Embed Size (px)
Citation preview
t i ª u c h u È n v i Ö t n a m
tcvn
Tcvn 7230 : 2003
C«ng tr×nh biÓn cè ®Þnh - qui ph¹m ph©n cÊp vµ chÕ t¹o - vËt liÖu
Fixed Offshore platform - Rules for Classification and Construction
Materials
Hµ néi - 2003
TCVN 7230:2003
MôC LôC
1. Qui ®Þnh chung 5
1.1. Ph¹m vi ¸p dông 5
1.2. Qui tr×nh chÕ t¹o 5
1.3. Thµnh phÇn hãa häc 5
1.4. NhiÖt luyÖn 6
1.5. Thö vµ kiÓm tra 6
1.6. TiÕn hµnh thö vµ kiÓm tra 7
1.7. NhËn d¹ng cña vËt liÖu 7
1.8. GiÊy chøng nhËn thö vËt liÖu 7
1.9. ChÊt l−îng vËt liÖu vµ söa ch÷a khuyÕt tËt 8
1.10. Thö bæ sung tr−íc khi lo¹i bá 9
1.11. §ãng dÊu nh·n hiÖu vËt liÖu 10
2. Qui tr×nh thö tÝnh chÊt c¬ häc 11
2.1. Qui ®Þnh chung 11
2.2. Thö kÐo 12
2.3. Thö ®é dai va ®Ëp 17
2.4. Thö ®é dÔ uèn cña èng 20
3. Lùa chän vËt liÖu 23
3.1. Yªu cÇu chung 23
3.2. VËt liÖu thÐp cho c¸c kÕt cÊu cã nhiÖt ®é thiÕt kÕ kh«ng nhá h¬n 50c 24
3.3. VËt liÖu thÐp cho c¸c kÕt cÊu cã nhiÖt ®é thiÕt kÕ nhá h¬n hoÆc b»ng 00c 25
4. ThÐp c¸n 29
4.1. Yªu cÇu chung 29
4.2. ThÐp c¸n dïng cho c¸c phÇn kÕt cÊu 34
4.3. ThÐp c¸n dïng chÕ t¹o thiÕt bÞ , m¸y 43
4.4. ThÐp c¸n dïng chÕ t¹o nåi h¬i vµ b×nh chÞu ¸p lùc 43
4.5. ThÐp c¸n ferit dïng ë nhiÖt ®é thÊp 47
4.6. ThÐp c¸n austenit kh«ng gØ 51
4.7. ThÐp tÊm víi ®Æc tÝnh ®ång nhÊt qua chiÒu dµy 53
5. ThÐp ®óc 56
5.1. Yªu cÇu chung 56
3
TCVN 7230:2003
5.2. ThÐp ®óc dïng cho c¸c kÕt cÊu 59
5.3. ThÐp ®óc dïng chÕ t¹o m¸y, thiÕt bÞ 60
5.4. ThÐp ®óc dïng chÕ t¹o trôc khuûu 62
5.5. ThÐp ®óc dïng cho nåi h¬i, b×nh chÞu ¸p lùc vµ hÖ thèng ®−êng èng 64
5.6. ThÐp ®óc ferrit dïng ë nhiÖt ®é thÊp 66
5.7. ThÐp ®óc Austenit kh«ng gØ 68
6. ThÐp rÌn. 71
6.1. Yªu cÇu chung 71
6.2. ThÐp rÌn dïng cho c¸c phÇn kÕt cÊu 74
6.3. ThÐp rÌn dïng chÕ t¹o m¸y, thiÕt bÞ vµ bé truyÒn ®éng 76
6.4. ThÐp rÌn dïng chÕ t¹o trôc khuûu 80
6.5. ThÐp rÌn dïng chÕ t¹o b¸nh r¨ng 85
6.6. ThÐp rÌn dïng chÕ t¹o tua bin 94
6.7. ThÐp rÌn dïng cho nåi h¬i, b×nh chÞu ¸p lùc vµ hÖ thèng ®−êng èng 100
6.8. ThÐp rÌn ferit dïng ë nhiÖt ®é thÊp 103
6.9. ThÐp rÌn austenit kh«ng gØ 104
7. ThÐp èng 105
7.1. Yªu cÇu chung 105
7.2. èng thÐp ®óc liÒn 109
7.3. èng thÐp hµn chÞu ¸p lùc 112
7.4. èng thÐp ferrit chÞu ¸p lùc dïng t¹i nhiÖt ®é thÊp 114
7.5. èng thÐp chÞu ¸p lùc austenit kh«ng gØ 116
7.6. Nåi h¬i vµ èng qu¸ nhiÖt 118
Phô lôc A 121
4
Lêi nãi ®Çu
TCVN 7230 : 2003 - C«ng tr×nh biÓn cè ®Þnh - Qui ph¹m ph©n cÊp vµ
chÕ t¹o - VËt liÖu do Ban kü thuËt TCVN/TC8 - §ãng tµu vµ c«ng
tr×nh biÓnvµ Côc §¨ng kiÓm ViÖt nam phèi hîp biªn so¹n. Tæng
côc Tiªu chuÈn ®o l−êng chÊt l−îng ®Ò nghÞ. Bé khoa häc vµ
c«ng nghÖ ban hµnh.

t i ª u c h u È n v i Ö t n a m Tcvn 7230: 2003
C«ng tr×nh biÓn cè ®Þnh - Qui ph¹m ph©n cÊp vµ chÕ t¹o - VËt liÖu
Fixed Offshore platform - Rules for Classification and Construction – Materials
1. Qui ®Þnh chung
1.1. Ph¹m vi ¸p dông
1.1.1. Tiªu chuÈn nµy qui ®Þnh c¸c yªu cÇu ¸p dông cho vËt liÖu dïng ®Ó chÕ t¹o c¸c phÇn kÕt cÊu còng nh−
chÕ t¹o trang thiÕt bÞ trªn c¸c c«ng tr×nh biÓn cè ®Þnh.
1.1.2. §¨ng kiÓm ViÖt Nam (sau ®©y gäi lµ §¨ng kiÓm) lµ c¬ quan thùc hiÖn viÖc gi¸m s¸t kü thuËt trong qu¸
tr×nh chÕ t¹o vËt liÖu theo tiªu chuÈn nµy.
1.1.3. VËt liÖu cã ®Æc tÝnh kh¸c so víi nh÷ng qui ®Þnh cña tiªu chuÈn nµy, cã thÓ ®−îc phÐp sö dông, nÕu ®−îc
§¨ng kiÓm chÊp thuËn. Trong tr−êng hîp nµy, c¸c sè liÖu chi tiÕt vÒ qui tr×nh chÕ t¹o, thµnh phÇn ho¸ häc, tÝnh
chÊt c¬ häc vv... cña vËt liÖu ph¶i ®−îc tr×nh cho §¨ng kiÓm duyÖt.
1.2. Qui tr×nh chÕ t¹o
1.2.1. NÕu §¨ng kiÓm kh«ng cã qui ®Þnh nµo kh¸c, vËt liÖu qui ®Þnh trong tiªu chuÈn nµy ph¶i ®−îc chÕ t¹o t¹i
c¸c nhµ m¸y cã qui tr×nh chÕ t¹o vËt liÖu ®· ®−îc §¨ng kiÓm c«ng nhËn.
1.2.2. Nhµ chÕ t¹o ph¶i chuÈn bÞ c¸c qui tr×nh cã liªn quan ®Õn qu¸ tr×nh chÕ t¹o vËt liÖu nh− qui ®Þnh ë 1.2.1.
C¸c qui tr×nh nµy ph¶i ®−îc §¨ng kiÓm xÐt duyÖt.
1.2.3. VËt liÖu thÐp qui ®Þnh trong tiªu chuÈn nµy ph¶i ®−îc chÕ t¹o trong lß M¸ctanh, lß thæi «xy, lß ®iÖn hoÆc
theo nh÷ng qu¸ tr×nh ®Æc biÖt kh¸c ®−îc §¨ng kiÓm chÊp nhËn.
1.2.4. Nh÷ng vËt liÖu s¬ chÕ nh− vËt liÖu d¹ng thái, tÊm rÌn hoÆc ph«i ®−îc cung cÊp cho nh÷ng nhµ m¸y kh¸c
hoÆc c¸c ph©n x−ëng kh¸c nhau trong cïng mét nhµ m¸y, ph¶i ®−îc chÕ t¹o theo qui tr×nh chÕ t¹o vËt liÖu
®−îc §¨ng kiÓm c«ng nhËn.
1.3. Thµnh phÇn hãa häc
1.3.1. VËt liÖu ph¶i cã thµnh phÇn hãa häc phï hîp víi c¸c yªu cÇu cña tiªu chuÈn nµy. Thµnh phÇn hãa häc
5
TCVN 7230:2003
cña vËt liÖu mÉu lÊy tõ mçi mÎ luyÖn ph¶i ®−îc ph©n tÝch t¹i c¸c phßng thÝ nghiÖm ®−îc c«ng nhËn vµ/hoÆc
®−îc §¨ng kiÓm chÊp nhËn vµ ph¶i tháa m·n c¸c yªu cÇu vÒ thµnh phÇn hãa häc cña tiªu chuÈn nµy.
1.3.2. KÕt qu¶ ph©n tÝch thµnh phÇn hãa häc cña nhµ chÕ t¹o sÏ ®−îc §¨ng kiÓm c«ng nhËn, nh−ng §¨ng
kiÓm cã thÓ yªu cÇu kiÓm tra l¹i kÕt qu¶ ph©n tÝch nÕu thÊy cÇn thiÕt t¹i phßng thö nghiÖm ®−îc c«ng nhËn.
1.3.3. §¨ng kiÓm viªn cã thÓ yªu cÇu kiÓm tra thµnh phÇn hãa häc cña vËt liÖu cña c¸c mÉu dïng ®Ó thö c¬
tÝnh ®−îc lÊy tõ s¶n phÈm nÕu thÊy cÇn thiÕt. Sai sè gi÷a kÕt qu¶ ph©n tÝch t¹i gÇu rãt cña mÎ luyÖn (ladle
analysis) víi kÕt qu¶ ph©n tÝch thµnh phÇn hãa häc cña s¶n phÈm (product analysis) ph¶i phï hîp víi yªu cÇu ë
b¶ng 1.3-1.
B¶ng 1.3-1 - Sai sè gi÷a kÕt qu¶ ph©n tÝch t¹i gÇu rãt cña mÎ luyÖn (ladle analysis) víi kÕt qu¶ ph©n tÝch thµnh phÇn hãa häc cña s¶n phÈm (product analysis)
Nguyªn tè ho¸ häc Sai sè tèi ®a, %
C¸cbon ( C ) ± 0,04
M¨ng gan ( Mn ) ± 0,10
L−u huúnh ( S ) ± 0,01
Phèt pho ( P ) ± 0,01
1.4. NhiÖt luyÖn
1.4.1. VËt liÖu ph¶i ®−îc nhiÖt luyÖn theo nh÷ng yªu cÇu qui ®Þnh ë nh÷ng phÇn t−¬ng øng víi vËt liÖu ®ã cña
tiªu chuÈn nµy.
1.4.2. Lß dïng ®Ó nhiÖt luyÖn ph¶i cã kh¶ n¨ng nung nãng ®Òu vËt liÖu thÐp ë nhiÖt ®é theo yªu cÇu. Lß ph¶i
®−îc trang bÞ ®Çy ®ñ nh÷ng thiÕt bÞ cã kh¶ n¨ng ®iÒu chØnh vµ ghi nhiÖt ®é trong lß. Trong tr−êng hîp kÝch th−íc
cña s¶n phÈm qu¸ lín, cã thÓ sö dông c¸c ph−¬ng ph¸p thay thÕ kh¸c nh−ng ph¶i ®−îc §¨ng kiÓm chÊp nhËn.
1.5. Thö vµ kiÓm tra
1.5.1. NÕu kh«ng cã qui ®Þnh nµo kh¸c, vËt liÖu ph¶i ®−îc thö vµ kiÓm tra d−íi sù chøng kiÕn cña ®¨ng kiÓm
viªn. ViÖc thö vµ kiÓm tra ph¶i phï hîp víi c¸c yªu cÇu qui ®Þnh ë tiªu chuÈn nµy.
1.5.2. VËt liÖu cã ®Æc tÝnh kh¸c víi qui ®Þnh ë tiªu chuÈn nµy ph¶i ®−îc thö vµ kiÓm tra theo ®óng nh÷ng yªu
cÇu kü thuËt ®· ®−îc §¨ng kiÓm duyÖt.
1.5.3. §¨ng kiÓm cã thÓ miÔn c¸c cuéc thö ®èi víi nh÷ng vËt liÖu ®· cã giÊy chøng nhËn phï hîp.
6

TCVN 7230:2003
1.5.4. §¨ng kiÓm viªn cã thÓ kh«ng tham gia ë nh÷ng c«ng ®o¹n nhÊt ®Þnh trong kiÓm tra vµ thö vËt liÖu, nÕu
xÐt thÊy chÊt l−îng vËt liÖu vµ hÖ thèng kiÓm tra chÊt l−îng cña nhµ chÕ t¹o tho¶ m·n víi yªu cÇu cña §¨ng
kiÓm.
1.5.5. Tïy theo dù kiÕn vÒ ®iÒu kiÖn lµm viÖc cña vËt liÖu, §¨ng kiÓm cã thÓ yªu cÇu thö vËt liÖu ë nhiÖt ®é cao
h¬n hoÆc thÊp h¬n qui ®Þnh ë tiªu chuÈn nµy.
1.6. TiÕn hµnh thö vµ kiÓm tra
1.6.1. Nhµ chÕ t¹o ph¶i t¹o mäi ®iÒu kiÖn cÇn thiÕt ®Ó ®¨ng kiÓm viªn cã thÓ ®Õn ®−îc tÊt c¶ c¸c n¬i s¶n xuÊt
cña nhµ m¸y ®Ó cã thÓ x¸c nhËn r»ng qui tr×nh chÕ t¹o vËt liÖu ®· duyÖt ®−îc nhµ chÕ t¹o tu©n thñ nghiªm ngÆt.
1.6.2. Tr−íc khi thö vËt liÖu, c¸c nhµ chÕ t¹o ph¶i tr×nh c¸c ®Æc tÝnh kü thuËt theo ®¬n ®Æt hµng, c¸c yªu cÇu
®Æc biÖt,v.v ... cña vËt liÖu cho §¨ng kiÓm viªn xem xÐt.
1.6.3. C«ng viÖc thö vµ kiÓm tra vËt liÖu ph¶i ®−îc tiÕn hµnh t¹i nhµ m¸y chÕ t¹o tr−íc khi xuÊt x−ëng. Trong
qu¸ tr×nh sö dông, khi vËt liÖu cã tr¹ng th¸i kü thuËt kh«ng tho¶ m·n vµ nÕu §¨ng kiÓm thÊy cÇn thiÕt th× ph¶i
®−îc lo¹i bá, cho dï vËt liÖu ®ã ®· ®−îc §¨ng kiÓm cÊp GiÊy chøng nhËn thö vµ kiÓm tra.
1.6.4. M¸y dïng ®Ó thö tÝnh chÊt c¬ häc cña vËt liÖu ph¶i ®−îc kiÓm tra vµ cÊp GiÊy chøng nhËn phï hîp víi
qui ®Þnh hiÖn hµnh cña §¨ng kiÓm bëi c¬ quan ®¨ng kiÓm hoÆc mét tæ chøc kh¸c ®−îc §¨ng kiÓm c«ng nhËn.
1.7. NhËn d¹ng cña vËt liÖu
Nhµ chÕ t¹o ph¶i cã biÖn ph¸p thÝch hîp ®Ó nhËn d¹ng c¸c thái, tÊm, ph«i ®óc, ph«i rÌn vµ c¸c chi tiÕt
thµnh phÈm, v.v..., ®Ó cã thÓ x¸c ®Þnh cô thÓ c¸c qu¸ tr×nh gia c«ng vËt liÖu nh− nÊu ch¶y, c¸n, rÌn, nhiÖt
luyÖn, v.v... ë bÊt kú giai ®o¹n nµo trong qu¸ tr×nh chÕ t¹o.
1.8. GiÊy chøng nhËn thö vËt liÖu
1.8.1. NÕu c¸c vËt liÖu thÐp c¸n ®· ®¹t ®−îc yªu cÇu vÒ thö theo qui ®Þnh ®èi víi mçi cÊp vËt liÖu th× nhµ chÕ
t¹o ph¶i tr×nh ch÷ ký cña §¨ng kiÓm viªn nÕu §¨ng kiÓm thÊy phï hîp.
1.8.2. Néi dung cña giÊy chøng giÊy chøng nhËn thö vËt liÖu ph¶i ®−îc §¨ng kiÓm viªn ký duyÖt. Tuy nhiªn cã
thÓ sö dông ph−¬ng ph¸p kh¸c thay cho nhËn thö qui ®Þnh ë 1.8.1, ngoµi kÝch th−íc, khèi l−îng, v.v... cña thÐp,
cßn ph¶i ghi Ýt nhÊt c¸c môc tõ 1.8.2.1 ®Õn 1.8.2.9:
1.8.2. 1.
1.8.2. 2.
Sè hiÖu ®¬n ®Æt hµng vµ tªn c«ng tr×nh biÓn dù ®Þnh sö dông vËt liÖu ®ã, nÕu cã ;
Sè hoÆc ký hiÖu nhËn d¹ng
7
TCVN 7230:2003
1.8.2. 3.
1.8.2. 4.
1.8.2. 5.
1.8.2. 6.
Ký hiÖu nhËn d¹ng cña nhµ chÕ t¹o ;
Ký hiÖu cÊp cña vËt liÖu ;
Thµnh phÇn hãa häc (KÕt qu¶ ph©n tÝch thµnh phÇn hãa häc t¹i gÇu rãt cña mÎ luyÖn ®−îc qui
®Þnh theo yªu cÇu vµ ®−îc bæ sung khi cÇn thiÕt).
Hµm l−îng c¸c bon t−¬ng ®−¬ng (Ceq) hoÆc ®é nh¹y nøt nguéi (cold cracking susceptibility)
(Pcm) ®−îc x¸c ®Þnh theo c«ng thøc sau víi viÖc sö dông kÕt qu¶ ph©n tÝch thµnh phÇn hãa häc t¹i gÇu rãt
cña mÎ luyÖn (chØ ¸p dông cho nh÷ng tr−êng hîp qui ®Þnh trong tiªu chuÈn nµy) :
(%) 15
CuNi5
VMoCr6
MnCC eq+
+++
++=
5B10V
15Mo
20Cr
60Ni
20Cu
20Mn
30SiCPcm ++++++++= (%)
1.8.2. 7.
1.8.2. 8.
1.8.2. 9.
KÕt qu¶ thö tÝnh chÊt c¬ häc ;
Ph−¬ng ph¸p nhiÖt luyÖn ;
Ph¶i ghi râ qui tr×nh khö «xy (chØ ®èi víi thÐp lÆng).
1.8.3. Nhµ chÕ t¹o ph¶i ghi vµo GiÊy chøng nhËn vËt liÖu ®Ó chØ ra r»ng vËt liÖu thÐp ®· ®−îc chÕ t¹o theo
®óng qui tr×nh chÕ t¹o ®−îc duyÖt vµ ph¶i ®−îc c¸n bé kiÓm tra chÊt l−îng s¶n phÈm cña nhµ m¸y chÕ t¹o ký
x¸c nhËn. Tuy nhiªn cã thÓ sö dông ph−¬ng ph¸p kh¸c thay cho ch÷ ký nÕu §¨ng kiÓm thÊy phï hîp. VÝ dô:
Chóng t«i chøng nhËn r»ng vËt liÖu ®· ®−îc chÕ t¹o theo ®óng qu¸ tr×nh chÕ t¹o ®−îc duyÖt vµ ®· tiÕn
hµnh thö tháa m·n c¸c yªu cÇu cña §¨ng kiÓm ViÖt Nam.
