Embed Size (px)
Citation preview

8/3/2019 The Basics of Ion Exchange and Water Chemistry
http://slidepdf.com/reader/full/the-basics-of-ion-exchange-and-water-chemistry 1/4Water Conditioning & PurificationA P R I L 2 0 0 7
The Basics of
Ion Exchange
and
Water Chemistr y
By C.F. ‘Chubb’ Michaud, CWS-VI
Par t 2
I
n Part 1 of this two-part series, we
discussed basic chem istry and ioniza-
tion and the value of the Periodic
Table of Elements to th e wa ter treatmen t
professional. In Part 2, we examine the
proper use of a water analysis and pit-
falls to avoid in deciphering it.
To properly d esign a water treatment
system, particularly with ion exchange
and reverse osm osis (RO), it’s necessary
to first get both a quan titative and qu ali-
t a t ive l i s t ing o f what the in tended
feeds tream contains . This l i s t ing is
known as the water analysis and a p roper
interpretation is a must to assure good
results. Although the purpose of an ion
exchange system is to remove only theof fend ing ion ic component s o f a
feedstream, other factors such as tem-
pera ture, total d issolved solids (TDS), pH
and trace minerals also play a role and
mu st therefore be considered.
Laboratories usually report a water
analys is us ing cer tain approved tes t
method s, which give the results in milli-
grams p er liter (mg/ L). This is conve-
nient because one mg/ L is equal to one
ppm, or part per million. This number,
however, is in units of weight. Ion ex-
changers, on the other hand, don’t deal
with w eight; they d eal with ions, which
are the real chemical compon ents we are
trying to remov e. A milligram of magne-
sium or calcium does not contain the
same nu mber of ions or ionic equivalents
as does sodium or hyd rogen. The conven-
tion comm only used is to convert to ppm
as CaCO3(calcium carbonate). Confusion
arises because both the mg/ L value and
the CaCO3
value can be and often are re-
ported as pp m. A good p ractice would be
to refer to elemental components (the
analysis) as mg/ L and the CaCO3equiva-
lents (the conversion) as ppm .
The convention: CaCO 3
as ppm and ppm as CaCO
3 CaCO
3is an arbitrary nam e choice.
It has a formula or molecular weight
(MW) of 100 (comp ared to carbon w ith a
MW of 12). Both the calcium (Ca+2) and
carbonate (CO3
-2) ions are divalent; i.e.,
they have a charge value of +2 and -2,
respectively (comp ared to sod ium at +1)
and , thus, an equivalent w eight of 50.
The equivalent weight of any sub-
stance is equal to its MW divided by its
valence. In the case of CaCO 3, this is 100÷ 2 = 50. It shou ld be noted that n either
Ca +2 nor CO3
-2 have an equivalent weight
of 50, but the combination does. The
equivalent w eight of Ca+2 is 20 (MW = 40
÷ 2 = 20) and the equivalent weight of
CO3
-2 is 30 (MW = 60 ÷ 2 = 30). We m ust
therefore equate even the Ca and CO3
content of water to the equivalent weight
of CaCO3. We do th is by multiplying by
a conversion factor (wh ich is derived by
dividing the number 50 (the equivalent
weight of CaCO3) by the equivalent
weight of the substance). In the case of
Ca, th is is 50 ÷ 20 = 2.5. For CO3, it’s 50 ÷
30 = 1.67. Note that for demineralizer
calculations, the CO3
-2 ion will not exist
as a divalent carbonate ion but as a
monovalent bicarbonate ion (HCO3
-1) with
a conversion factor = 0.82). We can
readily see that most common compo-
nents of water have a different molecu-
lar weight, so we will have a variety of
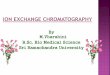
conver sion factors. Table 1 lists the com -
mon elements and their conversion fac-
tors. A simple w ater an alysis converted
from mg/ L to ppm as CaCO3
is shown
in Table 2.While the total dissolved mineral
content of this water (residu al by evapo-
ration) would measure 432 mg/ L of raw
water (cation = 113.4 + anion 300.4 plus
silica 18 = 431.8), the TDS as CaCO3
is
273.5 pp m for deionization (or DI) pur-
poses. One does not add the cation and
anion valu es together to get total TDS as
CaCO3.
