Embed Size (px)
Citation preview
MIL
LEN
NIU
M S
TEEL
IND
IA 2
014
151
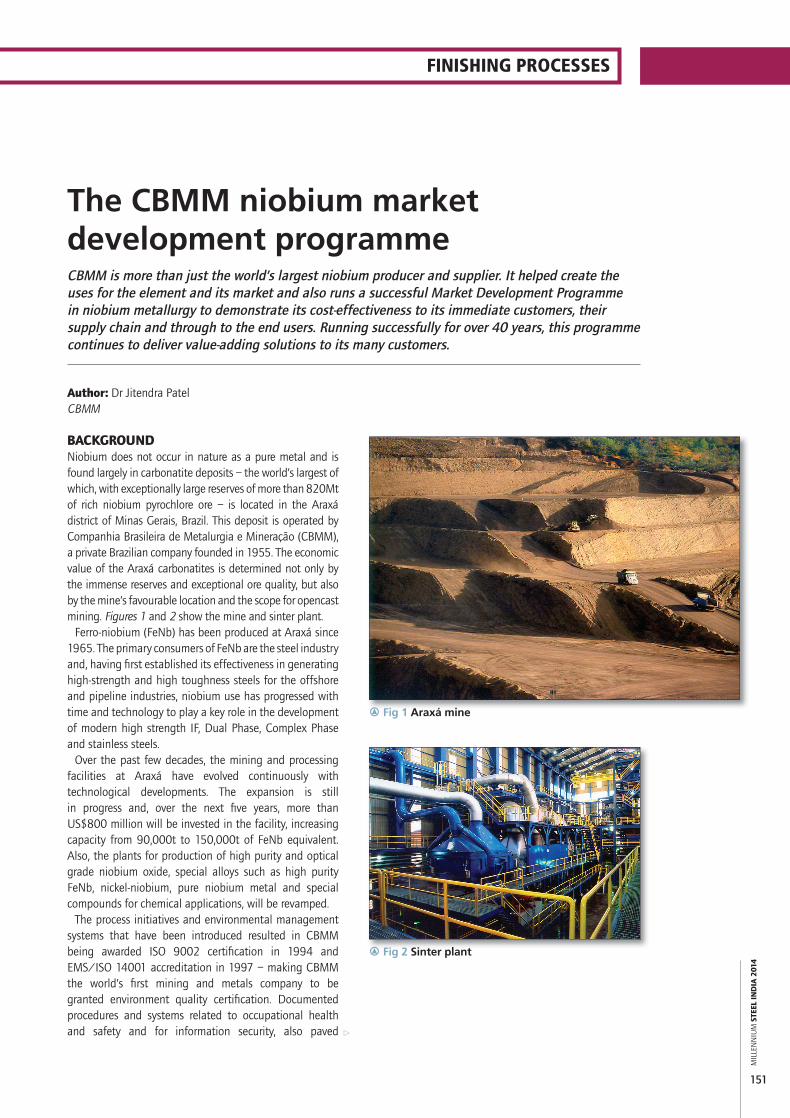
The CBMM niobium market development programmeCBMM is more than just the world’s largest niobium producer and supplier. It helped create the uses for the element and its market and also runs a successful Market Development Programme in niobium metallurgy to demonstrate its cost-effectiveness to its immediate customers, their supply chain and through to the end users. Running successfully for over 40 years, this programme continues to deliver value-adding solutions to its many customers.
BACKGROUNDNiobium does not occur in nature as a pure metal and is found largely in carbonatite deposits – the world’s largest of which, with exceptionally large reserves of more than 820Mt of rich niobium pyrochlore ore – is located in the Araxá district of Minas Gerais, Brazil. This deposit is operated by Companhia Brasileira de Metalurgia e Mineração (CBMM), a private Brazilian company founded in 1955. The economic value of the Araxá carbonatites is determined not only by the immense reserves and exceptional ore quality, but also by the mine’s favourable location and the scope for opencast mining. Figures 1 and 2 show the mine and sinter plant.