1.8.4. Nh÷ng qui ®Þnh tõ 1.8.1 ®Õn 1.8.3 còng ph¶i ®−îc ¸p dông cho c¸c lo¹i vËt liÖu kh¸c víi vËt liÖu thÐp
c¸n ®−îc ®−a ra trong tiªu chuÈn nµy.
1.8.5. NÕu c¸c vËt liÖu s¬ chÕ nh− ph«i thái, ph«i tÊm hoÆc ph«i kh«ng ®−îc chÕ t¹o t¹i nhµ m¸y, mµ t¹i ®ã nã
®−îc c¸n hoÆc rÌn th× giÊy chøng nhËn vËt liÖu ®−îc cung cÊp cho §¨ng kiÓm t¹i nhµ m¸y c¸n, lµm èng hoÆc
rÌn ph¶i ghi râ qui tr×nh chÕ t¹o, tªn cña Nhµ chÕ t¹o cung cÊp c¸c vËt liÖu s¬ chÕ nµy, sè hiÖu mÎ ®óc vµ kÕt
qu¶ ph©n tÝch thµnh phÇn hãa häc t¹i gÇu rãt cña mÎ luyÖn. Trong tr−êng hîp nµy, qui tr×nh chÕ t¹o c¸c vËt liÖu
s¬ chÕ nµy ph¶i phï hîp víi c¸c yªu cÇu cña §¨ng kiÓm.
1.9. ChÊt l−îng vËt liÖu vµ söa ch÷a khuyÕt tËt
1.9.1. TÊt c¶ c¸c lo¹i vËt liÖu ph¶i kh«ng cã khuyÕt tËt cã h¹i.
1.9.2. Nh÷ng khuyÕt tËt nhá trªn bÒ mÆt cã thÓ ®−îc tÈy s¹ch b»ng ph−¬ng ph¸p c¬ khÝ (mµi s¹ch). Sau khi
söa ch÷a, vËt liÖu ph¶i ®¶m b¶o vÒ kÝch th−íc vµ chøng minh ®−îc vïng söa ch÷a ®· hÕt khuyÕt tËt vµ viÖc söa
8
TCVN 7230:2003
ch÷a khuyÕt tËt ®· ®−îc hoµn tÊt theo c¸c yªu cÇu cña tiªu chuÈn nµy ®ång thêi ®· tháa m·n víi nh÷ng yªu cÇu
cña §¨ng kiÓm viªn.
1.9.3. C¸c khuyÕt tËt ®−îc söa ch÷a b»ng ph−¬ng ph¸p hµn cã thÓ ®−îc §¨ng kiÓm chÊp nhËn sau khi ®· xem
xÐt. Trong khi söa ch÷a, ph¶i kiÓm tra kh«ng ph¸ hñy b»ng ph−¬ng ph¸p thÝch hîp ®Ó chøng tá r»ng khuyÕt tËt
®· ®−îc tÈy s¹ch tr−íc khi hµn. Qui tr×nh hµn, nhiÖt luyÖn vµ kiÓm tra kh«ng ph¸ hñy sö dông trong qu¸ tr×nh
söa ch÷a khuyÕt tËt ph¶i ®−îc tr×nh cho §¨ng kiÓm duyÖt.
1.9.4. NÕu kh«ng cã qui ®Þnh nµo kh¸c, viÖc söa ch÷a khuyÕt tËt ph¶i ®−îc tiÕn hµnh d−íi sù chøng kiÕn cña
®¨ng kiÓm viªn.
1.10. Thö bæ sung tr−íc khi lo¹i bá
1.10.1. Trong bÊt kú cuéc thö tÝnh chÊt c¬ häc nµo, trõ thö ®é dai va ®Ëp, nÕu mét phÇn kÕt qu¶ thö kh«ng ®¹t
yªu cÇu, nh−ng nh÷ng phÇn kh¸c ®Òu tho¶ m·n, th× cã thÓ thö hai mÉu bæ sung ®−îc c¾t ra tõ cïng vËt liÖu ®·
lÊy mÉu thö ®Ó thö l¹i. Trong trõ¬ng hîp thö l¹i nh− vËy, c¶ hai mÉu thö ®Òu ph¶i tho¶ m·n yªu cÇu cña qui
ph¹m.
1.10.2. NÕu kÕt qu¶ thö ®é dai va ®Ëp tõ mét bé gåm ba mÉu thö kh«ng ®¹t yªu cÇu, th× cã thÓ tiÕn hµnh thö bæ
sung b»ng mét bé gåm ba mÉu thö kh¸c ®−îc c¾t ra tõ cïng s¶n phÈm ®· cã mÉu thö kh«ng ®¹t, trõ tr−êng hîp
nªu ra ë 1.10.2.1 vµ 1.10.2.2 d−íi ®©y. Trong tr−êng hîp nµy, tÊt c¶ c¸c s¶n phÈm cïng l« cã c¸c mÉu thö ®−îc
c¾t ra cã thÓ ®−îc chÊp nhËn, víi ®iÒu kiÖn: N¨ng l−îng hÊp thô trung b×nh cña 6 mÉu thö, kÓ c¶ nh÷ng mÉu ®·
bÞ lo¹i, kh«ng ®−îc nhá h¬n møc n¨ng l−îng hÊp thô trung b×nh tèi thiÓu theo qui ®Þnh. Sè l−îng mÉu thö cã
n¨ng l−îng hÊp thô nhá h¬n møc n¨ng l−îng hÊp thô trung b×nh tèi thiÓu lµ kh«ng lín h¬n hai, hoÆc sè l−îng
mÉu thö cã n¨ng l−îng hÊp thô nhá h¬n 70% gi¸ trÞ trung b×nh lµ kh«ng qu¸ mét.
1.10.2. 1.
1.10.2. 2.
N¨ng l−îng hÊp thô cña tÊt c¶ c¸c mÉu thö nhá h¬n møc trung b×nh tèi thiÓu theo yªu cÇu.
N¨ng l−îng hÊp thô cña hai mÉu thö nhá h¬n 70% møc trung b×nh tèi thiÓu theo yªu cÇu.
1.10.3. Trong tr−êng hîp 1.10.2.1 hoÆc 1.10.2.2 hoÆc mÉu thö ®−îc lùa chän ®Çu tiªn ë 1.10.2 bÞ lo¹i, cã thÓ
tiÕn hµnh thö ®é dai va ®Ëp víi c¸c mÉu thö bæ sung ®−îc c¾t ra tõ hai s¶n phÈm thÐp cã chiÒu dµy lín nhÊt
trong cïng l«. Trong tr−êng hîp nµy, nÕu mçi bé mÉu thö t−¬ng øng ®¹t yªu cÇu, th× c¸c s¶n phÈm cã mÉu thö
®−îc c¾t ra còng nh− c¸c s¶n phÈm kh¸c cïng l« cã thÓ ®−îc chÊp nhËn. NÕu mét trong hai bé mÉu thö kh«ng
®¹t yªu cÇu th× c¸c s¶n phÈm cïng l« ®Òu bÞ lo¹i.
1.10.4. Khi c¸c mÉu thö, dïng ®Ó thö bæ sung nh− nãi trªn, kh«ng ®¹t yªu cÇu, th× s¶n phÈm ®−îc lÊy mÉu thö
ph¶i bÞ lo¹i. Tuy nhiªn, tïy theo lùa chän cña nhµ chÕ t¹o nh÷ng s¶n phÈm cßn l¹i trong l« cã thÓ ®−îc thö
riªng, nÕu s¶n phÈm nµo ®¹t yªu cÇu cã thÓ ®−îc chÊp nhËn.
9
TCVN 7230:2003
1.10.5. NÕu vËt liÖu ®· ®−îc nhiÖt luyÖn kh«ng ®¹t yªu cÇu khi thö th× cho phÐp thö l¹i sau khi nhiÖt luyÖn l¹i.
ChØ khi nµo tÊt c¶ c¸c cuéc thö bæ xung ®¹t yªu cÇu th× vËt liÖu ®ã míi ®−îc chÊp nhËn.
1.10.6. Khi thö kÐo, nÕu ®é gi·n dµi cña mét mÉu bÊt kú nhá h¬n qui ®Þnh vµ cã xuÊt hiÖn bÊt kú vÕt nøt nµo
n»m ngoµi ph¹m vi 1/4 chiÒu dµi ®o ®¹c, tÝnh tõ trung ®iÓm chiÒu dµi ®ã, th× mÉu thö ®−îc coi lµ kh«ng ®¹t vµ
cho phÐp tiÕn hµnh thö bæ xung b»ng mét mÉu kh¸c lÊy tõ cïng vËt liÖu ®· c¾t mÉu thö.
1.11. §ãng dÊu nh·n hiÖu vËt liÖu
1.11.1. TÊt c¶ c¸c vËt liÖu tháa m·n yªu cÇu ®Òu ph¶i ®−îc nhµ chÕ t¹o ®ãng dÊu ch×m nh·n hiÖu "VR" trong
tr−êng hîp §¨ng kiÓm chøng nhËn, ký hiÖu cÊp vËt liÖu vµ c¸c ký hiÖu víi c¸c ®Æc tr−ng sau ®©y vµo Ýt nhÊt lµ
mét vÞ trÝ cña vËt liÖu.
1.11.1. 1.
1.11.1. 2.
1.11.1. 3.
Tªn hoÆc nh·n hiÖu cña nhµ chÕ t¹o
Sè hoÆc nh·n hiÖu cña s¶n phÈm
Tªn, sè hiÖu cña ®¬n ®Æt hµng hoÆc ký hiÖu nhËn d¹ng kh¸c (nÕu ng−êi mua yªu cÇu).
1.11.2. NÕu kh«ng thÓ ®ãng ®−îc dÊu ch×m vµo vËt liÖu th× cã thÓ ®¸nh dÊu nh·n hiÖu b»ng ph−¬ng ph¸p thÝch
hîp.
1.11.3. NÕu vËt liÖu cã kÝch th−íc qu¸ nhá kh«ng thÓ ®ãng dÊu ch×m, ®¸nh dÊu nh·n hiÖu nh− qui ®Þnh ë 1.11.1
vµ 1.11.2 trªn th× cã thÓ ®−îc ®¸nh dÊu gép vµo mét miÕng nh·n hiÖu.
10
TCVN 7230:2003
2. Qui tr×nh thö tÝnh chÊt c¬ häc
2.1. Qui ®Þnh chung
2.1.1. Ph¹m vi ¸p dông
2.1.1. 1.
2.1.1. 2.
2.1.1. 3.
2.1.2. 1.
2.1.2. 2.
2.1.2. 3.
2.1.2. 4.
2.1.3. 1.
2.1.3. 2.
2.1.3. 3.
2.1.3. 4.
MÉu thö vµ qui tr×nh thö tÝnh chÊt c¬ häc cña vËt liÖu ph¶i phï hîp víi qui ®Þnh ë phÇn nµy, nÕu
trong 4, 5, 6 vµ 7 kh«ng cã qui ®Þnh nµo kh¸c.
NÕu sö dông mÉu thö vµ qui tr×nh thö tÝnh chÊt c¬ häc kh¸c so víi yªu cÇu cña phÇn nµy th× ph¶i
®−îc §¨ng kiÓm chÊp nhËn.
MÉu thö ph¶i ®−îc c¾t ra tõ vËt mÉu vµ ®−îc chän phï hîp víi tõng qui ®Þnh trong 4, 5, 6 vµ 7.
2.1.2. ChuÈn bÞ mÉu thö
NÕu kh«ng cã qui ®Þnh nµo kh¸c hoÆc ch−a ®−îc §¨ng kiÓm viªn chÊp nhËn, vËt mÉu ®Ó lÊy mÉu
thö kh«ng ®−îc c¾t ra khái vËt liÖu khi ch−a ®−îc §¨ng kiÓm viªn ®ãng dÊu.
NÕu vËt mÉu ®−îc c¾t ra tõ vËt liÖu b»ng má c¾t h¬i hoÆc b»ng m¸y c¾t th× ph¶i ®Ó l¹i l−îng d−
thÝch hîp vµ l−îng d− nµy sÏ ®−îc lo¹i bá khi gia c«ng mÉu thö lÇn cuèi.
ViÖc gia c«ng mÉu thö ph¶i ®−îc tiÕn hµnh sao cho mÉu thö kh«ng bÞ ¶nh h−ëng ®¸ng kÓ do søc
c¨ng co gi·n do l¹nh hoÆc nãng.
NÕu mÉu thö bÞ háng hoÆc bÞ khuyÕt tËt cã liªn quan ®Õn tÝnh chÊt c¬ b¶n cña vËt liÖu khi gia
c«ng, th× nã ph¶i ®−îc lo¹i bá vµ ®−îc thay thÕ b»ng mÉu thö kh¸c ®−îc chuÈn bÞ tõ vËt liÖu ®−îc lÊy ë vÞ trÝ gÇn
víi vÞ trÝ ®· lÊy mÉu bÞ háng. MÉu thö kÐo còng cã thÓ ph¶i lo¹i bá nÕu khi thö kÐo kh«ng ®¹t ®−îc ®é d·n dµi tèi
thiÓu qui ®Þnh vµ kho¶ng c¸ch gi÷a ®iÓm ®øt vµ ®iÓm ®¸nh dÊu ®é dµi ®o gÇn nhÊt nhá h¬n 1/3 ®é dµi ®o.
2.1.3. ThiÕt bÞ thö c¬ tÝnh
TÊt c¶ c¸c cuéc thö c¬ tÝnh ph¶i ®−îc thùc hiÖn bëi nh÷ng c¸n bé chuyªn m«n thÝch hîp trªn
nh÷ng thiÕt bÞ thö ®· ®−îc §¨ng kiÓm c«ng nhËn.
ThiÕt bÞ thö c¬ tÝnh ph¶i ®−îc duy tr× ë tr¹ng th¸i tho¶ m·n c¸c yªu cÇu vÒ ®é chÝnh x¸c vµ kü
thuËt cña §¨ng kiÓm. ThiÕt bÞ thö c¬ tÝnh ph¶i ®−îc hiÖu chuÈn hµng n¨m.
ViÖc hiÖu chuÈn thiÕt bÞ thö c¬ tÝnh ph¶i ®−îc thùc hiÖn bëi mét mét tæ chøc ®−îc §¨ng kiÓm c«ng
nhËn.
Hå s¬ hiÖu chuÈn ph¶i ®−îc l−u tr÷ t¹i phßng thö c¬ tÝnh.
11

TCVN 7230:2003
2.2. Thö kÐo
2.2.1. Qui c¸ch vµ kÝch th−íc mÉu thö.
2.2.1. 1. MÉu thö tØ lÖ ( proportional test speciment) víi ®é dµi ®o lµ 5,65 oS , víi So lµ diÖn tÝch tiÕt diÖn
chiÒu dµi ®o cña mÉu thö, ®−îc xem lµ d¹ng chuÈn cña mÉu thö.
2.2.1. 2. §èi víi c¸c vËt rÌn vµ vËt ®óc (trõ gang x¸m ®óc), c¸c mÉu thö tØ lÖ cã tiÕt diÖn trßn ®−îc gia
c«ng b»ng m¸y cho ®Õn kÝch th−íc qui ®Þnh ë h×nh 2.2.1-1.
Lo = 70
Lc = XÊp xØ 85
d=14
R ≥ 10
H×nh 2.2.1-1
2.2.1. 3.
2.2.1. 4.
Víi c¸c thái c¸n nãng vµ c¸c s¶n phÈm cã h×nh d¹ng t−¬ng tù, c¸c mÉu thö ph¶i ®−îc chuÈn bÞ
nh− h×nh 2.2.1-1, ngo¹i trõ c¸c thái cã kÝch th−íc nhá, c¸c mÉu thö cã thÓ lÊy theo chiÒu dµi thÝch hîp cña thái
vµ ®−îc thö víi toµn bé tiÕt diÖn ngang cña nã.
§Ó thay thÕ cho c¸c yªu cÇu qui ®Þnh ë môc 2.2.1.2 vµ 2.2.1.3, c¸c mÉu thö tØ lÖ hoÆc kh«ng tØ lÖ
cã kÝch th−íc kh¸c víi h×nh 2.2.1-1 cã thÓ ®−îc sö dông víi c¸c yªu cÇu vÒ diÖn tÝch tiÕt diÖn tèi thiÓu ®−îc ®−a
ra ë c¸c phÇn t−¬ng øng víi vËt liÖu ®ã qui ®Þnh trong tiªu chuÈn nµy. Khi kÝch th−íc cña mÉu thö tØ lÖ kh¸c víi
h×nh 2.2.1-1, kÝch th−íc chung cña mÉu thö sÏ ®−îc lÊy theo h×nh 2.2.1-2.