For anion d eterminations, the silica
is quoted as an afterthought: “I have
273.5 ppm water with 15 ppm of silica.”
For mixed bed calculations, this is 288.5
ppm water. Since a grain (of mineral) is
17.1 ppm of TDS as CaCO3, we have 10
grain water (Ca + Mg = 170 ppm as
CaCO3) and for dealkalization, it’s a 10.5
grain water (HCO3
+ CO3
= 184 ppm as
CaCO3). There are 16.0 grains of cations
and 16.9 grains of anions for deionization.
Every ion has a partner Every ion is assumed to have a
counter ion (as a dancing partner, so to
speak). It should be noted that with ex-
treme pH conditions (i.e. <4 or >10), there
w ill be an excess of cations or a nion s, re-
The Water Analysis
Table 1. Conversion factors for
common water componentsCations Anions
Ca++ 2.50 HCO3- 0.82
Mg++ 4.10 CO3= 0.83*
Na+ 2.18 SO4= 1.04
K+ 1.28 Cl- 1.41
Fe++ 1.79 NO3- 0.81
Mn++ 1.82 SiO2
0.83*
*For ion exchange purposes, it is assumed that carbonatereacts as the monovalent ion. SiO
2is considered to be
weakly ionized H2SiO
3(silicic acid MW= 82. SiO
2has a
MW=60 and is considered to be removed as monovalentSiO
2-1, the conversion is calculated as 50/60 = 0.833).

8/3/2019 The Basics of Ion Exchange and Water Chemistry
http://slidepdf.com/reader/full/the-basics-of-ion-exchange-and-water-chemistry 2/4A P R I L 2 0 0 7Water Conditioning & Purification
spectively. Normally, every cation has an anion (with the ex-
ception of silica) so the total cations shou ld equ al the total an -
ions (without silica). Silica, a weakly ionized acid, is presumed
to exist (for DI pur po ses) as H2SiO
3(silicic acid) and has H + as
its partner. It therefore stands alone as an anion.
Sometimes the water analysis will be incomplete in that
only th e offend ing ions (calcium , magn esium, iron, alkalinity,
sulfate and silica) are reported—sodiu m an d chloride are m iss-
ing. If the analysis appears incomplete, look for the obvious.
You can estimate the p pm as CaCO3
by dividing conductivity
(as micromhos, or mm hos) by 2.5. In Table 2, we show condu c-tivity as 650 um hos. Dividin g by 2.5 gives us a TDS of 260 pp m.
If the totals for cation and anion are not equal, we make
them equal by add ing to the sodium (Na +) or chloride (Cl-) val-
ues. For instance, if the cation total were 15 less than th e anion,
we would add 15 ppm to Na+ as CaCO3
to the cation load . In-
clud e the ppm as CaCO3
values for all m onovalent cations (K+,
NH4
+) as part of the Na+ total and m onovalent anions (NO3- or
F-) as Cl- totals. For DI purposes, iron (Fe+2) can be treated as
Ca +2 after conversion.
We then add silica value to the an ion total to get the total
anion load. This is done after balancing the cation and aniontotals. For the purposes of capacity calculations, it is generally
safe to ignore any item s with valu es below 0.1 ppm . Dividing
these corrected totals by 17.1 converts th e pp m as CaCO3
val-
ues to grains per gallon (gpg) values. Since the ion exchange
capacity is usually deter mined in kilograins (Kgr) per cubic foot,
(one Kgr = 1,000 grains), we can now determ ine the throu gh-
pu t capacity in gallons per cubic foot (gal/ ft3) of resin. Simp ly
divide th e grains of loading into the capacity of the resin.
