Embed Size (px)
Citation preview

For safe and reliable operation, it is essential to read the user,s manual carefullybefore using this equipment.
2007 02A SPrinted in Japan
CTENSIONCONTROL DEVICEOur clutches and brakes
used in various equipment including industrial equipment,
information equipment and recreation facilities play
an important part in automation or
motion control systems.
SHINKO ELECTRIC CO., LTD.Please note that our former company name or logo may be printed in this catalog.
Formerly SHINKO ELECTRIC CO., LTD.
Formerly SHINKO ELECTRIC CO., LTD.
E78-120CODE
Formerly
Shiba NBF Tower, 1-30, Shiba-daimon 1-chome, Minato-ku, Tokyo, 105-8564, JapanTEL +81-3-5473-1826 FAX +81-3-5473-1845
SINFONIA TECHNOLOGY CO., LTD. continually upgrades and improves its products. Actual features and specifications may therefore differ slightly from those described in this catalog.
96 Robinson Road, #13-02 SIF Building, Singapore 068899TEL +65-6223-6122 FAX +65-6225-2729
Graha Paramita 8th Floor Suite E Jl. Denpasar Raya Block D2 KAV. 8 Kuningan, Jakarta 12940, IndonesiaTEL: 021-252-3606 (hunting) FAX: 021-252-3608
Room3006, Building B Far East International Plaza, No 317, Xian Xia Road, Changning District, Shanghai, ChinaZip Code:200051TEL +86-21-6275-0606 FAX +86-21-3209-8975
http://www.sinfo-t.jp
For safe and reliable operation, it is essential to read the user,s manual carefullybefore using this equipment.
2007 4A SPrinted in Japan
Our clutches and brakes
used in various equipment including industrial equipment,
information equipment and recreation facilities play
an important part in automation or
motion control systems.
We have a new slogan in Japan; “ECOing” a combination of “eco” and “ing” . This is to promote eco-friendly technological development and manufacturing. Our ecological activities are of course not limited to Japan and practiced in many countries around the world.
1 2
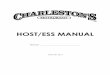
In the manufacturing process of paper, textile, film, electric wire, rope and the like, for eliminating crease, slack, stretch and cut trouble and improving the product quality and stability, strictly precise tension control is required.
The most popular tension control system example
Tension Control Device
Controller
1 Feeding RollThe tension of material is adjusted by the braking torque of the electromagnetic particle clutch mounted on the feeding roll. If constant tension is required, the torque is required to be reduced in propotion to the diameter of the roll. This control method is an example of automatic roll diameter detecting method.
3 Winding RollThe winding roll tends to wind up constantly with faster speed than sending roll. As the line sped is regulated wuth the speed for the sending roll, the AC servo motor which drives winder rolls in accordance with the given torque command and winds with constant tension.This control method is an example of the automatic winding roll diameter propotional method. AS the torque command is changed depending on the roll diamete, it is easy to adapt each of tapered tension. This is controllable with the combination of an electromagnetic particle clutch and a motor.
2 Sending RollThe seat material is sent by a pair of rollers driven by a sending motor. The line speed is determined by rotating speed of the motor. The motor capacity shall be determined to be bearabIe for a larger tension than the specified tension, because the sending tension contorolled by the feeding roll and the tension given by the sending roller are separated.
Proxmity Switch
Encoder
AC Servo Motor
Magnetic Particle Brake
Servo Driver
Automatic Tension Controller PCD-120BSpeed
Commander
Automatic Tension Controller PCA-110A
AC Servo Motor
Servo Driver
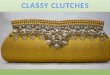
Automatic Control is Required
Precise tension control isrequired
Torque stability is requiredeven when temperature varies
Intermittent operationDancer rolls required
When material changed,data is changed
Whether the arm maytouched with material
Selection Flow of Tension Control Device
3 4
List of control equipmentFor tension control, the control method is determined according to the application after the actuator for torque adjustment is determined.Our company manufactures a variety of controllers for various
needs based on our long years of experience and performance. Here, we introduce various applications other than normal use methods. Please try the control that is most convenient for you referring to the information.
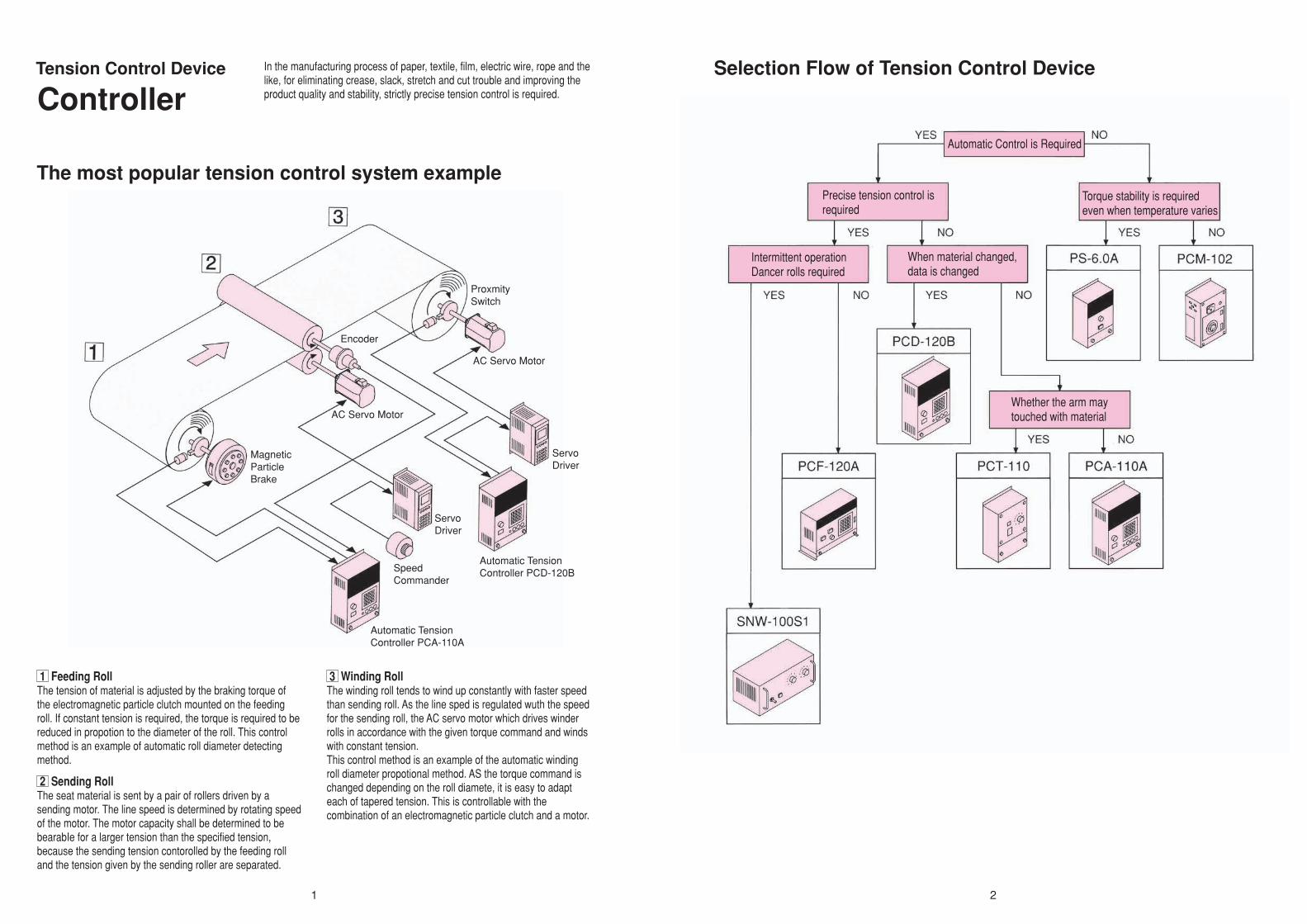
In the feedback control method, the actual material tension is detected and compared with the set tension to control the material tension kept constant at all times. Tension control at the highest precision is possible.In the feedback control, there is a micro deviation tension control method and a roll control method.In the micro deviation tension control method, the actual tension is detected with an RD type load detector of a load cell type, and it is controlled constant with the tension set with the PCF type controller at all times.
In the dancer roll control method, the position change of the dancer roll placed on the material is detected with a pivot sensor, and the torque or the revolution speed of the unwinding roll and the winding roll are changed with the SNW type controller so that the dancer roll is kept in a fixed position at all times. The tension value is determined by the dancer load, so a stable tension can be obtained at all times, and even at start-up and stoppage, the tension of the material is kept stable by the dancer roll playing a role as a cushion.