12
TCVN 7230:2003
Lc = XÊp xØ Lo + d
d
Lo = 5d
R ≥ 10
H×nh 2.2.1-2
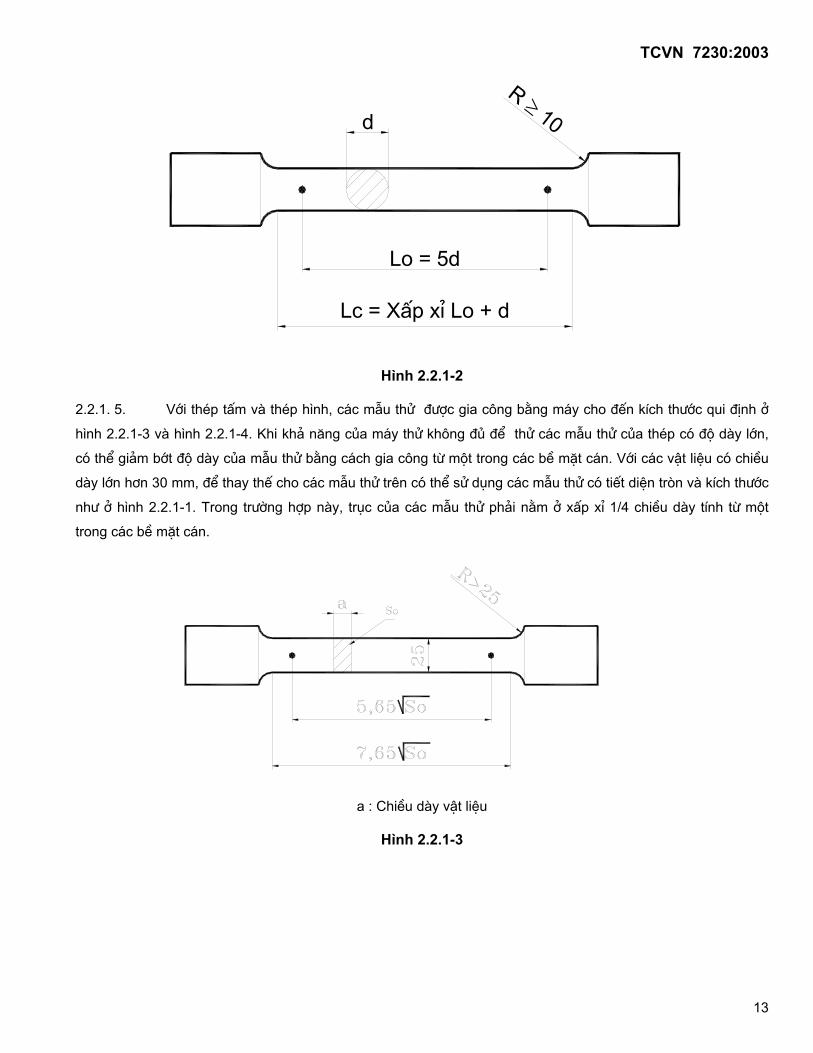
2.2.1. 5. Víi thÐp tÊm vµ thÐp h×nh, c¸c mÉu thö ®−îc gia c«ng b»ng m¸y cho ®Õn kÝch th−íc qui ®Þnh ë
h×nh 2.2.1-3 vµ h×nh 2.2.1-4. Khi kh¶ n¨ng cña m¸y thö kh«ng ®ñ ®Ó thö c¸c mÉu thö cña thÐp cã ®é dµy lín,
cã thÓ gi¶m bít ®é dµy cña mÉu thö b»ng c¸ch gia c«ng tõ mét trong c¸c bÒ mÆt c¸n. Víi c¸c vËt liÖu cã chiÒu
dµy lín h¬n 30 mm, ®Ó thay thÕ cho c¸c mÉu thö trªn cã thÓ sö dông c¸c mÉu thö cã tiÕt diÖn trßn vµ kÝch th−íc
nh− ë h×nh 2.2.1-1. Trong tr−êng hîp nµy, trôc cña c¸c mÉu thö ph¶i n»m ë xÊp xØ 1/4 chiÒu dµy tÝnh tõ mét
trong c¸c bÒ mÆt c¸n.
a : ChiÒu dµy vËt liÖu
H×nh 2.2.1-3
13
TCVN 7230:2003
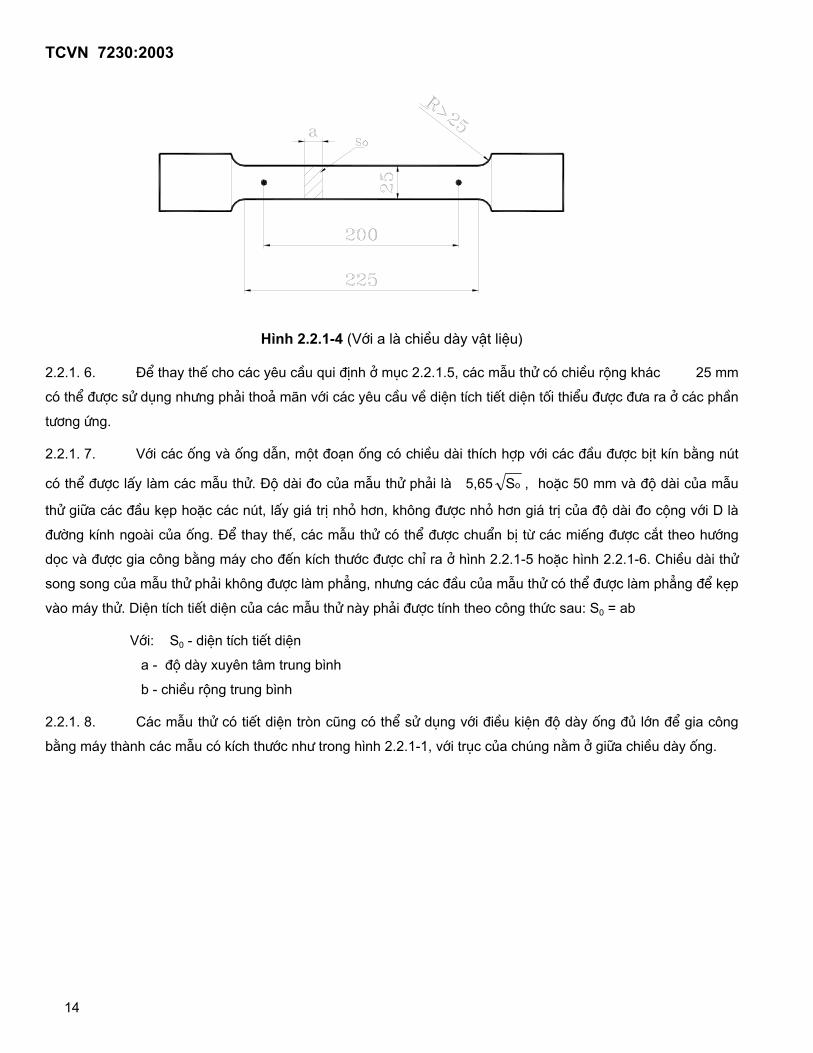
H×nh 2.2.1-4 (Víi a lµ chiÒu dµy vËt liÖu)
2.2.1. 6.
2.2.1. 7.
§Ó thay thÕ cho c¸c yªu cÇu qui ®Þnh ë môc 2.2.1.5, c¸c mÉu thö cã chiÒu réng kh¸c 25 mm
cã thÓ ®−îc sö dông nh−ng ph¶i tho¶ m·n víi c¸c yªu cÇu vÒ diÖn tÝch tiÕt diÖn tèi thiÓu ®−îc ®−a ra ë c¸c phÇn
t−¬ng øng.
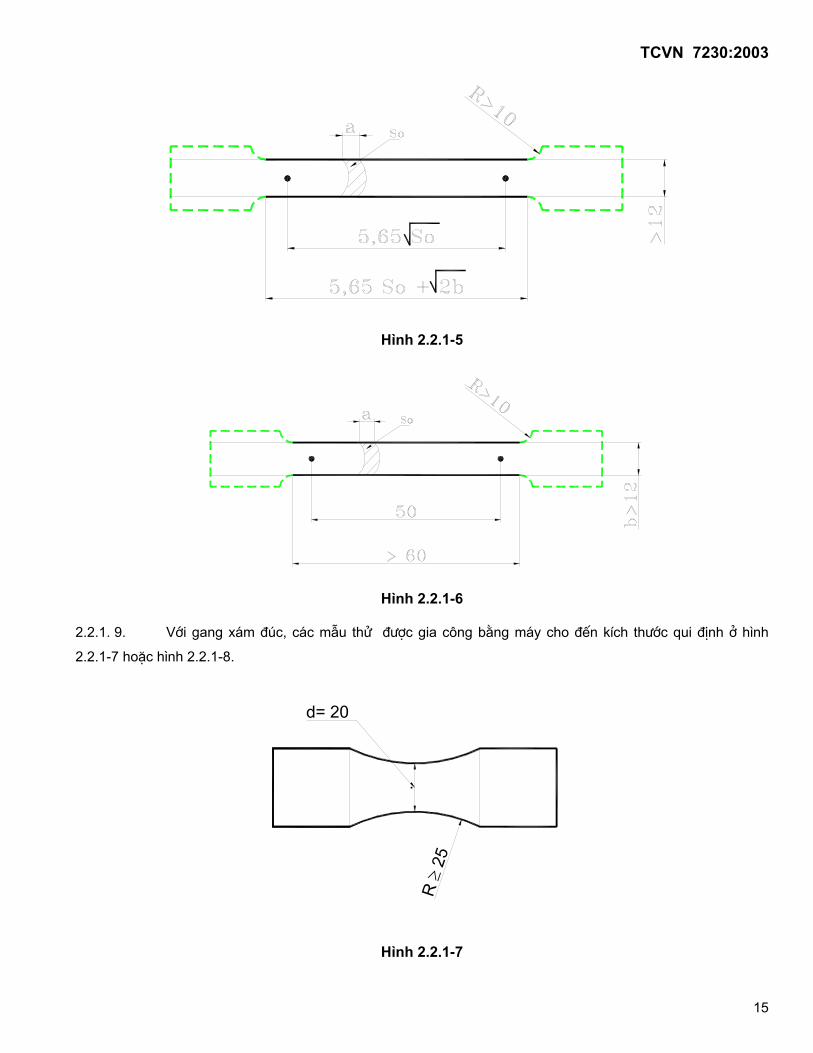
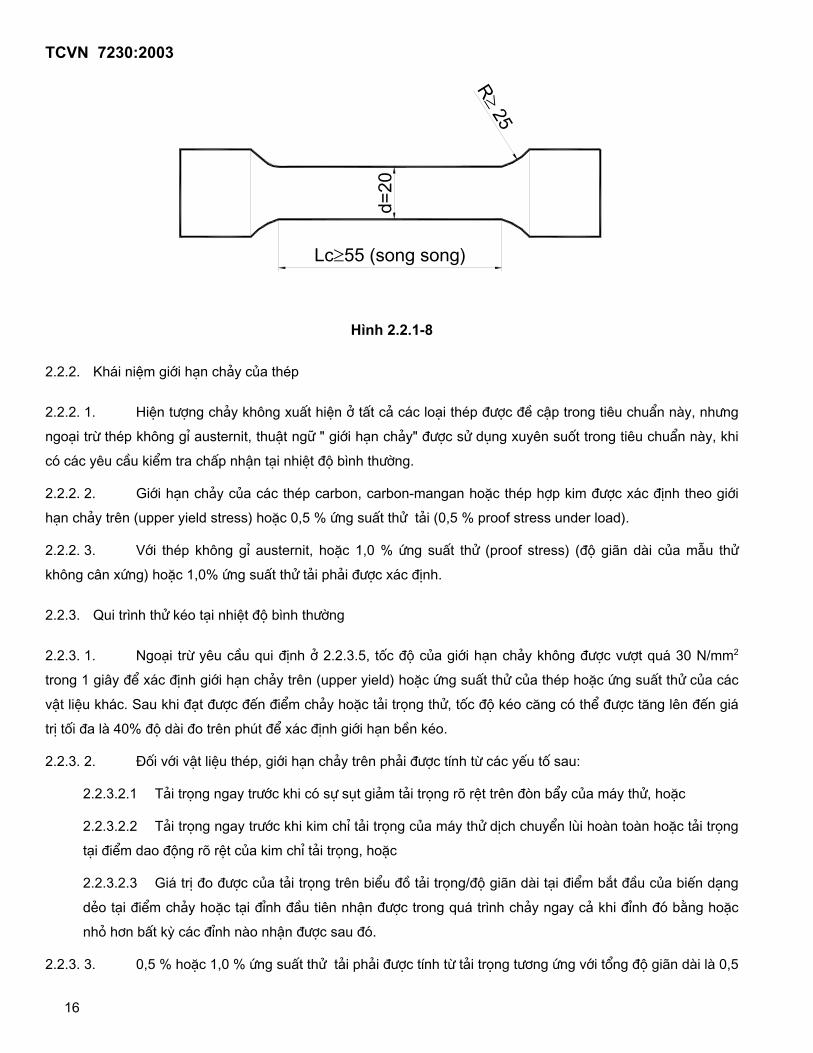
Víi c¸c èng vµ èng dÉn, mét ®o¹n èng cã chiÒu dµi thÝch hîp víi c¸c ®Çu ®−îc bÞt kÝn b»ng nót
cã thÓ ®−îc lÊy lµm c¸c mÉu thö. §é dµi ®o cña mÉu thö ph¶i lµ 5,65 oS , hoÆc 50 mm vµ ®é dµi cña mÉu
thö gi÷a c¸c ®Çu kÑp hoÆc c¸c nót, lÊy gi¸ trÞ nhá h¬n, kh«ng ®−îc nhá h¬n gi¸ trÞ cña ®é dµi ®o céng víi D lµ
®−êng kÝnh ngoµi cña èng. §Ó thay thÕ, c¸c mÉu thö cã thÓ ®−îc chuÈn bÞ tõ c¸c miÕng ®−îc c¾t theo h−íng
däc vµ ®−îc gia c«ng b»ng m¸y cho ®Õn kÝch th−íc ®−îc chØ ra ë h×nh 2.2.1-5 hoÆc h×nh 2.2.1-6. ChiÒu dµi thö
song song cña mÉu thö ph¶i kh«ng ®−îc lµm ph¼ng, nh−ng c¸c ®Çu cña mÉu thö cã thÓ ®−îc lµm ph¼ng ®Ó kÑp
vµo m¸y thö. DiÖn tÝch tiÕt diÖn cña c¸c mÉu thö nµy ph¶i ®−îc tÝnh theo c«ng thøc sau: S0 = ab
Víi: S0 - diÖn tÝch tiÕt diÖn
a - ®é dµy xuyªn t©m trung b×nh
b - chiÒu réng trung b×nh
2.2.1. 8. C¸c mÉu thö cã tiÕt diÖn trßn còng cã thÓ sö dông víi ®iÒu kiÖn ®é dµy èng ®ñ lín ®Ó gia c«ng
b»ng m¸y thµnh c¸c mÉu cã kÝch th−íc nh− trong h×nh 2.2.1-1, víi trôc cña chóng n»m ë gi÷a chiÒu dµy èng.
14
TCVN 7230:2003
H×nh 2.2.1-5
H×nh 2.2.1-6
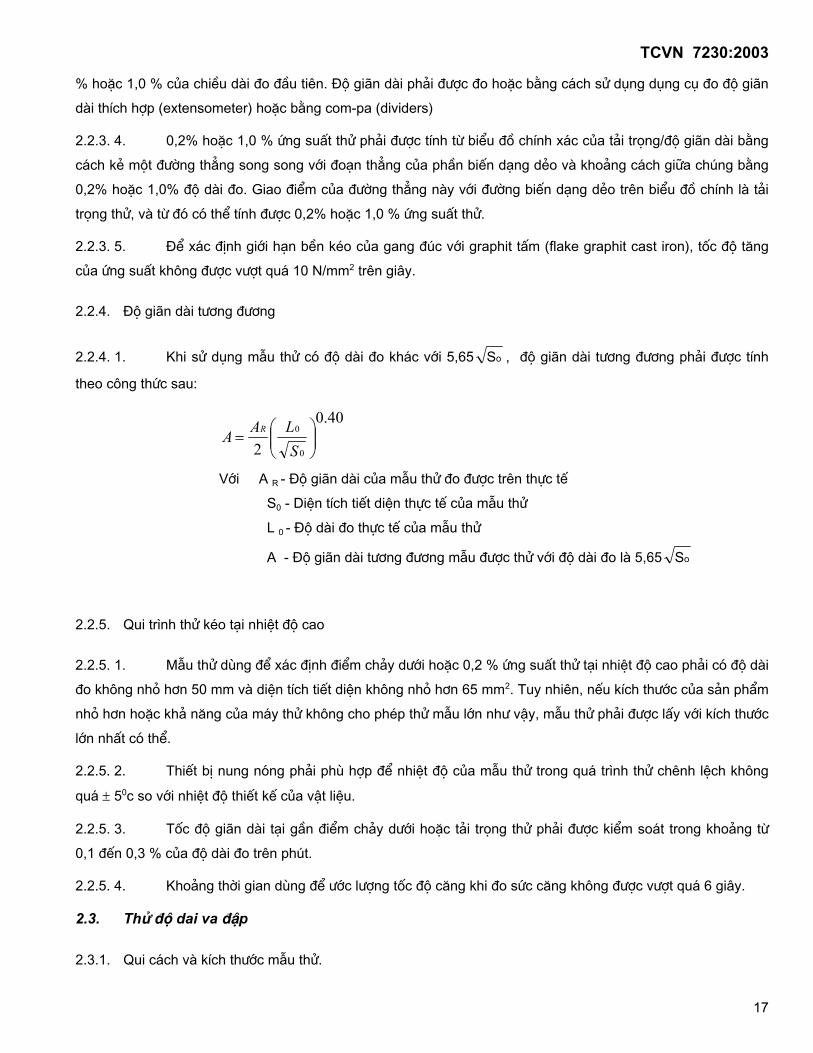
2.2.1. 9. Víi gang x¸m ®óc, c¸c mÉu thö ®−îc gia c«ng b»ng m¸y cho ®Õn kÝch th−íc qui ®Þnh ë h×nh
2.2.1-7 hoÆc h×nh 2.2.1-8.
.
d= 20
R ≥
25
H×nh 2.2.1-7
15
TCVN 7230:2003
d=20
R≥ 25
Lc≥55 (song song)
H×nh 2.2.1-8
2.2.2. Kh¸i niÖm giíi h¹n ch¶y cña thÐp
2.2.2. 1.
2.2.2. 2.
2.2.2. 3.
2.2.3. 1.
2.2.3. 2.
2.2.3. 3.
HiÖn t−îng ch¶y kh«ng xuÊt hiÖn ë tÊt c¶ c¸c lo¹i thÐp ®−îc ®Ò cËp trong tiªu chuÈn nµy, nh−ng
ngo¹i trõ thÐp kh«ng gØ austernit, thuËt ng÷ " giíi h¹n ch¶y" ®−îc sö dông xuyªn suèt trong tiªu chuÈn nµy, khi
cã c¸c yªu cÇu kiÓm tra chÊp nhËn t¹i nhiÖt ®é b×nh th−êng.
Giíi h¹n ch¶y cña c¸c thÐp carbon, carbon-mangan hoÆc thÐp hîp kim ®−îc x¸c ®Þnh theo giíi
h¹n ch¶y trªn (upper yield stress) hoÆc 0,5 % øng suÊt thö t¶i (0,5 % proof stress under load).
Víi thÐp kh«ng gØ austernit, hoÆc 1,0 % øng suÊt thö (proof stress) (®é gi·n dµi cña mÉu thö
kh«ng c©n xøng) hoÆc 1,0% øng suÊt thö t¶i ph¶i ®−îc x¸c ®Þnh.
2.2.3. Qui tr×nh thö kÐo t¹i nhiÖt ®é b×nh th−êng
Ngo¹i trõ yªu cÇu qui ®Þnh ë 2.2.3.5, tèc ®é cña giíi h¹n ch¶y kh«ng ®−îc v−ît qu¸ 30 N/mm2
trong 1 gi©y ®Ó x¸c ®Þnh giíi h¹n ch¶y trªn (upper yield) hoÆc øng suÊt thö cña thÐp hoÆc øng suÊt thö cña c¸c
vËt liÖu kh¸c. Sau khi ®¹t ®−îc ®Õn ®iÓm ch¶y hoÆc t¶i träng thö, tèc ®é kÐo c¨ng cã thÓ ®−îc t¨ng lªn ®Õn gi¸
trÞ tèi ®a lµ 40% ®é dµi ®o trªn phót ®Ó x¸c ®Þnh giíi h¹n bÒn kÐo.
§èi víi vËt liÖu thÐp, giíi h¹n ch¶y trªn ph¶i ®−îc tÝnh tõ c¸c yÕu tè sau:
2.2.3.2.1 T¶i träng ngay tr−íc khi cã sù sôt gi¶m t¶i träng râ rÖt trªn ®ßn bÈy cña m¸y thö, hoÆc
2.2.3.2.2 T¶i träng ngay tr−íc khi kim chØ t¶i träng cña m¸y thö dÞch chuyÓn lïi hoµn toµn hoÆc t¶i träng
t¹i ®iÓm dao ®éng râ rÖt cña kim chØ t¶i träng, hoÆc
2.2.3.2.3 Gi¸ trÞ ®o ®−îc cña t¶i träng trªn biÓu ®å t¶i träng/®é gi·n dµi t¹i ®iÓm b¾t ®Çu cña biÕn d¹ng
dÎo t¹i ®iÓm ch¶y hoÆc t¹i ®Ønh ®Çu tiªn nhËn ®−îc trong qu¸ tr×nh ch¶y ngay c¶ khi ®Ønh ®ã b»ng hoÆc
nhá h¬n bÊt kú c¸c ®Ønh nµo nhËn ®−îc sau ®ã.