Traps Values for any given water analysis are not done for the
convenience of the poor engineer w ho is trying to treat the wat er.
They are done by convention. Hard ness (Ca and Mg) and alka-
linity (HCO3
+ CO3
+ OH) are often given as ppm as CaCO3.
Metals, includ ing iron, are often given in micrograms/ L or pp b
(billion) and written as µ g/ L. The µ sym bol is the Greek letter,
mu and it stands for micro (millionth) and not milli (thou-
sandth). Nitrates (and amm onium [NH4]) are often rep orted in
ppm as N (nitrogen). This has to be converted to ppm as NO3
by mu ltiplying by MW ratios. N = 14 and N O3
= 62. Therefore,
10 ppm NO3
as N becomes 10 x 62/ 14 = 44.3 pp m a s ion and
44.3 x 50/ 62 = 35.7 pp m a s CaCO3. SO
4and H
2S may be re-
ported as total sulfur and also must be converted to ion; then to
ppm as CaCO3.
The capacity of DI resin is dep endent up on the w ater analy-
sis, particularly the ratio of sodium to total cation and alkalin-
ity to total anion. First, simp lify the w ater an alysis by grou ping
Table 2. Wate r analysis conversions
as CaCO3
as CaCO3
Cations mg/L ppm Anions mg/L ppmCalcium 60 150 Bicarbonate 220 180
Magnesium 4.9 20 Carbonate 5 4
Sodium 45.9 100 Sulfate 38.5 40
Potassium 2.3 3 Chloride 32.6 46
Iron (ferrous) 0.3 0.5 Nitrate 4.3 3.5
Subtotal 113.4 273.5 Subtotal 300.4 273.5
Silica 18 15
288.5
Temperature 68°F; pH 7.6; Turbidity 0.5 NTU; Color 35 APHA; Conductivity 650 umhos

8/3/2019 The Basics of Ion Exchange and Water Chemistry
http://slidepdf.com/reader/full/the-basics-of-ion-exchange-and-water-chemistry 3/4Water Conditioning & PurificationA P R I L 2 0 0 7
tem. There is no one-size- fits-all solution.
The ratios of various ions to on e another
will cause the resin capacity to vary as
will the qu ality of effluent one is target-
ing. Flow rate p er cubic foot will also af-
fect capaci ty as wi l l temperature of
service and regenerant. In addition, the
amount of regenerant is usually deter-
mined by the leakage values (quality)
needed. Effluent water quality is what
sets the whole thing in m otion. Leakage,the background ions that appear to be in-
complete removal of unw anted ions, is a
result of incomplete regeneration. In this
example, the literature tells us that we
can expect a leakage of app roximately 0.5
percent sodium as a percentage of total
cations or (0.005 x 273.5= 1.4 ppm). This
leakage will exist in the product water
as sodium hydroxide (NaOH) because
the an ion resin will convert all anions to
the hyd roxide: H+ converts to HOH and
Na+ converts to NaOH . So wh at does this
mean in water quality? Again, accord-
ing to the literature, NaOH has a resis-
tivity that is about on e-fifth th at of NaCl.
To pu t it another w ay, NaOH is five times
more conductive than an equivalent ppm
of NaCl. 1.4 pp m of N aOH gives a resis-
tivity of 120,000 ohm s/ cm at 25°C (77°F)
or about 8.3 microsiemens (µS).
Sodium leakage is reduced w ith in-
creased regeneration level. In the above
examp le, increasing th e HCl regeneration
level to eight lbs/ cu.ft. would imp rove the
leakage to 0.9 pp m, redu cing the cond uc-
tivity to abou t five µS. Always star t with
the determination of how low you r leak-age has to be (using NaOH as effluent)
which sets the regeneration level. The
regeneran t level sets the capa city and the
capacity sets the volum e of resin needed .