Ferro-niobium (FeNb) has been produced at Araxá since 1965. The primary consumers of FeNb are the steel industry and, having fi rst established its effectiveness in generating high-strength and high toughness steels for the offshore and pipeline industries, niobium use has progressed with time and technology to play a key role in the development of modern high strength IF, Dual Phase, Complex Phase and stainless steels.
Over the past few decades, the mining and processing facilities at Araxá have evolved continuously with technological developments. The expansion is still in progress and, over the next fi ve years, more than US$800 million will be invested in the facility, increasing capacity from 90,000t to 150,000t of FeNb equivalent. Also, the plants for production of high purity and optical grade niobium oxide, special alloys such as high purity FeNb, nickel-niobium, pure niobium metal and special compounds for chemical applications, will be revamped.
The process initiatives and environmental management systems that have been introduced resulted in CBMM being awarded ISO 9002 certifi cation in 1994 and EMS/ISO 14001 accreditation in 1997 – making CBMM the world’s fi rst mining and metals company to be granted environment quality certifi cation. Documented procedures and systems related to occupational health and safety and for information security, also paved
Author: Dr Jitendra Patel CBMM
r Fig 1 Araxá mine
r Fig 2 Sinter plant
FINISHING PROCESSES
a

MIL
LEN
NIU
M S
TEEL
IND
IA 2
014
152
the way for accreditation to BS OHSAS 18001 and ISO 27001 standards, respectively. These certifi cates clearly demonstrate the company’s commitment to sustainability and its responsibility to future generations.
CBMM MARKET DEVELOPMENT PROGRAMMEParallel to these operational and management developments, CBMM runs a successful Market Development Programme in niobium metallurgy to demonstrate its cost-effectiveness to its immediate customers, their supply chain and ultimate end users.
CBMM’s history is closely linked to the development of niobium processing and applications. When the company was founded in the 1950s, there was neither a market nor a manufacturing process for niobium. CBMM helped create uses for the element and its market through a self-funded programme to develop niobium technology and promote the element’s effectiveness by illustrating the advantages that make niobium unbeatable in its main applications. Running successfully for over 40 years, this programme continues to deliver value-adding solutions to its customers.
