Embed Size (px)
Citation preview

Lenzinger Berichte 89 (2011) 60-71
TENCEL® - NEW CELLULOSE FIBERS FOR CARPETS
Johann Männer*, Denitza Ivanoff, Robert J. Morley and Susanne Jary
Lenzing AG, Werkstr. 2, 4860 Lenzing, Austria
*Phone: (+43) 7672 701-3488; Fax: (+43) 7672 918-3488; Email: [email protected]
Presented during the 47th Man-Made Fibers Congress, Dornbirn, 2008
Textile coverings are still the mostcommon material for floorings. In livingareas carpets used are mainly either cutor loop pile. Historically, natural fiberslike wool, cotton or jute were dominantin this field. Following industrializationat the beginning of the last centuryviscose fibers were also introduced. Thedevelopment of synthetic fibers in the1960s caused a decrease of naturalfibers and viscose. Polyamide andpolypropylene, then, became the mostpopular materials in carpets. With thecommercialization of the Lyocell processin the 1990s, a new generation ofcellulose fibers was developed. Lyocellfibers branded as TENCEL® havehigher tenacity, modulus and bendingstrength compared to viscose.For tufted carpets fibers are typicallyhigh-dtex long staple and are processedinto semi worsted or woolen yarns.
TENCEL® fibers based on high dtexlyocell have now been developed. Thesecan be processed into carpet yarnseither alone or in combination withother fibers. The prime function ofsynthetics is utility, to some extent at theexpense of comfort, whereas naturalmaterials accentuate the comfortattributes. TENCEL® in particularexhibits excellent moisture managementproperties due to its internal nanofibrilstructure. This brings positive effectsfor the room climate as well asbeneficial hygiene and low staticproperties. TENCEL® is a wood basedcellulose fiber produced by asustainable, ecological route and is bio-degradable.
Keywords: Cellulose, carpets, lyocell,
NMMO, TENCEL®
Introduction
Most carpets used in living areas are eithervelour or loop pile constructions preparedas wall to wall carpets or area rugs. Themost important manufacturing route forcarpets makes use of tufting technologybut woven constructions are also available.Coarse long staple fibers of polyamide andpolypropylene are the most commonfibers. Wool is also popular in living areas,especially in Western Europe. TENCEL®
carpet fibers have been developedprimarily in 15 dtex with cut lengths of upto 150 mm suitable for semi worsted andwoolen yarn spinning. To achieve
optimum resilience and abrasion resistancea blend with other fibers is preferred. Theinitial target sector for TENCEL® is indomestic living areas such as sleeping andchildren rooms. In apparel uses theexcellent physiological benefits ofTENCEL® and TENCEL® blends havebeen clearly demonstrated and widelyused. These same features are equally ofvalue in carpets such as to enhance roomenvironments in respect of climate forhumidity control, hygiene, static chargeand reduced allergy. A feasibility workexhibits first experience in carpet
Lenzinger Berichte 89 (2011) 60-71
manufacturing, the potential and benefitsof TENCEL® in this area.
Carpet market survey
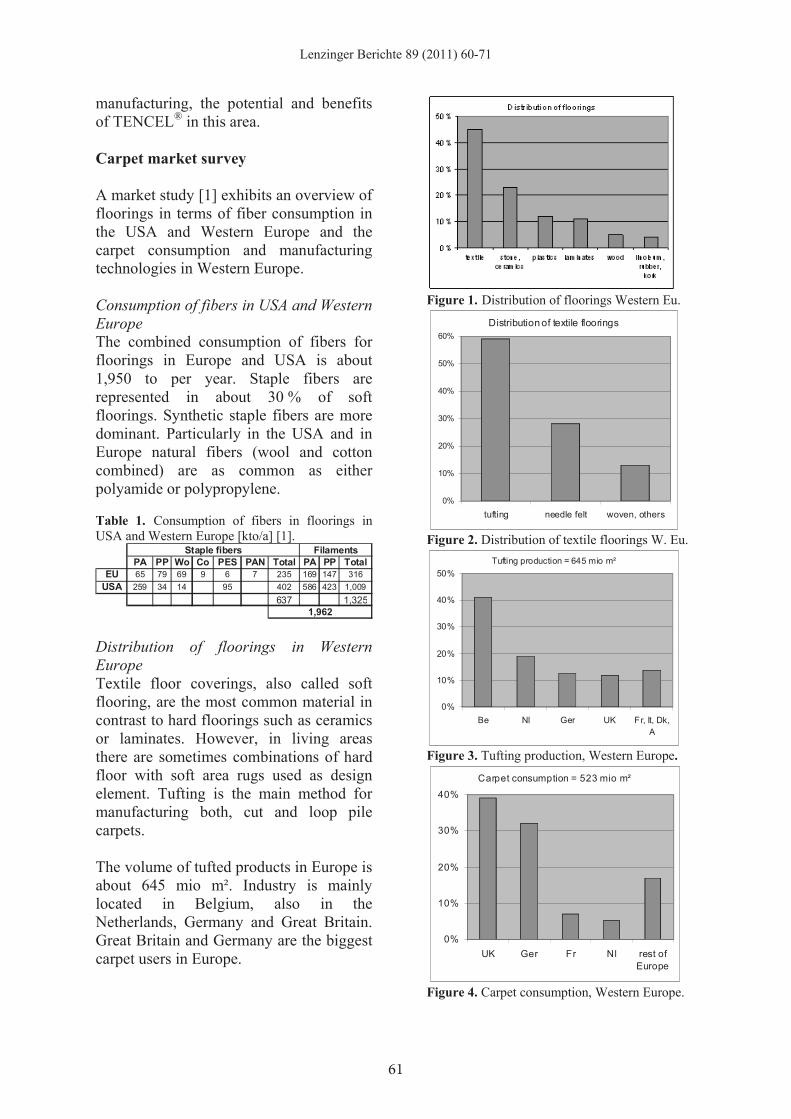
A market study [1] exhibits an overview offloorings in terms of fiber consumption inthe USA and Western Europe and thecarpet consumption and manufacturingtechnologies in Western Europe.
Consumption of fibers in USA and WesternEuropeThe combined consumption of fibers forfloorings in Europe and USA is about1,950 to per year. Staple fibers arerepresented in about 30 % of softfloorings. Synthetic staple fibers are moredominant. Particularly in the USA and inEurope natural fibers (wool and cottoncombined) are as common as eitherpolyamide or polypropylene.
Table 1. Consumption of fibers in floorings inUSA and Western Europe [kto/a] [1].
PA PP Wo Co PES PAN Total PA PP TotalEU 65 79 69 9 6 7 235 169 147 316
USA 259 34 14 95 402 586 423 1,009
637 1,325
Staple fibers Filaments
1,962
Distribution of floorings in WesternEuropeTextile floor coverings, also called softflooring, are the most common material incontrast to hard floorings such as ceramicsor laminates. However, in living areasthere are sometimes combinations of hardfloor with soft area rugs used as designelement. Tufting is the main method formanufacturing both, cut and loop pilecarpets.
The volume of tufted products in Europe isabout 645 mio m². Industry is mainlylocated in Belgium, also in theNetherlands, Germany and Great Britain.Great Britain and Germany are the biggestcarpet users in Europe.
Figure 1. Distribution of floorings Western Eu.
Distribution of textile floorings
0%
10%
20%
30%
40%
50%
60%
tufting needle felt woven, others
Figure 2. Distribution of textile floorings W. Eu.
Tufting production = 645 mio m²
0%
10%
20%
30%
40%
50%
Be Nl Ger UK Fr, It, Dk,
A
Figure 3. Tufting production, Western Europe.
Carpet consumption = 523 mio m²
0%
10%
20%
30%
40%
UK Ger Fr Nl rest of
Europe
Figure 4. Carpet consumption, Western Europe.
Lenzinger Berichte 89 (2011) 60-71
TENCEL® 12detx
Viscose 1,3dtex TENCEL® 1,4dtex
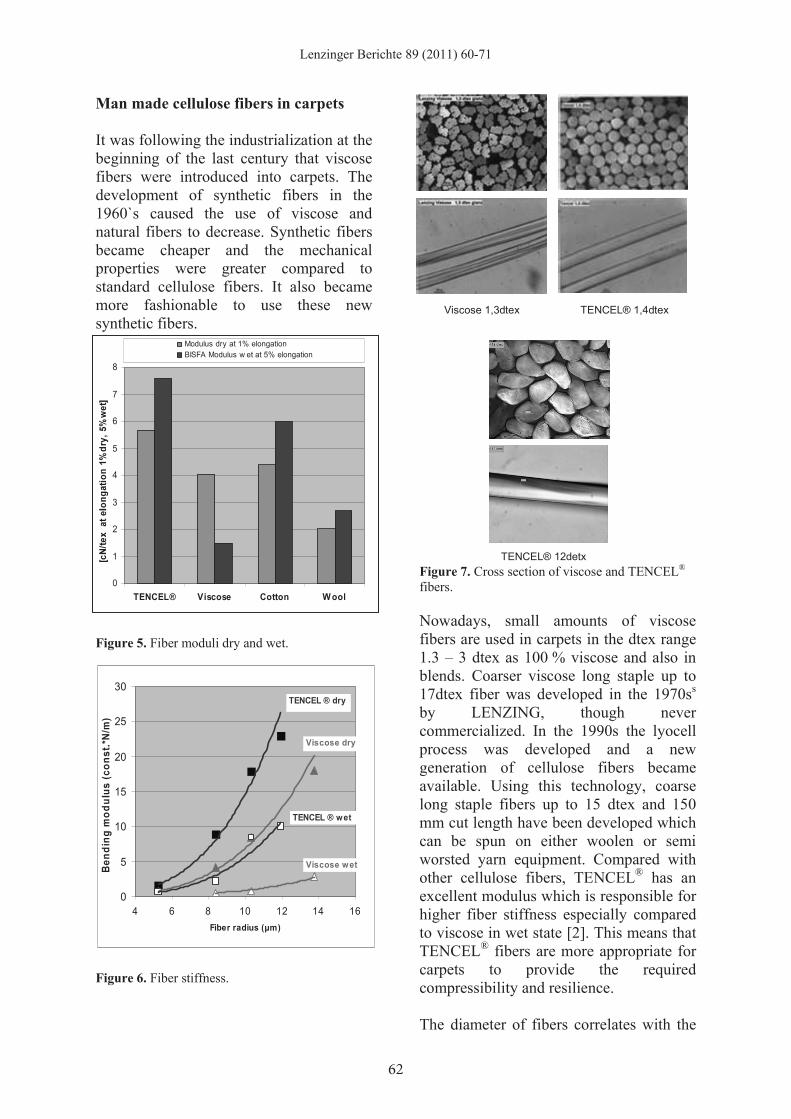
Man made cellulose fibers in carpets
It was following the industrialization at thebeginning of the last century that viscosefibers were introduced into carpets. Thedevelopment of synthetic fibers in the1960`s caused the use of viscose andnatural fibers to decrease. Synthetic fibersbecame cheaper and the mechanicalproperties were greater compared tostandard cellulose fibers. It also becamemore fashionable to use these newsynthetic fibers.
Figure 5. Fiber moduli dry and wet.
Figure 6. Fiber stiffness.
Figure 7. Cross section of viscose and TENCEL®
fibers.
Nowadays, small amounts of viscosefibers are used in carpets in the dtex range1.3 � 3 dtex as 100 % viscose and also in blends. Coarser viscose long staple up to17dtex fiber was developed in the 1970ss
by LENZING, though nevercommercialized. In the 1990s the lyocellprocess was developed and a newgeneration of cellulose fibers becameavailable. Using this technology, coarselong staple fibers up to 15 dtex and 150mm cut length have been developed whichcan be spun on either woolen or semiworsted yarn equipment. Compared withother cellulose fibers, TENCEL® has anexcellent modulus which is responsible forhigher fiber stiffness especially comparedto viscose in wet state [2]. This means thatTENCEL® fibers are more appropriate forcarpets to provide the requiredcompressibility and resilience.