Softener loading There is more to building a softener
than simply m easuring hard ness of the
water and setting th e dial. Your custom er
not only wa nts his or her water softened
today, they want it softened tomorrow,
next mon th an d 10 years from now. This
means the regeneration p rocedure m ust
Table 3. Leaka ge versus total
dissolved solids (TDS) dosage
chart
TDS of feedwater* Pounds of salt
200 2
500 5
800 10
1,200 15
1,500 20
2,000 25
*Expressed as ppm as CaCO3.
the ions to show only Ca, Mg, Na as cat-
ions and H CO3, SO
4, Cl and Silica as an -
ions. Fe ad ds to Ca; K to Na; CO3to HCO
3
and NO3
to Cl. Conversion calculations
can be round ed up to w hole num bers and
percentage calculations can be app roxi-
mate (with the charts you will have to
read, the width of your pencil lead is a
percent or two). Alw ays err in the d irec-
tion of being conservative. Always un-
derstate your capacity. No one has everbeen held liable for a DI system that still
works and delivers after three years. If
you design your system to just barely
squeak by on Day One, it will not work on
Day Two and all those following. Let’s
give it a try!
Example: Determine the design and size of
a DI system that will handle 20 gpm for 12
hours using the above water analysis. Use
six pounds per cubic foot (lbs/ft 3) of HCl for
regeneration of cation and seven lbs/ft 3 of
room temperature caustic (NaOH) for the
anion.Condensed water analysis
as CaCO3
as CaCO3
Cations ppm Anions ppm
Calcium 150.5 Alkalinity 184.0
Magnesium 20.0 Sulfate 40.0
Sodium 103.0 Chloride 49.5
Total cation 273.5 Subtotal 273.5
Silica 15.0
Total anion 288.5
Resin capacity determination
To use most engineering literatureand charts, you first have to break dow n
this analysis in percentages. Our cation
conten t is 37.7 per cent N a, 55 percen t Ca
and 7.3 percent Mg. Our anion is 63.8
percen t alkalinity, 31.0 percen t free min-
eral acid (total of Cl + SO4) and 5.2 per-
cent silica. You can use 40 percent for
sodium and 65 percent for alkalinity, etc.
The literature shows that the cation ca-
pacity (at approximately 40 percent Na
and 65 percen t alkalinity) to be 27.5 Kgr/
ft3. Using a 10 percent engineering dow n-
grade, we have a net design capacity of
24.75 Kgr/ ft3 (27.5 x .9 = 24.75) for the
cation. The anion (use a Type II) will
have a book capacity of 20.3 Kgr/ ft3
(with five percent silica in the influent)
and we will downgrade this by 15 per-
cent for design purposes (multiply by
0.85), wh ich leaves u s w ith 17.25 Kgr/
ft3. The engineering downgrade factor
is a safety factor applied to DI calcula-
tions to allow for wear and tear, resin
loss and som e fouling, as well as varia-
tions in the feedstream over the life of
the resin. It is usua lly 10 percent for cat-
ion resins and 15 percent for anion res-
ins and is deemed to be a three-year pro-
ject ion. In other words , the sys tem
shou ld still meet capacity specifications
after three year s of cap acity losses.
Since we h ave an anion load of 16.9
gpg, we w ill have to remove 16.9 gr/ gal
x 20 gal/ min x 60 min/ hr x 12 hr/ cycle
= 243,360 grain s/ cycle. Divid ing this by
17.25 Kgr anion capacity, we see we’ll
need 14 cubic feet of anion resin.
Since the cation w ill have to prod ucethe water required to regenerate the an-
ion resin, we must now add that quan-
tity of water to our cation load before
determining the size of the cation ex-
changer. The total gallons are 20 gpm x
60 min/ hr x 12 hr/ cycle = 14,400 gal.
