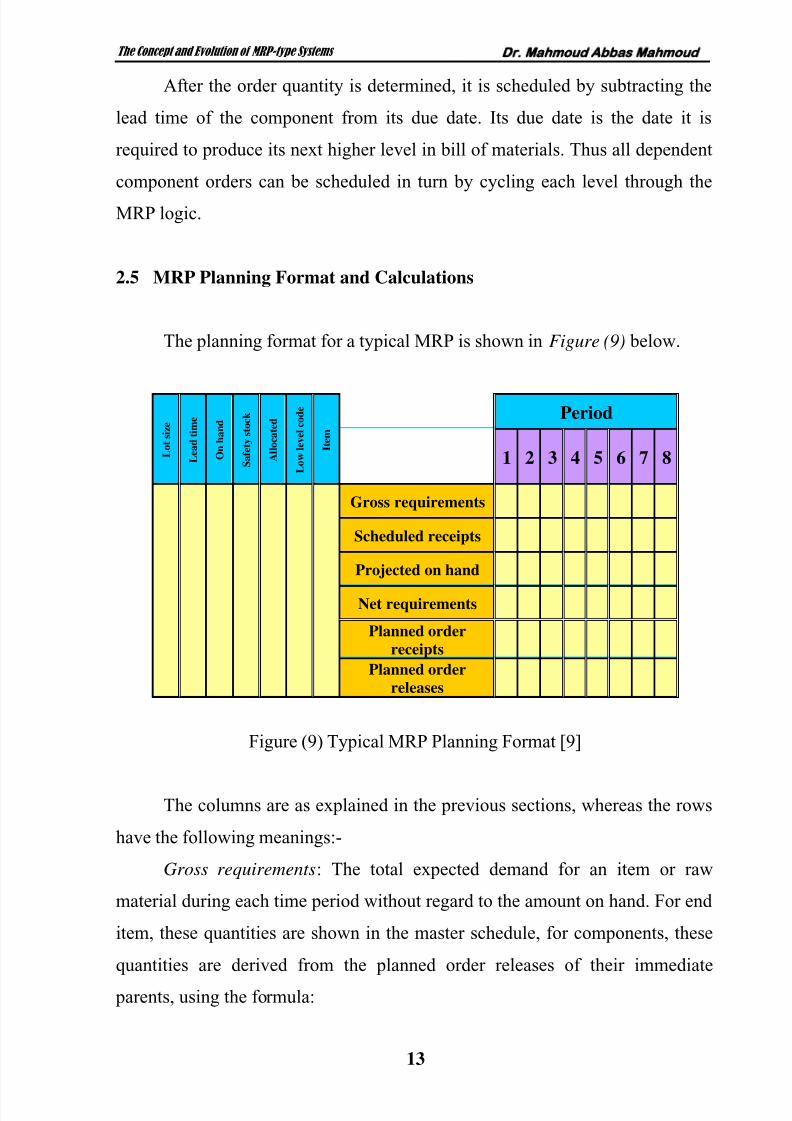
2.5 MRP Planning Format and Calculations
The planning format for a typical MRP is shown in Figure (9) below.
L o t s i z e
L e a d t i m e
O n h a n d
S a f e t y s t o c k
A l l o c a t e d
L o w l e v e l c o d e
I t e m
Period
1 2 3 4 5 6 7 8
Gross requirements
Scheduled receipts
Projected on hand
Net requirements
Planned order
receipts
Planned order
releases
Figure (9) Typical MRP Planning Format [9]
The columns are as explained in the previous sections, whereas the rows
have the following meanings:-
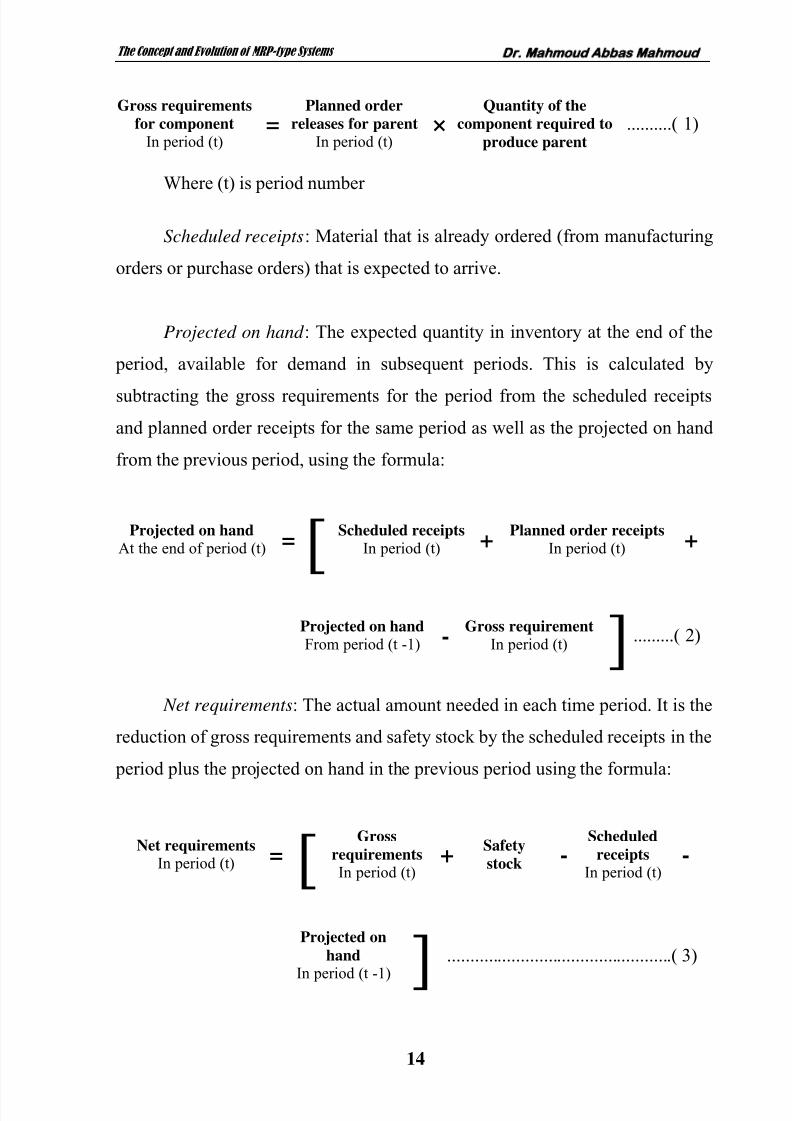
Gross requirements: The total expected demand for an item or raw
material during each time period without regard to the amount on hand. For end
item, these quantities are shown in the master schedule, for components, these
quantities are derived from the planned order releases of their immediate
parents, using the formula:
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 15/51
14
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
Gross requirements
for component
In period (t)=
Planned order
releases for parent
In period (t)×
Quantity of the
component required to
produce parent..........( 1)
Where (t) is period number
Scheduled receipts: Material that is already ordered (from manufacturing
orders or purchase orders) that is expected to arrive.
Projected on hand : The expected quantity in inventory at the end of the
period, available for demand in subsequent periods. This is calculated by
subtracting the gross requirements for the period from the scheduled receipts
and planned order receipts for the same period as well as the projected on hand
from the previous period, using the formula:
Projected on hand
At the end of period (t) = [ Scheduled receipts
In period (t) +Planned order receipts
In period (t) +
Projected on hand
From period (t -1) -Gross requirement
In period (t) ] .........( 2)
Net requirements: The actual amount needed in each time period. It is the
reduction of gross requirements and safety stock by the scheduled receipts in the
period plus the projected on hand in the previous period using the formula:
Net requirementsIn period (t) = [
Gross
requirementsIn period (t)
+Safety
stock -Scheduled
receiptsIn period (t)
-
Projected on
handIn period (t -1)
].................................................( 3)
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 16/51
15
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
Planned order receipts: The size of the planned order and when it is
needed. This appears in the same time period as the net requirements, but the
size is modified by the appropriate lot sizing rules. Under lot-for-lot ordering,
this quantity will equal net requirements. Under other lot-size ordering, this
quantity may exceed net requirements. Any excess is added to the projected on
hand inventory.
Planned order releases: When the order should be released so the items
are available when needed by the parent. This is the same as the planned order
receipts offset for lead times plus safety lead time, using the formula:
Planned order releasesIn period (t -lead time - safety lead time) = Planned order receipts
In period (t).................( 4)
Planned order releases at one level generate material requirements at
lower levels. When an order is executed, it is removed from planned order
releases and entered in the scheduled receipts. Planned order releases show the
what, how much, and when of MRP.
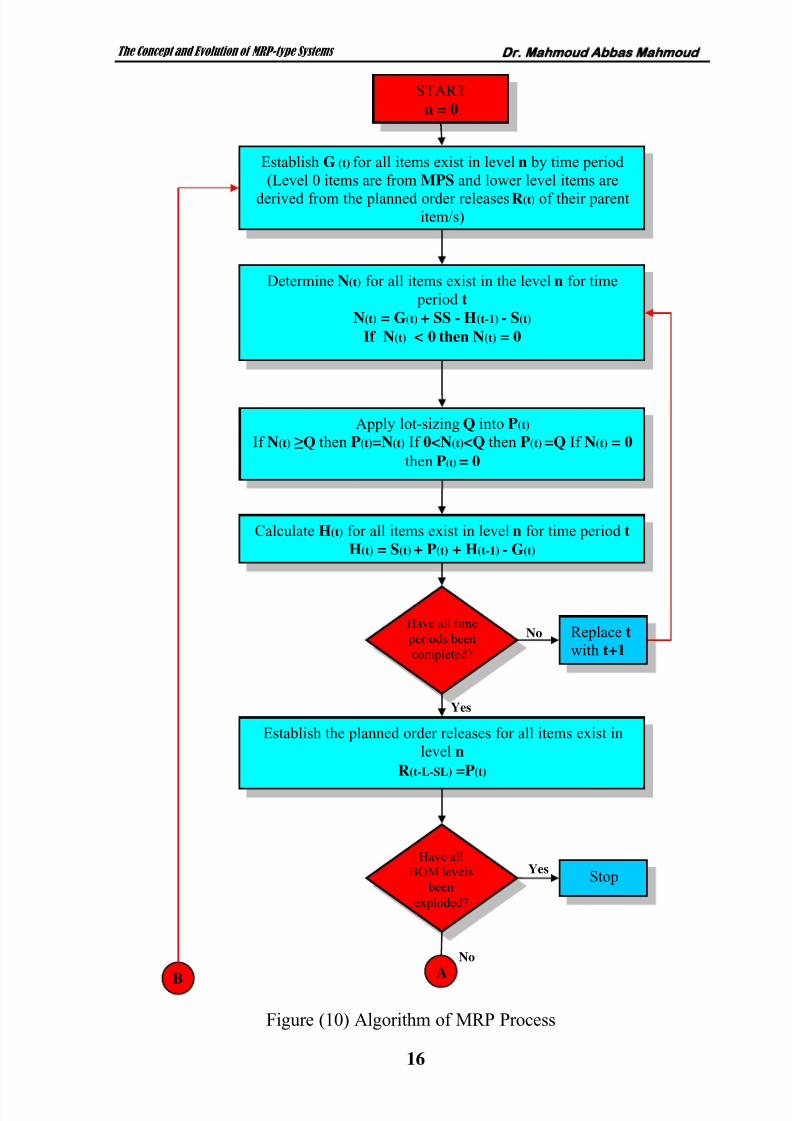
2.6 MRP Algorithm
The preceding two sections show that the logic and calculations required
in the MRP process are not complicated. They involve only simple arithmetic.
Practically, the logic and calculations of MRP process can be outlined by
the algorithm shown in Figure (10).
The steps of MRP are relatively straightforward, but they clearly require
computers to apply for large numbers of products and subassemblies, in addition
to the number of parts involved which can be in the thousands.
Requirements generation, inventory control, time phasing of orders and
capacity requirements all clearly need to be coordinated. This job can be done
and controlled only by computers.