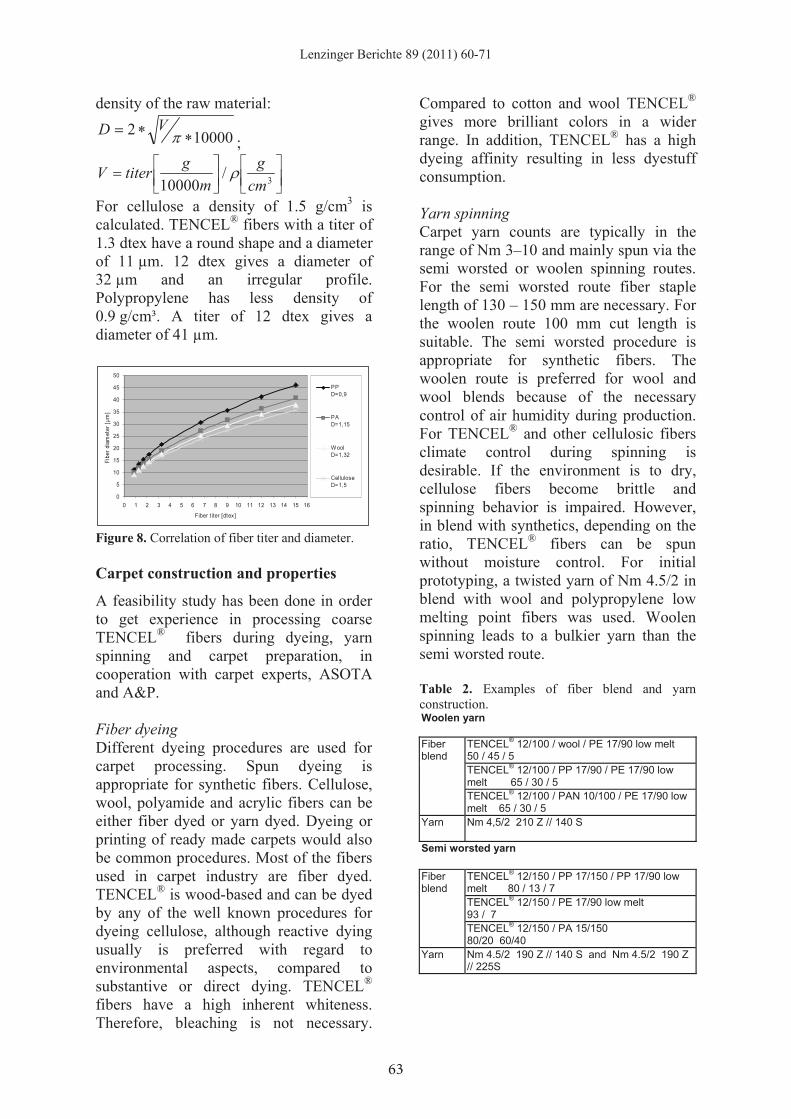
The diameter of fibers correlates with the
0
1
2
3
4
5
6
7
8
TENCEL® Viscose Cotton W ool
Modulus dry at 1% elongation
BISFA Modulus w et at 5% elongation
0
5
10
15
20
25
30
4 6 8 10 12 14 16
Fiber radius ( m)
Viscose dry
Viscose wet
TENCEL ® dry
TENCEL ® wet
Lenzinger Berichte 89 (2011) 60-71
0
5
10
15
20
25
30
35
40
45
50
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Fiber titer [dtex]
PPD=0,9
PAD=1,15
W oolD=1,32
CelluloseD=1,5
density of the raw material:
100002 VD
;
3/
10000 cm
g
m
gtiterV
For cellulose a density of 1.5 g/cm3 iscalculated. TENCEL® fibers with a titer of1.3 dtex have a round shape and a diameterof 11 m. 12 dtex gives a diameter of32 m and an irregular profile.Polypropylene has less density of0.9 g/cm³. A titer of 12 dtex gives adiameter of 41 m.
Figure 8. Correlation of fiber titer and diameter.
Carpet construction and properties
A feasibility study has been done in orderto get experience in processing coarseTENCEL® fibers during dyeing, yarnspinning and carpet preparation, incooperation with carpet experts, ASOTAand A&P.
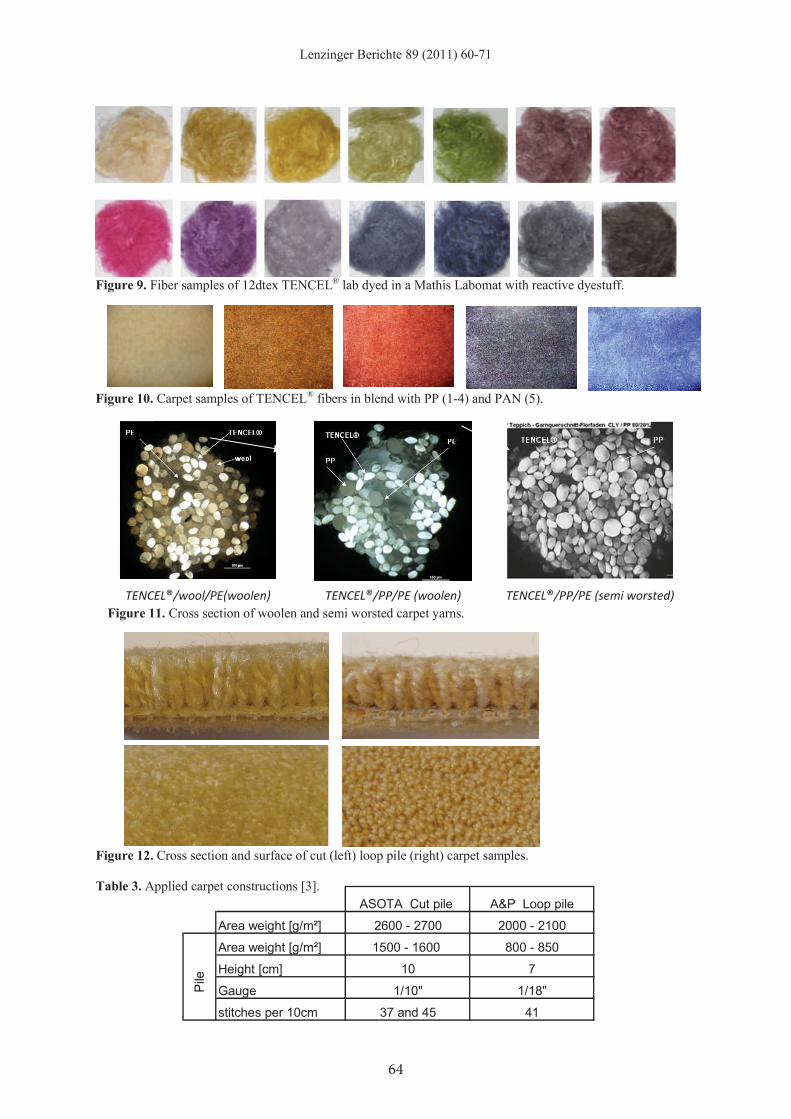
Fiber dyeingDifferent dyeing procedures are used forcarpet processing. Spun dyeing isappropriate for synthetic fibers. Cellulose,wool, polyamide and acrylic fibers can beeither fiber dyed or yarn dyed. Dyeing orprinting of ready made carpets would alsobe common procedures. Most of the fibersused in carpet industry are fiber dyed.TENCEL® is wood-based and can be dyedby any of the well known procedures fordyeing cellulose, although reactive dyingusually is preferred with regard toenvironmental aspects, compared tosubstantive or direct dying. TENCEL®
fibers have a high inherent whiteness.Therefore, bleaching is not necessary.