In the open loop control method, instead of measuring the actual material tension, it adopts a principle that the torque changes to a certain degree based on a change in the material diameter.When the instruction value of the actuator and the torque value are in proportion, high precision tension control is possible. By controlling the open loop, no hunting due to disturbance is generated and stable tension control is possible.The open loop control method has three types including the roll diameter proportional tension control method, the roll diameter detection tension control method and the touch roll tension control method.In the roll diameter proportional tension control method, the diameter and the material thickness are inputted in advance,
and the material diameter is calculated with a PCD type controller by a signal of every rotation of the proximity switch attached to the original fabric, and output based on the diameter is made.In the roll diameter detection control method, the present diameter is automatically calculated with a PCA type controller with a signal of every rotation of the proximity switch attached to the original fabric and the pulse encoder attached on the line without the necessity of inputting the diameter and the material thickness in advance.In the touch roll tension control method, the tip of the arm is brought into contact with the surface of the original fabric and output is changed based on the change of the arm angle according to the change of the roll diameter.
This simplest manual control method is used for tension control of a mid roll, tension control with less diameter change, and torque limiter.The PCM type controller is a method to change the output voltage by slidax, and the PS type controller has a constant current method that does not generate torque change due to temperature characteristics of the powder.
Control method
•Feedback control method
•Open loop control method
•Manual control method
Feedback control method
Open loop control m
ethod
Control equipment and apparatuses
PCF type automatic controller
RD type detector
SNW type automatic controller
SEP type detector
PCD type automatic controller
PCA type automatic controller
Pulse encoder
PCT type automatic controller
SEP type detector
PS type power amp
PCM controller
PS type controller
Applied actuator
Electromagnetic particle clutch/brake
Hysteresis clutch/brake
AC servomotor
Electromagnetic particle clutch/brake
Hysteresis clutch/brake
Tension brake
Electromagnetic particle clutch/brake
Hysteresis clutch/brake
AC servomotor
Electromagnetic particle clutch/brake
Hysteresis clutch/brake
AC servomotor
Electromagnetic particle clutch/brake
Hysteresis clutch/brake
AC servomotor
Electromagnetic particle clutch/brake
Hysteresis clutch/brake
Tension brake
Control SystemComponent Parts(in case of pay-off-reel brake) Features · Use
• Can control tension with super-high precision by closed loop automatic control.• Can read tension value right away.• There is a micro-deflection with the detecting section so there is no delay with mechanical response.• High precision tension control is possible by complete automation.
Controller
Detector
Micro deviationautomatic tensioncontrol system
Dancer rollautomatic tensioncontrol system
Diameter detectioncontrol system
Diameterproportionaltensioncontrol system
Touch rolltensioncontrol system
Manual torquecontrol system
• Can control tension with high precision by closed loop automatic control.• Can conduct wide-range torque control.• Can be applied to various machines.
• Can automatically calculate diameter of material by combining 2 speed detectors.• Can conduct high-precision dia control proportional tension system control.
• Brake current is automatically controIIed in proportion to pay-off dia. Tension control of good precision can be attained.• As detector section does not directly come in contact with the material, the system canbe widely applies, and the construction of the machine is simple.
• Brake current is automatically controlled in proportion to dia with Touch Roll. Tension control of good precision can be attained.• As the controller directly detects the diameter of material, a correct tension controI can be made.
• A torque control of a wide range is possible.• A simple winder. Can be conbined as unwinder.• Handling & operation are simple.
Controller
Detector
Detector
Controller
Detector 1
Detector 2
Controller
Detector
Controller
Controller

5 6
This controller detects the material tension using load detectors set on both ends of the roll, and controls the powder clutch/brake and AC servomotor’s torque automatically to eliminate the difference in the set tension and the detected tension.This control method adjusts to the actual set tension, and provides the highest precision among tension control systems.It also adopts microcomputer control and a numerical keypad input method, realizing an easy-to-use and multi-functional tension control system.
1. High precision control adopting microcomputerThis equipment uses a 16 bit microcomputer for digital processing of proportional and integral control minimizing operational errors. And our load detector adopts a load cell method to minimize detection errors.
2. Simple operation and settingTroublesome volume adjustments are not required at all, and all settings can be made with the numerical keypad on the panel.• Operation setting values such as initial settings including zero and span, tension setting and response gain can be digitally inputted, allowing repeated settings across similar machines.• The set tension and the detected tension are separately displayed and the tension can be changed even during line stop.
3. Small in size and light in weightIt is small in size and light in weight by adopting microcomput-er control and switching power supply, and reinforcing angles are not necessary even for mounting on a wall or on a panel.
4. Great diversity of high functionsVarious high functions are included for more advanced tension control.• The output memory is built in, so even if the power supply is cut off you can start the condition prior to stoppage when it is restarted-up.• 0 – 10V DC can be input for external tension setting.• 0 – 10V DC can be outputted for external tension display.• 10V DC analog output is provided additionally to 24V DC for a wide range of control.• An overcurrent protection circuit is provided to protect the controller in case of powder failure.• Failures can be detected without a tester by the checking function.
Micro deviation automatic tension controller PCF-120A
Principle of operation
Features Outline dimensions drawing/Specifications
•Structure and principle
Detection roll
Web
RD type roll detector
Unwinding roll
No. 1 tension signal
No. 2 tension signal
Electromagnetic brake
Power PCF type automatic tension controller
PCF automatic tension controller
Detector No. 1 Comparison + integrationAmplification Addition Comparison PWM control Electromagnetic brake
Automatic
Manual
Manual settingTension settingAmplificationDetector No. 2
•Outline dimensions
•SpecificationsTypeInput voltage
CapacityTension settingExternal tension settingLoad detection input voltage
Sequence signal outputExternal tension output
PCF-120A100/110V or 200/220V AC switch0~24V DC 0~6A PWM output0~10V DC analog voltage switch144W0~99.9 (×10N), 0~999 (×10N)0~10V DC (8bit)0~0.5V DC/rated loadStart, stop, speed reduction gain, manual, memory, roll switchZero tension0~10V DCTension displayOutput voltageMonitorDATA INPUTBALANCE• ZERO• LEFT SPAN• RIGHT SPAN• START V• START T
• STOP V• STOP T
• RESET V• TENSION• TIME• GAIN• DEC G
• TAPER
Protect functionOperating temperatureStorage temperatureHumidityAtmosphereVibrationAltitudeStructureWeight
Overcurrent trip0~40ϒC– 0~40ϒC10-85%RH, without condensationNo corrosion gas, dust (indoor use specification)0.5G or less1000m or lessMade of steel plate, floor installation, protective typeAbout 4.2kgPanelCaseParticle clutch/brakeHysteresis clutch/brakeAC servomotor
Output voltage
Sequence signal input
Data setting items
Monitor display
0~99.9 (×10N), 0~999 (×10N)0~99%Set contents, set tension normallyLighting during data inputLighting by tension abnormalityZero adjustmentSet load of left loading detectorSet load of right loading detectorAutomatic operation start voltageOccurrence time of automatic operation start voltageAutomatic operation stop voltageOccurrence time of automatic operation stop voltageOccurrence voltage during stopAutomatic tension valueResponse speedResponse rangeResponse range during line speed reductionTaper rate
Paint color
Major applied models
PCF-120A
7 8
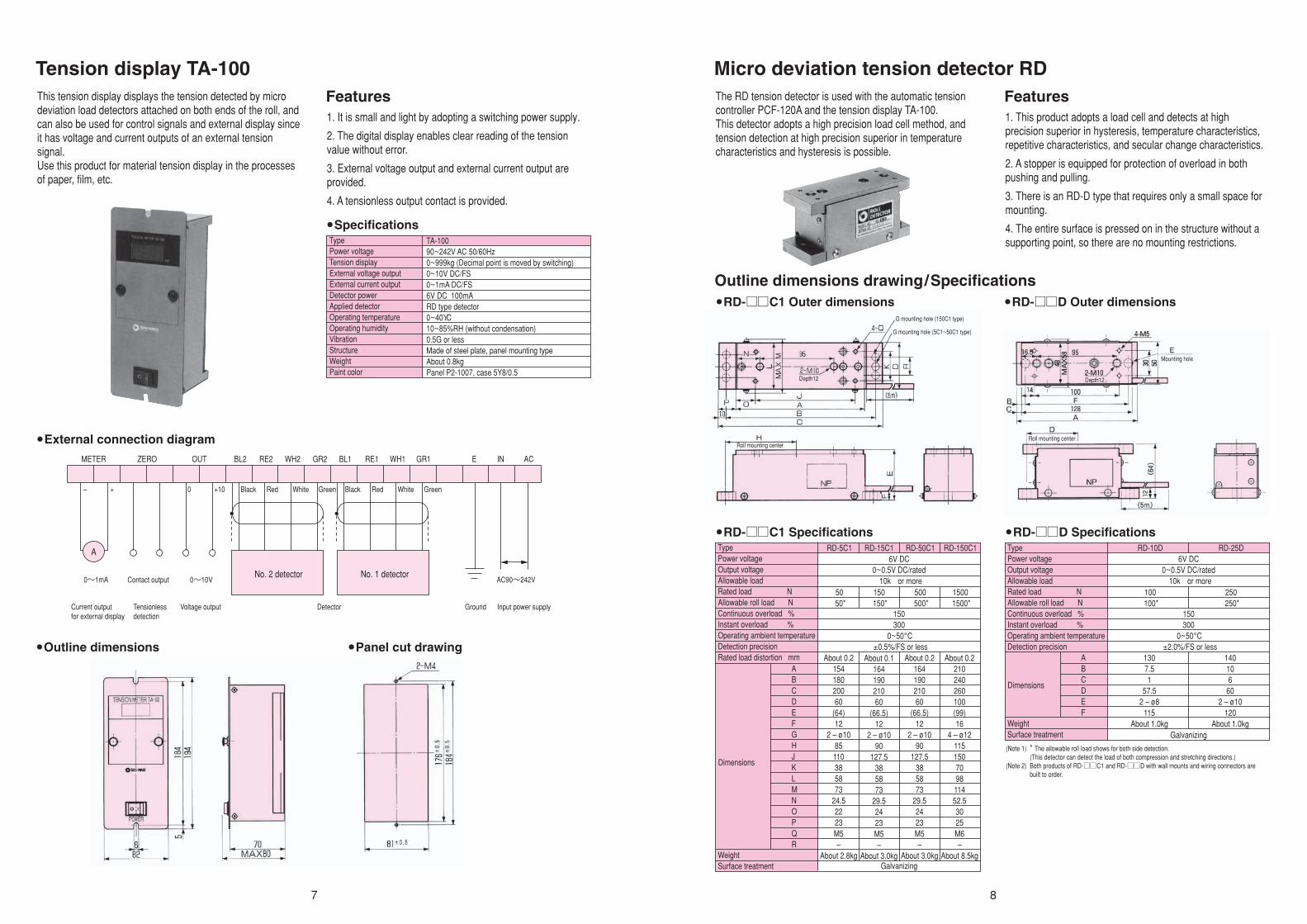
This tension display displays the tension detected by micro deviation load detectors attached on both ends of the roll, and can also be used for control signals and external display since it has voltage and current outputs of an external tension signal.Use this product for material tension display in the processes of paper, film, etc.