Assuming 75 gallons of water is required
to regenerate each cubic foot of anion
resin, add 1,050 gallons (75 gal/ cu.ft. x
14 cu.ft.). The cation m ust th erefore treat
15,450 gallons (x 16.0 gpg) or 247,200
grains. Dividing this by our cation rat-
ing of 24.75 Kgr, we will need 10 cubic
feet of cation re sin.
The physical design guidelines Standard and acceptable flow rates
for DI design are one to three gpm/ cu.ft.
In our above d esign for a 20-gpm system,
we are at 1.4 gpm / cu.ft. of anion and 2.0
gpm / cu.ft. of cation. Hyd raulic consid-
erations are 4 to10 gpm / sq.ft. of bed area.
If we choose a 30-inch diam eter tank for
the anion, we have 4.0 gpm/ sq.ft. and a
24-inch tank for the cation gives us 6.4
gpm / sq.ft. Most capacities are calculated
on a m inimum of a 30-inch bed depth (thecapacity drops with shorter beds) and a
60-inch maximum. Our 10 cu.ft. of cat-
ion w ill have a bed dep th of 38.2 inches
and our 14 cu.ft. of anion w ill have a bed
dep th of 34.3 inches. It is suggested th at
un der-bedd ing be used in DI systems to
ut ilize the fu ll cap acity of the resin. If this
service requirement of 12 hours is ex-
tended, it may be possible to add resin
to either or both vessels to make up the
extra capacity. If plastic tanks are used,
they are u sually only 72 inches high and
the u sable straight sidew alls are only 13.4
and 20.2 cu.ft. respectively. This means
that the freeboard is only about 35 per-
cent for the cation and 44 percent for the
anion. These are minimal and neither
system can tolerate more resin. To in-
crease the capacity, the user w ould have
to install a duplicate system or a new,
larger system. However, if you started
with 84- or 96-inch sidewall tanks, the
capacities could be increased by 50 to 60
percent simply by adding resin.
Resin capacities are d epend ent on
the water analysis (among other things)
and therefore not constant for every sys-

8/3/2019 The Basics of Ion Exchange and Water Chemistry
http://slidepdf.com/reader/full/the-basics-of-ion-exchange-and-water-chemistry 4/4A P R I L 2 0 0 7Water Conditioning & Purification
also be a rejuven ation procedu re to keep
the u nit operating satisfactorily for ma ny
years. The water analysis can help us
determine how to d o this.
Softener throughput is influenced
not only by hardness, but also by TDS,
iron, temperature, flow rate and regen-
eration level and technique. Since TDS
and iron will generally be part of the
water analysis, we’ll look at those.
Ha rd w ater leakage is caused by re-sidual hardness that is left on the resin
after regeneration and bleeds off during
the service run. Increasing th e salt dos-
age can minimize it. As hard water p asses
through a resin bed, the hardness is ex-
changed for sodium or potassium. The
higher the sodium level (or TDS feed
level), the higher the tendency for the
softened w ater to leach hardn ess back off
the resin. This reduces the run length
(and thus the capaci ty) between the
baseline leakage and the breakthrough
leakage. Simply kn owing the TDS ahead
of time can allow y ou to avoid costly field
calls to remed y low capacity or leakage
complaints by ad justing the cap acity set-
ting and u sing a h igher salt dose ahead
of time. To achieve five ppm (or less) leak-
age during the run, use the salt settings
from Table 3 for var ious TDS values.
Soluble iron is exchanged onto a cat-
ion exchanger as Fe+2. However, iron
may oxidize on the resin to Fe+ 3 and is
not read ily removed by salt regeneration.
In addition, NaCl usually produces an
alkaline pH brine wh ich w ill precipitate
iron du ring regeneration. By assigning a
higher v alue for iron, we w ill increase the
softener load an d red uce the throughpu t
volum e. This means you will regenerate
more frequently (reducing the p robabil-
ity of iron oxidizing on and in the resin).