Compared to cotton and wool TENCEL®
gives more brilliant colors in a widerrange. In addition, TENCEL® has a highdyeing affinity resulting in less dyestuffconsumption.
Yarn spinningCarpet yarn counts are typically in therange of Nm 3�10 and mainly spun via the semi worsted or woolen spinning routes.For the semi worsted route fiber staplelength of 130 � 150 mm are necessary. For the woolen route 100 mm cut length issuitable. The semi worsted procedure isappropriate for synthetic fibers. Thewoolen route is preferred for wool andwool blends because of the necessarycontrol of air humidity during production.For TENCEL® and other cellulosic fibersclimate control during spinning isdesirable. If the environment is to dry,cellulose fibers become brittle andspinning behavior is impaired. However,in blend with synthetics, depending on theratio, TENCEL® fibers can be spunwithout moisture control. For initialprototyping, a twisted yarn of Nm 4.5/2 inblend with wool and polypropylene lowmelting point fibers was used. Woolenspinning leads to a bulkier yarn than thesemi worsted route.
Table 2. Examples of fiber blend and yarnconstruction.Woolen yarn
Fiberblend
TENCEL®
12/100 / wool / PE 17/90 low melt50 / 45 / 5
TENCEL® 12/100 / PP 17/90 / PE 17/90 lowmelt 65 / 30 / 5
TENCEL® 12/100 / PAN 10/100 / PE 17/90 lowmelt 65 / 30 / 5
Yarn Nm 4,5/2 210 Z // 140 S
Semi worsted yarn
Fiberblend
TENCEL®
12/150 / PP 17/150 / PP 17/90 lowmelt 80 / 13 / 7
TENCEL®
12/150 / PE 17/90 low melt93 / 7
TENCEL® 12/150 / PA 15/15080/20 60/40
Yarn Nm 4.5/2 190 Z // 140 S and Nm 4.5/2 190 Z// 225S
Lenzinger Berichte 89 (2011) 60-71
Figure 9. Fiber samples of 12dtex TENCEL® lab dyed in a Mathis Labomat with reactive dyestuff.
Figure 10. Carpet samples of TENCEL® fibers in blend with PP (1-4) and PAN (5).
TENCEL®/wool/PE(woolen) TENCEL®/PP/PE (woolen) TENCEL®/PP/PE (semi worsted)
Figure 11. Cross section of woolen and semi worsted carpet yarns.
Figure 12. Cross section and surface of cut (left) loop pile (right) carpet samples.
Table 3. Applied carpet constructions [3].
ASOTA Cut pile A&P Loop pile
Area weight [g/m²] 2600 - 2700 2000 - 2100
Area weight [g/m²] 1500 - 1600 800 - 850
Height [cm] 10 7
Gauge 1/10" 1/18"
stitches per 10cm 37 and 45 41
Lenzinger Berichte 89 (2011) 60-71
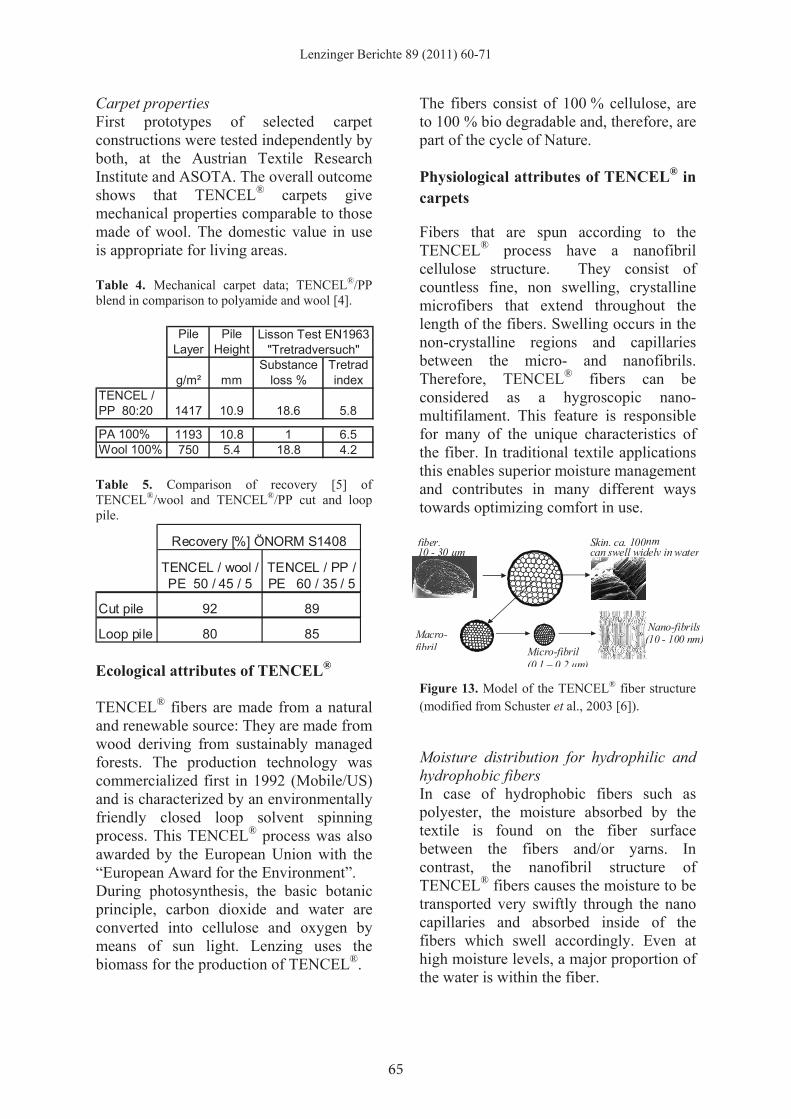
Carpet propertiesFirst prototypes of selected carpetconstructions were tested independently byboth, at the Austrian Textile ResearchInstitute and ASOTA. The overall outcomeshows that TENCEL® carpets givemechanical properties comparable to thosemade of wool. The domestic value in useis appropriate for living areas.