1. It is small and light by adopting a switching power supply.
2. The digital display enables clear reading of the tension value without error.
3. External voltage output and external current output are provided.
4. A tensionless output contact is provided.
Tension display TA-100Features The RD tension detector is used with the automatic tension
controller PCF-120A and the tension display TA-100.This detector adopts a high precision load cell method, and tension detection at high precision superior in temperature characteristics and hysteresis is possible.
1. This product adopts a load cell and detects at high precision superior in hysteresis, temperature characteristics, repetitive characteristics, and secular change characteristics.
2. A stopper is equipped for protection of overload in both pushing and pulling.
3. There is an RD-D type that requires only a small space for mounting.
4. The entire surface is pressed on in the structure without a supporting point, so there are no mounting restrictions.
Micro deviation tension detector RDFeatures
Outline dimensions drawing/Specifications
•External connection diagram
•Outline dimensions •Panel cut drawing
•SpecificationsTypePower voltageTension displayExternal voltage outputExternal current outputDetector powerApplied detectorOperating temperatureOperating humidityVibrationStructureWeightPaint color
TA-10090~242V AC 50/60Hz0~999kg (Decimal point is moved by switching)0~10V DC/FS0~1mA DC/FS6V DC 100mARD type detector0~40ϒC10~85%RH (without condensation)0.5G or lessMade of steel plate, panel mounting typeAbout 0.8kgPanel P2-1007, case 5Y8/0.5
•RD-□□C1 Specifications
•RD-□□C1 Outer dimensions •RD-□□D Outer dimensions
TypePower voltageOutput voltageAllowable loadRated load NAllowable roll load NContinuous overload %Instant overload %Operating ambient temperatureDetection precisionRated load distortion mm
WeightSurface treatment
Black+100– + Red White Green Black Red White Green
Contact outputNo. 2 detector No. 1 detector
Current output for external display
Tensionless detection
Voltage output Detector Ground Input power supply
0~1mA 0~10V AC90~242V
A
METER ZERO OUT BL2 RE2 WH2 GR2 BL1 RE1 WH1 GR1 E IN AC
ABCDEFGHJKLMNOPQR
Dimensions
G mounting hole (150C1 type)
G mounting hole (5C1~50C1 type)
Depth12
Roll mounting center
RD-5C1 RD-15C1 RD-50C1 RD-150C1
50 50*
150 150*
500 500*
1500 1500*
About 0.215418020060
(64)12
2 – ø1085110385873
24.52223M5–
About 2.8kg
About 0.116419021060
(66.5)12
2 – ø1090
127.5385873
29.52423M5–
About 3.0kg
About 0.216419021060
(66.5)12
2 – ø1090
127.5385873
29.52423M5–
About 3.0kg
About 0.2210240260100(99)16
4 – ø12115150709811452.53025M6–
About 8.5kg
6V DC0~0.5V DC/rated
10k or more
150300
0~50°C±0.5%/FS or less
Galvanizing
•RD-□□D SpecificationsTypePower voltageOutput voltageAllowable loadRated load NAllowable roll load NContinuous overload %Instant overload %Operating ambient temperatureDetection precision
WeightSurface treatment
ABCDEF
Dimensions
RD-10D RD-25D
100 100*
250 250*
1307.51
57.52 – ø8
115About 1.0kg
14010660
2 – ø10120
About 1.0kg
6V DC0~0.5V DC/rated
10k or more
150300
0~50°C±2.0%/FS or less
Galvanizing
Roll mounting center
(Note 1) * The allowable roll load shows for both side detection. (This detector can detect the load of both compression and stretching directions.)(Note 2) Both products of RD-□□C1 and RD-□□D with wall mounts and wiring connectors are built to order.
Mounting hole
Depth12
9 10
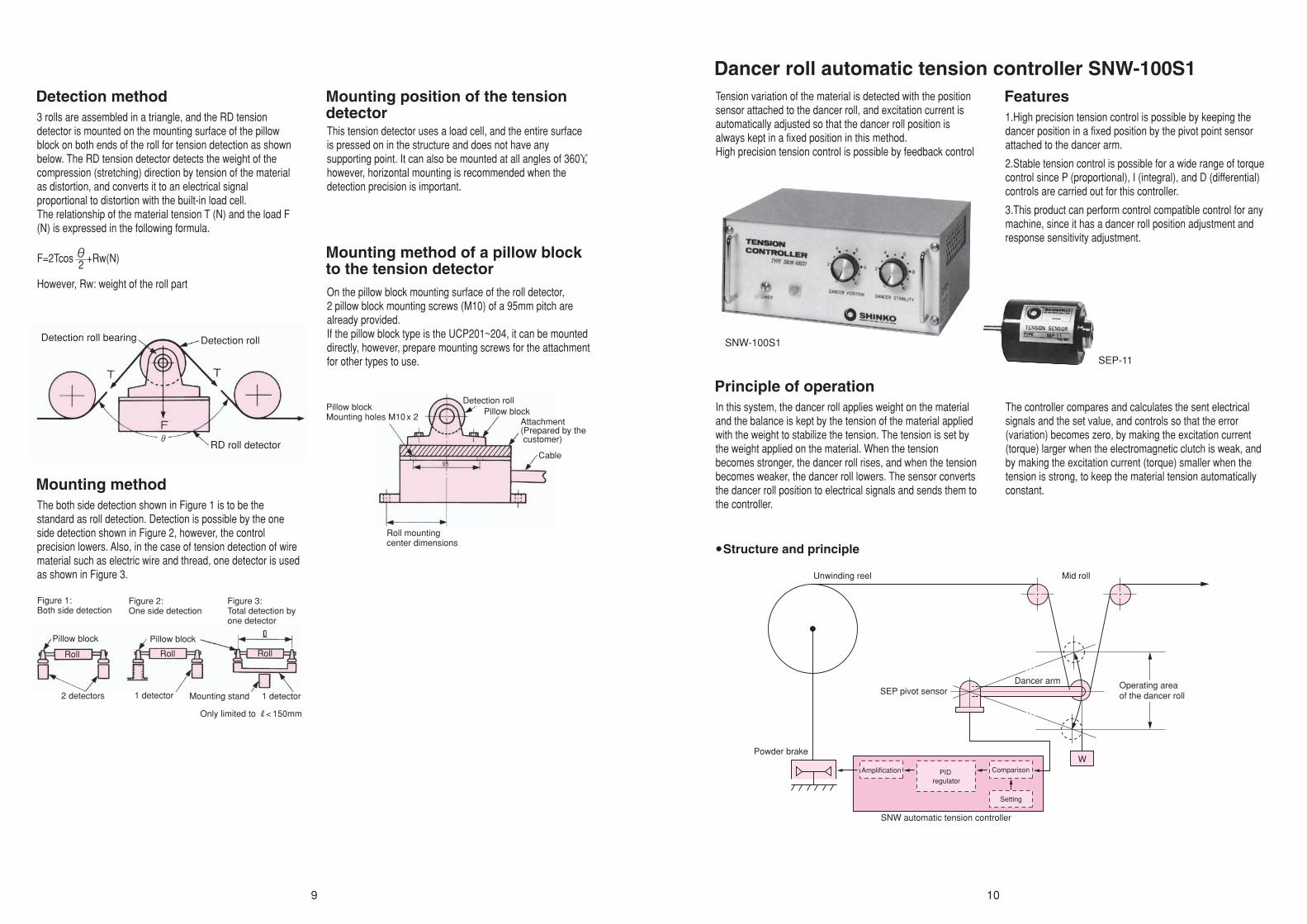
3 rolls are assembled in a triangle, and the RD tension detector is mounted on the mounting surface of the pillow block on both ends of the roll for tension detection as shown below. The RD tension detector detects the weight of the compression (stretching) direction by tension of the material as distortion, and converts it to an electrical signal proportional to distortion with the built-in load cell. The relationship of the material tension T (N) and the load F (N) is expressed in the following formula.
