-
8/9/2019 Tensile Properties of LBW Welds in Ti6Al4V Alloy at
Evaluated Below 450C
1/9
Tensile properties of LBW welds in Ti6Al4V alloy at
evaluated
temperatures below 450 jC
S.H. Wang a,*, M.D. Wei a, L.W. Tsayb
aDepartment of Mechanical Engineering, National Taiwan Ocean
University, 20224 Keelung, Taiwan, ROCbInstitute of Materials
Engineering, National Taiwan Ocean University, Keelung, Taiwan,
ROC
Received 5 November 2001; received in revised form 9 July 2002;
accepted 19 July 2002
Abstract
The influence of temperatures below 450 jC on the tensile
properties of laser beam (LB) welds in dual phase Ti6Al4V
titanium alloy was investigated. The ultimate tensile strength
of the weldment is slightly superior than that of the
as-received
parent materials. Conversely, the yield stress of the weldment
is inferior to that of the parent metal, especially in the 150
450
jC range. The elongation of the weldment was about 5% lower than
that of the parent metal for the entire temperature range.
The prominent dislocation gliding on the pyramidal planes giving
(1011) < 1123> and (1122) < 1123> type slip with
low
critical resolved shear stress leads to both the weldment and
parent metal exhibiting the lowest ductility at a temperature
range
from 200 to 350 jC. The maximum hardness in the fusion zone (FZ)
corresponds to the needle-like martensite aVformed after
the postsolidification phase transformation. As the temperature
increases, the dimple dimension becomes larger and deeper.D 2002
Elsevier Science B.V. All rights reserved.
Keywords:Titanium alloys; Ti 6Al 4V; Tensile properties;
Ductility loss; Laser welding; Slip system
1. Introduction
A laser beam (LB) is a very concentrated energy
source that provides a high power density and results
in producing a keyhole during welding, the same as inplasma arc
or electron beam welding. The keyhole
feature provides the deep penetration that gives the
weld a high depth-to-width ratio. Numerous experi-
ments [1,2] have demonstrated that laser welding
permits the manufacture of precision welded joints
with a high depth-to-width ratio and a high welding
speed. Owing to these advantages, laser beam welding
is widely applied in industrial production. It has also
been reported that laser beam welding can produce
welds of a similar quality to electron beam welds[3].The Ti6Al4V
alloy is commonly used in the aero-
space industries, nuclear engineering, civil industries,
chemical industries and medically implanted materials
for its significant strength-to-weight ratio, resistance
to corrosion and high temperature creep. The mechan-
ical properties of Ti6Al4V alloy are sensitive to
both temperature and strain rate and the effect of
temperature on flow stress is greater than that of strain
rate when tests are performed at constant strain rates
ranging from 5102 to 3 103 s 1 at temperatures
0167-577X/02/$ - see front matterD 2002 Elsevier Science B.V.
All rights reserved.P I I : S 0 1 6 7 - 5 7 7 X ( 0 2 ) 0 1 0 7 4 -
1
* Corresponding author. Tel.: +886-2-24622192x3221; fax:
+886-2-24620836.
E-mail address:[email protected] (S.H. Wang).
www.elsevier.com/locate/matlet
Materials Letters 57 (2003) 18151823
-
8/9/2019 Tensile Properties of LBW Welds in Ti6Al4V Alloy at
Evaluated Below 450C
2/9
ranging from room temperature to 1100 jC[4]. Low
temperature stress relieving or aging at 540 jC carried
out after the welding operation improves the tensile
properties but decreases the toughness of the fusionzone. The
weldments after high temperature annealing
at 950 jC do not have an increased tensile ductility
but exhibit an improvement of the toughnessof both
the fusion zone and the heat-affected zone [5]. Aging
at 593 jC results in an increase in yield strength and a
decrease in ductility at both room temperature and 593
jC[6].There are very few reports in the literature on
the tensile properties below 450 jC. Thus, the tensile
properties of Ti 6Al 4V alloy and its welds pro-
duced by a CO2 laser were studied at various temper-
atures, room temperature, 150, 300, and 450 jC,
respectively.
2. Materials and experimental techniques
Cold rolled plates 3.3 mm thick of commercial Ti
6Al4V alloy with composition (in weight percent)
5.7% aluminum, 4.0% vanadium and balance titanium
were used. The microstructure of as-received Ti
6Al4V consisted of a small percentage of the beta
phase distributed at the elongated alpha grain boun-
daries (shown in Fig. 1). All welds were madeutilizing a
Rofin-Sinar RS 850 5 KW CO2 laser set
up for bead-on-plate welding. The laser beamwelding
(LBW) process parameters are listed in Table 1.
Tensile specimens of the parent metal and of the
weldment were made parallel to the rolling direction.
A schematic configuration of the rolling and welding
direction, sampling orientation, and tensile specimen
dimension is shown in Fig. 2. The microhardness of
the weldment was measured from the base metal
(BM), across the heat-affected zone (HAZ), to the
fusion zone of the weld metal in a transverse direc-
tion, and also along the center line of the fusion zone,
using a Mitutoyo Vickers microhardness machine
under a 300-g load, maintained for 15 s. Tensile tests
with a displacement extensometer attached in the gage
length of 25.4 mm were conducted at room temper-
ature, 150, 300, and 450 jC, respectively, using a
Shimadzu AG/AGS-G machine at a strain rate of
6.6 10 4 s 1 equivalent to a cross-head rate of 1
mm/min. The fracture surfaces of each test specimen
were observed using a Hitachi S4100 scanning electr
on microscope (SEM). The fractographs were used to
identify the fracture modes. For the optical micro-
structure studies, specimens were mechanically pol-
ished and etched in a metallographic etchantcomposed of 5% HNO3,
10% HF, and 85% distilled
water.
3. Results and discussion
Due to the metal vapor in the weld from laser beam
welding (LBW), the macroscopic photograph (Fig.
3a)shows a symmetrical undercut defect on both the
top and the bottom surface of the weld. The center of
the fusion zone presented a convex shape attributed tovolume
contraction, surface tension, and phase trans-
formation. This welding defect cannot be eliminated
even though the laser beam welding parameters were
changed. This undercut can be decreased by slightly
remelting the weld surface by increasing the focal
length and decreasing input power to obtain a large
heating zone using low input heat. The macrograph in
Fig. 3aalso demonstrates the growth direction of the
dendritic grains, which follow the heat flow direction
during solidification. The weldment of LBW TiFig. 1. Optical
microstructure of Ti6Al4V parent metal.
Table 1
Laser welding parameters
Laser power 2500 W
Travel speed 1500 mm/min
Focal lens ZnSe
Focal length 200 mm
Shielding gas 25 lpm He
S.H. Wang et al. / Materials Letters 57 (2003) 181518231816
-
8/9/2019 Tensile Properties of LBW Welds in Ti6Al4V Alloy at
Evaluated Below 450C
3/9
6Al4V shows a narrow fusion zone about 2 mm
wide with a further small heat-affected zone (HAZ) of
about 0.5 mm. The enlarged micrograph (Fig. 3b)
shows that the microstructure rapidly transits from the
fusion zone (FZ) to the base metal (BM) through the
HAZ. The HAZ microstructure (Fig. 3c and d) con-sists of a
mixture of martensitic aV, acicular a, and
primary a. This kind of microstructure corresponds to
a specimen quenched from a temperature below the
beta transus [7]. The microstructure of short marten-
sitic aV and acicular a can be observed in the HAZ
adjacent to the FZ (Fig. 3d). Further away from the
FZ, a relative increase in primary a can occur due to
the relative lower welding cooling rate. The marten-
sitic aV transformed from the h grains, which corre-
sponds to a structure quenched from the h phase
above the beta transus (980 j
C) [7], constitutes themicrostructure of the fusion zone (Fig.
4).
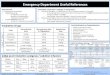
The microhardness distribution of the as-welded
condition in the laser weld is indicated in Fig. 5.The
hardness of the fusion zone and the heat-affected zone
is higher than that of the base metal (Fig. 5). The
fusion zone exhibits the highest hardness, and the
hardness drops rapidly as the distance increases from
the fusion line (Fig. 5b). The hardness results are
consistent with the microstructural observations. In
other words, the transformed needle-like matensite aV
present in the solidified fusion zone results in the
highest hardness in the fusion zone.
In this study, the weld was shielded with helium
gas, therefore, the fusion zone was not significantly
contaminated with oxygen, nitrogen and carbon. The
strength of the weldments should be an intrinsicmechanical
property. In other words, the strength of
the weldment will depend on the microstructure,
which is a variable resulting from the choice of
welding parameters. The tensile strength and ductility
are sensitive to temperature. Normally increasing
temperature will cause a strength decrease and a
ductility increase. The flow stress curves below 450
jC for the Ti6Al4V parent metal and its weldment
are displayed in Fig. 6. The flow stress trend at
different temperatures (RT, 150, 300 and 450 jC)
for Ti6Al4V parent metal (Fig. 6a)is very similarto that for the
weldment (Fig. 6b). Tensile strength,
yield strength and elongation at different temperatures
for both the parent metal and the weldment are
summarized in Fig. 7. The behavior of the ultimate
tensile stress, yield stress and elongation as a function
of the temperature shown inFig. 7is almost identical
to that reported in the literature [8],in which a tensile
test of Ti 6Al 4V material was performed in a
vacuum furnace with a vacuum approximate 10 4
Pa at a strain rate of 3 10 4 s 1.
Fig. 2. Schematic diagram of welding direction, weldment tensile
specimen sampling orientation and the dimension of specimens.
S.H. Wang et al. / Materials Letters 57 (2003) 18151823 1817
-
8/9/2019 Tensile Properties of LBW Welds in Ti6Al4V Alloy at
Evaluated Below 450C
4/9
The ultimate tensile strength of the weldment is
slightly higher than that of the parent metal. This
could be caused by the hardened weld metal in the
fusion zone as shown inFig. 5b.As a consequence of
the presence of the hard fusion zone and the heat-
affected zone in the gage length of the weldment
tensile test specimen, the tensile load was actually
applied to a specimen with a composite zone. The
load direction was perpendicular to the analogous
lamellate composite structure consisting of layers of
base metal (BM), heat-affected zone (HAZ) and
fusion zone (FZ) generated from LBW. Therefore,
the deformation behavior of the weldment under iso-
stress condition is determined by the soft base metal
zone. In contrast to the weldment specimen, the
deformation behavior of the parent metal specimen
comes from the entire gage length filled with parent
metal. Furthermore, the relative uniform microhard-
Fig. 3. (a) Macrograph of laser beam welded Ti6Al4V. (b)
Enlarged micrograph of both the interface of (right) the fusion
zone/the heat
affected zone and the interface of (left) the heat affected
zone/the base metal. (c) Microstructure of the interface of the
heat affected zone/the
base metal. (d) Microstructure of the interface of the fusion
zone/the heat affected zone.
S.H. Wang et al. / Materials Letters 57 (2003) 181518231818
-
8/9/2019 Tensile Properties of LBW Welds in Ti6Al4V Alloy at
Evaluated Below 450C
5/9
ness distribution of the weldment, shown in Fig. 8
after testing at 300 jC, which acted like aging for an
extended period of time (about 2 h) reveals a com-
paratively higher hardness of the fusion zone, the
heat-affected zone and the base metal than that of
the as-welded sample shown in Fig. 5. The phenom-
enon of increasing hardness in the parent metal zone
shown inFig. 8, as well as parent metal sample after
testing at 300 jC, could be attributed to the formation
Fig. 4. Microstructure of the fusion zone, martensitic aV
(dark)
needle-like precipitate in h grains (light).