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 17/51
16
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
START
n = 0
Establish G (t) for all items exist in level n by time period(Level 0 items are from MPS and lower level items are
derived from the planned order releases R(t) of their parentitem/s)
Determine N(t) for all items exist in the level n for time period t
N(t) = G(t) + SS - H(t-1) - S(t)
If N(t) < 0 then N(t) = 0
Apply lot-sizing Q into P(t) If N(t) ≥Q then P(t)=N(t) If 0<N(t)<Q then P(t) =Q If N(t) = 0
then P(t) = 0
Calculate H(t) for all items exist in level n for time period t H(t) = S(t) + P(t) + H(t-1) - G(t)
Have all time periods beencompleted?
Replace t
with t+1 No
Establish the planned order releases for all items exist inlevel n
R(t-L-SL) =P(t)
Have allBOM levels
been
exploded?
Stop
No
Yes
Yes
AB
Figure (10) Algorithm of MRP Process
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 18/51
17
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
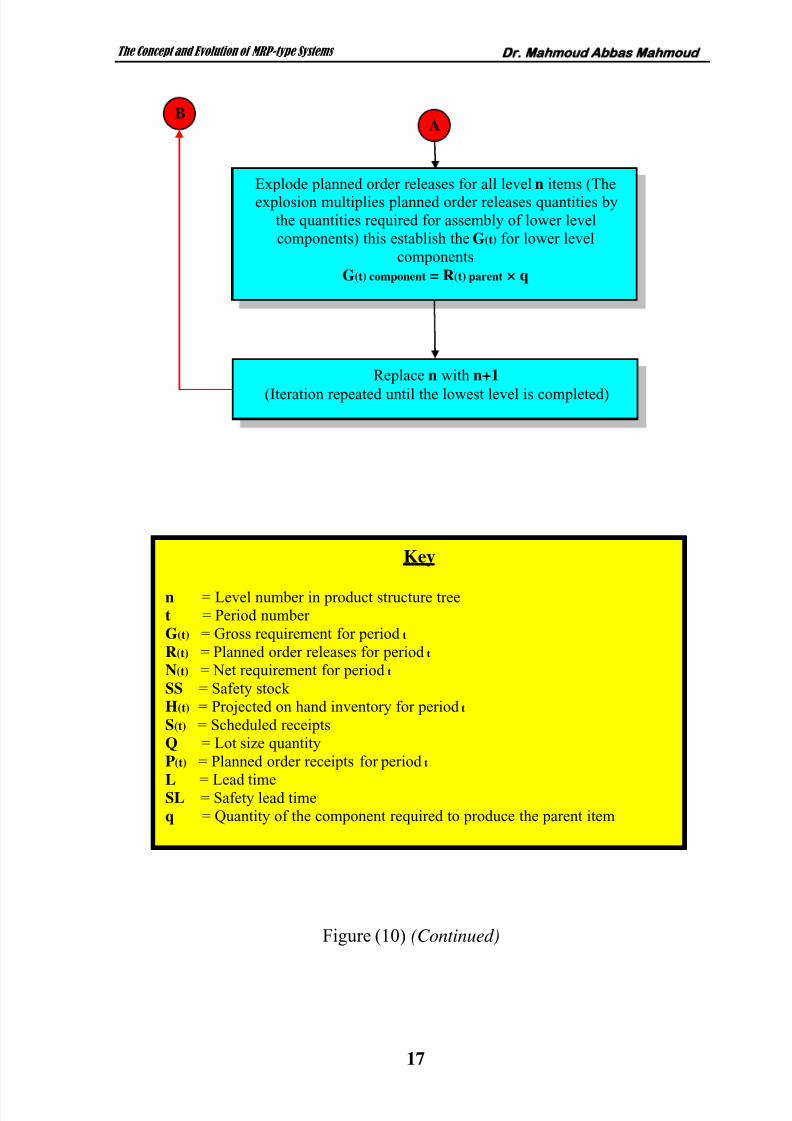
Explode planned order releases for all level n items (The
explosion multiplies planned order releases quantities bythe quantities required for assembly of lower levelcomponents) this establish the G(t) for lower level
components
G(t) component = R(t) parent × q
Replace n with n+1
(Iteration repeated until the lowest level is completed)
AB
Key
n = Level number in product structure treet = Period number G(t) = Gross requirement for period t R(t) = Planned order releases for period t N(t) = Net requirement for period t SS = Safety stockH(t) = Projected on hand inventory for period t S(t) = Scheduled receiptsQ = Lot size quantityP(t) = Planned order receipts for period t
L = Lead timeSL = Safety lead timeq = Quantity of the component required to produce the parent item
Figure (10) (Continued)
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 19/51
18
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
2.7 Lot Sizing in MRP
An MRP system is an excellent way to determine production schedules
and net requirements. However, whenever we have a net requirement, a decision
must be made about how much to order. This decision is called lot sizing
decision. Commercial MRP software usually includes the choice of several lot
sizing rules. These rules are ranging from relatively simple procedure to very
complicated algorithms.
The selection of which rule to use is depends on the inventory policies of
the individual firm, the value of the individual item, and management
philosophy. Lot sizing procedures and calculations are well discussed in relevant
literature such as; [3], [4], [10], [14], [17]. However, the ten popular lot sizing
rules are:
1. Lot for Lot
2. Fixed Order Quantity
3. Economic Order Quantity
4. Fixed Period Requirements
5. Periodic Order Quantity
6. Wagner-Whitin Algorithm
7. Silver-Meal Heuristic Procedure
8. Least Unit Cost
9. Least Total Cost
10. Part-Period Balancing
However, the most applicable three rules - Lot for Lot, Fixed Order
Quantity, and Economic Order Quantity - will be reviewed in the following
three sections;
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 20/51
19
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
2.7.1 Lot for Lot
Lot for lot (LFL) is the simplest of the lot sizing rules and involves the
direct translation of net requirements into order quantities. This rule ensures that
the planned order is just large enough to prevent a shortage in the single period
it covers. The aim of this rule is to minimize inventory levels.
2.7.2 Fixed Order Quantity
Fixed Order Quantity (FOQ) rule is quite frequently used in practice. This
rule maintains the same order quantity each time an order is issued. The fixed lot
size quantity may be set for an item based on local constraints around
packaging, material handling or minimum purchase quantity.
2.7.3 Economic Order Quantity
Large batch sizes result in high inventory levels which are, of course,
expensive in terms of the cost of capital tied up in inventory. Small batches
imply a proportionately lower inventory cost. However, there is a set-up cost
incurred with the placing of an order or the start-up of a batch on a machine.
This set-up cost (for manufactured items) or ordering cost (for purchased items)
must be distributed over the batch or order size. If set-up or ordering costs are
high then we may need to resort to larger batches to reduce the "per unit cost" of
set-up and thereby incur larger inventory costs. It is clear, therefore, that there is
a tradeoff between order or set-up costs and inventory costs. The Economic
Order Quantity (EOQ) rule is simply a mathematical expression of this tradeoff
and reflects the minimum total cost of holding stock and set-up. The EOQ can
be calculated using the following formula [10]:
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 21/51
20
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
EOQ =)(
))((2
Hc
DSc .........................................( 5)
Where EOQ = the economic batch or order sizeSc = set-up cost per batch or ordering cost per orderD = the annual demand for the itemHc = inventory holding cost, on annual basis per unit
2.8 Shrinkage Allowances Calculations in MRP
Sometimes net requirement quantity needs to be modified to include an
extra amount of material to cover the percentage of loss whenever it is expected
during manufacturing operations due to any cause such as scrap or wastage. This
percentage of loss is called "shrinkage factor" . MRP systems do the required
modification by multiplying the net requirement by the outcome of One plus
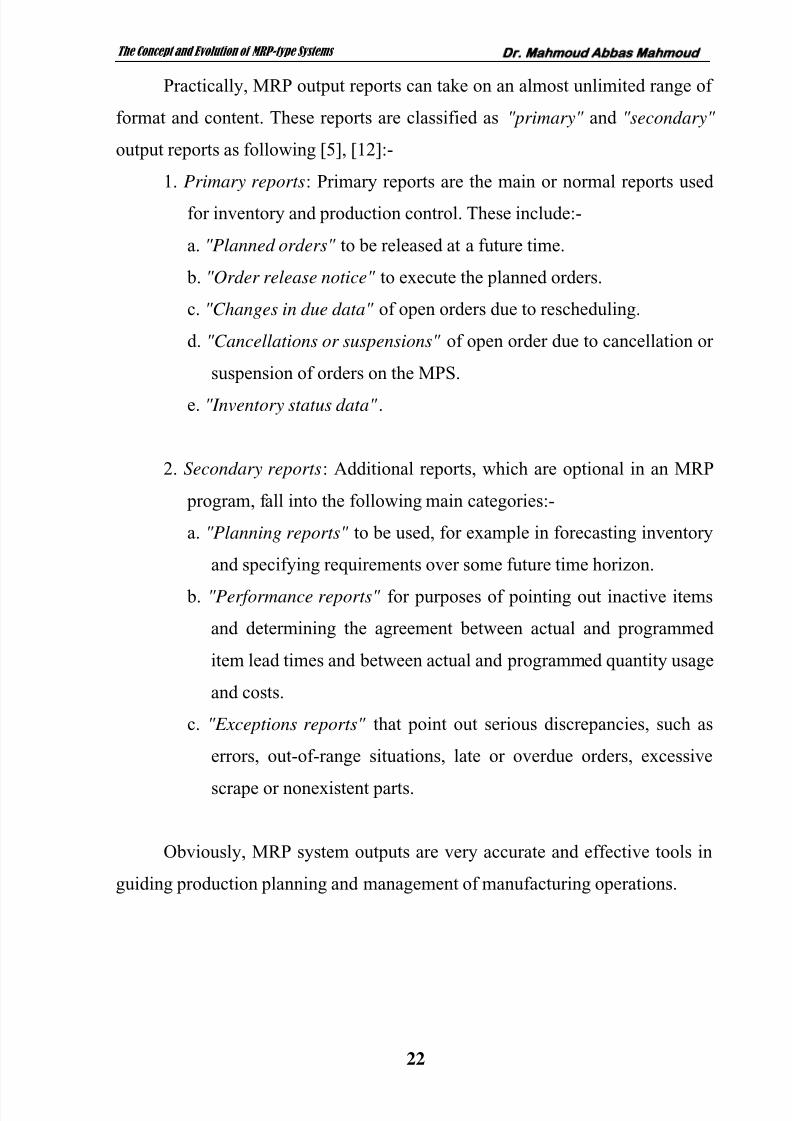
shrinkage factor. So, net requirements after modification can be calculated using
the formula:
Net
requirementsAfter
modification
= [Net
requirementsBefore
modification] × [ 1 +
Shrinkage
factor ] ....( 6)
Some MRP systems do the required modification by dividing the net
requirement by the outcome of subtracting shrinkage factor from One. So, net
requirements after modification can be calculated using the formula [13]:
Net
requirements
Aftermodification
= [Net
requirements
Beforemodification
] ÷ [ 1 -Shrinkage
factor ] ....( 7)
Practically, the difference between the results generated from using the
two formulas is very slight especially when the net requirement quantity issmall. However, in all cases, the extra amount which is included in planned
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 22/51
21
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
order releases is expected to be lost during manufacturing operations. Hence, the
expected quantity to be receipted is equal to the net requirement before
modification.