Table 4. Mechanical carpet data; TENCEL®/PPblend in comparison to polyamide and wool [4].
PileLayer
PileHeight
g/m² mmSubstance
loss %Tretradindex
TENCEL /PP 80:20 1417 10.9 18.6 5.8
PA 100% 1193 10.8 1 6.5Wool 100% 750 5.4 18.8 4.2
Lisson Test EN1963"Tretradversuch"
Table 5. Comparison of recovery [5] ofTENCEL®/wool and TENCEL®/PP cut and looppile.
TENCEL / wool /PE 50 / 45 / 5
TENCEL / PP /PE 60 / 35 / 5
Cut pile 92 89
Loop pile 80 85
Recovery [%] ÖNORM S1408
Ecological attributes of TENCEL®
TENCEL® fibers are made from a naturaland renewable source: They are made fromwood deriving from sustainably managedforests. The production technology wascommercialized first in 1992 (Mobile/US)and is characterized by an environmentallyfriendly closed loop solvent spinningprocess. This TENCEL® process was alsoawarded by the European Union with the�European Award for the Environment�. During photosynthesis, the basic botanicprinciple, carbon dioxide and water areconverted into cellulose and oxygen bymeans of sun light. Lenzing uses thebiomass for the production of TENCEL®.
The fibers consist of 100 % cellulose, areto 100 % bio degradable and, therefore, arepart of the cycle of Nature.
Physiological attributes of TENCEL® in
carpets
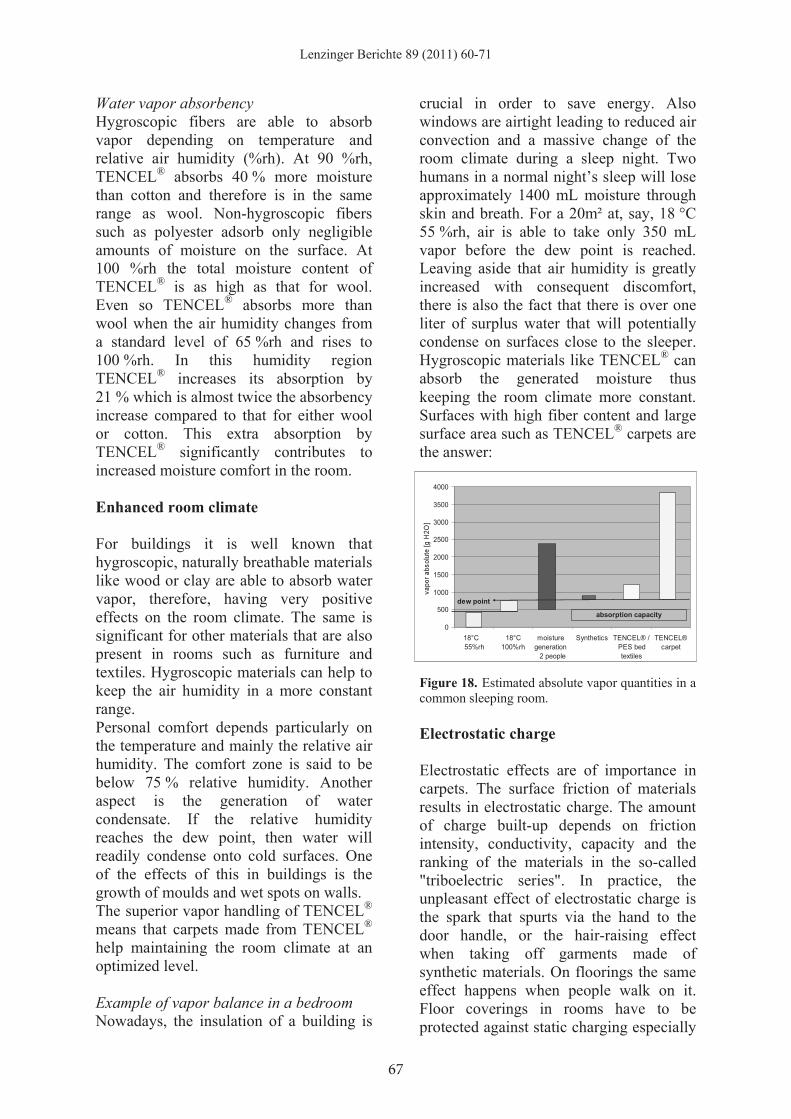
Fibers that are spun according to theTENCEL® process have a nanofibrilcellulose structure. They consist ofcountless fine, non swelling, crystallinemicrofibers that extend throughout thelength of the fibers. Swelling occurs in thenon-crystalline regions and capillariesbetween the micro- and nanofibrils.Therefore, TENCEL® fibers can beconsidered as a hygroscopic nano-multifilament. This feature is responsiblefor many of the unique characteristics ofthe fiber. In traditional textile applicationsthis enables superior moisture managementand contributes in many different waystowards optimizing comfort in use.
Figure 13. Model of the TENCEL® fiber structure
(modified from Schuster et al., 2003 [6]).
Moisture distribution for hydrophilic andhydrophobic fibersIn case of hydrophobic fibers such aspolyester, the moisture absorbed by thetextile is found on the fiber surfacebetween the fibers and/or yarns. Incontrast, the nanofibril structure ofTENCEL® fibers causes the moisture to betransported very swiftly through the nanocapillaries and absorbed inside of thefibers which swell accordingly. Even athigh moisture levels, a major proportion ofthe water is within the fiber.
fiber, Skin, ca. 100nm10 - 30 m can swell widely in water
Macro-fibril
Nano-fibrils(10 - 100 nm)
Micro-fibril(0.1 � 0,2 m)

Lenzinger Berichte 89 (2011) 60-71
Figure 14. Model of moisture distribution on polyester and TENCEL® fibers [7].
Figure 15. Moisture distribution in cellulose fibers [7].