Detection method
This tension detector uses a load cell, and the entire surface is pressed on in the structure and does not have any supporting point. It can also be mounted at all angles of 360ϒ, however, horizontal mounting is recommended when the detection precision is important.
In this system, the dancer roll applies weight on the material and the balance is kept by the tension of the material applied with the weight to stabilize the tension. The tension is set by the weight applied on the material. When the tension becomes stronger, the dancer roll rises, and when the tension becomes weaker, the dancer roll lowers. The sensor converts the dancer roll position to electrical signals and sends them to the controller.
Principle of operationThe controller compares and calculates the sent electrical signals and the set value, and controls so that the error (variation) becomes zero, by making the excitation current (torque) larger when the electromagnetic clutch is weak, and by making the excitation current (torque) smaller when the tension is strong, to keep the material tension automatically constant.
Mounting position of the tension detector
The both side detection shown in Figure 1 is to be the standard as roll detection. Detection is possible by the one side detection shown in Figure 2, however, the control precision lowers. Also, in the case of tension detection of wire material such as electric wire and thread, one detector is used as shown in Figure 3.
Mounting method
On the pillow block mounting surface of the roll detector,2 pillow block mounting screws (M10) of a 95mm pitch are already provided.If the pillow block type is the UCP201~204, it can be mounted directly, however, prepare mounting screws for the attachment for other types to use.
Mounting method of a pillow blockto the tension detector
Tension variation of the material is detected with the position sensor attached to the dancer roll, and excitation current is automatically adjusted so that the dancer roll position is always kept in a fixed position in this method.High precision tension control is possible by feedback control
1.High precision tension control is possible by keeping the dancer position in a fixed position by the pivot point sensor attached to the dancer arm.
2.Stable tension control is possible for a wide range of torque control since P (proportional), I (integral), and D (differential) controls are carried out for this controller.
3.This product can perform control compatible control for any machine, since it has a dancer roll position adjustment and response sensitivity adjustment.
Dancer roll automatic tension controller SNW-100S1Features
However, Rw: weight of the roll part
Detection roll bearing Detection roll
RD roll detector
Figure 1:Both side detection
Pillow block
Roll
2 detectors
Figure 2: One side detection
Pillow block
Roll
1 detector
Figure 3: Total detection by one detector
Roll
1 detectorMounting stand
Only limited to R < 150mm
Pillow blockMounting holes M10 x 2
Roll mountingcenter dimensions
Detection rollPillow block
Attachment (Prepared by the customer)
Cable
Unwinding reel Mid roll
SEP pivot sensor
Powder brake
Amplification PID regulator
Comparison
Setting
SNW automatic tension controller
Dancer arm Operating area of the dancer roll
W
SNW-100S1
SEP-11
•Structure and principle
F=2Tcos +Rw(N)2θ
11 12
Outline dimensions drawing/Specifications This equipment uses a powder clutch/brake when winding and unwinding paper or film, etc., and decreases and increases the excitation voltage sequentially according to the change in the roll diameter to keep the tension of the web constant for automatic control.To detect a change in the roll diameter, the rotation of the roll shaft is detected with an accessory proximity switch, therefore, no special detector needs to be brought into contact with the roll or the running web, and the setting of the equipment is easy.With microcomputer control, this controller has high functions equipped with a memory for output voltage in the case of a power failure, and data setting of more than one material, etc.
1.Hunting does not occur during automatic operation owing to the open loop control.
2.Owing to microcomputer control, up to 99 pieces of data can be inputted as material data.
3.Owing to the power failure memorizing function, the output before a power failure is stored even after turning off the power supply during operation, connection and operation are possible when turning on the power again.
4.In addition to 24V output, there is 0~10V output switch, and it can be used for an AC servomotor.
Winding diameter proportional automatic tension controllerPCD-120B
Features
Figure 1 shows the case that the PCD-120B is used for unwinding equipment.The material thickness, the initial radius of unwinding, and the final roll radius of unwinding are set in advance, and the required output voltage level according to the tension is set with a dial to start unwinding. The decrease in the unwinding diameter during the process is detected with the shaft rotation, and the excitation voltage of the electromagnetic powder brake is decreased accordingly, and controls the brake torque to keep the material tension constant at all times for automatic control.Figure 2 shows the series of the control pattern.
Principle of operation
The rotation detector transmits one pulse per a roll shaft rotation, and the controller receives it, starts counting (material thickness x roll shaft rotation number) at the same time as winding/unwinding, subtracts (adds) from/to the initial radius to calculate the roll diameter at the point, and the excitation current of the electromagnetic powder clutch/brake is proportionally controlled.
•About the rotation detector
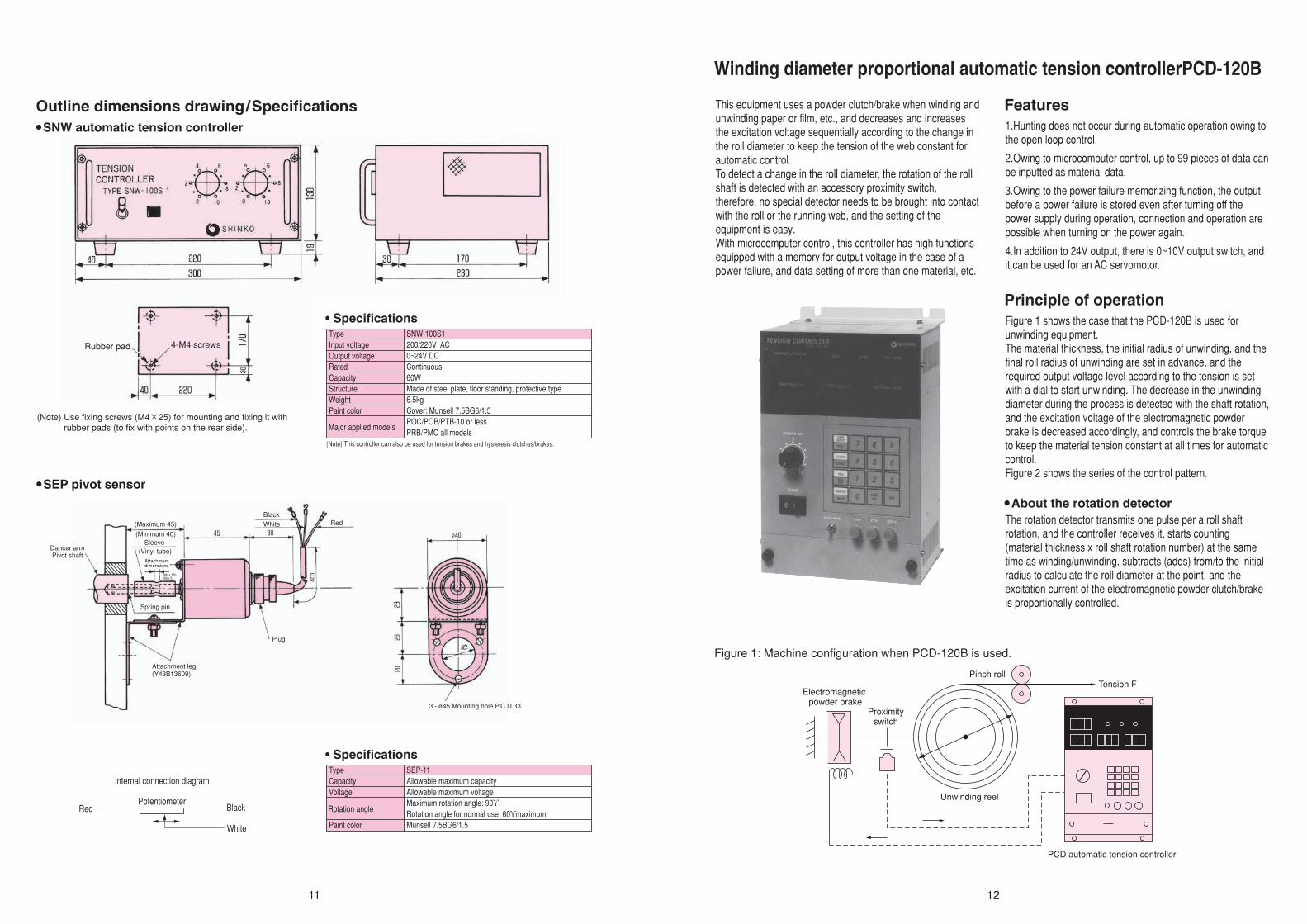
•SNW automatic tension controller
(Note) Use fixing screws (M4×25) for mounting and fixing it with rubber pads (to fix with points on the rear side).
