Embed Size (px)
Citation preview

TEMPERATURE AND WATER INDUCED SOFTENING BEHAVIOUR OF WOOD FIBER BASED MATERIALS
Lennart Salmen Department of Paper Technology The Royal Institute of Technology S-100 44 STOCKHOLM 70 SWEDEN

Library I
TEMPERATURE AND WATER INDUCED SOFTENING BEHAVIOUR OF WOOD FIBER
BASED MATERIALS
Lennart Salmen
Department of Paper Technology The Royal Institute of Technology S-100 hk Stockholm 70 Sweden
Swedish Forest Products Research Laboratory Paper Technology Department Box 560A S-11A 86 Stockholm Sweden
Akademisk avhandling som med till stand av Kungl. Tekniska Hogskolan i
Stockholm framlagges till offentlig granskning for avlaggande av teknisk
doktorsexamen, fredagen den 26 februari 1982, kl . 10.00 i Kollegiesalen,
Administrationsbyggnaden, Valhallavagen 79, Kungl. Tekniska Hogskolan,
Stockholm. Avhandlingen forsvaras pa svenska.
Gardens Point A22810463B Stockholm 1982 Temperature and water induced softening behaviour of wood fiber based materials
by
Smmrn - ,

TEMPERATURE AND WATER INDUCED SOFTENING BEHAVIOUR OF WOOD FIBER BASED
MATERIALS
by Lennart Salmen
ABSTRACT
The composite structural material comprising paper and wood is analysed
in terms of thermal softening and hygroplasticization with regard to its
constituent polymers. In particular, an attempt is made to relate the
softening occurring under dry conditions to that occurring under moist
conditions.
It is proposed that the semi-crystal 1ine cellulose exhibits a broad
transition region and thus displays a gradual softening at increasing
moisture contents. The crystallites restrict the motion of the tie
molecules between the crystallites in the microfibrils and thus shift
the transition in these regions to higher temperatures or higher moisture
contents. For the amorphous carbohydrates the plasticizing effect of
water is estimated from a free volume related theory of Kaelble.
A mechanical model of the wood fiber is suggested where the cellulose
microfibrils act as the reinforcements in a matrix of hemicelluloses.
The fiber wall is built up as a laminate. Based on this model the
macroscopic response to softening of the individual components is calcu
lated. It is suggested that the softening effect due to water immersion
results from a softening of the disordered zones between the cellulose
crystallites in the microfibril. Under these conditions the fiber is
best represented by a discontinuous reinforced system in which only the
cellulose crystals act as reinforcing elements.
By an immersion technique in hot silicone oil it has been possible to
study the properties of dry paper and wood at temperatures up to 250°C
where fast chemical reactions otherwise interfere. For most papers the
main softening occurs at 230 C.

It is demonstrated that native or only slightly modified lignin under
dry conditions softens at 205 C or thereabove. The differences in the
softening behaviour of wood along and across the grain are shown to be
predictable from the structural arrangement of the components within the
wood. Under both dry and water-immersed conditions an apparent acti
vation energy has been obtained for the glass transition of lignin.
The softening of paper in the RH-range of 0 % to 95 % has been measured
over the temperature range of -25 C to 65o C. By a temperature shift of
the curves at different moisture contents a master curve is constructed.
The shift terms follow the ones predicted from free volume theories. It
is concluded that the changes in elastic properties of paper with in
creasing moisture content are determined by a softening of the amorphous
carbohydrates. The presence of dried in stresses is shown to be un
affected by the softening in this RH range studied. It is proposed that
the dried in stresses are mainly due to restraints imposed in the dis
ordered regions of the cellulose.
Key words: cellulose
f'ibers
glass transit-ion
hemieellulose
lignin
moistuve
paper
wood

TEMPERATURE AND WATER INDUCED SOFTENING BEHAVIOUR OF WOOD FIBER BASED
MATERIALS
by Lennart Salmen
TABLE OF CONTENTS
Page
1. INTRODUCTION 1
2. SOFTENING OF WOOD POLYMERS 3
2.1 Thermoplasticizatlon 3
2.2 Hygroplasticization 8
3. MODEL FOR THE SOFTENING BEHAVIOUR OF WOOD FIBERS 16
3.1 The microfibrillar structure 16
3.2 Mechanical composite models of the cell wall 17
3.3 The effects of hygroplasticization on single fibers 20
4.. VISCOELASTIC PROPERTIES OF WOOD UNDER WATER-SOAKED
CONDITIONS 26
5. SOFTENING OF PAPER
5.1 Experimental method
5.2 Thermal softening
5.3 Influence of moisture
6. ADDITIONAL REMARKS
7. ACKNOWLEDGEMENTS
8. REFERENCES
30
30
30
37
47

1. INTRODUCTION
This thesis describes an attempt to analyse the softening behaviour
observed for the individual wood polymers and for wood fiber based
materials, and from this to present a unified picture of the softening
behaviour of the composite systems of wood fibers, wood and paper. In
particular a comparison is made between softening under dry conditions
and softening at different moisture contents. The softening of these
systems as a result of changes in temperature or moisture content is
essential in most applications of these products. The softening be
haviour of the individual wood polymers, cellulose, hemicelluloses and
lignin is however still inaccurately known. Knowledge of the inter
action of these components in the composite structure of wood fibers is
a 1 so very 1imited.
In presenting this analysis, the systems are discussed in order of
increasing complexity. Thus the softening temperatures reported for the
individual dry components are first examined. A discussion of the
plasticizing effect of water on the carbohydrates is then presented, and
the role of the microfibril structure is discussed in terms of the
softening temperature of cellulose. From these considerations, a
micromechanical model of the cell wall of tracheids is proposed where
the softening effects of the individual wood components can be simulated.
Measurements of the softening effects in paper and wood resulting from
changes in moisture and temperature are then presented. The effects on
the moduli of these composite materials are discussed in relation to the
softening temperatures of the individual wood components.
The following papers, referred to subsequently by Roman numerals,
provide the basis for this thesis:
I "The influence of water on the glass transition temperature of
cellulose."
Lennart Salmen and Ernst Back.
Tappi 60 (1977), 12:137.

II "The cell wall as a composite structure."
Lennart Salmen in "Paper Structure and Properties", Ed. Bristow,
J.A., Marcel Dekker Inc. To be published.
III "The fundamentals of energy consumption during viscoelastic and
plastic deformation of wood".
Lennart Salmen and Christer Fellers.
Based on a paper given at the Int. mech. pulping conf., Oslo June
1981. To be published.
IV "Simple stress-strain measurements on dry papers from -25 C to
250°C."
Lennart Salmen and Ernst Back.
Svensk Papperstidning 8>0 (1977), 6:178.
V "Effect of temperature on stress-strain properties of dry papers."
Lennart Salmen and Ernst Back.
Svensk Papperst idning 81 (1978), 10:341 .
VI "Thermal softening of the components of paper: Its effect on
mechanical properties."
Lennart Salmen.
Pulp & Paper Canada, Trans Tech Sec £ (1979), 3:TR kS.
VII "Moisture-dependent thermal softening of paper evaluated by its
elastic modulus."
Lennart Salmen and Ernst Back.
Tappi 63 (1980), 6:117.

3.
2. SOFTENING OF WOOD POLYMERS
The structural rigidity of wood fibers and fiber products is greatly
influenced by the stiffness of their main polymeric components: cellu
lose, the hemicelluloses and lignin. As these polymers are to various
extents hygroscopic, the influence of the plasticizing action of water
is also important. Although the softening of cellulose, hemicellulose
and lignin under both dry and moist conditions has been studied indivi
dually, their respective glass transition temperatures (Tg's) are still
inaccurately known. The selection of softening temperatures and/or
critical levels of plasticizers in wood polymers therefore requires a
discussion of the various published data. It is essential to take these
variables, temperature and water content, into account when predicting
the mechanical behaviour of cellulosic materials as they are responsible
for the major changes in the properties of the matrix in these structu
res.
2.1 Thermoplasticization
Polymers generally exhibit several more or less distinctive second order
transitions due to the onset of movements of different segments or side
groups of the polymer chain. Apart from the glass transition, these
other secondary transitions are of minor importance for most of the
mechanical properties of a polymer, except maybe for the impact strength
(1). It should be noticed that a second order transition temperature is
dependent on the frequency used for the measurements (1). The glass
transition may be characterized by an apparent activation energy of 40 kJ/mol
or greater (2). For most polymers a value between 100 and 500 kJ/mol
is found in the frequency range of 1 to 10 Hz (2,3).
For semicrystal1ine polymers the presence of crystalline regions within
the polymer interferes with the transition process in the amorphous
regions. Obviously the glass transition will diminish in significance
as the crystallinity increases and may at high crystal1inities totally
vanish due to too small volumes of amorphous material (4). Crystallites
will broaden the transition region (1,5). For many polymers, an increase

4.
in Tg is noticed with increasing crystallinity as has for instance been
observed in poly(ethylene oxide) (6). An explanation of this effect has
been sought through the use of network theory for crosslinked polymers
or alternatively by considering the crystallites as reactive fillers,
thus attributing the effect to a shortening of the amorphous chain
segments between crystallites (1,7). Many other possible explanations
exist (1).
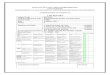
Fig. 1
The origin of the two glass
transitions Tg (L) and Tg (U)
according to Boyer (7).
For semicrystal1ine polymers, the concept of a double glass transition
has been introduced by Boyer (7). The lower T (L) is attributed to
amorphous material completely free from restraints caused by the crys
tallites, i.e. dangling cilia (loose ends), while the upper T (u)
arises from the amorphous material under restraint by the crystallites,
i.e. tie molecules or loose loops, see fig. 1. This situation is
perhaps easier to visualize in the well-known fringed micellar model
than in the folded chain model in fig. 1. The T (l_) would thus be
unaffected by the crystal 1inity whereas the T (u) would shift to higher
temperatures the higher the crystal 1inity. Especially for polymers such
as polyvinylfluoride, polyvtny1idenefluoride and poly(ethylene oxide)
can the observed transitions be explained in this way (7,8,9).
Cellulose
Cellulose, or poly -glucopyranose, is the predominant structural
constituent in wood fibers. It is a linear polymer with cellobiose as
repeat unit. The degree of polymerisation (DP) of cellulose in native
plants is of the order of several thousands, which is reduced to around
1000 in pulps and even lower in regenerated forms. The presence in some
cases of linked glucans of lower DP values is thought to arise from

5
degraded cellulose. Cellulose occurs in nature solely in a semi-crystal
line state. The crystallites are known to exist in at least four poly
morphic forms. Native cellulose is found in the cellulose I form,
whereas regenerated and mercerized cellulose usually crystallize in the
eellulose I I form.
The transitions occurring in cellulose have been thoroughly reviewed by
Klason and Kubat (10), by Kaimin et al. (11) and by Jakobson and Erinsz
(12). A well defined transition exists at -70 C, 1.0 Hz, with an activa
tion energy of 50 kj/mol. This transition is probably due to motion of
the C6-methylol group (13). Other transitions have been reported in the
regions of -30°C, 20°C and 120°C, the latter considered by Kaimin et al.
(11) to be due to movements of chain segments in the amorphous cellulose.
However, interaction between residual amounts of water and the cellulose
(10) or, at 120 C, evaporation of small amounts of water (10), may be
alternative explanations.
The glass transition of dry cellulose is claimed by most authors to
occur around 2300 C. Due to both auto-crosslinking and degradation at
these high temperatures (14), normal methods of studying the thermal
properties of polymers have been difficult to employ and the ones used
do not always make a clear distinction from first order transitions.
Various reported values are given in table I. For the methods here
given the frequency dependence may explain a difference between measure
ments of some ten degrees.
Table I. Reported transition temperatures for cellulose in the range of 150° to 300°C.
T, °C
237-253 (x)
175,230 (x)
160 (x) , 230
145-196, 200-
230 (x)
(x)
-236 (x)
Method of determinati
Therma1 compressibi1ity
Sonic pulse velocity
Torsion pendulum
Forced vibration
Thermal expansion
ion Frequency
5 kHz
110 Hz
- 1 Hz
Ref.
(15)
(16)
(17)
(18)
(19)
(x) claimed by the authors to be the glass transition.

6.
In a thorough analysis of various cellulose samples, Yano et al. (18)
have suggested that transitions at 200O C for amorphous cellulose and at
236°C for cellophane are associated with the glass transition. The
activation energies for these transitions in the frequency range of 3-5
to 110 Hz were 206 kJ/mol for amorphous cellulose and 196 kJ/mol for
cellophane. On the other hand Zeronian and Menefee (17), from torsion
pendulum measurements on ramie fibers and mercerized ramie, tentatively
claim that the Tg occurs at 160° or as a double Tg with a Tg (L) at 160O C
and a Tg (U) at 230O C. However, data obtained by differential scanning
calorimetry and infrared spectroscopy by Hatakeyama et al. (20) indicate
the lower of these transitions to be due to a recrysta11ization of
amorphous regions of cellulose on heating. It is also recognized that
for cellulose acetates the Tg decreases with increasing acetylation,
being 195°C for diacetate and 175O C for triacetate (21). Thus an even
higher value would seem reasonable for the Tg of cellulose, i.e. at
about 230O C.
Hemicellulose
Hemicellulose is a collective name for various polysaccharides, except
the poly -glucopyranose, present in plant cell walls. They are
generally made up of more than one saccharide. In softwood the major
hemicellulose is 0-acetylgalactoglucomannan with lesser amounts of
arabino-4-0-methylglucurono xylan while in hardwoods 0-acetyl-4-0-
methylglucurono xylan dominates with lesser amounts of glucomannan
present. Extracted hemicelluloses have DP-values ranging between 150
and 200. Hemicelluloses are probably amorphous in their naturally
occurring state although they may crystallize when isolated (22).
For isolated dry hemicellulose preparations, the glass transition has
been observed over a rather broad range of temperatures, from 150 to
220°C, table II.
This variation in Tg is due partly to differences in chemical composi
tion, for instance the existence of flexible side groups which lower the
transition temperatures due to a reduction of the molecular packing
efficiency. Data of Alfthan et al. (25) on various oligosaccharides
indicate that acetylation may cause a reduction in T of hemicel1uloses
of about 10 to 30°C.

7.
Table II. Glass t r a n s i t i o n temperatures of dry hemicelluloses.
Hemicellulose Tg, °C Ref.
Glucomannan 181 (15)
0-acetyl-4-0-methylglucurono xylan 148 (23)
4-0-methylglucurono xylan 217 (15)
arabino-4-O-methylglucurono xylan 180 {2k)
Lignin
Lignin is an aromatic polymer built up of three primary precursor monomers,
basically phenylpropanoid units. The lignin forms a three dimensional
network with crosslinks of several types. The structure differs between
softwoods and hardwoods and also between the middle lamella lignin and
that present in the cell wall (26).
The lignin extracted from wood and wood fibers differs in various respects
from the native lignin within the wood. It is thus not surprising that
the Tg's observed for lignin preparations vary as much as from 124O C to
193OC, table III. High temperatures also tend to change the samples in
various ways and it is very often found that the measurements exhibit a
great deal of hysteresis. The Tg of the various lignins also depends on
the molecular weight, as noticed by Goring (15) and Hatakeyama et al.
(27). Particularly for samples of high molecular weight, the Tg increases
substantially (15). With increasing degree of crosslinking, the Tg of a
polymer is also substantially increased as is for instance apparent in
crosslinked polystyrene (30). Thus native lignin may have a Tg at a
higher temperature than any of the lignin preparations.
Table III. Glass transit-Con temperatures of dry l-Cgn-Cns.
Type of lignin Tg , OC Ref.
Thiolignin 124 (27)
Dioxane 1ignin 138 (28)
Thiolignin 174 (28)
Bjorkman lignin 150 (29)
Periodate lignin 193 (15)
Enzyme 1ignin 192 (15)

8.
2.2 Hygroplasticization
Hygroplasticization, i.e. the action of water as a plasticizer, is of
particular interest in the case of carbohydrates. The interaction of
water with cellulose is a complex phenomenon, where the different stages
of water sorption range from tightly bonded water molecules to free
water primarily acting as a swelling medium. There is a strong inter
action between the water molecules first adsorbed and the hydroxyl
groups in cellulose through hydrogen bonding. Hysteresis is observed in
the sorption isotherm for water in cellulose as for most other water-
polymer systems (31). However, Higgins has shown that the elastic
modulus is related only to the moisture content irrespective of whether
it is reached by absorption or desorption (32).
General plasticization relations
A plasticizer is in general a monomeric molecule added to a polymer to soften
it, i.e. to lower its glass transition temperature and thereby its stiffness
at a given temperature. Most plasticizers used have a low Tg in the
range of -150 to -50O C. Many equations of both empirical and theoretical
natures have been put forward to describe the lowerinq of the Tg of the
mixture by the addition of a plasticizer.
Relations applicable up to large amounts of added plasticizer have been
given by Kelley and Bueche (33) who related Tg to free volume, by
Couchman and Karasz (34) considering volume or entropy continuity con
ditions, by DiMarzio and Gibbs (35) using a statistical mechanical
interpretation of composition effects on Tg , by Kaelble (36) relating T
to the cohesive energy and lattice coordinate numbers and by Nose (37)
assuming a hole theory.
The equations of Kelley and Bueche, of Kaelble and of Couchman and
Karasz are mathematically very similar and under certain conditions
identical (34) whereas the equation of Nose contains similar parameters
but in a different form. The DiMarzio-Gibbs method does not appear to
provide an explicit expression for T in terms of composition. The
merits of the different equations have not yet been established and

9.
for practical purposes the choice could merely be based on the avail
ability of values for the various parameters in the respective equations.
To calculate the effects of water on the T 's of the carbohydrates the
equation of Kaelble (36) has been chosen since the parameters there
required can be estimated with reasonable accuracy.
The Kaelble relation is given by
[1]
where Xp and Xn are mole fractions of monomer units of the polymer P
and diluent, i.e. plasticizer, D respectively, and hp and hn are corre
sponding parameters given by the relationship
where Z is the lattice coordination number in the glass state, 9
the change in specific heat capacity at Tg at constant volume and
R is the gas constant. The parameter h may also be calculated from
and U is the molar cohesive energy, is the solubility parameter and
is the molar volume.
The more generally used Kel1ey-Bueche equation (33) gives exactly the
same estimate of Tg as the Kaelble equation [1] if
[2] h =
[1]
i s

10.
Tg = K [6]
where K = 0.11 for polymers and 0.082 for diluents.
The plasticizing effect of water on various polymers has recently been
recognized for its detrimental effect on the mechanical properties of
epoxy resins and also for its importance for biological materials. For
the small amounts sorbed in epoxy resins the plasticizing action of
water has been shown to follow the polymer-plasticizer relations (39).
For polymers sorbing large amounts of water such as poly(2-hydroxy-
ethylmethacrylate), PHEMA, these relations also apply, as measured by
Sung et al. by differential scanning calorimetry (DSC) up to moisture
contents of 50 % by weight (40). For the PHEMA-water system the water
first sorbed leads to a volume contraction (41). Volume contraction
also occurs when polymer and diluent are mixed in the case of other
water absorbing polymers such as natural fibers and polyamides (31).
For many polymers a limiting value is reached after which additional
water does not further decrease the Tg . Examples of such are poly(6-
aminohexanoic acid), poly(hexamethylene adipamide), poly-N-viny1pyrro-
lidone (42), polyhydroxymethy1ene (43) and thiolignin (28). It has
been suggested (42) that the decrease in Tg due to addition of water is
related to a replacement of intermolecular hydrogen bonds in accessible
regions of the polymer. The limiting value of Tg is reached at a point
corresponding to the amount of water required for complete interaction
with all such bond sites. Of course, this theory does not explain the
behaviour of polymers which show no limiting value of T with increasing
water content. The softening effect of water on poly(hexamethylene
adipamide) has also been shown to follow the general relations at
moisture contents below the limiting amount (Paper I).
In semicrystal1ine polymers, the relations describing the effect of a
plasticizer upon Tg differ from those for amorphous polymers. In many
cases the plasticizer cannot penetrate the crystallites although ad-
sorption on the surfaces of the crystallites may occur (31). Ellis et
al. (44) have shown that crosslinks in the polymer cause the depression
of Tg by a diluent to be increased, and they postulate that the same
phenomenon may occur in semicrystal1ine systems.

11.
Carbohydrates
Data on the influence of moisture content on the glass transition
temperature of cellulose are conflicting. The glass transition has been
claimed to occur at room temperature from moisture content values
below 6 % to above 50 %, while still other investigations have detected
no transition at all.
In a semicrystal1ine polymer such as cellulose, the amorphous part may
exist in different regions, from regions undisturbed by the crystallites
to regions where the molecules have a very restricted mobility due to
the linkage to the crystallites. It seems reasonable to assume that the
T will be shifted to higher temperatures due to these restraints.
Therefore a broadening of T on the high temperature side will result
(45).
Similarly, it is proposed that cellulose may exhibit a gradual softening
at increasing moisture contents as a consequence of the restraints
imposed by the cellulose crystallites.
For completely amorphous cellulose the behaviour is expected to be
similar to that of the amorphous hemicelluloses. For both these carbo-
hydrates the plasticizing effect of water may be estimated from general
polymer-plasticizing equations. Here the equation of Kaelble has been
applied (Paper I) .
In order to estimate the constant hp in the Kaelble equation for cellulose,
reported measurements of the plasticizing action of various diluents
have been inserted in the equation. Using measurements by Kargin et al.
(kS) for the plasticization of amorphous cellulose with triethylphenyl-
ammonium hydroxide for the transition that in dry cellulose occurs at
, a value of 151 for hp of cellulose has been calculated (Paper I).
This value is consistent with the value calculated from data for the
effect of water on the Tg of glucose by Luyet and Rasmussen (47) con-
sidering that the monomer and polymer in general have a similar molar
cohesive energy, and applying equation [3].
Since their structure is chemically similar to that of cellulose, the
constant hp for the hemicelluloses was taken to be the same as for
cellulose.

12.
The data used to calculate the water plasticizing effect are given in
table IV.
The parameters hD and hp for the cellulose-water system can be compared
with those applicable in the Kelley-Bueche relation. Using equation
Table IV. Data for the aalculation of plasticization effects according to the Kaelble equation (36).
Water
Triethylphenyl -ammonium hydroxide
Cellulose
Xylan
Glucose
136
120
493
463, 493
273
71
280
151
151
263
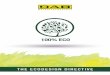
Calculations for xylan of the dependence of Tg on moisture content, based
on two values of T , 190°C and 220°C, are given in fig. 2. 9p
10 20 30
Moisture content, %
Fig. 2
Influence of water on the glass transition of hemi-celluloses as calculated using the approach of Kaelble (36) for two values of the T of xylan; 190° and g 220 C. Measurements on various hemicelluloses are included where the triangles refer to those by Goring (15), the circles to those by Hakkinen and Toroi (49) and the squares to those by Takamura (29). For comparison the calculated relationship for a completely amorphous cellulose is also included.
is estimated to be 2.73. This is close to the
value 2.82 estimated for the corresponding entity
[ 6 ] ,
48 .1 18
108

13
Cousins (48) has demonstrated that for isolated hemicel1uloses, xylan
and glucomannan from Pinus radiata, the mechanical properties show a
typical glass-rubber behaviour with increasing moisture uptake indicat
ing a transition at about 30 % moisture content at 20o C, which is in
close agreement with the calculated curves in fig. 2. For intermediate
moisture contents, data of Goring (15), Hakkinen and Toroi (49) and
Takamura (29) on the rate of compression of pulverized samples of vari
ous hemicelluloses are included in fig. 2 and essentially confirm the
calculated behaviour given for xylan.
Due to its chemical similarity, amorphous cellulose can be expected to
behave in a similar way to the hemicelluloses, as indicated by the
calculations shown in fig. 2 with of cellulose taken as 220o C. For
the semicrystalline cellulose the fact that the cellulose I crystals do
not absorb water (50), has to be considered. Therefore, for a given
moisture content in the amorphous regions the moisture content based on
the total weight of the sample will be a function of the degree of
crystalliniry. Fig. 3 shows the softening temperature calculated from
the Kaelble equation as a function of the moisture content based on the
total weight and different degrees of cellulose crystalliniry (Paper I).
Fig. 3
Influence of water on the glass transition temperature of cellulose calculated using the approach of Kaelble (36). The filled symbols refer to experimental NMR data by Ogiwara et at. (51) for cotton and various treated dissolving pulps and the open symbols refer to torsion pendulum measurements by Tokita (52) on viscose rayon.
10 20 30 MOISTURE CONTENT, %

Some data said to show the plasticized softening temperature of cellulose
due to water, based on NMR-measurements (51) and torsion pendulum measure-
ments (52), are included in the figure. Tokita found a small loss
maximum varying with moisture content between 37o C at 16 % moisture
content and 72°C at 9 % moisture content when measuring the torsional
modulus of viscose rayon (52). From measurements at three different
frequencies, 0.091, 144 and 520 Hz, he estimated the activation energy
to be about 795 kJ/mol. The observed loss maxima are however very
vague. Tsuge and Wada, studying the dielectric dispersion on cellophane
between 2 and 17 % moisture content at 35 C, also interpret the data as
a transition in this moisture content region (53).
The water contents at these different transition temperatures are in the
range associated with specific hydration water or bound water, as opposed
to free water (54). Westman (55) for instance related the amount of
bound water in cellulosic gels (67 % crystal1inity Crl, X-ray) to a
local minimum in the specific volume curve for cellulose-water mixtures,
found at 11.6 % by weight of water at 20°C. It may thus be that the
above-mentioned transitions are associated with the onset of the presence
of free water.
At higher moisture contents than those discussed above, creep data for
cellulosic gels by Westman (56) and measurements of the dynamic modulus
during drying of paper by Htun (57) indicate a significant softening
effect occurring above 1 gram water per gram amorphous cellulose at
20 C. Htun estimated the activation energy for the relaxation process
to be about 56 kJ/mole from a time-temperature shift below the transition
temperature. Considering the specific levels of the modulus and its
change at this transition as well as the calculated activation energy,
this softening may be associated with a glass transition of cellulose
although this is not explicitly stated by these authors. This transition
indicated by Westman (56) and Htun (57) occurs at a much higher moisture
content than that predicted for the amorphous materials. This can be
understood to be due to the effect of crystallite restraints on the
segment mobility which shift the transition to longer times, which is
equivalent to a shift to higher temperatures or higher moisture con
tents.
14

15
Thus it is probable that the softening in cellulose occurs over a broad
range of moisture contents. At room temperature the range spans from a
lower limit at about 80 % RH to an upper limit reached when the material
is immersed in water. This type of behaviour is supported by dynamic
mechanical studies on cellulose fibers where it is shown that the mecha
nical damping steadily increases from about 80 % RH (58).
Several studies have been made on the influence of different softeners
on lignin. Effective plasticizers, such as dimethyl phthalate, may
reduce the to about 60°C at 20 %
plasticizer content (28). For such plasticizers the general plastici-
zing relations describing their effects on T have been shown to apply.
For water, however, the solubility is very limited. Thus due to the low
degree of interaction between this plasticizer and the polymer, rela-
tions based on free volume concepts are difficult to envisage. A small
amount of water has, however, been shown drastically to reduce the Tg
(15,28,29) for example for a thiolignin from 174°c down to 115°C at 5 %
moisture content (28). Further addition of water shows comparatively
little effect. Nakamura et al. (59) have by studies on a model lignin
sample of poly(4 hydroxystyrene), which was compared with poly(4-acetoxy-
styrene) hydrolysed to different degrees, shown that the rapid decrease
of T due to addition of water is proportional to the amount of hydroxyl
groups in the sample.
The limiting moist glass transition temperature of lignin can be lowered
considerably by sulphonation, the extent of this reduction being pro-
portional to the degree of sulphonation (60) . Yeo and Eisenberg have
recognized that for a polyelectrolyte the maximum loss coefficient in-
creases and the rubbery modulus decreases with increasing plasticizer
content (61). The ionizable groups in the lignin should thus play an
important role with regard to the softening mechanism.
Lignin

16.
3- MODEL FOR THE SOFTENING BEHAVIOUR OF WOOD FIBERS
3.1 The microfibrillar structure
In its naturally occurring state, cellulose exists in the form of micro-
fibrils, which are regularly ordered within the cell wall of plants.
These microfibrils have a diameter of about 20-45 (62) with an extreme
length which may even extend through the entire fiber. In native
cellulose the chains in the crystallites of the cellulose (cellulose I)
have been shown to exist in a parallel extended configuration (63) with
the chain axis parallel to the axis of the microfibril. Several pub-
lished investigations (see 64) tend to favour the idea that the cellu-
lose chains in the microfibrils a re disturbed from their parallel order
in certain regularly occurring regions. Thus many models, originating
with the fringed micellar theory, have been proposed for microfibrils
with recurring disordered regions. In pulp fibers the crystallite
length has been found to be about 800 (65). Stöckmann (66) in con-
sidering the growth process of the cell wall suggests that in wood the
only disturbances existing a re lattice defects of the cellulose crystal.
These defects are converted to more or less amorphous regions in the
processes of pulping and beating (66). These disordered zones between
the crystallites are accessible to water (67). It is therefore reason
able to assume that these undergo thermal softening as well as hygroplasti-
cizat ion.
The disordered regions consist mainly of tie molecules between the
cellulose crystallites. This means a restricted chain mobility in these
regions, which shifts the Tg to higher temperatures or higher moisture
contents. Loose chain ends of sufficient length extending from crystal-
lites could exhibit a Tg more comparable with that of amorphous carbo-
hydrates. The drastic differences between the mobility of the segments
belonging to the tie molecules and that of the free chain ends may then
be reflected as a broad softening range for cellulose. The data for moist
cellulose seem, as previously discussed, to indicate such a broadening
of the transition region.
The model of the microfibrillar structure here visualized in order to
describe mathematically the softening behaviour of cellulosic fibers is
Stockmann

17.
shown schematically in fig. 4. The microfibril is considered to have
disordered regions regularly spaced along its length with a surrounding
matrix of hemicelluloses and loose cellulose chain ends. In the follow-
ing discussion of the model the matrix material is simply termed hemi-
celluloses. This matrix of hemicelluloses is here considered to exhibit
a softening temperature comparable with that of amorphous carbohydrates
implying a softening at room temperature at about 80 % RH. The dis-
ordered regions of the microfibrils represent restrained cellulose
chains which should display a softening at considerably higher humidities
and complete softening may not be achieved until the fiber is immersed
in water. In the model, the effect of this softening may be taken into
account by considering these zones to become a part of the matrix
material when the fiber is immersed in water. Thus, under wet conditions,
the microfibrilar structure can be viewed as a discontinuous reinforced
composite with the cellulose crystals as the reinforcements in a matrix
of hemicelluloses (Paper II).
Cellulose microfibril
Crystalline
Soft
Glass
Hemlcelluloses and cellulose chain ends
Fig. 4 Model representation of the microfibril with its surrounding matrix in wood pulp fibers under different environmental conditions. The humid conditions refer to an RH above 80 % while the wet state is reached when the fibers are immersed in water.
3.2 Mechanical composite models of the cell wall
The properties of wood and wood fibers have been described in terms of
various models of the structural organization of their components (68-
72). In idealizing the helical winding of microfibrils in the cell
DRY HUMID WET

18.
wall, Muench (68) considered the cell wall to be composed of several
sets of helical springs embedded in a matrix of non-crystalline material.
Other approaches of e.g. Mark (71) and Schniewind (72) have been based
on the concept of a layered structure. The cell wall model here adopted
is based on the concept of a laminated structure, thus recognizing the
different layers in the tracheid cell wall. Each cell wall layer is
assumed to consist of cellulose microfibrils embedded in a matrix of
hemicelluloses. The lignin present is considered to exist in separate
isotropic lamellae located in the middle of each cell wall layer, as is
schematically shown in fig. 5- (Paper II)
Fig. 5 Model representation of the cell wall layers in a traeheid.
This model involves a certain degree of simplification. Kerr and Goring
(73) have for instance concluded on the basis of electron microscope
studies that the cell wall has an interrupted lamella structure where
the dimension of a given lignin or carbohydrate entity is greater in the
tangential direction of the fiber wall than in the radial direction.
They also concluded that the hemicelluloses not only exist as a matrix
around the microfibrils but must also be present in the lignin-con-
taining entities. The presence of covalent bonds between lignin and
hemicelluloses (74) indicates a close association between these com-
ponents. Yet there is still no evidence that these polymers are miscible
in the sense that they mechanically react as a homogeneous component
i.e. exhibiting a single glass transition temperature (Paper VI). It is
therefore here considered that the cellulose, hemicelluloses and lignin
components exist in a heterogeneous composite and exhibit separate glass
transitions.