This programme is free to participating steelmakers. Typical projects involve supply chains looking to develop a new product or gain additional value on an existing product though the use of niobium. However, the programme is also open for CBMM to work with individual companies and organisations to support the realisation in the benefi ts of using modern Nb-microalloyed steels.
The following provides two examples.
CASE 1: HIGH STRENGTH NB-MICROALLOYED STEELS FOR MINING DUMPER TRUCKS The purpose of the project was to use high strength steels in order to:
Truck Actros 4844 (model year 2010) weight 11,074kgDumper body design Ore transport The dumpers have a stick UHMW liner Model: half pipe Capacity: 20m3
Dumper & liner producer: Rossetti model 2010. Weight 7,426kg Total weight (truck + dumper body) 18,500kg Dumper body S355 steel (YS 350MPa) Floor – thickness 9.5mm Sides – thickness 6.3mm A36 steel (YS 250MPa) Box structure Subframe A36 steel (YS 250MPa) Longitudinal beams – thickness 8mm Reinforcements – thickness 6.3mm Cross members – thickness 4.75mm/9.5m
r Fig 3 Pictures of the Old dumper truck (top) and New dumper truck (bottom)
r Table 1 Details of old dumper truck; materials and design
FINISHING PROCESSES
MIL
LEN
NIU
M S
TEEL
IND
IA 2
014
153
a
` Reduce dumper bucket body weight, thereby increasing payload capacity
` Reduce fuel consumption and exhaust emissions` Reduce transportation costs` Reduce maintenance` Increase vehicle uptime
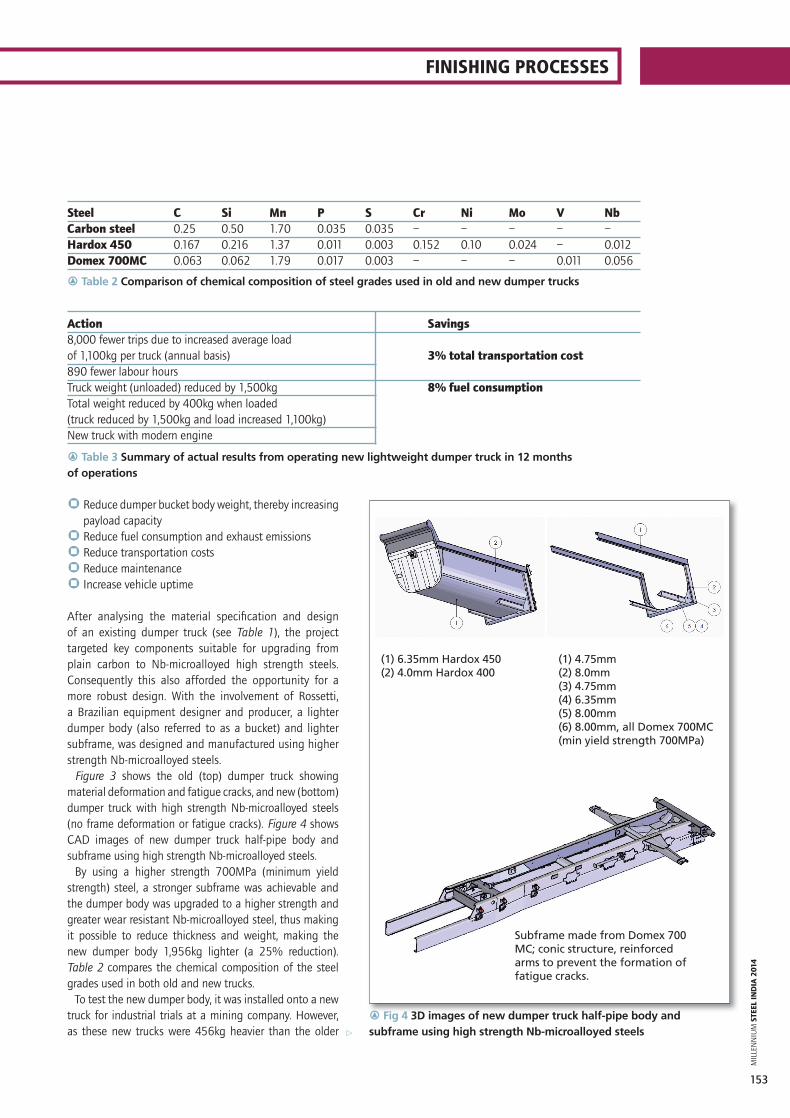
After analysing the material specifi cation and design of an existing dumper truck (see Table 1), the project targeted key components suitable for upgrading from plain carbon to Nb-microalloyed high strength steels. Consequently this also afforded the opportunity for a more robust design. With the involvement of Rossetti, a Brazilian equipment designer and producer, a lighter dumper body (also referred to as a bucket) and lighter subframe, was designed and manufactured using higher strength Nb-microalloyed steels.
Figure 3 shows the old (top) dumper truck showing material deformation and fatigue cracks, and new (bottom) dumper truck with high strength Nb-microalloyed steels (no frame deformation or fatigue cracks). Figure 4 shows CAD images of new dumper truck half-pipe body and subframe using high strength Nb-microalloyed steels.