0,5 % hoÆc 1,0 % øng suÊt thö t¶i ph¶i ®−îc tÝnh tõ t¶i träng t−¬ng øng víi tæng ®é gi·n dµi lµ 0,5
16
TCVN 7230:2003
% hoÆc 1,0 % cña chiÒu dµi ®o ®Çu tiªn. §é gi·n dµi ph¶i ®−îc ®o hoÆc b»ng c¸ch sö dông dông cô ®o ®é gi·n
dµi thÝch hîp (extensometer) hoÆc b»ng com-pa (dividers)
2.2.3. 4.
2.2.3. 5.
2.2.4. 1.
0,2% hoÆc 1,0 % øng suÊt thö ph¶i ®−îc tÝnh tõ biÓu ®å chÝnh x¸c cña t¶i träng/®é gi·n dµi b»ng
c¸ch kÎ mét ®−êng th¼ng song song víi ®o¹n th¼ng cña phÇn biÕn d¹ng dÎo vµ kho¶ng c¸ch gi÷a chóng b»ng
0,2% hoÆc 1,0% ®é dµi ®o. Giao ®iÓm cña ®−êng th¼ng nµy víi ®−êng biÕn d¹ng dÎo trªn biÓu ®å chÝnh lµ t¶i
träng thö, vµ tõ ®ã cã thÓ tÝnh ®−îc 0,2% hoÆc 1,0 % øng suÊt thö.
§Ó x¸c ®Þnh giíi h¹n bÒn kÐo cña gang ®óc víi graphit tÊm (flake graphit cast iron), tèc ®é t¨ng
cña øng suÊt kh«ng ®−îc v−ît qu¸ 10 N/mm2 trªn gi©y.
2.2.4. §é gi·n dµi t−¬ng ®−¬ng
Khi sö dông mÉu thö cã ®é dµi ®o kh¸c víi 5,65 oS , ®é gi·n dµi t−¬ng ®−¬ng ph¶i ®−îc tÝnh
theo c«ng thøc sau:
40.0
2 0
0
=
SLAA R
Víi A R - §é gi·n dµi cña mÉu thö ®o ®−îc trªn thùc tÕ
S0 - DiÖn tÝch tiÕt diÖn thùc tÕ cña mÉu thö
L 0 - §é dµi ®o thùc tÕ cña mÉu thö
A - §é gi·n dµi t−¬ng ®−¬ng mÉu ®−îc thö víi ®é dµi ®o lµ 5,65 oS
2.2.5. Qui tr×nh thö kÐo t¹i nhiÖt ®é cao
2.2.5. 1.
2.2.5. 2.
2.2.5. 3.
2.2.5. 4.
MÉu thö dïng ®Ó x¸c ®Þnh ®iÓm ch¶y d−íi hoÆc 0,2 % øng suÊt thö t¹i nhiÖt ®é cao ph¶i cã ®é dµi
®o kh«ng nhá h¬n 50 mm vµ diÖn tÝch tiÕt diÖn kh«ng nhá h¬n 65 mm2. Tuy nhiªn, nÕu kÝch th−íc cña s¶n phÈm
nhá h¬n hoÆc kh¶ n¨ng cña m¸y thö kh«ng cho phÐp thö mÉu lín nh− vËy, mÉu thö ph¶i ®−îc lÊy víi kÝch th−íc
lín nhÊt cã thÓ.
ThiÕt bÞ nung nãng ph¶i phï hîp ®Ó nhiÖt ®é cña mÉu thö trong qu¸ tr×nh thö chªnh lÖch kh«ng
qu¸ ± 50c so víi nhiÖt ®é thiÕt kÕ cña vËt liÖu.
Tèc ®é gi·n dµi t¹i gÇn ®iÓm ch¶y d−íi hoÆc t¶i träng thö ph¶i ®−îc kiÓm so¸t trong kho¶ng tõ
0,1 ®Õn 0,3 % cña ®é dµi ®o trªn phót.
Kho¶ng thêi gian dïng ®Ó −íc l−îng tèc ®é c¨ng khi ®o søc c¨ng kh«ng ®−îc v−ît qu¸ 6 gi©y.
2.3. Thö ®é dai va ®Ëp
2.3.1. Qui c¸ch vµ kÝch th−íc mÉu thö.
17
TCVN 7230:2003
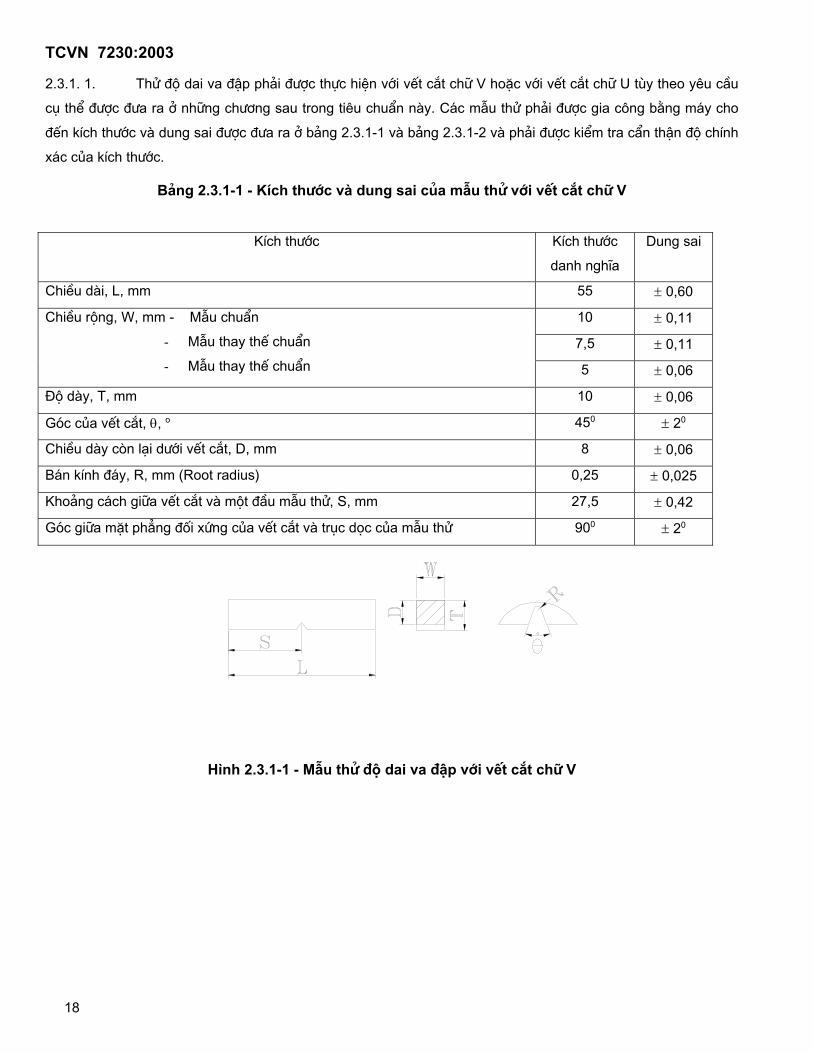
2.3.1. 1. Thö ®é dai va ®Ëp ph¶i ®−îc thùc hiÖn víi vÕt c¾t ch÷ V hoÆc víi vÕt c¾t ch÷ U tïy theo yªu cÇu
cô thÓ ®−îc ®−a ra ë nh÷ng ch−¬ng sau trong tiªu chuÈn nµy. C¸c mÉu thö ph¶i ®−îc gia c«ng b»ng m¸y cho
®Õn kÝch th−íc vµ dung sai ®−îc ®−a ra ë b¶ng 2.3.1-1 vµ b¶ng 2.3.1-2 vµ ph¶i ®−îc kiÓm tra cÈn thËn ®é chÝnh
x¸c cña kÝch th−íc.
B¶ng 2.3.1-1 - KÝch th−íc vµ dung sai cña mÉu thö víi vÕt c¾t ch÷ V
KÝch th−íc KÝch th−íc
danh nghÜa
Dung sai
ChiÒu dµi, L, mm 55 ± 0,60
10 ± 0,11
7,5 ± 0,11
ChiÒu réng, W, mm - MÉu chuÈn
- MÉu thay thÕ chuÈn
- MÉu thay thÕ chuÈn 5 ± 0,06
§é dµy, T, mm 10 ± 0,06
Gãc cña vÕt c¾t, θ, o 450 ± 20
ChiÒu dµy cßn l¹i d−íi vÕt c¾t, D, mm 8 ± 0,06
B¸n kÝnh ®¸y, R, mm (Root radius) 0,25 ± 0,025
Kho¶ng c¸ch gi÷a vÕt c¾t vµ mét ®Çu mÉu thö, S, mm 27,5 ± 0,42
Gãc gi÷a mÆt ph¼ng ®èi xøng cña vÕt c¾t vµ trôc däc cña mÉu thö 900 ± 20
H×nh 2.3.1-1 - MÉu thö ®é dai va ®Ëp víi vÕt c¾t ch÷ V
18
TCVN 7230:2003
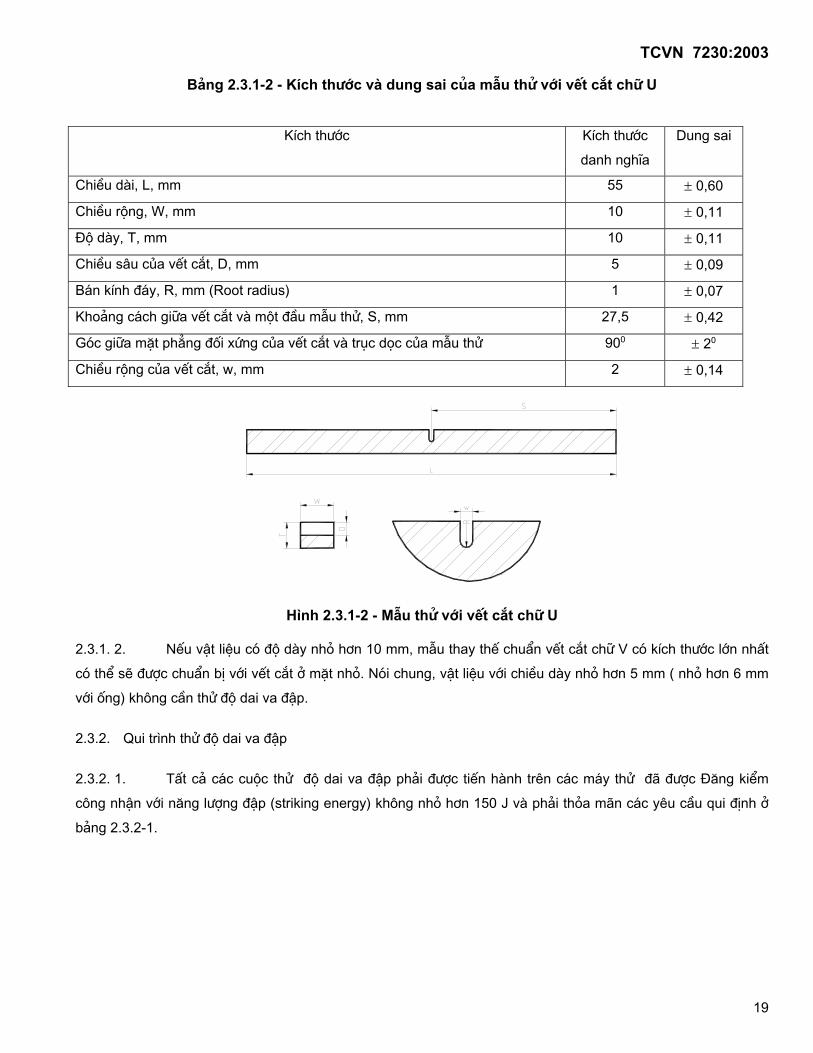
B¶ng 2.3.1-2 - KÝch th−íc vµ dung sai cña mÉu thö víi vÕt c¾t ch÷ U
KÝch th−íc KÝch th−íc
danh nghÜa
Dung sai
ChiÒu dµi, L, mm 55 ± 0,60
ChiÒu réng, W, mm 10 ± 0,11
§é dµy, T, mm 10 ± 0,11
ChiÒu s©u cña vÕt c¾t, D, mm 5 ± 0,09
B¸n kÝnh ®¸y, R, mm (Root radius) 1 ± 0,07
Kho¶ng c¸ch gi÷a vÕt c¾t vµ mét ®Çu mÉu thö, S, mm 27,5 ± 0,42
Gãc gi÷a mÆt ph¼ng ®èi xøng cña vÕt c¾t vµ trôc däc cña mÉu thö 900 ± 20
ChiÒu réng cña vÕt c¾t, w, mm 2 ± 0,14
H×nh 2.3.1-2 - MÉu thö víi vÕt c¾t ch÷ U
2.3.1. 2.
2.3.2. 1.
NÕu vËt liÖu cã ®é dµy nhá h¬n 10 mm, mÉu thay thÕ chuÈn vÕt c¾t ch÷ V cã kÝch th−íc lín nhÊt
cã thÓ sÏ ®−îc chuÈn bÞ víi vÕt c¾t ë mÆt nhá. Nãi chung, vËt liÖu víi chiÒu dµy nhá h¬n 5 mm ( nhá h¬n 6 mm
víi èng) kh«ng cÇn thö ®é dai va ®Ëp.
2.3.2. Qui tr×nh thö ®é dai va ®Ëp
TÊt c¶ c¸c cuéc thö ®é dai va ®Ëp ph¶i ®−îc tiÕn hµnh trªn c¸c m¸y thö ®· ®−îc §¨ng kiÓm
c«ng nhËn víi n¨ng l−îng ®Ëp (striking energy) kh«ng nhá h¬n 150 J vµ ph¶i tháa m·n c¸c yªu cÇu qui ®Þnh ë
b¶ng 2.3.2-1.
19
TCVN 7230:2003
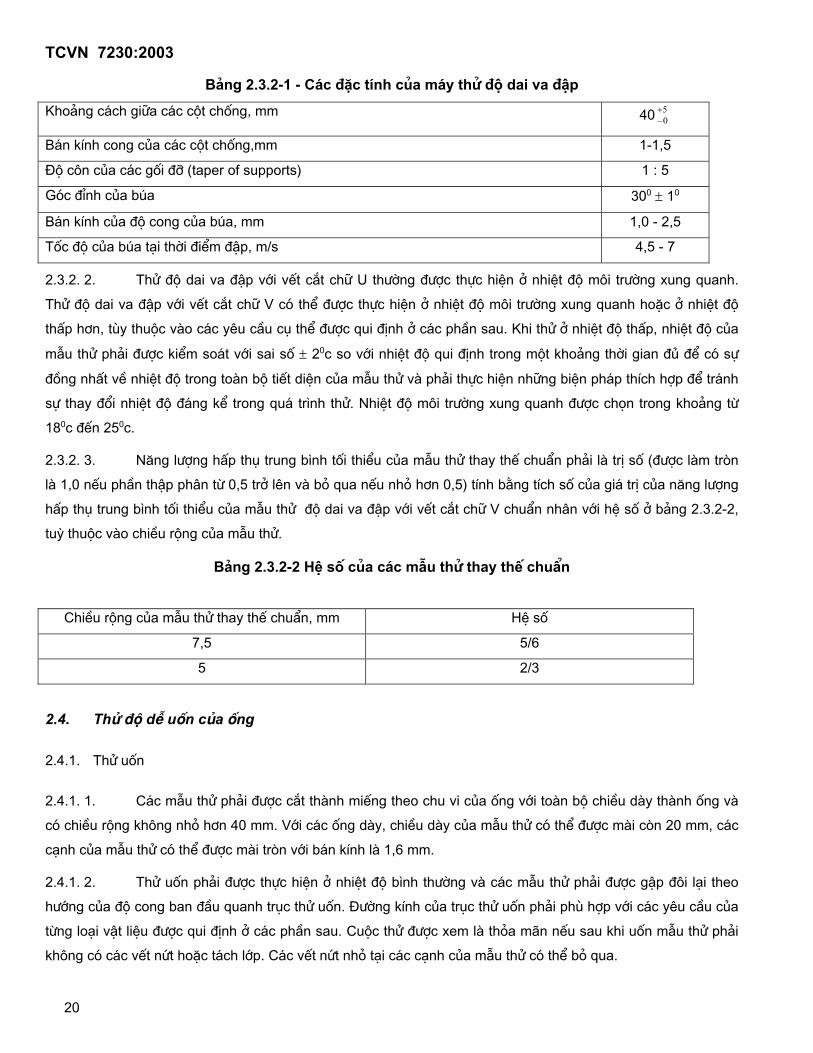
B¶ng 2.3.2-1 - C¸c ®Æc tÝnh cña m¸y thö ®é dai va ®Ëp
Kho¶ng c¸ch gi÷a c¸c cét chèng, mm 40 50
+−
B¸n kÝnh cong cña c¸c cét chèng,mm 1-1,5
§é c«n cña c¸c gèi ®ì (taper of supports) 1 : 5
Gãc ®Ønh cña bóa 300 ± 10
B¸n kÝnh cña ®é cong cña bóa, mm 1,0 - 2,5
Tèc ®é cña bóa t¹i thêi ®iÓm ®Ëp, m/s 4,5 - 7
2.3.2. 2.
2.3.2. 3.
Thö ®é dai va ®Ëp víi vÕt c¾t ch÷ U th−êng ®−îc thùc hiÖn ë nhiÖt ®é m«i tr−êng xung quanh.
Thö ®é dai va ®Ëp víi vÕt c¾t ch÷ V cã thÓ ®−îc thùc hiÖn ë nhiÖt ®é m«i tr−êng xung quanh hoÆc ë nhiÖt ®é
thÊp h¬n, tïy thuéc vµo c¸c yªu cÇu cô thÓ ®−îc qui ®Þnh ë c¸c phÇn sau. Khi thö ë nhiÖt ®é thÊp, nhiÖt ®é cña
mÉu thö ph¶i ®−îc kiÓm so¸t víi sai sè ± 20c so víi nhiÖt ®é qui ®Þnh trong mét kho¶ng thêi gian ®ñ ®Ó cã sù
®ång nhÊt vÒ nhiÖt ®é trong toµn bé tiÕt diÖn cña mÉu thö vµ ph¶i thùc hiÖn nh÷ng biÖn ph¸p thÝch hîp ®Ó tr¸nh
sù thay ®æi nhiÖt ®é ®¸ng kÓ trong qu¸ tr×nh thö. NhiÖt ®é m«i tr−êng xung quanh ®−îc chän trong kho¶ng tõ
180c ®Õn 250c.
N¨ng l−îng hÊp thô trung b×nh tèi thiÓu cña mÉu thö thay thÕ chuÈn ph¶i lµ trÞ sè (®−îc lµm trßn
lµ 1,0 nÕu phÇn thËp ph©n tõ 0,5 trë lªn vµ bá qua nÕu nhá h¬n 0,5) tÝnh b»ng tÝch sè cña gi¸ trÞ cña n¨ng l−îng
hÊp thô trung b×nh tèi thiÓu cña mÉu thö ®é dai va ®Ëp víi vÕt c¾t ch÷ V chuÈn nh©n víi hÖ sè ë b¶ng 2.3.2-2,
tuú thuéc vµo chiÒu réng cña mÉu thö.
B¶ng 2.3.2-2 HÖ sè cña c¸c mÉu thö thay thÕ chuÈn
ChiÒu réng cña mÉu thö thay thÕ chuÈn, mm HÖ sè
7,5 5/6
5 2/3
2.4. Thö ®é dÔ uèn cña èng
2.4.1. Thö uèn
2.4.1. 1.
2.4.1. 2.