19.
As previously stated, the softening of the disordered regions of the
cellulose microfibrils is here visualized as being due to the fact that
the composite changes from being a continuous reinforced structure to a
discontinuous reinforced one.
Estimates of softening effects in wood and wood fibers based on a
laminate concept have previously been made by Cave (75), who calculated
the influence of humidity on the longitudinal modulus of wood, and by
Mark (76), who estimated the influence of structural factors when the
matrix softened but only for a single fiber wall. In these estimates
the reinforcing microfibrils have been considered as continuous and not
influenced by the environment.
Micromechanica1 relations for discontinuous composites
The elastic behaviour of a discontinuous composite system depends not
only on the properties of the two components and the volume fraction of
the reinforcing material, but also on their size, shape and orientation
and on the state of adhesion between the reinforcement and matrix.
Several approaches have been made to predict the stiffness of such
systems, as reviewed by Ashton, Halpin and Petit (77).
A convenient equation to calculate moduli of widely different morpho
logical systems has been developed by Halpin and Tsai (77,78) given as
where
n - (Ef/Em - 1)/(Ef/Em + ) [8]
E is the modulus of the composite, Ef, that of the reinforcement and Em
that of the matrix, Vf is the volume fraction of the reinforcement and
is a shape factor of the reinforcing elements. For the modulus along
the axis of the reinforcements = 2 , where is the length to
diameter ratio, i.e. the aspect ratio. This equation may be applied to

20.
systems of spherical inclusions, where = 1 as well as to continuous
fibrous reinforcemnts where
Halpin and Kardos (79) have applied this equation to semicrystal1ine
polymers where they related the difference in stiffness between crystalline
polyolefins and natural rubber to the crystal morphology via the shape
factor. For these systems, the measured shape factor gave a reasonable
estimate of the elastic modulus of the polymer. On the other hand,
Porter et al. (80) have found the aspect ratio of crystallites in
ultraoriented semi-crystalline polyethylene calculated from the Halpin-
Tsai equation to be greater than the measured value.
For the composite system of the cell wall, however, this equation fulfils
the present aim of allowing the cellulose reinforcement in the fiber
wall to be considered both as a continuous microfibril and as discrete
crystals. This model then makes it possible to calculate the fiber
stiffness both under dry conditions and when immersed in water, going
from a continuous reinforced system to a discontinuous one.
3.3 The effects of hygroplasticization on single fibers
The cell wall model here proposed provides a means of estimating the
effect of softening of the individual wood components on the properties
of single fibers. In particular, an analysis is made of the differences
between the hygroplasticization occurring at about 80 % RH, thought to
be mainly a consequence of hemicellulose softening, and that occurring
when the fibers are immersed in water.
As previously discussed, the disordered regions of the microfibril are
assumed to be plasticized at water contents reached only when the mate-
rial is immersed in water. Under dry or humid conditions, where these
disordered regions are considered to be unaffected by water, a value of
50,000 for the reinforcing shape factor has been chosen as adequate
to simulate the "infinitely" long reinforcement. When these disordered
regions soften, a shape factor of about 25 would be applicable to most
fibers if the crystallites alone were considered as reinforcements. Due
to the restrictions imposed by the crystallites the interconnecting
disordered chains may in reality not soften to the same extent as the

21 .
hemicelluloses, thus implying longer reinforcing elements. Since the
aim of the model here suggested is simply to simulate the effect of
softening of the cellulose microfibrils, a value of 500 for the shape
factor is here taken as representative of all the different cellulose
containing fiber types. (Paper II)
The calculated effects of this change in shape factor, representing the
softening of the disordered regions, on the elastic moduli of a kraft
pulp fiber with an S2 fibril angle of 20o are compared in fig. 6 with
the effects of a softening of the hemicelluloses alone. The relative
rigidities are given, where the values are the rigidities corre
sponding to = 50,000 with the hemicelluloses assumed to be in the
glassy state. The curves show the behaviour when the hemicelluloses are
assumed to be soft. The intercept on the ordinate thus represents the
loss of rigidity due to the softening of the hemicel1uloses. (Paper II)
50000 10000 5000 1000 500
Shape factor, 1/d
Fig. 6 The calculated influence of the shape factor for the reinforcing cellulose crystals on the relative rigidities of a kraftt pulp fiber with an S2 fibril angle of 20°. E refers to the rigidities corresponding to = 50,000 with ihe hemicelluloses assumed to be in the glassy state. The curves are given for hemicelluloses in the soft state. refers to the longitudinal fiber modulus, Ey to the transverse fiber modulus and torsion to the torsional stiffness of the fiber. (Paper II)
These calculations predict that the relative rigidities should be more
sensitive to the shape factor of the reinforcements than to the softening
of the matrix component, here hemicellulose. The influence of the

22.
reinforcements diminishes in importance in the sequence: longitudinal,
transverse and torsional stiffness. The magnitude of these effects is
surprisingly independent of fibrillar angle up to about 30 (fig. 12
Paper II).
Comparison with experimental data
Data on the longitudinal modulus of dichlorite delignified tracheids
presented by Kersavaga (81) show that up to a moisture content of 18 %
corresponding to 83 % RH the loss in relative rigidity is only about
11 %. This is in close agreement with the reduction of about 15 % here
calculated for the softening of the hemicelluloses alone. When these
fibers are immersed in water the modulus drops still further to a total
reduction of about 50 % (81). Thus it seems likely that no appreciable
softening of the disordered zones of the microfibrils takes place in the
range of moisture contents up to a level equivalent to 85 % RH.
The assumption that the response of a fiber to moisture in the range of
different relative humidities reflects the softening of the hemicellu-
loses may be tested in greater detail using torsional stiffness data on
a kraft pulp fiber of Kolseth et al. (58). Utilizing data presented by
Cousins (48) for the modulus of hemicelluloses as a function of moisture
content the corresponding change in relative torsional rigidity from 5 %
moisture content (25 % RH) has here been calculated as shown in fig. 7.
The cross-sectional swelling of the fiber is not included in these
calculations. This swelling may cause the fiber to appear stiffer due
to an increase in the moment of inertia. The calculated relative torsional
rigidities should therefore represent a lower limit compared with experi
mental values.
It may be demonstrated that the correction for swelling applicable to
the calculated values of the torsional rigidity is proportional to the
swelling which is approximately given by the increase in moisture con
tent (Paper II). The corrections to the data given in fig. 7 are thus
comparatively small and the quantitative agreement up to 15 % moisture
content (90 % RH) should still be considered quite acceptable.

23.
Fig. 7 The influence of moisture content on the relative torsional stiffness of a kraft fiber. The points refer to measurements on a kraft pulp fiber by Kolseth et al. (58). The line shows the calculated changes assuming hemicellulose softening according to data of Cousins (48). (Paper II)
It should be recognized that the predicted values only take account of
matrix softening occurring in the humidity region between 25-90 % RH.
At higher humidities a gradual softening of the disordered. regions In
the microfibrils may reduce the relative rigidity appreciably. The
effect of this softening can only be accounted for in the model when
these disordered regions soften fully on immersion in water. Therefore
it is to be expected that in the RH region above 90 % that will be poor
agreement between the experimental values of the relative rigidity and
the predicted values based only on matrix softening. A comparison with
experimental data should therefore be limited to moisture contents
between 25 and 90 % RH.
In table V relative torsional rigidities, comparing the conditions at
90 % RH with those at 25 % RH, are given for a number of different
tracheids as measured by Kolseth and Ehrnrooth (82). The calculated
values are in the same range as the measured ones and show in some cases
a lower value, which is to be expected since the changes in cross-
sectional area due to swelling have been ignored. As seen in fig. 8
neither the experimental nor the predicted data show any great variation
with the chemical composition of the fiber. The torsional relative
rigidity has been calculated for a composition of 40 % carbohydrate
crystal 1inity, i.e. 40 % reinforcing material and 60 % matrix material,
in the lower line and for 80 % carbohydrate crystal linity in the upper
line. The shaded area thus covers the normal range of carbohydrate
crystal linity in wood pulp fibers. The measured values of the relative

24.
torsional stiffness of the fibers in this figure have been corrected
assuming a swelling of 10 % (Paper II). For ramie fibers with their low
content of matrix material, the decrease in relative torsional stiffness
is also similar to the range here predicted (58,83).
Apparently the model here given agrees with experimental results with
respect to
1. The qualitative change in relative torsional rigidity in the hu-
midity region between 25-90 %.
2. The insensitivity of the change in relative modulus to fiber compo-
sition.
3. The magnitude of the changes in relative modulus between 25-90
% RH.
It may therefore be concluded that the assumption of matrix softening
gives a good description of the changes in fiber rigidity in this humi
dity region.
When the fibers a re immersed in water, the measured relative tensile
rigidity as given by Kolseth and Ehrnrooth (82), comparing the wet
condition with that at 50 % RH (table V ) , is reduced much more than a
softening of the hemicel1uloses alone would account for, as is apparent
from the calculated effect given in fig. 6. This fact can only properly
be accounted for in the model by assuming a change in the shape factor
as a reflection of the softening of the disordered regions. The
calculated relative tensile rigidities given in table V are based on a
reduction to = 500. As the cellulose microfibrils essentially
determine the extensional stiffness of the tracheids, it is evident that
a softening of the disordered regions will play an important role with
regard to the hygroelastic behaviour of pulp fibers. It is however
notable that this type of softening does not have to be included in the
model, until the fibers are wetted, to obtain agreement between experi-
mental and calculated values of the relative rigidity.

25.
Relative rigidities due to different changes in the environment for a number of various softwood tracheids. Measurements according to Kolseth and Ehrnrooth (82). Calculations according to the micromechanical model here given. ("Payer II)
Fiber
TMP
d ichlori te 1ignified
" "
sulphate
bleached sulphate
bleached sulphate
holocellul
high yield sulphate
high yield sulphate
de-TEMP
ose
Relative
Cellulose
44
45
47
54
74
78
80
77
60
72
compos
Hemi-cellu-loses
30
30
31
36
18
22
20
21
19
20
tion (%)
Lignin
26
25
22
10
8
0
0
2
21
8
Relat ive rig
Torsion 90%/25% RH meas. calc.
0.52
0.52
0.49
0.56
0.47
0.48
0.55
0.52
0.55
0.52
0.52
0.49
0.51
0.50
0.50
0.50
0.53
0.50
dities
Tension wet/50% meas.
0.4
0.2
0.2
0.2
0.4
0.3
E/Eo RH calc.
0.25
0.23
0.23
0.25
0.29
0.25
10 20
Lignin content, %
Fig. 8 The relative torsional rigidity for fibers as a function of lignin content. The calculated lines represent the range of carbohydrate crystallinities from 40 %, the lower line to 80 %, the upper line. Measured data indicated by points are taken from table V3 but in this case the data are corrected for an assumed swelling of 10 %.
Table V.

26.
4. VISCOELASTIC PROPERTIES OF WOOD UNDER WATER-SOAKED CONDITIONS
When wood fibers are immersed in water, the amorphous carbohydrates will,
according to the previous discussion, be in a soft stage at room tempe
rature. As various lignin preparations have their softening limit in
water at about 100°C (15,28), it is likely that native lignin is still
in its glassy state at room temperature. Lignin may then have a more
pronounced influence on the temperature dependence of the elastic modulus
of water-impregnated wood. This has a special interest in connection
with the defibration of wood.
In this work, the viscoelastic properties of wet wood samples of Norwegian
spruce (Picea abies) have been studied with dynamic mechanical measure
ments between 20° and 140°C (Paper III). The absolute value of the
complex modulus along and across the grain at 10.0 Hz is given in fig. 9.
For samples that have not been steam-treated before the tests there is
an irreversible softening during the first rise in temperature which is
also manifested in an increase in the mechanical loss coefficient.
Fig. 9
The dynamic elastic modulus for water-soaked wood samples of Norwegian spruce, Picea abies, along and across the grain. The modulus is given as the absolute value of the complex modulus, i.e. \E*\. (Paper III)
0 50 100 150

27.
The maxima noticed in the loss coefficient tan & over the temperature
span as shown in fig. 10 have, by analogy with the known softening limit
of isolated lignin samples (28) and of the lignin in NSSC-paper (84),
been attributed to the wet glass transition of native lignin. The
correlation with softening in the lignin is also supported by the
structural features of the wood, indicating a much greater sensitivity
to the lignin properties across than along the grain (Paper II).
Fig. 10
Mechanical loss coefficient as a function of temper-ature for water-soaked wood samples along and across the grain. The measurements refer to stearm treated wood. (Paper III)
0 20 50 100 150 Temperature, °C
To facilitate a comparison of the transition region along and across the
grain, a normalization procedure has to be used which is independent of
the geometry of the sample and of the structural arrangement of the con-
stituents. A suitable normalization of the loss coefficient can be achieved
by setting its maximum equal to 1. Thus the normalized loss factor
is given by
[9]
where tan is the loss coefficient at the peak of the dispersion (85).
In fig. 11 these normalized loss coefficients (tan 6) are compared for
the two directions in wood. The rather close correlation between the
shapes of the curves indicates that the viscoelastic properties of the

28.
wood at temperatures around 100 C are dominated by the lignin irrespec-
tive of grain direction. The discrepancy at lower temperatures may be
due to the tail end of a transition below the measured temperature
range. This softening has a larger influence on the cross direction
properties.
Temperature, °C
A small difference in the softening temperatures along and across the
grain may be noticed, but it is too small to be given any significance.
Judging from the loss modulus, the differences are greater but the
shapes of these curves are severely affected by the additional loss due
to the existance of a broad transition region in the lower end of the
measured temperature range (Paper III). Yang et al. (85) have noticed
no shift in the softening maximum of the epoxy or of the dispersion
curve for laminates of fiber-reinforced epoxy resin with different
stacking sequences, despite the different stress states.
Analysis of the activation energy
Measurements at different frequencies, between 0.2 Hz and 20 Hz, show a
shift in the tan 6 maximum towards lower temperatures at lower frequen-
cies, analogous to the behaviour of second order transitions in poly-
mers. The frequency dependence for a glass transition can be approxi-
mated by an Arrhenius-type equation given by
[10]
where f = the frequency
fo = pre-exponential factor
Fig. 11
Relative mechanical loss coefficient versus temperature for water-soaked wood samples along and across the grain.

29.
= apparent activation energy in J/mol
R = gas constant (8.3143 J/mol K)
T = temperature in K
Thus over a limited frequency range an apparent activation energy may be
calculated for the glass transition. The measured data for wood samples
across the grain are given in an Arrhenius plot in fig. 12. The apparent
activation energy thus calculated from our measurements on wet wood
across the grain is 395 kJ/mol. Data of Becker et al. (86) on wet wood
samples of spruce measured in torsion in the radial direction are also
included in fig. 12. These data agree reasonably well with the relation
found between frequency and inverted temperature although a slight shift
to higher temperatures at the highest frequency is noted. A significant
deviation from the Arrhenius equation at high frequencies is general for
a glass transition. The apparent activation energy for a glass
transition normally has a value of about 40 kJ/mol and upwards with a
general trend towards an increasing with increasing T (2,3).
Here a comparison may be made with polystyrene with a T of 100°C and a
2.0 2.2 2.4 2.6 2.8
1/T x 10-3 ( K-1)
Fig. 12
Arrhenius plot, log frequency versus reciprocal absolute temperature, for the major transitions in dry and wet lignin-containing samples. Data represented by rings are taken from measurements of Becker et al. (86). Data for the dry lignin are discussed in chapter 5. 2.
of 423 kJ/mol (87) and polycarbonate with a T of 150°C and a of
481 kJ/mol (88). Thus the value calculated for the activation energy of
the measured transition in wet wood is well with in the range expected
for a giass transition.

30.
5. SOFTENING OF PAPER
5.1 Exferimental method
The measurement of the softening of dry wood fiber products is accompanied
by considerable problems due to the rapid degradation and auto-crosslinking
reactions which take place at temperatures in the vicinity of these
transitions, i.e. above 200 C (14). Measurements of the temperature-
dependence at lower temperatures when the product contains water are
also troublesome due to the changes in moisture content which occur as
a result of the interrelation between absorbancy, relative humidity and
temperature.
To overcome these problems a method has been developed in which a strip
of the material is immersed in a thermostated silicone oil. As a result
of the rapid heating rates thus achieved it is possible to determine the
mechanical properties of the dry material at high temperatures before
any reactions noticeably alter its properties. (Paper IV) It is possible
that the inert silicone oil also decreases the rates of the reactions
taking place. Due to the very low solubility of water in the silicone
oil, the moisture content of immersed strips containing moisture does
not change if the temperature used is not too high, i.e. below about
50°C (Paper VII).
5.2 Thermal softening
The elastic modulus of dry papers, as measured by the immersion technique
in silicone oil, decreases fairly linearly with temperature on a logarithmic
scale up to about 200 C, after which it drops significantly, as seen in
fig. 13. This softening taking place between 200 and 250 C seems to be
greater for papers containing more amorphous material i.e. the papers of
NSSC and thermomechanical pulp (Paper V ) . A softening in this region
has also previously been noticed for various wood fiber preparations (15,89).
Measurements on an NSSC-paper are shown in more detail in fig. 14, in
which two regions of softening are discerned, one at the other at
for a testing rate of 1.7.10 /s. The softening temperatures

31.
indicated have been taken as the temperatures corresponding to maxima in
the slope of lines fitted to these measurements. These slopes have been
obtained by a linear regression calculation applied to the measurements
over a temperature span of 30°C, successively repeated for every 2o C. For
all other papers measured, except for those based on NSSC-pulp, no
apparent decrease in the modulus was obtained until about 220o C.
0
-0.5
-1.0
-1.5
In E/E0
100 200 oC temperature
Fig. 13
The natural logarithm of the relative elastic modulus E/Eo versus temperature for dry papers. Eo refer to the modulus at 20o C. (Paper V)
The influence of iignin softening
In order to determine the origin of the different softening for the
NSSC-papers, the same NSSC-pulp was in one case selectively extracted
with alkali to remove hemicel luloses and in another case de'ignified
with dichlorite. Rate studies and the addition of plasticizer were also
used to characterize the transitions.
Fig. 14
The natural logarithm of the elastic modulus In E versus temperature for a dry NSSC fluting in the machine direction. (Paper VI)

32.
The influence of extraction procedures on an NSSC-pulp are shown in
fig. 15. After a dichlorite delignification the softening at 205oC
disappears, whereas a hemicellulose extraction leaves this softening
unaltered. The influence of the extraction procedures on the other
parts of the curve is marginal for either of the treatments. It thus
seems reasonable to conclude that the softening at 205oC is due to a
transition taking place in the lignin phase. The temperature here
indicated also seems reasonable for a T of a lignin that has only been
mildly changed from its native structure. On a birch veneer, a distinct
transition detected across the grain at 205 C was also ascribed to the
softening of native lignin (fig. 4, Paper VI).
The presence of lignin in the different papers made of NSSC-pulp and in
the corresponding extracted pulps also shows up as a large increase in
stretch at rupture above the softening temperature of the lignin (fig. 5,
Paper VI). This may be ascribed to the effects of plastic flow of the
1ignin.
Fig. I5
In E versus temperature for NSSC-fluting medium in the machine direction (MD) and cross direction (CD) and for random sheets of hemicellulose-extracted and delignified NSSC-pulps. In order to separate the curves, different arbitrary constants have been added to the different In E-curves. (Paper VI)
0 100 200 TEMPERATURE °C

33.
This softening of lignin noticed in the NSSC-paper under dry conditions
has been further analysed by measuring the elastic modulus at different
rates of deformation as seen in fig. 16 (Paper IV). This rate is compa-
rable with the role of frequency in dynamic measurements.
Temperature,°C
Fig. 16 Modulus of elasticity versus temperature at different strain rates for a dry fluting of 112 g/m2 in the machine direction. (Paper IV)
Although precise softening temperatures are here difficult to assign,
these have been taken as the temperatures at the maxima in the slopes of
the modulus-temperature curves. These data are also incorporated in the
Arrhenius plot in fig. 12. An arbitrary constant has been added to the
straining rates so that they fit into the same diagram as the data for
wet wood. The apparent activation energy thus calculated equals 456
kJ/mol. This is in reasonable agreement with the value obtained for the
native lignin in wood under wet conditions. It has previously been noticed
that the activation energy for the glass transition decreases when a
material contains water (90).
The lignin softening may be further studied by adding a plasticizer.
This decreases the T and allows the effect of softening to be detected
at a temperature at which it is easier to operate. Here ethylene glycol
has been chosen as a suitable plasticizer, being a rather good solvent
for the wood polymers and having a high boiling point (198°C). The
ethylene glycol has a solubility parameter of 33.4 • 103 (J/m3 )1/2 and
is one of the diluents which come closest to the value of for water
48 • 103 (J/m3)1/2 (91). Both these diluents have high hydrogen bonding
potential. Measurements on an NSSC-paper show that the transition
region is successively lowered by increasing amounts of ethylene glycol,
fig. 17.

34
0 50 100 150 200 250 Temperature, C
Fig. 17 Specific elastic modulus for an NSSC paper containing different amounts of ethylene glycol as a function of temperature.
Increasing the ethylene glycol content further indicates a softening
limit of about 110°C (84). The samples were prepared by absorption of
ethylene glycol vapor at low pressure and 60 C for 30 days. The existence
of residual amounts of water was measured by Karl-Fischer titration.
The elastic modulus was measured for series of samples with different
amounts of ethylene glycol, with a water content of less than 0.5 %,
according to the previously described method of heating in silicone oil.
Although the softening of hemicelluloses and cellulose may also be
affected by the ethylene glycol, the transitions observed for the
plasticized samples have been shown by comparison with corresponding
measurements on delignified NSSC samples to relate almost completely to
the lignin softening (84). Sadoh (92) has recently shown that the
softening temperature for wood immersed in either ethylene glycol or
water occurs at about the same temperature of 80o C at 0.02 Hz, this
being the limiting softening temperature of lignin in these diluents.

35.
In the case of papers made from other high yield pulps such as thermo-
mechanical pulps, no specific softening temperature of lignin could be
detected in the modulus-temperature curve, as seen in fig. 18 where the
effects of delignification and hemicellulose extraction are compared
(Paper VI). Baldwin and Goring (89) in measuring the thermal com-
pressibility of wood also noticed a single softening in a range similar
to that here measured for the samples of TMP. A large increase in the
breaking stretch, observed in papers based on NSSC-pulps as a consequence
of lignin softening, is however also noticed for the lignin-containing
TMP-papers at about the same temperature, indicating that lignin softening
occurs in these papers above 205o C (Paper VI).
The resulting change in modulus due to this lignin softening may be
concealed in these papers by the subsequent softening at 230o C. It thus
seems probable that the sulphonation of the lignin, as in the NSSC-
pulps, may either change the softening behaviour of the dry lignin or
due to a relocation alter its way of interacting in the stress-transferring
mechanisms of these papers and thus make its softening detectable.
Fig. 18
In E versus temperature for sheets of thermomechanical pulp of aspen and for the same pulp hemicellulose-ex tracted , and for sheets of TMP of spruce and for the same pulp delignified. In order to separate the curves, different arbitrary constants have been added to the different In E-curves. (Paper VI)
0 100 200 TEMPERATURE °C

36.
The influence of carbohydrate softening
In all the temperature spectra of the modulus obtained for different
papers no indication of any specific hemicellulose transition has been
discerned. However, de Ruvo and Bredhe noticed a gradual softening
above 180°C for a bleached sulphite fiber (93) which they attributed to
a gradual softening of carbohydrates. For a paper of bleached kraft
pulp, Young also noticed a softening maximum at 160o C which was particularly
apparent for a low basis weight sample (94). Thus, it may be that the
higher slopes noticed in the region of 160o to 180o C for the measurements
on high yield pulps indicate the presence of a small transition. This
softening may be ascribed to a softening of some of the hemicelluloses
as has also been suggested by other authors (95).
The hemicellulose extraction appears also to have little effect on the
main softening noticeable in most papers around 230o C, (Paper VI).
However, as the two hemicellulose extractions done on an NSSC-pulp and a
TMP-pulp still left the samples with a hemicellulose content of 8 and
14 % respectively, the effect may be expected to be small. The fiber
model presented in chapter 3 predicts a rather low sensitivity of the
relative modulus to the amount of hemicellulose as is evident in fig. 8.
The softening at 230o C has nevertheless in many previous observations
(15,16), been attributed to the cellulose.
Due to interactions in this composite system, it is not unlikely that
the transitions may have been broadened, as may for instance occur, with
grafted polymers on cellulose (96). The loss in relative rigidity as a
function of temperature up to 170o C is however unaffected by hemicellulose
or lignin removal, thus indicating that no transitions due to these
materials take place in this temperature range (Paper VI). It is instead
suggested that this rigidity loss reflects the changes in modulus of the
microfibrils. It has been indicated that the rigidity loss measured up
to 170o C depends on the cellulose crystal1inity of the sample (Paper
VI). This supports the model here described of cellulose microfibrils
acting as reinforcements in the cell wall structure and therefore being
responsible for the elastic properties as long as no transitional changes
occur in the other components.

37.
It thus seems likely that in the dry state all the components, namely
lignin, hemicellulose and cellulose, soften in the same temperature
range, so that the softening regions overlap to such a degree that they
cannot be resolved. Only in special cases, as in the cross direction of
veneer, or in paper of high-yield sulphite pulp, where lignin is modi-
fied, can an individual softening temperature be discerned.
5.3 Influence of moisture
In view of the present knowledge of the effect of water as a softener
for carbohydrates, a thorough analysis of the influence of temperature
and moisture on the modulus of a kraft paper has been performed to
elucidate the dependency for paper. The tensile properties have been
measured for a kraft sack paper over a temperature range from -25o C to
+65o C in the humidity range of 0-20 % moisture content by the immersion
technique in silicone oil (Paper VII). The properties are illustrated
by the failure envelopes of fig. 19. It is apparent that the stress-
strain curves of the paper change from a rather brittle type of appear-
ance to a more ductile one as the moisture content increases.
Fig. 19
Failure envelopes for a kraft sack paper in the machine direction at temperatures from -25 to 65o C and moisture contents of 0,, 5, 10, 15 and 20 %. Strain rate = 0.83 % /s. Dry basis weight 105 g/m2 . (Paper VII)
0 1 2 3 4 ELONGATION %

38.
Drying stresses
In the making of paper, the sheet is often subjected to drying stresses,
which give rise to internal stresses in the final paper and thus increase
its modulus (57). The dried-in stresses and the subsequent release of
these upon wetting are often claimed to be responsible for the decrease
in the modulus with increasing humidity. In fig. 20 the effects of
increasing moisture content are compared for two papers whose only
difference is that one is dried completely restrained in drying frames
(57) while the other is dried as free from restraints as possible. The
large difference in modulus, over 3 times for these papers clearly shows
the effects of larger dried-in stresses in the samples dried under re-
straint than in those freely dried (57). A comparison of the relative
effects of moisture on the elasticity shows however no difference
between the two drying modes. Thus the internal stresses built in
during drying in the samples dried under restraint are unaffected by the
plasticization due to water in the region of moisture contents here
studied.
It is here suggested that the dried-in stresses are mainly due to
restraints imposed in the disordered parts of the cellulose. In accor
dance with the earlier proposed softening relations these disordered
zones will soften at higher moisture contents than those reached in
these measurements. This hypothesis may also be supported by the work
of Htun (57) who noticed that the drying stress of paper, which is pro
portional to the elastic modulus, increases rapidly during drying in the
range of moisture contents between 55 and 40 % at a drying temperature
of 20o C. Thus the internal stresses in the paper build up during this
stage of the drying process, due to the glass-rubber transition in the
disordered regions.
The influence of moisture on the elastic modulus in the RH-range (0-90 %
RH) is thus probably related to changes in the amorphous material sur-
rounding the fibrils, mainly the hemicelluloses.

39.
Fig. 20 Specific modulus of elasticity and the relative elastic modulus E/E versus moisture content for a kraft paper in MD dried to two different stress levels. E refers to the modulus under dry conditions.
The equivalence of moisture and temperature
The influence of temperature at different moisture contents on the
specific elastic modulus is given in fig. 21 for a kraft sack paper
of 105 g/m2 (jf. fig. 19). This paper has a relative composition of 7 %
lignin, 16 % hemicellulose and 77 % cellulose (Paper V ) . At all moisture
contents, the modulus decreases with increasing temperature but a
significant softening region which shifts towards lower temperatures
with increasing moisture content can be discerned.
In many cases the viscoelastic properties of amorphous polymers show a
time-temperature equivalence. By analogy with this well known time-
temperature equivalence, expressed for instance by the WLF-equation, a
similar time-plasticizer concentration equivalence (97), or a tempera-
ture plasticizer concentration equivalence also exists. Here such a
relation may be applied to the measurements on the kraft paper. Ob-

viously paper does not represent the type of homogeneous amorphous polymer
to which the classical superposition principles have been applied. The
use of time-temperature and time-plasticizer concentration superposition
on semi-crystal line systems has been questioned and it has only been
applied to a limited number of such polymers (1,98-100). On cellulosic
systems, the principles have been applied to the g-transition at -70 C (101)
and to the main transition under wet conditions measured by Htun (57).
Fig. 21 Specific modulus of elasticity for a kraft sack paper vs. temperature at different moisture contents (% of moist paper). (Taper VII)
To account for the swelling effects on the elastic properties, a vertical
shift is usually applied in the type of diagram shown in fig. 21. Most
simply this is accounted for by the assumption that the modulus is pro-
portional to the polymer content per unit volume of the system, giving
the relation
[11]
where v is the volume fraction of the polymer and v0 the reference volume
fraction of polymer (102). Here this correction is already accounted for
as the modulus is given in terms of the specific elastic modulus, related
to the density at a reference condition of 20°C, 9 % moisture content.
In amorphous polymers, temperature corrections are made using the expression
[12]
40.