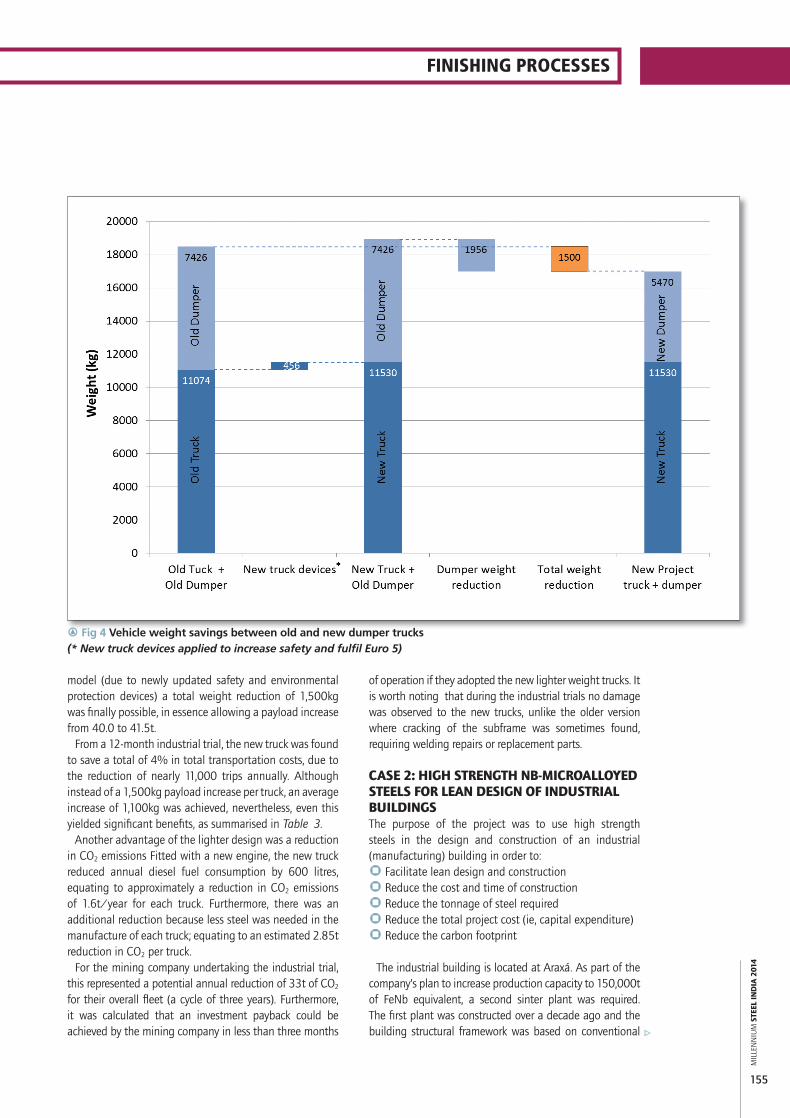
By using a higher strength 700MPa (minimum yield strength) steel, a stronger subframe was achievable and the dumper body was upgraded to a higher strength and greater wear resistant Nb-microalloyed steel, thus making it possible to reduce thickness and weight, making the new dumper body 1,956kg lighter (a 25% reduction). Table 2 compares the chemical composition of the steel grades used in both old and new trucks.
To test the new dumper body, it was installed onto a new truck for industrial trials at a mining company. However, as these new trucks were 456kg heavier than the older
Steel C Si Mn P S Cr Ni Mo V NbCarbon steel 0.25 0.50 1.70 0.035 0.035 – – – – –Hardox 450 0.167 0.216 1.37 0.011 0.003 0.152 0.10 0.024 – 0.012Domex 700MC 0.063 0.062 1.79 0.017 0.003 – – – 0.011 0.056
Action Savings8,000 fewer trips due to increased average load of 1,100kg per truck (annual basis) 3% total transportation cost890 fewer labour hours Truck weight (unloaded) reduced by 1,500kg 8% fuel consumptionTotal weight reduced by 400kg when loaded (truck reduced by 1,500kg and load increased 1,100kg) New truck with modern engine
r Table 2 Comparison of chemical composition of steel grades used in old and new dumper trucks
r Table 3 Summary of actual results from operating new lightweight dumper truck in 12 months of operations
(1) 4.75mm (2) 8.0mm(3) 4.75mm(4) 6.35mm(5) 8.00mm(6) 8.00mm, all Domex 700MC (min yield strength 700MPa)
(1) 6.35mm Hardox 450 (2) 4.0mm Hardox 400
Subframe made from Domex 700 MC; conic structure, reinforced arms to prevent the formation of fatigue cracks.
r Fig 4 3D images of new dumper truck half-pipe body and subframe using high strength Nb-microalloyed steels
FINISHING PROCESSES
a
MIL
LEN
NIU
M S
TEEL
IND
IA 2
014
155
a
of operation if they adopted the new lighter weight trucks. It is worth noting that during the industrial trials no damage was observed to the new trucks, unlike the older version where cracking of the subframe was sometimes found, requiring welding repairs or replacement parts.