•SEP pivot sensor
Dancer armPivot shaft
(Maximum 45)
(Minimum 40)Sleeve
(Vinyl tube)Attachmentdimensions
(Max.10)(Min.5)
Spring pin
Attachment leg(Y43B13609)
BlackWhite Red
Plug
Electromagnetic powder brake
Proximityswitch
Pinch rollTension F
Unwinding reel
PCD automatic tension controller
• Specifications
(Note) This controller can also be used for tension brakes and hysteresis clutches/brakes.
SNW-100S1200/220V AC0~24V DCContinuous60WMade of steel plate, floor standing, protective type6.5kgCover: Munsell 7.5BG6/1.5POC/POB/PTB-10 or lessPRB/PMC all models
TypeInput voltageOutput voltageRatedCapacityStructureWeightPaint color
• SpecificationsSEP-11Allowable maximum capacityAllowable maximum voltageMaximum rotation angle: 90ϒRotation angle for normal use: 60ϒ maximumMunsell 7.5BG6/1.5
TypeCapacityVoltage
Paint color
Internal connection diagram
RedPotentiometer
Black
White
3 - ø45 Mounting hole P.C.D.33
Rotation angle
Major applied models
Figure 1: Machine configuration when PCD-120B is used.
Rubber pad 4-M4 screws

13 14
Figure 1 shows a case that the PCA-110A is used for unwinding equipment.The roll diameter is automatically calculated by the proximity switch attached to the unwinding roll and the pulse encoder attached in the middle of the line, and the torque is changed by the set tension and the diameter size for constant tension control.
Principle of operationOutline dimensions drawing/Specifications
This equipment appropriately controls the excitation current (torque) of the electromagnetic powder clutches/brakes according to a change in the material roll diameter during winding or unwinding, to keep the tension constant at all times.The material diameter is automatically calculated by signals from the pulse encoder attached to the pinch roll, etc., equipped in the middle of the material, and the excitation current of the electromagnetic powder clutches/brakes is changed according to a decrease and increase in the material, so there is no need to reset even after the material is changed.
1. Simple operation owing to microcomputer controlThe roll diameter is automatically calculated by microcomputer control, so there is no need for data change when changing the materials.
2. With inertia compensationThe voltage for inertia compensation is outputted when it is stopped in the middle or material winding is completed, and the motion is smooth when the line stops.
3. With electronic gearAn electronic gear is adopted for setting of the roll diameter attached with an encoder, so the diameter of the pulse encoder attachment roll attached on the line is not limited, and it can be used for your existing line without additional process.Figure 2 shows the series of the control patterns.
Automatic tension controller with winding diameter detection PCA-110A
Features
Dmax. Dmin. 0 Dmax. Dmin. Dmax. Dmin.0
l3
l2
l1
T3
T2
T1
F3
F2
F1
Excitation current
Unwinding diameter (D)
Brake torque
Unwinding diameter (D)
Material tension
Unwinding diameter (D)
(Note) Dmax is the diameter when starting unwinding, and Dmin is the diameter when ending unwinding.
Figure 2: Control pattern
Dmax. Dmin. 0 Dmax. Dmin. Dmax. Dmin.0
l3
l2
l1
T3
T2
T1
F3
F2
F1
Excitation current
Unwinding diameter (D)
Brake torque
Unwinding diameter (D)
Material tension
Unwinding diameter (D)
(Note) Dmax is the diameter when starting unwinding, and Dmin is the diameter when ending unwinding.
Figure 2: Control pattern
Panel cut dimensions
•SpecificationsTypeMethodApplicationPower
Control resolutionResponse resolution
Start roll radiusStop roll radiusMaterial thicknessTaper rateOutput voltageOutput currentRoll diameterData No.Taper rateAUTOSTOPDATA INPUTSTART ROLL SIZESTOP ROLL SIZEMATERIAL THICK
PCD-120B
3 digits 010~999mm3 digits 000~999mm3 digits 0.01~9.99mm2 digits 00~99%
3 digits 010~999mm (*1)3 digits 000~999mm (*1)3 digits 0.001~0.999mm (*1)2 digits 00~99%
PCD-120BMRoll diameter proportional control by roll diameter rotation detection
Winding/unwinding switchable100/110V AC, 200/220V, switchable, 50/60Hz
0~3A PMW control 0~10V Analog output
About 0.5mm500Hz or less
StructureAccessoryWeightPaint color
Setting function
Display function
Output current
Setting displayed on MONITOR
Indicator (red)Indicator (red)Indicator (red)
Initial diameter of set data is displayed.Final diameter of set data is displayed.
Material thickness of set data is displayed.Made of steel plate, wall hanging, protective type
1 proximity switch for rotation detection5.5kg
Case: Munsell 5Y8/0.5, Panel P2-1007Electromagnetic powder clutches/brakes
POC/POB/PRB-20 or less. (*2)(Note) *1: Up to 99 types of data can be set. *2: Powder clutches/brakes 40 or more can be used if an amplifier PS-6.0A is connected.
Figure 1: Machine configuration when PCA-110A is used.
Tension FPinch roll
PCA automatic tension controller
Unwinding reel
Proximity switch
Electromagnetic powder brak
EøD
Applied clutch/brake
15 16
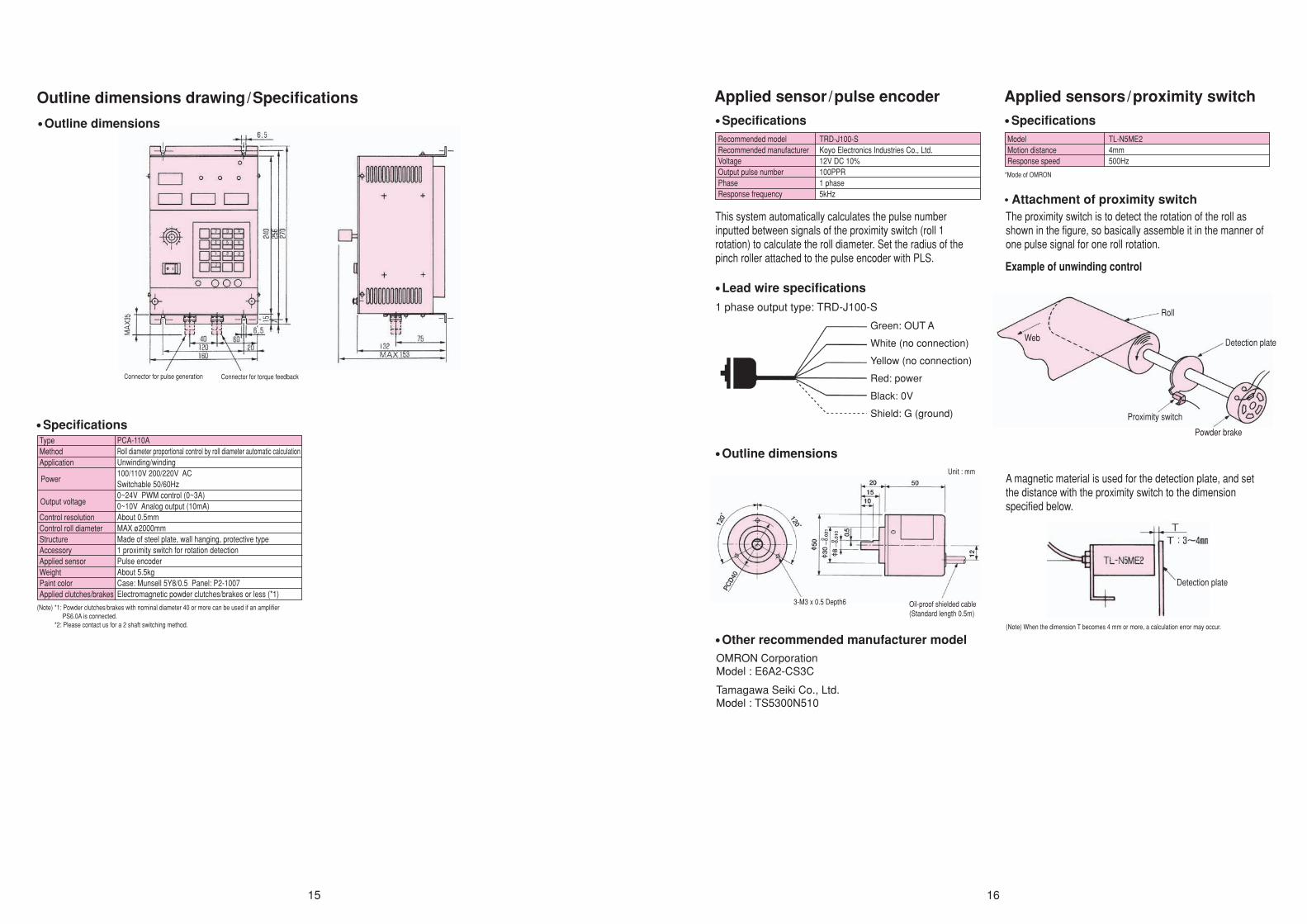
Outline dimensions drawing/Specifications Applied sensors/proximity switch
This system automatically calculates the pulse number inputted between signals of the proximity switch (roll 1 rotation) to calculate the roll diameter. Set the radius of the pinch roller attached to the pulse encoder with PLS.