4 1 .
where r is the density and T the temperature in K (97). This correction
factor is derived from the kinetic theory of rubber elasticity. Its
application to semicrystal1ine polymers can be questioned and it is used
rather arbitrarily in such systems (98,99). Here the density factor is
already accounted for in the data of fig. 21 as discussed above, while a
temperature correction has been applied with respect to a reference
temperature taken as 200 C. This correction gives an improved agreement
between the shifted curves of the kraft paper.
In fig. 22 the individual moduli curves given in fig. 21 for the kraft
paper at different moisture contents have been corrected to 20°C and
have then been shifted horizontally along the temperature axis to form a
master curve, the curve at 9.0 % moisture content being taken as the
reference curve.
It can be seen that the curves fit fairly smoothly into the constructed
master curve in the region of high temperature, i.e. above the transit
ion. Below the transition, superposition does not apply.
-50 0 50 100 150
Temperature °C
Fig. 22 Master curve of the reduced elastic modulus for a kraft sack paper. The master curve is constructed with a reference of 9.0 % moisture content.

kl.
Fig. 23 The shift term rT corresponding to the temperature shift made in fig. 22 as a function of moisture content for each shifted curve -solid tine. The broken line is calculated from a free volume theory.
In fig. 23 the shift term rT used for the construction of the master
curve is given as a function of the corresponding moisture content.
Evidently there is a deviation from the general trend below 6.5 %
moisture content indicating that a different mechanism here applies.
This shift term may be compared with the shift predicted from the in-
crease in free volume with the increasing amount of plasticizer by
either the Kelley and Bueche equation or the Kaelble equation [1] as
described in chapter 2. Thus, using the value 2.82 for raD/rap as
derived earlier and a crystallinity of 55 % for this kraft sack paper,
estimated from the respective areas of the amorphous and crystalline
regions in X-ray diffractograms, this shift rT has been calculated with
reference to 9 % moisture content based on the total mass. The calcu-
lated shift agrees closely with the experimental shift as seen in fig.
23, indicating that the softening is due to a second order transition
behaviour. Below 6.5 % moisture content, the measured and calculated
shifts do not agree due to the fact that these measurements are too far
below the transition here studied. Riemen and Kurath also noticed a
softening maximum for a paper of bleached sulphite pulp at about 10 %
moisture content at room temperature which they attributed to the plas-
ticizing effect of water (103).
The transition here observed may, as previously discussed, be due to the
plasticizing effect of water on the softening of the matrix material
surrounding the microfibrils, i.e. mainly the hemicelluloses.

43.
Effects of crystallinity
The measurements indicate that the change in elastic properties of paper
with changing moisture content is determined by a softening of the
carbohydrate material making up the matrix material around the micro-
fibrils. The effect on papers of various composition is illustrated in
fig. 24 for a cotton 1 inter, a kraft sack paper and an NSSC-fluting
(Paper VII).
Fig. 24
Relative moduli E/E0 for a paper of cotton linters, a kraft paper and an NSSC fluting medium vs. moisture content as a percentage of moist paper. E0 represents the corresponding dry modulus. Temperature: 20°C. (Paper VII)
The differences between these papers are due mainly to the differences
in the crystallinity of the carbohydrates i.e. of the amount of material
that does not absorb water. As water does not enter the crystalline
cellulose I structure (50) these measurements may instead be given as a
function of the moisture content calculated with respect to amorphous
carbohydrates only. The crystallinities of the carbohydrates for these
papers have been estimated from X-ray diffractograms to be 68 % for the
cotton linters, 55 % for the kraft sack and 49 % for the NSSC-fluting,
based on the areas of the crystalline and amorphous regions. The degree
of crystallinity for these cellulosic samples was calculated according
to the concept of Jayme and Knolle (104) as the integrated intensity of
the crystalline peaks divided by the integrated intensity for both the
crystalline and amorphous regions. The intensity of the radiation
diffracted by amorphous hemicellulose has its maximum at the same angle
as does that of the radiation diffracted by the amorphous parts of the
cellulose (104). Thus the crystallinity values calculated are based not
only on the cellulose but also on the hemicelluloses present. The
sorptive capacity of lignin has for various preparations been found to
Salmen-4 be from 30 % to above 50 % of the sorptive capacity of hemicelluloses

(29,48,105,106). For the calculations it is here assumed that the lignin
present absorbs half as much water per unit weight as the amorphous
carbohydrates. With these assumptions the moisture contents in the
different papers are converted to relate only to the amorphous carbo-
hydrates.
As seen in fig. 25, there is fairly good agreement between these samples
considering the uncertainties in the crystal linity values of the carbo-
hydrates and how they affect the morphological structure of the fibers,
and also in the effects of the various amounts of lignin present. In
the amorphous material, the moisture is probably absorbed to the same
extent in the different fibers at a given RH. On a relative humidity
scale the softening will then occur at the same relative humidity, since
the difference on the normal moisture content scale is only an apparent
difference due to the fact that the papers contain different amounts of
material that absorb water.
Fig. 25
Relative rigidity E/E0 as a function of moisture content in grams of water per grams of water-containing amorphous carbohydrates. Temperature: 20 C.
The softening behaviour depicted above indicates that the relative
amount of amorphous carbohydrates has only a minor effect on the manner
in which the relative rigidity changes with changing moisture content.
Similar findings were also obtained for the fiber properties as shown
for the relative torsional rigidity in fig. 8.
44.

45.
6. ADDITIONAL REMARKS
The analysis here made of the different softenings observed in materials
based on wood fibers, e.g. wood, wood pulp fibers and paper has shown
that these softenings can be related to the softening points of the
individual wood polymers, i.e. cellulose, hemicelluloses and lignin.
In the case of wood and wood pulp fibers the degree of softening can be
fairly well predicted from structural considerations. In the case of
paper, the degree of softening depends both on the properties of the
individual fibers and on the interaction between them, i.e. the complex
structure of paper must be taken into account.
Paper may in many instances be considered as a network of its constituent
fibers. It is not, however, easy to visualize the relationship between
the fiber and the complex structure of paper. Theoretical estimates of
this relationship were initiated by Cox (107), who considered paper as a
two-dimensional network of randomly oriented, infinitely long, straight,
linearly elastic fibers. Cox obtained a modulus for this paper of one
third of the fiber modulus. To take into account the structure of the
network, a correction factor has been introduced which differs somewhat
between the theory of Cox and a number of similar theories that have
subsequently been presented (108).
Recently Page et al. (109) have been able to show experimentally that
for a well-bonded sheet made of straight fibers the modulus is indeed
given by the Cox theory, i.e. 1/3 of the longitudinal fiber modulus.
For such papers the theory predicts that the relation between the paper
and its constituent fiber should be constant irrespective of the surround-
ing environment. In the studies in chapter 5.3 of the influence of
moisture content (fig. 24), however, the papers studied showed a larger
decrease in the relative elastic modulus than that expected from a
measurement of the decrease in longitudinal fiber modulus. The calcu-
lations given in chapter 3 for the fiber modulus show that the relative
fiber modulus decreases by only about 10 to 20 % of its value with a
change in moisture content in the RH range of 0 to 95 % RH, fig. 6.
Measurements by Kersavage (81) on single fibers has shown a similar
decrease in the relative longitudinal modulus in this range of relative

46.
humidities. Thus the actual changes of about 60 % measured for papers
do not correspond with the results predicted from single fibers using
the simple Cox theory. However, for the less well bonded sheets in the
normal density range, a more realistic theory should also account for
shear stresses as well as properties in the transverse fiber direction.
In their equation for the paper modulus, Page et al. have taken the
shear modulus into account (109). More sophisticated theories for low
density papers have recently been developed (110) which may here be more
applicable. There is, nevertheless, still a lack of experimental data
relating the moisture dependence of the paper to that of the fiber.

47.
7. ACKNOWLEDGEMENTS
I wish to express my sincere gratitude to Dr Alf de Ruvo, Head of the
Paper Technology Department at the STFI for continuous support, inspi-
ration and guidance throughout the preparation of this thesis.
! am indebted to Professor Ernst Back, co-author of four of the papers,
for initiating this work and for his support and constructive criticism
throughout the work. I also wish to express my gratitude to Mr Petter
Kolseth, Dr Mikael Rigdal, Dr Lennart Westman, Dr Wyn Brown of Uppsala
University and Dr Christer Fellers for their constructive criticism and
fruitful discussions during the preparation of this thesis. Thanks are
also due to Professor Bo Norman, Dr Leif Carlsson and Dr Myat Htun for
their valuable criticism and friendly support, as well as to Dr Richard
Mark, ESPRI, Syracuse, USA, for valuable comments on the laminate cell
wall model given in Paper II.
Special thanks are expressed to Mr Sune Karlsson, Mr Jan-Erik Wiken and
Ms Senada Angelova for their skilful experimental assistance, and to
Mr Stig Almgren, Mr Christer Brostam, Mr Sune Holm and Mr Arne Johansson
for their skilful electrical and mechanical design of instruments used.
! also wish to extend my thanks to Ms Christina Benckert and Ms Inger
Lindegren for their patient typing of the manuscript, to Ms Gunilla de
Ruvo for drawing the figures and to Mr Anthony Bristow for the linguistic
revision of the manuscript.
Financial support from "Stiftelsen Cellulosa- och Pappersforskning" is
gratefully acknowledged.
Finally, I wish to express my appreciation and thanks to my wife Kristina
and my son Christofer for their patience and understanding during the
preparation of this thesis.

48.
8. REFERENCES
1. Nielsen, L.E.
"Mechanical Properties of Polymers and Composites", Marcel Dekker,
Inc. New York, 1974.
2. Boyer, R.F. Rubber Chem. Techn. 36 (1963),1303.
3. Braun, D., Tormala, P. and Weber, G. Polymer, 19 (1978) ,598.
4. Alfrey, Jr. T. and Boyer, F. "Molecular basis of transitions and relaxations", Ed. Meier D.J., 1978.
5. Landel, R.F. Trans. Soc. Rheol. 2 (1958) ,53.
6. Bailey, Jr. F.E. and Koleske, J.V. "Poly(ethylene oxides)", Academic Press, New York 1976.
7. Boyer, R. J. Polym. Sci. Symp. 50 (1975),189.
8. Enns, J. and Simha, R. J. Macromol. Sci.-Phys. B13 (1977), no. 1:11.
9. Enns, J. and Simha, R. J. Macromol. Sci.-Phys. B13 (1977), no 1:25.
10. Klason, C. and Kubat, J. Sven. Papperstidn. 79(1976) ,494.
11. Kaimin, I.F., Karliwan, W.P. and Yoelowicz, M.J. Akademija nauk Latvijski SSR, 1979, no. 8:112.
12. Jakobson, M.K. and Erinsz, P.P. Khim. Drev. (1981), no. 3:3.
13. Mikhailov, G.P., Artyulhov, A.I. and Shevelev, V.A. Vysokomol Soyed. A XI (1969), no. 3:553.
14. Back, E.L.
Pulp Paper Mag. Can. 68 (1967), no. 4:T-165.
15. Goring, D.A.I.
Pulp Paper Mag. Can. 64 (1963) , no. 12:T-517.
16. Back, E.L. and Didriksson, E.I.E. Sven. Papperstidn. 72(1969), no. 27:687.
17. Zeronian, S.H. and Menefee, E. Applied Pol. Symp. (1976), no. 28:869.
18. Yano, S., Hatakeyama, H. and Hatakeyama, T. J. Appl. Polym. Sci. 20( 1976),3221.

49.
19. Naimark, N.I. and Fomenko, B.A. Vysokomol. Soyed. B 13(1971), no. 1:45.
20. Hatakeyama, H., Hatakeyama, T. and Nakano, J. Cellulose Chem. Technol. 8(1974),495.
21. Russell, J. and van Kerpel, R.G. J. Polym. Sci. 25(1957),77.
22. Chanzy, H., Dube, M. and Marchessault, R.H. Tappi 61(l978), no. 7:81.
23. Cafferty, P.D., Glaudemans, C.P.J., Coalson, R. and Marchessault, R.H. Sven. Papperstidn. 67(1964), no. 21:845.
24. Marchessault, R.H. "Texture and morphology of xylans". Paper presented at the "Sym-posium international sur la Chimie et la Biochimie de la Lignine, de la Cellulose et des Hemicelluloses" held at Grenoble, France, July 1964.
25. Alfthan, E., de Ruvo, A. and Brown, W. Polymer 14(1973), no 7:329.
26. Yang, J.-M. and Goring, D.A.I. Can. J. Chem. 58(1980) , 2411.
27. Hatakeyama, H., Iwashita, K., Meshitsuka, G. and Nakano, J. J. Japan Wood Res. Soc. 21(1975), no. 11:618.
28. Sakata, I. and Senju, R. J. Appl. Polym. Sci. 19(1975),2799.
29. Takamura, N. J. Japan Wood Res. Soc. 14(1968), no. 4:75.
30. Glans, J.H. and Turner, D.T. Polymer 22(1981),1540.
31. Barrie, J.A. In "Diffusion in polymers". Ed. Crank, J. and Park, G.S., Academic Press, London 1968, Chapter 8.
32. Higgins, H.G. Appita 12(1958), no. 1:1 .
33. Kelley, F.N. and Bueche, F. J. Polym. Sci. 50(1961),549.
34. Couchman, P.R. and Karasz, F.E. Amer. Chem. Soc. 11(1978),no. 1:117.
35. DiMarzio, F.A. and Gibbs, J.H.
J. Polym. Sci A-1(1963),1917.
36. Kaelble, D.H. "Physical Chemistry of Adhesion", Wiley-Interscience, New York, 1971.

50.
37. Nose, T. Polymer J. 2(1971), no. 4:427.
38. Simha, R. and Boyer, R.F. J. Chem. Phys. 37(1962), no. 5:1003.
39. McKague, E.L., Reynolds, J.D. and Halkias, J.E. J. Appl. Polym. Sci. 22(1978), 1643.
40. Sung, Y.K., Gregonis, D E . , Rusell, G.A. and Andrade, J.D.
Polymer 19(1978), 1362.
41. Nakamura, K. and Nakagawa, T. J. Polym. Sci., Polym. Phys. Ed. 13(1975),2299.
42. Reimschuessel, H.K. J. Polym. Sci. Polym. Chem. Ed. 16(1978), 1229.
43. Reimschuessel, H.K., Turi, E.A. and Akkapeddi, M.K. J. Polym. Sci. Polym. Chem. Ed. 17(1979) ,2769.
44. Ellis, T.S., Karasz, F.E. and Moy, P. Polymer Preprints 22(1981), no. 2:121.
45. Struik, L.C.E.
"Physical aging in amorphous polymers and other materials", Elsevier Sci. Publ. Co., Amsterdam 1978.
46. Kargin, V.A., Kozlov, P.V. and Wang, Nai-Ch'ang Doklady Akad. Nauk. SSSR 130(1960) no.2:356.
47. Luyet, B. and Rasmussen, D. Biodynamica 10(1968), no. 211:167.
48. Cousins, W.J. Wood Sci. Technol. 12( 1978), no. 3:161.
49. Hakkinen, K. and Toroi, M. KCL Helsingfors (1973). Unpublished data.
50. Valentine, L. J. Polym. Sci. 27(1958),313.
51. Ogiwara, Y., Kubota, H., Hayashi, S. and Mitomo, N. J. Appl. Polym. Sci. 14(1970), no. 2:303.
52. Tokita, N. J. Polym. Sci. 20(1956) ,515.
53. Tsuge, K. and Wada, Y. J. Phys. Soc. Japan 17(1962), no. 1:156.
54. Ramiah, M.V. and Goring, D.A.I.
J. Polym. Sci. C11(1965),27.
55. Westman, L. and Lindstrom, T. J. Appl. Polym. Sci. 26_(1981),2519.
56. Westman, L. and Lindstrom, T. J. Appl. Polym. Sci. 26(1981),2533.

57. Htun, M. "The influence of drying strategies on the mechanical properties of paper", Dr. thesis, Royal Institute of Technology, Stockholm, Sweden, 1980.
58. Kolseth, P., de Ruvo, A. and Tulonen, J. To be published.
59. Nakamura, K., Hatakeyama, T. and Hatakeyama, H. Polymer 22(1981),473.
60. Atack, D. and Heitner, C. Pulp Paper Can. Trans. Techn. Sec. 5(1979), no. 4:TR99.
61. Yeo, S.C. and Eisenberg, A. J. Macromol. Sci. Phys. , B 13(1977), no. 3:441.
62. Boylston, E.K. and Herbert, I.J. J. Appl. Polym. Sci. 25(1980) ,2105.
63. Gardner, K.H. and Blackwell, J. Biopolymers 13(1974), no10:1975.
64. Krassig, H.
Das Papier 33(1979), no. 10A:9.
65. Krause, T. and Weber, H. Papier 31(1977), no. 1:11.
66. Stockmann, V.E. Biopolymers 11((1972),251.
67. Marchessault, R.H. and Howsmon, J.A. Textile Res. J. 27(1957),30.
68. Muench, E. Flora (Jena) N.F. 32(1938), no. 4:357.
69. Hearle, J.W.S. J. Appl. Polym. Sci. 7(1963) ,1207.
70. Cowdrey, D.R. and Preston, R.D. In "Cellular ultrastructure of woody plants", Ed. W.A. Cote, Jr., Syracuse University Press, Syracuse, N.Y. 1965.
71. Mark, R.E. "Cell wall mechanics of tracheids", Yale University Press, New Haven 1967.
72. Schniewind, A.P. Holz als Roh- und Werkstoff, 24(1966), no. 10:502.
73. Kerr, A.J. and Goring, D.A.I. Cellulose Chem. Techn. 9(1975),563.
74. Eriksson, 0., Goring, D.A.I, and Lindgren, B.O. Wood Sci. Techn. 14(1980) ,267.
75. Cave, I.D. Wood Sci. Technol. 2(1968),268.

52.
76. Mark, R.E. In "Theory and Design of Wood and Fiber Composite Materials", Ed. Jayne, B.A. Syracuse Univ. Press, Syracuse 1972, p.49..
77. Ashton, J.E., Halpin, J.C. and Petit, P.H.
In "Primer on Composite Materials: Analysis", Technomic, Stamford
Conn. 1969, Chapter 5.
78. Halpin, J.C. and Kardos, J.L. Polym. Eng. Sci. 16(1976), no. 5:344.
79. Halpin, J.C. and Kardos, J.L. J. Appl. Phys. 43(1972),2235.
80. Porter, R.S., Southern, J.H. and Weeks, N. Polym. Eng. Sci. 15(1975),213.
81. Kersavage, P.C. Wood Fiber 5(1973),no. 2:105.
82. Kolseth, P. and Ehrnrooth, E. In "Paper structure and properties", Ed. Bristow, J.A., Marcel Dekker Inc. To be published.
83. Meredith, R. J. Text. Inst. 48(1957),no. 6:T163.
84. Salmen, N.L., Back, E.L. and Alwarsdotter, Y. Unpublished data.
85. Yang, P., Carlsson, L. and Sternstein, S.S. Submitted for publication in Polymer Composites.
86. Becker, H., Hoglund, H. and Tistad, G. Paperi ja Puu 59(1977), no. 3:123.
87. Wurstlin and Thurn
In "Die Physik der Hochpolymeren", Vol. 4, Ed. Stuart, H.A., Springer Verlag, Berlin 1956.
88. Krum, F. and Muller, F.H. Kolloid-Z. 164(1959), 81.
89. Baldwin, S.H. and Goring, D.A.I. Sven. Papperstidn. 21.0968), no. 18:646.
90. Boyd, R.H. J. Chem. Phys. 30(1959), 1276.
91. Polymer Handbook, sec. ed. Ed. Brandrup, J. and Immergut, E.H., John Wiley & Sons, New York, 1975.
92. Sadoh, T.
Wood Sci. Technol. 15(1981),57.
93. de Ruvo, A. and Brehde, L. Cellulose Chem. Technol. 7(1973),191.

53.
94. Young, R.A. Wood Sci. 11(1978) , no. 2:97.
95. Htun, M. and de Ruvo, A. Cellulose Chem. Technol. (in press).
96. Ehrnrooth, E., Kolseth, P. and de Ruvo, A. In "Fibre-Water Interactions in Paper-making". Technical Division, B.P. & B.I.F. (1978), 715.
97. Halpin, J.
In "Composite Materials Workshop", Ed. Tsai, S.W., Halpin, J.C. and Pagano, N.J., Technomic Publishing Co., Inc., Stamford, Conn. 1967.
98. Onogi, S., Sasaguri, K., Adachi, T. and Ogihara, S. J. Polym. Sci. 58(1962),1.
99. Kunugi, T., Isobe, Y., Kimura, K., Asanuma, Y. and Hashimoto, M. J. Polym. Sci. 24(1979),923.
100. Quistwater, J.M.R. and Dunel1, B.A. J. Appl. Polym. Sci. 1(1959), no. 3:267.
101. Haughton, P.M. and Sellen, D.B. J. Phys. D:Appl. Phys. 6(1973),1998.
102. Janacek, J. and Ferry, J.D. J. Polym. Sci. A2 7(1969),1681.
103. Riemen, W.P. and Kurath, S.F. Tappi 47(1964), no. 10:629.
104. Jayme, G. and Knolle, H.
Das Papier 18(1964), no. 6:249.
105. Cousins, W.J. Wood Sci. Techn. 10(1976),9.
106. Christensen, G.N. and Kelsey, K.E. Autralian J. Appl. Sci. 9(1958), no. 3:265.
107. Cox, H.L. Brit. J. Appl. Phys. 3(1952), no. 3:72.
108. Algar, W.H. In "Consolidation of the Paper Web" Ed. Bolam, F. Techn. Sec. BP & BMA 1966, 814.
109. Page, D.H., Seth, R.S. and de Grace, J.H. Tappi 62(1979), no. 9:99.
110. Perkins, R.W. and Mark, R.E. Preprints of the Conference on "The role of fundamental research in paper-making" Cambridge, Sept. 1981, Session 5, Paper 3.

Paper I

Keywords Cellulose Glass transition temperature Moisture Plasticizing Thermal properties
Abstract The approach of Kaelbe for calculating the effect of plasticizers on the glass transition temperature of the system polymer- plasticizer is discussed and com-pared with reported experimental data. By using these equations of Kaelbe, one can calculate the softening effect of water on cellulose. The results are shown to be in reasonable agreement with available data for the glass transition tempera-ture of wet and plasticized cellulose. The glass transition temperature for cel-lulose containing variable amounts of water is calculated for cellulose material of different degree of crystallinity. Also the softening effect of water in cellulose systems containing hemicellulose and lignin is discussed.
The influence of water on the glass transition temperature of cellulose
N. L. Salmen and E. L. Back
The glass transition temperature is the temperature at which an amorphous polymer changes from a hard glassy form into a rubber-like plastic form or to a viscous fluid. At this glass transition, which is a secondary transition, the temperature derivatives of both physical and mechanical properties of the polymer change. The glass transition temperature is related to the onset of a certain degree of movement in the main chain and is explained by many theories as being related to the free volume of the polymer, i.e., the volume not occupied by molecules.
It is assumed that above the glass transition temperature the free volume is so large that a significant chain mo-tion is possible and exists, for example, a rotation of segments. From this it is apparent that a polymer, especially one with side groups, can exhibit several secondary transitions, as for example when the free volume becomes suffi-cient for the rotation of a single side group. The secondary transitions of cel-lulose are estimated to be at 220°C for main chain movement, that is, the true
N. L. Salmen and E. L. Back, The Swedish Forest Products Research Laboratory, Box 5604, S-11486, Stockholm, Sweden.
glass transition (1-5), and at 0°C for movement in the gluco-pyranose ring (6, 7).
EFFECT OF PLASTICIZER
Plasticizers significantly affect the properties of a polymer and thus also the glass transition temperature. These effects are of great interest in the plas-tics industry and also in papermaking processes. They also influence the mois-ture dependence of paper properties. Several theories have been proposed to describe and predict the reduction in the glass transition temperature for a polymer with added diluent, i.e., plas-ticizer. The most well-known ones are that of Kelley and Bueche (8), using the temperature dependence of the frac-tional free volume and the statistical mechanical theory of Gibbs and Di Mar-zio (9).
A recent relation based on the lattice theory has been introduced by Kaelbe (10). Here the glass transition tempera-ture is related to the cohesive energy of the molecules, which is one of the fac-tors which determines the glass transi-tion temperature according to Boyer (11). On the other hand, Kaelbe's equa-tion does not consider the stiffness of the
polymer chains, which is also important for the glass transition temperature. Kaelbe's approach has an important advantage. It makes use of some well-known characteristics for polymers which facilitates its application:
The molar cohesive energy U can be considered to be independent of temper-ature and can be calculated from the cohesive energy density d2 and the molar volume v according to:
(2)
If the cohesive energy density, d2, is not known, the cohesive energy U can be estimated according to Hayes' empir-
Reprinted from Tappi, The Journal of the Technical Association of the Pulp and Paper Industry, Vol. 60, No. 12, December 1977. Copyright, 1977 by Tappi and reprinted by permission of the copyright owner
Tg =
where
= molar cohesive energy at the glass transition temperature Tg
= difference between specific heats at constant volume above and below Tg
= lattice coordination number for the rubber state = lattice coordination number for the glass state
Vg
Z L
Z G
h

ical relation (12) where the contribution of the structural groups to the cohesive energy are summed.
According to Kaelbe, if it is assumed that Hayes' summation of the molar cohesive energies is valid for different molecules in a mixture, Eq. 1 can be rearranged to:
MOLE FRACTION OF PLASTICIZER
Fig. 1. The glass transition temperature for two polymer- plasticizer systems. The lines are calculated according to Kaelbe's approach. Symbols give experimental values according to Jenckel and Heusch {13), Kelley and Bueche (8), Adachi et al. (14), and Woodward et al. (15).
XD = mole fraction for plasticizer
hD - constant in Eq. 1 for plasticizer
hp = constant in Eq. 1 for polymer
Equation 3 is mathematically similar to the volume-related equation pro-posed by Kelley and Bueche. The equa-tion proposed by Kelley and Bueche should, therefore, have the same valid-ity as that of Kaelbe which is used here, except that the latter contains constants which are more easily acces-sible.
Here, Eq. 3 has been applied to some systems reported in the literature, using data listed in Table I.
Figure 1 shows glass transition tem-peratures for a number of plasticized systems. The lines are those derived ac-cording to the Kaelbe approach. The figure includes data for systems of (a) polystyrene plasticized with ethyl-acetate given by Jenckel and Heusch (13), (b) polymethylmethacrylate, PMMA, plasticized with diethylphtha-late given by Kelley and Bueche (8), and (c) polyvinylacetate, PVAc, plasticized with toluene given by Adachi etal. (14).
For all these plasticized amorphous polymers, Kaelbe's approach shows good agreement with the experimental data.
A glass transition temperature is somewhat dependent on the time scale of the experiment as well as on the method used. Consequently, the glass transition of the pure components has been used here as reported in the sys-tems described, without any attempt to correct for this effect.
Figure 1 also includes data for a par-tially crystalline polyhexamethylene adipamide, nylon 6-6, plasticized with water, as reported by Woodward (75). For the present calculations the glass transition temperature of water has been set to 136°K according to Rasmus-sen and MacKenzie (16). The crystallin-ity of nylon 6-6 has been calculated to be
Table I. Data fo r the Calculation of the Properties of Plasticized Systems According to Kaelbe's Approach
Material
Water Ethylacetate Toluene Diethylphthalate Triethylphenyl-
ammonium hydroxide
PMMA Polystyrene PVAc Nylon 6-6 Cellulose
Transi-tion
tempera-ture
(Tg), K
1 3 6 ( 1 6 ) 1 1 8 ( 2 8 ) 1 3 2 ( 7 4 ) 1 8 2 ( 2 9 )
1 2 0 3 7 7 ( 8 ) 3 5 9 ( 1 3 ) 3 1 2 ( 7 4 ) 3 7 0 ( 7 5 ) 4 9 3 ( 7 ) 2 7 3 ( 6 )
Cohesive energy dens i ty
(d2), kJ/m3 . 10-3
2254 ( 7 0 ) 347 ( 7 0 ) 3 3 2 ( 7 0 ) 4 2 3 ( 7 0 )
5 3 5 ( 2 7 ) 4 0 2 ( 2 7 ) 5 3 5 (27) 7 7 4 ( 1 0 )
Molar vo lume (v),
m3 /mole • 106
1 8 ( 7 0 ) 9 9 ( 7 0 )
1 0 7 ( 7 0 ) 1 9 7 ( 7 0 )
8 5 9 9 7 3
2 0 9
F r o m Eq. 1 (h),
J/mole° K • 1 0 - ' 2
2.98 2 .91 3 .12 4 .58
. 1 . 7 2 1.28 1.11 1.38 4 .70 6 .3 3
1 0 . 8 5
43% using the actual density and the densitites of a completely amorphous and a completely crystalline nylon 6-6 given by Miller (17). The plasticizing effect must be calculated only on the amorphous part of the polymer. As is evident in Fig. 1, the Eq. 3 also de-scribes this system sufficiently well.
The application of Kaelbe's approach makes use of some assumptions that are questionable or at least not established for very polar molecules. One is that the cohesive energies are also measures of the interaction of polar molecules where specific interactions, such as hydrogen bonding, are possible and where polar interactions can depend on steric fac-tors. It is further assumed that the molar cohesive energy, U, is indepen-dent of temperature and can be calcu-lated for polar molecules. Despite these shortcomings, the comparison in Fig. 1 indicates that Eq. 3 can be useful to estimate or predict the glass transition temperatures of plasticized polymer systems.
WATER AS PLASTICIZER
The plasticizing effect of water on cel-lulosic material is of great importance. Water is an effective softening agent for cellulose and is present in almost every process where cellulose and paper are produced, converted, and finished. This softening is of special interest, for example, for the press-drying of hard fiber building board, where it gives the stiff fiber bundles sufficient flexibility to create a large bonding area. Another example is the corrugating of fluting, where water makes the paper moldable around the roll profile in the corrugator nip.
The effect of water on the glass transi-tion temperature of cellulose has, how-ever, been studied very little. Con-sequently, this effect has been calcu-lated here using Eq. 3 and data in Table I, the glass transition temperature of pure amorphous water and cellulose being taken as 136°K and 493°K respec-tively, as reported in the literature.
The transition in cellulose at 273°K, attributed to pyranose ring movement, has been shown by Kaimins and Ioelo-vich (6) to be affected by water in the same manner as a glass transition. This transition can be assumed to depend on the intermolecular forces of the cellulose chain, i.e., the molar cohesive energy, U, of cellulose. Using the data of Kaimins (6), the molar cohesive energy of cellulose thus can be calculated according to Eqs. 1 and 3 to be 296 kJ/mole. Naturally, the molecular rearrangement in the lat-tice is different at the two transitions of cellulose at 273°K and 493°K but, know-ing the molar cohesive energy of cel-lulose, the constant hp for cellulose at the glass transition at 493°K can be cal-culated using Eq. 1 to be 633 J/mole°K. So far this seems to be the most easily
Vol. 60, No. 12 December 1977 I Tappi
where T g = glass transit ion temperature for
p polymer
138