0
5
10
15
20
25
30
35
65 90 100relative humidity [%]
TENCEL®
Wool
Cotton
PES
0
5
10
15
20
25
TENCEL® Wool Cotton PES
Figure 16. Equilibrium moisture regain of fibers[increasing humidity at room temperature (20 °C)].
Figure 17. Change in vapor uptake at room temperature(rel. humidity increases from 65 to 100 %) [2].
Table 6. Estimated absolute vapor quantities in a common sleeping room.
Sleeping room 4x5x2,5m / 50m³
Start climate 426 absolut vapour content in 50m³ air at 18°C 55%RH
Climate at dew point 773 saturation at 18°C 100%RH reached after 2 hours, without air convection
Human moisture disposal 1400 2 people, loss of moisture within 8 hours
moisture uptake
bed textiles 40 4kg synthetics 1% buffer capacity
bed textiles 400 4kg TENCEL® : PES 50:50 10% buffer capacity
carpet (15m² active) 3000 15kg TENCEL® 20% buffer capacity
moisture in compartment air [g]
Cotton Viscose TENCEL®
Lenzinger Berichte 89 (2011) 60-71
0
500
1000
1500
2000
2500
3000
3500
4000
18°C
55%rh
18°C
100%rh
moisture
generation
2 people
Synthetics TENCEL® /
PES bed
textiles
TENCEL®
carpet
dew point
absorption capacity
Water vapor absorbencyHygroscopic fibers are able to absorbvapor depending on temperature andrelative air humidity (%rh). At 90 %rh,TENCEL® absorbs 40 % more moisturethan cotton and therefore is in the samerange as wool. Non-hygroscopic fiberssuch as polyester adsorb only negligibleamounts of moisture on the surface. At100 %rh the total moisture content ofTENCEL® is as high as that for wool.Even so TENCEL® absorbs more thanwool when the air humidity changes froma standard level of 65 %rh and rises to100 %rh. In this humidity regionTENCEL® increases its absorption by21 % which is almost twice the absorbencyincrease compared to that for either woolor cotton. This extra absorption byTENCEL® significantly contributes toincreased moisture comfort in the room.
Enhanced room climate
For buildings it is well known thathygroscopic, naturally breathable materialslike wood or clay are able to absorb watervapor, therefore, having very positiveeffects on the room climate. The same issignificant for other materials that are alsopresent in rooms such as furniture andtextiles. Hygroscopic materials can help tokeep the air humidity in a more constantrange.Personal comfort depends particularly onthe temperature and mainly the relative airhumidity. The comfort zone is said to bebelow 75 % relative humidity. Anotheraspect is the generation of watercondensate. If the relative humidityreaches the dew point, then water willreadily condense onto cold surfaces. Oneof the effects of this in buildings is thegrowth of moulds and wet spots on walls.The superior vapor handling of TENCEL®
means that carpets made from TENCEL®
help maintaining the room climate at anoptimized level.
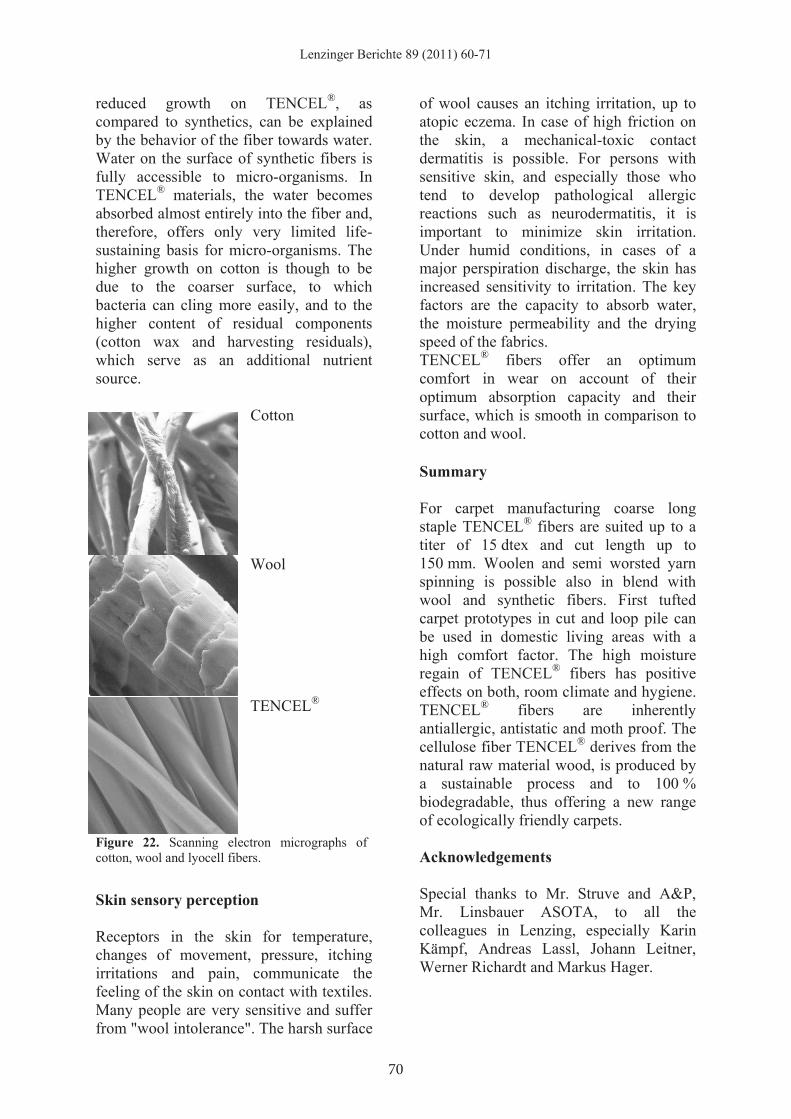
Example of vapor balance in a bedroomNowadays, the insulation of a building is
crucial in order to save energy. Alsowindows are airtight leading to reduced airconvection and a massive change of theroom climate during a sleep night. Twohumans in a normal night�s sleep will lose approximately 1400 mL moisture throughskin and breath. For a 20m² at, say, 18 °C55 %rh, air is able to take only 350 mLvapor before the dew point is reached.Leaving aside that air humidity is greatlyincreased with consequent discomfort,there is also the fact that there is over oneliter of surplus water that will potentiallycondense on surfaces close to the sleeper.Hygroscopic materials like TENCEL® canabsorb the generated moisture thuskeeping the room climate more constant.Surfaces with high fiber content and largesurface area such as TENCEL® carpets arethe answer:
Figure 18. Estimated absolute vapor quantities in acommon sleeping room.