The proximity switch is to detect the rotation of the roll as shown in the figure, so basically assemble it in the manner of one pulse signal for one roll rotation.
A magnetic material is used for the detection plate, and set the distance with the proximity switch to the dimension specified below.
Applied sensor/pulse encoder
•Specifications
(Note) *1: Powder clutches/brakes with nominal diameter 40 or more can be used if an amplifier PS6.0A is connected. *2: Please contact us for a 2 shaft switching method.
Connector for torque feedback
PCA-110ARoll diameter proportional control by roll diameter automatic calculationUnwinding/winding100/110V 200/220V ACSwitchable 50/60Hz0~24V PWM control (0~3A)0~10V Analog output (10mA)About 0.5mmMAX ø2000mmMade of steel plate, wall hanging, protective type1 proximity switch for rotation detectionPulse encoderAbout 5.5kgCase: Munsell 5Y8/0.5 Panel: P2-1007Electromagnetic powder clutches/brakes or less (*1)
TypeMethodApplication
Control resolutionControl roll diameterStructureAccessoryApplied sensorWeightPaint colorApplied clutches/brakes
Connector for pulse generation
Power
Output voltage
Recommended modelRecommended manufacturerVoltageOutput pulse numberPhaseResponse frequency
TRD-J100-SKoyo Electronics Industries Co., Ltd.12V DC 10%100PPR1 phase5kHz
•SpecificationsModelMotion distanceResponse speed
TL-N5ME24mm500Hz
•Specifications
• Attachment of proximity switch
•Lead wire specifications
•Outline dimensions
•Outline dimensions
•Other recommended manufacturer model
Green: OUT A
White (no connection)
Yellow (no connection)
Red: power
Black: 0V
Shield: G (ground)
1 phase output type: TRD-J100-S
Unit : mm
Oil-proof shielded cable(Standard length 0.5m)
3-M3 x 0.5 Depth6
OMRON CorporationModel : E6A2-CS3C
Tamagawa Seiki Co., Ltd.Model : TS5300N510
*Mode of OMRON
Example of unwinding control
Powder brake
Web
Roll
Detection plate
Detection plate
Proximity switch
(Note) When the dimension T becomes 4 mm or more, a calculation error may occur.
17 18
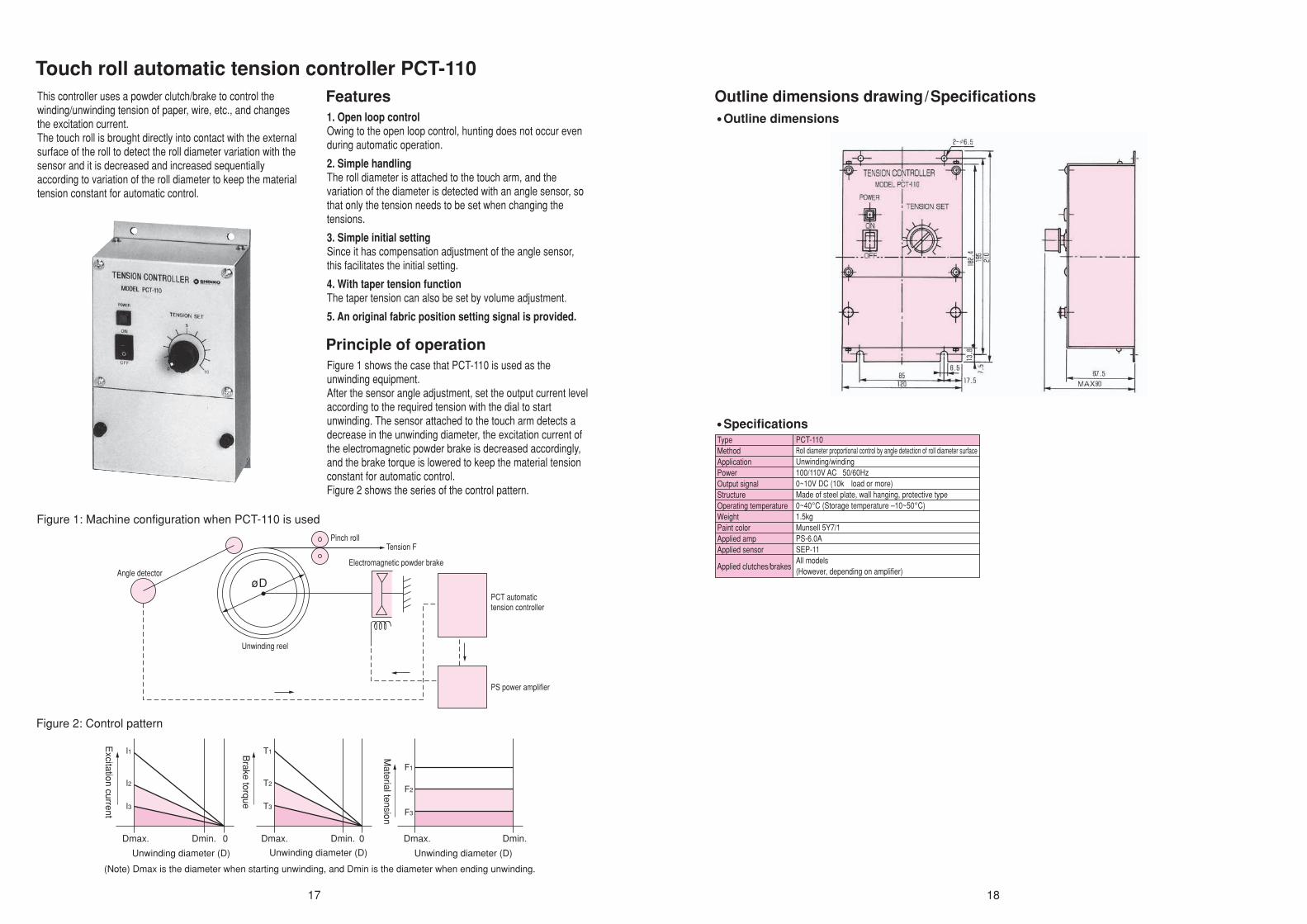
This controller uses a powder clutch/brake to control the winding/unwinding tension of paper, wire, etc., and changes the excitation current.The touch roll is brought directly into contact with the external surface of the roll to detect the roll diameter variation with the sensor and it is decreased and increased sequentially according to variation of the roll diameter to keep the material tension constant for automatic control.
1. Open loop controlOwing to the open loop control, hunting does not occur even during automatic operation.
2. Simple handlingThe roll diameter is attached to the touch arm, and the variation of the diameter is detected with an angle sensor, so that only the tension needs to be set when changing the tensions.
3. Simple initial settingSince it has compensation adjustment of the angle sensor, this facilitates the initial setting.
4. With taper tension functionThe taper tension can also be set by volume adjustment.
5. An original fabric position setting signal is provided.
Touch roll automatic tension controller PCT-110Features
Figure 1 shows the case that PCT-110 is used as the unwinding equipment.After the sensor angle adjustment, set the output current level according to the required tension with the dial to start unwinding. The sensor attached to the touch arm detects a decrease in the unwinding diameter, the excitation current of the electromagnetic powder brake is decreased accordingly, and the brake torque is lowered to keep the material tension constant for automatic control.Figure 2 shows the series of the control pattern.
Principle of operation
Outline dimensions drawing/Specifications•Outline dimensions
•SpecificationsTypeMethodApplicationPowerOutput signalStructureOperating temperatureWeightPaint colorApplied ampApplied sensor
PCT-110Roll diameter proportional control by angle detection of roll diameter surfaceUnwinding/winding100/110V AC 50/60Hz0~10V DC (10k load or more)Made of steel plate, wall hanging, protective type0~40°C (Storage temperature –10~50°C)1.5kgMunsell 5Y7/1PS-6.0ASEP-11All models(However, depending on amplifier)
Dmax. Dmin. 0 Dmax. Dmin. Dmax. Dmin.0
l3
l2
l1
T3
T2
T1
F3
F2
F1
Excitation current
Unwinding diameter (D)
Brake torque
Unwinding diameter (D)
Material tension
Unwinding diameter (D)
(Note) Dmax is the diameter when starting unwinding, and Dmin is the diameter when ending unwinding.