To overcome the potential problems of alkaline brine, you can u se a resin cleaner
that autom atically d ump s phosph oric or
citric acid into the brine du ring regenera-
tion or use potassium chloride (KCl),
which general ly produces a s l ight ly
acidic pH .
A good p ractice is to treat each p pm
of iron as on e grain of hard ness. As such,
in our sample water analysis, we have
10 grains loading from hard ness and w e
add 0.3 grains for the iron (total = 10.3).
Soluble iron levels as high as 30 ppm has
been successfully treated w ith a stand ard
softener w ith 10 to 12 pou nd s of salt/ ft3
regeneration level. Citric acid (available
from most chemical suppliers) works
wel l at a level of one pound per 50
poun ds of salt and can be added directly
to the brine tank.
Turbidity
Dirty waters can plug and foul ion
exchang e units, causing chann eling and
capacity loss. Use a pre-filter if the tur-
bidity values are >5 NTU (nephelomet-
ric turbidity un its).
ColorNa tura l organics (such as tannins) or
iron (colloidal, organic or precipitated)
ma y cause color, reported as APHA u nits.
Values for color below 25 APHA are u su-
ally not n oticeable by eye. Again, try to
determ ine what is causing the color and
install proper prefiltration. Softeners d o
not rem ove color. Granu lar activated car-
bon (GAC) and/ or salt regeneration an-
ion resin can often do the job.
Temperature
Ion exchange systems are usually
intended to function w ith water feed tem-
peratures of 10 to 37.77°C (50 to 100°F).
Higher temperatures can be d etrimental
to an ion resins in DI systems. A lab-sup -
plied water analysis may list tempera-
ture, but it is meaningless. Rather, check
with th e intend ed installation site if an-
ion exchange enters into th e picture. Cat-
ion systems should have n o trouble with
tem per atu res abo ve 121.11°C (250°F) .
Much of the ion exchange process
dep ends up on ions’ ability to d iffuse into
and out of the resin bead m atrix. This is
temperature depend ent and is seriously
slowed by cold-water op erations. Resin
beds shou ld be at least 50 percent larger
in d iameter and 100 percent larger in v ol-
um e to effectively hand le water streams
below 4.44°C (40°F).
Conclusions Obtaining and using a good water
analysis is essential to the proper design
of any water filtration system, particu-
larly an ion exchanger. There is muchvaluable information on a lab analysis
that can help you to avoid d esign errors.
Make sure you understand the water
analysis. Check the math to make sure
the units add up. Make sure the cations
are equal to the anions and then add in
silica to determine total loading. Use a
conservative design with a downgrade
for engineering, even for softeners.
References 1. Dictionary of Chemistry , McGraw-Hill, NewYork, 1994.
2. Kunin, Robert, Ion Exchange Resins, KriegerPu blishing , New York, 1972.
3. Wachins ki, A.M. and J.E. Etzel, Environmen-
tal Ion Exchange, Lewis Pu blishers, New York,1997.
About the author C.F. ‘Chubb’ Michaud
is the CEO and Technical
Director of Systematix
Company, Buena Park,
Calif., which he founded
in 1982. An active mem-
ber of the Water Quality
Association, Michaud hasbeen a member of its Board
and of the Board of Governors and past Chair
of the Commercial/Industrial Section. He is a
Certified Water Specialist Level VI. He serves
on the Board of Directors of the Pacific WQA
(since 2001) and chairs its Technical Com-
mit tee. A founding member of WC&P’s Tech-
nical Review Committee, Michaud has
authored or presented over 100 technical pub-
lications and papers. He can be reached at
Syst ematix Inc., 6902 Aragon Circle, Buena
Park CA 90620; telephone (714) 522-5453 or
via email at cmichaud@ systematixUSA .com
Send Us Your Case Studies
Your products and processes are being used in new
and unique applications across the US and around
the world. Send us your case studies and share the
information with WC&P readers! Be sure to include
photos, graphs, and all the data – inquiring minds
want to know!
Call (520) 323-6144 or email: