Embed Size (px)
Citation preview

Test Blanket Module: Steels & Fabrication Technologies
E. Rajendra Kumar and TBM Team
Institute for Plasma Research
Bhat, Gandhinagar
WS&FT-08, 21st July 2008, IPR

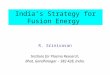
INDIAN FUSION ROAD MAP
Indigenous Fusion Experiment
- Qualification of Technologies- Qualification of reactor
components & Process
scientific and technological feasibility of fusion energy
SST-2
DEMO
ITER Participation
Steady State Physics and related technologies
SST-1
ADITYA Tokamak
1986
2004
2005
2035
2020
Fusion Power Reactor
Power Plant 2050
TBM Program
Prototype Programs

3
Breeding Blanket
400-550°C
Breeding Blanket
400-550°C
VacuumVessel ~100°C
VacuumVessel ~100°C
DEMO = Demonstration Fusion Reactor DEMO = Demonstration Fusion Reactor Plant
DEMO Fusion Reactor Core
Blanket
Divertor
VerticalManifold ~320°C
VerticalManifold ~320°C
NeutronShield ~320°C
NeutronShield ~320°C
-FZK
Magnet
Vessel

4
High grade heat extraction
Radiation Shielding
BLANKETFunctions
Tritium Breeding

5
The ITER Basic Device has Shielding Blanket, but no Breeding Blanket
Breeding Blankets will be tested in ITER, by inserting Test Blanket Modules (TBM) in specially dedicated ports
All the ITER Parties have their own TBM program and developing indigenous Materials & Technologies.
CHINA, EUROPE, INDIA, JAPAN, KOREA, RUSSIA & US
TBM Program in ITER
ITER mission : “ITER should test tritium breeding module concepts that would lead in a future reactor to tritium self-sufficiency, the extraction of high grade heat and electricity production.”

6
Parameters ITER DEMO
Surface Heat Flux (MW/m2)
0.27 0.5
Neutron wall Loading (MW/m2)
0.57 2.5
Pulse length (sec)
Up to 3000 ~ continuous
Duty cycle 0.25 -
Avg. Neutron Fluence (MWa/m2)
0.1
(for initial 10 years)
7.5
Frame
TBM
1.66 m (h) x 0.48 m (w) x 0.54 m (t)

7
Lead-Lithium cooled Ceramic Breeder (LLCB) Tritium Breeder: Lithium-Titanate pebbles Breeder Coolant: Lead-Lithium eutectic alloy (multiplier and breeder) Structural Material : Reduce Activation FMS
Solid Type: Helium Cooled Ceramic Breeder (HCCB) Tritium Breeder: Lithium-Titanate / Lithium Silicate pebbles Multiplier : Beryllium Pebbles Structural Material : Reduce Activation FMS Coolant : helium gas
Indian TBM Concepts

Lead-Lithium cooled Ceramic Breeder (LLCB) TBM
Bottom Plate
Outer Back Plate
Support
Shear Keys
He Outlet
Pb-Li Inlet
Top Plate
He Inlet
Pb-Li Outlet
He Purge InletHe Purge Outlet
Radial 536
Poloidal 1660
U-shaped First wallBox structure
Toroidal 480

9
LLCB TBM Parameters
1.66 m (h) x 0.484 m (w) x 0.54 m (t)
LLCB
Pb-Li Inlet pipe
Pb-Li Outlet pipe
He Inlet/Outlet concentric pipe
Bottom Plate
Top Plate
Outer Back Plate
Inner Back Plate
Pb-Li Inlet Manifold
First Wall
Ceramic Breeder zones
Helium as Purge gas for Tritium extraction

10
Structural material : Reduced Activation Ferritic Martensitic Steel (RAFMS) and ODS
Tritium Breeder :
Solid : Li4SiO4, Li2TiO3 Liquid : Pb-17Li Enriched Lithium : Li-6 (30 – 90 %)
Neutron multiplier : Be, Be12Ti, Pb
Composite Material : SiCf/SiC (FCI)
Coatings : Be, Alumina, Erbium oxide coatings
Neutron Shielding and External Piping : SS 316 LN-IG
TBM Materials