Fig. 5. As-welded condition. (a) The black dots and numbers
indicate the measured location and hardness characteristic. (b)
A
plot of the distributed microhardness profile.
Fig. 6. (a) Temperature-dependent flow stress of Ti 6Al 4V
parent
metals. (b) Temperature dependent flow stress of the Ti6Al4V
weldments.
S.H. Wang et al. / Materials Letters 57 (2003) 18151823 1819
-
8/9/2019 Tensile Properties of LBW Welds in Ti6Al4V Alloy at
Evaluated Below 450C
6/9
of Ti3Al[6]due to an aluminum content in the range
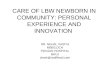
of 48 wt.% in the Ti6Al4V alloy. Fig. 7 also
illustrates the trends in ductility loss that accompany
aging in Ti 6Al 4V for both the parent metal and the
weldment. This implies that Ti3Al is a major contrib-
utor to the ductility loss with aging effect. The
furtherincrease in microhardness at the fusion zone (FZ) of
the weldment after testing (Fig. 8) has clearly been
shown by Chestnutt et al. [9] to result from the
formation of an irregular shape of ellipsoidal h
precipitate in the tempered martensite. It brings about
a deterioration in the impact/fracture toughness and
yield strength of the FZ [5].Therefore, the weldment
during the elevated temperature test could exhibit a
lower yield strength and ductility than that of the
parent material(Fig. 7)in the temperature range from
150 to 450 j
C. These precipitates result in a prema-ture yield in the
weldment sample and the trend in
weldment elongation is about 5% lower in strain than
the parent metal for the entire range of temperatures.
In addition, the drawback in ductility, a dip in the
ductility, for both the parent metal and the weldment
rapidly drops to the minimum around 250 to 300 jC,
after that, the ductility increases again with temper-
ature. The decrease in ductility phenomenon around
300 jC in Ti6Al4V for both the parent metal and
the weldment may be explained as follows: first the
Fig. 7. Tensile strength and elongation as a function of
temperature for both the parent metal and the weldment in Ti6Al4V
titanium alloy.
Fig. 8. The microhardness profile of the weldment and the
parent
metal after tensile test at 300 jC exposed for about 2 h.
S.H. Wang et al. / Materials Letters 57 (2003) 181518231820
-
8/9/2019 Tensile Properties of LBW Welds in Ti6Al4V Alloy at
Evaluated Below 450C
7/9
effect of the oxide film and second the temperature
dependence of the deformation slip systems. The
color of the specimen surface changes from the shiny
gray of titanium metal to blueas the test temperatureis
elevated. Fukuzuka et al. [10] proposed that the
thickness of titanium oxide film could be estimated
via the various specimen surface colors [10] due to
light interference. The colors of the specimen surfaces
after testing at 150, 300 and 450 jC were colorless,
yellow and blue, which indicates that the thickness of
the oxide film was less than 10, 1025 and 2570
nm, respectively. Because the maximum estimated
thickness via the surface color of the oxide film based
on the aforementioned of 70 nm at 450 jC occupies
only 0.0023% of the tested specimen thickness, thus
the first factor, the influence of the oxide film on the
tensile behavior can be ignored intuitively. A rational
explanation for the ductility loss is the local slip
systems associated with the deformation varies with
temperature. At room temperature, most dislocations
in a Ti are of (1010) < 1120>type on the prismatic
planes [11]. The slip system is a secondary (0001)
< 1120>type on the basal plane ora (1010)
type on the pyramidal planes [11]. In the range from
200 to 300 jC, the secondary slip systems are the
most active for dislocation motion. There is prominent
dislocation gliding on the pyramidal planes of (1011)<
1123> and (1122) < 1123> type slip systems. The
latter {1122} planes is unusual in Ti alloys because
twinning is commonly activated in this plane [11].