C¸c mÉu thö ph¶i ®−îc c¾t thµnh miÕng theo chu vi cña èng víi toµn bé chiÒu dµy thµnh èng vµ
cã chiÒu réng kh«ng nhá h¬n 40 mm. Víi c¸c èng dµy, chiÒu dµy cña mÉu thö cã thÓ ®−îc mµi cßn 20 mm, c¸c
c¹nh cña mÉu thö cã thÓ ®−îc mµi trßn víi b¸n kÝnh lµ 1,6 mm.
Thö uèn ph¶i ®−îc thùc hiÖn ë nhiÖt ®é b×nh th−êng vµ c¸c mÉu thö ph¶i ®−îc gËp ®«i l¹i theo
h−íng cña ®é cong ban ®Çu quanh trôc thö uèn. §−êng kÝnh cña trôc thö uèn ph¶i phï hîp víi c¸c yªu cÇu cña
tõng lo¹i vËt liÖu ®−îc qui ®Þnh ë c¸c phÇn sau. Cuéc thö ®−îc xem lµ tháa m·n nÕu sau khi uèn mÉu thö ph¶i
kh«ng cã c¸c vÕt nøt hoÆc t¸ch líp. C¸c vÕt nøt nhá t¹i c¸c c¹nh cña mÉu thö cã thÓ bá qua.
20
TCVN 7230:2003
2.4.2. Thö lµm bÑp
2.4.2. 1.
2.4.2. 2.
C¸c mÉu thö ph¶i ®−îc c¾t sao cho c¸c mÆt ph¼ng ë c¸c ®Çu èng vu«ng gãc víi trôc cña èng.
ChiÒu dµi cña mÉu thö ph¶i b»ng 1,5 lÇn ®−êng kÝnh ngoµi cña èng, nh−ng kh«ng ®−îc nhá h¬n 10mm hoÆc lín
h¬n 100 mm. §Ó thay thÕ, chiÒu dµi cña mÉu thö cã thÓ lµ 40 mm cho tÊt c¶ c¸c èng.
Thö lµm bÑp ph¶i ®−îc thùc hiÖn t¹i nhiÖt ®é b×nh th−êng vµ lµm bÑp mÉu thö theo h−íng vu«ng
gãc víi trôc däc cña èng. ViÖc lµm bÑp ph¶i ®−îc thùc hiÖn gi÷a hai m¸ Ðp b»ng ph¼ng, cøng vµ song song víi
nhau. Toµn bé chiÒu dµi vµ chiÒu réng sau khi lµm bÑp cña mÉu thö ph¶i n»m gi÷a hai tÊm Ðp.ViÖc lµm bÑp
ph¶i tiÕn hµnh liªn tôc cho ®Õn khi kho¶ng c¸ch gi÷a hai tÊm Ðp (®−îc ®o d−íi t¶i träng) kh«ng lín h¬n gi¸ trÞ
nhËn ®−îc tõ c«ng thøc sau: H =
DtC
)C1(t
+
+ ,
Víi H = kho¶ng c¸ch gi÷a c¸c tÊm, mm
t = ChiÒu dµy cña èng, mm
D= §−êng kÝnh ngoµi cña èng
C= H»ng sè phô thuéc vµo lo¹i thÐp vµ ®−îc ®−a ra ë nh÷ng yªu cÇu cô thÓ
2.4.2. 3.
2.4.2. 4.
2.4.3. 1.
2.4.3. 2.
Cuéc thö ®−îc xem lµ tháa m·n nÕu sau khi lµm bÑp mÉu thö ph¶i kh«ng cã c¸c vÕt nøt hoÆc c¸c
khuyÕt tËt kh¸c. C¸c vÕt nøt nhá t¹i c¸c c¹nh cña mÉu thö cã thÓ bá qua.
Víi c¸c èng hµn, mèi hµn ph¶i ®−îc ®Æt t¹i vÞ trÝ lÖch 900 so víi h−íng lµm bÑp.
2.4.3. Thö nong èng
C¸c mÉu thö ph¶i ®−îc c¾t sao cho c¸c mÆt ph¼ng ë c¸c ®Çu èng vu«ng gãc víi trôc cña èng.
ChiÒu dµi cña mÉu thö ph¶i b»ng 1,5 lÇn ®−êng kÝnh ngoµi cña èng, nh−ng kh«ng ®−îc nhá h¬n 50mm. C¸c
c¹nh cña ®Çu thö cã thÓ ®−îc dòa trßn.
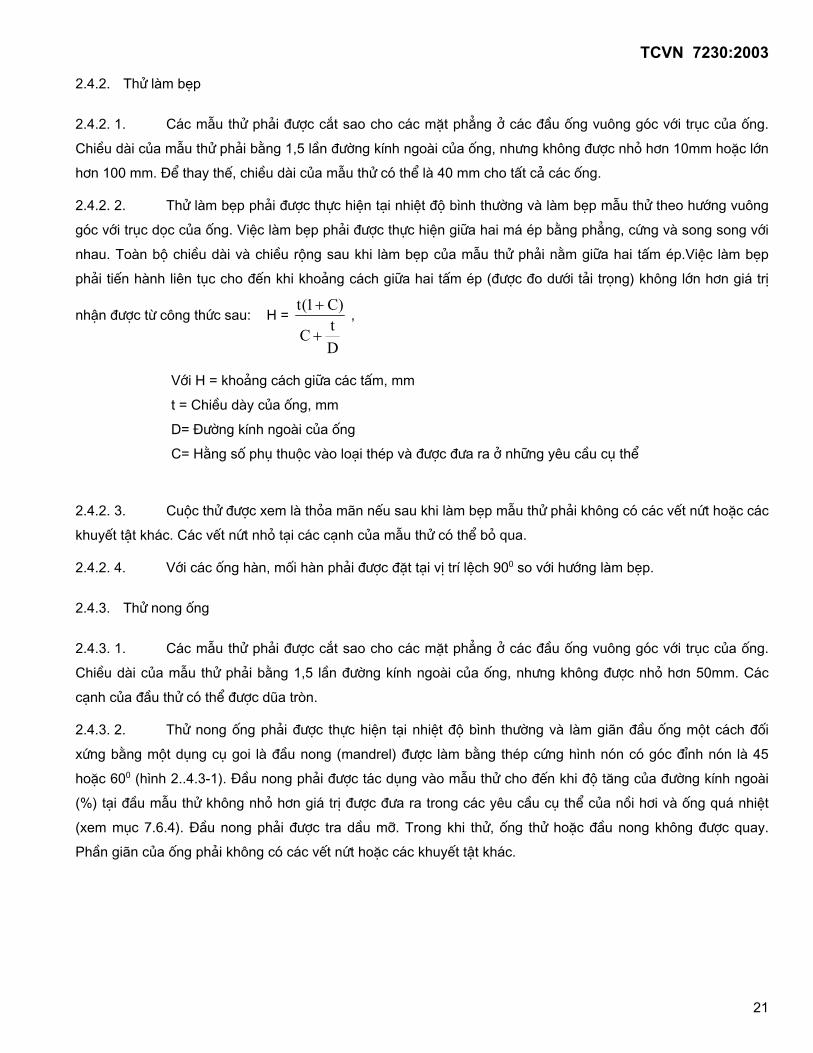
Thö nong èng ph¶i ®−îc thùc hiÖn t¹i nhiÖt ®é b×nh th−êng vµ lµm gi·n ®Çu èng mét c¸ch ®èi
xøng b»ng mét dông cô goi lµ ®Çu nong (mandrel) ®−îc lµm b»ng thÐp cøng h×nh nãn cã gãc ®Ønh nãn lµ 45
hoÆc 600 (h×nh 2..4.3-1). §Çu nong ph¶i ®−îc t¸c dông vµo mÉu thö cho ®Õn khi ®é t¨ng cña ®−êng kÝnh ngoµi
(%) t¹i ®Çu mÉu thö kh«ng nhá h¬n gi¸ trÞ ®−îc ®−a ra trong c¸c yªu cÇu cô thÓ cña nåi h¬i vµ èng qu¸ nhiÖt
(xem môc 7.6.4). §Çu nong ph¶i ®−îc tra dÇu mì. Trong khi thö, èng thö hoÆc ®Çu nong kh«ng ®−îc quay.
PhÇn gi·n cña èng ph¶i kh«ng cã c¸c vÕt nøt hoÆc c¸c khuyÕt tËt kh¸c.
21
TCVN 7230:2003
450 hoÆc600
H×nh 2.4.3-1 - Thö nong èng
2.4.4. Thö bÎ gê
2.4.4. 1.
2.4.4. 2.
2.4.4. 3.
C¸c mÉu thö ph¶i ®−îc c¾t sao cho c¸c mÆt ph¼ng ë c¸c ®Çu èng vu«ng gãc víi trôc cña èng.
ChiÒu dµi cña mÉu thö ph¶i Ýt nhÊt lµ b»ng ®−êng kÝnh ngoµi cña èng. C¸c c¹nh cña ®Çu thö cã thÓ ®−îc dòa
trßn.
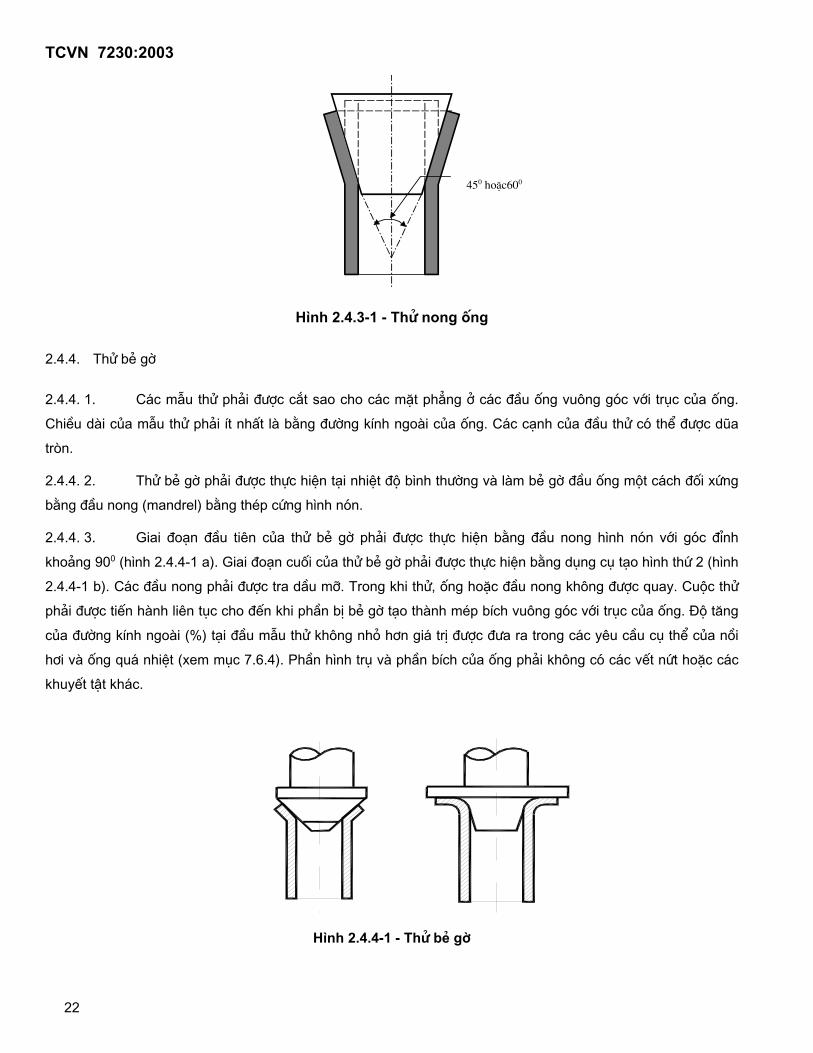
Thö bÎ gê ph¶i ®−îc thùc hiÖn t¹i nhiÖt ®é b×nh th−êng vµ lµm bÎ gê ®Çu èng mét c¸ch ®èi xøng
b»ng ®Çu nong (mandrel) b»ng thÐp cøng h×nh nãn.
Giai ®o¹n ®Çu tiªn cña thö bÎ gê ph¶i ®−îc thùc hiÖn b»ng ®Çu nong h×nh nãn víi gãc ®Ønh
kho¶ng 900 (h×nh 2.4.4-1 a). Giai ®o¹n cuèi cña thö bÎ gê ph¶i ®−îc thùc hiÖn b»ng dông cô t¹o h×nh thø 2 (h×nh
2.4.4-1 b). C¸c ®Çu nong ph¶i ®−îc tra dÇu mì. Trong khi thö, èng hoÆc ®Çu nong kh«ng ®−îc quay. Cuéc thö
ph¶i ®−îc tiÕn hµnh liªn tôc cho ®Õn khi phÇn bÞ bÎ gê t¹o thµnh mÐp bÝch vu«ng gãc víi trôc cña èng. §é t¨ng
cña ®−êng kÝnh ngoµi (%) t¹i ®Çu mÉu thö kh«ng nhá h¬n gi¸ trÞ ®−îc ®−a ra trong c¸c yªu cÇu cô thÓ cña nåi
h¬i vµ èng qu¸ nhiÖt (xem môc 7.6.4). PhÇn h×nh trô vµ phÇn bÝch cña èng ph¶i kh«ng cã c¸c vÕt nøt hoÆc c¸c
khuyÕt tËt kh¸c.
H×nh 2.4.4-1 - Thö bÎ gê
22
TCVN 7230:2003
3. Lùa chän vËt liÖu
3.1. Yªu cÇu chung
3.1.1. C¬ së c¨n b¶n ®Ó lùa chän vËt liÖu
3.1.1. 1.
3.1.1. 2.
3.1.1. 3.
3.1.1. 4.
3.1.1. 5.
3.1.1. 6.
3.1.1. 7.
ViÖc lùa chän vËt liÖu ®−îc thùc hiÖn dùa theo nh÷ng yªu cÇu cña thiÕt kÕ vÒ ®é bÒn tÜnh (static
strength), ®é bÒn mái (fatigue strength), tÝnh chèng nøt (fracture resistance) vµ tÝnh chèng ¨n mßn ( corrosion
resistance) mét c¸ch t−¬ng xøng.
§é bÒn tÜnh ®¶m b¶o (adequate static strength) ®−îc x¸c ®Þnh bëi giíi h¹n ch¶y qui −íc
(specifying yield stress), giíi h¹n bÒn kÐo (tensile strength), sù gi¶m diÖn tÝch tiÕt diÖn (reduction of area) vµ ®é
gi·n dµi (elongation).
§é bÒn mái ®¶m b¶o ®−îc x¸c ®Þnh trong qu¸ tr×nh thiÕt kÕ vµ th«ng qua viÖc xem xÐt c¸c d÷ liÖu
vÒ mái cña tõng lo¹i vËt liÖu nhÊt ®Þnh dïng cho c¸c phÇn kÕt cÊu t−¬ng øng.
TÝnh chèng nøt ®−îc kiÓm so¸t th«ng qua ®Æc tÝnh ®é dai víi vÕt c¾t (notch toughness) cña vËt
liÖu dïng trong kÕt cÊu. VËt liÖu thÐp sÏ ®−îc lùa chän dùa theo ®é dai víi vÕt c¾t (level of notch toughness)
thÝch hîp. §é dai víi vÕt c¾t thÝch hîp cña vËt liÖu ®−îc x¸c ®Þnh bëi c¸c yÕu tè sau:
3.1.1.4.1 Lo¹i kÕt cÊu.
3.1.1.4.2 NhiÖt ®é thiÕt kÕ cña kÕt cÊu.
3.1.1.4.3 §é dµy vµ ®é bÒn ch¶y cña vËt liÖu, biÓu ®å øng suÊt trªn mÆt c¾t vµ vÞ trÝ cña nã.
VËt liÖu thÐp tÊm dïng trong c¸c kÕt cÊu hµn cã thÓ bÞ t¸ch líp (lamellar tearing) khi chÞu søc
c¨ng theo h−íng vu«ng gãc víi mÆt c¸n trong qu¸ tr×nh hµn th«ng qua sù trao ®æi nhiÖt còng nh− khi cã t¶i
träng t¸c dông lªn bÒ mÆt tÊm trong qu¸ tr×nh chÕ t¹o, l¾p ®Æt vµ sö dông. VËt liÖu nµy ph¶i cã tÝnh ®ång nhÊt vÒ
®é dÎo theo chiÒu dµy (steel Z-direction).
¶nh h−ëng do ¨n mßn tõ t¸c ®éng cña m«i tr−êng hoÆc tõ c¸c s¶n phÈm ®−îc xö lý trªn c«ng
tr×nh biÓn cè ®Þnh còng cÇn ®−îc xem xÐt.
C¸c yªu cÇu vÒ viÖc sö dông vËt liÖu ®−îc x¸c ®Þnh theo lo¹i kÕt cÊu:
3.1.1.7.1 KÕt cÊu ®Æc biÖt: C¸c phÇn tö kÕt cÊu chÝnh t¹i c¸c ®iÓm truyÒn t¶i träng tíi h¹n (critical load
transfer points) vµ c¸c ®iÓm tËp trung øng suÊt nh− c¸c nót.
3.1.1.7.2 KÕt cÊu chÝnh: Lµ nh÷ng phÇn tö kÕt cÊu cÇn thiÕt, quan träng ®èi víi tÝnh toµn vÑn cña c«ng
tr×nh biÓn cè ®Þnh nh− c¸c thanh gi»ng vµ cäc.
23
TCVN 7230:2003
3.1.1.7.3 KÕt cÊu phô: Lµ nh÷ng phÇn kÕt cÊu Ýt quan träng, mµ sù hñy ho¹i cña nã kh«ng ¶nh h−ëng
tíi tÝnh toµn vÑn cña c«ng tr×nh biÓn cè ®Þnh nh− c¸c khung ®ì èng dÉn h−íng phô (minor conductor framing) vµ
c¸c boong kÕt cÊu phô (minor deck structure), trõ c¸c chi tiÕt nh− cÇu thang, lan can vµ ®−êng ®i bé.
3.1.1. 8.
3.2.1. 1.
3.2.1. 2.
3.2.2. 1.
3.2.2. 2.
3.2.2. 3.
NhiÖt ®é thiÕt kÕ ®Ó lùa chän vËt liÖu lµ nhiÖt ®é thÊp nhÊt trong ngµy øng víi chu kú 50 n¨m t¹i vÞ
trÝ ®Æt kÕt cÊu. NhiÖt ®é thiÕt kÕ ®−îc lµm trßn xuèng d−íi tíi gi¸ trÞ chia hÕt cho 5 gÇn nhÊt.
3.2. VËt liÖu thÐp cho c¸c kÕt cÊu cã nhiÖt ®é thiÕt kÕ kh«ng nhá h¬n 50c
3.2.1. Ph¹m vi ¸p dông
PhÇn nµy ®−a ra nh÷ng yªu cÇu cho vËt liÖu thÐp kÕt cÊu ®−îc sö dông ®Ó chÕ t¹o c¸c phÇn tö
kÕt cÊu cã nhiÖt ®é thiÕt kÕ kh«ng nhá h¬n 50c.
Nh÷ng yªu cÇu cña phÇn nµy ¸p dông cho thÐp tÊm, thÐp thanh, thÐp h×nh còng nh− thÐp ®óc vµ
thÐp rÌn.
3.2.2. Yªu cÇu vÒ vËt liÖu
giíi h¹n ch¶y, giíi h¹n bÒn kÐo, sù gi¶m diÖn tÝch tiÕt diÖn vµ ®é gi·n dµi t−¬ng ®èi cña vËt liÖu
ph¶i ®−îc qui ®Þnh ®Ó tháa m·n víi c¸c yªu cÇu cña thiÕt kÕ.