Key Material Issues in Fusion Devices
The 14 MeV neutrons produce transmutation nuclear reactions and atomic displacement cascades inside the materials
Damage and transmutation imply degradation of physical and mechanical properties of materials ( Swelling, Hardening, LD, LCS, LFT..)
DEMO: Radiation damage @ First Wall, End of life: 100 - 150 dpa (5 yr) Transmutation to Helium: 1200 -1800 appm He
The existing sources of 14 MeV neutrons have a small intensity and do not allow us to get important damage accumulation in a reasonable time.
It is necessary to simulate irradiation by 14 MeV neutrons (@ 550 C), by using either fission neutrons, or high energy protons.
Presently, Materials are irradiated with fission neutrons and with high-energy protons. Results are interpolated for fusion irradiation conditions.

Structural Steels for TBM
RAFM Steel : 9Cr W Ta V Si, C Composition tailored to reduce activation and waste
Operational Temperature window: 300-550°C
To be used as structural material for the TBM and in DEMO blankets
Oxide dispersion strengthened (ODS) Steels
(Potential Candidate to replace RAFMS)
Operational Temperature window: 350-650°C

13
Elements Wt. %
Cr 8.80 – 9.20
C 0.10 – 0.12
Mn 0.4 0 – 0.60
V 0.18 – 0.24
W 1.0 – 1.20
Ta 0.07 – 0.10
N 0.02 – 0.04
O < 0.01
P < 0.002
S < 0.002
B < 0.001
Ti < 0.005
Nb < 0.001
Mo < 0.002
Ni < 0.005
Cu < 0.002
Al < 0.005
Si < 0.05
Co < 0.005
As+Sn+Sb+Zr < 0.03
Reduced Activation Ferritic Martensitic Steels (RAFMS)
Typical RT 300 oC 500 oC
UTS (Mpa) 640 – 680 520 – 560 400 – 440
YS (E 0.2%)(Mpa) 540 – 580 465 – 485 385 – 40
DBTT : < -70 oC
Process : Vacuum Induction Melting (VIM)
Quantity Required: Each TBM (Typically) : ~ 5 Ton To develop 8 TBMs in 15 years : ~ 40 - 50 Ton
Plates of dimensions: (in mm)(i) 1700 L x 1500 W x 12-15 T (ii) 1700 L x 1500 W x 25-30 T Rectangular tubes: (18mm x 18 mm)Powder &Wire form (for welding )
IGCAR & MIDHANI jointly developing

14
RAFMS Development : Critical Issues
Characterization and understanding of degradation due to neutron irradiation ( ~ 550 C)
3 -15 dpa (engineering database for TBM design, fabrication and TBM licensing)
Major Issues:– Development of Reliable joints manufacturing process (HIP, EBW, LW etc..)
– Compatibility with Breeder Materials (Li-ceramics, flowing Pb-Li in magnetic filed)
– Anti-Corrosion / Anti-Permeation Barriers development
– Creep-Fatigue Interaction due to high temperature cyclic operation (data validation)
– High Temperature Design Criteria as per the ITER SDC (RCCMR & ASME)
LONG TERM R&D for the Development of fully qualified LAFMS material Modeling & Simulation Chemical Composition Characterization Mock-up fabrication Optimization of joining techniques Neutron irradiation Industrial Production

15
Disadvantages with FMS DBTT decrease after irradiation at Tirr < 400°C; The welds need heat treatments Upper operating temperature limited by creep strength: Tmax 550°C Possible solution: Tmax in range 550-650 °C by powder metallurgy Route (ODS)
ODS alloys Advantages Disadvantages12-16% Cr ODS ferritic steel
Higher temperature capability
Better oxidation resistance
Anisotropic mechanical properties
Lower fracture toughness
9% Cr ODS ferritic/martensitic steel
Nearly isotropic properties after heat treatment
Better fracture toughness
Scalable fabrication
Limited to temperature below ~700 C
Marginal oxidation resistance at high temperatures
8-9.5 Cr , 1 % W and 0.3 %Y2O3 (50 nm size) without Titanium
ODS alloysLong Term Needs