2.9 Outputs of MRP
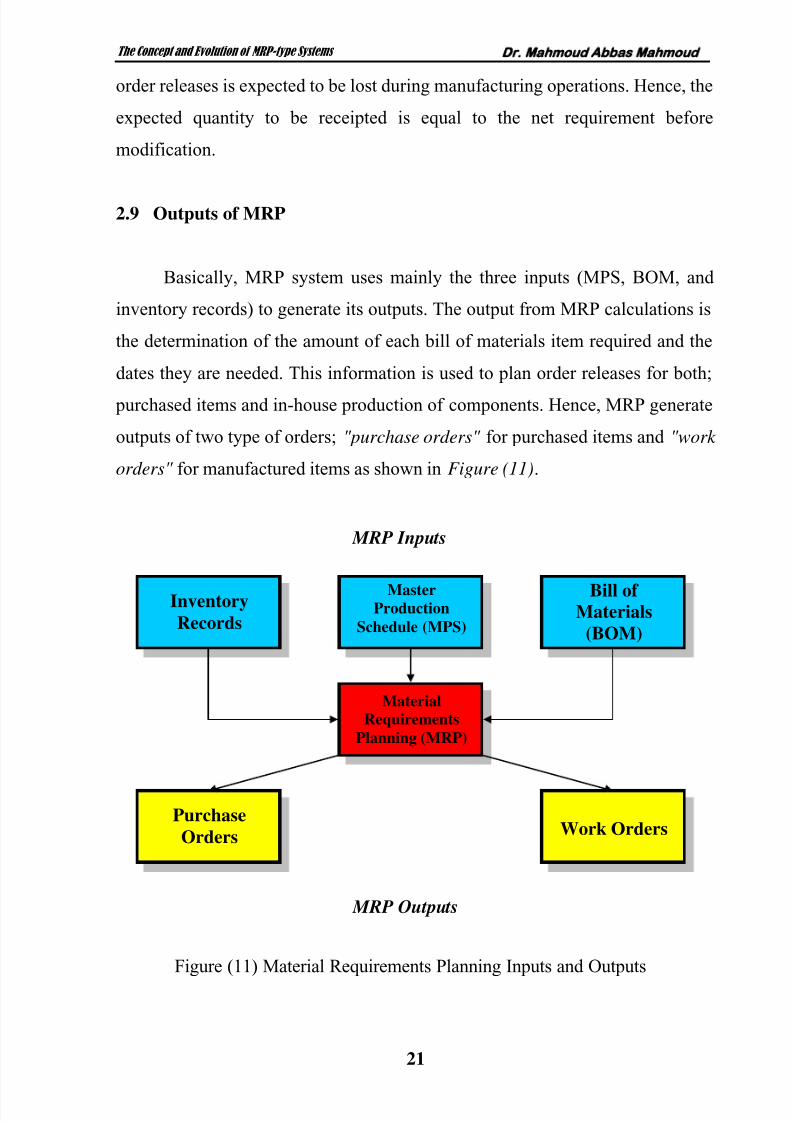
Basically, MRP system uses mainly the three inputs (MPS, BOM, and
inventory records) to generate its outputs. The output from MRP calculations is
the determination of the amount of each bill of materials item required and the
dates they are needed. This information is used to plan order releases for both;
purchased items and in-house production of components. Hence, MRP generate
outputs of two type of orders; "purchase orders" for purchased items and "work
orders" for manufactured items as shown in Figure (11).
Inventory
Records
MasterProduction
Schedule (MPS)
Bill ofMaterials
(BOM)
Material
Requirements
Planning (MRP)
Purchase
Orders Work Orders
MRP Inputs
MRP Outputs
Figure (11) Material Requirements Planning Inputs and Outputs
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 23/51
22
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
Practically, MRP output reports can take on an almost unlimited range of
format and content. These reports are classified as "primary" and "secondary"
output reports as following [5], [12]:-
1. Primary reports: Primary reports are the main or normal reports used
for inventory and production control. These include:-
a. "Planned orders" to be released at a future time.
b. "Order release notice" to execute the planned orders.
c. "Changes in due data" of open orders due to rescheduling.
d. "Cancellations or suspensions" of open order due to cancellation or
suspension of orders on the MPS.
e. "Inventory status data" .
2. Secondary reports: Additional reports, which are optional in an MRP
program, fall into the following main categories:-
a. "Planning reports" to be used, for example in forecasting inventory
and specifying requirements over some future time horizon.
b. "Performance reports" for purposes of pointing out inactive items
and determining the agreement between actual and programmed
item lead times and between actual and programmed quantity usage
and costs.
c. "Exceptions reports" that point out serious discrepancies, such as
errors, out-of-range situations, late or overdue orders, excessive
scrape or nonexistent parts.
Obviously, MRP system outputs are very accurate and effective tools in
guiding production planning and management of manufacturing operations.
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 24/51
23
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
2.10 Updating of MRP
MRP is not a static type system. It is working in the dynamic situations. It
must be able to effectively cope possible changes. These changes include [18]:-
1. Changes in the master schedule or in direct external demand for
components.
2. Identified discrepancies in inventory records.
3. Change in machines availability (for example, due to breakdowns).
4. Actual completion time or quantity different from planned.
5. Engineering changes in product structure (bill of materials).
6. Changes in costs, lead times, etc.
Practically, there are two methods of updating the system. These are [9]
[10] [19]:-
1. Regeneration.
2. Net change.
2.10.1 Regeneration
Regeneration method, involves literally throwing away the previous plan
and starting over with a new master schedule and totally re-explodes it down
through all the bills of materials to generate valid priorities, net requirements,
and planned orders are completely regenerated at that time. In the regeneration
method the entire MRP process is carried out once per period (typically one
week) using batch processing computer technique [18].
2.10.2 Net Changes
Net change method, involves rework the plan and introducing into themaster schedule only those changes which have occurred since the last plan was
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 25/51
24
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
made. The net change method tends to be preferred in most dynamic
manufacturing situations [10], [19].
2.11 Pegging
If an item is used as a component of several other items then the use of
MRP will leads to gross requirements on this item that are generated from a
number of sources [18].
In some circumstances, it may be important to know which items
generated which amounts of these requirements.
Pegging allows the users of MRP to identify the sources of demand for a
particular component's gross requirements [10].
These gross requirements are originate either from its parent
subassemblies or from independent demand in the master schedule, or from the
direct external demand for components.
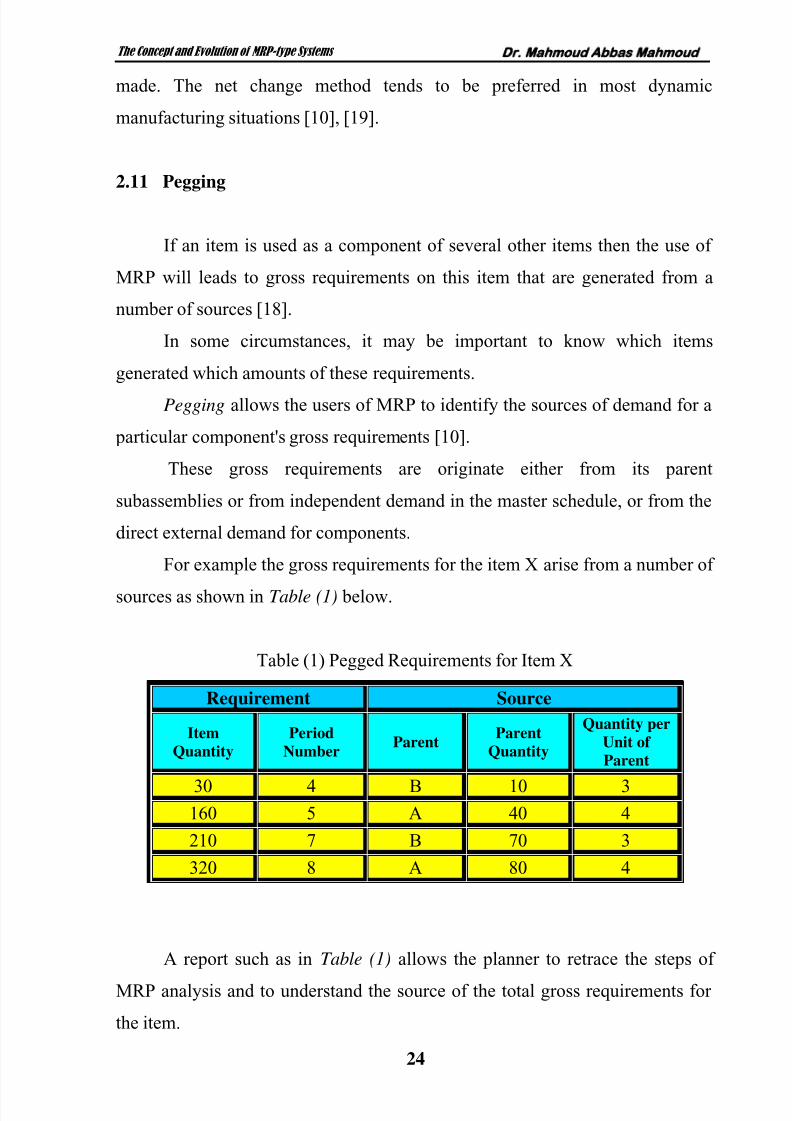
For example the gross requirements for the item X arise from a number of
sources as shown in Table (1) below.
Table (1) Pegged Requirements for Item X
Requirement Source
Item
Quantity
Period
NumberParent
Parent
Quantity
Quantity per
Unit of
Parent
30 4 B 10 3160 5 A 40 4
210 7 B 70 3
320 8 A 80 4
A report such as in Table (1) allows the planner to retrace the steps of
MRP analysis and to understand the source of the total gross requirements for
the item.
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 26/51
25
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
Pegging is a selective "where-used" file and its information can be used to
trace the impact of a material problem all the way up to the order it will effect
[17], [20].
Pegging technique is useful in the circumstances of an unexpected event,
such as a supplier being unable to deliver in the planning lead time. By retracing
the original calculations the user can detect which orders are likely to be
affected then identify appropriate remedial action/s.
2.12 Benefits of MRP
MRP users reported many benefits among these [11]:-
1. Reduction in inventory.
2. Improved customer service.
3. Quicker response to changes in demand and in the MPS.
4. Reduce set-up and product changeover costs.
5. Better machine utilization.
6. Increased sales and reduction in sales price.
2.13 Limitations of MRP
It is great that MRP is a super power computerized tool offering its users
the benefits listed hereabove, but they faced the following limitations in
Practice:-
1. It assumed the infinite capacity is available, and that suppliers always
delivered correctly and at time. It caused the MRP processor to
generate schedules and requirements that could not be accomplished
by the factory.
2. It is an "open-loop" system that sent plans to purchasing and production
personnel but could not receive feed back. As a result, adjustmentcould not be made to plans in order to keep the schedules valid.
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 27/51
26
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
3. It generates valid schedules in the sense that they follow logically from
the demand. But practically after planned orders are lunched, some of
planning factors may be changed.
4. When any change in demand fed to the system, it became "nervous"
and causes an excessive amount of re-planning.
3- Evolution Stage II: Closed-loop MRP
MRP was initially developed without any capacity checks or input from
other departments. Thus, the production plan often was not believable to anyone
outside of production function. "Closed-loop MRP" is an enhancement that
includes capacity checks. Which are used interactively with the master
production schedule and the component production plans (from MRP), to
generate feasible schedules [18].
Closed-loop MRP made feedback possible by including schedule,
rescheduling actions and "Shop Floor Control" (SFC)*, thus it "closed the loop"
to overcome the fundamental weakness of "open-loop MRP" .