§é bÒn kÐo qui −íc tèi thiÓu kh«ng nhá h¬n 1,2 lÇn ®é bÒn ch¶y qui −íc tèi thiÓu. NÕu cã sù sai
kh¸c ph¶i ®−îc §¨ng kiÓm chÊp nhËn.
C¸c yªu cÇu vÒ thö ®é dai va ®Ëp ®−îc ®−a ra ë b¶ng 3.2.2-1 (a) vµ (b).
B¶ng 3.2.2-1 - C¸c yªu cÇu vÒ thö ®é dai va ®Ëp cho vËt liÖu thÐp
cho c¸c kÕt cÊu cã nhiÖt ®é thiÕt kÕ kh«ng nhá h¬n 50c.
(a) KÕt cÊu ®Æc biÖt
Yªu cÇu vÒ thö ®é dai va ®Ëp ChiÒu dµy
mm
giíi h¹n ch¶y qui
−íc tèi thiÓu,N/mm2 NhiÖt ®é,0c N¨ng l−îng hÊp thô, J
≤15 BÊt kú 0 27
≤ 235 -10 27 16-25
236-355 -10 34
26-35 ≤ 355 -20 34
36-60 ≤ 355 -40 34
61-80 ≤ 355 -60 34
24
TCVN 7230:2003
(b) KÕt cÊu chÝnh
Yªu cÇu vÒ thö ®é dai va ®Ëp ChiÒu dµy
mm
giíi h¹n ch¶y qui
−íc tèi thiÓu,N/mm2 NhiÖt ®é,0c N¨ng l−îng hÊp thô, J
≤15 BÊt kú 0 27
≤ 235 0 27 16-25
236-355 0 34
≤ 235 -10 27 26-35
236-355 -10 34
36-60 ≤ 355 -20 34
61-80 ≤ 355 -40 34
3.2.2. 4.
3.2.2. 5.
3.3.1. 1.
3.3.1. 2.
3.3.2. 1.
Cã thÓ sö dông vËt liÖu thÐp cã ®é dµy vµ ®é bÒn lín h¬n c¸c gi¸ trÞ ®· cho trong b¶ng 3.2.2-1(a)
vµ (b), nÕu ®−îc §¨ng kiÓm chÊp nhËn.
§èi víi vËt liÖu dïng trong c¸c kÕt cÊu hµn, ®−îc nhiÖt luyÖn sau khi hµn ®Ó gi¶m øng suÊt d− th×
n¨ng l−îng hÊp thô yªu cÇu trong thö ®é dai va ®Ëp ®−îc lÊy theo b¶ng 3.2.2-1 (a) vµ (b), nhiÖt ®é thö ®é dai va
®Ëp yªu cÇu lµ 00c víi tÊm cã chiÒu dµy kh«ng qu¸ 25 mm, víi tÊm cã chiÒu dµy lín h¬n 25 mm lµ -200c cho
kÕt cÊu ®Æc biÖt, -100c cho kÕt cÊu chÝnh.
3.3. VËt liÖu thÐp cho c¸c kÕt cÊu cã nhiÖt ®é thiÕt kÕ nhá h¬n hoÆc b»ng 00c
3.3.1. Ph¹m vi ¸p dông
PhÇn nµy ®−a ra nh÷ng yªu cÇu cho vËt liÖu thÐp kÕt cÊu ®−îc sö dông ®Ó chÕ t¹o c¸c phÇn tö
kÕt cÊu cã nhiÖt ®é thiÕt kÕ nhá h¬n hoÆc b»ng 00c.
Nh÷ng yªu cÇu cña phÇn nµy ¸p dông cho thÐp tÊm, thÐp thanh, thÐp h×nh còng nh− thÐp ®óc vµ
thÐp rÌn.
3.3.2. Yªu cÇu vÒ vËt liÖu
Giíi h¹n ch¶y, giíi h¹n bÒn kÐo, sù gi¶m diÖn tÝch tiÕt diÖn vµ ®é gi·n dµi t−¬ng ®èi cña vËt liÖu
ph¶i phï hîp víi c¸c yªu cÇu cña thiÕt kÕ. §é bÒn kÐo tèi thiÓu qui −íc kh«ng nhá h¬n 1,2 lÇn ®é bÒn ch¶y tèi
thiÓu qui −íc. Víi vËt liÖu cã giíi h¹n ch¶y tèi thiÓu qui −íc kh«ng qu¸ 355 N/mm2 th× ®é gi·n dµi t−¬ng ®èi tèi
thiÓu ph¶i kh«ng nhá h¬n 20% ®o trªn ®é dµi ®o lµ 5,65 So , víi So lµ diÖn tÝch tiÕt diÖn cña mÉu thö.
C¸c yªu cÇu vÒ thö ®é dai va ®Ëp cho c¸c vËt liÖu dïng trong kÕt cÊu hµn ®−îc qui ®Þnh nh− sau: 3.3.2. 2.
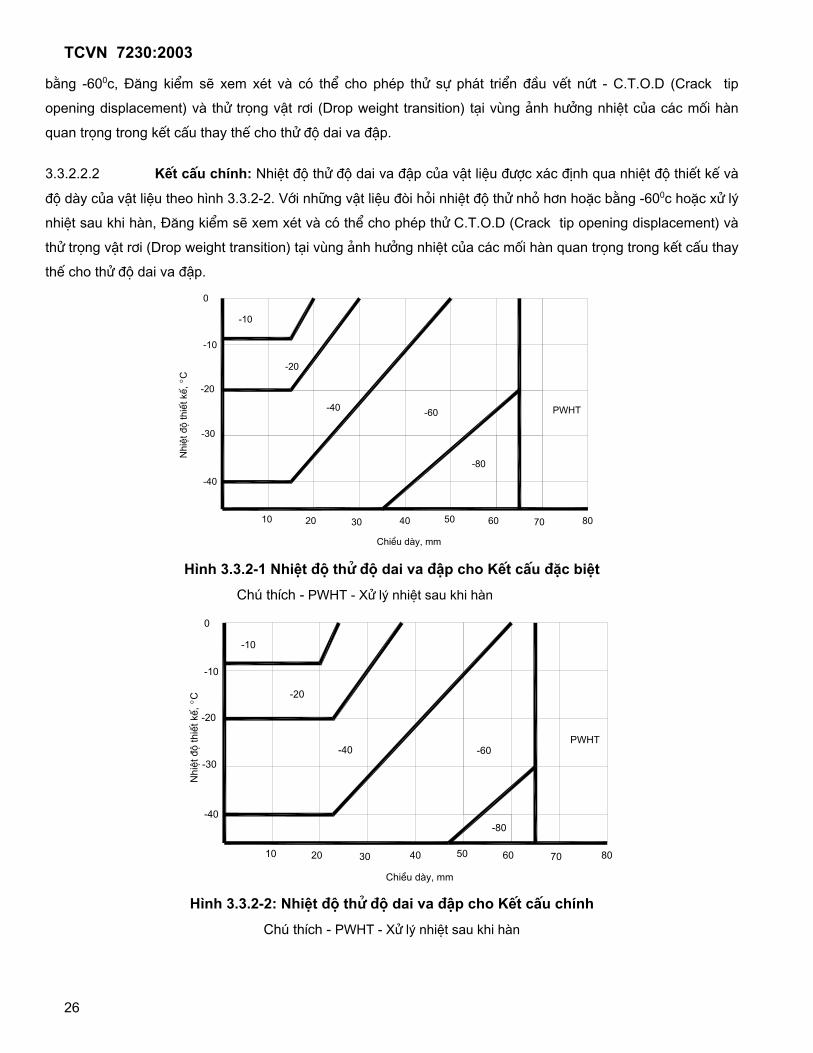
3.3.2.2.1 KÕt cÊu ®Æc biÖt: NhiÖt ®é thö ®é dai va ®Ëp cña vËt liÖu ®−îc x¸c ®Þnh qua nhiÖt ®é thiÕt kÕ
vµ ®é dµy cña vËt liÖu theo h×nh 3.3.2-1. Víi nh÷ng vËt liÖu ®ßi hái nhiÖt ®é thö ®é dai va ®Ëp nhá h¬n hoÆc
25
TCVN 7230:2003
b»ng -600c, §¨ng kiÓm sÏ xem xÐt vµ cã thÓ cho phÐp thö sù ph¸t triÓn ®Çu vÕt nøt - C.T.O.D (Crack tip
opening displacement) vµ thö träng vËt r¬i (Drop weight transition) t¹i vïng ¶nh h−ëng nhiÖt cña c¸c mèi hµn
quan träng trong kÕt cÊu thay thÕ cho thö ®é dai va ®Ëp.
3.3.2.2.2 KÕt cÊu chÝnh: NhiÖt ®é thö ®é dai va ®Ëp cña vËt liÖu ®−îc x¸c ®Þnh qua nhiÖt ®é thiÕt kÕ vµ
®é dµy cña vËt liÖu theo h×nh 3.3.2-2. Víi nh÷ng vËt liÖu ®ßi hái nhiÖt ®é thö nhá h¬n hoÆc b»ng -600c hoÆc xö lý
nhiÖt sau khi hµn, §¨ng kiÓm sÏ xem xÐt vµ cã thÓ cho phÐp thö C.T.O.D (Crack tip opening displacement) vµ
thö träng vËt r¬i (Drop weight transition) t¹i vïng ¶nh h−ëng nhiÖt cña c¸c mèi hµn quan träng trong kÕt cÊu thay
thÕ cho thö ®é dai va ®Ëp.
PWHT
-30
-40
4010 20 30
-80
50 60 70
-10
-20
-10
-40
-20
-60
80
ChiÒu dµy, mm
Nhi
Öt ®
é th
iÕt k
Õ, °
C
0
H×nh 3.3.2-1 NhiÖt ®é thö ®é dai va ®Ëp cho KÕt cÊu ®Æc biÖt
Chó thÝch - PWHT - Xö lý nhiÖt sau khi hµn
10 20 30 40
ChiÒu dµy, mm
50 60 70 80
Nhi
Öt ®
é th
iÕt k
Õ, °
C
-40
-30
-20
-10
-10
-20
-40 -60
-80
PWHT
0
H×nh 3.3.2-2: NhiÖt ®é thö ®é dai va ®Ëp cho KÕt cÊu chÝnh
Chó thÝch - PWHT - Xö lý nhiÖt sau khi hµn
26
TCVN 7230:2003
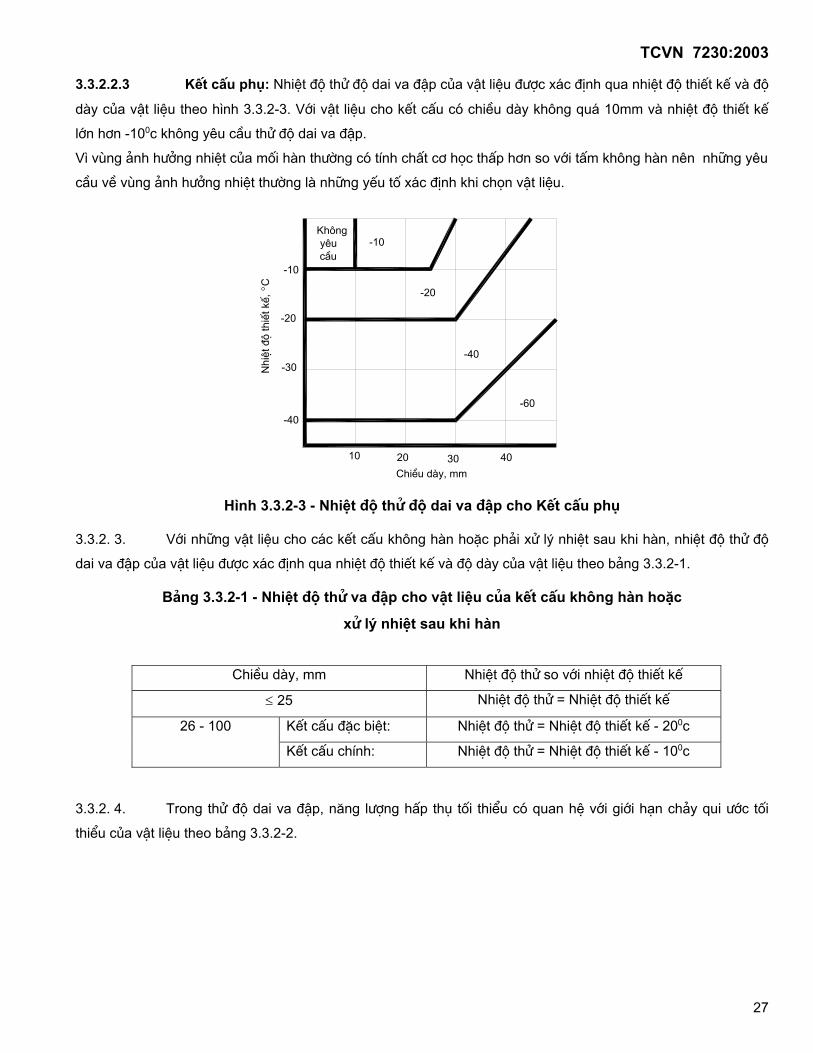
3.3.2.2.3 KÕt cÊu phô: NhiÖt ®é thö ®é dai va ®Ëp cña vËt liÖu ®−îc x¸c ®Þnh qua nhiÖt ®é thiÕt kÕ vµ ®é
dµy cña vËt liÖu theo h×nh 3.3.2-3. Víi vËt liÖu cho kÕt cÊu cã chiÒu dµy kh«ng qu¸ 10mm vµ nhiÖt ®é thiÕt kÕ
lín h¬n -100c kh«ng yªu cÇu thö ®é dai va ®Ëp.
V× vïng ¶nh h−ëng nhiÖt cña mèi hµn th−êng cã tÝnh chÊt c¬ häc thÊp h¬n so víi tÊm kh«ng hµn nªn nh÷ng yªu
cÇu vÒ vïng ¶nh h−ëng nhiÖt th−êng lµ nh÷ng yÕu tè x¸c ®Þnh khi chän vËt liÖu.
Kh«ngyªucÇu
-10
-20
-40
-60
-10
-20
-40
-30Nhi
Öt ®
é th
iÕt k
Õ, °
C
10 20 30 40
ChiÒu dµy, mm H×nh 3.3.2-3 - NhiÖt ®é thö ®é dai va ®Ëp cho KÕt cÊu phô
3.3.2. 3. Víi nh÷ng vËt liÖu cho c¸c kÕt cÊu kh«ng hµn hoÆc ph¶i xö lý nhiÖt sau khi hµn, nhiÖt ®é thö ®é
dai va ®Ëp cña vËt liÖu ®−îc x¸c ®Þnh qua nhiÖt ®é thiÕt kÕ vµ ®é dµy cña vËt liÖu theo b¶ng 3.3.2-1.
B¶ng 3.3.2-1 - NhiÖt ®é thö va ®Ëp cho vËt liÖu cña kÕt cÊu kh«ng hµn hoÆc
xö lý nhiÖt sau khi hµn
ChiÒu dµy, mm NhiÖt ®é thö so víi nhiÖt ®é thiÕt kÕ
≤ 25 NhiÖt ®é thö = NhiÖt ®é thiÕt kÕ
KÕt cÊu ®Æc biÖt: NhiÖt ®é thö = NhiÖt ®é thiÕt kÕ - 200c 26 - 100
KÕt cÊu chÝnh: NhiÖt ®é thö = NhiÖt ®é thiÕt kÕ - 100c
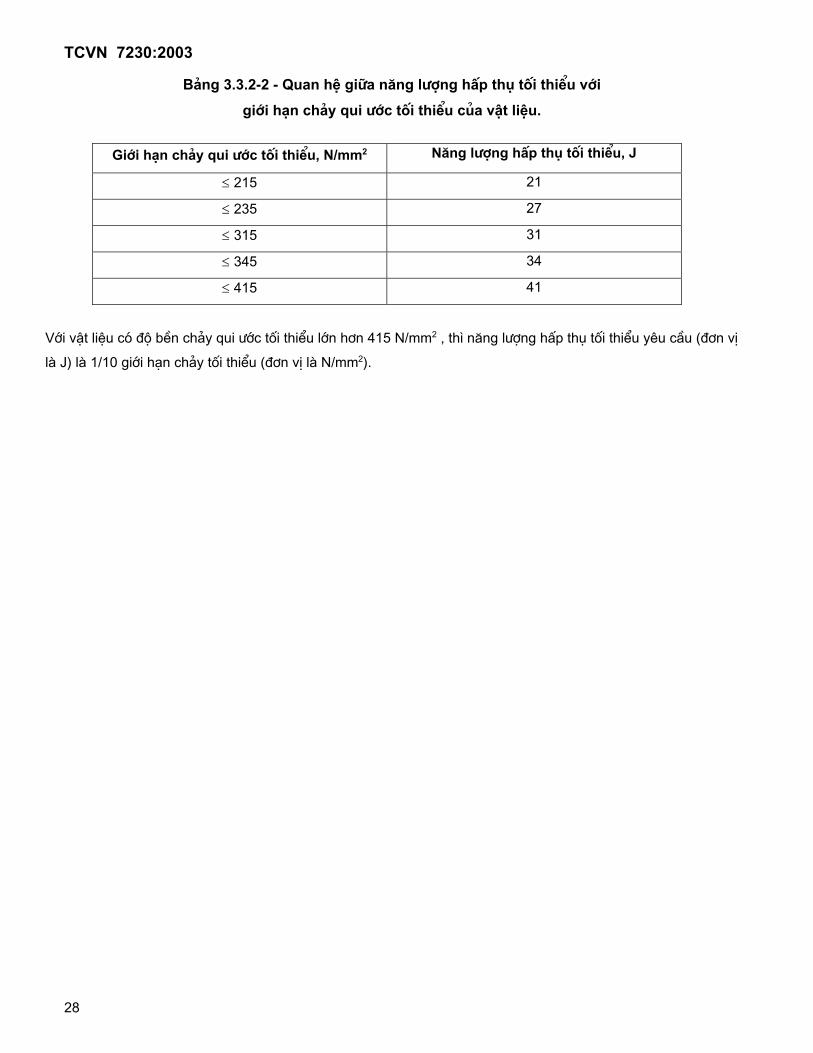
3.3.2. 4. Trong thö ®é dai va ®Ëp, n¨ng l−îng hÊp thô tèi thiÓu cã quan hÖ víi giíi h¹n ch¶y qui −íc tèi
thiÓu cña vËt liÖu theo b¶ng 3.3.2-2.
27
TCVN 7230:2003
B¶ng 3.3.2-2 - Quan hÖ gi÷a n¨ng l−îng hÊp thô tèi thiÓu víi
giíi h¹n ch¶y qui −íc tèi thiÓu cña vËt liÖu.
giíi h¹n ch¶y qui −íc tèi thiÓu, N/mm2 N¨ng l−îng hÊp thô tèi thiÓu, J
≤ 215 21
≤ 235 27
≤ 315 31
≤ 345 34
≤ 415 41
Víi vËt liÖu cã ®é bÒn ch¶y qui −íc tèi thiÓu lín h¬n 415 N/mm2 , th× n¨ng l−îng hÊp thô tèi thiÓu yªu cÇu (®¬n vÞ
lµ J) lµ 1/10 giíi h¹n ch¶y tèi thiÓu (®¬n vÞ lµ N/mm2).
28
TCVN 7230:2003
4. ThÐp c¸n
4.1. Yªu cÇu chung.
4.1.1. Ph¹m vi ¸p dông
4.1.1. 1.
4.1.1. 2.
4.1.3. 1.
4.1.3. 2.