Figure 2: Control pattern
Figure 1: Machine configuration when PCT-110 is used
Angle detector
Unwinding reel
Pinch roll
Electromagnetic powder brake
Tension F
PCT automatic tension controller
PS power amplifier
Applied clutches/brakes
øD
19 20
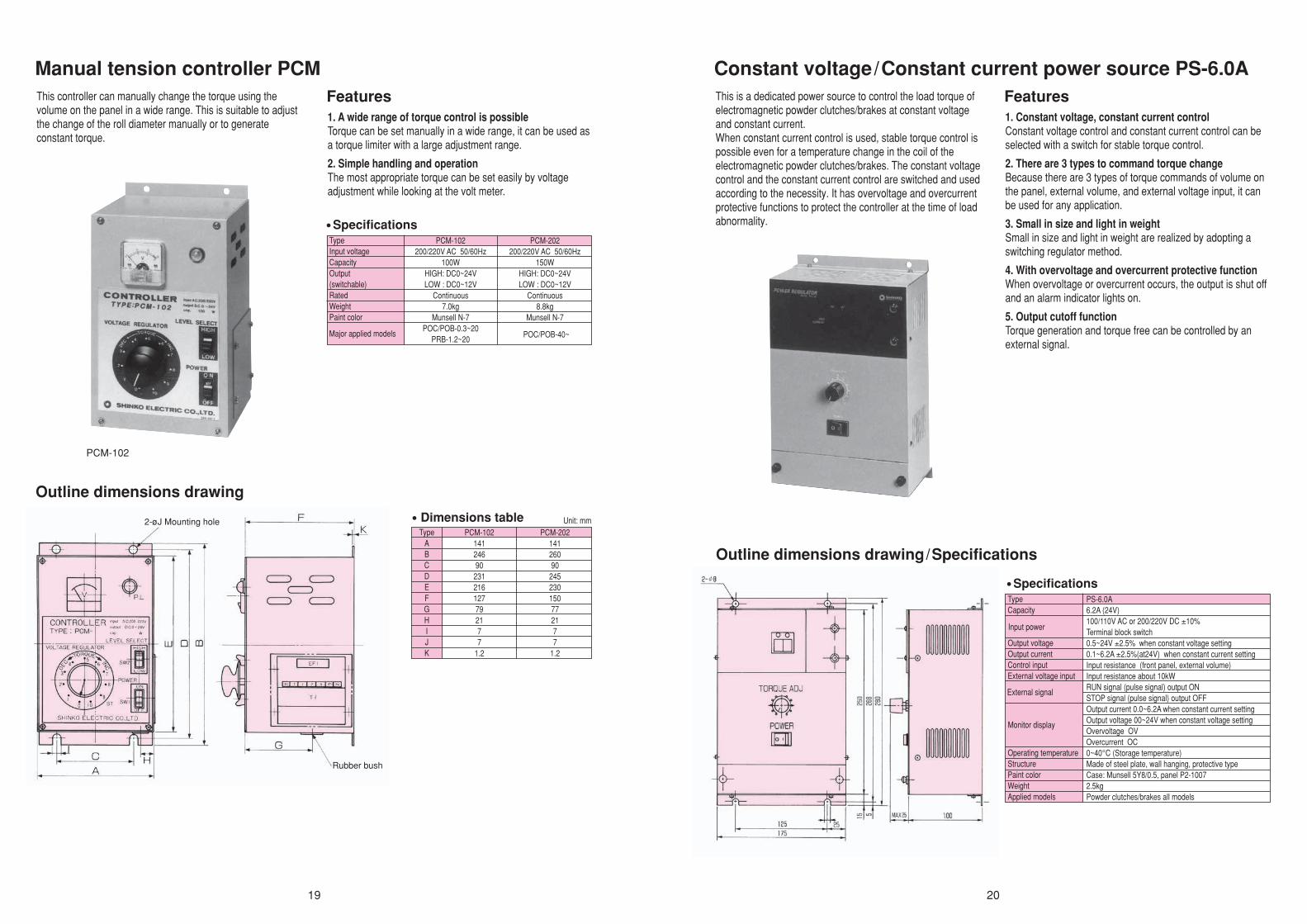
This is a dedicated power source to control the load torque of electromagnetic powder clutches/brakes at constant voltage and constant current.When constant current control is used, stable torque control is possible even for a temperature change in the coil of the electromagnetic powder clutches/brakes. The constant voltage control and the constant current control are switched and used according to the necessity. It has overvoltage and overcurrent protective functions to protect the controller at the time of load abnormality.
This controller can manually change the torque using the volume on the panel in a wide range. This is suitable to adjust the change of the roll diameter manually or to generate constant torque.
1. Constant voltage, constant current controlConstant voltage control and constant current control can be selected with a switch for stable torque control.
2. There are 3 types to command torque changeBecause there are 3 types of torque commands of volume on the panel, external volume, and external voltage input, it can be used for any application.
3. Small in size and light in weightSmall in size and light in weight are realized by adopting a switching regulator method.
4. With overvoltage and overcurrent protective functionWhen overvoltage or overcurrent occurs, the output is shut off and an alarm indicator lights on.
5. Output cutoff functionTorque generation and torque free can be controlled by an external signal.
Constant voltage/Constant current power source PS-6.0AManual tension controller PCMFeatures
1. A wide range of torque control is possibleTorque can be set manually in a wide range, it can be used as a torque limiter with a large adjustment range.
2. Simple handling and operationThe most appropriate torque can be set easily by voltage adjustment while looking at the volt meter.
Features
Outline dimensions drawing
Outline dimensions drawing/Specifications
2-øJ Mounting hole
Rubber bush
•SpecificationsTypeInput voltageCapacityOutput(switchable)RatedWeightPaint color
PCM-102200/220V AC 50/60Hz
100WHIGH: DC0~24VLOW : DC0~12V
Continuous7.0kg
Munsell N-7POC/POB-0.3~20
PRB-1.2~20
PCM-202200/220V AC 50/60Hz
150WHIGH: DC0~24VLOW : DC0~12V
Continuous8.8kg
Munsell N-7
Major applied models POC/POB-40~
•SpecificationsTypeCapacity
Output voltageOutput currentControl inputExternal voltage input
Operating temperatureStructurePaint colorWeightApplied models
PS-6.0A6.2A (24V)100/110V AC or 200/220V DC ±10%Terminal block switch0.5~24V ±2.5% when constant voltage setting0.1~6.2A ±2.5%(at24V) when constant current settingInput resistance (front panel, external volume)Input resistance about 10kWRUN signal (pulse signal) output ONSTOP signal (pulse signal) output OFFOutput current 0.0~6.2A when constant current settingOutput voltage 00~24V when constant voltage settingOvervoltage OVOvercurrent OC0~40°C (Storage temperature)Made of steel plate, wall hanging, protective typeCase: Munsell 5Y8/0.5, panel P2-10072.5kgPowder clutches/brakes all models
• Dimensions tableType
ABCDEFGHIJK
PCM-10214124690
231216127792177
1.2
PCM-20214126090
245230150772177
1.2
Unit: mm
Input power
External signal
Monitor display
PCM-102
21 22
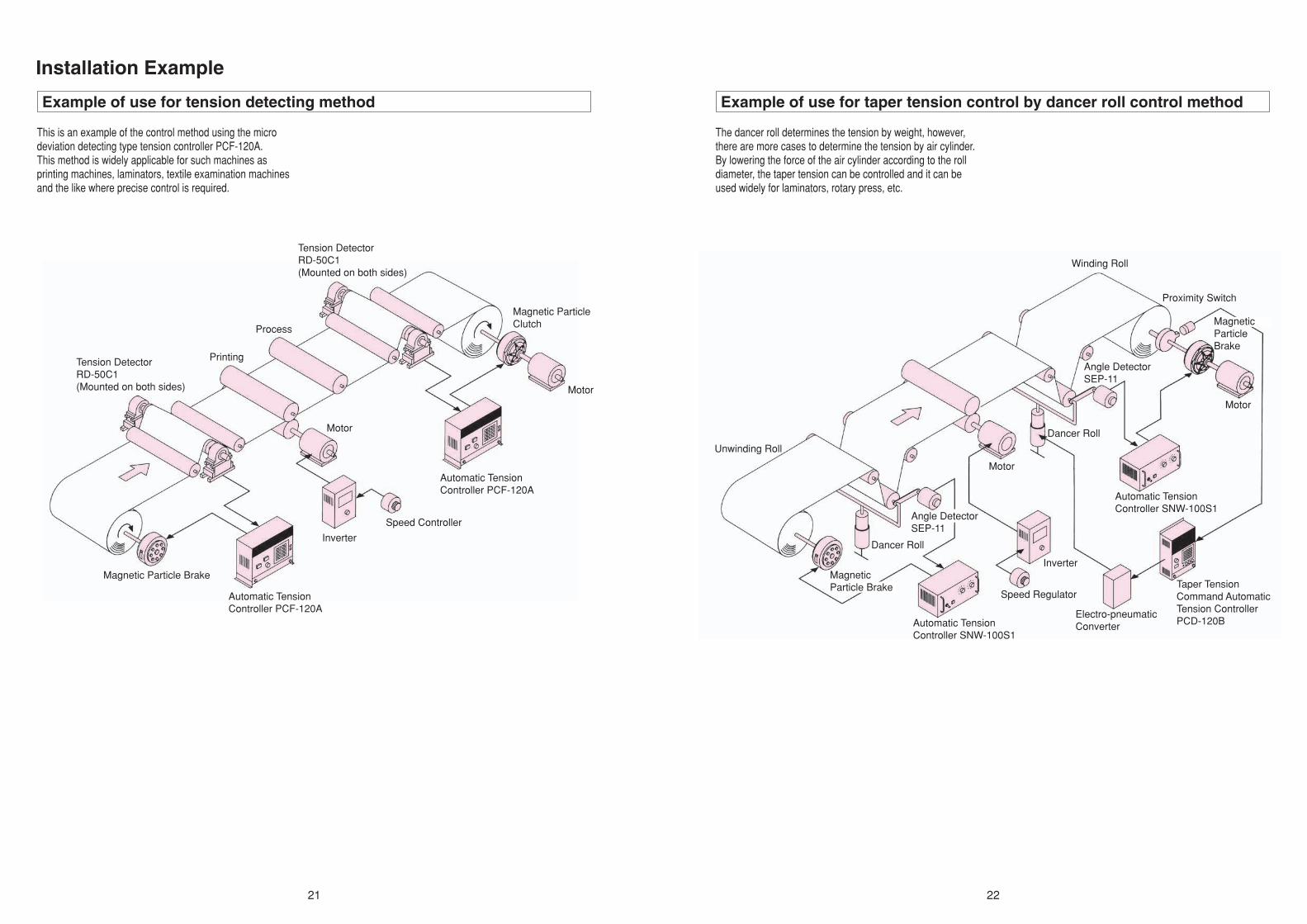
Example of use for tension detecting method
Installation Example
This is an example of the control method using the micro deviation detecting type tension controller PCF-120A.This method is widely applicable for such machines as printing machines, laminators, textile examination machines and the like where precise control is required.