3.1 The Structure of Closed-loop MRP
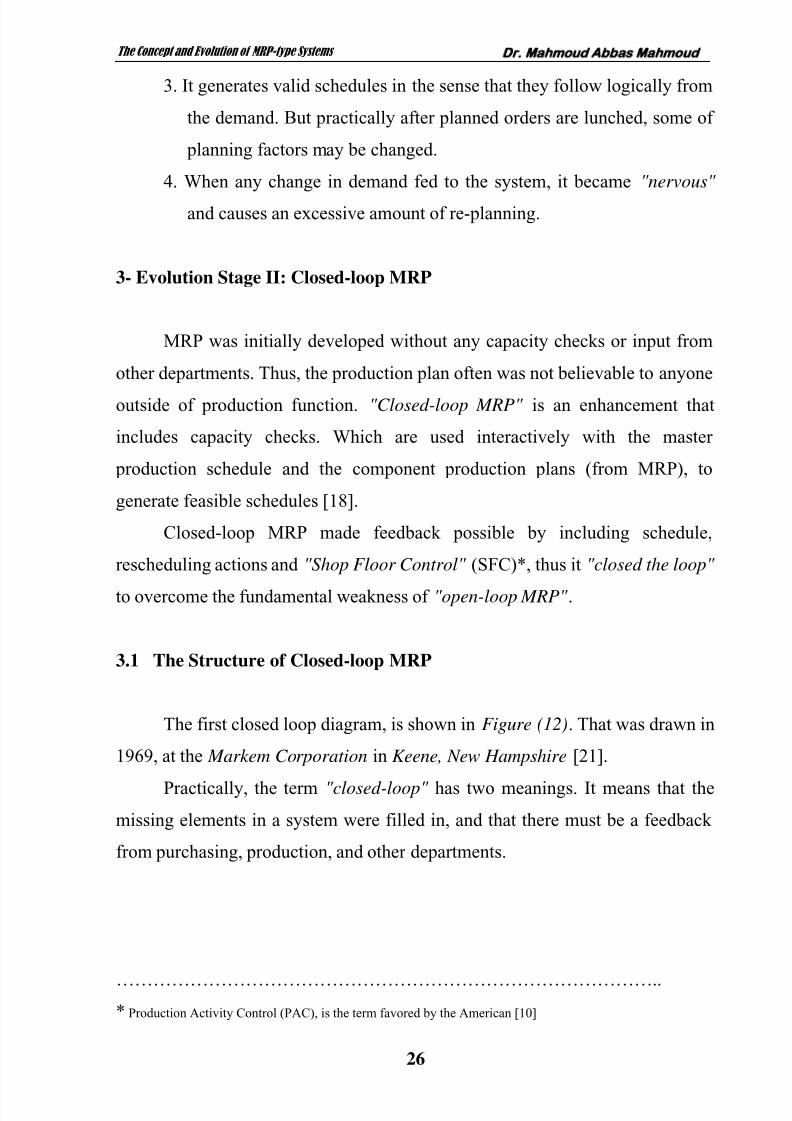
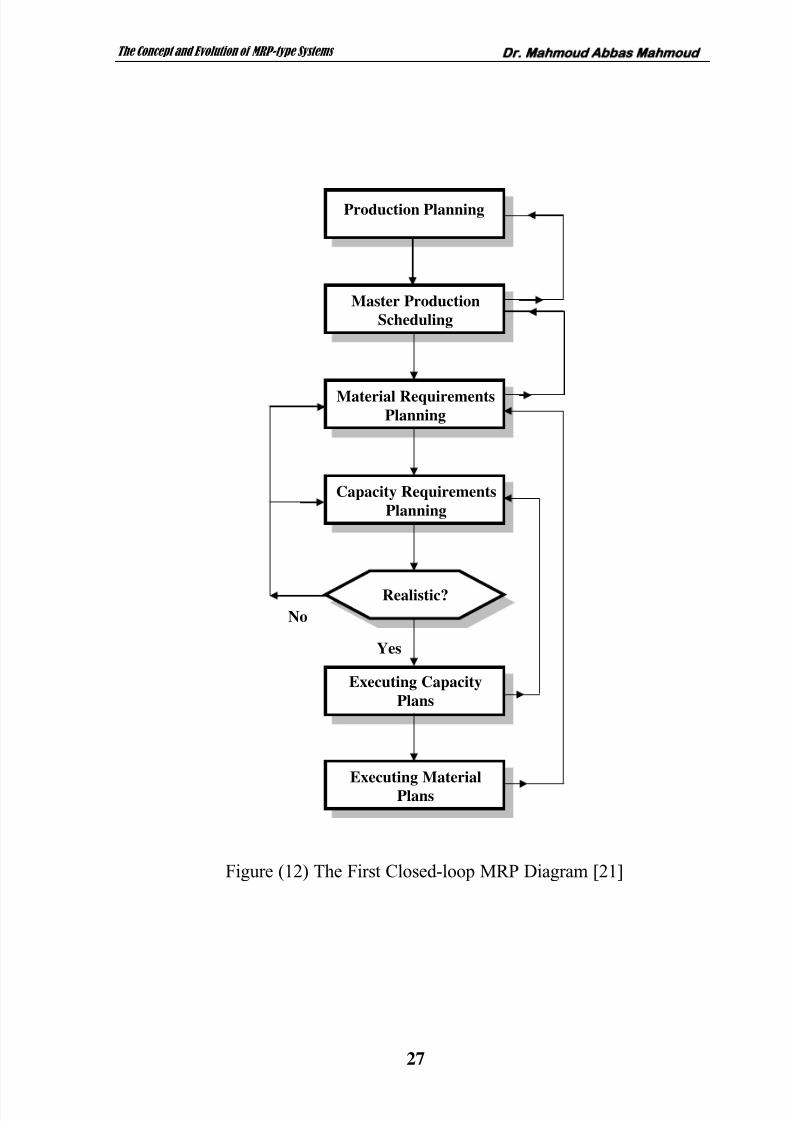
The first closed loop diagram, is shown in Figure (12). That was drawn in
1969, at the Markem Corporation in Keene, New Hampshire [21].
Practically, the term "closed-loop" has two meanings. It means that the
missing elements in a system were filled in, and that there must be a feedback
from purchasing, production, and other departments.
……………………………………………………………………………..* Production Activity Control (PAC), is the term favored by the American [10]
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 28/51
27
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
Yes
No
Production Planning
Master Production
Scheduling
Material RequirementsPlanning
Capacity Requirements
Planning
Realistic?
Executing Capacity
Plans
Executing Material
Plans
Figure (12) The First Closed-loop MRP Diagram [21]
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 29/51
28
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
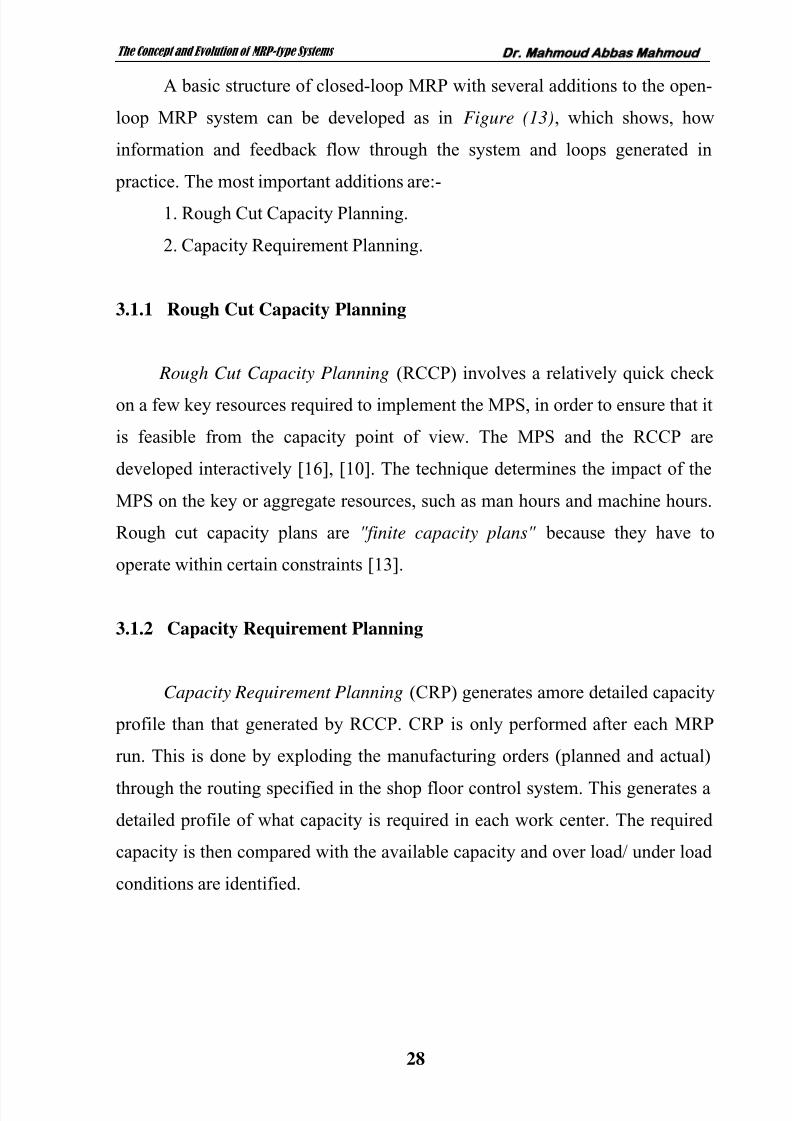
A basic structure of closed-loop MRP with several additions to the open-
loop MRP system can be developed as in Figure (13), which shows, how
information and feedback flow through the system and loops generated in
practice. The most important additions are:-
1. Rough Cut Capacity Planning.
2. Capacity Requirement Planning.
3.1.1 Rough Cut Capacity Planning
Rough Cut Capacity Planning (RCCP) involves a relatively quick check
on a few key resources required to implement the MPS, in order to ensure that it
is feasible from the capacity point of view. The MPS and the RCCP are
developed interactively [16], [10]. The technique determines the impact of the
MPS on the key or aggregate resources, such as man hours and machine hours.
Rough cut capacity plans are "finite capacity plans" because they have to
operate within certain constraints [13].
3.1.2 Capacity Requirement Planning
Capacity Requirement Planning (CRP) generates amore detailed capacity
profile than that generated by RCCP. CRP is only performed after each MRP
run. This is done by exploding the manufacturing orders (planned and actual)
through the routing specified in the shop floor control system. This generates a
detailed profile of what capacity is required in each work center. The required
capacity is then compared with the available capacity and over load/ under load
conditions are identified.
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 30/51
29
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
Master
Production
Schedule (MPS)
Figure (13) The Basic Structure of Closed-Loop MRP with FeedbackLoops
Bill of
Materials
(BOM)
Material
Requirements
Planning (MRP)
Purchase
Orders
Work
Orders
Inventory
Records
Capacity
Requirement
Planning (CRP)
AggregateProduction
Planning
Demand
Management
Rough Cut
Capacity
Planning
(RCCP)
ExecutionPurchasing
ExecutionShop Floor
Control (SFC)
Routing &
Work
Centers
Information
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 31/51
30
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
Practically, CRP does not facilitate interactive planning and it is used
primarily as a verification tool [10]. Capacity requirement plans are "infinite
capacity plans" insomuch as they do not take the capacity constraints of each
machine or work center into account. If this load is lumpy it may be smoothed
by re-planning to a "finite capacity" or by allocating temporary resources to the
work center [13].
3.2 How Closed-loop MRP Work
The sequence of events that might take place in this type of MRP systems
is as follows:-
1. The planner "master production scheduler" constructs the master
production schedule from the view of the aggregate production
planning.
2. The master production schedule passes information to the rough cut
capacity planning module for evaluation.
3. The rough cut capacity planning gives feedback on the
realism/achievability of the master production schedule.
4. The master production scheduler continues to use this information loop,
modifying the master production schedule until it is been achievable.
5. The revised master production schedule then drives (MRP), which
calculates/recalculates all purchasing and manufacturing needed to
fulfill the master production schedule.
6. All orders to be manufactured in-house are passed to capacity
requirement planning. Any mismatch between the required workload
and the ability to perform according to the available capacity is to be
reported back to the planners, so that future plans can be suitably
modified.
7. There is a similar feedback loop from the purchase order function,which might report that planned requirements cannot be met by a
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 32/51
31
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
supplier and that action is required to resolve the problem. Such a
report could lead to changes to the purchasing plan.
8. The manufacturing process itself (the execution phase) may also fail to
go to plan, and generates a new feedback.
9. As a result of the feedback within the system, changes may be required
either to the master production schedule or to the resources required to
execute the plans. The aggregate plan must reflect any changes to the
master production schedule.
4- Evolution Stage III: Manufacturing Resource Planning
Manufacturing Resource Planning (MRP II) is essentially extended form
of closed-loop MRP that also includes strategic planning processes, "business
planning" , and a number of other business functions such as human resources
planning, profit calculations and cash flow analysis [14],[5] .
Obviously, the initial intent for MRP II was to plan and monitor all
resources of a manufacturing organization; manufacturing, marketing, finance,
and engineering, through a closed-loop system generating financial figures. The
second important intent of MRP II concept was that it "simulates" the
manufacturing system [12].
Practically, both above involved in new MRP II systems which represent
a company wide system.