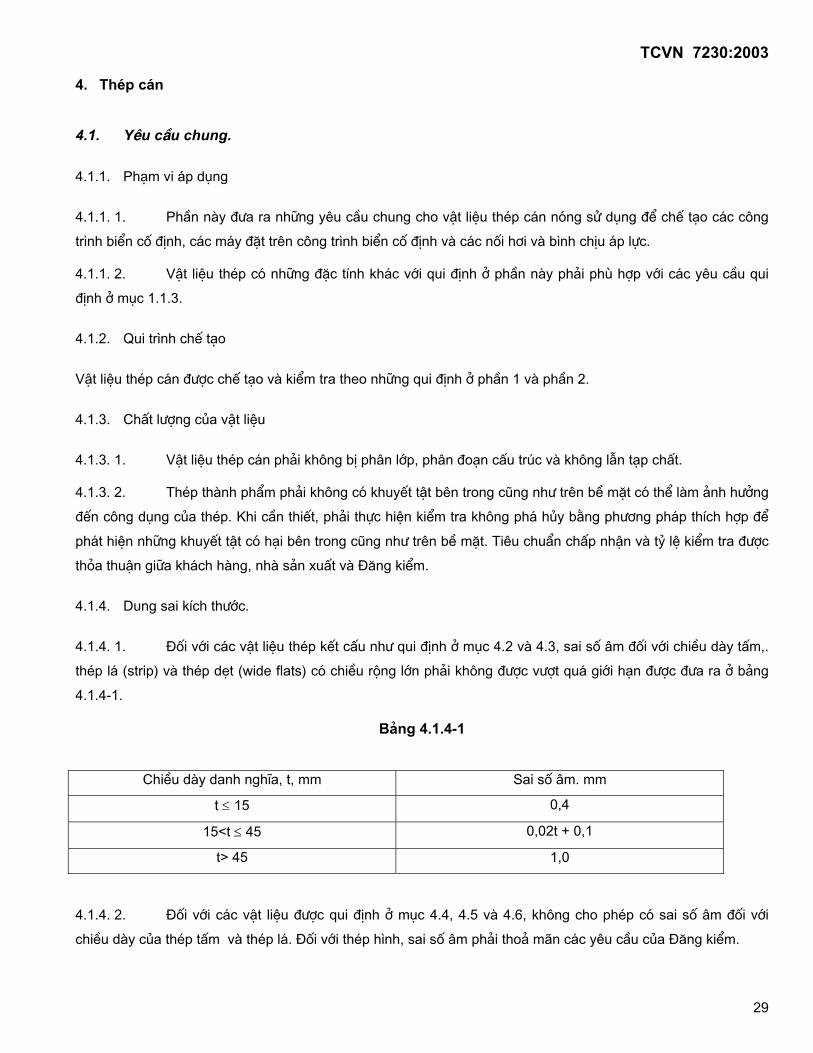
4.1.4. 1.
PhÇn nµy ®−a ra nh÷ng yªu cÇu chung cho vËt liÖu thÐp c¸n nãng sö dông ®Ó chÕ t¹o c¸c c«ng
tr×nh biÓn cè ®Þnh, c¸c m¸y ®Æt trªn c«ng tr×nh biÓn cè ®Þnh vµ c¸c nèi h¬i vµ b×nh chÞu ¸p lùc.
VËt liÖu thÐp cã nh÷ng ®Æc tÝnh kh¸c víi qui ®Þnh ë phÇn nµy ph¶i phï hîp víi c¸c yªu cÇu qui
®Þnh ë môc 1.1.3.
4.1.2. Qui tr×nh chÕ t¹o
VËt liÖu thÐp c¸n ®−îc chÕ t¹o vµ kiÓm tra theo nh÷ng qui ®Þnh ë phÇn 1 vµ phÇn 2.
4.1.3. ChÊt l−îng cña vËt liÖu
VËt liÖu thÐp c¸n ph¶i kh«ng bÞ ph©n líp, ph©n ®o¹n cÊu tróc vµ kh«ng lÉn t¹p chÊt.
ThÐp thµnh phÈm ph¶i kh«ng cã khuyÕt tËt bªn trong còng nh− trªn bÒ mÆt cã thÓ lµm ¶nh h−ëng
®Õn c«ng dông cña thÐp. Khi cÇn thiÕt, ph¶i thùc hiÖn kiÓm tra kh«ng ph¸ hñy b»ng ph−¬ng ph¸p thÝch hîp ®Ó
ph¸t hiÖn nh÷ng khuyÕt tËt cã h¹i bªn trong còng nh− trªn bÒ mÆt. Tiªu chuÈn chÊp nhËn vµ tû lÖ kiÓm tra ®−îc
tháa thuËn gi÷a kh¸ch hµng, nhµ s¶n xuÊt vµ §¨ng kiÓm.
4.1.4. Dung sai kÝch th−íc.
§èi víi c¸c vËt liÖu thÐp kÕt cÊu nh− qui ®Þnh ë môc 4.2 vµ 4.3, sai sè ©m ®èi víi chiÒu dµy tÊm,.
thÐp l¸ (strip) vµ thÐp dÑt (wide flats) cã chiÒu réng lín ph¶i kh«ng ®−îc v−ît qu¸ giíi h¹n ®−îc ®−a ra ë b¶ng
4.1.4-1.
B¶ng 4.1.4-1
ChiÒu dµy danh nghÜa, t, mm Sai sè ©m. mm
t ≤ 15 0,4
15<t ≤ 45 0,02t + 0,1
t> 45 1,0
4.1.4. 2. §èi víi c¸c vËt liÖu ®−îc qui ®Þnh ë môc 4.4, 4.5 vµ 4.6, kh«ng cho phÐp cã sai sè ©m ®èi víi
chiÒu dµy cña thÐp tÊm vµ thÐp l¸. §èi víi thÐp h×nh, sai sè ©m ph¶i tho¶ m·n c¸c yªu cÇu cña §¨ng kiÓm.
29
TCVN 7230:2003
4.1.4. 3.
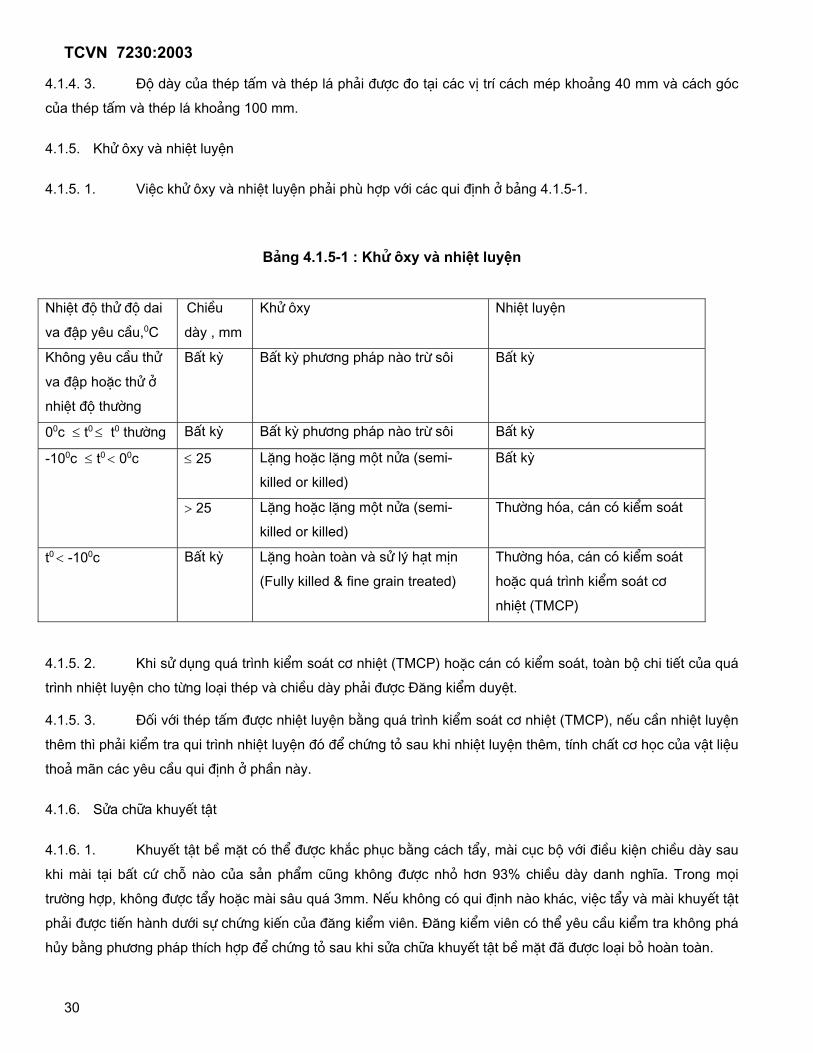
4.1.5. 1.
§é dµy cña thÐp tÊm vµ thÐp l¸ ph¶i ®−îc ®o t¹i c¸c vÞ trÝ c¸ch mÐp kho¶ng 40 mm vµ c¸ch gãc
cña thÐp tÊm vµ thÐp l¸ kho¶ng 100 mm.
4.1.5. Khö «xy vµ nhiÖt luyÖn
ViÖc khö «xy vµ nhiÖt luyÖn ph¶i phï hîp víi c¸c qui ®Þnh ë b¶ng 4.1.5-1.
B¶ng 4.1.5-1 : Khö «xy vµ nhiÖt luyÖn
NhiÖt ®é thö ®é dai
va ®Ëp yªu cÇu,0C
ChiÒu
dµy , mm
Khö «xy NhiÖt luyÖn
Kh«ng yªu cÇu thö
va ®Ëp hoÆc thö ë
nhiÖt ®é th−êng
BÊt kú BÊt kú ph−¬ng ph¸p nµo trõ s«i BÊt kú
00c ≤ t0 ≤ t0 th−êng BÊt kú BÊt kú ph−¬ng ph¸p nµo trõ s«i BÊt kú
≤ 25 LÆng hoÆc lÆng mét nöa (semi-
killed or killed)
BÊt kú -100c ≤ t0 < 00c
> 25 LÆng hoÆc lÆng mét nöa (semi-
killed or killed)
Th−êng hãa, c¸n cã kiÓm so¸t
t0 < -100c BÊt kú LÆng hoµn toµn vµ sö lý h¹t mÞn
(Fully killed & fine grain treated)
Th−êng hãa, c¸n cã kiÓm so¸t
hoÆc qu¸ tr×nh kiÓm so¸t c¬
nhiÖt (TMCP)
4.1.5. 2.
4.1.5. 3.
4.1.6. 1.
Khi sö dông qu¸ tr×nh kiÓm so¸t c¬ nhiÖt (TMCP) hoÆc c¸n cã kiÓm so¸t, toµn bé chi tiÕt cña qu¸
tr×nh nhiÖt luyÖn cho tõng lo¹i thÐp vµ chiÒu dµy ph¶i ®−îc §¨ng kiÓm duyÖt.
§èi víi thÐp tÊm ®−îc nhiÖt luyÖn b»ng qu¸ tr×nh kiÓm so¸t c¬ nhiÖt (TMCP), nÕu cÇn nhiÖt luyÖn
thªm th× ph¶i kiÓm tra qui tr×nh nhiÖt luyÖn ®ã ®Ó chøng tá sau khi nhiÖt luyÖn thªm, tÝnh chÊt c¬ häc cña vËt liÖu
tho¶ m·n c¸c yªu cÇu qui ®Þnh ë phÇn nµy.
4.1.6. Söa ch÷a khuyÕt tËt
KhuyÕt tËt bÒ mÆt cã thÓ ®−îc kh¾c phôc b»ng c¸ch tÈy, mµi côc bé víi ®iÒu kiÖn chiÒu dµy sau
khi mµi t¹i bÊt cø chç nµo cña s¶n phÈm còng kh«ng ®−îc nhá h¬n 93% chiÒu dµy danh nghÜa. Trong mäi
tr−êng hîp, kh«ng ®−îc tÈy hoÆc mµi s©u qu¸ 3mm. NÕu kh«ng cã qui ®Þnh nµo kh¸c, viÖc tÈy vµ mµi khuyÕt tËt
ph¶i ®−îc tiÕn hµnh d−íi sù chøng kiÕn cña ®¨ng kiÓm viªn. §¨ng kiÓm viªn cã thÓ yªu cÇu kiÓm tra kh«ng ph¸
hñy b»ng ph−¬ng ph¸p thÝch hîp ®Ó chøng tá sau khi söa ch÷a khuyÕt tËt bÒ mÆt ®· ®−îc lo¹i bá hoµn toµn.
30
TCVN 7230:2003
4.1.6. 2.
4.1.6. 3.
4.1.7. 1.
C¸c khuyÕt tËt trªn bÒ mÆt thÐp kh«ng thÓ xö lý b»ng ph−¬ng ph¸p trªn cã thÓ ®−îc ®ôc hoÆc
mµi ®i vµ tiÕn hµnh hµn ®¾p, nÕu ®−îc §¨ng kiÓm chÊp thuËn. ViÖc lµm nµy ph¶i ®−îc tiÕn hµnh d−íi sù chøng
kiÕn cña ®¨ng kiÓm viªn. NÕu kh«ng cã qui ®Þnh nµo kh¸c, viÖc söa ch÷a khuyÕt tËt trªn ph¶i tháa m·n nh÷ng
yªu cÇu sau:
4.1.6.2.1 Sau khi mµi vµ tr−íc khi hµn, chiÒu dµy cña s¶n phÈm ë bÊt kú chç nµo còng kh«ng ®−îc
gi¶m qu¸ 20% chiÒu dµy ban ®Çu.
4.1.6.2.2 Ph¶i tiÕn hµnh kiÓm tra kh«ng ph¸ hñy b»ng ph−¬ng ph¸p thÝch hîp ®Ó chøng tá sau khi mµi,
®ôc khuyÕt tËt ®· ®−îc lµm s¹ch.
4.1.6.2.3 ViÖc hµn ph¶i ®−îc thùc hiÖn theo qui tr×nh hµn ®· ®−îc §¨ng kiÓm phª duyÖt. Thî hµn vµ
que hµn dïng hµn ®¾p mÆt thÐp còng ph¶i ®−îc §¨ng kiÓm cÊp giÊy chøng nhËn. §−êng hµn ®¾p ph¶i ®−îc
mµi nh½n ®Õn bÒ dµy danh nghÜa.
4.1.6.2.4 Sau khi mµi xong, s¶n phÈm cã thÓ ph¶i ®−îc th−êng hãa hoÆc nhiÖt luyÖn tháa m·n c¸c yªu
cÇu cña ®¨ng kiÓm viªn.
4.1.6.2.5 §¨ng kiÓm viªn cã thÓ yªu cÇu kiÓm tra kh«ng ph¸ hñy b»ng ph−¬ng ph¸p thÝch hîp ®Ó chøng
tá vïng ®−îc söa ch÷a kh«ng cã khuyÕt tËt.
§èi víi thÐp tÊm ®−îc nhiÖt luyÖn b»ng qu¸ tr×nh kiÓm so¸t c¬ nhiÖt (TMCP), söa ch÷a b»ng
ph−¬ng ph¸p hµn chØ ®−îc phª duyÖt sau khi ®· kiÓm tra qui tr×nh söa ch÷a chøng tá sau khi söa ch÷a tÝnh chÊt
c¬ häc cña thÐp tÊm kh«ng bÞ gi¶m so víi ban ®Çu.
