Embed Size (px)
Citation preview

February 2014 | ManufacturingEngineeringMedia.com 55
You would have to go 5000–6000' (1524–
1829 m) under water to see the AZ-10 fully
concentric vertical mono-bore subsea tree
operating in its natural working habitat. The
AZ-10 subsea tree manufactured by Argus
Subsea (Houston) is off-the-shelf hardware
that can operate effectively anywhere a rig can power a
blowout preventer (BOP). The AZ-10 features a standard
horizontal tree design with a universal tubing hanger system
that runs in any 18.75" (476 mm), 10,000 or 15,000 psi
(69 or 103 MPa) wellhead. With a concentric design for all
downhole and tubing hanger-to-tree interfaces, it can be
quickly and cost effectively put into service.
Accessories and components for subsea
oil & gas wells are deployed from rigs into
deep water for drilling and production.
Technology Goes Deep on Land and SubseaHorizontal drilling multiplies demand for machined components, accessories
Jim LorinczSenior Editor
Oil & Gas Machining

The AZ-10 subsea tree illustrates the precision machin-
ing challenges that oil field accessories and their com-
ponents present. The unit weighs in at about 50,000 lb
(22,680 kg), is light enough to be handled safely with rig
cranes, and is easily transported to the moon pool for de-
ployment. The AZ-10 requires only five running tools versus
20–30 typically found on comparable subsea tree systems
and is designed for 20 years of service life in production,
injection, or well test operations.
The hanger system on the AZ-10 operates on a lock-
and-seal system that uses mechanical and hydraulic sealing
within the tubing hanger. A key component designed into the
AZ-10 is the AMLOK hydraulic rod lock provided by Advanced
Machine & Engineering (AME; Rockford, IL). To address the
issues of depth and pressure, AME engineered the rod locks
from 4140 steel with electroless nickel plating and a specially
formulated two-part epoxy to create a completely sealed unit.
Marine grade lubricant was used.
With the external sealing system of the AZ-10 and the wide
variety of connections involved, the construction of the rod
lock also needed to accommodate the unique challenges of
force over distance in a wide window of installation conditions.
Since the customer’s requirement was very cost sensitive, it
was necessary for AME to create a one-size-works-for-all unit,
an application engineering challenge that AME engineers were
able to meet.
When Counting Rigs Add Multiple Horizontal Shafts
With current oil prices hovering just under $100 a barrel
for West Texas Intermediate and natural gas prices at $4.25
per thousand cubic feet (vs. a not-breaking-even disincentive
of $3–$3.25 per thousand cubic feet), the year ahead looks
to be good based on OEM activity, especially subsea. With the
continuing success of fracking in North America, it’s likely that
major OEMs will continue to redeploy assets from overseas
plays for investment into the newly profitable US shelf plays.
31 2
4 5
P 803.438.4000F 803.438.5263
PO BOX 7007C A M D E N , S C2 9 0 2 1 - 7 0 0 7
� burnishing
� deburring &back-spotfacing
� shefcut reaming & boring
� recessing & generating heads
� zx systems
©2014
cogsdill.comview our
CATALOGSonlineCATALOGS
VISIT US AT IMTS 2014
SEPT. 8-13, 2014BOOTH #W-2371
100 YEARS1 9 1 4 | 2 0 1 4
MAKING PRECISION TOOLS IN THE USA FOR
COGSDILL TOOL PRODUCTS, INC.
Cogs_AllProducts_ME_bw_IMTS-2014_Layout 1 12/17/13 12:50 PM Page 1
56 ManufacturingEngineeringMedia.com | February 2014
Oil & Gas Machining

The impact on machine tool builders and suppliers of every-
thing from the latest machining centers, CNC lathes, boring
mills, and ancillary equipment will continue to drive develop-
ments in their latest technology offerings.
Rig counts, which are closely watched to gage oil & gas in-
dustry activity, have taken on new meaning. In the past, one rig
typically meant one well. Today’s rig-count math is based in part
on the latest technology of horizontal drilling, which multiplies
the number of possible wells attached to each rig. One well may
have three to five different horizontal shafts going off it.