The literature reports that the deformation of a Ti
6Al4V alloy containing 0.22 wt.% oxygen at room
temperature produced a predominant planar pyramidal
slip after the samples were aged at 227 jC (500 K)
[12]. On the basis of Churchmans proposition [13],
the oxygen (2.83 wt.%) and nitrogen (0.32 wt.%)
atoms listed inTable 2occupying octahedral positions
interfere with < 1
21
0> type slip more severely on thebasal (0001) and the
prismatic {1010} slip planes than
on the {1011} pyramidal slip planes in a-Ti. The
interstitial sites can also be coplanar with one of the
two possible pyramidal slip planes in a-Ti [11].
Similar to the work of Lecomte et al.s [11], in the
range 150 300 jC of this investigation, the most
common slip system is definitely the pyramidal sys-tem (i.e.
(1011) and (1122) ) indi-
cating that the other glides (i.e. (1010) < 1120>,
(0001) < 1120> and (1011) < 1120>) have higher
critical resolved shear stresses. Therefore, the twinned
slip system activated in the pyramidal planes may
cause the drop in ductility between 150 and 300 jC to
occur for both the parent metal and the weldment. At
higher temperatures above 300 jC, prismatic slip is
the common glide but cross slip is very frequent and
all types of slip are activated [11]. As the stacking
faultenergy of titanium alloy is low at 15.4 erg/cm2
[14], partial dislocations recombine more easily and
form a prefect dislocation with thermal assistance in
order to cross slip. The subsequent by-pass disloca-
tion Ti3Al particles interaction is more homogeneous
[6], which means that deformation process proceeds
smoothly without difficulty due to recombination of
partial dislocations and thermal assistance to cross
slip. As a consequence, the ductility increases again
after 300 jCandup to 450 jC. From the limited work
of others [15], there is another ductility loss in
titanium alloys at higher temperature about 900 jC,
which falls in the HCP alpha (a) to BCC beta (h)phase
transformation temperature range.
The gage length of tensile specimen in the weld-
ment (Fig. 2) is a composite structure, consisting of
zones of the base metal, the heat-affected zone (HAZ)
and the fusion zone of weld metal (Fig. 3).However,
the gage length of tensile specimen in the parent metal
is a single metal structure. Therefore, tensile test
results on samples incorporating the stronger weld
differs from tests carried out in the parent material.
From the results of the measured microhardness
profile (Fig. 5), the maximum hardness is presentedin the fusion
zone and the minimum hardness in the
parent metal. The hardened fusion zone leads to a
higher tensile strength, lower yield strength and elon-
gation in the weldments at the evaluated temperatures.
Therefore, it is expected that necking instability and
fracture should occur in the relative soft parent metal
region of both the weldment and the parent material.
In a word, all specimens ruptured in the parent metal
after tensile fracture, whether it is from weldment or
parent metal. The fracture surface shows a typical cup
Table 2
Chemical analysis of parent (received) metal in Ti 6Al 4V
alloy
Ti Al
(wt.%)
V
(wt.%)
Fe
(wt.%)
H
(wt.%)
O
(wt.%)
N
(wt.%)
Ti 6Al 4V Bal. 5.70 4.00 0.31 0.16 2.83 0.32
S.H. Wang et al. / Materials Letters 57 (2003) 18151823 1821
-
8/9/2019 Tensile Properties of LBW Welds in Ti6Al4V Alloy at
Evaluated Below 450C
8/9
Fig. 9. The SEM fractographs of parent metal and weldment after
tensile failure at various temperatures.
S.H. Wang et al. / Materials Letters 57 (2003) 181518231822
-
8/9/2019 Tensile Properties of LBW Welds in Ti6Al4V Alloy at
Evaluated Below 450C
9/9
and cone ductile feature. The SEM fractographs of the
parentmetal plates and LBW weldments are shown in
Fig. 9. The dimple feature is clearly displayed in all of
the fractographs sampled from different temperatures.The
dimensions of the dimple become larger and
deeper as the temperature increases.