accessible way of calculating the cohe-sive energy of cellulose. Using this value of the constant hp for cellulose at 493°K, results of Kaelbe's approach can now be compared with the experimental data of Kargin et al. (1) for the plasticized system cellulose-triethylphenylammo-nium hydroxide. The glass transition temperature for triethylphenylammo-nium hydroxide was estimated to be 120°K by extrapolating both the molar and the weight fraction data of the sys-tem mentioned above. Its molar cohesive energy was calculated to be 141 kj/mole according to Hayes (12). From Fig. 2 it appears that Eq. 3 is in good agree-ment with the experimental data.
Using the previously mentioned val-ues of the cohesive energies and glass transition temperatures, the effect of water on the glass transition tempera ture for amorphous cellulose is also cal-culated according to Eq. 3 and included in Fig. 2. Here the calculation is given with the water content as the molar fraction of the amorphous portion only of the cellulose, as it is in this amorph-ous portion that the water is absorbed. Also, it is assumed that the crystalline regions and their arrangement, such as in micelles distributed in the amorph-ous phase, have no effect on the glass transition temperature of the amorph-ous phase.
For a given moisture content in the amorphous portion, the moisture con-tent of the total material will naturally depend on the degree of crystallinity of the specific cellulose material con-cerned. The crystallinity can, for exam-
ple, vary for different cellulose fiber materials from 50 to 85%, and for vis-cose cellulose from 25 to 40%, according to Casey (18). In Fig. 3, the data from Fig. 2 are recalculated and presented for cellulose of 35, 55 and 80% crystallinity. In this way, the softening effect of water on cellulose is quantified. In this and the following calculations the water content is given as a percentage of the total weight, i.e., as g of water per g of cellulose plus water. One objection to these calculations is that the first 1% of water is known to be bonded strongly to the cellulose, i.e., it is packed very closely. This could have a minor effect on accuracy of the calculations.
Some measurements have been pub-lished by Naimark et al. for the glass tran-sition temperatures of cellulose materials saturated with water (19), which to some degree verify the relation. The glass transition temperature in systems saturated with water is stated to be about -25°C for viscose and about -45°C for cotton cellulose. The water content, excluding capillary water can be estimated according to Stamm to be between 27.5 and 29.5% in saturated viscose and about 14.5% in saturated cotton cellulose (20). These data have been plotted in Fig. 3, where they fit fairly well with the calculated lines.
The large plasticizing effect of water is also indicated by stiffness measure-ments on fibers by Bryant and Walter (21), who estimated the glass transition temperature for both saturated cotton and saturated viscose to be below 0°C.
NMR data by Ogiwara et al. for the glass transition temperatures of various cellulose materials softened by water have also been published (22). The cellu-
lose is treated in different ways to give different degrees of crystallinity. Figure 4 gives published data for cotton and for dissolving pulp of different crystallini-ties. It is evident that the experimental curves are very similar to those calcu-lated according to Kaelbe's approach.
EFFECT ON PAPER Naturally, cellulosic material is often
present in a fibrous structure in an in-homogeneous mixture together with hemicellulose and lignin. When exist-ing in a homogeneous mixture, cellulose and hemicellulose chains can, because of their similar chemical structures, form a system with a joint glass transi-tion temperature, somewhere between that of the two components, both in the dry state and with respect to the effect of water. The transition in the pyranose ring for holocellulose has been shown by Kaimins and Ioelovich to occur between the transition temperatures for xylan and cellulose (7). Similarities with amorphous cellulose are also noticed in the effect of water on the glass transi-tions of various modified hemicelluloses reported by Goring (3) and Takamura (23).
Native lignin is considerably more hydrophobic than cellulose. In fibers it exists partly separated from the hy-drophilic cellulosic components. In some pulping processes, the lignin becomes more hydrophilic by chemical reaction. Therefore, its glass transition tempera-ture could be thought to be lowered by water, as has been shown by Goring to be the case for periodate lignin and dioxane lignin (3). The lignin in the structure will interact with the cel-lulosic compound and make the soften-ing of cellulose in the fiber or in the wood material less distinct. For exam-
MOLE FRACTION OF PLASTICIZER
Fig. 2. The glass transition temperature for amorphous cellulose with two plasticizers. The lines are calculated according to Kaelbe's approach. Symbols give experimental values according to Kargin er a/. (1).
Tappi I December 1977 Vol. 60, No. 12
Fig. 3. The glass transition temperature for the cellulose-water system with cellulose of different degrees of crystallinity. The lines are calculated according to Kaelbe's ap-proach. Water content is given as percent-age of the total weight. The lower line crossing the Tg lines of different crystal-Unities indicates completely swollen cellu-lose where Tg lines end.
WATER CONTENT IN CELLULOSE, %
Fig. 4. The glass transition temperature for the cellulose-water system with cellulose of different degrees of crystallinity. Symbols give experimental values for cellulose treated to give different degrees of crystallinity according to Ogiwaraet al. (22). The broken lines are calculated theoretically according to Kaelbe as in Fig. 3.
139

ple, the softening temperature of wood saturated with water has been reported by Becker and Noack (24) and Hoglund et al. (25) to be between 80°C and 90°C in agreement with the glass transition temperatures for saturated modified lignins measured by Goring (3) and Takamura (23).
For many paper materials, the prop-erties in question are expected to be re-lated mainly to the cellulosic compo-nents. The plasticizing effect of water has been measured on printing paper at 30°C by Tsuge and Wada (26) in studies of dielectric dispersion and creep char-acteristics, showing the glass transition to occur at a moisture content of 3%. For cellophane with its lower crystallinity the transition was found to occur at a moisture content of 6% at 35°C. Since these transitions were defined as the beginning of an anomaly, they may in-dicate somewhat too low a moisture content.
The crystallinity, as well as the mor-phological structure of fibers consisting of fibrils with unevenly distributed chemical components, can influence the resulting softening at the glass transi-tion. This means that the softening can be more difficult to evaluate by mechan-ical methods. Perhaps this crystallinity of cellulose could explain the difficulties experienced by Goring (3) and Takam-ura (23), using the same method, in
measuring the plasticizing effect of water on cellulose samples.
With these restrictions in mind it can be concluded that at the present time Eq. 3 of Kaelbe and Fig. 3 can serve to summarize the softening effect of water on cellulosic materials, excluding wood, and can serve to stimulate further ex-perimental work.
LITERATURE CITED 1. Kargin, V. A., Kozlov, P. V., and Wang,
Nai-Ch'ang., Doklady Akad. Nauk. SSSR 130(2): 356 (1960).
2. Alftan, E., de Ruvo, A., and Brown, W., Polymer 14(7): 329 (1973).
3. Goring, D. A. L.,Pulp Paper Mag. Can. 64(12): T-517 (1963).
4. Back, E. L. and Didriksson, E. I. E., Svensk Papperstid. 72(27): 687 (1969).
5. Naimark, N. I., and Fomenko, B. A., Vysokomol. Soyed. B 13(1): 45 (1971).
6. Kaimins, I. F., and Ioelovich, M. Ya., Vysokomol. Soyed. B 15(70): 764 (1973).
7. Kaimins, I. F., and Ioelovich, M. Ya., Khim.Drev.,(2): 10(1974).
8. Kelley, F. N., and Bueche, F., J. Poly-mer Sei. 50(154): 549 (1961).
9. DiMarzio, E. A., and Gibbs, J. H., J. Polymer Sci., Part A (4): 1417 (1963).
10. Kaelbe, D. H„ "Physical Chemistry of Adhesion," Wiley-Interscience, New York, 1971.
11. Boyer, R. F., Rubber Chem. Technol 36(5): 1303 (1963).
12. Hayes, R. A., J. Appl. Poly. Sci. 5(15): 318(1961).
13. Jenckel, E., and Heusch, R., Kolloid Zeitschrift 130 (2): 89 (1953).
14. Adachi, K., Hattori, M., and Ishida, Y., J. Polymer Sci. Polym. Phys. Ed. 15(4): 693 (1977).
15. Woodward, A. E., Crissman, J. M., and Sauer, J. A., J. Polymer Sci. 44(143): 23 (1960).
16. Rasmussen, D. H., and MacKenzie, A. P., J. Phys. Chem. 75(7): 967 (1971).
17. Miller, R. L., In "Polymer Handbook," Interscience, New York, 1966, Section HI, pp. 1-60.
18. Casey, J. P., "Pulp and Paper," 2nd ed., Interscience, New York, 1960, Vol 1, p. 19.
19. Naimark, N. I., Fomenko, B. A., and Ingnateva, E. V., Vysokomol. Soyed. B 17(5): 355 (1975).
20. Stamm, A. J., "Wood and Cellulose Sci-ence," Ronald Press Co., New York, 1965.
21. Bryant, G. M., and Walter, A. T., Text. Res. J. 29(3): 211 (1959).
22. Ogiwara, Y., Kubota, H., Hayashi, S., and Mitomo, N., J. Appl. Polymer Sci. 14(2): 303 (1970).
23. Takamura, N., J. Japan Wood Res.Soc. 14(4): 75 (1968).
24. Becker, H., and Noack, D., Wood Sci. Technol 2(1): 213 (1968).
25. Hoglund, H., Sohlin, U., and Tistad, G, Tappi 59 (6): 144 (1976).
26. Tsuge, K. and Wada, Y., J. Phys. Soc. Japan 17 (1): 156 (1962).
27. Hansen, C. M., Ph. D. thesis, Danmarks Tekniska Hogskola, Kopenhamm, 1967.
28. Lesikar, A. V., J. Phvs. Chem. 80(9): 1005 (1976).
29. Johari, G. P., and Goldstein, M., J. Chem Phys. 55(9): 4245 (1971).
Received for review April 11, 1977. Accepted Aug. 3, 1977.
Correction:
Reference 10 as well as the name of this author appearing in the article should read "Kaelble, D.H.". The authors apologize for these typographical errors.

Paper II

1.
THE CELL WALL AS A COMPOSITE STRUCTURE
By Lennart Salmen
To be published in "Paper Structure and Properties"
Ed. J. Anthony Bristow, Marcel Dekker Inc., New York
Introduction
In a composite material the structural arrangement of the components has
a strong influence on the mechanical properties. Commercial reinforced
plastics, for instance, are designed to utilize co-operative effects of
the components in order to make a product which is superior to each of
the constituent materials. In the case of wood, nature has evolved a
construction for the composite cell wall of a wood fibre not only to
meet mechanical demands but also to promote water transport etc. The
layered structure of the cell wall contains fiber layers at different
angles and intermediate layers of lignin and this provides resistance to
both tensile and compression forces in both the fiber direction and the
perpendicular direction.
To predict the properties of a composite it is essential to arrive at an
understanding of the structure of the material and also of the mechanical
properties of the individual components under different conditions. In
view of the complexity of the fiber system, a high degree of simplifi-
cation is necessary. Previously the orthotropic elasticity theory of
composite materials has been used by e.g. Mark (l), Cave (2) and Schniewind
(3) to show the effects of crystal 1 inity, microfibrillar orientation and
mechanical properties of the matrix polymers. They have all regarded
the cellulose microfibril as a continuous reinforcing element. However,
irregular zones are known to exist along the length of the microfibril
{U) and the consequence of this for the mechanical properties of paper
has also been discussed (5, 6). In this study the mechanical consequences
of a softening of these zones are demonstrated. This softening may be
anticipated to occur under wet conditions and the system is then treated

2.
as a composite with d i s c o n t i n u o u s reinforcing elements. The difference
between the dry and the wet state is then a shift from continuous to
discontinuous reinforcing elements. With changes in the surrounding
temperature and humidity, the matrix wood polymers change from a glassy
to a rubbery state and this also influences the mechanical properties of
the fiber. The development of analytical theories for laminated compo-
site materials has provided tools which facilitate a rational analysis
of the mechanical properties of wood fibers. Here an attempt is made to
extend the model put forward by Mark (l), especially with regard to the
calculation of the effect of the softening of the wood polymers when the
consequences of different modes of reinforcement are incorporated.
Cel1 wal1 structure
The cell wall of tracheids has a structure that resembles man-made
fiber-reinforced composites. The basic reinforcing element is the
cellulose microfibril which is surrounded by a stress-transferring
matrix of amorphous wood polymers. The cell wall consists of several
layers, which are mainly distinguished by differences in the orientation
of the cellulose microfibrils (7), Fig. 1. The outermost of these
layers is denoted the primary wall. This primary wall, with a thickness
of 0.06 um, consists of a loose aggregation of fibrils randomly arranged
on the outer surface and oriented more or less transversely to the fiber
axis on the inner surface. Next comes the secondary wall with its S1,
S2 and S3 layers with parallel fibrils arranged at specific angles in
the different layers. The S1 layer has a crossed fibrillar texture at a
large angle to the fiber axis and a thickness of 0.1-0.2 ym. In the S2
layer, with a thickness of 1-5 ym, the fibrils are wound around the axis
in a steep helix at an angle usually between 10 and 30 degrees to the
fiber axis. In the S3 layer, the fibrils are arranged parallel to each
other, again at a large angle to the fiber axis. This layer has a
thickness of 0.1 um. Of these layers, the S2 is by far the most domi-
nant, making up about 70 to 80 % of the cell wall, so that the mechanical
properties of the fiber are largely influenced by the properties of this
layer.

cell wall layers
The fibrils in each layer are mainly regarded as being built up of
microfibrils with a diameter of 20-45 Å (8) consisting of crystalline
cellulose with the polymer chain parallel to the axis of the micro-
fibril. Several authors favour the idea that the microfibrils are
disturbed from their parallel order in certain regions and many models
of crystalline microfibrils with order defects have been proposed.
Fig. 2 shows the concepts of Hess et al (9) in which the irregularities
in the structure occur at regular intervals along the length of the
microfibril. In reality these disordered zones may occur more randomly.
The irregular zones have been reported to occur at intervals of 100 to
800 Å (10). Stockmann has suggested that these disordered regions in
wood consist only of crystal defects which in the pulping and bleaching
processes are converted to more or less amorphous regions (10). The
extent of these zones increases with increasing severity of the pulping
process (5, 10, 11). The disordered zones between the crystallites are
not purely amorphous but have a less ordered structure than the pure
crystallites. It has been demonstrated that these zones are accessible
to water (12) and it is therefore reasonable to assume that they can be
plasticized by water and increasing temperature.

4.
microfibrillar structure
The cellulose crystal is anisotropic in the plane transverse to the
chain axis but any occurrence of a preferential orientation is here
disregarded. Electron micrographs of the microfibril arrangements in
plant cell walls show that the microfibrils are not strictly arranged
solely in the plane of the cell wall. However, the frequency of devi-
ation from the plane is small and probably unimportant (2).
The structural arrangement of the amorphous wood polymers, hemicellulose
and lignin, is still the subject of debate. At least a portion of the
hemicellulose appears to be associated with the cellulose (13, 14).
There are indications that the hemicelluloses show some degree of pre-
ferred orientation associated with the cellulose alignment (15, 16)
so that the hemicellulose may not behave as an isotropic material.
Lignin is a crosslinked polymer based on the phenylpropanoid unit. It is
probably isotropic in nature (17). Stone et al (18) suggested that the
major part of the lignin is arranged in tangentially concentric layers
in the cell wall, a conclusion derived from a selective delignificat ion
of the fiber which only changed the dimensions of the wall thickness
without shrinkage of the whole fiber. On the other hand, Kerr and
Goring (13), on the basis of electron microscope studies, tend instead

5.
to favour an interrupted lamella structure where the dimension of a
given lignin or carbohydrate entity is greater in the tangential direc-
tion of the fiber wall than in the radial direction.
Softening behaviour of wood polymers
The properties of the amorphous wood polymers are dependent on the
environmental conditions. The polymers change from glassy to rubbery
materials with increase in the surrounding temperature and humidity. It
is well established that lignin and hemicellulose are essentially thermo-
plastic polymers (19, 20), and that isolated lignin and hemicellulose
under dry conditions become rubbery in the temperature interval between
180-220 C. In water, the transition temperature for native lignin is
lowered to 80-90 C whereas hemicellulose is softened at room temperature.
When the cellulose is immersed in water, as in the case of pulp, the
water is assumed to penetrate the irregular zones of the cellulose
microfibrils which then soften and drastically reduce the elastic modulus.
This view is supported by the large decrease in modulus observed for
cellulosic samples immersed in water as encountered by Htun (21) in
drying experiments on paper and by Westman (22) for creep properties of
cellulosic gels.
Micromechanical cell wall model
Wood consists of many different cell types. However, in softwood, the
tracheids are by far the dominant cells making up nearly 98 per cent by
weight of the wood (7). Thus a model restricted to the properties of
tracheids could be expected to describe softwood or fibers from softwood
adequately.
The laminate model of the tracheid wall here adopted depicts each cell
wall layer as consisting of cellulose microfibrils embedded at a certain
angle in a matrix of amorphous hemicellulose. Under equilibrium condi-
tions, with a certain relative humidity, the reinforcing cellulose
material is considered to span over several crystalline and irregular
zones thus making the layer a continuous fiber composite. Under wet

6.
conditions, the irregular zones may be softened. This may be accounted
for by considering these zones to be part of the matrix material. Thus
under wet conditions the reinforcing component is solely the cellulose
crystallites and the layer is a discontinuous fiber composite. The
lignin present in the fiber wall is considered in a manner similar to
the model of Cave (23) as existing in separate isotropic lignin lamellae
alternating with the cellulose-containing lamellae. Here these lignin
lamellae are grouped together to a single layer located in the middle of
each of the fiber layers.
Unless otherwise stated, the fiber is here considered to be built up of
an S2 layer with a fibril angle of 20 while all the other layers are
given a fibril angle of 70 . The thickness of the respective layers are
taken as 16 % for P plus S1, 76 % for S2 and 8 % for S3.
The laminate model structure here adopted for wood and wood fibers is
shown in Fig. 3. The structure of wood may be regarded as consisting of
fibers with a square cross-section forming a structural element, the
common wall, which consists of two fiber walls with a middle lamella in
between, Fig. 3a. The fibril angles in the one fiber wall will then be
opposite to those in the fiber wall on the other side of the middle
lamella. Thus our structural element consists of an anti-symmetric
laminate adequate to describe stresses in the fiber direction. In the
transverse direction, however, the interaction of the cell wall corners
has to be considered making the calculations more complicated. The
model here used is given in Appendix 2.

wood cell wall element fiber wall element
a) b)
Fig. 3
a) Wood cell wall element cons i s t ing of a tracheid wall, a middle lamella (ML) and a tracheid wall. Thus the element consist of the layers S3, S2, S1, P, ML, P, S1, S2, S3.
b) Fiber wall element of tracheid. The element consists of the layers P, S1, S2, S3, S3, S2, S1, P.
In the case of fibers making up a sheet of paper the single fiber must
be considered. Well-beaten fibers or fibers of low yield are collapsed
in the paper sheet, i.e. the square fiber has been flattened out so that
its inner surfaces contact each other. In this case the angle of the
fibrils in a layer in the front fiber wall is opposite to that in the
back fiber wall, fig. 3b. Thus the fibers in the paper sheet can also
be viewed as an anti-symmetric laminate.
The material constants for the components of the cell wall needed to
calculate the fiber properties are still not established in detail.
However both experimental results and theoretical considerations have
given values that are sufficiently reliable for the scope of this model.
The data used are summarized in Table 1. No data are available for a
softened lignin. Due to the high degree of crosslinking in native
7.

8.
lignin, it can be assumed that the elastic modulus of soft lignin will
not be as low as that of normal uncrosslinked polymers (27). Here the
modulus has been assumed to be only slightly less than two decades lower
than that of the stiff sample. For hemicellulose, transverse isotropy
is assumed. The ratios between the moduli are in accordance with the
suggestions of Cave (23).
Table 1 Data for mechanical properties of cell wall components.
below Tg above Tg
cellulose
Ex (N/m2) 13.4.1010 (Mark (24))
E (N/m2) 2.72 1010 (Mark (24))
G (N/m2) 0.44 1010 (Mark (24))
v 0.1 (Mark (24))
50,000 (estimated) 500 (estimated)
hemicellulose
Ex (N/m2) 8.109 (Cousins (25)) 2.107 (Cousins(25))
E (N/m2) 4.109 1.107
G (N/m2) 2.109 ' (estimated) 0.5.107 (estimated)
vx 0.2 0.2
1i gni n (i sotropic)
E (N/m2) 4-109 (Cousins (26)) 6-107 1
G (N/m2) 1.5*109[(estimated) 2.25*107/(estimated)
v 0.33 I 0.33 i
E = Young's modulus G = shear modulus v = poisson's ratio
= reinforcement shape factor; crystallite length divided by thickness.
Micromechanical lamination theory
The fundamental steps in the cell wall model calculations involve
analytical investigations on two levels of abstraction known as micro-
mechanics and macromechanics. Micromechanics recognizes the true

9.
identity of the composite. It enables the mechanical properties of
unidirectional composites to be calculated from those of the constituent
materials. In macromechanics, the individual plies oriented at differ
ent angles are combined to form a laminate in order to obtain the fiber
properties. These calculations then allow the macroscopic moduli to be
related to those of the individual components of the composite. Several
theories for predicting the mechanical properties of filled composites
have been developed ranging from empirical to exact methods based on
elasticity theory, as reviewed by for instance Chow (28) and Ashton,
Halpin and Petit (29). For the micromechanical considerations, the
equations of Halpin & Tsai (29) which account for the shape of the
reinforcing material have here been chosen. Although these are simple
empirical expressions approximating to formal elasticity theory, they
have been shown to be reasonably accurate for values of Ef/Em up to
1000, as long as the fraction of reinforcing material does not approach
unity. The equations for the modulus of elasticity E and for the
poisson ratio in the x direction are:

10.
limits. For pulp fibers under wet conditions, the shape factor is
considered to be reduced as a consequence of the softening of disordered
regions. If only the crystallites were considered as reinforcements
this would imply a shape factor of about 25 for most fibers. Due to the
restrictions imposed by the crystallites, the interconnecting disordered
chains may in reality not soften to the same extent as the amorphous
hemicelluloses, thus implying longer reinforcing elements. It should be
stated that the aim of the model here suggested is simply to simulate
the effect of softening of the cellulose microfibrils. Thus, a value of
In this case, the reinforcing material is thus characterized by the
factor (a/b) where a is the dimension in the axis of stress and b is the
dimension perpendicular to this axis.
The microfibril is assumed to have a circular cross-section which gives
a value of a/b equal to unity.
The important implicit assumptions in these equations include the assump
tions that both filler and matrix are homogeneous and linearly elastic,
that filler and matrix are free of voids, that there is perfect contact
between filler and matrix at the interface and that the filler is per-
fectly dispersed.
The micromechanical calculations give the engineering moduli of the
individual plies in the axis of the reinforcement and transverse to it.
By the application of lamination theory (see Appendix l) these moduli
are converted to moduli which are dependent on the angle of the rein
forcement. The engineering moduli of the total structure of the fiber
wall with its individual plies can then be calculated from a combination
of the off-axis moduli of all the plies.

11.
Depending on the boundary conditions, the relations between forces,
moments, strains and curvatures can be obtained which permit an easy
derivation of the engineering moduli.
In the case of a fiber which is considered to be an an t i -symmetr ic
laminate, the interactions between odd and even functions yield the
following relations between strain, forces and curvatures according to
equations 21 and 25 of Appendix 1.
The mounting is considered to be firm so that the twisting K6, is equal
to zero. The transverse force N2 is also zero giving the engineering
modulus:
E1 = N1/E1h = 1/A*11 h [5]
where h is the thickness of the laminate.
In torsion the clamps are considered to be balanced so that the forces
N1 and N2 are both equal to zero. From the partially inverted relations
given in equations 21 and 25 in Appendix 1, the torsional stiffness
T = M6/M6 is then given as:
When fibers and wood samples are tested in the longitudinal direction,
the strain is then given by:
[ 4 ]
[6]]

0 10 20 30 40 50 60 70 80 90 S2 Fibril angle
Fig. 4
The calculated elastic modulus as a function of S2 fibril angle for a fiber when the fiber is (a) free to twist and (b) prevented from twisting.
The influence of boundary conditions in our case is illustrated in
figure 4 for the fibre tensile modulus, the case where twisting is
prevented being compared with that when twisting can occur freely. This
behaviour is derived from the partially inverted and fully inverted
forms of the relations, according to equations 21 and 23 in Appendix 1.
Classical lamination theory assumes the laminate to be thin and that the
normal to the middle plane remains straight and of constant length
during deformation. Wood fibers have, of course, a finite width and a
rather substantial thickness and are thus far from ideal. However the
ten-fold ratio of width to thickness makes the assumptions not too
crude.
Comparison with experimental data - effect of fibril angle
The validity of the model presented may be judged by comparing the
calculations with measurements of the dependence of modulus on the
fibrillar angle of the S2-layer of single fibers and wood.
12.

13.
For single fibers, extensive measurements have been carried out by Page
et al (30) on black spruce fibers prepared from a holocellulose pulp and
from a kraft pulp at 45 % yield. Their data are shown in Fig. 5 together
with calculations based on the present model assuming that these fibers
contain no lignin and that the hemicellulose content is 35 %. Page
points out that many of the fibers measured have been damaged during the
process of isolation. These fibers contain crimps, microcompressions,
dislocations etc. and show a lower modulus within the span at a certain
fibrillar angle. Thus it may be expected that the highest value ob-
tained for the elastic modulus of the fibers should represent the un-
damaged fibers. Our calculations assume that the lumen is collapsed and
that the opposing fiber walls are bonded together whereas Page et al
(30) assume that the cell wall corners transmit the shear stresses
between the walls and thus restrict shear deformation. Their boundary
conditions are essentially equivalent to a restriction across the lumen.
However these considerations do not automatically lead to the conclusion
that the shear strain is zero as stated by Page, but merely to the
conclusion that this value depends on the testing condition i.e. whether
the clamping restricts this deformation or not. Of more principal
concern is the fact that resulting curvatures and acting moments which
will interact according to the coupling matrix [B] in equations 13 and
14 of Appendix 1 are neglected. These can only be disregarded for a
symmetric laminate where all the elements in this matrix are equal to
zero. The calculated curve in fig. 5 is nevertheless in good agreement
with a curve calculated by Page et al (30), but in the present case the
curve is predicted from moduli of the individual components and does not
merely represent a fit to the experimental data.

The elastic modulus of pulp fibers as a function of the S2 mean fibril angle. The points refer to single fiber measurements by Page et al. (30). The curve is calculated assuming the fibers to be lignin-free and to contain 35 % hemicellulose.
For wood the variation of the modulus with the fibril angle of the S2-
layer of softwood is shown in Fig. 6 with data taken from Cave (2). The
curve included in the figure is calculated on the basis of the assump-
tion that the wood contained 28 % lignin and 31 % hemicellulose. The
agreement between the present theory and the experimental results is
good with respect both to the magnitude of the modulus and to its depen-
dence on fibril angle. Some of the higher values at low fibril angle
may be due to the fact that these fibers have a higher proportion of the
S2-layer.
Fig 5.

15.
Fig. 6
The elastic modulus of wood along the grain as a function of the S2 mean fibril angle. The points refer to measurements on Pinus radiata by Cave (2). The curve is calculated assuming the wood to contain 28 % lignin and 31 % hemicellulose.
0 10o 20o 30° 40° 50°
Mean fibril angle
These calculations lead to similar conclusions as those of Cave (2) but
are significantly higher than the predictions of Mark (1). In calcu
lating the longitudinal modulus of wood, Mark (1) assumed that it could
be obtained from a laminate of one single cell wall. As has been pointed
out by Schniewind and Barrett (31) and has also been recognized by Mark
and Gillis (32) the theory in this form takes no account of the stiffening
influence of neighbouring cells in preventing torsion under axial tension.
This obviously leads to values of the longitudinal modulus that are too
Comparison with experimental data - softening effects
At room temperature an increase in the moisture content of a fiber is
assumed first to soften the hemicelluloses, whereas the disordered
zones in the microfibrils only become soft when high moisture contents
are reached upon water immersion.

Fig. 7 The influence of shape factor l/d for the reinforcing cellulose crystals on relative rigidities of a kraft fiber, Eo is the rigidity corresponding to l/d = 50,000 with hemicelluloses assumed to be glassy. The curves show the behaviour when -the hemicelluloses are assumed to be soft. E refers to the longitudinal fiber modulus, Ey to the transverse fiber modulus and torsion to the torsional stiffness of the fiber.
The softening of the irregular zones of the cellulose microfibrils is
accounted for in the model by a variation in the shape factor for the
reinforcements. Thus under wet conditions the reinforcing microfibrils
= 50,000) are considered to be chopped into smaller fragments of
cellulose crystallites which remain as the reinforcements
The calculated effects of this change in on the elastic moduli of a
pulp fiber are compared in Fig. 7 with the effects of a softening of
only the hemicelluloses. The relative rigidities are here given for a
fiber representing a kraft cook. The E -values are the rigidities
corresponding to = 50,000 with the hemicelluloses assumed to be in
the glassy state. The curves show the behaviour when the hemicelluloses
are assumed to be soft. The intercepts on the ordinate thus represent
the loss of rigidity due to the softening of the hemicelluloses.
The calculations indicate that the relative rigidity is more sensitive
to the change in the shape factor of the reinforcements than to the
softening of the hemicellulose matrix. The change in the shape factor
also has a more pronounced effect on the longitudinal stiffness than on
the transverse or torsional stiffnesses. This is commented on further
in the following pages.

Thermal_softenimg_of dry_wood
Measurements of the elastic modulus of rotary cut birch veneer under dry
conditions (33) show a large softening across the grain, Fig. 8a. The
transition at 205o C has been attributed to softening of the lignin
component (33). Along the grain no softening regions can be discerned.
The effects of softening of lignin on the moduli of dry wood have been
calculated according to the laminate model, Fig. 8b. Apparently the
major experimental results are confirmed, i.e. regardless of whether the
hemicelluloses are stiff or softened, lignin softening causes a large
drop in modulus in the transverse direction but hardly any noticeable
change in the fiber direction.
Fig. 8 Thermal softening of dry wood. a) (Upper figure). The relative modulus of dry birch as a function of temperature according to data by Salmen (33). In this figure, the softening degree calculated in b) across the grain for the case of soft hemicelluloses is indicated.
b) (Lower figure). The relative modulus of dry wood calculated as a function of the lignin modulus for the two cases of soft and stiff hemicelluloses.
17.