4.1 The Structure of MRP II
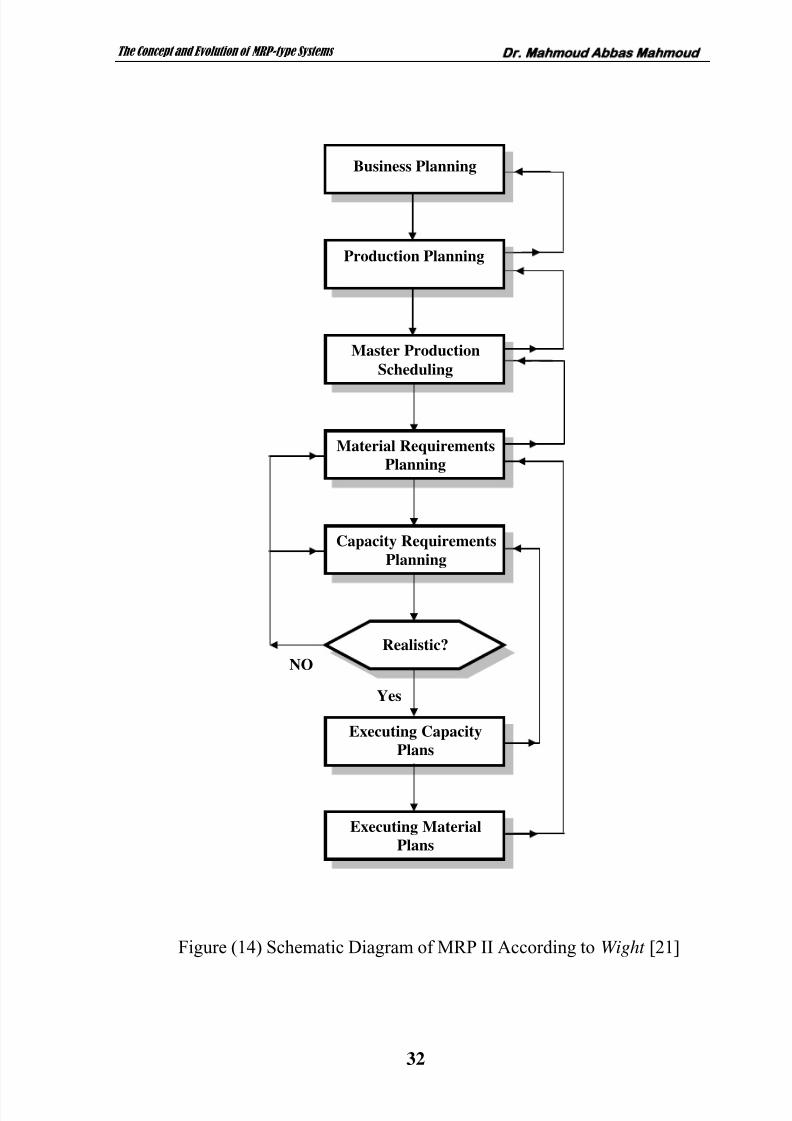
The technical differences between closed-loop MRP and MRP II are small
compared to the real significant functional difference. Figure (14) shows the
schematic diagram of MRP II given by Wight [21].
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 33/51
32
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
NO
Production Planning
Master Production
Scheduling
Material Requirements
Planning
Capacity Requirements
Planning
Realistic?
Executing Capacity
Plans
Executing Material
Plans
Yes
Figure (14) Schematic Diagram of MRP II According to Wight [21]
Business Planning
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 34/51
33
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
Practically, MRP II requires several additions to the inputs of the system,
the key one is bill of materials. MRP II requires to extend the bill of materials to
include all the details of the resources needed to produce one unit of product.
Those included are mainly; labor, machinery, tools, space and materials. In fact
it will be a "Bill of Resources" (BOR), which can be used by MRP II to project
shortages at specific times, giving departments advance notice of required
remedial action, like need to hire or train labor, need for support resources.
MRP II can keep track of machine loads and whether there is a need for
more machines or subcontractors, or not. Also MRP II treats cash flow almost
like materials. The system calculates the cost of all planned order releases and
creating a cash flow forecast. This includes payments to suppliers, wages, power
and all other costs associated with production.
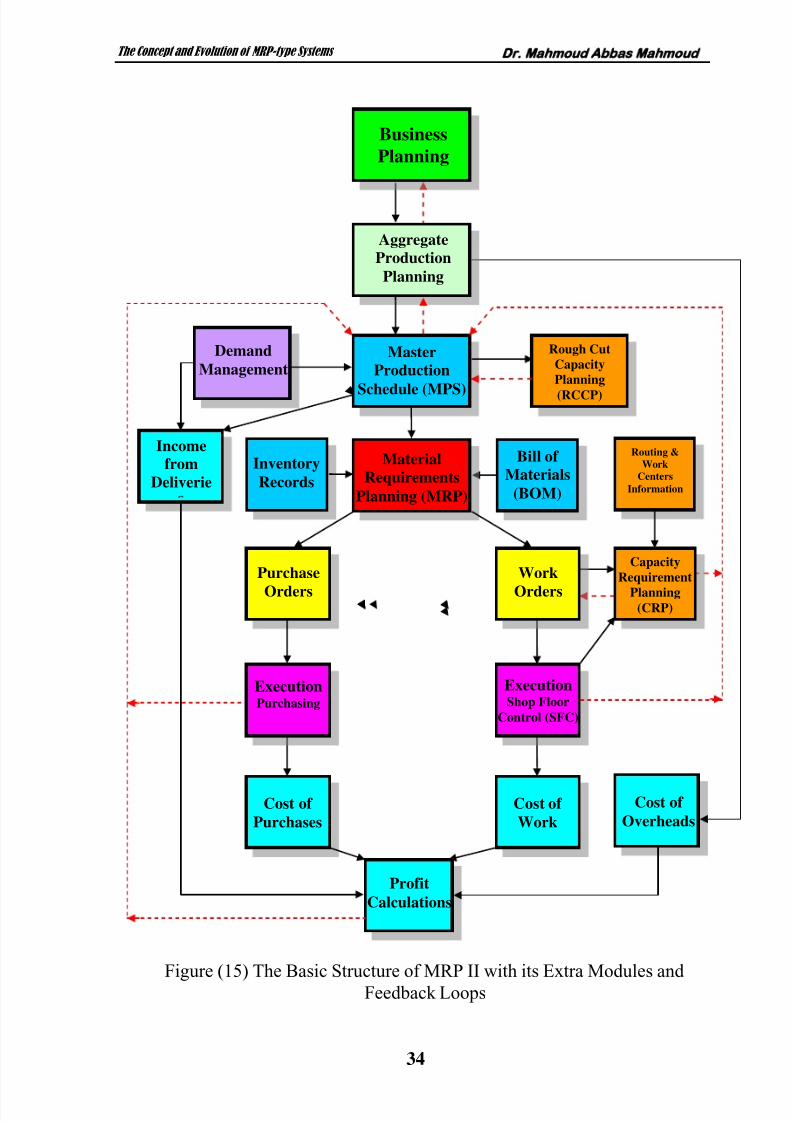
The additional functions of MRP II, means it includes extra modules to
those included in closed-loop MRP. The extra modules generate extra feedback
loops. A basic structure of MRP II can be developed as in Figure (15).
This structure includes the following extra feedback loops:-
1. A feedback from the aggregate production planning and the overall
business planning (strategic planning).
2. A feedback from profit calculations to check that the organization is
getting the profit it wants from its total manufacturing process.
4.2 Characteristics of MRP II
The characteristics of MRP II can be described as follows:-
1. The operating and financial system is one and the same. They use the
same transactions, they use the same numbers. The financial figures
are merely extensions of the operating numbers.
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 35/51
34
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
Master
Production
Schedule (MPS)
Figure (15) The Basic Structure of MRP II with its Extra Modules and
Feedback Loops
Income
from
Deliverie
Demand
Management
Cost of
Purchases
Cost of
Work
Cost of
Overheads
Profit
Calculations
Business
Planning
Bill of
Materials
(BOM)
Material
Requirements
Planning (MRP)
Purchase
Orders
Work
Orders
Inventory
Records
Capacity
Requirement
Planning (CRP)
Aggregate
Production
Planning
Rough Cut
Capacity
Planning
(RCCP)
ExecutionPurchasing
ExecutionShop Floor
Control (SFC)
Routing &
Work
Centers
Information
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 36/51
35
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
2. It has a "what if" capability, since a good system is a simulation of
reality, it can be used to simulate what would happen if various policy
decisions where implemented. This facility can be carried out at master
production scheduling stage.
3. It is a whole company system now, involving every facet of the
business because the things that MRP II is concerned with (sales,
production, inventories schedules, cash flow…etc) are the very
fundamentals of planning and controlling a manufacturing or
distribution business.
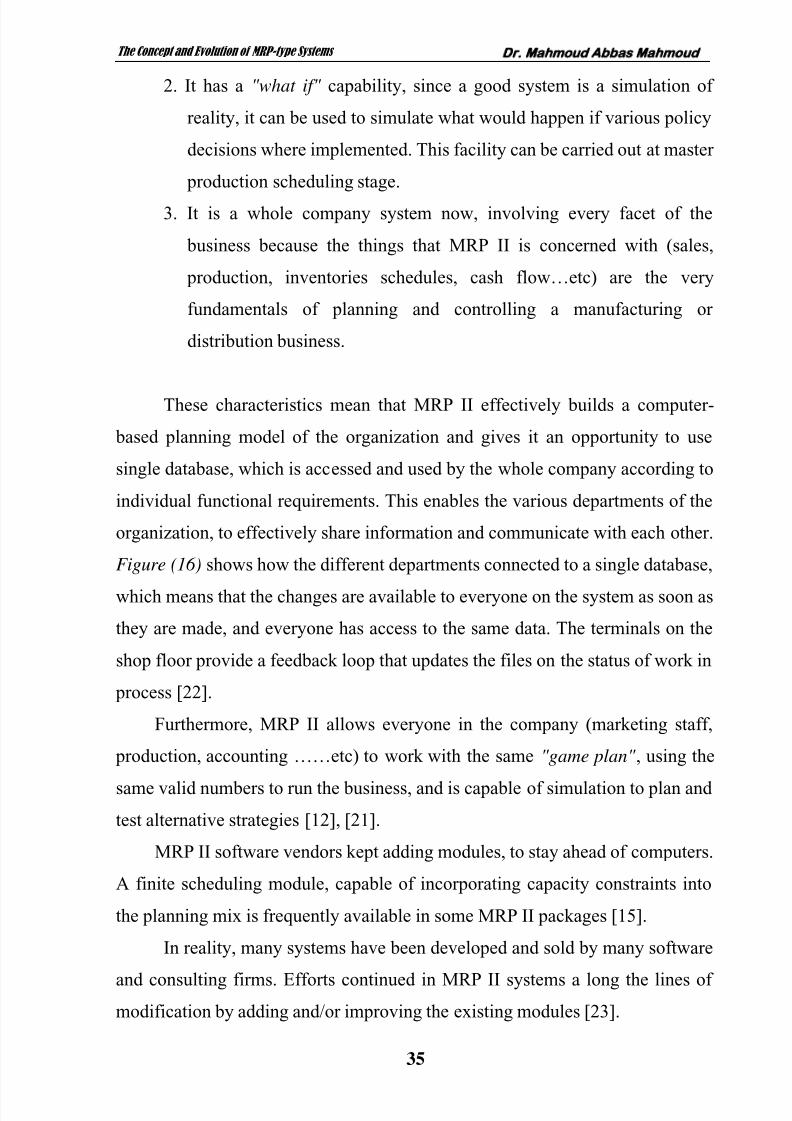
These characteristics mean that MRP II effectively builds a computer-
based planning model of the organization and gives it an opportunity to use
single database, which is accessed and used by the whole company according to
individual functional requirements. This enables the various departments of the
organization, to effectively share information and communicate with each other.
Figure (16) shows how the different departments connected to a single database,
which means that the changes are available to everyone on the system as soon as
they are made, and everyone has access to the same data. The terminals on the
shop floor provide a feedback loop that updates the files on the status of work in
process [22].
