Embed Size (px)
Citation preview

The Application of Melt Elasticity to Polymer Processing BRYCE MAXWELL
Polymer Materials Program Department of Chemical Engineering Princeton Uniuersity, Princeton, N . 1.
The present state of knowledge of polymer melt elasticity is reviewed together with consideration of the problems that elastic effects cause in polymer processing systems. Two ex- amples of the useful application of melt elasticity are pre- sented, one in melt extrusion the other in polymer melt mixing.
T he vast majority of polymer materials are proc- essed in the melt state during at least one step
in the sequence from polymerization to final prod- uct. Therefore the physical properties of polymer melts under processing conditions have been the sub- ject of extensive research investigation. It is well recognized that these materials exhibit viscoelastic behavior but because flow is involved in processing operations the viscous, i.e. resistance to flow, rather than the elastic, i.e. recoverable stored energy, be- havior has received most attention. There is almost the feeling that the elastic response is a troublesome bather and people wish it would be avoided. It is the purpose of this paper to show that the elastic response can be used to advantage in practical processing systems.
INTRODUCTION Let us first consider what is meant by the terms
viscous response and elastic response. Viscous re- sponse deals with the flow behavior of the melt. That is how easy or difficult it is to cause the material to undergo a continuous deformation with time. In general the rheological behavior of polymer melts is most often described by a “flow curve” which de- picts an apparent viscosity as a function of steady state deformation. On the other hand elastic response deals with the recovery from imposed deformation, that is, the ability of the material to return to its original geometric shape after either a step function or steady state deformation. The recovery behavior has received much less attention and therefore will be described in more detail.
One very simple method of studying the elastic recovery characteristics of polymer melts (1) is shown in Fig. 1. The sample specimen is in the form of a long thin-walled cup, mounted in a heated block. A central pin, mounted in bearings, fills the inside of the sample cup. The entire arrangement is very much like a Couette Viscometer. The sample may be sheared by turning the lever and a pointer and scale indicate the shear deformation.
A typical test sequence is shown in Fig . 2. The shear strain is applied by turning the lever, in this case as a linear function with time. At some desired magnitude of strain the lever is stopped and held fixed for a period of time at constant strain. Then the lever is released and the motion of the pointer measures the strain recovery as a function of time. The recovery is allowed to continue until the “per- manent set” is determined and then the percent elastic recovery is determined by subtracting the permanent set from the total applied strain.
lie
-Ni :trogen vent
F i g . I. Apparatus for testing melt elasticity.
Stra in Recovery 4 application period
Elastic response
Non-recoverable permanent s e t
Time +
Fig. 2. Typical test cycle for melt elasticity.
POLYMER ENGINEERING AND SCIENCE, MAY, 1973, Vol. 13, No. 3 227

Bryce Maxwell
This simple system permits the study of many variables, such as magnitude of applied strain, length of time of the period of constant strain and melt temperature. Figure 3 shows some typical data for polypropylene melts in terms of percent recover- able strain as a function of amount of applied strain and temperature. If one considers the polymer melt as a chain network system with entanglement points acting as temporary crosslinks these results are quite consistent. The higher the temperature the less elas- tic recovery. The higher the magnitude of applied strain the less the percent recoverable strain. But the important point is that the polymer melt is highly elastic, particularly at low temperatures,
In any viscoelastic system time dependent ef- fects must also be considered. The data above is for relatively long time scales of deformation and ob- servation. In practical processing operations the time scales of deformation are very much shorter. One of the techniques used to study melts at short time scales of deformation is dynamic testing. Here the melt is subjected to a sinusoidally oscillating strain at controlled frequencies and the response is de- scribed by either the components of a complex vis- cosity ( in-phase viscosity and out-of-phase viscosity) or the components of a complex modulus (in-phase modulus and out-of-phase modulus). Of these the in-phase modulus is the best measure of the elastic response of the melt.
Figure 4 shows the in-phase modulus of a series of linear polyethylenes at 155°C as a function of the frequency of the applied oscillating strain. The higher the frequency the shorter the time scale of deformation. We see from this data that at high frequency the melt has a high modulus (as high as los dynes/ em2) or in other words at short time scales of deformation the elastic restoring force is large. The data shows that the storage modulus de- creases as frequency is decreased and that for any given frequency the modulus increases with mo- lecular weight.
8 O 1 I I I I I
60 - %. L 0
0 0 w
40 -
0 u L 0 a
20 - . -00°F -
01 I I , I
0 20 40 60 80 Degree o f s tra in
Fig. 3. Strain recovery as a function of magnitude of applied strain.