Since midyear 2013, for example, North American rig
count, which includes all land-based rigs and subsea in the
Gulf of Mexico, has pretty much remained on the low end of
the 1700 and 1800 range. At the end of November, for ex-
ample, 1709 rigs in operation would equate to over 9000 wells
at about 5.4 wells per rig. Though the lion’s share of domes-
tic rigs in Texas and the Southwest are single vertical shaft,
converting these vertical shaft wells over to horizontal drilling
Effi cient lights-out production of a wide range of dental tools such as endodontic reamers, Lindemann drills and dental burs with the GrindSmart®Nano5.
The smart choicedrills and dental burs with the GrindSmart®Nano5.
The smart choice
www.rollomaticusa.com [email protected] ManufacturingEngineeringMedia.com | February 2014
Oil & Gas Machining
Weighing in at 50,000 lb (22,680 kg), the AZ-10 subsea
tree is light enough to be handled safely with rig cranes,
easily transported to the moon pool, and deployed for
cost-saving completion of subsea wells in 5000 to 6000'
(1525–1829 m) of water.

dramatically impacts and increases the amount of accessories
including mud pumps, liner casing, cementing tools, pack-
ers and mandrels and fracking tools, accessories that remain
downhole, and, of course, Christmas trees.
Special Boring Option Meets Tubular Needs
“We basically ask our customers what would they like to
see on their machine tool to help them do their jobs more
efficiently, and we’ll go ahead and incorporate some of their
suggestions,” said Dana Scott, general
manager-Houston Technology Center,
Mazak Corp. (Florence, KY).
“A good example resulted from the
request of an oil service OEM customer
who asked for the capability to bore
very deep holes in tubing. A traditional
approach is to put long boring bars on
the turret with other required tooling
but then you encounter major tooling
interference,” said Scott. Based on the
customer’s request, Mazak developed
a long boring-bar option mounted on
the programmable tailstock for QTN450
series CNC lathes.
Today’s rig-count math is based in part on the latest technology of horizontal
drilling, which multiplies the number of possible shafts
attached to each rig.
“It provided a cost-effective solution
for deep boring tubing and casing to
depths of 36" [914-mm], even in Inco-
nel, while holding very tight tolerances
and excellent surface finishes,” said
Scott. “The QTN 450 with 7.2" [183-mm]
spindle bore is the most popular model
in the oil patch with bed lengths from 40
to 120" [1016-3048 mm]. With the long
boring-bar tailstock our customers have
the capability of processing deep bores in
addition to the standard 12-station turret
tooled for other part machined features
for maximum flexibility.”
Machine tool builders like Mazak
and their customers continue to benefit
There are many CMMs.
One software makes them more powerful.Whether you have an existing CMM device or about to purchaseone, Verisurf-X is the only software you need. With its 3D CAD-based architecture, flexible reporting options, and ease of use,Verisurf-X will reduce training time and increase productivity, rightout of the box. No matter what you are making or measuring,Verisurf-X provides the power to drive your devices, reduce cost,improve quality, and streamline data management – all whilemaintaining CAD-based digital workflow.
Learn more about the power of Verisurf-X byvisiting our Website, or call for an onsite demo.
60 ManufacturingEngineeringMedia.com | February 2014
Oil & Gas Machining
See us at AERODEF Booth #515
from close relationships with key OEM suppliers of tooling,
workholding and software. “Our VIP tooling partners, for
example, have developed new boring bars with different types
of materials and designs that keep harmonics from developing
and damaging surface finishes,” said Scott. “In the past prior
to having this technology, it wasn’t uncommon for opera-
tors and programmers to strap lead weights to boring bars
for dampening to minimize chatter during the boring and/or
threading process of internal diameters.”