Example of use for taper tension control by dancer roll control method
The dancer roll determines the tension by weight, however, there are more cases to determine the tension by air cylinder.By lowering the force of the air cylinder according to the roll diameter, the taper tension can be controlled and it can be used widely for laminators, rotary press, etc.
Tension Detector RD-50C1 (Mounted on both sides)
Tension Detector RD-50C1 (Mounted on both sides)
Process
Printing
Magnetic Particle Clutch
Motor
Motor
Magnetic Particle Brake
Automatic Tension Controller PCF-120A
Automatic Tension Controller PCF-120A
Speed Controller
Inverter
Unwinding Roll
Magnetic Particle Brake
Magnetic ParticleBrake
Dancer Roll
Angle Detector SEP-11
Motor
Motor
Dancer Roll
Angle Detector SEP-11
Proximity Switch
Winding Roll
Automatic Tension Controller SNW-100S1
Automatic Tension Controller SNW-100S1
Speed Regulator
Inverter
Taper TensionCommand Automatic Tension Controller PCD-120B
Electro-pneumatic Converter

23 24
Example of use for roll diameter proportion, roll diameter detection method
This is an example of using an AC servomotor to simplifythe mechanism of the slitter winding system.The tension controller PCD-120B of a roll diameter proportiontype is used to obtain arbitrary taper tension. The tension controller PCA-110A of a roll detection type isused to keep the material tension before the cutterconstant for unwinding.To cut the material neatly, accuracy of unwinding tension isrequired. In this case, use PCF-120A.
Example of use of multi feeder control
This is an example of the case such as sizing, multi-layered laminator and the like where multiple sheet materials of the same diameter roIls shall be controlled simultaneously.The diameter of the basic roll material is calculated and the signal in proportion to the diameter is output from PCA-110A and torque of each magnetic particle clutch mounted on each of material roll is controlled by the constant current power source PS-6.0A.Difference of characteristics of each electromagnetic particle brake shall be controlled finely by the gain of PS-6.0A.
Cutter
Main Roller
AutomaticTensionControllerPCD-120B
ProximitySwitch
AC Servomotor
Servo Driver
Proximity Switch
Encoder
Motor
AC Servomotor
Servo Driver
Automatic Tension ControllerPCD-120B
Speed Regulator
Inverter
Automatic Tension Controller PCA-110A
Magnetic Particle Brake
Proximity Switch
Encoder
Automatic Tension Controller PCA-110A
Proximity Switch
Magnetic Particle BrakeConstant Current Power Source PS-6.0A×3 Sets
25
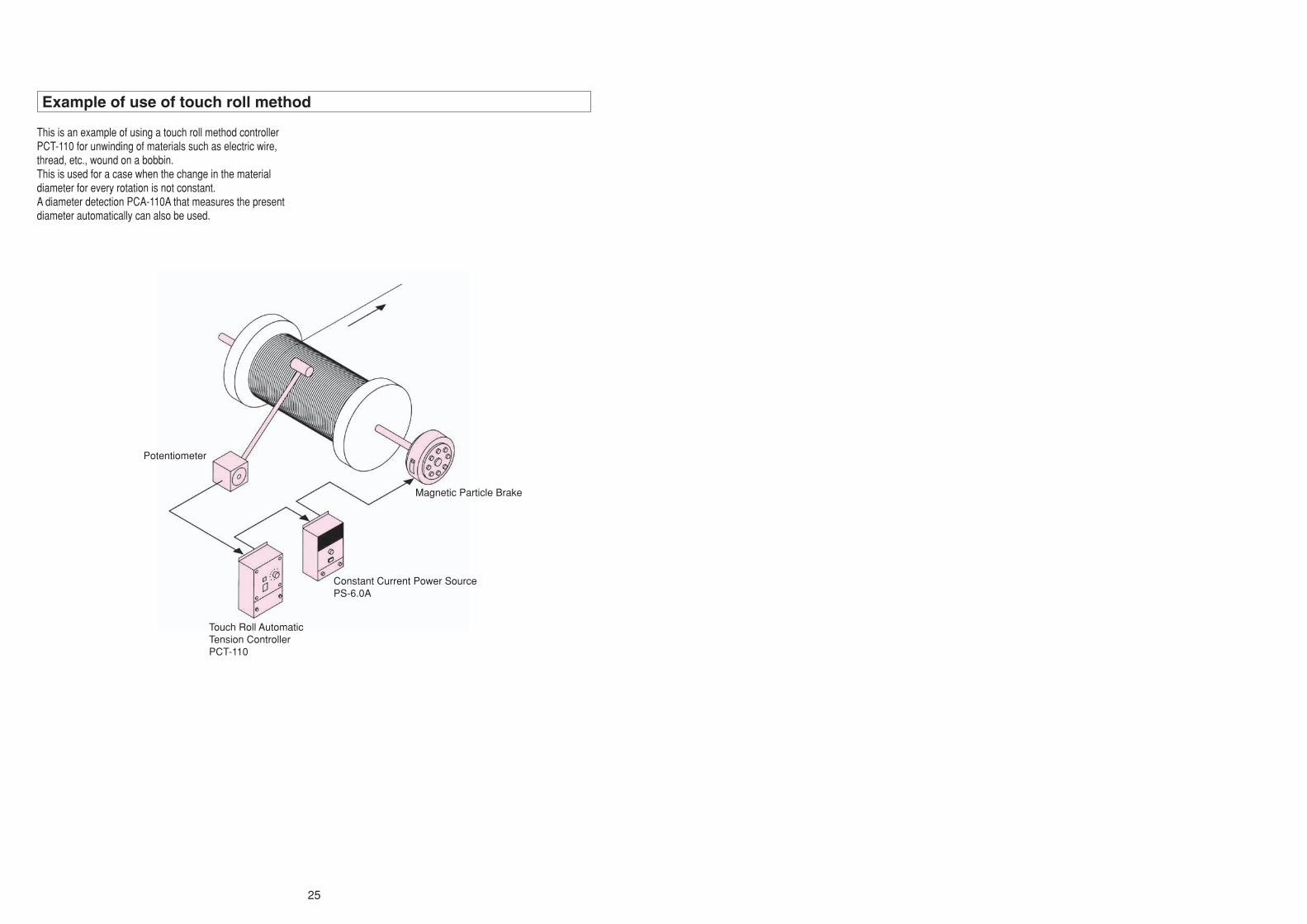
Example of use of touch roll method
This is an example of using a touch roll method controller PCT-110 for unwinding of materials such as electric wire, thread, etc., wound on a bobbin.This is used for a case when the change in the material diameter for every rotation is not constant.A diameter detection PCA-110A that measures the present diameter automatically can also be used.
Potentiometer
Touch Roll AutomaticTension ControllerPCT-110
Constant Current Power SourcePS-6.0A
Magnetic Particle Brake