APPLICATION OF MELT ELASTICITY TO EXTRUSION
When a viscoelastic material is rotationally sheared between a disk and a stationary plate a force is generated that tends to separate the disk from the plate. This normal force is often called the Weissenberg effect ( 2) . Figure 5 illustrates how the elastic response of a polymer melt gives rise to this normal force. Section X-X is a view looking along the axis of rotation at the surface of the disk. Consider point M as being attached to the surface of the rotating disk and point N attached to the sur- face of the stationary plate. As the disk rotates
I o - ~ 10-2 16' I oo 10' W , rodians/sec
Fig. 4. In-phase dynamic modulus as a function of frequency.
X d SIDE VIEW
SECTION X-X
Fig. 5. Principle of centripetal pumping In an elastic melt extruder.
228 POLYMER ENGINEERING AND SCIENCE, MAY, 1973, Yo/. 13, No. 3

The Application of Melt Ehsticity to Polymer Processing
point M is moved away from N along a path of radius r, and the polymer melt is stretched along this circular path. Since the melt is elastic, recoverable strain energy is stored in the material as if it were a mass of rubber bands stretched in circles. The stored elastic energy thus produces a force directed toward the center of rotation. In the classic Weissenberg experiment it is this force which produces the normal force. The side view in Fig. 5 shows the application of this force as a centripetal extruder.
Many extruders have been built based on this principle and Fig. 6 shows a collection of test re- sults (3, 4 ) in the form of pounds of through-put as a function of rotational speed for various diameters of the rotating disk. Since the melt becomes in- creasingly elastic in its response as time scale of loading becomes short the observed trend of in- creased through-put with increased rotational speed is to be expected. In addition, since the centripetal pumping is generated within the material itself it would be expected that the larger the diameter of the rotating disk, the greater the volume of melt being sheared and therefore a greater through-put for any given rotational speed.
Figure 7 shows a modification ( 5 ) of this elastic melt extruder which again takes advantage of the elastic characteristics of polymer melts. In many polymer processing operations volatile material must be extracted from the melt. To accomplish this the material is first melted in the regions marked 10c and then centripetally pumped along a protrusion on the rotating disk. At the end of the protrusion the material is exposed to outlet ports, l lc, to allow the volatile material to escape. If the polymer melt was simply a viscous liquid it would also go out the vents,
looo(T A LDPE A LDPE b V HDPE a HDPE
MOPE ( Pellets 1 m P P ( Flake 2.25'bo 0 P P ( F lake ) 1.25"ga
0 50 100 150 200 250 300 R.P.M.
Fig. 6. Through-put as a function of rotational speed for elustic melt extruders of uarious diameters.
POLYMER ENGINEERING AND SCIENCE, MAY, 1973, Vol. 13, No.
Fig. 7 . Deuokztizing e h t i c melt extruder.
but since it is highly elastic the stored energy within the material itself causes it to want to go toward the central axis of rotation and away from the vents.
APPLICATION OF MELT ELASTICITY TO INJECTION MOLDING
In the early days of injection molding the cold polymer material was simply placed in a heated cylindrical tube and pushed through the tube and into a mold by means of a reciprocating plunger, All heating of the material took place by conduction from the walls of the tube. The result was very poor melting and homogenization. As the technology developed, various types of spreaders were placed in the heating cylinder to increase the heat transfer surfaces and to improve mixing. The disadvantage to this system was the increased resistance to flow caused by the spreaders which resulted in decreased injection pressure.
In the 1950's because of the need for better homo- genization and more rapid heating the use of re- ciprocating screw extruders was introduced to in- jection molding. Here much of the heat was put into the polymer by mechanical shear and the action of the screw improved the mixing. Today most injection machines are reciprocating screw machines, but still better mixing and homogenization would be advan- tageous.
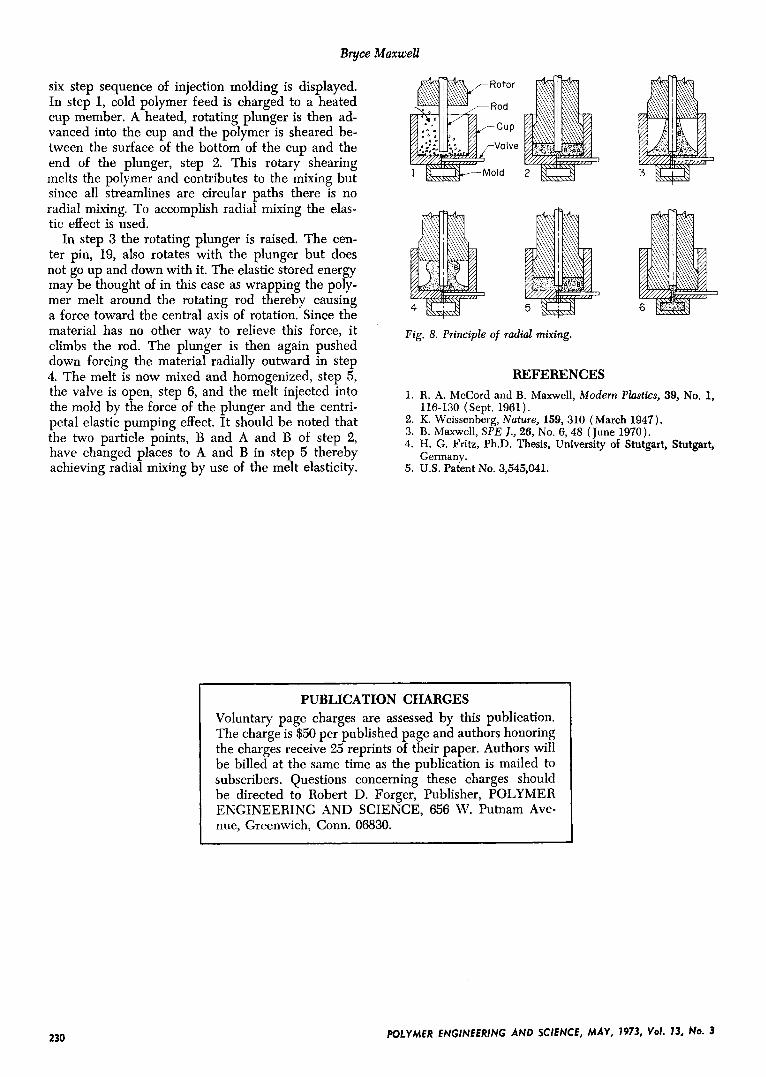
Figure 8 shows a method of using the elastic character of the polymer melt to achieve mixing and homogenization of the melt in injection molding. A
3 229
Bryce Maxwell
six step sequence of injection molding is displayed. In step 1, cold polymer feed is charged to a heated cup member. A heated, rotating plunger is then ad- vanced into the cup and the polymer is sheared be- tween the surface of the bottom of the cup and the end of the plunger, step 2. This rotary shearing melts the polymer and contributes to the mixing but since all streamlines are circular paths there is no radial mixing. To accomplish radial mixing the elas- tic effect is used.
In step 3 the rotating plunger is raised. The cen- ter pin, 19, also rotates with the plunger but does not go up and down with it. The elastic stored energy may be thought of in this case as wrapping the poly- mer melt around the rotating rod thereby causing a force toward the central axis of rotation. Since the material has no other way to relieve this force, it climbs the rod. The plunger is then again pushed down forcing the material radially outward in step 4. The melt is now mixed and homogenized, step 5, the valve is open, step 6, and the melt injected into the mold by the force of the plunger and the centri- petal elastic pumping effect. It should be noted that the two particle points, B and A and B of step 2, have changed places to A and B in step 5 thereby achieving radial mixing by use of the melt elasticity.
Fig. 8. Principle of radial mixing.
REFERENCES 1. R. A. McCord and B. Maxwell, Modern Plastics, 39, No. 1,
2. K. Weissenberg, Nature, 159, 310 (March 1947). 3. B. Maxwell, SPE J., 26, No. 6, 48 (June 1970). 4. H. G. Fritz, Ph.D. Thesis, University of Stutgart, Stutgart,
5. US. Patent No. 3,545,041.
116-130 (Sept. 1961).
Germany.
~~
PUBLICATION CHARGES Voluntary page charges are assessed by this publication. The charge is $50 per published page and authors honoring the charges receive 25 reprints of their paper. Authors will be billed at the same time as the publication is mailed to subscribers. Questions concerning these charges should be directed to Robert D. Forger, Publisher, POLYMER ENGINEERING AND SCIENCE, 656 W. Putnam Ave- nue, GTeenwich, Conn. 06830.
230 POLYMER ENGINEERING AND SCIENCE, MAY, 1973, Vol. 13, No. 3





