Electrostatic charge
Electrostatic effects are of importance incarpets. The surface friction of materialsresults in electrostatic charge. The amountof charge built-up depends on frictionintensity, conductivity, capacity and theranking of the materials in the so-called"triboelectric series". In practice, theunpleasant effect of electrostatic charge isthe spark that spurts via the hand to thedoor handle, or the hair-raising effectwhen taking off garments made ofsynthetic materials. On floorings the sameeffect happens when people walk on it.Floor coverings in rooms have to beprotected against static charging especially

Lenzinger Berichte 89 (2011) 60-71
1,E+07
1,E+08
1,E+09
1,E+10
1,E+11
1,E+12
1,E+13
TENCEL® Wo PES PA
Contact resistance ( ) Surface resistance ( )
1E+07
1E+08
1E+09
1E+10
1E+11
1E+12
1E+13
TENCEL TENCEL:PES
50:50
TENCEL:PES
30:70
TENCEL:PES
10:90
PES
Contact resistance ( ) Surface resistance ( )
where sensitive electronic devices are usedbut also for comfort in the home. To avoidstatic charge in carpets, synthetic materialsand wool have to be treated with antistaticadditives or alternatively metal wires orcarbon fibers are included in theconstruction.
Electrostatic behavior of textilesThe electrostatic effect of textile materialsdepends primarily upon the moisturepresent in the fabric and thus conductivityand/or resistance. The standardconditioning moisture content ofTENCEL® fibers is approximately 12 %.Synthetic fibers like polyester are nothygroscopic and have conditioningmoisture of less than 1 % andconsequently have considerably lowerconductivity.
Table 7. Electric contact resistance according toDIN 54345 for TENCEL® and polyester fabrics.
Figure 19. Static resistance of fabrics of differentmaterials.
To evaluate the static behavior of textilesthe electrostatic resistance can bedetermined. In order to the standardprocedure, the contact and surfaceresistance is described at 23 °C 65 %rh. Itcan be found that textiles give differentresistance levels. Synthetics and even wool
have approximately 100 times higherresistances compared to TENCEL®. Inblends with polyester reduction of fabricresistance can be achieved by at least 10xwhen only 10 % TENCEL fibers are used.
Figure 20. Static resistance of fabrics in differentTENCEL PES blends.
Electrostatic charging of the humanbody by textile friction
The electrostatic potential caused onaccount of textile friction on skin wasmeasured at the Austrian Textile ResearchInstitute (OETI). For this purpose,different fabric materials of comparableconstruction were drawn over the shoulderunder identical conditions in a standardclimate, in order to simulate removal of agarment. The charge generated wasmeasured by means of a hand electrode,which is used in a modified testarrangement to determine the electrostaticbehavior of wall-to-wall carpetingaccording to DIN 66095. For polyester andpolypropylene a positive potential of3,000 Volt was measured. On account ofthe higher conductivity due to fibermoisture, cellulose fibers show almost nocharging. With a charge of more than1,800 volts, noticeable sparks appear whenstatic discharge occurs to groundedobjects.
23°C / 25% RH 23°C / 65% RH
TENCEL® 4.5 x 1010
6.8 x 107
Polyester 5 x 1013 5 x 1013
Contact resistance [RDT]

Lenzinger Berichte 89 (2011) 60-71
-1000
0
1000
2000
3000
TENCEL® Co PP PES PA
Cellulose Synthetics
Carpet pile Static charge [kVolt]
TENCEL : PP 80:20 -0,7
PA 10
Wool > 4
Figure 21. Electrostatic charging of the humanbody after a friction experiment with textiles.
Electrostatic charging of carpet samples
Carpet samples were measured by astandard walking test according toEN1815. The carpet pile of 80/20 %TENCEL®/PP gave a static charge of -0.7 kV compared to 10 kV for apolyamide. Even woolen carpets, as far asthey are not anti statically treated, show acharge of more than 4 kV. To call a carpetanti-static, a charge of lower than 2 kV hasto be achieved.
Table 8. Carpet Walking Test of carpets withoutanti-static treatment EN 1815 23 °C / 25 % RH [4].
Moth protection without chemistry
As food stuff larva of webbing moth needkeratin which is a protein in animal hairslike wool and silk. To protect wool againstdamage by moths, textile articles have to
be treated with special chemicals.Compounds like Permethrin are the mostusual additives to protect carpets againstmoths. Permethrin is a strong neurotoxicsubstance for humans and can causeallergic reaction even at very small levels.Cellulose fibers, paper or wood becomenot affected by moths. Textiles made outof cellulose do not need special treatments,they are naturally moth proof.
Textile hygiene
Textile hygiene refers to the effect oftextiles on the environment of the user - onthe one hand the effect of the materialitself with regard to the allergic potential,on the other hand the influence on skinflora and micro-organisms. A broad rangeof micro-organisms can be found on theskin, forming the skin flora, beingessential for human health. In case ofstrong perspiration, sweat will transportthese organisms into the textiles.Components of the sweat will bedecomposed by the micro-organisms. Inthe course of these reactions substancessuch as butyric acid are formed, which areperceived as the unpleasant smell ofperspiration.
Allergic potentialDue to the manufacturing process,TENCEL® fibers are very clean and free ofallergic compounds and certified with theOEkoTex label class I. In comparison toother materials TENCEL® fibers do notneed any chemical treatment for moth andstatic charge protection.