Manufacturing Technologies adopted for TBM
HIPPING / INVESTMENT CASTING
EB Welding
Hybrid (MIG/LASER)
TIG Welding
LASER Welding
Testing Methods
Ultrasonic testing
X-ray / γ-ray testing
Dye Penetrant testing
Helium leak tightness

Component-1 : U-Shaped First Wall Box Structure
First Wall
He Channel
He Channel
He Channel (Top plate cooling)
HIPPING
Or
Investment
Casting
Overall Dimension: 1.66 m (h) x 0.48 m (w) x 0.54 m (t)
Channel 20 x 20 mm
No. of Channel
64 Nos.
Corner Radius Inside Channel
2.5 mm

18
Typical Dimensions (Reference EU Trials) HIPPING First Wall thickness : ~ 25 – 30 mm
Cooling channels : 15-18 x 15-18 mm2 (5 - 6 mm rib)
Top & Bottom covers : 30 – 32 mm
Stiffening plates / flow divider wall thickness : 5 – 8 mm
300
200
Built-in Cooling Channels
Options
1000 oC, 130 MPa
TBM FW

19
TBM FW mockup fabrication (EU - References)
F82H as recievedGrain Size # G : 5Grain Size : 60m
1040 ºC x 2hr x 150MPa Grain Size #G : 2Grain Size : 170m
200mm X 200mm X 100mm (height)

20
300
200
Built-in Cooling Channels
Japanese Trials with RAFMS (F82H)
Horizontal Channels

Component-2 Top Plate Assembly of LLCB TBM
Top Plate 1
Top Plate 3
Top Plate 2
Rib
BY HIPPING Or Investment Casting

All Dimensions are in mm
Plate Thickness 4 mm
Rib Thickness 6 mm
Rib Width 4 mm
Unspecified Corner Radius 2 mm
ISO View
Dimensions of Top Plate-3 with Rib (He Inlet/Outlet)

Component-3 : Manifold Arrangement with Inner Back Plate
Inner Back Plate
First Wall
Breeder
He Inlet for
Back Plate
He Outlet for
Back Plate
He Channel
Inner Back Plate

Dimension of Inner Back Plate
Section View A:A
Detail View B
Channel Dimension
20 x 20
Total No. of Channel
32
Unspecified Corner Radius = 10 mm
All Dimension Are in mm

Outer Back PlateFirst Wall
Outer Back Plate
Inner Back Plate
He Outlet for Back Plate
He Inlet for Back Plate
He Channel
Manifold Arrangement with Outer Back Plate

Dimension of Outer Back Plate

27
HIPPING Joint Properties
EU Ref.

Investment casting
Investment casting is a potentially attractive alternative to HIP for first-wall, grid plate and manifold fabrication
– Reduces the need for extensive joining which should improve reliability (joints are typically the origin of structural failures)
– Reduces the amount of NDE needed (few joints).
– Potentially less expensive than other fabrication methods.
– Complex castings of 9-10 Cr steels have been produced with mechanical properties similar to those of wrought products
(Ref: Valves & Steam Turbine applications)

29
EB-Welding
For High Depth Welding:
High voltage: 150 kV,
Welding current: 72 mA,
Travel speed: 0.3 m/min
40 mm and weld width 2 mm.
Macrography of Eurofer / 316LN
EBW (1.5 mm thick)
Sound structural welds: Free of cracks, low pores

Major Tasks in EBW development
Development of welding procedure for thick RAFMS plates
Optimization of Welding process (current density, speed, environ.)
Characterization of weld joints (ITER-SDC RCC-MR and ASME codes)– Radiography Test– Effect of Post-Weld Heat Treatment on Hardness (needs
optimization)– Effect of neutron Irradiation on weld joints (Microstructures,
Mechanical Properties (TS, DBTT, YS, FT)
Optimization of EBW process in actual TBM mock-ups (In real joint configurations)

31
LASER Welding
Plate – Plate welding
5 - 8 mm to 12 – 15 mm
YAG LASER
Penetration of the melt run ranges typically from 4 to 8 mm (WS = 130 cm/min).Metallurgical analysis: hot cracks (max. 1.2 mm) and gas pores (max. 0.7 mm).RAFMS / EUROFER is sensitive to hot cracking.
- Laser power: 4 kW
- Travel speed: 0.35 m/min
- Focal length: 150 mm
- Twin spot with d = 2.1 mm
Coolant Panels
(Reference EU R&D)