Threading Critical to Integrity of Heavy Pipe Strings
For the all-important threading of drill pipe and casing,
Mazak has developed its PT20 Premium Threading System,
which rotates the tool around the part instead of having to
rotate pipe that is 30 or 40' (9 or 12-m) long with diameters up
to 20" (508 mm) and weights over 18,000 lb (8165 kg). “There
are two basic thread types in the oil patch: Premium and API
threaded connections. The Premium threads are patented
62 ManufacturingEngineeringMedia.com | February 2014
Oil & Gas Machining
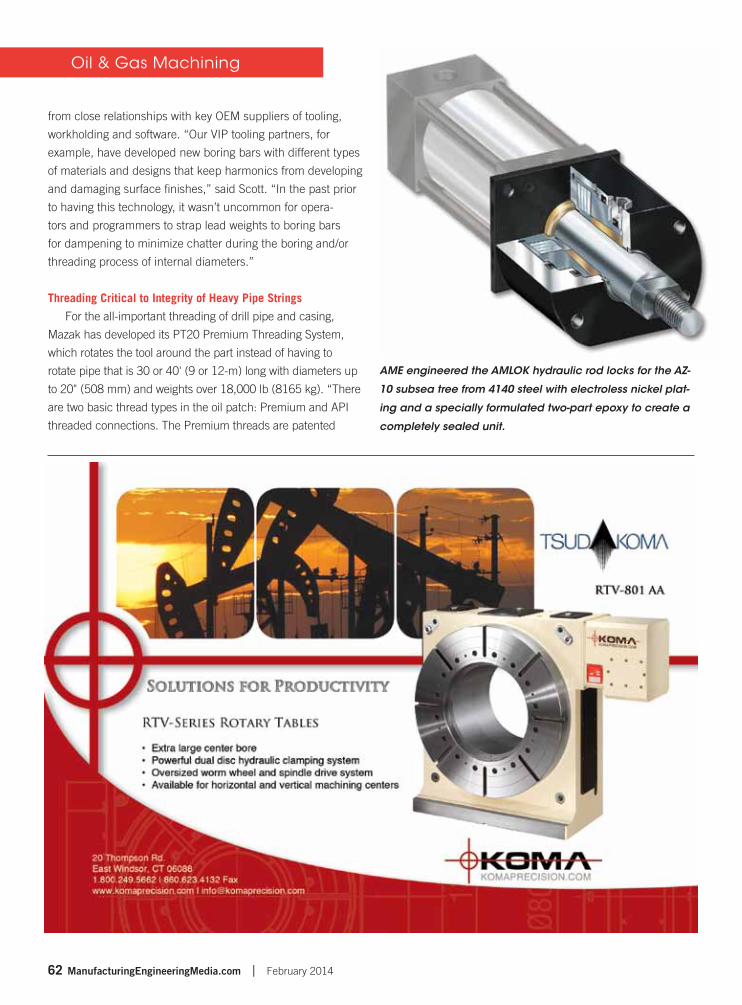
AME engineered the AMLOK hydraulic rod locks for the AZ-
10 subsea tree from 4140 steel with electroless nickel plat-
ing and a specially formulated two-part epoxy to create a
completely sealed unit.

proprietary forms that are used where a very rigid connection
and good seal surface are required, especially in deep subsea
well applications. The PT20 system provides accurate cutting
of these patented thread forms and seal surfaces fast and ef-
ficiently on swedged pipe or casing. By incorporating the Ren-
ishaw measuring system to probe the drill pipe’s ID and OD and
adjusting for straightness, we can maintain even wall thickness.
Another major benefit is changeover from one diameter size to
the next is 20 minutes rather than three hours,” said Scott.
Emuge Corp. (West Boylston, MA) has introduced an exten-
sive and expanded thread milling program, which includes a
new line of solid carbide thread mills and insert thread milling
systems for oil and gas manufacturing applications. “The oil
& gas industry requires highly secure, predictable machining
processes for accurate threads in demanding materials such
as chrome-moly steels, stainless and nickel alloys,” said Mark
Hatch, Emuge product director, taps and thread mills. “Our
new oil and gas thread milling program exceeds these require-
ments with high feed rates, innovative features and more cut-
ting edges for today’s complex parts such as blowout preven-
ters, valves, frack pumps and other energy-related parts.”