18.
For the case of wood across the grain, a comparison of the calculated
changes of the elastic modulus with the measured loss of rigidity,
in the lignin softening region around 205o C, indicates that most of the
hemicelluloses are probably already softened at this temperature. The
calculated relationship across the grain for the case of soft hemi
celluloses is indicated in fig. 8a as a softening range. The measured
loss in modulus for the sample across the grain prior to 205oC is probably
due to the softening of the native hemicelluloses, which mostly occurs
between 150 and 200oC (33). In wood, this hemicellulose softening
probably occurs over a rather broad temperature range due to inter-
actions in the complex structure. An alternative explanation, consider-
ing the hemicelluloses to be glassy, would be that the highly cross-
linked lignin does not soften to the extent as assumed in the given
calculations. However, this would imply a change in the elastic modulus
of the lignin over the softening temperature of only one decade, which
seems to be too low a value.
Influence of moisture content on wood
At room temperature, an increase in the relative humidity is assumed
mainly to result in a softening of the hemicelluloses. Measurements by
Cousins on two different hemicelluloses (25) have shown that a transi
tion takes place at about 80 % relative humidity with a change of modulus
from 8 . 1 0 9 N/m2 under completely dry conditions to 1 • 107 N/m2 at
about 95 % R.H. The resulting calculated softening in wood is presented
in Fig. 9 together with data by Carrington on spruce (34). The calcu
lated losses in relative rigidity across the grain are greater than
those measured. This may be ascribed to the inadequacy of the model
to describe properly the stress transfer in wood. On the other hand,
the discrepancy may be explained by several molecular features as for
example the presence of crystalline hemicelluloses as proposed by Page
(35). The presence of bonds between the hemicelluloses and lignin may
also restrict the motion of the hemicellulose chains and thus increase
its modulus. During pulping these bonds are suggested to be broken.
This hypothesis is based on the lowering of the modulus when wood is
steam treated (36). Along the grain, both Carringtons measurements and

19.
the present calculations indicates that the sensitivity to the moist
hemicellulose modulus is low.
Fig. 9
Softening of wood due to an increase in relative humidity.
Data of the relative modulus of spruce as a function of relative humidity according to Carrington (34). The lines show the calculated changes assuming hemicellulose softening according to data of Cousins (25).
A further increase in the moisture content, as when the wood samples are
immersed in water or even pressure-impregnated, has no effect on the
moduli of wood (37, 38). Thus it is not necessary to include a transi-
tion from continuous to discontinuous elements to describe the influence
of water immersion.
Two reasons for this behaviour are here considered. In wood the dis-
ordered regions may, as Stockmann has suggested (10), consist only of
defects in the lattice structure of the crystallites. Such irregulari-
ties are not susceptible to softening and thus will not reduce the
length of the reinforcing elements upon water immersion. Another possible
effect is that swelling restrictions hinder water uptake in the dis-
ordered regions so that the moisture contents needed for a softening to
take place are not reached.

Thermal_softening of_wet_wood
For wood under wet conditions, only the hemicelluloses are considered to
be soft at room temperature. As discussed in the previous section the
cellulose microfibrils in wood are unaffected by water. Measurements of
the temperature dependence of the elastic modulus of wet samples of
spruce wood between 20 and 160°C show a substancial softening as seen in
Fig. 10. The transition which may be attributed to the softening of
moist lignin, occurs at 95°C. The calculated effect of lignin softening
on the modulus across the grain is indicated in the figure as a softening
range around 95°C. The shape factor of the reinforcements is here
considered to be 50,000. The gradual loss in rigidity observed as a
function of temperature below the lignin softening range is probably due
to an increasing softness of the hemicel1uloses. Along the grain the
sensitivity to the calculated effect of lignin softening is low. The
experimental data do not show any dramatic changes to contradict this
prediction.
Fig. 10
Thermal softening of wet wood.
Measurements of the relative modulus for wet spruce wood along and across the grain are given as a function of temperature. The calculated decrease in the relative modulus across the grain as a result of lignin softening is indicated.
20.

Influence of moisture content on fibers
The response of a single fiber to moisture over a range of different
humidities is mainly considered to be due to softening of the hemi-
celluloses. Utilizing the results obtained by Cousins (25) for the
modulus of hemicelluloses as a function of moisture content, the corre-
sponding change in a fiber may be calculated as in Fig. 11a for a kraft
fiber in torsion. The deviation between calculated and experimental
results obtained by Kolseth et al (39) is mainly found below 5 % moisture
content, so that if the condition at 5 % moisture content is taken as
starting point there is good agreement as indicated in Fig. 11b.
Fig. 11
The influence of moisture content on the relative torsional stiffness of a kraft fiber. Measurements according to Kolseth et al. (39). The lines show the calculated changes assuming hemicellulose softening according to data of Cousins (25).
a) (Upper figure.) Comparison with 0 % moisture content as starting point.
b) (Lower figure.) Comparison with 5 % moisture content as starting point.
2 1 .

22.
In these calculations the effect of the swelling of the fiber is not
taken into account. According to the estimations given in Appendix 3
the fiber swelling will imply a correction of the calculated torsional
rigidities amounting to an increase in proportion to the increase in
moisture content. Still it is evident that most of the softening effect
in this range of moisture contents can be accounted for by the softening
of the hemicelluloses.
These data do not exclude softening effects on the reinforcing micro
fibrils, since the torsional stiffness is somewhat less sensitive to the
stiffness of these components as is evident in fig. 7. Data of Kersavaga
(40) on the longitudinal modulus of delignified tracheids show however a
loss in relative rigidity of only about 11 % up to a moisture content of
18 %. Since the estimated loss in relative rigidity due to hemicellu-
lose softening is about 15 % (figure 7 ) , the microfibrils are considered
to be unaffected by changes of moisture content in this range.
A further comparison between the model and fiber measurements is given
in Table 2. The calculated relative torsional rigidity for fibers of
different origins is about the same when variations in relative humidity
are considered. The measured relative torsional rigidity is also almost
the same for the different fibers. The scatter in data for fibers of
similar composition is however rather large.
When the fibers are immersed in water the measured relative tensile
rigidity is reduced much more than only the softening of hemicelluloses
would account for. Data by Kolseth and Ehrnrooth (41) given in Table 2
show a reduction of about 70 % while the calculated loss due to hemi-
cellulose softening is only 15 % as seen in fig. 7. The large softening
effect measured can only properly be accounted for by a change of the
shape factor t/d as a reflection of the softening of the disordered
regions. The calculated values here are based on a reduction to Z/d =
500.
It is evident that it is the cellulose microfibrils that essentially
determine the stiffness of the thracheids. Softening of the disordered
regions will therefore play an important role with regard to the hygro-
elastic behaviour of pulp fibers.

23.
Table 2 Relative change in modulus for various fibers due to different changes in the environment. Measurements of Kolseth and Ehrnrooth (41). The measured relative torsional rigidities are uncorrected for the effects of swelling.
relative composition relative rigidity (%) torsion tension
90% RH/25% RH wet/50 % RH fiber cellu- hemi- lignin mea- calcu- mea- calcu-
lose cellu- sured lated sured lated lose
TMP 44.2 29.5 26.3 0.4 0.25
dichlorite deligni-
fied TMP 45.2 30.1 24.7 0.52 0.52
46.5 31.0 22.5 0.52 0.52 0.2 0.25
54.1 36.0 9.9 0.49 0.49 0.2 0.23
sulphate 74.0 17.8 8.2 0.56 0.51
bleached sulphate 78.3 21.4 0.3 0.47 0.50
bleached sulphate 80.4 19.4 0.2 0.48 0.50 0.2 0.25
holocellulose 77.3 21.2 1.5 0.55 0.50 0.4 0.29
high yield sulphate 59.5 19.1 21.4 0.52 0.53
high yield sulphate 71.7 20.3 8.0 0.55 0.50 0.3 0.25
Influence of moisture content on paper
The properties of paper reflect to some degree the properties of its
individual building elements, i.e. the fibers. The derivation of paper
properties from the fiber properties is, however, not well established.
Measurements by de Ruvo et al (42) have shown that the relative changes
in torsional rigidity of paper due to moisture and temperature changes
are similar to the changes in relative torsional stiffness of the fibers.
The calculated effects of softening of the hemicelluloses on the tensile
and shear modulus of single fibers are shown as a function of fibrillar
angle in Figure 12. This softening represents a change in relative
humidity from 0 to 95 % R.H. It is interesting to note that the effects
of fibril angle in both torsion and tension are marginal in the interval
of the most common fibril angles, 10 to 30 (7). Thus the relative
change in modulus for a certain change in conditions can justifiably be
determined by testing only a few fibers. These levels of fiber softenings
are given here as a reference for the comparison with the corresponding
softening for paper.

24.
The calculated effect of the softening of hemicelluloses on the relative modulus in tension and torsion of fibers of different fibril angles. The calculated effect on paper simulated by a quasi-isotropic model is shown by the broken line.
For an isotropic paper the random array of fibers and thus also of
microfibrils may be simulated by a quasi-isotropic model in which the
paper is seen as a multilayered material where the direction of the
reinforcing elements varies in different layers. It can be demonstrated
that a minimum of three different ply orientations (0 , 45 , 90 ) is
needed to obtain isotropic stiffness properties (43). The merit of this
quasi-isotropic model is that it enables the elastic properties to be
quantified in terms of the properties of the constituents of the fiber.
The calculated response to hemicellulose softening for a random, quasi-
isotropic paper is also included in fig. 12. It should be recognised
that the quasi-isotropic model represents a completely homogeneous sheet
containing no voids and that the presence of such would substantially
reduce the absolute value of the modulus of the paper sheet.
A change in humidity from 0 to 90 % RH lowers the relative elastic
modulus of paper to about 0.50 (44), which is considerably greater than
the value predicted for paper by the laminate theory, as is evident in
Figure 12. Thus the network structure of normal paper must introduce
other factors which affect the humidity dependency. For well-bonded
sheets, Page suggests (45) that the elastic modulus of the paper is
directly proportional to the longitudinal fiber modulus. However, as
seen in Figure 12, the relative tensile fiber modulus for a softening of
the hemicelluloses is only comparable with the levels of relative rigi-
dities measured on papers for fibers of extreme fibril angles; 35 and

25.
above. Both the model of Page (45), giving the paper modulus as 1/3 of
the fiber modulus, and the laminate model represent a well-bonded high-
density sheet, whereas a normal paper of lower density exhibits quite a
different stress state which might lead to a larger reduction in the
relative rigidity over the RH-range. For paper, none of these proposed
models can thus account for the loss in stiffness due to moisture.
Several other theories exist where the structural arrangement of the
fibers in the network of paper is considered. All of these contain,
however, structural quantities which it is not yet possible to measure.
Final remarks
The model presented gives a rational way to estimate both qualitatively
and quantitatively the moduli of fibers and wood under different environ
mental conditions. The laminate model used makes it possible to account
for the coupling between tension and twisting of the layered structure
that represents a fiber, a factor hitherto neglected in estimations of
fiber moduli .
It is clear that the wet end properties are particularly sensitive to
the reinforcing cellulose crystals. The effects of these can appro
priately be simulated by assuming a change in the dimensions of these
reinforcing elements. Thus under wet conditions the composite structure
of a pulp fiber is best represented by a discontinuous reinforced system.
The knowledge which the model provides of how the fiber structure
responds to softening of the lignin, hemicellulose and cellulose makes
it a useful tool in estimating the merits of various methods of improve
ment of the fiber properties.
Acknowledgements
The author wishes to thank Dr Alf de Ruvo, Dr Christer Fellers and Mr
Petter Kolseth for valuable advice and encouragement during this work.
The linguistic revision performed by Mr Anthony Bristow is also grate
fully acknowledged.

26.
Literature cited
1. Mark, R.E. In: "Theory and Design of Wood and Fiber Composite Materials". Ed. Jayne B.A. Syracuse Univ. Press, Syracuse 1972, p. 49.
2. Cave, I.D. Wood Science & Technol. 2 (1968) 268.
3. Schniewind, A.P. In: "Theory and Design of Wood and Fiber Composite Materials" Ed. Jayne B.A. Syracuse Univ. Press, Syracuse 1972, p. 83.
4. Krassig, H. Das Papier 33(1979) no 10A:9
5. Page, D.H.
Paper presented at the 1979 Canadian wood chemistry symposium, Harrison Hot Springs, B.C., Canada 1979.
6. Fellers, C, de Ruvo, A., Elfstrom, J. and Htun, M. Tappi 63_(1980) no 6:109.
7. Kollman, F.F.P. and Cote Jr, W.A. "Principles of Wood Science and Technology, I Solid Wood", Springer-Verlag, Berlin, 1968.
8. Boylston, E.K. and Herbert, J.J. J. Appl. Polym. Sci. 25 (198O) 2105.
9. Hess, K., Mahl, H. and Gutter, E. Kolloid-Z. 155 (1957) no 1:1.
10. Stockmann, V.E. Biopolymers 11 (1972) 251.
11. Krause, T. and Weber, H. Papier 31(1977) no 1:11.
12. Marchessault, R.H. and Howsmon, J.A. Textile Res. J. 27(1957) 30.
13. Kerr, A.J. and Goring, D.A.I. Cellulose Chem. Techn. 9 (1975) 563.
14. Keegstra, K., Talmadge, K.W., Bauer, W.D. and Albersheim, P. Plant Physiol. 51(1973) 188.
15. Liang, C.Y., Bassett, K.H., McGinnes, E.A. and Marchessault, R.H. Tappi 43 (1960), 1017.
16. Fushitani, M. J. Japan Wood Res. Soc. 19(1973) 35.

27-
17. Goring, D.A.I.
In: "Lignins, Occurrence, Formation, Structure and Reactions" (Ed. by K.V. Sarkanen and C.H. Ludwig). Wiley Inter-Science, New York 1971.
18. Stone, J.E., Scallan, A.M. and Ahlgren, P.A.V. Tappi 54 (1971) no 9:1527.
19. Goring, D.A.I. Pulp Pap. Mag. Can. 64 (1963) no 12:T-517.
20. Sakata, I. and Senju, R. J. Appl. Polym. Sci. 19 (1975) 2799.
21 . Htun, M. "The influence of drying strategies on the mechanical properties of paper". Dr. dissertation The Royal Institute of Technology, Stockholm 1980.
22. Westman, L. "Swelling and mechanical properties of cellulose hydrogels". Dr. dissertation The Royal Institute of Technology, Stockholm 1980.
23. Cave, I.D. Wood Sci. Techn. 12(1978) 75
2k. Mark, R.E. "Cell Wall Mechanics of Tracheids". Yale University Press 1967.
25. Cousins, W.J. Wood Sci. Techn. 12(1978) 161.
26. Cousins, W.J. Wood Sci. Techn. 10(1976) 9.
27. Nielsen, L.E. "Mechanical properties of polymers and composites". Marcel Dekker, Inc., New York 1974.
28. Chow, T.S. J. Material Sci. 15 (1980) 1873.
29. Ashton, J.E., Halpin, J.C. and Petit, P.H.
In: "Primer on Composite Materials: Analysis". Technomic, Stamford Conn. 1969. Chapter 5.
30. Page, D.H., El-Hosseiny, F., Winkler, K. and Lancaster, A.P.S. Tappi 60(1977) no 4:114.
31. Schniewind, A.P. and Barrett, J.D. Wood and Fiber 1 (1969) no 3:205.
32. Mark, R.E. and Gillis, P.P. Wood and Fiber 2.(1970) no 2:79.

28.
33. Salmen, L. Pulp Pap. Can., Trans. Tech. Sec. 5 (1979) no 3:TR 45 .
34. Carrington, H. Aeron. J. 26(1922) 462.
35. Page, D.H. Wood Fiber 2(1976) no 4:246.
36. Baldwin, S.H. and Goring, D.A.I. Svensk Papperstidning. 71(1968) no 18:646
37. Kollman, F. and Krech, H. Holz als Roh- und Werkstoff 18(1960) no 2:41.
38. Suzuki, M. J. Japan Wood Res. Soc. 26 (1980) no 5:299.
39. Kolseth, P., de Ruvo, A. and Tulonen, J. To be published.
40. Kersavage, P.C. Wood and Fiber 5 (1973) no 2:105.
41. Kolseth, P. and Ehrnrooth, E. In: "Paper structure and properties" Ed. Bristow, J.A., Marcel Dekker Inc. To be published.
42. de Ruvo, A., Lundberg, R., Martin-Lof, S. and Soremark, C.
In: "The fundamental Properties of paper related to its uses' BP & BIF 1976 p. 785.
43. Halpin, J.C. and Pagano, N.J. J. Comp. Mater. 13 (1969) 720.
44. Salmen, N.L. and Back, E.L. Tappi 63(1980) no 6:117.
45. Page, D.H., Seth, R,S. and de Grace, J.H.
Tappi 62(1979) no 9:99.
46. Jones, R.M.
"Mechanics of composite materials". McGraw-Hill, New York, 1975.
47. Tsai, S.W. and Hahn, H.T. "Introduction to composite materials". Technomic, Westpoint, Conn. 1980.
48. Agarwal, B.D. and Broutman, L.J. "Analysis and performance of fiber composites". John Wiley & Sons, New York, 1980.
49. Meredith, R. J. Text. Inst. 48(1957) no 6:T163.

APPENDIX 1
Stress-strain relations for laminated orthotropic materials
For a three-dimensional stress state in an orthotropic material the
following strain-stress relations exist (46) :
where the [S] matrix is the compliance matrix. For a sheet-like material
or a ply in a laminate it is common to assume a plane stress state, i.e.
where the third direction denotes the thickness direction. It is then
evident from the compliance matrix that Y23 = 0, Y31 = 0 and that e3
becomes a dependent component so that equation (l) reduces to
For the plane stress state several systems of notation are used. Following
Tsai and Hahn (47) who used the notation x and y for the principal
directions of a ply and s for shear we obtain.
(3)
29.

30.
giving
(7)
The compliance components Sij are related to the engineering constants
by:
where Ex , Ey and Gxy respectively are the elastic moduli in the principal
material directions and the in-plane shear modulus and vx and vy are
the poisson ratios for stresses in the principal directions.
The strain-stress relations in equation (4) can be inverted to obtain
the stress-strain relations
The inversion [Q] = [S -1 ] is here given by

31.
The stiffness components Qij are related to the engineering constants by
If the principal axes of the sheet or ply are not aligned with the
reference coordinate axes, the stress-strain relations have to be trans
formed to the new coordinate system. For an orientation of the principal
axes of an angle 9 counter-clockwise to the coordinate axes the trans
formations are given below. Thus the positive angle 9 is defined from
off-axis to on-axis.
The stress-strain relations in off-axis coordinates may then be given by
where the elements are given by

32 .
For a laminate it is assumed that all layers are in a state of plane
stress, that all layers are perfectly bonded together and that the
strain components are linear functions of the thickness coordinate.
With these assumptions and using the stress-strain relation for each
ply, the relationships between the external forces and moments acting on
the laminate and the midplane strains and curvatures can be established.
The general matrix expressions of these equations are
where [N1, N2, N6] and [M1, M2, M6] are the resultant forces and moments
per unit width respectively, and [e1, e2, e6] and [K1, K2, K6] are the
midplane strains and curvatures respectively. Because of symmetry
conditions such as
it follows that
Aij =Aji, Bij = Bji and Dij = Dji
Qij=Qji

33.
The e lements A i j , B i j and D i j a re
(15)
(16)
(20)
(17)
where (Qij)k is the so-called reduced stiffness matrix for ply k and is
calculated from Equation (12). The ply coordinates zk are defined as
(18)
(19)
where hk is the thickness of each ply
The relations 13 and 14 may be given in a more compressed form as
By matrix operations these relations can be partially inverted to
(21)
where
[A*] = [A-1]
[B*] = -[A-1][B]
[C*] = [B][A-1] = -[B*]T
[D*] = [D] - [B][A-1][B]
(22)

34.
The fully inverted form is given by
(23)
[A '] = [A*] - [B*][D*-1][C*]
[B ' ] = [ B * ] [ D * - 1 ]
[ C 1 ] = - [ D * - 1 ] [ C * ]
[ D ' ] = [ D * - 1 ]
(24)
It may be recognized that for a symmetrical laminate, i.e. a laminate
where each ply above the geometric midplane with a certain orientation q
is counterbalanced by an identical ply with the same orientation at the
same distance below the midplane, the coupling matrix B equals zero.
For an antisymmetrical laminate, i.e. a laminate where each ply above
the geometric midplane with a certain orientation q is counterbalanced
by an identical ply with the orientation -q at the same distance below
the midplane, the following components of modulus are equal to zero
because of interaction between odd and even functions.
B11, B22, B12, B66, D16, D26, A16 and A26
giving the following relations
(25)
For further reading the works of Jones (46), Tsai and Hahn (47) , Ashton,
Halpin and Petit (29) and Agarwal and Broutman (48) are recommended.
where

35..
APPENDIX 2
Mechanical model of softwood
The geometrical arrangement of cells within softwood is complicated and
this arrangement has to be taken into consideration in any attempt to
explain the macroscopic properties of wood.
In the longitudinal direction the Young's modulus is determined solely
by the properties of the multilayered cell wall depicted in figure 3a,
since all the components occur in a parallel coupling and no twisting of
the wood is considered to be possible. Thus all the isotropic lignin
component can be considered to be collected into a single layer in
parallel with the multilayered cell wall.
The transverse properties however are affected by the coupling of the
different structural elements. As shown in fig. A, the load is considered
to be transmitted through a region representing the common cell wall in
the direction of stress. The dimensions of the common cell wall have
been calculated from the density of the wood, assuming square shaped
cross sections of the fibers and a density of the cell wall of 1.5 g/cm3 .
The stress-transmitting zone can be described by a coupling in series of
the different structural elements; the lignin middle lamella, the corner
section of the cell wall and a transverse cell wall element as shown in
fig. B. The lignin middle lamella is considered to be composed of 20 %
of the lignin present in the cell wall.
The cell wall corner element in particular gives rise to complicated
considerations since it is not symmetrical in the direction of stress.
It consists of a parallel coupling of the real cell wall corner and a
middle lamella.
The real cell wall corner is divided along a diagonal so that the lower
portion in fig. C consists of transverse cell wall layers while the
upper portion consists of cell wall layers perpendicular to the direc-
tion of stress, i.e. all the reinforcing microfibrils and lignin lamellae
are considered to be perpendicular to this stress direction.

36.
For this corner a small element d£ is considered in the vertical direc
tion; this is made up of a coupling in series of portions of the above
transverse and perpendicular layers.
The cell wall corner is made up of a coupling in parallel of elements d£
over the width k of the corner.
For a coupling in series of two materials the elastic modulus is given
by:
where E is the elastic modulus
V is the volume fraction
For a coupling in parallel the elastic modulus is given by:
E = E1 V1 + E2 V2 (2.2)
The total modulus can thus be obtained by integration of the expression:
( 2 .1 )
(2.3)
where E1 is the modulus of the transverse cell wall
E2 is the modulus of the perpendicular cell wall
(2.4)
If instead a small element di is considered in the horizontal direction,
and the integration is carried out over the vertical distance I, the
following relation exists:
(2.5)
(2.6)

(2.7)
This equation does not give the same value as equation (2.4) since there
is a different emphasis on the parallel and serial couplings.
As a compromise the average value of these two estimates has been taken
as representative of the corner element.
STRESS TRANSMITTING ELEMENTS
Fig. A Stress transmitting zones in wood across the grain.
Lignin middle lamella
Corner section
Transverse cell wall element
Fig. B The division of the stress trans- Fig. C Cell wall corner mitting zone into structural elements. element.
37.

38.
APPENDIX 3
Estimate of the correction of the fiber torsional rigidity due to swelling
The torsional rigidity T of a fiber may be given by (49)
T = constant G • A2 (3.1)
where A is the fiber cross-section area and G its shear modulus. The
shear modulus G may simply be estimated by
G = Gf Vf + 6m(1-Vf) (3.2)
where Gf and Gm are shear moduli of the reinforcements and the matrix
respectively and Vf is the volume fraction of the reinforcements.
Consider a fiber swelling amounting to X • V where V is the original
fiber volume. As the fiber length can be considered unaffected by the
swelling the swollen area is given by X • A. As the swelling only takes
place in the matrix material this implies that the volume fraction of
reinforcements in the swollen state amounts to V f/Z. The torsional
rigidity T, calculated on the unswelled cross-section, may then be
compared with the torsional rigidity T' where the swelling has been
taken into account by
as Gf » G and m
if Vf is not approaching zero then
(3.3)
Thus the correction of the calculated torsional rigidity due to fiber
swelling is proportional to the increase in cross-section area, i.e.
increase in fiber volume approximately given by the increase in moisture
content.

Paper III

1
THE FUNDAMENTALS OF ENERGY CONSUMPTION DURING VISCOELASTIC
AND PLASTIC DEFORMATION OF WOOD
N.L. Salmen and C. Fellers
Swedish Forest Products Research Laboratory
Stockholm, Sweden
Synopsis
The fundamental aspects of energy consumption in a viscoelastic material are discussed in relation to the defibration of wood for the manufacture of mechanical pulp. The differences between viscoelastic and plastic deformations and the importance of the latter for making the fibers suitable for papermaking are clarified. It is proposed that the efficiency of the defibration process be characterized by the structural changes within the wood as reflected by changes in the elastic modulus. Measurements indicate that the fibrillation process has its optimum efficiency at a higher temperature than does the fiber separation, i.e. at a higher temperature than the optimum temperature for mechanical energy absorption by the wood. Thus fiber separation and f1exibi1isation should perhaps be carried out at different temperatures for optimum efficiency.
Introduction
The mechanical refining processes for producing woodpulp for paper
consume large amounts of energy. The increasing awareness during the
last decade of the limitations in our energy yielding resources and of
their increasing value has made it increasingly important to reduce
the energy consumption in such processes.
In the refining and grinding processes it is generally considered that
only a small portion of the energy put into the system is actually
utilized in the separation of fibers (1-3). In addition, it is con
sidered that if the fibers produced are to be suitable for papermaking
a certain amount of mechanical flexing of the fibers, creating an "in
ternal fibrillation", is needed (4), This is accomplished by the

2
cyclic deformations to which the wood or chips are subjected during the
fiber-separation process. These cyclic deformations range from small
viscoelastic to large plastic deformations. The viscoelastic deforma
tions, by definition, only produce heat in the system, while it is the
plastic deformations which are essential to make the fibers flexible.
These cyclic deformations of the wood consume large amounts of energy,
and it is thus essential to gain more knowledge about how the energy
input is utilized, if any substantial saving in energy consumption is to
be possible.
The aim of this paper is to report an investigation of the nature of
energy consumption by of wood during cyclic loading, both in the visco
elastic and plastic regions of deformation. It is thus hoped to obtain
tools for a better optimization of the defibration process.
Energy consumption in refining processes
During refining and grinding, wood is subjected to an undefined deformation
process mainly in compression and shear which ultimately separates the
fibers from each other. The energy needed for the breakdown of wood
into fibers is in all estimations found to be relatively small. Van der
Akker (1), considering the strain energy required to create voids,
estimated an energy of 0.01 kWh/ton for fiber separation, whereas Lamb
(2), measuring the energy for surface formation, found a value equal to
35 kWh/ton, which is similar to the value found by Atack et al (3). The
amount of energy required for fibrillation has been stated by van der
Akker (1) to be about 0.4 kWh/ton, while Atalla and Wahren (5) estimated
the energy to fibril late the fibers completely down to the level of
elementary fibrils to be 23 kWh/ton, judging from the energy absorbed in
the generation of new surfaces. From the value of the specific area of
groundwood created, Lamb (2) estimated the refining energy to be 140 kWh/ton.
Nissan (6), instead, considered the total amount of energy transferred
to the wood and fibers as they pass through a refiner if all the impacts
led to delamination and found this to be about 300 kWh/ton. These
levels of energy consumption should be compared with those actually
required for the commercial production of, for example, a newsprint
furnish which is about 1500 kWh/ton for groundwood and 2000 kWh/ton for
TMP.