SP- Fusion Butt welding (YAG LASER) > 2 KW
Pipes Dia: 75 – 85 mm, thick = 3 - 6 mm
- Metallographic
- Destructive / non-destructive tests
Join realized in 2 passes (Top & Bottom)
Mode I: Successive and opposite direction of the passes;
Mode II : Simultaneous and same direction of the passes
LASER Welding on TBM Mock-up Trials
Dissimilar Joints (RAFMS/SS 316 LN)
Assembly mode I & II Clamping Conditions(Reference EU R&D)

33
Sr. No.
Major Milestones (1/2) Completion by:
1 Materials composition definition 12/2008
2 TBM Quality management system establishment (e.g., QA) 06/2009
3 Out-Of-Pile characterization of DEMO-relevant structural material and TBM fabrication process validation (at laboratory level)
12/2009
4 TBM system conceptual design 12/2009
5 TBM Preliminary Safety Report (for each concept and dummy plug)
12/2009
6 Small/medium size TBM mock-ups fabrication addressing critical components (industrial manufacture or, at least, industrially compatible manufacture)
12/2010
7 Small/medium size TBM mock-ups testing results 12/2011
8 Completion of data base for structural material and joints for use in design codes and codes & standards
6/2012

9 Detailed design of the first TBM system to be installed in ITER day one (1st Plasma)
06/2012
10 Completion of data base for structural material and joints under irradiation (at least, 3 dpa)
06/2014
11 End of fabrication of large size TBM mock-up and associated system
06/2014
12 End of testing and qualification of large size TBM mock-up and associated system in appropriate facilities
12/2015
13 Delivery of TBM systems to ITER 12/2016
14 End of 1st TBM System acceptance tests (e.g., leakage tests, pressure tests, compatibility check with ITER interfaces) and Commissioning
12/2017
15 TBM Safety Report to be provided with QA records during construction and reception tests
12/2017
Major Milestones (2/2)

SummaryMaterials Requirement and related Manufacturing technologies for TBM development has been projected
The fabrication technologies development for TBM need to be initiated through mock-ups and prototype fabrication and testing
The qualification according to codes and standards needs to be
finalized and harmonized as per the ITER requirements
The budget for the TBM Program is available.
We invite R&D centers to initiate the developmental activities for a committed delivery to meet the ITER time schedule
35

Thank you
36

37

38

39

• Fusion neutrons, fission neutrons, high energy protons:
• Strong differences in the production rates of impurities
Defect poduction
(in steels)
Fusion neutrons
(3-4 GW reactor,
first wall)
Fission neutrons
(BOR 60 reactor)
High energy protons
(590 MeV)
Damage rate [dpa/year]
20-30 ~ 20 ~ 10
Helium [appm/dpa]
10-15 ≤ 1 ~ 130
Hydrogen [appm/dpa]
40-50 ≤ 10 ~ 800
Irradiation Modes

Effect of 300°C Irradiation on Eurofer97 Base and EB Weld Metal Tensile Ductility
J.W. Rensman / NRG Irradiation Testing: Report on 300°C and 60°C Irradiated RAFM Steels (2005)
25 mm Plate Electron Beam Welded 25 mm Plate

Effect of 300°C Irradiation on Eurofer97 Base and EB Weld Metal Impact Properties
J.W. Rensman / NRG Irradiation Testing: Report on 300°C and 60°C Irradiated RAFM Steels (2005)
25 mm Plate Electron Beam Welded 25 mm Plate

Effect of Post-Weld Heat Treatment on Hardness of Eurofer 97 EB Welds
• Research needs:– No systematic study of all
variables in the literature. There is a need to understand the controlling variables to optimize weld and PWHT for irradiation response.
– Irradiation testing of very fine grained HAZ.
– Irradiation testing of base and weld metal with multiple PWHTs.
J.W. Rensman, E. Rigal, R. Meyder, A. Li Puma / ICFRM-12 (2005)