The new Emuge solid carbide thread mills feature a unique
left-hand spiral flute design, increased flute count and core
diameter, and advanced multilayered TiAlN-T46 coating. “The
combined effect of the new design features results in excep-
tionally high feed rates, reduced cycle times, vibration-free
machining, reduced tool wear and excellent thread surface
finishes,” said Hatch. Thread mills are available with internal
coolant capability for UNC, 8UN, and 12UNF thread forms.
64 ManufacturingEngineeringMedia.com | February 2014
Oil & Gas Machining
A long boring-bar option on the tailstock of Mazak’s popu-
lar QTN 450 CNC lathe provides a cost-effective solution
for deep boring oil industry tubes 36" (914-mm) deep, even
in Inconel, while holding good tolerances and finishes.

In addition, thread mills for NPT and API LP thread form sizes
with extended milling section and external coolant are available.
Machines Match Energy Machining Needs
“DMG Mori has a fully developed portfolio of large ma-
chines, which can handle the large and long parts and tubes
that are required in oil & gas industry machining,” said Nitin
Chaphalkar, advanced solution development manager, DMG
Mori (Hoffman Estates, IL). “Oil field customers aren’t really
that different from others in the aspect that they would like
to improve productivity and throughput. They produce big
expensive parts that are typically heavy and difficult to handle.
Productivity improvements for these customers come from
producing first-part good-parts in a minimum number of set-
ups and, above all, reducing scrap. Another important facet of
the oil & gas industry is the need for machining replacement
parts in much smaller volumes,” said Chaphalkar.
“We are working on some special machining processes for
machining specific features for machining long tubular parts.
For machining the insides of tubes, for example, you need a
long boring bar option. The NT 6600 is a 6-m X-axis machine
with a 600-mm chuck size that is well-suited for these ap-
plications. Also, the NLX is designed for heavy-duty machining
of difficult-to-machine hard metals like stainless and Inconel,”
said Chaphalkar. The NLX 4000 is a rigid four-axis lathe with
two turrets that can be used for performing a variety of pro-
cesses on large tubes. The NLX is equipped with a tailstock
and a big bore spindle for long tubes to be passed through.
“For large diameter parts, the DMU series of machines up
to the DMU 600P with a 6-m X-axis stroke can handle a part
with a 4 to 5-m diameter. It’s available in sizes with 2.4-m X
axis and 2.7-m X axis. These machines are very flexible and
can do turning where needed. Our latest development is mak-
ing gears on our machines for oil field and energy applications
where the parts are long and the setup time is high. The more
operations you can combine on a single setup, the more part
handling is reduced and cost savings are improved. The NT
series machines and various DMU models, all can cut various
types of gears, including everything from helical, spur, herring
bone, to bevel gears,” said Chaphalkar.
Machines Built for Challenging Conditions
“Machine tool rigidity, versatility, and accuracy are among
the most critical considerations in the manufacture of oil &
gas components,” said Dale Hedberg, Feeler product man-
ager, Methods Machine Tools Inc. (Sudbury, MA). “Machine
tools must be exceptionally strong and rigid to be capable of
accurately producing large, heavy-duty parts comprised of
exotic materials. At the same time, machines should be versa-
tile to perform complex machining required to produce many
oil & gas components. Challenging conditions put extreme
demands on equipment, for example, drillheads that might
need to go down two to three miles require high accuracy in
order to prevent any failure.”
“Machines that are well-suited for the manufacture of
oil & gas components from Methods Machine Tools include
the Feeler double-column bridge-style machines that offer
the rigidity and strength required to accurately manufacture
large, cumbersome components. The machines also feature
a stepped Y-axis beam and weigh up to 82 t, contributing
significantly to rigidity. For extra machining power, the Feeler
bridge machine’s German ZF gearbox design provides optimal
spindle performance and a 4-to-1 gear ratio, for maximum
power and torque at lower rpm,” said Hedberg.