3
The internal fibrillation and flexibi1isation is of great importance in
order to be able to make strong paper. Essentially the bonding is
enhanced by the greater ability of the fibers to conform to each other.
The optimum conditions for the mechanical action in defibration have
been estimated from small scale viscoelastic measurements by Hoglund et
al (7) and subsequently used by others (8,9). Although such measure
ments are indicative of the softening of lignin, and may be important in
establishing the site of the breaking zone between fibers, there Is no
evident correlation between them and the fibrillation action. Further
more, when the wood is plastically deformed in the pulp manufacturing
process, its properties change so that it may behave quite differently
from the original sample. Transformations from viscoelastic to plastic
deformations are thus very complicated, if they are at all possible.
Obviously the kneading action that fibrillates the fibers is essential
in order to make the fibers suitable for papermaking. However, know
ledge regarding the amount of energy that is needed to achieve such
plastic deformations is still very limited. Before this knowledge is
obtained, all estimates of the efficiency of refining must be considered
to be of limited value.
Fundamentals of energy consumption
When a viscoelastic material like wood is subjected to a stressing -
destressing cycle, even at very small deformations, the material shows
a hysteresis loop in the stress - strain diagram, schematically shown in
fig. 1. The area within this loop represents energy taken up by the
material which is lost as internal frictional heat.
For linear viscoelastic deformations when both stress and strain are
sinusoidal functions of time, the energy consumed can be calculated from
the following relations:
giving
(1)
(2)

4.
(3)
strain as a function of time
= stress as a function of time
= energy adsorbed per cycle
= strain amplitude
stress amplitude
= angular frequency
= time
= phase angle
= mean strain
= mean stress
When the material is cyclically stressed to larger deformations it is
plastically deformed. In this case there is always a viscoelastic
component present, so that it is impossible to relate any area in a
cyclic test to plastic energy consumed. During the cyclic fatigue the
propertiesof the material continuously change. However the energy
needed per cycle for the creation of new surfaces is extremely small in
comparison with the viscoelastic energy absorbed, and it is in practice
impossible to quantify. Apparently, the minimum amount of energy to
cause a cohesive failure would be used if the material were immediately
stressed to the breaking point. However, as previously stated two types
of structural break-down are essential in mechanical pulping; the one to
create fibers with suitable fracture surfaces, the other to give the
fibers an internal fibrillation. The creation of micro-cracks distri
buted within the fiber may well require a cyclic fatigue process which
by its nature consumes a lot of energy only as heat losses. Other
energy losses may also be envisaged, such as friction and idling losses
of transporting water, which should also be minimized. By experimental
studies and a theoretical model, Marton et al (10) estimated that only
about 20-55 % of the energy is consumed for the defibration and fiber
treatment. In the following, however, only the energy consumption due
to the deformation of wood is discussed.
where

5
Efficiency concepts
The efficiency of the refining process should be related to the energy
absorbed by the wood, as this represents work done in this operation.
In the viscoelastic range this energy is related to the viscous stress
a sin d, which represents the viscosity response where the mechanical
energy is lost as internal frictional heat. This energy is given by
(4)
where the loss modulus
This equation can be related to the efficiency concept E1 • A, given by
Hoglund et al (7), where A = P tan d, the internal friction, and E1 is
the storage modulus. This relation originates from a consideration of
refining treatment at a given degree of deformation, e , assuming that
the viscoelastic energy absorption is a measure of useful treatment.
The relation may be derived from equation 3 by substituting
(5)
However, relations such as this are of uncertain value since the visco
elastic energy consumption is in no evident way related to the structu
ral breakdown which is the essential process. We suggest instead that
the efficiency concept should be related to the fatigue process.
It may be anticipated that changes in the elastic modulus of the wood
reflect structural changes which are important for the creation of
flexible fibers. We thus propose that the efficiency of the refining
process be measured by the change in elastic modulus per unit energy
consumed in the process; either the integrated relative change in modulus
per total integrated energy, Q1 , or the differential change in modulus
per energy increment, Q2

6
where
Q = efficiency of the structural breakdown process
rE/Eo = relative change in modulus per cycle
n = number of cycles
At this stage it is not at all self-evident which is the most efficient
loading mode to cause internal fibrillation, nor is it clear in which
direction the modulus should be measured to reflect such changes in the
fibers. In this study the change in elastic modulus is measured in the
same loading mode as the cyclic fatigue process is carried out.
Experimental
The wood used has been heartwood of Norwegian spruce, Picea abies.
Specimens have been cut out for tests both along and across the grain.
The wood pieces were shaped with necks with a cross section of 7 x 7 mm
for tests along the grain and 15 x 50 mm across the grain. The test
pieces were carefully saturated with water before testing. The dry wood
samples were placed in an autoclave and evacuated for 3 h, after which
water was sucked in and a pressure of 0-5 MPa was applied for 4 h.
Unless otherwise stated the specimens were steam-treated for 1 h at
135°C prior to testing.
The mechanical measurements were carried out in an autoclave built up
around a servohydraulic equipment of the Material Testing System (MTS).
The deformation of the wood was measured with an extensometer attached
to the sample. Below 100 C the samples were sprayed with heated water
while above saturated steam was used. The temperature was measured with
(6)
(7)

7
a small thermocouple placed inside the sample. Viscoelastic measurements
were performed with a mean stress of zero while fatigue tests were done
in compression. Stress and strain signals were sampled 23 to 25 times
per loop and evaluated by a computer.
The energy consumption AW was calculated by integrating pairs of stress
and strain values from 10 consecutive loops, to obtain the mean area D
of a single hysteresis loop.
Tan 6 was calculated using this area, D, and the elastic strain energy U
according to the following equations:
(9)
In this presentation the elastic modulus referred to as E is given by
the absolute value of the complex modulus |E*| where
(10)
Due to the small value of tan 6 for wood |E*| is essentially equal to
the storage modulus E1. The modulus is based on the macroscopic
dimensions of the wood, thus including its void volume.
Viscoelastic properties
The elastic properties of wood have been measured under water-soaked
conditions between 20°C and 140°C, as shown in Figure 2. Here samples
have been tested without prior steam treatment. The tests were carried
out at a frequency of 10.0 Hz. The modulus along the grain is naturally
much higher than that across the grain by a factor of about 20. These
samples are subjected to an irreversible softening during the first rise
In temperature. This has also been noticed by Hoglund et al (7) and
similar effects by Stone (11) and Lagergren et al (12). After a steam-
(8)

8
treatment, if it is sufficiently lengthy, the modulus reaches an equi
librium value, also noticed by Hoglund (7). Successive runs up and down
in temperature then have no effect on the temperature dependence of the
modulus. This irreversible softening may be due to hydrolytic bond
breakage between the wood components (13), especially of lignin-hemi-
cellulose bonds. This is also manifested in the increase of the mecha
nical loss coefficient, tan 6, due to the steam-treatment, as exempli
fied for samples across the grain in Figure 3. This maximum in internal
friction is related to the glass transition of the wet lignin, previously
stated by Atack and Heitner (14). Measurements at different frequencies
between 0.2 and 20 Hz show a shift of the loss maximum towards higher
temperatures of approximately 8,5 C per decade of frequency, from which
an apparent activation energy of 395 kJ/mol for this transition can be
calculated. This value indicates that the transition is indeed a glass
transition i.e. the T of wet lignin. Along the grain the reinforcing
microfibrils of cellulose diminish the role of lignin as a load-bearing
component and thus make the energy losses in the lignin lower. In the
perpendicular direction the stress is transferred through the middle
lamella making the energy losses in the lignin much more pronounced.
Plastic deformation
Compression and shear are presumably the dominating modes of loading in
the defibration processes occurring in a refiner or a grinder. Most of
the refining probably takes place across the grain of the wood or chips.
Here we have chosen to study compression fatigue across the grain as
being the most easily attainable.
The energy consumption in the linear viscoelastic range is, as previous
ly stated, proportional to the loss modulus. This is given in Figure 5
as a function of temperature for samples along and across the grain.
The maxima occur at a somewhat lower temperature than the corresponding
maxima in the mechanical loss coefficient tan d. Usually the maximum in
tan 6 is used as a measure of the loss process as, in general and espe
cially in this case, the loss modulus is so low that the scatter is
substantial. Across the grain, the loss modulus has its maximum at
about 80 C which, according to the efficiency relation (equation 5) pro
posed by Hoglund et al (7), should correspond to the most efficient
defibration temperature at this frequency of treatment of 10.0 Hz.

9
Also, when the deformation is increased beyond the linear viscoelastic
region, the energy consumption per cycle is greater at 80°C than at
higher temperatures as seen in Figure 6 for samples across the grain.
Here the deformation of the sample has been successively increased after
about 200-500 cycles at each amplitude, thus some influence of a pro
gressive fatigue of the wood may be present.
The increasing deformation affects the mechanical loss coefficient as
seen in Figure 7 where it is given as a function of stress and strain
amplitude for the case of cyclic compression across the grain. At low
stresses in the viscoelastic region tan 6 is almost unaffected by the
stress amplitude whereas at higher stresses the internal friction pro
gressively increases partly due to a cyclic plastic deformation. When
the amplitude is again decreased it is revealed that a large portion of
the non-linear part of the curve is reversible which must be attributed
to a non-linear viscoelastic deformation. Thus these results support
the earlier statement that it is almost impossible to determine the
amount of plastic energy put into the system; the energy absorption can
only be inferred from the changes introduced in the material. For the
wood samples tested the permanent changes in the mechanical loss coeffi
cient occurring at 100 and 135 C may either be due to structural changes
in the lignin or to a structural breakdown in the microfibril structure
making the lignin a more important load-bearing part. At 80 C the
deformation studied gives rise to no change at all in the loss coeffi
cient tan 6. The elastic modulus also remains unaffected. Thus the
properties of the wood are not changed and the energy consumed during
the deformations shown in Figure 6 has only produced heat. The relating
of the maximum in the energy absorption to the efficiency in defibration
as proposed by earlier workers must therefore be viewed sceptically.
Cyclic deformations of sufficient amplitude will ultimately fatigue a
material to the point of cohesive failure. Under these conditions the
test sample will continuously change its properties, which may be ob
served as a change in the elastic modulus. This effect is shown for
wood in Figure 8 for four different compression loads for tests across
the grain at 100°C. Apparently the larger the amplitude the less energy
has to be put in to reach a certain breakdown of the structure. If the
level of deformation is too low, here corresponding to a compressive

10
stress of 170 kPa, the treatment evidently has no effect although energy
is still consumed. The end point here represents 100 000 cycles. It is
thus evident that large amounts of energy that only give rise to heat
can easily be supplied to the system. In Figure 9 where the efficiency
Q1 of the process according to equation 6 is plotted against energy ab
sorbed it is evident that the process rapidly becomes less efficient as
the number of cycles increases. Similar curves are obtained for the
differential efficiency Q2. Thus only the first few deformations are
really effective and each subsequent cycle contributes very little to
the structural breakdown. However, it may well be that the structural
changes if the wood is subjected to an impact type of deformation are
different from those achieved by small scale deformations so that a
fatigue process is actually necessary. Merely from the standpoint of a
structural breakdown, the higher the stress amplitude the more efficient
the process.
To compare samples tested at different temperatures a good reference is
to compare at equal energy consumption per cycle. In Figure 10, fatigue
tests at the two temperatures of 80 and 100 C have been compared at an
energy consumption per cycle of 3700 J/m3. From the relative change in
modulus the mechanical treatment is judged to be more effective at
100 C. These results then indicate that higher temperatures should be
used than those indicated by previous viscoelastic estimates, which at
this frequency of 10.0 Hz indicate 80 C as being optimal. However,
until the structural changes at the different temperatures have been
classified care should be taken since changes can occur in both the
middle lamella lignin and the fiber phase, whereas the changes in the
fiber phase will be the most valuable. One should also bear in mind the
importance of the lignin softening temperature as a factor determining
the fracture surface between fibers.
Final remarks
Two processes, the one of creating fibers with suitable fracture surfaces
and the other of giving the fibers an internal fibrillation, have to be
optimized in order to improve the efficiency of the defibration process.
The maximum in internal friction of wet wood around 95°C, 10.0 Hz,
reflects the softening of the lignin component. This softening maximum

11
has some importance for the fracture surface between fibers (15). Thus
to produce long intact fibers with good bonding areas the lignin has to
soften somewhat but not to the extent that the separation takes place in
the middle lamella. Microscopic examination of fracture surfaces indicates
that at 100 C the separation takes place in the middle lamella whereas
at 80 C the fibers have been broken along the cell wall.
The measurements in this investigation have been focused on the internal
fibrillation, i.e. the structural breakdown of wood in fatigue. It is
shown that these structural changes, due to cyclic compression deformations,
are introduced with lesser amounts of energy consumed at 100 C than at
80 C. Due to the fact that the energy consumed in this process is a
large part of the total energy consumption, attention has to be focused
on its optimisation. The structural breakdown process is thus more
efficiently performed at higher temperatures than the optimum temperature
for fiber separation. It therefore seems probable that the fiber sepa
ration and the flexibi1ization should be carried out at different tempe
ratures in order to increase the efficiency of the refining processes.
Acknowledgements
The authors would like to extend their thanks to Mr Sune Karlsson for
his excellent contribution to computer programs as well as to the running
of the tests. Thanks are also due to Mr Petter Kolseth for valuable
comments on the manuscript as well as to Mr Anthony Bristow for linguis
tic revision. Financial support from "The National Swedish Board for
Technical Development" is gratefully acknowledged.
Literature cited
1. Van der Akker, J.A., "Energy considerations in the beating of pulp"
In "Fundamentals of Papermaking fibers". Ed. Bolam, F. Techn. S e c ,
British Paper and Board Makers Ass. 1958, p. 435.
2. Lamb, G.E.R., "Energy consumption in mechanical pulping", Tappi
45 (1962) No. 5, 364.

12
3. Atack, D., May, D., Morris, E.L. and Sproule, R.N., "The energy of
tensile and cleavage fracture of black spruce", Tappi 44 (1961)
No. 8, 555.
4. Stone, J.E., Scallan, A.M. and Abrahamson, B., "Influence of
beating on cell wall swelling and internal fibrillation", Svensk
Papperstidn. 71 (1968) No. 19, 687.
5. Atalla, R.H. and Wahren, D., "On the energy requirement in refining"
Tappi 63 (1980) No. 6, 121.
6. Nissan, A.H., Lectures on fiber science in Paper. Joint Textbook
Committee of the Paper Industry, Tappi, Atlanta, 1977.
7. Hoglund, H., Sohlin, U. and Tistad, G., "Physical properties of
wood in relation to chip refining", Tappi 59 (1976) No. 6, 144.
8. Vikstrom, B. and Hammar, L.-A., "Defibration in chemimechanical
pulping", Svensk Papperstidn. 82 (1979) No. 6, 171.
9. Becker, H., Hoglund, H. and Tistad, G., "Frequency and temperature
in chip refining", Paperi ja Puu 59. (1977) No 3, 123.
10. Marton, R., Tsujimoto, N. and Eskelinen, E., "Energy consumption
in thermomechanical pulping". Paper given at the Symp of Fundamental
Concepts of Refining, Appleton. Sept 16-18, 1980.
11. Stone, J.E., "The rheology of cooked wood. II Effect of temperature".,
Tappi 38. (1955) No. 8, 452.
12. Lagergren, S., Rydholm, S. and Stockman, L., "Studies on the
interfibre bonds of wood. Part I: Tensile strength of wood after
heating, swelling and delignification"., Svensk Papperstidn. 60
(1957) No. 17, 632.
13. Baldwin, S.H. and Goring, D.A.I., "The thermoplastic and adhesive
behaviour of thermomechanical pulps from steamed wood", Svensk
Papperstidn. 71, (1968) No. 18, 646.

13
14. Atack, D. and Heitner, C, "Dynamic mechanical properties of
sulphonated eastern black spruce", Pulp Paper Can., Trans. Techn.
Sec. 5 (1979) No. 4, TR 99.
15. Koran, Z. , "Energy consumption in mechanical fiber separation".,
Paper presented at the CPPA annual meeting 1980 in Montreal, Canada.
1981-12-01
NLS/ili/CB

14
Figure 1. The hysteresis loop; relation between stress and strain in a dynamic mechanical test with sinusoidally varying strain.
0 50 100 150 Temperature, °C
Figure 2 The dynamic elastic modulus for wood samples along and across the grain. For these samples that have not been steam treated before the test an irreversible softening is seen during the first rise in temperature.

0 20 50 100 150 Temperature, °C
Figure 3 Mechanical loss coefficient as a function of temperature for
samples across the grain that have not been steam treated
before the test.
Figure 4 Mechanical loss coefficient as a function of temperature for
steam-treated samples along the grain.
15

Figure 5. The loss modulus
E" for wood samples along
and across the grain.
0 50 100 150 Temperature, °C
Figure 6 Energy consumption per cycle as a function of strain amplitude
at various temperatures for tests in compression across the
grain.
16

17
(b)
Figure 7 Mechanical loss coefficient as a function of (a) stress and (b) strain amplitude for test on samples in compression across the grain at various temperatures. The stress is successively increased after about 200-500 cycles at each level and finally reduced to the initial stress level.

Figure 8 The permanent change of the elastic modulus as a function of
energy absorbed for fatigue tests in compression across the
grain at 100°C. Parameter is the stress range 2 oo.
Figure 9 Efficiency of the structural break-down process as a function
of energy absorbed for tests in compression across the grain
at 100 C, Parameter is the stress range 2s0 .
18

Figure 10 The permanent change of the elastic modulus as a function of
energy absorbed. The two temperatures 100°C and 80°C are
compared at the same energy consumption per cycle.
19

Paper IV

Simple stress-strain measurements on dry papers from —25°C to 250°C N. LENNART S A L M E N and ERNST L. BACK, Swedish Forest Products Research Laboratory, Stockholm
K E Y W O R D S : Tensile strength, Elastic strength, Stretch, Thermal properties, Glass transition temperature, Paper
S U M M A R Y : A method has been developed for determination of the stress-strain properties of dry paper at high temperatures. Such determinations can give useful information with respect to the mouldability of fluting in the corrugating process.
In this method the strength characteristics are measured within a few seconds in an environment of a pre-thermostated oil which does not affect the properties of the paper. The tensile strength and the modulus of elasticity appears to decrease about linearly from —25°C up to 170°C while the stretch at rupture increases slightly. Above 200°C for a fluting the modulus of elasticity decreases rapidly while the stretch increases considerably due to softening of the mate-rial.
The method can easily be used to estimate the glass transition for paper qualities under dry conditions.
• En metod har utvecklats for bestamning av spiinnings-tojningsegenskaper for torra papper vid hoga temperaturer , dvs upp till 250°C. Bestamningarna kan ge informationer om bl a formbarheten hos fluting i korrugeringsprocesscn.
Med denna metod mats papperets styrkeegenskaper inom nagra fa sekunder i en omgivning av en inert fortermosta-terad olja, som inte paverkar papperet. Brottlasten och elasti-citetsmodulen har befunnits minska linjart med temperaturen mellan —25° och 170°C, medan brottojningen okar nagot. Vid temperaturer over 200°C minskar elasticitctsmodulen snabbt, medan brottojningen exempelvis hos fluting okar be-tydligt, vilket tydcr pa mjukgoring av materialet.
Denna metod kan anvandas for att pa enkelt satt uppskatta glastemperaturen for papperskvaliteter i vattenfritt tillstand.
• Eine Methode zur Messung von Spannungs-Dehnungs-Eigenschaften fur trockene Papicre bei hohen Temperaturen bis auf 250°C ist entwickelt worden. Diese Messungen geben verwendbare Information iiber z.B. die Formbarkeit von Fluting-Papier.
In dieser Methode werden die Festigkeitscigenschaftcn in einigen Sekunden in einer Umgebung von vorerwarmten inerten Ol registriert, welche die Eigenschaften des Papiers nicht beeinflusst.
Der Bruchwiderstand und das Elastizitatsmodul hat eine lineare Abnahme zwischen —25°C und 170°C, wahrend die Bruchdehnung eine kleine Steigerung hat. Uber einer Tem-peratur von 200°C fiillt der Elastizitatsmodul sehr schnell ab, wahrend die Bruchdehnung bei Fluting-Papieren ansteigt, was einem Erweichen des Materiales entspricht.
Mit dieser Methode ist es moglich, die Glastemperatur von trockenen Papieren einfach zu ermitteln.
ADDRESS OF T H E A U T H O R S : STFI , Box 5604, S-114 86 Stockholm, Sweden.
In the corrugating nip, the fluting is softened under the influence of moisture and heat at temperatures around 150°C reached in the fluting. This makes it possible to form the desired corrugating profile. Absence of moisture will increase the softening temperature for the ligno-cellulosic material (1). One way of estimating the mould-ability of a paper is to study its modulus of elasticity versus temperature. Therefore a method has been developed which enables stress-strain measurements on dry paper up to 250°C. In this method a dry paper strip is quickly heated by a pre-thermostated oil and tested within 10 seconds.
At high temperatures there will occur some auto-cross-
linking of the cellulosic material (2). The rate of cross-linking increases exponentially with temperature. Below 250°C the reaction velocity is slow enough to permit testing periods less than 10 seconds without any significant influence on the dry stress-strain properties of the paper (3). The short testing period in the method presented thus minimizes the influence of auto-crosslinking as well as the influence of degradation of lignocellulosic material. It is made possible due to the good heat capacity of the oil and the rapid heat transport from the penetrating liquid to the solid paper.
Previously the modulus of elasticity has been measured at high temperatures with indirect methods, such as a torsional pendulum (4) and sonic pulse technique (5), but no direct measurements have been published for temperatures up to 250°C.
Apparatus
The equipment consists of a testing chamber connected to a temperature regulating oil bath. Fig. 1 shows the testing chamber which contains:
• two clamps for tensile tests of paper permitting a testing span of 100 mm. The upper clamp is movable
• a contact regulating thermometer • an additional heater • a control thermometer • outlets and inlets for oil and air.
The paper strip is inserted between the clamps in the chamber through a hermetically closeable door at the front of the chamber. The chamber space is only 1.5 litres which makes the filling time short. The contact surfaces of the paper clamps are either blasted or ground with cemented emery-cloth to prevent slipping. To fill up, circulate and empty the oil in the chamber, a circu-
Reprint from S v e r s k p a p p e r S t i d n i n g no. 6-1977 80 (1977) 178—183

lating pump is connected to the thermostatic bath. The oil must stand temperatures up to 250°C without degrading and its viscosity must allow pumping. It must not in any way affect the paper. The vapour pressure of the oil sets a limit to the temperature possible to apply because of endurable working conditions. Therefore, the ventilation around the apparatus must be efficient. It is suitable to use oils of different viscosities to cover the total temperature range up to 250°C. Silicone oil DC 200 (6) of the viscosity 20 mm2/s has been used for the temperature range —25° to +50°C, while the viscosity 50 mm2/s has been used to cover the range 20° to 170°C and the viscosity 350 mmVs from 150° to 250°C. However, if this oil is used frequently above 200°C, it has to be exchanged after a period of time because of degradation. To avoid this, a high temperature stable silicone oil DC 710(6) can be used.
Experimental procedure In order to improve the reproducibility, commercial papers to be tested were cycled twice between 45% and 90% relative humidity to remove most or part of the drying stresses. This was checked by measuring the hygro-instability (7). Handmade paper sheets were dried stress free between two blotting-papers. From these sheets strips were cut 150 mm long and 15 mm wide and dried at a temperature of 20°C over P205 according to the following two steps:
1. Appropriate number of samples two days in a desiccator.
2. Two days in a hermetically closed test tube above P2O5.-, one sample per tube.
No remaining moisture was detectable after this procedure according to drying tests (8) or Karl Fischer titration (9). After 30 seconds exposure in air of 15% r.h., 20°C the samples still showed a moisture content less than 0.5%. During the experiment the oil bath and the testing chamber were thermostated with the oil circulating. If temperatures less than 150°C were to be used, the oil was dried with anhydrous calcium sulphate, always present in the oil in small bags. The remaining moisture content in the oil could easily be checked by Karl Fischer titration (10). Care was taken to arrange for a relative humidity of the surrounding air as low as possible. The equipment thus was set up in a room of 15% relative humidity and 20° C.
The paper strip to be tested was quickly transferred from the test tube to the clamps and the chamber immediately filled with oil. The total time elapsed until the oil reached the paper was less than 30 seconds, normally 20 seconds, so that any water absorption would be very small. In an additional 10 seconds, normally in 5 seconds, the sample is totally submerged and the straining operation completed. The time for the sample to reach temperature equilibrium at 250°C has been measured to about 2 seconds. The stress-strain testing was performed at a constant strain rate in an universal tensile tester, type Alwetron TCT 20 (11).
Reliability and reproducibility of the method
The silicon oil used has been tested for its influence on paper properties. For three different dry papers, a kraft sack paper of 114 g/nr, a fluting A of 112 g/nf and a fluting B of 112 g/m8, the dry stress-strain characteristics in air and oil have been compared at 20°, 45° and 90°C. Fig. 2 and table 1 show that no significant difference can be detected between testing conditions in oil
Table 1. Stress-strain characteristics and their 95% confidence intervals based on ten strips, for dry papers in oil respectively air at 20°, 45° and 90°C. Strain rate 1.7 • W-3/s(0.l7%/s).
Fig. 2. Stress-strain diagrams for fluting A of 112 g/m2 in the machine direction surrounded by oil and air respectively at different temperatures. Strain rate 1.7 • 10 Vs (0.17%/s). Mean curves based on six strips.
179

Table 2. Stress-strain characteristics and their 95% confidence interval based on six strips, for dry paper a fluting B of 112 g/m' in MD in oil at different wetting periods (upper part of table) and at different heating periods (lower part of table). Strain rate 1.7 • 10~s/s (0.17%/s).
Tests have also been made in silicon oil, both after 10 seconds and 5 minutes of thermostating at 45° and 150°C with identical results, which is obvious from the upper part of table 2.
From the time the paper strip is removed from the drying test tube until it is totally wetted by the oil, it has the possibility of absorbing moisture during a short period of time, usually 20 seconds, in air of 15% r.h., 20°C. This period, however, is so short that the resulting moisture content in the papers becomes less than 0.5%. The papers are also further dried in the oil, because a drying agent is added if the temperature used is less than 150°C. Thus the negligible amount of water present could not appreciably affect the stress-strain properties which may be accepted as valid for dry paper (12).
At high temperatures some degree of auto-crosslinking of cellulose and hemicellulose always occurs, resulting in an increasing modulus of elasticity and, to a lesser degree, an increasing tensile strength while the stretch at rupture will decrease (13).
The influence of auto-crosslinking was determined by a comparison performed at 190°C after 5 seconds and 60 seconds, and at 250°C after 5 seconds and 15 seconds of thermostating in the oil. The lower part of table 2 shows no significant difference on the dry stress-strain properties for these different heating periods. Therefore, in this method the effect of crosslinking as well as the effect of any degradation of the ligno-cellulosic material can be neglected when the total testing period is maximum 10 seconds in the oil for temperatures up to 250°C.
The standard deviation expressed as the coefficient of variation of the tensile strength, of the stretch at rupture and of the modulus of elasticity is rather constant over the whole temperature range from —25° to 250°C, as shown in fig. 3. The coefficient of variation is also of the same magnitude as that found in normal stress-strain testing of paper (3). Obviously, the coefficient of varia-
-50 0 100 200 °C temperature
Fig. 3. Coefficient of variation versus temperature for tensile strength, triangels, stretch at rupture, squares and modulus of elasticity, rings, of fluting B of 112 g/m2 based on six strips per temperature. Strain rate 1.7 • 10-Vs (0.17%/s).
tion is somewhat larger for the stretch at rupture than for the other two parameters.
The dependence of the stress-strain curve on temperature The influence of temperature on the stress-strain characteristics of dry paper was investigated between —25 °C and +250°C. The following results refer to the machine direction, MD, and the cross direction, CD, of one quality of fluting of 112 g/m2. As it could be expected the stress-strain curves were greatly influenced by the temperature. This is illustrated in fig. 4. The curves can be
Fig. 4. Stress-strain diagrams of a dry fluting of 112 g/m2 in the machine direction at different temperatures. Strain rate 1.7 • 10-3 /s (0.17%/s). Mean curves based on six strips at each temperature.
180

Fig. 5. Tensile strength, stretch at rupture and modulus of elasticity versus temperature for a dry fluting of 112 g/m2. In the machine direction, one strip for each marking and in the cross direction, a mean curve based on one strip for each 2°C. Strain rate 1.7 • 10Vs (0.17%/s).
connected at their points of rupture to a failure envelope (14), which might be a suitable way of comparing different papers when subjected to stress at different temperatures.
The tensile strength and modulus of elasticity will decrease when the temperature is increased. Anderson and Berkyto (12) have earlier determined the stress-strain properties of dry paper in nitrogen atmosphere between —50 and + 150°C. In their study, they presented a linear decrease of the tensile strength and of the modulus of elasticity respectively versus the temperature. This is in line with the results of our measurements, shown in fig. 5, where an approximate linearity up to 170°C is indicated although deviations can be noticed. The stretch at rupture increases sligthly in MD and doubles in CD up to 200°C. The slow decrease with tem-perature of the clastic modulus is something that nor-mally occurs for glassy polymers (15).
Above 200°C there is a marked decrease of the mod-ulus of elasticity in MD, which according to theories applicable to polymers resembles the effect of a glass transition, i.e. a softening of the glassy polymer (15). This decrease is smaller than that of amorphous poly-mers, which is understandable since the chrystalline cel-lulose in the paper does not transform at this tempera-ture. The softening is also seen in the stretch at rupture which increases considerably above 220°C both in MD and CD, while the tensile strength decreases slightly more at temperatures above than below 200°C .
In normal stress-strain testing of paper, the tensile strength increases with an increase of the strain rate. The modulus of elasticity sometimes increases as well, depending on paper and the span used, while the stretch at rupture is rather unaffected (16, 17).
These relations have been found similar over the whole temperature range. Fig. 6 shows this for the elastic modulus.
Above the glass transition, however, the stretch at rupture increases, with increasing strain rate. This effect
Fig. 6. Modulus of elasticity versus temperature at different strain rates for a dry fluting of 112 g/m3 in the machine direction based on six strips for each temperature interval of 100C.

could be due to the auto-crosslinking reactions occurring during the longer testing times. For the modulus of elasticity, which is always determined at testing times less than 10 seconds, these reactions will have no effect.
According to the results obtained the method presented can be used for the estimation of the glass transition of dry paper. Such direct stress-strain measurements are also useful for the evaluation of the strength and stretch of paper at high temperatures, where such knowledge is valuable. Results for different paper qualities will be discussed in a following paper.
Determination of the glass transition
The glass transition temperature is of interest since at this temperature a paper softens more significantly and therefore, for example, becomes more mouldable. Many polymer properties change their temperature derivative at the glass transition temperature. In this investigation the glass transition is defined as the inflection point of the rapidly descending S-formed curve of the modulus of elasticity versus temperature (18).
For the estimate of the glass transition of papers, three testing conditions have to be considered, the strain rate, the fiber orientation in the sheet and the distribution over the chosen temperature Interval of the number of strips to be evaluated. It has been mentioned earlier, that an increasing strain rate increases the modulus of elasticity and that the change in the modulus of elasticity around the glass transition becomes more distinct, as shown in fig. 6. In the machine direction of a paper, the change in the modulus of elasticity with temperature is greater than in the cross direction (5). Fig. 7 shows that it would be of advantage to use the machine direction for evaluating the glass transition. This might be due
150 200 250 °C
temperature
Fig. 7. Modulus of elasticity versus temperature for different testing series of a dry fluting of 112 g/m2. Strain rate 1.7 • 10-3/s (0.17%/s).
182
0 100 200 °C temperature
Fig. 8. Temperature derivative of modulus of elasticity versus temperature for a dry fluting of 112 g/m- in the machine direction based on one strip for each 2°C. Strain rate 1.7 • 10-;7s (0.17%/s).
to the higher elastic modulus in the machine direction partly caused by dried in stresses, which presumably are released to a larger extent above the glass transition of the paper.
To determine a suitable distribution of tests over the temperature interval, two series were compared, one with one paper strip for each 2°C, and one with six paper strips every 10°C. For the last series, as stated above, the standard deviation of the measurements was similar to that of normal tensile tests of paper i.e. a coefficient of variation of 4 to 6%. This means that the absolute value of the standard deviation decreases with the temperature determinations of the modulus of elasticity and the tensile strength but increases with the temperature as far as stretch at rupture is concerned. Fig. 7 indicates that the glass transition can be more easily estimated if the test strips are distributed one by one with small temperature intervals. This is clearly shown in fig. 8, where the temperature derivative of the modulus of elasticity above 200°C shows a peak at the glass transition. This derivate is calculated successively from a linear regression of the modulus of elasticity versus temperature, over 20 following tests, with use of a dator.
The stretch at rupture, presented in fig. 5 versus temperature increases rapidly above 220°C both in MD and CD, also indicating the glass transition. The temperature derivative of the stretch at rupture, calculated as above, has a large peak at the same temperature as the modulus of elasticity and also nearly the same curvature, although the correlation at low temperatures is less pronounced. These both temperature derivative curves indicate two secondary transitions previously reported. These transitions are, however, according to Klason and Kubat (19), induced by small amounts of residual water. From all these results for the 112 g/m2 fluting B the glass transition is estimated to 220° C.
Accordingly, the best way to estimate the glass transition is from stress-strain measurements in the machine direction at a high straining rate and with one strip each at small temperature intervals, evaluating both the modulus of elasticity and the stretch at rupture.

References 1. Goring, D. A. L.: Thermal softening of lignin, hemicel-
lulose and cellulose. Pulp Paper Mag. Can. 64 (1963) 12, T-517.
2. Back, E. L.: Thermal Auto-Crosslinkine in Cellulose Material. Pulp Paper Mag. Can 68 (1967) 4, T-165.
3. Stenberg, E., Back. E. I..: Vatforstyvning genom varme-bchandling av lopande pappcrsbana. Del 1. Inverkan pa euenskaper hos kraftliner i vatt och torrt tillstand. Medd. Svenska Triiforskningsinst. B.164 (1973).
4. de Ruvo, A. et al.: The influence of temperature and humidity on the elastic and expansional properties of paper and the constituent fibre. Medd. Svenska Triiforskningsinst. 13:183 (1973).
5. Back, E. L.. Didriksson, E. 1. E.: Four secondary and the glass transition temperatures of cellulose, evaluated by sonic pulse technique. Svensk Papperstidn. 72 (1969) 687.
6. Dow Corning 200 fluid. Dow Corning Internat ional Ltd., Brussels, Belgium.
7. SCAN-P 28:69. Dimensions-hygroinstabilitet hos papper och papp. Svensk Papperstidn. 72 (1969) 411.
8. SCAN-P 4:63. Fukt i papper och papp. Svensk Papperstidn. 66 (1963) 6.
9. Mitchell. J. Jr.: Determination of moisture in native and processed cellulose. Ind. Eng. Chem., Anal. Ed. 12 (1940) 390.
10. Almy. E. G.. Griffin. W. C, Wilcox, C. S.: Ind. Eng. Chem. Anal . Ed. 12 (1940) 392.
11. Alwetron, T C T 20. Lorentzen & Wett re , Stockholm, Sweden.
12. Andersson, O., Berkyto, E.: Some factors affecting the stress-strain characteristics of paper. Svensk Papperstidn. 54(1951) 437.
13. Stenberg, E., Back, E. L.: Vatforstyvning genom varme-behandling av lopande pappersbana. Del 2. Egcnskaper hos behandlad fluting. Medd. Svenska Traforskningsinst. B.191 (1973).
14. Smith, J. P.: J. Polymer Sci. Al (1963) 3597. 15. Meares, P.: Polymers structure and bulk properties. Van
Nostrand Co. Ltd., London (1967). 16. Malmberg, B.: Remslangd och tojningshastighet vid
spannings-tojnincs-matning pa papper. Svensk Papperstidn. 67 (1964) 690.
17. Gdttsching, L.: Das Festigkeitsverhalten von Papier unter statischer und dvnamischer Beanspruchung. Papper och Tra 9 (1970) 535."
18. Mercier, J. P.: Glass transition temperature . J. of Paint Techn. 43 (1971) 561.
19. Klason. C, Kuhat, J.: Thermal transitions in cellulose. Svensk Papperstidn. 79 (1976) 494.
(Manuscript received September 30. 1976)

Paper V


Effect of temperature on stress-strain properties of dry papers N. LENNART SALMEN and ERNST L. BACK, Swedish Forest Products Research Laboratory, Stockholm
KEYWORDS: High temperature tests, Low temperature tests, Paper grades, Rupture work, Stress strain properties, Tensile strength.
SUMMARY: The influence of temperature on the tensile stress-strain properties of dry papers has been evaluated in the range of —25° to +250°C. The tensile strength appears to decrease linearly with temperature up to 200°C and for all papers investigated with approximately 0.3% per °C. A linear decrease with temperature has also been found for the logarithm of the modulus of elasticity up to 200°C, with for all papers investigated about equal slope of 0.0031 per °C in accordance with a theory of Nissan.
The thermal softening of the dry papers can be noticed in the modulus of elasticity above 220°C especially for the papers of higher pulping yield. For these papers there is also a pronounced increase in the stretch at rupture, accompanying this softening.
The most characteristic difference between papers of different chemical composition is in the failure envelope, i.e. the line connecting the points of rupture of the stress-strain diagrams over the temperature range.
• Tempcraturens inverkan pa spannings-tojningsegenskaper-na hos hclt torra papper har studerats i temperaturintervallet fran —25° till +250°C. Harvid har dragstyrkan befunnits minska linjart med temperaturen upp till 200°C med ungefar 0,3 % per °C for alia papper. Upp till 200°C minskar aven logaritmen for elasticitetsmodulen linjart med temperaturen och med nastan samma lutning for alia har undersokta papper i cnlighet med en teori av Nissan. Over 220°C framgar av elasticitetsmodulen den termiska mjukningen av de torra papperen, speciellt de av hogt utbyte. For dessa papper note-ras ocksa samtidigt en betydande okning i brottojning, vilken atfoljer mjukningen.
Den mest karakteristiska skillnaden mellan papper av olika kemisk sammansattning ligger i den s k granskurvan for brott, dvs den linje som over hela tcmperaturomradet sam-manbinder brottpunkten i belastnings-tojningsdiagrammen.
• Dcr Einfluss dcr Tempcratur auf die Spannungs-Deh-nungs-eigenschaften von trockenen Papieren ist fur das Tem-peraturintervall von —25° bis +250°C untersucht worden. Es zeigt sich, dass die Bruchspannung mit der Temperatur bis 200°C linearen abnimmt mit ungefahr 0.3% per °C fiir alle Papicre. Bis 200°C fallt auch der Logarithmus des Elastizi-tatsmoduls fiir die Papiere gleichartig lineare ab.
Uber 220°C zeigt der Elastizitatsmodul der trockenen Papiere von eine Erweichung des Materiales. Diese ist merk-bar speziell fur Papiere von hoher Ausbeute. Solche Papiere bekommen auch eine bedeutende Steigerung von der Bruch-dehnung durch die Erweichung.
Ein karaktaristischer Unterschied zwischen Papieren verschicdener chemischer Zusammensetzung ist die umfas-sende Bruchgrenzkurve, dass heisst die Linie die die Bruch-stelle der Spannungs-Dehnungs-kurven uber das untersuchte Temperaturbereich zusammenbindet.
ADDRESS OF THE AUTHORS: STFI, Box 5604, S-114 86 Stockholm, Sweden.
Due to experimental difficulties the influence of the temperature on physical properties of paper has not been adequately studied even though the temperature is important in many operations such as the corrugating of fluting, the filling of paper sacks with hot cement, storage of frost packings and maintaining paper strength in the drying section.
In this report the stress-strain characteristics of dry papers are given for the interval from — 25°C to
Fig. 1. Stress-strain diagrams of a dry NSSC fluting of 112 g/nr in the machine direction, MD, and the cross direction. CD. Strain rate 1.7 • 10-Vs (0.17%/s). Mean curves based on six strips at each temperature.
+ 250°C. The method used is based on direct heating or cooling of the dry paper in an inert pre-thermostatcd silicon oil. The period of heating is so short that the influence of cross-linking or degradation reactions even at 250°C is negligible (1).
Influence on stress-strain curves, "failure envelopes"
The temperature exerts a considerable influence on the mechanical properties of paper as well as on other materials. This is illustrated in fig. 1, where the tensile properties of a NSSC fluting is shown both in the machine and in the cross direction. It is evident that the tensile strength and the modulus of elasticity are greatly reduced in both directions when the temperature is increased from —25 °C to +250°C.
The influence of temperature is better visualized if the points at rupture are connected to form a failure envelope (2). This is illustrated in fig. 2 for different papers: kraft sack paper, NSSC fluting, paper made from thermomechanical pulp, and machine-glazed sulphite paper. The yields and chemical compositions of the pulps from which the different papers were made are given in table 1. Apparently there are significant differences between these papers, especially in the values of the stretch at rupture as a function of the temperature. The two papers of the highest pulping yield and with a high lignin content show a marked increase in the stretch at rupture above 220°C, while the modulus of elasticity decreases more rapidly above than below this tempera-
Reprint from S v e n s k papperstidning no. 10-1978 81 (1978) 341—346

Fig. 2. Failure envelopes of dry papers: a kraft sack paper of 114 g/ma, a NSSC fluting of 112 g/m2, a machine-glazed, MG, sulphite paper of 78 g/nr and hand sheets of spruce thermo-mechanical pulp, TMP, of 150 g/m2. The papers are tested in the machine direction at a strain rate of 1.7 • 103/s (0.17%/s) and for the TMP-paper at 5.0 • 10-3/s (0.50%/s).
ture. This should be indicative of the softening of amorphous components in these papers. The papers of low pulping yield have too high a content of crystalline material for such pronounced softening of amorphous polymer material to appear.
Table 1. Pulping yield and relative composition of the papers investigated.
The effects of lignin and amorphous carbohydrates in this respect will be treated in some detail in a following paper.
Thus, the effect of temperature on the mechanical properties of papers seems mainly to be a function of the composition of the paper. This may again be illustrated in fig. 3 both by comparing stress-strain curves for two papers similar in chemical composition, a kraft sack paper and a kraft liner in the machine direction and by comparing stress-strain curves for NSSC fluting in the machine and cross directions respectively, in both cases with temperature as parameter. The temperature dependence is similar. For the kraft papers the failure
Fig. 3. Comparison of failure envelopes of dry papers of similar chemical composition: a kraft liner of 110 g/m3
compared with a kraft sack paper of 114 g/m2 both tested in the machine direction, a NSSC fluting of 112 g/m' tested in the machine and in the cross direction, MD and CD respectively.
342
Cotton linters
Kraft sack paper (Pinus silvestris)
Kraft liner (Pinus silvestris)
Machine-glazed sulphite paper (Picea abies)
Fluting (mainly Be tula verrucosa)
Thermomechanical pulp, spruce (Picea abies)
Thermomechanical pulp,
(Populus tremuloides)
46
48
~ 5 2
80
~ 9 5
~ 9 4
100
77
76
74
48
46
50
16
16
17
29
25
27
7
8
9
23
29
23
Paper Pulping Composition % Yield Cellulose Hemicel- Lignin % lulose

Fig. 4. Tensile index versus temperature for dry papers: isotropic hand sheets of cotton linters of 100 g/m2 and of a spruce thermomechanical pulp, TMP, of 150 g/m2, a kraft liner of 110 g/m2 and a machine-glazed, MG, sulphite paper of 78 g/nr. The kraft liner and the sulphite paper are tested in the machine direction.
envelopes are about parallel, with the kraft sack paper showing highest stretch at rupture. The failure envelope for paper made from cotton linters displays about the same temperature dependence as that of papers made from low yield pulps.
Effect on tensile strength
The tensile strength of dry papers decreases monotonously as the temperature increases from —25°C to 250°C. In the glassy state, i.e. for the dry papers below 200°C, a linear relation is found between tensile strength and temperature for all papers investigated in this work. This is illustrated in jig. 4 for papers made from cotton linters and from thermomechanical pulp, for kraft liner and a machine-glazed sulphite paper.
A linear relationship between tensile strength and temperature for dry papers has previously been reported
for a few papers in the interval from —50°C to +150°C (3).
Theoretically, fracture under load in polymer solids can be described as a thermally activated process (4), also found experimentally for creep measurements on board (5) and papers (6). Thus the tensile strength should be inversely proportional to the temperature, in agreement with the results of fig. 4.
The relative decrease in strength based on the value at 20°C and given in table 2 is nearly the same for all papers investigated, varying from 0.25 to 0.35% per °C. Above 200°C the tensile strength for the papers listed which still can be subjected to a high stress deviates from the linear relationship and the rate of reduction increases. This is perhaps an effect of chain or fiber pull out or a combined effect of such occurrence which has a tendency to take place near or above the softening temperature of the amorphous bonding material (7).
Effect on tensile energy absorption
The influence of temperature on the tensile energy absorption (TEA) of dry papers cannot easily be generalized. Table 3 shows that the TEA decreases with the
Table 3. Tensile energy absorption of dry papers at different temperatures.
Cotton linters Kraft sack paper, MD Kraft liner, MD Machine-glazed sulphite paper, MD Fluting, MD Fluting, CD Thermomechanical pulp, spruce Thermomechanical pulp,
Average coefficient of variation 10%.
Table 2. Tensile properties of dry papers and their temperature dependence.
1.7 24.0 1.20 1.7 87.6 5.0 86.0 1.7 92.3 1.7 76.2 1.7 31.6 5.0 43.6 5.0 29.5
4.95 5.13
10.53 4.56 1.80 1.99 1.54
3.50 2.12 1.77 0.93 1.08 1.28 2.07 2.16
0.32 0.29 0.26 0.35 0.25 0.25 0.27 0.33
2.9 3.1 2.8 2.5 3.2 3.5 3.2 3.7
Average for papers tested: 0.29 3.1
Cotton linters Kraft sack paper, MD Kraft liner, MD Machine-glazed sulphite paper, MD Fluting, MD Fluting, CD Thermomechanical pulp, spruce Thermomechanical pulp, aspen
65 117 98
39 50 28
90
59
— 110 89
24 49 35
99
52
30 82 76
14 48 35
94
40
30 54 54
7 40 33
79
34
30 31 23
3 30 28
90
35
Strain Dry properties at 20° C Relative decrease d(1nE)/dT rate in strength, based ( — l 0 - 3 / C ) (10 -3/s) Tensile Modulus of Stretch at on strength at 20°C
index elasticity rupture (%/ oC) (Nm/g) (GPa) (%)

temperature for papers produced from low yield pulps, but there is a difference between the papers. High yield pulps appear to imply a nearly constant TEA, even though for some of these papers a small maximum in the lower temperature range can be noticed. For the papers made from thermomechanical pulps the TEA even increases above 200°C.
The effect of temperature on the TEA has previously been described for kraft liner with constant moisture content by Benson (8). He reported a relatively large decrease in TEA from 15.5°C to 48.9°C in the RH range of 50 to 65%. On the other hand, Wink (9) has found that under almost identical conditions the TEA has a small maximum in this temperature range, based on the average change in TEA for five different papers: kraft, rag, sulphite and two newsprints.
Effect on stretch at rupture
The temperature, as well as the moisture content (3), has a greater effect on the stretch at rupture in the cross direction. CD, than in the machine direction, MD. The pronounced difference of the effect of temperature in the different paper directions is illustrated in fig. 5 showing the results obtained for fluting in MD and CD. At —25°C the stretch at rupture in these directions is equal.
Above 200°C papers made from high yield pulps show a pronounced increase in the values of the stretch at rupture, not noticeable when low yield pulps are used, and probably due to the softening of amorphous components. This is exemplified in fig. 5 referring to a paper made from thermomechanical pulp. The stretch at rupture for papers made from pulps of a low yield decreases monotonously for an increasing temperature from a maximum in the range of 50° to 120°C, at least in the machine direction. This is shown for a kraft liner in the
same figure. Since the stretch at rupture is determined by the tensile strength, and the modulus of elasticity obtained and also by the plastic properties, which all vary with temperature, a general rule for the effect of temperature on the stretch at rupture cannot be established on the tested material.
Effect on the modulus of elasticity
In the glassy state the modulus of elasticity for most polymers will slightly decrease with increasing temperature. The linear relationship in the Hookean part of the stress-strain curve is in the glassy state explained as depending on an instantaneous shift of the segments of the polymer from their potential energy minima, when stress is applied to the polymer. As this is an energy activation process it explains the reduction in the modulus when the temperature is increased (10).
For a few dry papers Andersson and Berkyto have reported a linear reduction in the modulus of elasticity versus temperature between —50°C and 150°C (3).
In the data presented here the temperature dependence of the modulus of elasticity can be said to be fairly linear up to 200°C for all the papers tested, although the lines are slightly concave upwards. Above 200°C indications of softening can be seen. This is illustrated in fig. 6 where four different papers, a paper made from cotton linters, a kraft liner, a NSSC fluting and a machine-glazed sulphite paper are compared. However, in the region below 200°C a nearly linear correlation is obtained if the natural logarithm of the
Fig. 5. Stretch at rupture versus temperature for dry papers: a NSSC fluting of 112 g/m2 tested in the machine direction, MD, and the cross direction, CD, a kraft liner of 110 g/m2
tested in MD and isotropic hand sheets of a spruce thermomechanical pulp, TMP, of 150 g/m2.
Fig. 6. Modulus of elasticity versus temperature for dry papers: isotropic hand sheets of cotton linters of 100 g/m2, a kraft liner of 110 g/m3, a fluting of 112 g/m2 and a machine glazed, MG, sulphite paper of 78 g/m2. The last three papers are tested in the machine direction.

modulus of elasticity, In E, is plotted against the temperature. This is in agreement with the theoretical predictions by Nissan derived from the stress-strain dependence for a hydrogen-bonded solid (11). He estimated the relative change in the modulus of elasticity d (In E)/ dT for cellulosic material to be between 2.1 • l0-3 and 6.3 • 10-3 considering physical properties of cellulose and its derivatives. The results obtained on papers investigated here agree well with these predictions giving on the average d (In E)/dT = 3.1 • 10-3 as illustrated in table 2 and fig. 7.
Roughly, the relative change in the modulus of elasticity dE/dT for dry papers could be estimated to be between 0.20 and 0.30% per °C which is of the same magnitude as estimated for the shear modulus of some dry papers by de Ruvo et al. (12) and for the tensile modulus by Andersson and Berkyto (3).
The softening of dry papers, secondary transitions
It was mentioned before that the softening of dry papers occurring above 220°C is reflected in an increased decline in the modulus of elasticity with the temperature. For papers with a large content of amorphous material an increase in the value of the stretch at rupture, (i.e. in the breaking elongation), is also noticeable in the range where the modulus of elasticity falls off rapidly, i.e. in the range above 220oC.
In fig. 8 the natural logarithm of the modulus of elasticity in the softening area is given for a few dry papers, a kraft sack paper, a machine-glazed sulphite paper, a NSSC fluting and a paper made from thermo-mechanical pulp. For all these papers the modulus of elasticity falls off noticeably above 220°C. For the fluting another pronounced decrease in modulus is also seen, starting at 200°C.
The softening between 220° and 240 °C is in agreement with the previously reported evaluations of a glass transition temperature of cellulose at about 230° C (13,
Fig. 8. The natural logarithm of the modulus of elasticity versus temperature between 150° and 250°C for dry papers: a machine-glazed, MG, sulphite paper of 78 g/m2, a NSSC fluting of 112 g/m2, a kraft sack paper of 114 g/m2 and hand sheets of spruce thermomechanical pulp, TMP, of 150 g/m3. The first three papers are tested in the machine direction at a strain rate of 1.7 • 10-3/s (0.17%/s) and the hand sheets of thermomechanical pulp at a strain rate of 5.0 • 10-3/s (0.50%/s).
14, 15). A softening around 205°C for papers from pulps of a low yield has been indicated in some earlier work (15). The softening measured for the fluting will be discussed in a following paper.
The measurements reported herein do not definitely indicate other secondary transitions. According to a proposal by Klason and Kubat (16), such transitions previously reported at room temperature and 100°C are induced by small amounts of residual water.
Experimental The tensile tests were performed in a universal tensile tester, type Alwetron TCT 20 (17). The paper strips were clamped in and then heated to the measuring tern perature directly by an inert pre-thermostated silicon oil within a few seconds, as described (1). The papers were dried for several days over P 2 0 5 at 20°C before testing, resulting in almost completely dry papers, that is a moisture content less than 0.5%.
The stress-strain testing was performed at constant strain rate selected for different papers as 1.7 • 10-3 or 5.0 • l0-3 per second as listed in table 2 in order to complete the testing within 10 seconds. Thus auto-crosslink-ing at high temperatures could be avoided and an accurate evaluation of the stress-strain diagram was possible. The difference in the strain rates used has no significant influence on the relative properties of the papers or their softening temperatures (1).
345

The testing span was 100 mm and the width of the paper strips 15 mm. To improve reproducibility, part of the dried-in stresses were removed by cycling the commercial papers twice between 45% and 90% relative humidity. Hand sheets were made isotropic and dried mainly stress-free between two blotting-papers. The stress-strain properties were tested over the temperature range with approximately one strip at each 2°C. The modulus of elasticity is here based on the dry thickness of the paper at 20°C.
The chemical composition of the papers were analysed and calculated according to a procedure outlined by Aurell and Harder (18, 19) .
Acknowledgements
The authors wish to express their thanks to Mrs. Senada Angelova for a very good and patient experimental assistance.
References 1. Salmen, N. L., Back, E. L.: Simple stress-strain measure
ments on dry papers from —25°C to 250°C. Svensk Papperstidn. 80(1977) 178.
2. Smith, J. P.: Ultimate tensile properties of elastomers. I. Characterisation bv a time and temperature independent failure envelope. J. Polymer Sci. A 1 (1963) 3597.
3. Andersson, O., Berkyto, E.: Some factors affecting the stress-strain characteristics of paper. Svensk Papperstidn. 54(1951)437.
4. Zhurkov, S. N.: Kinetic concept of the strength of solids. Intern. J. Fracture Mechanics. 1 (1965) 311.
5. de Ruvo, A., Lundberg, R.: Livslangd for kartong under konstant belastning och varierande klimatbctingelser. Medd. Svenska Traforskningsinst. B: 131 (1972).
6. Guthrie, J. L., Fulmer, G. E.: Characterization of saturated cellulosic webs by the creep failure method. Tappi 52(1971)2181.
7. Llovd, B. A., Devries, K. L., Williams, M. L.: Fracture behavior in nylon 6 fibers. J. Polymer Sci. A-2 (1972) 1415.
8. Benson, R. E.: Effects of relative humidity and temperature on tensile stress-strain properties of kraft linerboard. Tappi 54 (1971) 699.
9. Wink, W. A.: The effect of relative humidity and temperature on paper properties. Tappi 44 (1961): 6, 171A.
10. Meares, P.: Polymers structure and bulk properties. Van Nostrand Co. Ltd., London (1967).
11. Nissan, A. H.: The rheological behaviour of hydrogen-bonded solids. Trans. Faraday Soc. S3 (1957) 710.
12. de Ruvo, A., Lundberg, R., Martin-Lof, S., Soremark, C: Influence of temperature and humidity on the elastic and expansional properties of paper and the constituent fibre. Paper presented at the British Paper and Board Makers Association Cambridge symposium 1973. Technical Section 785 (1976).
13. Goring, D. A. L.: Thermal softening of lignin, hemicel-lulose and cellulose. Pulp Paper Mag. Can. 64 (1963) 12, T-517.
14. Naimark, N. J., Fomenko, B. A.: Glass transition temperature of cellulose. Vysokomol. Soyed. B 13 (1971) 45.
15. Back, E. L., Didriksson, 'E. I. E.: Four secondary and the glass transition temperatures of cellulose evaluated by sonic pulse technique. Svensk Papperstidn. 72 (1969) 687.
16. Klason, C, Kubdt, J.: Thermal transitions in cellulose. Svensk Papperstidn. 79 (1976) 494.
17. Alwetron, TCT 20. Lorentzen & Wettre, Stockholm, Sweden .
18. Aurell, R.: Kraft pulping of birch. Part 1. The changes in the composition of the wood residue during the cooking process. Svensk Papperstidn. 67 (1964) 43.
19. Aurell, R., Hartler, N.: Kraft pulping of pine. Part 1. The changes in the composition of the wood residue during the cooking process. Svensk Papperstidn. 6S (1965) 59.
(Manuscript received A ugust 19, 1977)
346

Paper VI
Salmdi - 10


Transactions of the Technical Section
Volume 5, No. 3 September, 1979
Thermal Softening of the Components of Paper: Its Effect on Mechanical Properties by N. LENNART SALMEN
In order to investigate the fluence of softening and interactions between the chemical component: of paper, the temperature dependence of the modulus of elasticity for various dry papers was studied up to 250° C. It is suggested that cellulose, hemicel-lulose and lignin act as separate components in the composite material of paper with glass transition temperatures of 230°C for cellulose, 205°C for lignin and 165°C to 175°C for the hemicelluloses. The cellulose component is interpreted to be the main stress-transferring element in paper.
N. Lennart Salmen, Swedish Forest Products Research Lab. Stockholm, Sweden: now with PPR1C, 570 St. John's Blvd., Pte. Claire, Que. H9R 3J9
Since the softening at the glass transition temperature is of great importance for the mechanical properties of polymers, it has lately also been studied in cellulose containing materials. Most authors have studied the isolated components, or some modifications of these, in order to understand the behaviour of wood and pulp. Glass transition temperatures for the individual components have thus been reported, for cellulose 220-250°C (1,2,3,4), for some modified hemicel-luloses 165-215°C (1,2,4,5) and for some modified lignins 135-235 C somewhat dependent on the molecular weight( 1,4,5,6).
However, in a composite material such as paper, the softening of the individual components may be greatly influenced by structural factors. This paper reports measurements of the temperature dependence of the properties of dry wood and paper under tensile stress, carried out in order to understand the interaction of their components. The results are discussed in relation to the material as a composite of cellulose, amorphous
and crystalline, hemicellulose and lignin. The softening of the materials has been evaluated by analysis of the modulus of elasticity and of the flow properties from tensile measurements on dry strips of the material at different temperatures from 20° to 250°C.
Previously, the softening in the dry wood or paper material has not been studied much. Measurements by Back & Didriksson(7) on dry paper of cotton linters and bleached kraft, reveal a glass transition temperature of 230°C with some minor indications of softening at lower temperatures. Various measurements by Goring(l) on powder of spruce sulphite pulp and kraft pulp, by Baldwin and Goring(8) on powder of untreated and steam-cooked aspen poplar, white birch and black spruce chips, exhibit a softening only when dry at 230°C to 250°C, while Kawakami et al (9) report a softening of powder of makanba wood at 260 C. Measurements on single dry bleached sulphite fibres in torsion by de Ruvo and Brehde(lO), showed a slight increase in the logarithmic de-

crement at higher temperatures, which they attribute to a gradual softening of amorphous carbohydrates above 180°C. The transitions at room temperature and 100°C previously reported in the literature for paper are probably, according to Klason and Kubat(ll), induced by small amounts of residual water.
BACKGROUND - GLASS TRANSITION IN MIXED POLYMER SYSTEMS
The glass transition temperature is the temperature at which an amorphous polymer changes from a hard glassy form into a rubbery form, which results in a large softening and is therefore of great technical importance. This glass transition of a polymer is influenced by many structural factors. Among the most important ones are the average molecular weight, the crystallinity and the microscopic arrangement in a composite material.
For polymers in general, it has empirically been established that the glass transition temperature, Tg, increases with average molecular weight, Mn, up to a temperature, Tg at infinite molecular weight:
Tg = Tg° - K/Mn
where K is a characteristic constant for each polymer(12).
The behaviour is explained by Nielsen(12) as being due to free chain ends which introduce extra free volume by disrupting the packing of the molecules. This relation has been verified for cellulose by Alfthan et al on oligosaccharides of different chain lengths(2). For amorphous cellulose, Alfthan et al calculated the limiting glass transition temperature, Tg°, to be 217°C. The relation found also shows that a reduction in the degree of polymerisation for cellulose to 100 glucopyranose units reduces the glass transition temperature by less than five degrees.(2)
The crystallinity of the polymer normally affects the glass transition temperature only slightly. An increase in the glass transition temperature with increasing crystallinity, which has sometimes been noticed, has been attributed by Nielsen(12) to a shortening of the amorphous chain segments between crystallites. For cellulose, the difference between the calculated 217° C for amorphous cellulose(2) and the measured 230-250°C for partly crystalline cellulose (1,3,4) might partly be related to the effect of crystallites.
However, the crystallinity has a pronounced effect on the extent of
softening. Softening takes place only in the amorphous regions of the polymer and therefore, above the glass transition temperature, crystallites act as rigid fillers in a soft amorphous matrix. The extent of softening at the glass transition temperature is therefore rapidly reduced as the degree of crystallinity increases(12), which is very obvious for cellulose.
In a multicomponent material, the structure of the composite greatly influences the extent of softening and also the glass transition temperature. In a homogeneous system, like most copolymers, only one glass transition temperature is observed with its position dependent on the volume fractions of the components.
In a heterogeneous system, like most polyblends, however, two glass transitions will be detectable, each representing the transition of the individual components. For a heterogeneous system, also the arrangement of the two phases influences the mechanical behaviour. In pure tension, the two extremes could be considered to be either with the components in parallel strings or in series respectively. With strings in parallel the more rigid one becomes the stress-transferring unit and essentially determines the elastic modulus, while with strings arranged in series the elastic modulus is most dependent on the softer phase.(12)
RESULTS
Softening temperatures of composites of cellulose, hemicellulose and lignin
The method used here employs conditioning of dry papers in the temperature range of -25° to 250°C
- 2 -
within a few seconds. This is very important to prevent interfering degradation and chemical reactions at high temperatures. Measurements of the modulus of elasticity of several dry papers have shown a softening around 230°C, attributed to the glass transition of cellulose(13). Figure 1 /nE, here being plotted against temperature, shows however, in the case of birch NSSC-fluting medium, a pronounced softening at 205°C together with the one at 230°C. Here there is also a slight indication of softening at about 170°C.
In order to study the origin of the softening, the same NSSC-pulp was, in one case, hemicellulose-extracted with alkali and, in another case, delignified with sodium di-chlorite (Table IV). The effects of these chemical treatments, on the In E versus temperature relationship for laboratory sheets of these pulps are illustrated in Figure 2. It is evident that the softening at 205°C disappears on delignification whereas neither of the chemical treatments has any great influence on the softening at 230°C. Although less pronounced in the sheets of hemicellulose-extracted NSSC-pulp, there still is an indication of softening at about 170°C in all these papers.
In NSSC-fluting medium in torsion, Htun and de Ruvo(14) have also found indications of softening at about the same temperatures as those given here.
Measurements on laboratory sheets of aspen thermomechanical pulp, and of this pulp hemicellulose-extracted with alkali, show that an indication of softening at about 175°C disappears when hemicellulose is
Fig. 1. The natural logarithm of the modulus of elasticity. In E, versus temperature for a dry NSSC-fluting medium in the machine direction.