CASE 2: HIGH STRENGTH NB-MICROALLOYED STEELS FOR LEAN DESIGN OF INDUSTRIAL BUILDINGS The purpose of the project was to use high strength steels in the design and construction of an industrial (manufacturing) building in order to:` Facilitate lean design and construction` Reduce the cost and time of construction` Reduce the tonnage of steel required` Reduce the total project cost (ie, capital expenditure)` Reduce the carbon footprint
The industrial building is located at Araxá. As part of the company’s plan to increase production capacity to 150,000t of FeNb equivalent, a second sinter plant was required. The fi rst plant was constructed over a decade ago and the building structural framework was based on conventional
model (due to newly updated safety and environmental protection devices) a total weight reduction of 1,500kg was fi nally possible, in essence allowing a payload increase from 40.0 to 41.5t.
From a 12-month industrial trial, the new truck was found to save a total of 4% in total transportation costs, due to the reduction of nearly 11,000 trips annually. Although instead of a 1,500kg payload increase per truck, an average increase of 1,100kg was achieved, nevertheless, even this yielded signifi cant benefi ts, as summarised in Table 3.
Another advantage of the lighter design was a reduction in CO2 emissions Fitted with a new engine, the new truck reduced annual diesel fuel consumption by 600 litres, equating to approximately a reduction in CO2 emissions of 1.6t/year for each truck. Furthermore, there was an additional reduction because less steel was needed in the manufacture of each truck; equating to an estimated 2.85t reduction in CO2 per truck.
For the mining company undertaking the industrial trial, this represented a potential annual reduction of 33t of CO2 for their overall fl eet (a cycle of three years). Furthermore, it was calculated that an investment payback could be achieved by the mining company in less than three months
r Fig 4 Vehicle weight savings between old and new dumper trucks (* New truck devices applied to increase safety and fulfi l Euro 5)
MIL
LEN
NIU
M S
TEEL
IND
IA 2
014
156
FINISHING PROCESSES
a
CMn ASTM A36 structural steels. Therefore, to demonstrate the advantage in using higher strength steels, the structure of sinter plant 2 was designed using a Nb-microalloyed ASTM A572 (Grade 50/355MPa) structural steel.
Sinter plant 2 produces niobium oxide sinter and houses a Dwight Lloyd-type sintering machine, raw material bins and machinery for size classifi cation and crushing. The production process requires an intense fl ow of materials on vertical and horizontal levels. Therefore, there are appreciable loading conditions applied to the overall structure. The structure, 28.5m tall, 55m long and 15m wide, was designed and constructed by CODEME Engenharia, a leading Brazilian construction company. The structural elements comprise hot rolled beams, plates and welded sections made from ASTM A572 Grade 50 Nb-microalloyed steel, and some hot rolled sections made from ASTM A36 carbon steel. Figure 5 shows some of the steps in the building’s construction and Figure 6 highlights the steel shapes and types used.