Furthermore, MRP II allows everyone in the company (marketing staff,
production, accounting ……etc) to work with the same "game plan" , using the
same valid numbers to run the business, and is capable of simulation to plan and
test alternative strategies [12], [21].
MRP II software vendors kept adding modules, to stay ahead of computers.
A finite scheduling module, capable of incorporating capacity constraints into
the planning mix is frequently available in some MRP II packages [15].
In reality, many systems have been developed and sold by many software
and consulting firms. Efforts continued in MRP II systems a long the lines ofmodification by adding and/or improving the existing modules [23].
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 37/51
36
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
Figure (16) Different Departments Connected to a Single Database [22]
4.3 Benefits of MRP II
Most of the companies that implement MRP II successfully have realized
many significant benefits. In the narrow sense, the chief benefit of MRP II is its
ability to generate valid schedules and keep them that way. A valid schedule hasdifferent benefits for the entire company, including the following [15].
1. It improves on-time completions. Industry calls this improving
customer service, and on-time completion is one good way to measure
it. MRPII companies typically achieve 95% or more on-time
completion.
2. It cuts inventories. With MRP II, inventories can be reduced at the
same time a customer service is improved. Stocks are cut because parts
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 38/51
37
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
are not ordered if not needed to meet requirement for parent items.
Typically gains are 20 to 35 %.
3. It provides data (future orders) for planning work center capacity
requirements. This benefit is attainable because the basic MRP is
enhanced by a capacity requirements planning.
4. It improves direct-labor productivity. There is less lost time and
overtime because of shortages and less need to west time due to
stopping one job to set-up for a "shortage-list job" or "hot job" .
Reduction in lost time tends to be from 5 to 10% in fabrication and
from 25 to 40% in assembly. Overtime cuts are grater, on the order of
50 to 90%.
5. It improves productivity of support staff. MRP II cuts expediting
"firefighting" , which allows more time for planning. Purchasing can
spend time saving money and selecting good suppliers. Materials
management can maintain valid records and better plan inventory
needs. Production control can keep priorities up-to-date. Supervisors
can better plan capacity and assign jobs. In some cases, fewer support
staff are needed.
6. It facilitates closing the loop with total business planning. That includes
planning capacity and cash flow, which is the chief purpose and
benefit of MRPII.
3.4.4 MRP II and Computer Integrated Manufacturing
MRP II approach was extended in the 1980's towards the more technical
areas that cover the product development and production process, and that these
functions were named with various computer aided acronyms including
"Computer Aided Design" (CAD), "Computer Aided Manufacturing" (CAM),
and "Computer Aided Quality Assurance" (CAQA). This entire conceptualframework for the integration of all administrative and technical functions of a
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 39/51
38
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
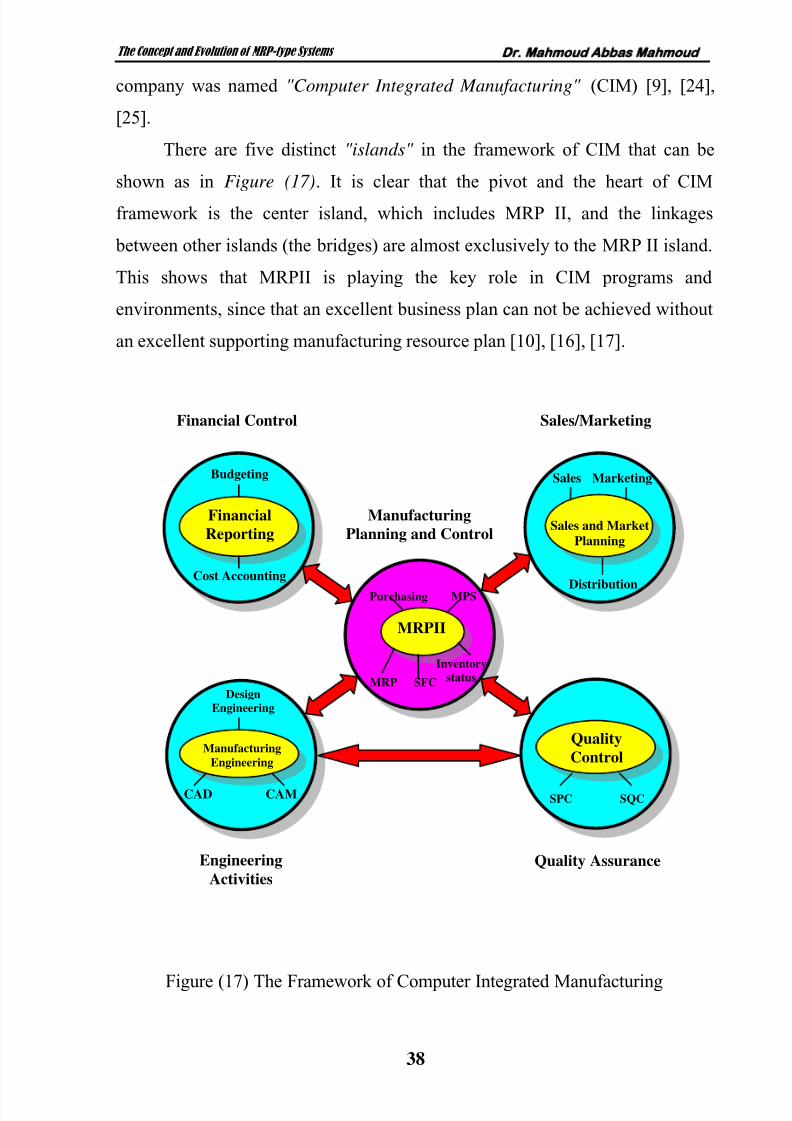
company was named "Computer Integrated Manufacturing" (CIM) [9], [24],
[25].
There are five distinct "islands" in the framework of CIM that can be
shown as in Figure (17). It is clear that the pivot and the heart of CIM
framework is the center island, which includes MRP II, and the linkages
between other islands (the bridges) are almost exclusively to the MRP II island.
This shows that MRPII is playing the key role in CIM programs and
environments, since that an excellent business plan can not be achieved without
an excellent supporting manufacturing resource plan [10], [16], [17].
Financial Control Sales/Marketing
Quality AssuranceEngineering
Activities
Manufacturing
Planning and Control
MRPII
Purchasing
MRP
SFC
MPS
Inventory
status
Manufacturing
Engineering
Design
Engineering
CAMCAD
Quality
Control
SPC SQC
Financial
Reporting
Cost Accounting
Budgeting
Sales and Market
Planning
Sales Marketing
Distribution
Figure (17) The Framework of Computer Integrated Manufacturing
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 40/51
39
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
5- Evolution Stage IV: Enterprise Resource Planning
The term Enterprise Resource Planning (ERP) was coined in 1990's to
describe the latest developments in resource planning. In the light of the
increasingly complex requirements of a global manufacturing environment, ERP
introduced among other things, extensive multi-site management and
communications functionality to the realm of resource planning [26].
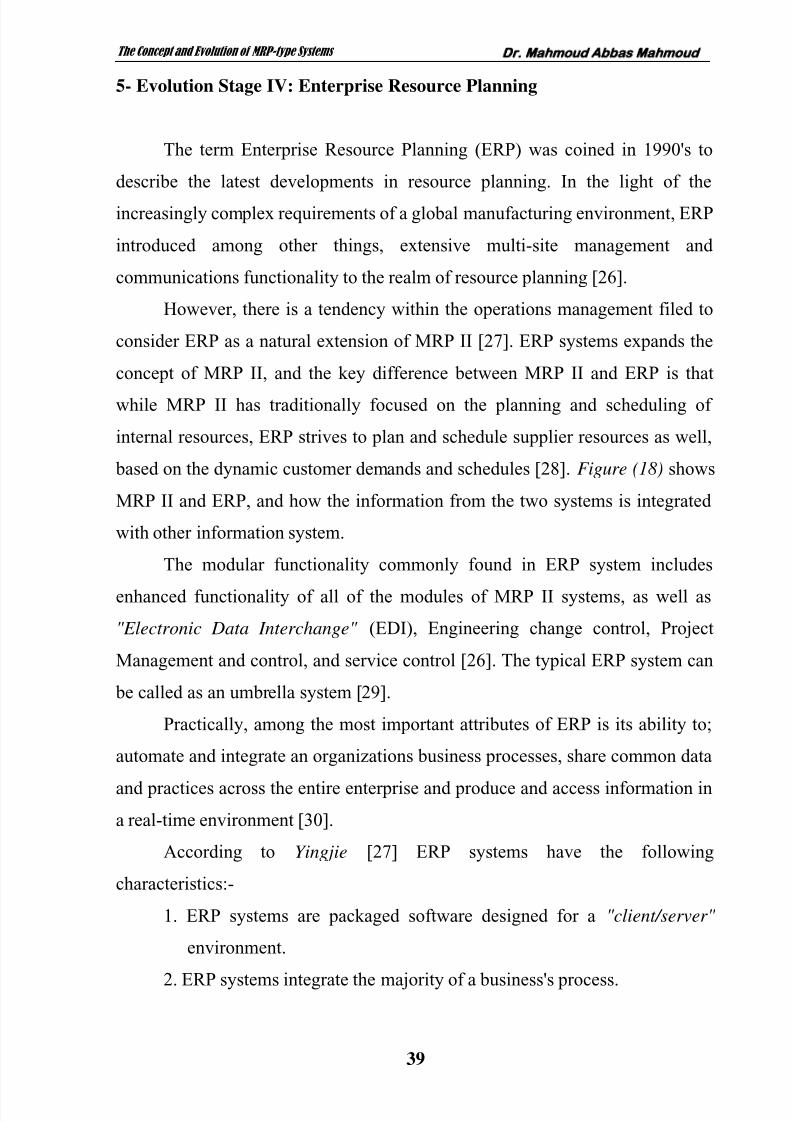
However, there is a tendency within the operations management filed to
consider ERP as a natural extension of MRP II [27]. ERP systems expands the
concept of MRP II, and the key difference between MRP II and ERP is that
while MRP II has traditionally focused on the planning and scheduling of
internal resources, ERP strives to plan and schedule supplier resources as well,
based on the dynamic customer demands and schedules [28]. Figure (18) shows
MRP II and ERP, and how the information from the two systems is integrated
with other information system.
The modular functionality commonly found in ERP system includes
enhanced functionality of all of the modules of MRP II systems, as well as
"Electronic Data Interchange" (EDI), Engineering change control, Project
Management and control, and service control [26]. The typical ERP system can
be called as an umbrella system [29].
Practically, among the most important attributes of ERP is its ability to;
automate and integrate an organizations business processes, share common data
and practices across the entire enterprise and produce and access information in
a real-time environment [30].
According to Yingjie [27] ERP systems have the following
characteristics:-
1. ERP systems are packaged software designed for a "client/server"
environment.
2. ERP systems integrate the majority of a business's process.
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 41/51
40
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
InvoicingSales Order (order entry,
product configurations, sales
managements)
Masterproduction
Schedule
Inventory
ManagementBill of
Materials
Work
Orders
Routing and
Lead Times
Purchasing and
Lead Times
Accounts
Receivable
General
Ledger
AccountPayable
Vendor Communication (schedules, EDI,
advanced shipping notice ........etc.
ERP
MRPII
Figure (18) MRP II and ERP, Information Flows Integrated with
Other Organization Systems [29]
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 42/51
41
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
3. ERP systems process a large majority of an organization's transactions.
4. ERP systems use an enterprise-wide database that typically stores each
piece of data once.
5. ERP systems allow access to the data at real time
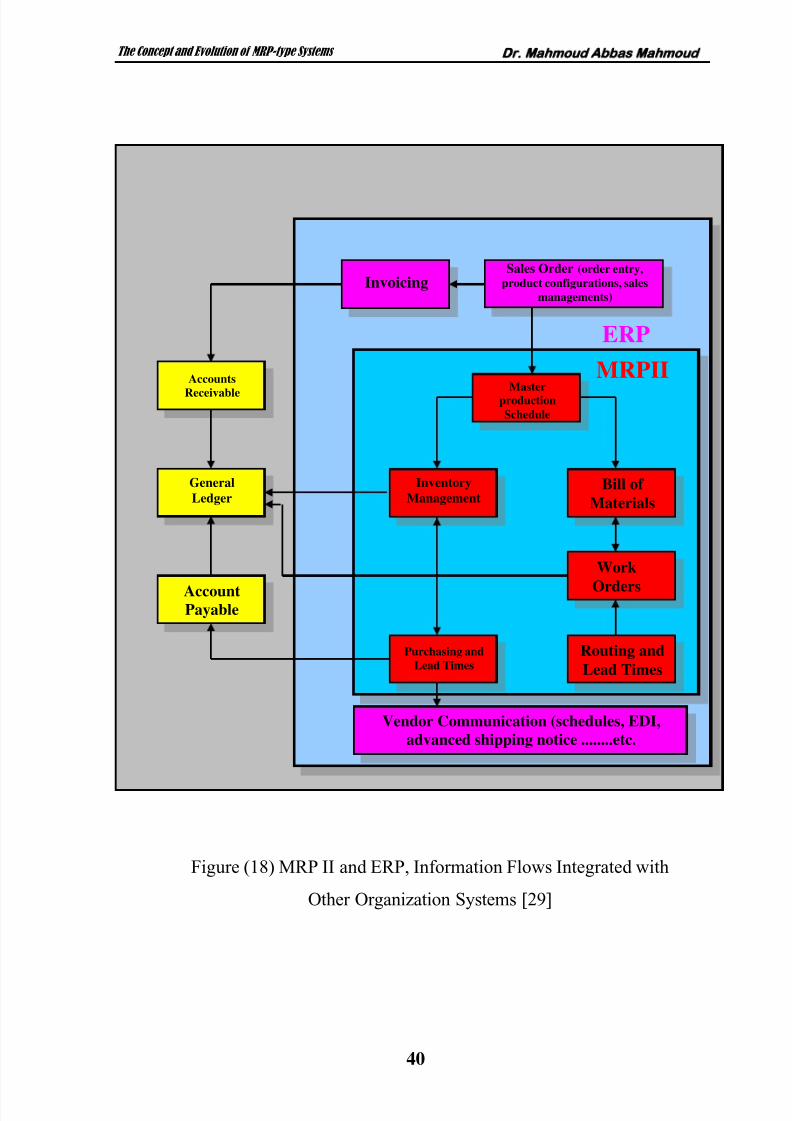
However, client/server environment means that users have personal
computers with functional modules of ERP system on their desks, while the
large database is kept centrally. Client/server system can be expanded
reasonably easily at low cost [18]. This computer network system has the ability
to link data from different server types. The information access linkages also
connect database from different server types. In addition client/server system
can also link servers in distant locations [23]. ERP use "Local Area Network"
(LAN) technology to local servers and "Wide Area Network" (WAN) technology
to wide distance locations. Figure (19) shows an Enterprise client/server model.
Figure (19) The Enterprise Client/ Server Model [23]
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 43/51
42
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
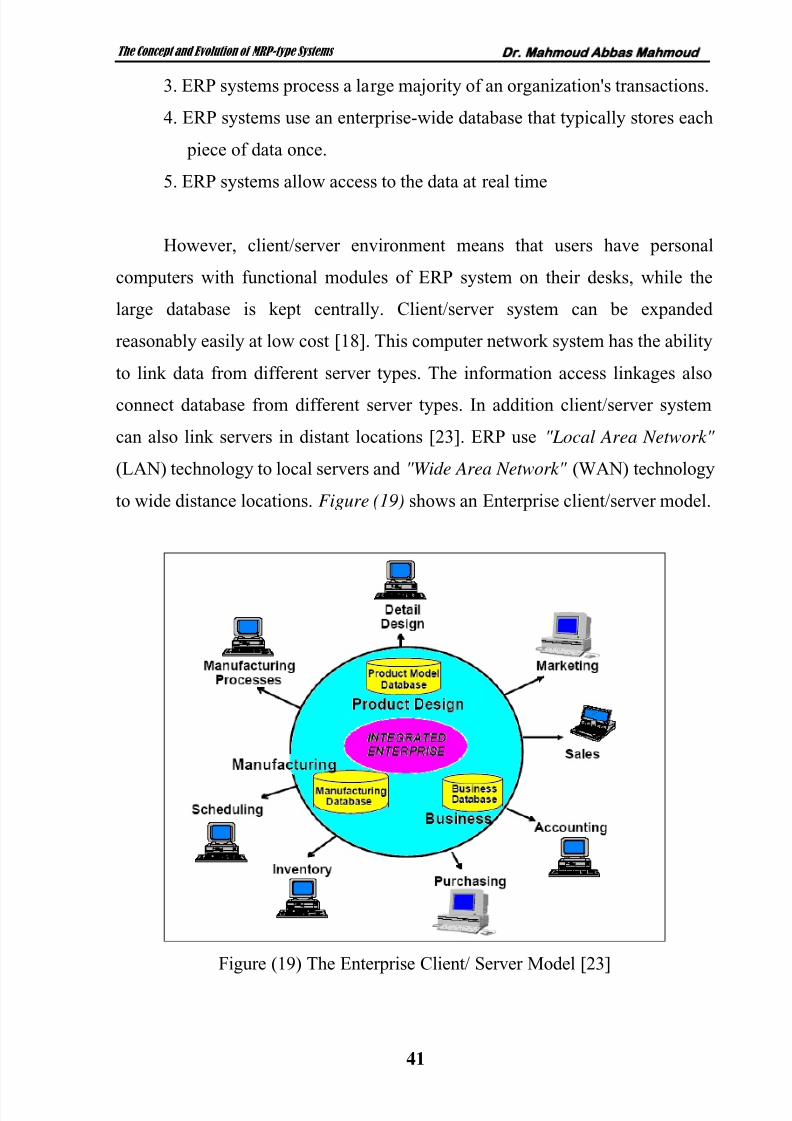
The popularity of ERP systems started to soar when SAP, a German based
company, released its next generation software known as R/3 [28]. SAP is one
of the major providers of ERP systems, like Oracle, People Soft , J.D.Edwards,
and Bann. The distribution of market share percent of leading ERP software
companies is shown in Figure (20).
The adoption of ERP systems by major corporations was accelerated in
1998 and 1999 by possible "Y2K (year 2000) problems" that exist in older
legacy computer systems that data back to 1970's. For many firms, the cost of
installing new ERP systems was comparable to fixing the old legacy systems.
The total sales of ERP software reached $3.9 billion in 1995 alone, a 68%
increase over 1994 [18] and the total 1999 ERP software and service is $18.2
billion [12]. The main reason for this growth is the rapid development and the
increase in the applications and use of internet.
Figure (20) The Distribution of Market Share Percent of Leading ERP Software
Companies for Year 1999 [12]
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 44/51
43
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
6- Evolution Stage V: Enterprise Resource Planning Extended
Enterprise Resource Planning Extended (ERP II) is the last generation of
MRP-type systems. It is a development or an extension of ERP systems. The
new systems included extra modules which gave ERP II systems the following
characteristics [31]:-
1. Integrated systems that cover the firm's entire value by transition from
an internal view of the firm to business network vision.
2. "Electronic commerce" by developing "HTML"* interfaces for the
internet/internet and supporting complete commercial transactions.
3. Applications with an object-oriented structure by transition from a
highly integrated structure to modules with a higher complementarity
and "plug and play" facilities.
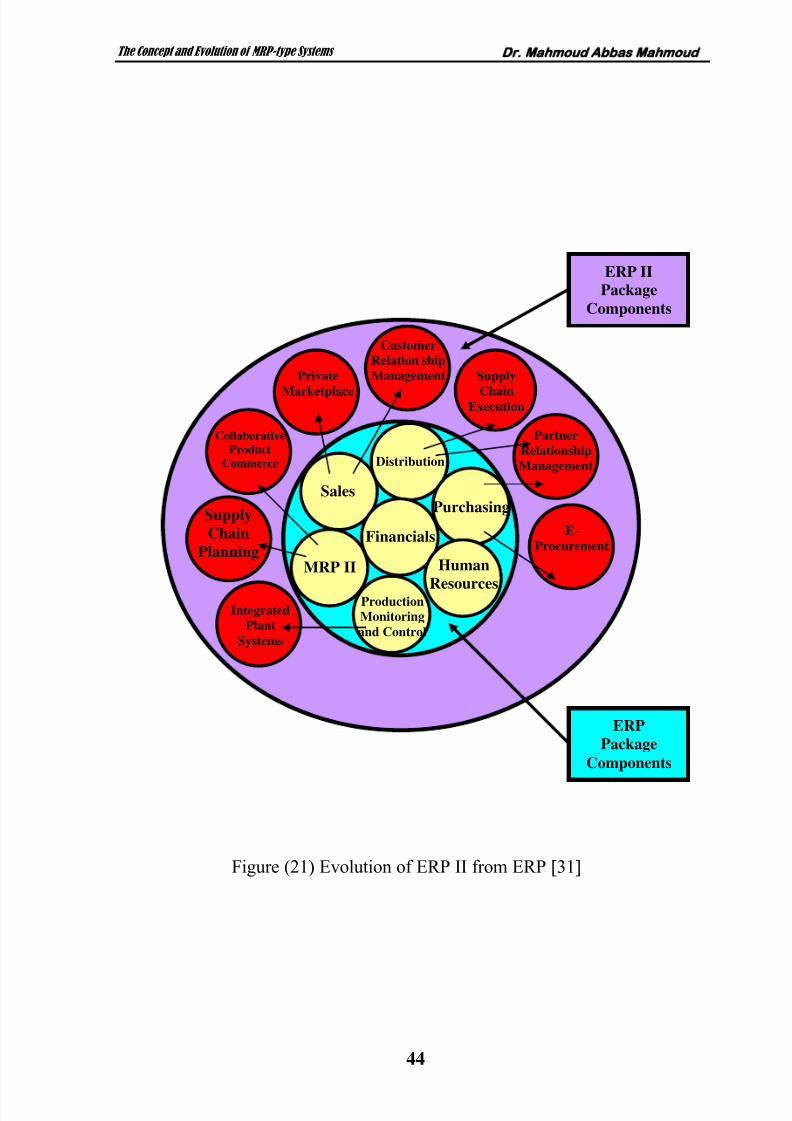
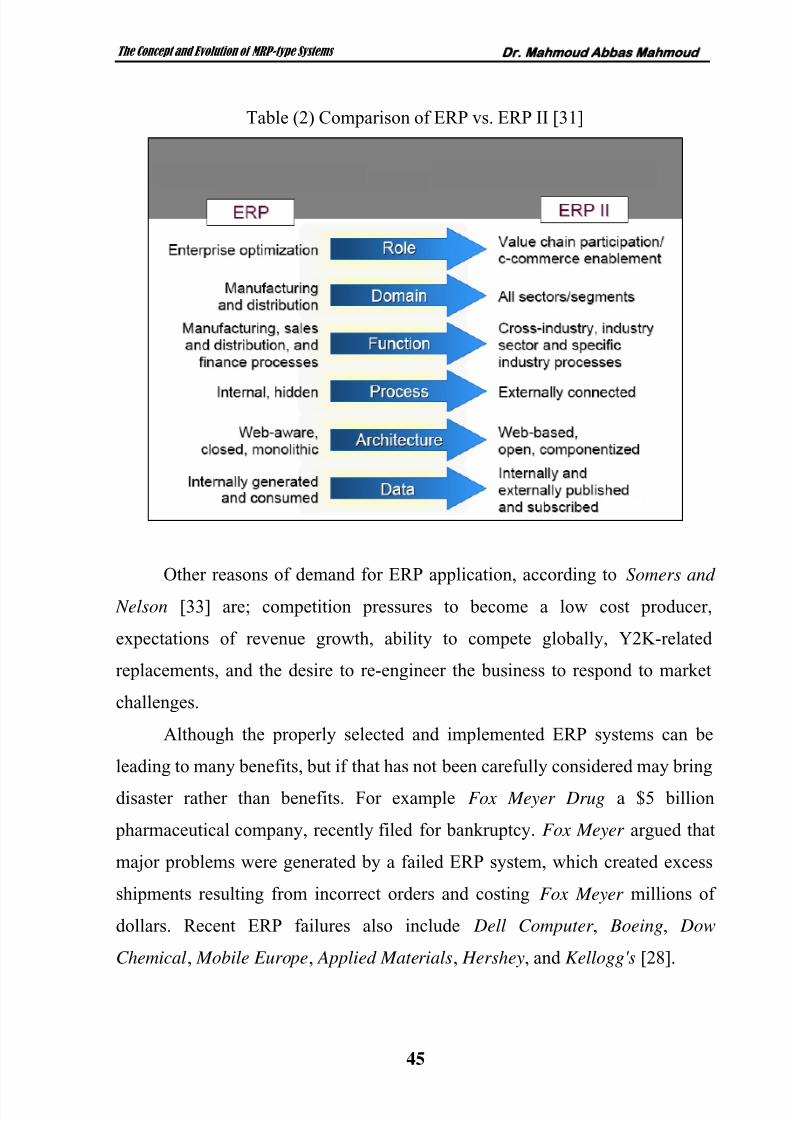
Figure (21) shows the Evolution of ERP II and Table (2) gives a
comparison between ERP and ERP II.