Fig. 2. In E versus temperature for NSSC-fluting medium in the machine direction (MD) and cross direction (CD) and for sheets of hemicellulose-extracted and delignified NSSC-pulps. In order to separate the curves, different constants have been added to the different In E-curves.
removed, Figure 3. When a spruce thermomechanical pulp is delignified with sodium dichlorite no influence on the temperature-dependence of the logarithm of the elastic modulus for laboratory sheets was observed, as is evident in the lower part of Figure 3. Here again, in both these papers, a minor transition was noticeable at 175°C.
Measurements on birch rotary cut veneer, with a thickness of 0,7 mm crosswise and in the fibre direction, reveal a sharp transition in the modulus of elasticity at 205°C, when tested crosswise, whereas in the fibre direction the most pronounced lowering of the modulus
Fig. 3. In E versus temperature for sheets of thermomechanical pulp, TMP, of aspen and for the same pulp hemicellulose-extracted, for sheets of TMP of spruce and for the same pulp delignified. In order to separate the curves, different constants have been added to the different In E-curves.
takes place above 240 C, as shown in Figure 4. Simplifying the structure of wood we here regard it as a composite material of cellulosic fibres in a matrix of lignin. Since the cellulosic fibres can be regarded as the stiffer component in both the fibre direction and the transverse direction(15), the elastic modulus when tested with the components parallel will be more dependent on the cellulose. However, when tested crosswise with the components in series, the lignin will have the greater influence. Thus the softening in the veneer crosswise at 205°C could be attributed to the glass transition of lignin and the softening in the fibre direction above 240°C to cellulose.
From all the above measurements the conclusion can be drawn that in the dry state the amorphous cellulose in papers or wood materials softens at 230°C, and the lignin at 205°C. The indication of a small transition at 165°C to 175°C is possibly due to the hemicellulose present.
Influence on failure envelope
The influence of the softening of different components in paper on the mechanical properties can be summarized in the form of stress-strain failure envelopes(16). In Figure 5 such failure envelopes are shown for birch NSSC-fluting medium and for sheets made from the corresponding pulp, hemicellulose-extracted with alkali or delignified with sodium dichlorite. The extraction of hemicellulose has no major influence on the form of the failure envelope. Both the NSSC-fluting and the corresponding hemicellulose-extracted paper show a marked
Fig. 5. Failure envelopes of NSSC fluting medium in MO of paper of hemicellulose-extracted NSSC pulp and of delignified NSSC-pulp. For the two latter papers isotropic properties are shown.
- 3 -

increase in the stretch at rupture above 200°C accompanying the softening of the papers, a behaviour typical for high lignin pulps(13). After delignifica-tion, this effect disappears and instead a decrease of stretch with temperature occurs. This behaviour was found typical for papers containing only small amounts of, or no lignin(13).
The birch veneer tested in the cross direct ion also shows a pronounced increase in the stretch at rupture accompanying the softening of the lignin at 205°C, as shown in Figure 6. In the fibre direction, the veneer cracked longitudinally and thus no true breaking points could be established.
For the aspen thermomechanical pulp no change in the appearance of the failure envelope was observed after the hemicellulose-extraction. Delignifi-cation of the spruce thermomechanical pulp diminished the increase in elongation above the softening of the paper and also lead to a decrease in the stretch at rupture between 220°C and 250°C.
Influence on the elastic modulus below softening
Neither delignification nor extraction of hemicellulose had any significant effect on the temperature dependence of the elastic modulus, d (In E)/dT, below 170°C, as seen in
Table I. This indicates that the stress-transferring elements in paper is mainly the cellulose component, also suggested by Ehrnroot et a/(17). The contributions to stress-transfer from hemicellulose and sulphite lignin are so small, the softening of these amorphous components in these tests of paper is scarcely detectable.
The difference in d(/n E)/dT noticed between machine and cross directions for NSSC-fluting medium could perhaps be due to the orientation.
Reliable values of crystallinity could be determined by infTa-red spectra of samples containing only small amounts of lignin. The crystallinity of the cellulose was calculated via the chemical composition and the correlation between infra-red ratio and crystallinity according to moisture regain(19).
According to a theory of Nissan(18), relating the elastic properties in paper to the cellulose component, the temperature dependence of the modulus of elasticity in the glassy state will depend on the degree of crystallinity of the cellulose. Thus, for to ta l ly crystalline cellulose, d(7n E)/dT was reported to be -2.1 • 10*3/°C, while for celluloid with a lower crystallinity a value of -3.8 • 10-3/°C has been estimated(18).
Measurements on papers of low lignin content, MG-sulphite, liner, kraft sack and cotton linters previously reported(13), as well as on sheets of delignified NSSC-pulp and TMP spruce seem to support this theory, as seen in Table II where d (In E)/dT and crystallinity are given for these papers.
DISCUSSION
The measurements of the modulus of elasticity for various chemically treated papers show that neither delignification nor extraction of hemicellulose has any effect on the temperature of softening at 230°C. With delignification of NSSC-pulp, one t ransi t ion at 205° disappears. Table 111. The indications of softening around 170°C in all the measurements, except those for hemicellulose-extracted TMP points to the real existence of this transition. However, previous measurements by the author(13) on papers of comparatively low hemicellulose content, cotton linters, kraft sack, kraft liner and MG-sulphite paper show no significant indications of such a softening at 170°C.
Alfthan et al have by extrapolation from oligosaccharides found the limiting glass transition temperature for xylodextrin to be 200°C(2). Side
- 4 -
Fig. 6. Failure envelope of birch veneer in the cross direction.
TABLE I
The Decrease In the Logarithm of the Modulus of Elasticity with Temperature for Vartow Papers.
d (/n E) /dt for T < 170°C Patter ( x l O ' )
NSSC fluting medium MD -2.77/°C
NSSC fluting medium CD - 3.35/° C
non-oriented papers:
Hemicellulose-extracted
NSSC-pulp - 3.257° C
delignified NSSC-pulp -3.32/°C
TMP, aspen -4.29/°C
hemicellulose-extracted
TMP-aspen -4.43/°C
TMP, spruce -3.23/°C
delignified TMP, spruce 3.35/oC

groups that reduce the efficiency of the molecular packing, as in the glucu-ronoxylans, also reduce the glass transition temperature. Thus it is probable that the glass transition temperature of native hemicelluloses is less than 200°C.
The above indicates that the glass transition temperature for the components in paper are about 230°C for cellulose, 205°C for native or slightly modified lignin, and 165 C to 175oC for native hemicelluloses.
The fact that individual transitions are observed for the paper components as well as that changes in the chemical composition of the papers do not alter the positions of the glass, transition temperatures indicate that cellulose, lignin and hemicellulose act as separate components in a heterogeneous composite. Paper fibres may thus, perhaps be regarded as cellulosic microfibrils interrupted by spaces of hemicellulose and lignin. However, it cannot be excluded that the structural arrangement within the fibre and the paper may affect these results or that some of the hemicelluloses may have a glass transition temperature of about the same as that for cellulose.
For the papers studied and also for previous measurements on papers of low yield pulp(13) softening of lignin is only detectable in NSSC-fluting medium which indicates that the more hydrophilic sulphite lignin interacts more strongly in the stress-transferring mechanism. The different behaviour of sulphite lignin compared to kraft lignin has also been indicated by Hartler and Mohlin in their bond strength studies(20).
In the plastic region, the softening of lignin has a marked effect in increasing the extensibility, which is clearly demonstrated by the failure envelopes of different pulps. In papers containing only small amounts of lignin, the plastic region at high temperatures is rather small. The fact that the softening of lignin makes the paper more extensible can be interpreted as being due to the achievement of a better stress-distribution within and between the fibres.
EXPERIMENTAL
Before testing, the paper strips were dried for several days over P2O5 at 20°C, resulting in almost completely dry strips, that is, a moisture content less than 0.5%. The tensile tests were performed in a tensile tester type Alwetron TCT 20(21). The testing span was 100 mm and the width of the paper strips 15 mm. The paper strips were clamped and then heated to the measuring temperature directly
TABLE IIl
Paper
NSSC fluting medium MO NSSC fluting medium CD hemicellulose-extracted NSSC pulp delignified NSSC pulp TMP, aspen hemicellulose-extracted TMP, aspen TMP, spruce delignified TMP, spruce
1
170 162 167 168 177
175 175
170
Transition temperatures inflection point
II
205 204 202
205
°C
III
230 232 230 232 235 230 232 230
230
by an inert prethermostated silicon oil within a few seconds, as described(22).
The stress-strain tests were performed at a constant strain rate selected for different papers as 1.7 • 10-3 or 8.3 • 10-3 per second in order to complete the test within 10 seconds. Thus auto-cross linking at high temperatures could be avoided as previously tested(22), and an accurate evaluation of the stress-strain diagram was made possible. The difference in the strain rates used has no significant influence on the relative properties of the papers or their softening tempera-tures(22). The stress-strain properties were tested over the temperature range with one strip at approximately each 2°C intervals. The initial modulus of elasticity is here based on the dry thickness of the paper at 20 C, measured at a pressure of 100 kPa.
The transition temperatures were evaluated as maxima in the derivative curve of the logarithm of the modulus of elasticity against temperature.
To improve reproducibility, part of the dried-in stresses were removed by cycling the commercial papers twice between 45% and 90% relative humidity. Isotropic hand sheets were dried mainly stress-free between two blotting-papers. The delignification of pulps was performed by a treatment in
- 5 -
sodium dichlorite, following a conventional technique recommended in the literature. The extraction of hemicellulose was performed by treatment in alkali according to a procedure given by Spiegelberg(23).
The chemical compositions of the papers were analysed and calculated according to a procedure outlined by Aurell and Hartler(24,25) Table IV.
The chemical treatments caused no mercerization, tested by the x-ray diffraction spectra of disintegrated samples according to Jayme(26). The degree of polymerisation was checked by measurement of the CED intrisic viscosi ty(27) . The hemicellulose extraction of the NSSC-fluting had no major effect on the degree of sul-phonation, measured as total sulphur to be about 1% on the lignin.
ACKNOWLEDGEMENT
The author wishes to thank Dr. Ernst L. Back for valuable discussions concerning this work and Mr. Jan-Erik Wiken for skillfull technical assistance.
REFERENCES 1. GORING, D.A.I., Thermal soften
ing of lignin, hemicellulose and cellulose. Pulp Paper Mag. Can. 64 (1963) No. 12, T-517
TABLE IV
Relative Compositions of Papers Investigated
Paper
NSSC-fluting medium (mainly Betula verrucosa) hemicellulose-extracted NSSC-pulp delignified NSSC-pulp
thermomechanical pulp, aspen (Populus tremuloides) hemicellulose-extracted TMP, aspen
thermomechanical pulp, spruce Picea abies) delignified TMP, spruce
Composition (%}
Cellulose Hemicellulose Lignin
48 67 60
50 63
46 73
29 23 8 25
39 1
27 23 14 23
25 29 25 2

2. ALFTHAN, E., DE RUVO, A., BROWN, W., Glass transition temperatures of oligosaccharides. Polymer 14 (1973) No. 7, 329
3. NAIMARK, N.I., FOMENKO, B.A., The glass transition of cellulose. Vysokomol, Soyed. B13 (1971)No. 1,45
4. TAKAMURA, N., Softening of fibre components in hot pressing of fibre mat. J. Japan Wood Res. Soc. 14 (1968) No. 4, 75
5. STONE, J.E., SCALLAN, A.M., The influence of heat on solvent-exchange-dried wood components. Pulp Paper Mag. Can. 66 (1965)T-440
6. HATAKEYAMA, H., NAKANO, J., Nuclear Magnetic Resonance Studies on Lignin in Solid State. Tappi 53 (1970) No. 3,472
7. BACK, E.L., DIDRIKSSON, E.I.E., Four secondary and the glass transition temperatures of cellulose, evaluated by sonic pulse technique. Svensk Papperstid. 72 (1969) No. 21, 687
8. BALDWIN, S.H., GORING, D.A.I., The thermoplastic and adhesive behaviour of thermo-mechanical pulps from steamed wood. Svensk Papperstid. 71 (1968) No. 18, 646
9. KAWAKAMI,H.,SHIRAISHI,N., YOKOTA, T., Thermal softening of wood and wood-polymer composites Mokuzai Gakkaishi 23 (1977)143
10. De RUVO, A., BREHDE, L., The influence of temperature and humidity on the mechanical behaviour of single pulp fibres grafted with polyacrylamide. Cellulose Chem. Technol. 1 (1973) No. 2, 191
11. KLASON, C, KUBAT, J., Thermal transitions in cellulose Svensk Papperstid. 79 (1976) No. 15, 494
12. NIELSEN, L.E., "Mechanical Properties of Polymers and Composites", Marcel Dekker Inc., New York 1974
13. SALMEN, N.L., BACK, EX., Effect of temperature on stress-strain properties of dry papers. Svensk Papperstid. 81 (1978) No. 10,341
14. HTUN, M., De RUVO, A., Thermal treatment of lignin - containing handsheets. (In press) Cellulose Chem. Technol.
15. MARK, R.E., Mechanical behaviour of the molecular components of fibers in "Theory and Design of Wood and Fiber Composite Materials", Ed. Jayne, B.A. Syracuse University Press, Syracuse, 1972
16. SMITH, J.P., Ultimate tensile properties of elastomers. I Characterisation by a time and temperature
independent failure envelope. J. Polymer Sci. Al (1963) 3597
17. EHRNROOTH,E.,KOLSETH,P., De RUVO, A., The influence of matrix composition and softening on the mechanical behaviour of cellulosic fibers. "Fibre-Water Interactions in Paper-making". Technical Division, B.P., & B.I.F. (1978)715
18. NISSAN, A.H., "Lectures on fibre science in paper", Pulp and Paper Technology Series No. 4, Joint Textbook Committee of the Paper Industry, 1977
19. NELSON, M.L., O'CONNER, R.T., Relation of certain infrared bands to cellulose crystallinity and crystal lattice type. J. Appl. Pol. Sci. 8 (1964) 1325
20. HARTLER, N. MOHLIN, U-B., Cellulose fibre bonding. Part 2. Influence of pulping on interfibre bond strength. Svensk Papperstid. 78 (1975) No. 8, 295
21. Alwetron TCT 20. Lorentzen & Wettre, Stockholm, Sweden
22. SALMEN, N.L., BACK, E.L., Simple stress-strain measurements on dry papers from -25°C to 250°C. Svensk Papperstid. 80 (1977) No. 6, 178
23. SPIEGELBERG, H.L., The effect of hemicelluloses on the mechanical properties of individual pulp fibers. Tappi 49 (1966) No. 9, 388
24. AURELL, R, Kraft pulping of birch. Part 1. The changes in the composition of the wood residue during the cooking process. Svensk Papperstid. 67 (1964) No. 2,43
25. AURELL, R. HARTLER, N., Kraft pulping of pine. Part 1. The changes in the composition of the wood residue during the cooking process. Svensk Papperstid. 68 (1965), No. 3,59
26. JAYME,G., KNOLLE, H., Beitrag zur empirischen rontgenogra-phischer Bestimmung des Kristal-l ini tatsgrades cellulosehaltiger Stoffs. Das Papier 18 (1964) No. 6, 249
27. SCAN-C 15:62, Viscocity of cellulose in Cupriethylenediamine solution (CED), Svensk Papperstid. 65 (1962) No. 22, 921
REFERENCE: SALMEN, N.L. Thermal softening of the components of paper and its effect on mechanical properties. Transactions of the Technical Section, Vol. 5(3) TR 45-50 September 1979. Paper presented at the 65th Annual Meeting of the Technical Section, Canadian Pulp & Paper Association, Montreal, Quebec, January 29 - February 2, 1979. Not to be reproduced without permission from this organization. Manuscript received November 10, 1978; approved by the Review Panel, May 16, 1979.
ABSTRACT: In order to investigate the influence of softening and interactions between the chemical components of paper, the temperature dependence of the modulus of elasticity for various dry papers was studied up to 250°C. It is suggested that cellulose, hemtcellulosa and lignin act as separate components in the composite material of paper with glass transition temperatures of 230°C for cellulose, 205° C for lignin and 165°C to 175° C for the hemicelluloses. The cellulose component is interpreted to be the main stress-transferring element in paper.
RESUME: En vue d'examiner I'influence de I'amollissement et des interactions entre les composants chimiquet du papier, nous avont etudie, jusqu'a 250 C, la dependence du module d'elacticite de divert papiers tecs au regard de la temperature. II semble que la cellulose, I'hemiceilutose et la ligntne agissent comme composants separes au sein de la substance heterogene du papier, atom que lea temperatures de transition sur le verre sont de 230° C pour la cellulose, 206° C pour ta lignine et de 166°C a 175°C pour I'hemicellulose. Tout porta a croire que le compoeant de cellulose est le principal agent de transfert de la tension dens le papier.
KEYWORDS: HEAT TREATMENT, SOFTENING, PAPER, TEMPERATURE, ELASTIC STRENGTH. CELLULOSE, HEMICELLULOSES. LIGNINS, GLASS TRANSITION. TEMPERATURE, MECHANICAL PROPERTIES, TENSILE STRESS, CORRUGATING MEDIUM. VENEERS, NSSC PULPS, THERMOMECHANICAL PULPS, BETULA, POPULUS, CHEMICAL TREATMENT, DELlGNIFlCATION.
Reprinted from TRANSACTIONS, Vol. 5, No. 3, TR45-TR50, September, 1979.

Paper VII

Moisture-dependent thermal softening of paper, evaluated by its elastic modulus ABSTRACT To study the combined influence of moisture and temperature on paper strength properties, especially on the elastic modulus, tensile properties have been measured in the temperature range -25°C to 65° C and at moisture contents from zero to 20%, corresponding to a range of 0% to 95% relative humidity. Detailed data are presented for the specific modulus of elasticity in this moisture and temperature range for a kraft sack paper and at 20°C for other papers. The temperature derivative of the elastic modulus as well as its moisture derivative show distinct transition regions in which the modulus falls off rapidly. This region is interpreted as being the glass transition for the cellulose-hemicellulose water sytem. It is shown that water acts as a softener for paper, influencing the glass transition of the cellulosic components to an extent predicted earlier using the approach of Kaelble. The effects of paper crystallinity are also discussed in accordance with this view.
KEYWORDS Cellulose Crystallinity Elastic strength Kraft papers Moisture Transition temperature
N. Lennart Salmen and Ernst L. Back Swedish Forest Products Research Laboratory, Box 5604, S 114 86 S tockho lm, Sweden
It is well known that the elastic modulus and most mechanical properties of paper depend on the moisture content. The moisture dependence of the elastic modulus has been related by Nissan (1) and by Higgins (2) to the breaking of hydrogen bonds, with equations proposed for describing this process. For polymers, similar effects of a softener result from lowering the glass transition temperature, Tg.
When the tensile properties of paper are considered over a reasonable temperature and humidity range, as summarized in the form of tensile failure envelopes in Fig. 1, it is evident that the load-elongation curves for a dry paper indicate a relatively brittle material, whereas for a moist paper they indicate a relatively soft material. Such differences can be expected if the material passes its glass transition point while going from the dry to the moist state. Accordingly, the tempera ture and moisture dependence of the elastic modulus of paper will be discussed in terms of the variation of the glass transition temperature of the carbohydrates, i.e., of amorphous cellulose and hemicellulose, with water as a softener.
A glass transition is characterized by the onset of motion of larger chain segments, which implies a breaking of intermolecular forces. In cellulose, these are predominantly hydrogen bonds. Thus an interrelation between the glass transition and a proriounced increase of the hydrogen bond mobility should exist.
Water as a softener The glass transition temperatures of the amorphous components of paper have been measured (3). For dry cellulose, the glass transition temperature is as high as 230°C (3-6), while for hemicellulose it has been measured between 165°C and 225°C (3, 7) depending on its composition and modification. In mechanical testing, a glass transition shows up as a large reduction in the elastic and shear moduli. These moduli for a completely amorphous polymer may fall off two or three decades within a small temperature range (8), while for a partially crystalline polymer such as nylon, polyoxymeth-ylene, or cellulose (4), they fall off much less.
From tensile tests, the glass transition
temperature can be estimated as the maximum derivative of the elastic modulus with respect to temperature. However, the temperature evaluated to correspond to the glass transition is somewhat dependent on the time scale of the experiment.
ELONGATION. %
1. Failure envelopes for a kraft sack paper in the machine direction at temperatures from -25 to 65°C and moisture contents of 0, 5, 1O, 15, and 20%, based on moist paper. Strain rate = 0.83%/s.
Reprinted from Tappi, The Journal of the Technical Association of the Pulp and Paper Industry. Vol. 63, No. 6, June 1980, Copyright, 1980 by TAPPI, and reprinted by permission of the copyright owner.

Softening agents are molecules of low molecular weight and of low glass
TEMPERATURE.°C 2. Specilic modulus of elasticity for a kraft sack paper vs. temperature at different moisture contents (% of moist paper).
transition temperature which interact with the intermolecular bonds of the polymer and thus shift its glass transition to a lower temperature. For cellulose, the softening agent must be able to interact with the hydrogen bonds, e.g., water. For other hydrogen-bonded polymers, such as nylon 6-6, the effect of water as a softener in reducing the glass transition temperature and thereby influencing the mechanical properties has been clearly demonstrated by Quistwater and Dunell (9).
It has been suggested on the basis of NMR measurements by Ogiwara et al. (10) and dielectric dispersion measurements by Tsuge and Wada (11) that in the presence of sufficient water the glass transition point of cellulose is reduced to room temperature or below. We have also estimated this reduction of the glass transition temperature of cellulose by water (12) using the approach of Kaelble (13). Calculations on some hemicelluloses show a similar dependence on water.
Since water is believed to act as a softener for the cellulosic components, it is assumed that their glass transition point in the wet or moist paper can be determined from the relation between its elastic modulus and temperature at different moisture contents.
In Fig. 2 the specif ic elastic modulus-modulus related to the basis weight (see Experimental)—of a kraft paper is given as a function of temperature at different moisture contents. A softening region, which shifts towards lower temperatures with increasing moisture content, can be discerned. The softening is not very pronounced, which might be expected because of the relatively high
MOISTURE CONTENT, %
3. Upper diagram: Specific modulus of elasticity for a kraft sack paper vs. moisture content in % of moist paper at -25°C to 65°C; average of 10 samples; moisture content achieved by absorption; dotted line at 20oC shows results with moisture content achieved by desorption. Lower diagram: The derivative of the specific modulus of elasticity with respect to moisture content, dE/dM, and with respect to temperature, dE/dT, vs. moisture content at various temperatures.
118
MOISTURE CONTENT, %
4. Glass transition temperature for cellulose of different degrees of crystallinity vs. moisture content in % of moist material. Solid lines are those previously calculated (12) with the absorption restriction of the cellulose-water phase indicated by the thin line. The circles are estimated from the derivative of the specific modulus with respect to moisture, and the triangles with respect to temperature for the kraft sack paper studied (crystallinity = approx. 70%).
degree of cellulose crystallinity in paper. The softening is more evident when the modulus is plotted against moisture content as in the upper part of Fig. 3.
As shown by Higgins (14), the modulus is only dependent on the moisture content, regardless of whether it is reached by absorption or desorption, as indicated here by the 20°C curve in the upper part of Fig. 3. Thus, it is not a function of relative humidity but only of the amount of softener present, i.e., water. However, longer periods at high humidities, i.e., above the softening point, will result in recrystallization, as shown by Kimura et al. (15), thus altering the above relationship.
To define the softening temperature, the temperature derivative as well as the moisture content derivative of the tensile modulus are plotted against moisture content in the lower part of Fig. 3. The peaks of the two derivatives coincide well and are shifted towards a higher moisture content as the temperature decreases. The broadening of the peak, i.e., of the transition region of the elastic modulus at lower temperatures (higher moisture contents), as seen in the lower part of Fig. 3, is also typical of the effect of softeners on the glass transition of polymers (8).
The measured softening peaks for the kraft sack paper of Fig. 3 are plotted in Fig. 4 together with the previously calculated (12) effect of water on the glass transition temperature of cellulose using the approach of Kaelble (13). The degree of crystallinity for the kraft paper examined has been estimated by X-ray measurements to be about 70% of total carbohydrate material. The results best fit to a curve of 63% crystallinity, which is a reasonable agreement. In the X-ray spectra, semi-ordered regions contribute to the crystalline portion. Since these regions may participate in water absorption, the crystallinity measured by X-rays is somewhat too high with regard to calculations of effects of a softener.
In a temperature-humidity interval similar to that studied here, Tokita (76'), in measuring torsional modulus of viscose rayon, found a transition with an activation energy suggesting a major transition, i.e., the glass transition of cellulose. Also, measurements by Cousins (17) of the elastic modulus of hemicelluloses at 20°C over the entire humidity range indicate a similar behavior as found here for paper with a degree of softening corresponding to our calculations for totally amorphous carbohydrates. However, where cellulose is the major carbohydrate component, as for dry papers, the authors (4) have suggested the cellulose component to be the main stress-transferring element in tension.
The measurements presented here indicate that the glass transition of the
Vol. 63, No. 6 June 1980 / Tappi

cellulosic components of paper might be reduced by water and that this is the most probable explanation for the action of water on its mechanical properties.
Paper crystallinity Since water is only absorbed in the amorphous regions, the glass transition and thus the effects on the elastic modulus will occur at different overall moisture contents for papers of different degrees of crystallinity, as indicated in Fig. 4.
Additional verification is given in Fig. 5, where the relative moduli E/Eo (Eo representing the corresponding dry modulus) are compared for a paper of cotton linters. a kraft paper, and a neutral sulfite semichemical (NSSC) fluting medium, with estimated crys-tallinities by the X-ray method of about 85, 70, and 65%, respectively. The derivative with respect to moisture content of these curves gives softening maxima of 7, 9.5, and 11% moisture content, respectively, for these papers. These results are then plotted in Fig. 4 as well and show reasonable agreement with the calculated effects of cellulose crystallinity, although the X-ray measurements show somewhat higher values, as discussed above.
In a recent study (4) of the tensile properties of completely dry papers, we suggested that the crystalline fraction of the cellulose contributes to the elastic modulus. The same is indicated here by data for different papers, given in Fig. 5. If only theamorphous fraction of the paper structure had contributed to the modulus, the moisture dependence in the dry region, i.e., in the glassy state, would have varied noticeably, with a greater slope for the more crystalline paper.
At equal relative humidity, papers of low crystallinity will absorb more water than those of high crystallinity, as exemplified in Fig. 6 for cotton linters paper and the kraft paper. This fact has long been used for estimating crystallinity of cellulosic materials (18, 19) where water is considered nearly exclusively absorbed by the amorphous phase. Since only this amorphous phase exhibits a glass transition, the transition for different papers will occur at a single relative humidity when conditioned in the same way. This is illustrated in Fig. 6 as well.
The above relations will, however, be somewhat dependent on lignin content because of low water sorption in this phase. In this context, hemicellulose is considered as part of the amorphous cellulose phase. Also, there might be some influence from the inhomogeneity of the fibrous structure.
These measurements refer to the role of water as a cellulose plasticizer, thereby affecting the elastic modulus
of paper in a predictable way. The effects on the other tensile properties are as expected according to this interpretation. However, it is noteworthy that in the vicinity of a transition region linear relationships seldom occur.
Experimental Materials The papers studied were:
• A commercial kraft sack paper of 46% yield of Pinus silvestris and 105 g/m2 dry basis weight containing no wet-strength additives and partly dried as an air-borne web, density 577 kg/m3.
• An NSSC fluting medium, based mainly on Betula verrucosa of 116 g/m2, density 542 kg/m3.
• Handmade sheets of cotton linters of 100 g/m2, density 460 kg/m3.
The commercial papers were tested in the machine direction. Before testing, samples were cycled twice between 45% and 90% R.H. for 24 hr each to release part of the dried-in stresses.
Strength testing
Stress-strain tests were performed in a tensile tester, type Alwetron TCT 20 (20), at a strain rate of 0.83%/s. The test span was 100 mm and the strip width 15 mm. The results were analyzed by a computer to print out directly the tensile parameters presented here. The modulus is given as specific elastic modulus (elastic modulus divided by density) which is adequate to use for an in-homogeneous material such as paper. This was achieved by dividing the tensile stiffness by the dry basis weight. Dry tensile properties were tested after drying the paper strips over P205 (21). Different moisture contents were achieved after conditioning from the drv state for 2 days at different relative humidities in the 25% to 95% R.H. range. The moisture content is given as percentage of total weight. The test temperature in the range of -25°C to 65°C was achieved by rapid heating or cooling of the strips in thermostated inert silicone oil (21) or conditioned in air at 20°C.
Measurements refer either to 6-10 strips conditioned at a specific relative humidity and tested at agiven temperature, or to a number of such strips tested at variable temperatures in the range -25 to 65°C with approximately one strip for every degree.
Measurements in inert silicone oil were compared for the kraft paper at 20°C and 46°C with measurements over the same moisture range in air from 0% to 20% moisture content, as exemplified in Fig. 7. The modulus of elasticity was found to be the same, while the strength and stretch were slightly reduced in the silicone oil as shown by Robertson (22).
Moisture content was analyzed both by drying at 105°C (23) and by Karl Fischer titration (24) before and after heating or cooling in silicone oil. Up to 46°C, no moisture escape with time
MOISTURE CONTENT. %
5. Relative moduli E/E0 for a paper of cotton linters, a kraft paper and a NSSC fluting medium vs. moisture content in % of moist paper. E0 represents the corresponding dry modulus. Crystallinities estimated by X-ray method: 85, 70, and 65%, respectively.
RELATIVE HUMIDITY %
6. Moisture content for kraft sack compared with cotton linters vs. % relative humidity. The paper moisture contents are achieved by absorption. T9 is the measured softening maxima for these papers.
ELONGATION, % 7. Load-elongation curves for a kraft sack paper at 20oC measured in air and in silicone oil at different moisture contents. Strain rate =0.83%/s.
119

could be noticed. At 65°C, where moisture was observed to escape, measurements were made after 12, 20, 30, and 60 s of heating in oil, to estimate initial properties. Control measurements in air at 50°C and 60% R.H. and at 65°C and 65% R.H. showed good agreement with the predicted properties.
The crystallinity of the papers was measured by X-ray diffraction spectra of disintegrated samples, according to a procedure of Jayme (25), and calculated from the intensities of the crystalline and amorphous peaks.
Literature cited 1. Nissan, A.H., Macromolecules 9(5): 840
(1976). 2. Higgins, H.G., and Balodis, V., In "Frac
t u r e , " (C.J. Osborn, ed.), Univers i ty of Melbourne, Melbourne, 1965.
3. Goring, D.A.I., Pulp Paper Mag. Can. 64(12): T517 (1963).
4. Sa lmen, N.L. , CPPA Trans. Tech. Sec.
5(3): T R 4 5 (1979). 5 . N a i m a r k , N . I . , a n d F o m e n k o , B . A.,
Vysokomol Soyed. B 13(1): 45 (1971). 6 . Back , E .L . . a n d Dikr iksson , E . I . E . ,
Svensk Papperstid 72(21): 687 (1969). 7. Gil lham, J.K., A.I.Ch.E.J. 20(6): 1066
(1974). 8. Nielsen, L.E. , "Mechanical Proper t ies
of Polymers and Composites," Marcel Dekker Inc.. New York, 1974.
9. Quis twater . J.M.R., and Dunell , B.A., J. Appl Polymer Sci. 1(3): 267 (1959).
10. Ogiwara , Y., Kubota , H., Hayashi , S., and Mitomo, N. , J. Appl. Polymer Sci 14(2): 303 (1970).
11. Tsuge , K., and Wada , Y., J. Phys. Soc. Japan 17(1): 156 (1962).
12. Sa lmen, N.L. , and Back, E.L., Tappi 60(12): 137 (1977).
13. Kaelble, D.H., "Physical Chemis t ry of Adhes ion , " Wi ley - In t e r sc i ence , New York, 1971.
14. Higgins , H.G., Appita 12(1): 1 (1958). 15. K imura , M., H a t ak ey ama , T., and Na-
kano, J., J. Appl. Polymer Sci. 18(10): 3069 (1974).
16. Toki ta ,N. , J. Polymer Sci. 20:515(1956).
17. Cousins, W.J., Wood Sci Technol. 12(3): 161 (1978).
18. Jeffries, R., J. Appl. Polymer Sci. 8(3): 1213 (1964).
19. Valentine, L., Chem. Ind. 43:1279 (1956). 20. Alwetron TCT 20: Lorentzen & Wet t re ,
Stockholm, Sweden. 21 . Sa lmen , N.L. , and Back, E.L. , Svensk
Papperstid. 80(6): 178 (1977). 22. Robertson,A.A., Tappi53(7): 1331(1970). 23. SCAN-P 4:63; Svensk Papperstid. 66(1):
8 (1963). 24. Mitchel l , J., J r . , Ing. Eng. Chem., Anal
Ed. 12(7): 390 (1940). 25. J a y m e , G., and Knolle, H., Das Papier
18(6): 249 (1964).
The skillful technical assistance of Jan-Erik Wiken is gratefully acknowledged.
Received for review March 9, 1979. Accepted Dec. 3,1979. Based on a paper presented at the International Paper Physics Conference, jointly sponsored by CPPA, TAPPI. and the Fundamental Research Committee of the BPBMA. held in Harrison, B.C.. Canada, Sept 17-19,1979.
Vol. 63, No. 6 June 1980 / Tappi