To evaluate the benefi ts of using a higher strength steel, the same building was also designed using ASTM A36 CMn steel. Based on the loading requirement, each structural element and associated joints were redesigned, allowing the differences between the two structural
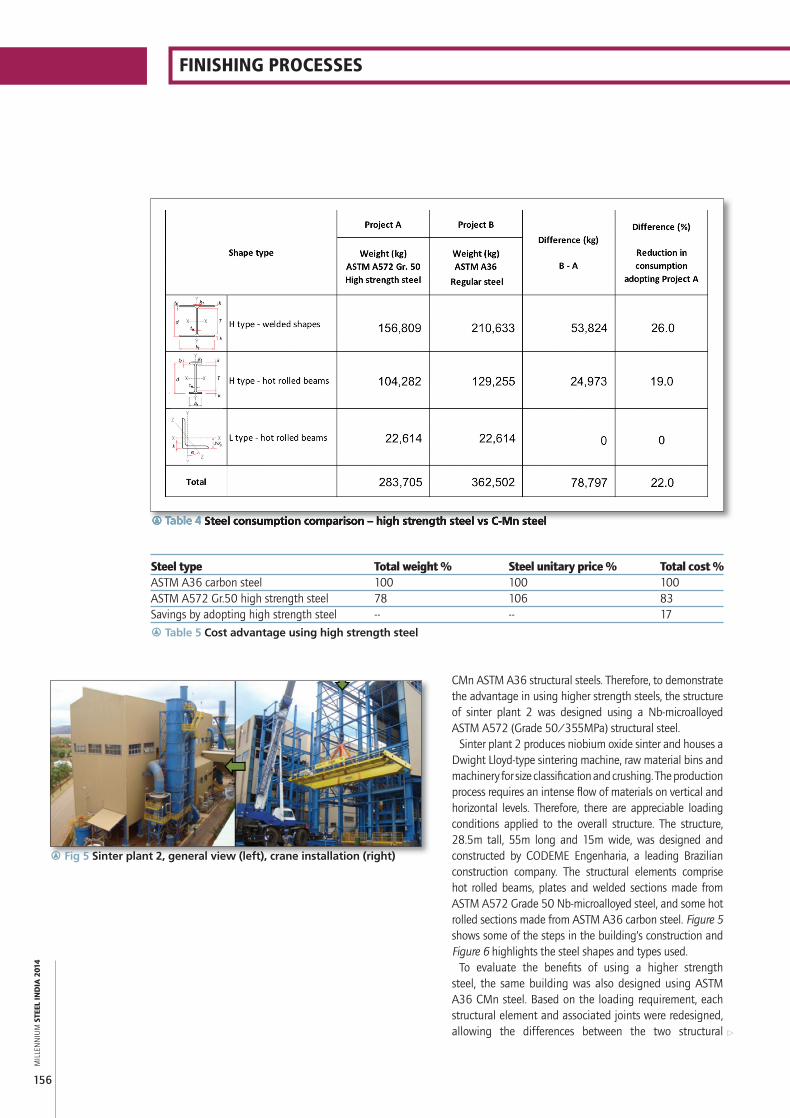
Steel type Total weight % Steel unitary price % Total cost %ASTM A36 carbon steel 100 100 100ASTM A572 Gr.50 high strength steel 78 106 83Savings by adopting high strength steel -- -- 17
r Table 4 Steel consumption comparison – high strength steel vs C-Mn steel
r Table 5 Cost advantage using high strength steel
r Fig 5 Sinter plant 2, general view (left), crane installation (right)
r Table 4 Steel consumption comparison – high strength steel vs C-Mn steel
MIL
LEN
NIU
M S
TEEL
IND
IA 2
014
158
FINISHING PROCESSES
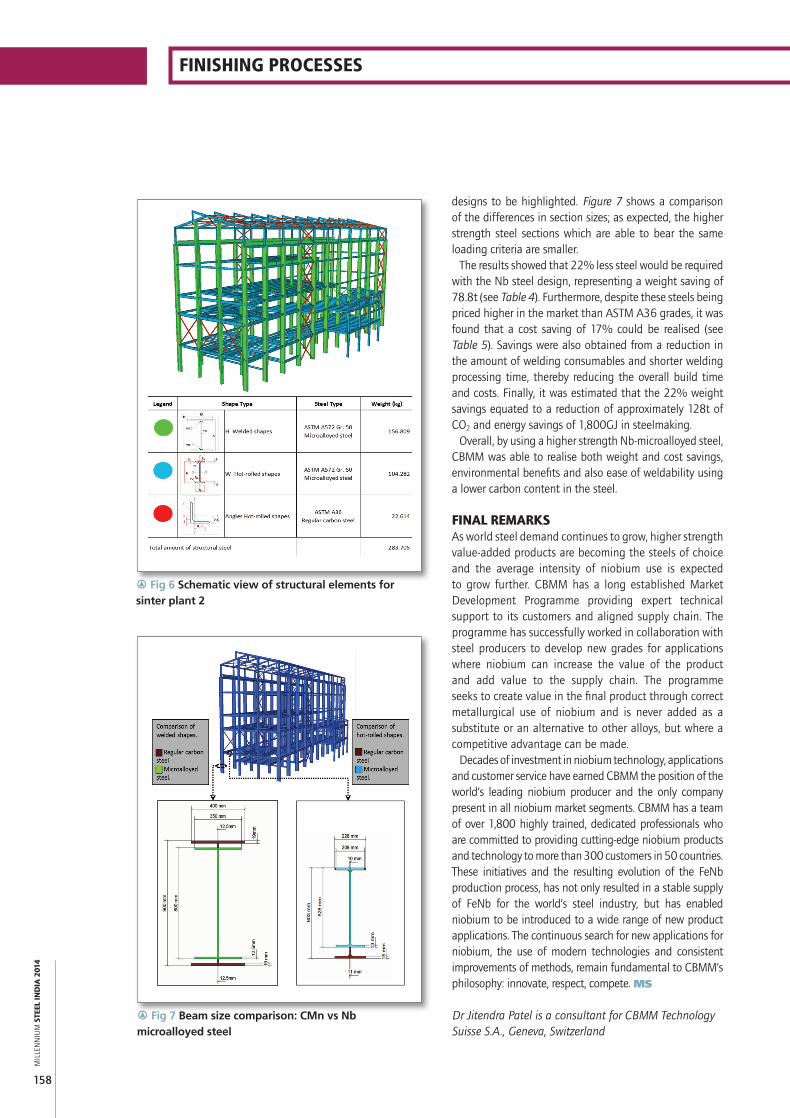
designs to be highlighted. Figure 7 shows a comparison of the differences in section sizes; as expected, the higher strength steel sections which are able to bear the same loading criteria are smaller.
The results showed that 22% less steel would be required with the Nb steel design, representing a weight saving of 78.8t (see Table 4). Furthermore, despite these steels being priced higher in the market than ASTM A36 grades, it was found that a cost saving of 17% could be realised (see Table 5). Savings were also obtained from a reduction in the amount of welding consumables and shorter welding processing time, thereby reducing the overall build time and costs. Finally, it was estimated that the 22% weight savings equated to a reduction of approximately 128t of CO2 and energy savings of 1,800GJ in steelmaking.
Overall, by using a higher strength Nb-microalloyed steel, CBMM was able to realise both weight and cost savings, environmental benefi ts and also ease of weldability using a lower carbon content in the steel.
FINAL REMARKSAs world steel demand continues to grow, higher strength value-added products are becoming the steels of choice and the average intensity of niobium use is expected to grow further. CBMM has a long established Market Development Programme providing expert technical support to its customers and aligned supply chain. The programme has successfully worked in collaboration with steel producers to develop new grades for applications where niobium can increase the value of the product and add value to the supply chain. The programme seeks to create value in the fi nal product through correct metallurgical use of niobium and is never added as a substitute or an alternative to other alloys, but where a competitive advantage can be made.
Decades of investment in niobium technology, applications and customer service have earned CBMM the position of the world’s leading niobium producer and the only company present in all niobium market segments. CBMM has a team of over 1,800 highly trained, dedicated professionals who are committed to providing cutting-edge niobium products and technology to more than 300 customers in 50 countries. These initiatives and the resulting evolution of the FeNb production process, has not only resulted in a stable supply of FeNb for the world’s steel industry, but has enabled niobium to be introduced to a wide range of new product applications. The continuous search for new applications for niobium, the use of modern technologies and consistent improvements of methods, remain fundamental to CBMM’s philosophy: innovate, respect, compete. MS
Dr Jitendra Patel is a consultant for CBMM Technology Suisse S.A., Geneva, Switzerland
r Fig 7 Beam size comparison: CMn vs Nb microalloyed steel
r Fig 6 Schematic view of structural elements for sinter plant 2