The Feeler FV-Series bridge mills facilitate the production
of large high-quality components with THK linear guideways on
the X axis, and Schneeberger roller linear guideways on the Y
axis. X-axis travels range from 85 to 284" (2160–7200 mm) and
Y-axis travels range from 55 to 158" (1400–4000 mm). The Z
axis features boxway construction and travel of 35.4" (900 mm)
with an optional 47.2" (1200-mm) travel available. Feeler boring
mills feature ultra-high precision for machining large workpieces
and four-axis capability for work on multiple part surfaces. In
addition, these systems offer a large, 5" (127-mm) quill diameter
with 27.5" (698 mm) of travel and linear scales in X, Y and Z
axes for precise machining of large components.
Multifunction Machines Fit Various Strategies
“Okuma offers a number of multifunction machines for
producing downhole components, some of which [LOC series]
are capable of simultaneous four-axis cutting with balanced
loads on both turrets,” said Tim Caron, Houston Tech Center
Coordinator, Okuma America Corp. (Charlotte, NC). “The
Multus series general-purpose multifunction CNC lathe, for
example, is available with a long bed.” When equipped with a
subspindle the machines reduce setup time by virtually elimi-
nating repetitive fixturing. The Multus B750 with W spindle
hands the part from one spindle to the other to complete
milling and turning operations without changing the part.
Programming of both lathe and machining center processes
66 ManufacturingEngineeringMedia.com | February 2014
Oil & Gas Machining

are handled by the Okuma THINC OSP control with advanced
functions like its exclusive Collision Avoidance System soft-
ware for achieving high accuracy.
Multus U series are the newest additions to the Okuma line-
up of multifunction machines. The Multus U3000 and U4000
provide rigid and thermally stable platforms for turning, milling,
through holes, deep drilling contouring, threading and other
operations. Optional opposing (W) spindles and an optional
lower turret provide flexibility for a wide variety of configurations
and parts. The 240° swing on the B axis provides full machin-
ing areas for both the main and subspindles. The 22-kW output
of the U3000’s two-step gear develops a maximum torque of
427 N•m while the speed climbs to 5000 rpm. Y-axis travel up
to 9.84" (250 mm) and Z-axis travel up to 63" (1.6 m) in the
1500 version are possible. The Multus U4000 features a 22-kW
output of the two-step gear and develops a maximum torque
700 N•m, Y-axis travel up to 11.81" (300 mm) and Z-axis travel
up to 82.6" (2.1 m) in the 2000 version are possible. ME
Want More Information?
15,000 Ways to Secure Your Productivity and Profi tability
For over 100 years, RÖHM has run the gamut on powerful and
precise clamping and gripping solutions that help manufacturers
from all industry segments secure their productivity and profi tability.
From chucks to live centers to vices to tool clamping systems, RÖHM
has a comprehensive line of products to choose from as well as the
service and support you need to maximize your holding power.
RÖHM [rôm]: n 1. The leader in powerful and precise clamping and gripping solutions, with more than 15,000 high-quality, cost-effective products to choose from. 2. The company to which manufacturers from all industry segments turn for securing productivity and profi tability.
See Also: Drill Chucks, Live Centers, Face Drivers, Lathe Chucks, Vices, Automation Technology, Power Chucks, Cylinders, Steady Rests, Mandrels and Tool Clamping SystemsOrigin: 1909 - German-founded company; 1978 - entered North American marketSynonym: RÖHM Products of America, rohm-products.com
rohm-products.com | 800.445.7646
T H E D E F I N I T I O N OF
MAXIMUM HOLDING POWER
February 2014 | ManufacturingEngineeringMedia.com 67
Advanced Machine & EngineeringPh: 815-962-6076
Web site: www.ame.com
DMG MoriPh: 847-593-5400
Web site: www.dmgmoriseikiusa.com
Emuge Corp.Ph: 508-595-3600
Web site: www.emuge.com
Mazak Corp.Ph: 859-342-1700
Web site: www.mazakusa.com
Methods Machine Tools Inc.Ph: 978-443-5388
Web site: www.methodsmachine.com
Okuma America Corp.Ph: 704-588-7000
Web site: www.okuma.com
Want More Information?