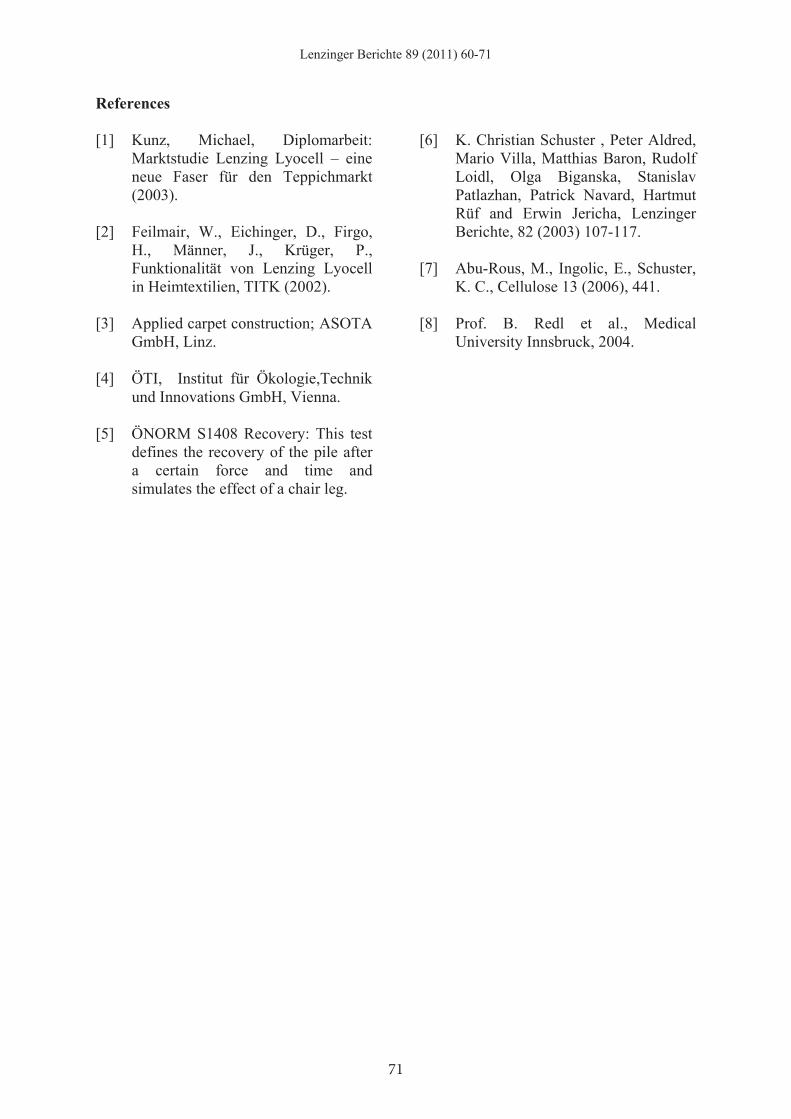
Bacterial growth on textilesResults of the Challenge test show thatbacterial growth on synthetic materials ishigher than on TENCEL® by a factor of100 to 1,000. On cotton, growth is stillhigher by a factor of 10, as compared toTENCEL® [8].The considerably higher growth onsynthetic fibers may be regarded as theresponsible cause for the well-knownstronger odor formation. The clearly
Voltmeter
Insulation
FabricFriction
Lenzinger Berichte 89 (2011) 60-71
reduced growth on TENCEL®, ascompared to synthetics, can be explainedby the behavior of the fiber towards water.Water on the surface of synthetic fibers isfully accessible to micro-organisms. InTENCEL® materials, the water becomesabsorbed almost entirely into the fiber and,therefore, offers only very limited life-sustaining basis for micro-organisms. Thehigher growth on cotton is though to bedue to the coarser surface, to whichbacteria can cling more easily, and to thehigher content of residual components(cotton wax and harvesting residuals),which serve as an additional nutrientsource.
Cotton
Wool
TENCEL®
Figure 22. Scanning electron micrographs ofcotton, wool and lyocell fibers.
Skin sensory perception
Receptors in the skin for temperature,changes of movement, pressure, itchingirritations and pain, communicate thefeeling of the skin on contact with textiles.Many people are very sensitive and sufferfrom "wool intolerance". The harsh surface
of wool causes an itching irritation, up toatopic eczema. In case of high friction onthe skin, a mechanical-toxic contactdermatitis is possible. For persons withsensitive skin, and especially those whotend to develop pathological allergicreactions such as neurodermatitis, it isimportant to minimize skin irritation.Under humid conditions, in cases of amajor perspiration discharge, the skin hasincreased sensitivity to irritation. The keyfactors are the capacity to absorb water,the moisture permeability and the dryingspeed of the fabrics.TENCEL® fibers offer an optimumcomfort in wear on account of theiroptimum absorption capacity and theirsurface, which is smooth in comparison tocotton and wool.
Summary
For carpet manufacturing coarse longstaple TENCEL® fibers are suited up to atiter of 15 dtex and cut length up to150 mm. Woolen and semi worsted yarnspinning is possible also in blend withwool and synthetic fibers. First tuftedcarpet prototypes in cut and loop pile canbe used in domestic living areas with ahigh comfort factor. The high moistureregain of TENCEL® fibers has positiveeffects on both, room climate and hygiene.TENCEL® fibers are inherentlyantiallergic, antistatic and moth proof. Thecellulose fiber TENCEL® derives from thenatural raw material wood, is produced bya sustainable process and to 100 %biodegradable, thus offering a new rangeof ecologically friendly carpets.
Acknowledgements
Special thanks to Mr. Struve and A&P,Mr. Linsbauer ASOTA, to all thecolleagues in Lenzing, especially KarinKämpf, Andreas Lassl, Johann Leitner,Werner Richardt and Markus Hager.
Lenzinger Berichte 89 (2011) 60-71
References
[1] Kunz, Michael, Diplomarbeit:Marktstudie Lenzing Lyocell � eine neue Faser für den Teppichmarkt(2003).
[2] Feilmair, W., Eichinger, D., Firgo,H., Männer, J., Krüger, P.,Funktionalität von Lenzing Lyocellin Heimtextilien, TITK (2002).
[3] Applied carpet construction; ASOTAGmbH, Linz.
[4] ÖTI, Institut für Ökologie,Technikund Innovations GmbH, Vienna.
[5] ÖNORM S1408 Recovery: This testdefines the recovery of the pile aftera certain force and time andsimulates the effect of a chair leg.
[6] K. Christian Schuster , Peter Aldred,Mario Villa, Matthias Baron, RudolfLoidl, Olga Biganska, StanislavPatlazhan, Patrick Navard, HartmutRüf and Erwin Jericha, LenzingerBerichte, 82 (2003) 107-117.
[7] Abu-Rous, M., Ingolic, E., Schuster,K. C., Cellulose 13 (2006), 441.
[8] Prof. B. Redl et al., MedicalUniversity Innsbruck, 2004.





