However, most of the literature loosely uses the term "ERP systems" for
(ERP and ERP II) systems, referring to their origin. Therefore in the rest of this
study the same term "ERP systems" will be used for both.
6.1 Reasons to Implement ERP Systems
Organizations decide to adopt and implement ERP systems when there
are convincing reasons. The main reason is to fulfill the need of manufacturers
to a system that combines information used by different departments of an
organization, which is growing out of the scope of MRP II systems, especially
as they expand across production lines and across global borders.
…………………………………………………………………………………….*HTML (Hypertext Mark-up Language) that formats documents and links documents and
pictures in the same or remote computers [32].
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 45/51
44
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
Integrated
Plant
Systems
Collaborative
Product
Commerce
Private
Marketplace
Customer
Relation ship
Management Supply
ChainExecution
E-
Procurement
Partner
Relationship Management
Supply
Chain
Planning
Sales
MRP II
Production
Monitoring
and Control
Financials
Human
Resources
Purchasing
Distribution
ERP
Package
Components
ERP II
Package
Components
Figure (21) Evolution of ERP II from ERP [31]
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 46/51
45
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
Table (2) Comparison of ERP vs. ERP II [31]
Other reasons of demand for ERP application, according to Somers and
Nelson [33] are; competition pressures to become a low cost producer,
expectations of revenue growth, ability to compete globally, Y2K-related
replacements, and the desire to re-engineer the business to respond to market
challenges.
Although the properly selected and implemented ERP systems can be
leading to many benefits, but if that has not been carefully considered may bring
disaster rather than benefits. For example Fox Meyer Drug a $5 billion
pharmaceutical company, recently filed for bankruptcy. Fox Meyer argued that
major problems were generated by a failed ERP system, which created excess
shipments resulting from incorrect orders and costing Fox Meyer millions of
dollars. Recent ERP failures also include Dell Computer , Boeing, Dow
Chemical, Mobile Europe, Applied Materials, Hershey, and Kellogg's [28].
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 47/51
46
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
6.2 Feasibility of Implementing ERP Systems in Iraqi Manufacturing
Industries
Practically, in the present situation of Iraqi manufacturing industries it is
clear that bypassing MRP II systems and adopting ERP systems is not the
suitable decision, due to the lack of convincing reasons to implement such
sophisticated systems. Furthermore, we expect a great chance of bringing a lot
of extensive problems especially when taking the following notes of ERP
implementation into consideration:-
1. The difficulties and the high failure rate of implementing ERP systems
[30]. ERP, implementation success rate is only about 23% in western
countries and the rate is extremely low in other countries for example
it is about 10% in China [34]. Chen [28] indicated that 40% of all ERP
installations only achieve partial implementation and 20% of
attempted ERP adoptions are scrapped as total failure.
2. The process of implementing ERP systems is very costly and takes a
long time. An ERP system is a complex set of software programs so
that it takes several years and many millions of dollars to implement
[9]. According to Koch [35] Meta Group surveyed 63 companies and
found that the average "Total Cost of Ownership" (TCO)* of ERP is $
15 million (the highest was $ 300 million and the lowest was
400,000) and the average implementation takes 31 months before
benefits of any kind were realized. And according to Chen [28] a new
ERP implementation can range anywhere from $2 to $4 million for a
small firm and to over $1 billion for large companies. Parr and Shanks
[36] indicated that comprehensive implementation takes more then 7
years and costs of tens of millions of dollars.
………………………………………………………………………………………………......* TCO Include all hardware, software, professional services, and internal costs, as well as thecost of optimizing, maintaining, and upgrading the system [35].
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 48/51
47
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
3. Unlike the implementation of less sophisticated technological
innovations such as CAD/CAM and MRP II, "Business Process Re-
engineering" (BPR) is a unique planning activity in ERP projects [28].
BPR means that all the processes in a company must conform to the
ERP model, but not all companies wish to make massive changes to
their business processes [36].
4. Each of the different ERP software package has its particular strengths
and weakness [12]. So they do not meet all the needs of an
organization. Al-Mashari [37] states the fact that even the best product
available can only fit 70% of an organizations needs.
7- Conclusion
Until the 1960's many manufacturing organizations used ROP method.
ROP treats all subassemblies and raw materials demand as independent of end
item demand.
MRP is primarily designed to handle ordering and scheduling of
dependent demand inventories and to differentiate between dependent and
independent demand. MRP has the ability to answer the key issues; "what" ,
"how much" , and "when" a material is needed.
MRP systems has evolved dramatically and its logic has been extended
with the time in order to be capable to cover the growing requirements of
manufacturing organizations, by adding modules around the original MRP
system which is still in the core of all of MRP-type systems.
Generally, most of the companies that adopted and implement MRP-type
systems successfully have achieved significant benefits.
Implementing ERP systems is not recommended when there are no
convincing reasons for that.
Obviously, the degree of success of implementing MRP-type systemsdepends on the existence of many requirements and on the environments of the
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 49/51
48
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
industry in which these systems to be implemented. Therefore, these subjects
must be studied in depth in order to achieve a successful implementation and get
the maximum benefits of these systems.
References
[1]. More, S.M., "MRP and the Least Total Cost Method of Lot-Sizing"
Production and Inventory Management, Vol. 15, No.2, PP. 47-55, 1974.
[2]. McLeavey, D.W., and Narasimhan, S.L., "Production Planning and
Inventory Control" Allyn and Bacon Inc., 1985.
[3]. Orlicky, J., "Material Requirements Planning" McGraw-Hill Inc., 1975.
[4]. Krajewski, L.J, and Ritzman, L.P., "Operations Management; Processes and
Value Chains" Pearson Prentice Hall, 2005.
[5]. Stevenson, W.J., "Production /Operations Management" Irwin /McGraw-
Hill, 1999.
[6]. Tersine, R.J., "Production/Operations Management; Concepts, Structure,
and Analysis" Elsevier Science Publishing Co., Inc., 1985.
[7]. Monks, J.G., "Operations Management; Theory and Problems" McGraw-
Hill International Editions, 1987.
[8]. Moore, F.G., and Hendrick, T.E., "Production/Operations Management"
Richard D. Irwin Inc., 1980.
[9]. Gaither, N., and Fraizer, G., "Operations Management" South-Western
Thomson Learning, 2002.
[10]. Browne, J., Harden, J., and Shivnan, J., "Production Management System:
An Integrated Perspective" Addison Wesley, 1996.
[11]. Groover, M.P., and Zimmer, JR.E.W., "CAD/CAM; Computer- Aided
Design and Manufacturing" Prantic-Hall International,Inc., 1984.
[12]. Davis, M.M., Aquilano, N.J., and Chase, R.B., "Fundamentals of
Operations Management" McGraw- Hill /Irwin, 2003.
[13]. Slack, N., Chambers, S., and Johnston, R., "Operations Management"
Prentice Hall, 2004.
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 50/51
49
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
[14]. Vonderembse, M.A., and White, G.P., "Operations Management:
Concepts, Methods, and Strategies" West Publishing Company, 1988.
[15]. Knod, E.M., and Schonberger, R.J., "Operations Management: Meeting
Customers Demands" McGraw-Hill/Irwin, 2001.
[16]. Bedworth, D.D., Henderson, M.R., and Wolfe, P.M., "Computer Integrated
Design and Manufacturing" McGraw-Hill Inc., 1991.
[17]. Vollmann, T.E., Berry, W.L., and Whybark, D.C., "Manufacturing
Planning and Control Systems" Richard D. Irwin Inc., 1988.
[18]. Silver, E.A., Pyke, D.F., and Peterson, R., "Inventory Management and
Production Planning and Scheduling" John Willy and Sons Inc., 1998.
[19]. Krajewski, L.J, and Ritzman, L.P., "Operations Management; Strategy
and Analysis" Addison-Wesley Publishing Company, 1996.
[20]. Askin, R.G. and Goldberg, J.B., "Design and Analysis of Lean Production
System" John Wiley and Sons Inc., 2002.
[21]. Wight, O., "MRP II: Unlocking America's Productivity Potential" Oliver
Wight Limited Publications Inc., 1983.
[22]. Zaner, J.A., "Production and Inventory Control" Department of
Technology, University of Southern Mine, 2003.
[23]. Cheng, P.W., "Effective Use of MRP-Type Computer Systems to Support
Manufacturing" M.Sc. Thesis Submitted to the Faculty of Virginia
Polytechnic Institute and State University, 1997.
[24]. Johnasson, L., and Soderberg, K., "MPC Systems and Small Companies"
M.Sc. Thesis Submitted to "Vaxjo University" Sweden, 1999.
[25]. Sarpola, S., "Enterprise Resource Planning (ERP) Software Selection and
Success of Acquisition Process in Wholesale Companies" M.Sc. Thesis
Submitted to Helsinki School of Economics, 2003.
[26]. Eric, M., "ERP; Planning for Tomorrow" (http://www.pilgrimusa.com)
2000.
8/10/2019 The Concept and Evolution of MRP-Type Systems
http://slidepdf.com/reader/full/the-concept-and-evolution-of-mrp-type-systems 51/51
Dr Mahmoud Abbas Mahmoud
The Concept and Evolution of MRP-type Systems
[27]. Yingjie, J., "Critical Success Factors in ERP implementation in Finland"
M.Sc. Thesis Submitted to the Swedish School of Economics and
Businesses Administration, 2005.
[28]. Chen, I.J., "Planning for ERP Systems; Analysis and Future Trend"
Business Process Management Journal, Vol.7, No. 5, PP. 374-386, 2001.
[29]. Heizer, J., and Render, B., "Operations Management" Prentice Hall, 2001.
[30]. Nah, F.F., Lau, J.I., and Kuang, J., "Critical Factors for Successful
Implementation of Enterprise Systems" Business Process Management
Journal, Vol. 7, No. 3, PP. 285-296, 2001.
[31]. Andreu, R., Sieber, S., and Valor, J., "Introduction to ERP" IESE Business
School. University of Navarra, Spain, (http://www.ises.edu/en/home.asp),
2003.
[32]. Waller, D.L., "Operations Management: A Supply Chain Approach"
International Thomson Business Press, 1999.
[33]. Somers, T.M., and Nelson, K., "The Impact of Critical Success Factors
Across the Stages of Enterprise Resource Planning Implementations"
Proceedings of the 34th Hawaii International Conference on System
Sciences, 2001.
[34]. Zhang, L., Lee, M.K.O., Zhang, Z., and Banerjee, P., "Critical Success
Factors of Enterprise Resource Planning Implementation in China"
Proceedings of the 36th Hawaii International Conference on System
Sciences, 2003.
[35]. Koch, C., "The ABC's of ERP", CIO Magazine,CXO Media, Inc.online
(http://www.cio.com/research/erp) , 2002.
[36]. Parr, A.N. and Shanks, G., "A Taxonomy of ERP Implementation
Approaches" Proceedings of the 33rd Hawaii International Conference on
System Sciences, 2000.