4. Conclusions
The conclusions of this study in laser beam weld-
ing (LBW) of Ti6Al4V alloys are summarized as
follows.
(1) The microstructure of the fusion zone reveals a
needle-like martenstic aVstructure formed from trans-
formed h. The microstructure of the heat-affected
zone is a mixture of martenstic aV, acicular a and
primary a.
(2) The microhardness profile across the weldment
indicates that the hardness of the fusion zone is higher
than both the HAZ and parent metal.
(3) The ultimate tensile strength of the weldments
is slightly higher than that of the parent metal for all
testing temperatures because of the harder fusion
zone.
(4) In samples aged at the elevated test temper-
atures, a selected example of increasing hardness at300 jC may
explain that the hardened weldment due
to the precipitation may be attributed to the degrada-
tion of yield strength in the weldment between 150
and 450 jC. The tensile yield strength decrease at 300
jC in the weldment is caused by the h precipitation in
the tempered martensite of the fusion zone.
(5) The minimum ductility for both the parent
metal and the weldment is caused by the twinning
slip system activated on pyramidal planes at 300 jC.
(6) The SEM fractographs of the parent metal and
the LBW weldment are characterized by a ductiledimple feature.
The dimple size becomes larger and
deeper with increasing temperature.
Acknowledgements
The authors are grateful to the National Science
Council, Taiwan (ROC) for the financial supportthroughout this
work under contract number NSC 89-
2623-7-019-003.
References
[1] P.E. Deimey, E.A. Metzbower, Welding Journal 68 (8)
(1989)
342s346s.
[2] J. Mazumder, W.M. Steem, Metallurgical Transaction. A
13A
(May, 1982) 865871.
[3] J. Mazunder, W.M. Steam, Metal Construction 12 (9)
(1980)
423427.
[4] W.S. Lee, C.F. Lin, Materials Science and Engineering. A
241
(1998) 4859.
[5] G. Thomas, V. Ramachandra, R. Ganeshan, Journal of
Materi-
als Science 28 (1993) 48924899.
[6] A. Madsen, H. Ghonem, Materials Science and Engineering.
A
177 (1994) 6373.
[7] W.F. Smith, Structure and Properties of Engineering
Alloys,
2nd ed., McGraw-Hill, 1993, pp. 433484.
[8] P. Marmy, T. Leguey, I. Belianov, M. Victoria, Journal
of
Nuclear Materials 283 287 (Part 1) (2000) 602 606.
[9] J.C. Chestnutt, C.G. Rhodes, J.C. Williams,
Fractography-Mi-
croscopic Crack Processes, ASTM STP, vol. 600, American
Society for Testing Materials, 1976, p. 99.
[10] T. Fukuzuka, K. Shimogori, H. Satoh, F. Kamikubo, On
thebeneficial effect of the titanium oxide film formed by
thermal
oxidation, in: H. Kimnra, O. Izumi (Eds.), Titanium80 Sci-
ence and Technology: Proceedings of The Fourth International
Conference on Titanium, Kyoto, Japan, May 1922, Metal-
lurgical Society of AIME, 1980, pp. 27832791.
[11] J.S. Lecomte, M.J. Philippe, P. Klimanek, Materials
Science
and Engineering. A 234 236 (1997) 869 872.
[12] G. Welsch, W. Bunk, Metallurgical Transactions. A 13A
(1982)
889.
[13] A.T. Churchman, Proceedings of the Royal Society. A 226
(1954) 216.
[14] S.M. Toy, Materials Characterization 37 (1996) 39 49.
[15] B.K. Damkroger, G.R. Edwards, B.B. Rath, Metallurgical
Transactions. A 18A (3) (1987) 483485.
S.H. Wang et al. / Materials Letters 57 (2003) 18151823 1823