4.1.7. Chän mÉu thö
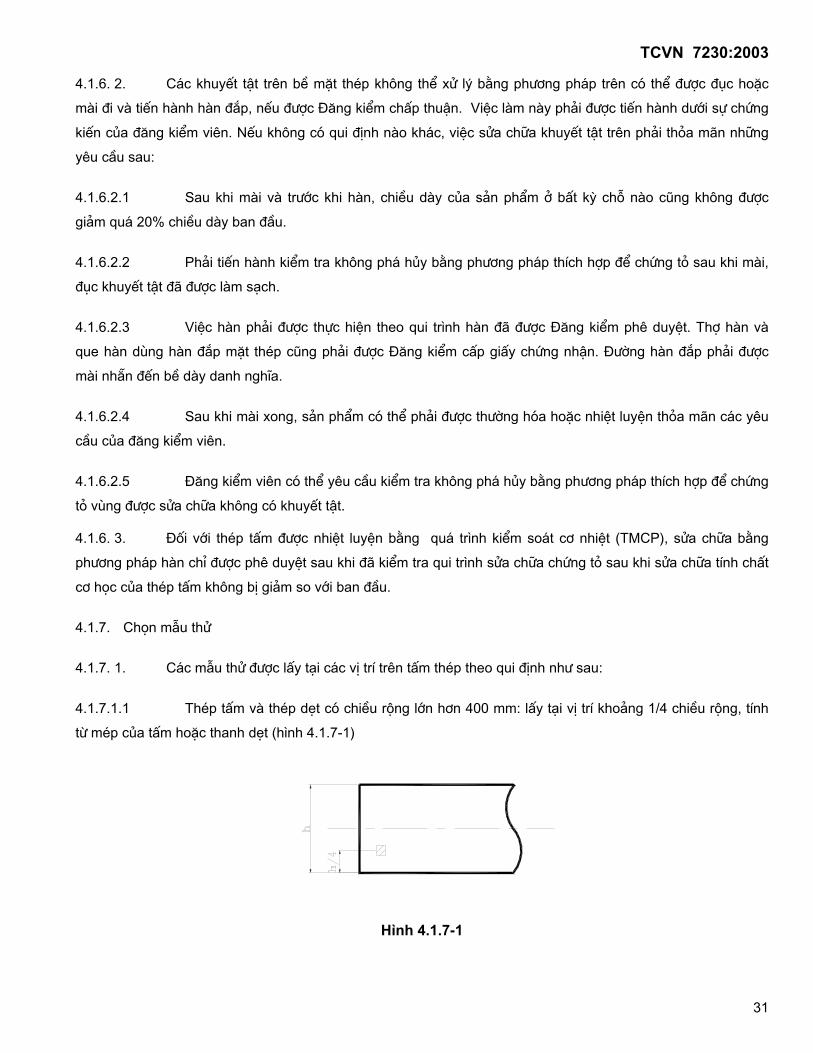
C¸c mÉu thö ®−îc lÊy t¹i c¸c vÞ trÝ trªn tÊm thÐp theo qui ®Þnh nh− sau:
4.1.7.1.1 ThÐp tÊm vµ thÐp dÑt cã chiÒu réng lín h¬n 400 mm: lÊy t¹i vÞ trÝ kho¶ng 1/4 chiÒu réng, tÝnh
tõ mÐp cña tÊm hoÆc thanh dÑt (h×nh 4.1.7-1)
H×nh 4.1.7-1
31
TCVN 7230:2003
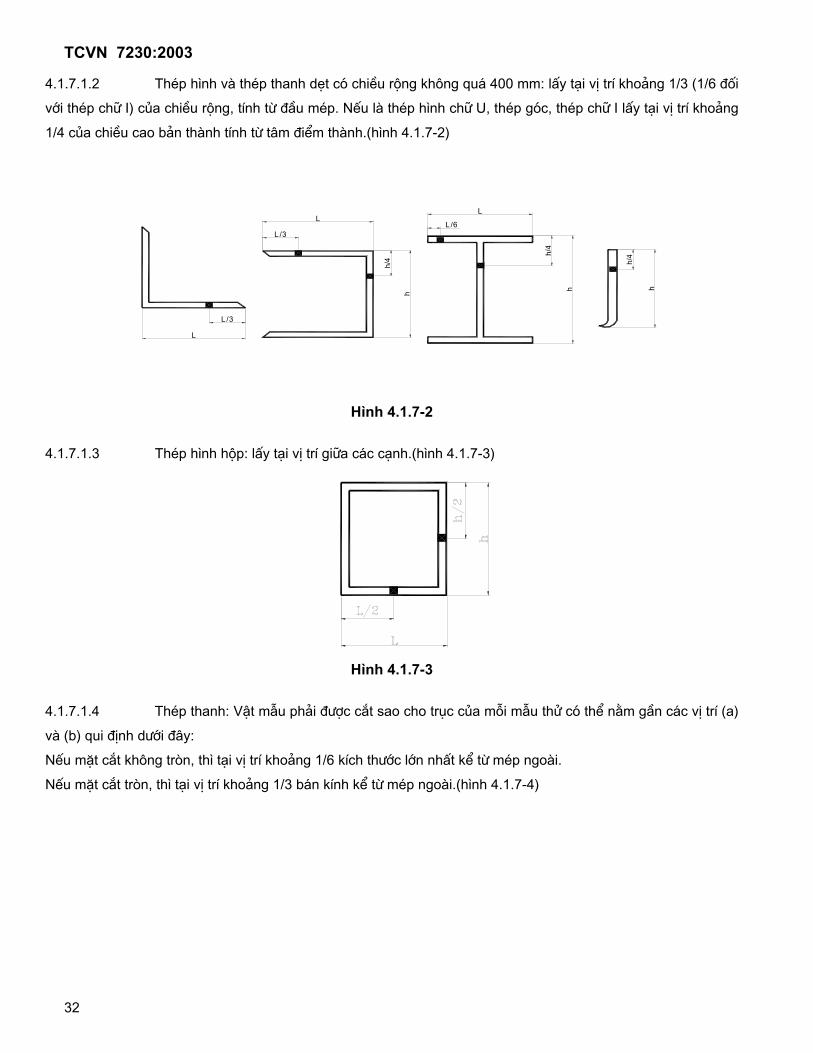
4.1.7.1.2 ThÐp h×nh vµ thÐp thanh dÑt cã chiÒu réng kh«ng qu¸ 400 mm: lÊy t¹i vÞ trÝ kho¶ng 1/3 (1/6 ®èi
víi thÐp ch÷ I) cña chiÒu réng, tÝnh tõ ®Çu mÐp. NÕu lµ thÐp h×nh ch÷ U, thÐp gãc, thÐp ch÷ I lÊy t¹i vÞ trÝ kho¶ng
1/4 cña chiÒu cao b¶n thµnh tÝnh tõ t©m ®iÓm thµnh.(h×nh 4.1.7-2)
L /3
L
L /3
L
h/4
h
L /6
L
h/4
h
h /4
h
H×nh 4.1.7-2
4.1.7.1.3 ThÐp h×nh hép: lÊy t¹i vÞ trÝ gi÷a c¸c c¹nh.(h×nh 4.1.7-3)
H×nh 4.1.7-3
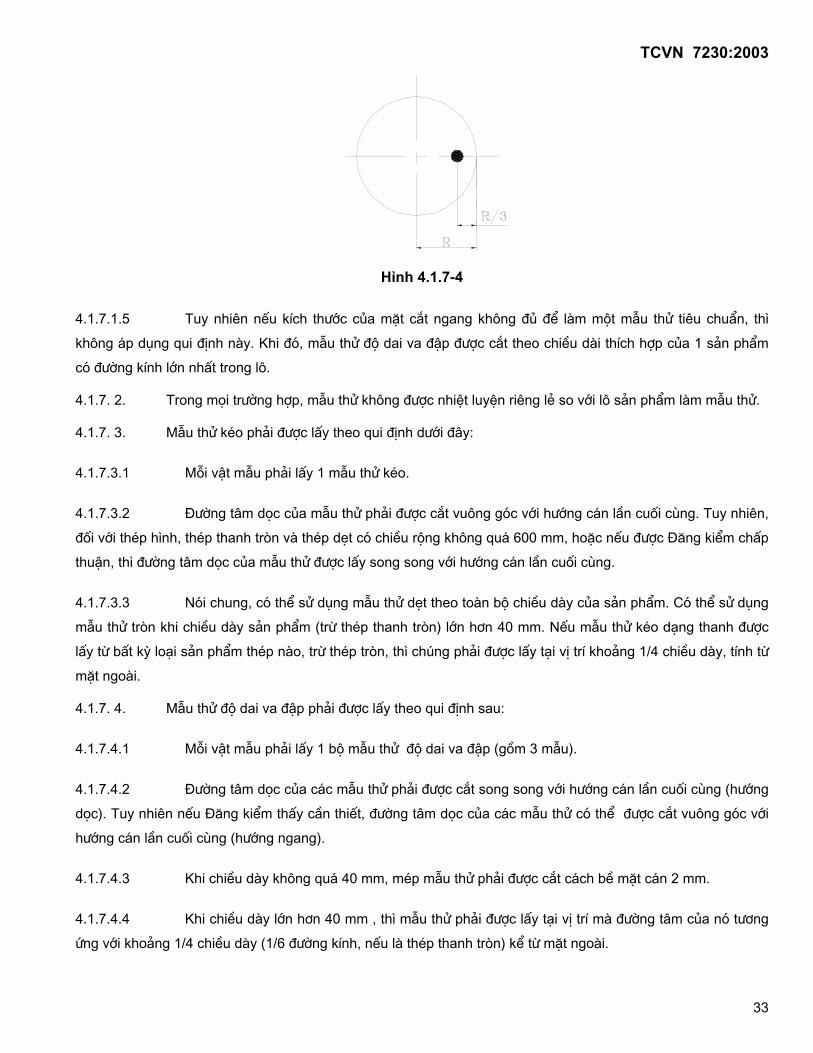
4.1.7.1.4 ThÐp thanh: VËt mÉu ph¶i ®−îc c¾t sao cho trôc cña mçi mÉu thö cã thÓ n»m gÇn c¸c vÞ trÝ (a)
vµ (b) qui ®Þnh d−íi ®©y:
NÕu mÆt c¾t kh«ng trßn, th× t¹i vÞ trÝ kho¶ng 1/6 kÝch th−íc lín nhÊt kÓ tõ mÐp ngoµi.
NÕu mÆt c¾t trßn, th× t¹i vÞ trÝ kho¶ng 1/3 b¸n kÝnh kÓ tõ mÐp ngoµi.(h×nh 4.1.7-4)
32
TCVN 7230:2003
H×nh 4.1.7-4
4.1.7.1.5 Tuy nhiªn nÕu kÝch th−íc cña mÆt c¾t ngang kh«ng ®ñ ®Ó lµm mét mÉu thö tiªu chuÈn, th×
kh«ng ¸p dông qui ®Þnh nµy. Khi ®ã, mÉu thö ®é dai va ®Ëp ®−îc c¾t theo chiÒu dµi thÝch hîp cña 1 s¶n phÈm
cã ®−êng kÝnh lín nhÊt trong l«.
Trong mäi tr−êng hîp, mÉu thö kh«ng ®−îc nhiÖt luyÖn riªng lÎ so víi l« s¶n phÈm lµm mÉu thö. 4.1.7. 2.
4.1.7. 3.
4.1.7. 4.
MÉu thö kÐo ph¶i ®−îc lÊy theo qui ®Þnh d−íi ®©y:
4.1.7.3.1 Mçi vËt mÉu ph¶i lÊy 1 mÉu thö kÐo.
4.1.7.3.2 §−êng t©m däc cña mÉu thö ph¶i ®−îc c¾t vu«ng gãc víi h−íng c¸n lÇn cuèi cïng. Tuy nhiªn,
®èi víi thÐp h×nh, thÐp thanh trßn vµ thÐp dÑt cã chiÒu réng kh«ng qu¸ 600 mm, hoÆc nÕu ®−îc §¨ng kiÓm chÊp
thuËn, th× ®−êng t©m däc cña mÉu thö ®−îc lÊy song song víi h−íng c¸n lÇn cuèi cïng.
4.1.7.3.3 Nãi chung, cã thÓ sö dông mÉu thö dÑt theo toµn bé chiÒu dµy cña s¶n phÈm. Cã thÓ sö dông
mÉu thö trßn khi chiÒu dµy s¶n phÈm (trõ thÐp thanh trßn) lín h¬n 40 mm. NÕu mÉu thö kÐo d¹ng thanh ®−îc
lÊy tõ bÊt kú lo¹i s¶n phÈm thÐp nµo, trõ thÐp trßn, th× chóng ph¶i ®−îc lÊy t¹i vÞ trÝ kho¶ng 1/4 chiÒu dµy, tÝnh tõ
mÆt ngoµi.
MÉu thö ®é dai va ®Ëp ph¶i ®−îc lÊy theo qui ®Þnh sau:
4.1.7.4.1 Mçi vËt mÉu ph¶i lÊy 1 bé mÉu thö ®é dai va ®Ëp (gåm 3 mÉu).
4.1.7.4.2 §−êng t©m däc cña c¸c mÉu thö ph¶i ®−îc c¾t song song víi h−íng c¸n lÇn cuèi cïng (h−íng
däc). Tuy nhiªn nÕu §¨ng kiÓm thÊy cÇn thiÕt, ®−êng t©m däc cña c¸c mÉu thö cã thÓ ®−îc c¾t vu«ng gãc víi
h−íng c¸n lÇn cuèi cïng (h−íng ngang).
4.1.7.4.3 Khi chiÒu dµy kh«ng qu¸ 40 mm, mÐp mÉu thö ph¶i ®−îc c¾t c¸ch bÒ mÆt c¸n 2 mm.
4.1.7.4.4 Khi chiÒu dµy lín h¬n 40 mm , th× mÉu thö ph¶i ®−îc lÊy t¹i vÞ trÝ mµ ®−êng t©m cña nã t−¬ng
øng víi kho¶ng 1/4 chiÒu dµy (1/6 ®−êng kÝnh, nÕu lµ thÐp thanh trßn) kÓ tõ mÆt ngoµi.
33
TCVN 7230:2003
4.1.8. §ãng dÊu nh·n hiÖu vËt liÖu
ThÐp ®· tho¶ m·n nh÷ng yªu cÇu thö ph¶i ®−îc ®ãng dÊu nh·n hiÖu nh− qui ®Þnh ë 1.11
4.2. ThÐp c¸n dïng cho c¸c phÇn kÕt cÊu
4.2.1. Ph¹m vi ¸p dông
4.2.1. 1.
4.2.1. 2.
4.2.1. 3.
4.2.2. 1.
Nh÷ng yªu cÇu qui ®Þnh ë phÇn nµy ®−îc ¸p dông cho c¸c lo¹i thÐp c¸n dïng ®Ó chÕ t¹o c¸c
phÇn tö kÕt cÊu cña c«ng tr×nh biÓn cè ®Þnh cã chiÒu dµy kh«ng qu¸ 100 mm vµ ®é bÒn ch¶y qui −íc tèi thiÓu
kh«ng qu¸ 415 N/mm2.
ViÖc sö dông nh÷ng vËt liÖu thÐp cã chiÒu dµy vµ ®é bÒn ch¶y qui −íc tèi thiÓu lín h¬n ph¶i cã sù
chÊp nhËn cña §¨ng kiÓm.
ThÐp cã nh÷ng ®Æc tÝnh kh¸c so víi qui ®Þnh ë 4.2 ph¶i phï hîp víi nh÷ng yªu cÇu qui ®Þnh ë 1.1
.3.
4.2.2. Ph©n lo¹i thÐp
Nhãm vËt liÖu thÐp: VËt liÖu thÐp kÕt cÊu ®−îc chia lµm 3 nhãm dùa vµo møc ®é bÒn vµ ®Æc tÝnh
hµn:
4.2.2.1.1 VËt liÖu thÐp cã ®é bÒn th−êng (NS - Normal strength): Cã ®é bÒn ch¶y qui −íc tèi thiÓu kh«ng
qu¸ 280 N/mm2 (40 KSi), hµm l−îng c¸c bon t−¬ng ®−¬ng ( Ceq ) kh«ng qu¸ 0.40 %. VËt liÖu thÐp NS bao gåm
c¸c cÊp thÐp A, B, D, E vµ cã thÓ hµn víi bÊt cø qui tr×nh hµn nµo.
4.2.2.1.2 VËt liÖu thÐp cã ®é bÒn cao (HS - Higher strength): Cã ®é bÒn ch¶y qui −íc tèi thiÓu trong
kho¶ng tõ 280 N/mm2 (40 KSi) ®Õn 360 N/mm2 (52 KSi), hµm l−îng c¸c bon t−¬ng ®−¬ng (Ceq ) kh«ng qu¸ 0.45
%. Víi vËt liÖu thÐp HS, khi hµn ®ßi hái ph¶i sö dông vËt liÖu hµn lo¹i hydro thÊp. VËt liÖu thÐp HS bao gåm
c¸c cÊp A27, D27, E27, A32, D32, E32, A36, D36, E36, A40, D40 vµ E40.
4.2.2.1.3 VËt liÖu thÐp cã ®é bÒn cùc cao (EHS - Extra high strength): Cã ®é bÒn ch¶y qui −íc tèi thiÓu
lín h¬n 360 N/mm2 (52 KSi), hµm l−îng c¸c bon t−¬ng ®−¬ng (Ceq) kh«ng qu¸ 0.45 %. Víi vËt liÖu thÐp EHS,
khi hµn ®ßi hái ph¶i sö dông vËt liÖu hµn lo¹i hydro thÊp vµ trong qu¸ tr×nh hµn ph¶i ¸p dông c¸c biÖn ph¸p
gi¸m s¸t vÒ tÝnh hµn khi cÇn thiÕt. Khi sö dông vËt liÖu thÐp EHS ph¶i cã biÖn ph¸p gi¸m s¸t vÒ tÝnh mái vµ ®Æc
tÝnh ®é dai víi vÕt c¾t khi cÇn thiÕt. VËt liÖu thÐp EHS bao gåm c¸c cÊp D42, E42, D46, E46, D50 vµ E50.
Hµm l−îng c¸c bon t−¬ng ®−¬ng (Ceq) = 51520
VMoCrCuNiMn +C ++
+++
4.2.2. 2. Lo¹i vËt liÖu thÐp: Dùa vµo sù phï hîp cña ®Æc tÝnh ®é dai víi vÕt c¾t (notch toughness) víi ®iÒu
34
TCVN 7230:2003
kiÖn lµm viÖc cña kÕt cÊu, vËt liÖu thÐp ®−îc chia lµm 3 lo¹i:
4.2.2.2.1 Lo¹i 1 : VËt liÖu thÐp lo¹i 1 bao gåm c¸c cÊp thÐp E, E27, E32, E36, E40, E42, E46, E50 vµ
®−îc sö dông cho c¸c kÕt cÊu chÝnh lµm viÖc d−íi 00c vµ c¸c kÕt cÊu ®Æc biÖt. VËt liÖu thÐp lo¹i 1ph¶i ®−îc thö
®é dai va ®Ëp ë nhiÖt ®é -40oC.
4.2.2.2.2 Lo¹i 2 : VËt liÖu thÐp lo¹i 2 bao gåm c¸c cÊp thÐp D, D27, D32, D36, D40, D42, D46, D50 vµ
®−îc sö dông cho c¸c kÕt cÊu chÝnh cã ®é dµy lín, lµm viÖc ë nhiÖt ®é thÊp, kh¶ n¨ng chÞu lùc cao, lµ n¬i tËp
trung øng suÊt vµ chÞu t¶i träng va ®Ëp. VËt liÖu thÐp lo¹i 2 ph¶i ®−îc thö ®é dai va ®Ëp ë nhiÖt ®é -20oC.
4.2.2.2.3 Lo¹i 3 : VËt liÖu thÐp lo¹i 3 bao gåm c¸c cÊp thÐp A, B, A27, A32, A36, A40 vµ ®−îc sö dông
cho c¸c kÕt cÊu hµn cã nhiÖt ®é lµm viÖc lín h¬n 00c mµ kh«ng yªu cÇu ph¶i thö ®é dai va ®Ëp nh− c¸c kÕt cÊu
chÝnh víi ®é dµy giíi h¹n, ®é cøng cña kÕt cÊu thÊp (low restraint), Ýt tËp trung øng suÊt (modest stress
concentration), chÞu t¶i träng tùa tÜnh (quasi-static loading) vµ c¸c kÕt cÊu phô.
4.2.3. Thµnh phÇn hãa häc
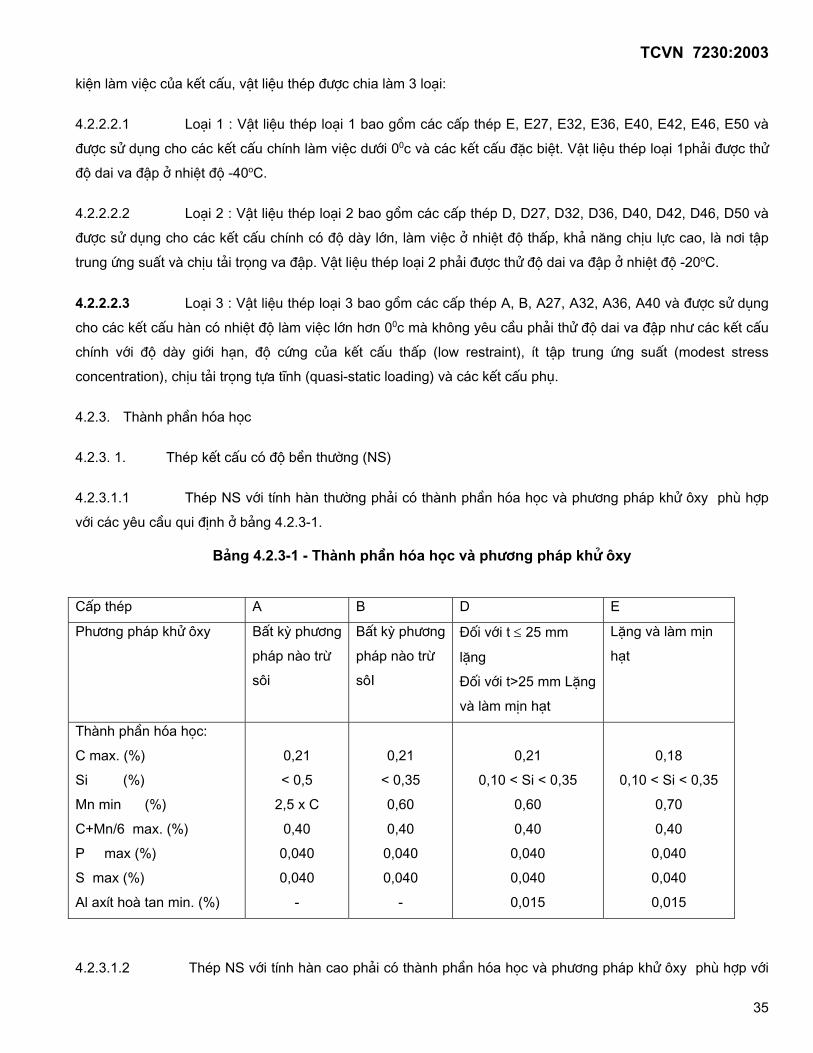
4.2.3. 1. ThÐp kÕt cÊu cã ®é bÒn th−êng (NS)
4.2.3.1.1 ThÐp NS víi tÝnh hµn th−êng ph¶i cã thµnh phÇn hãa häc vµ ph−¬ng ph¸p khö «xy phï hîp
víi c¸c yªu cÇu qui ®Þnh ë b¶ng 4.2.3-1.
B¶ng 4.2.3-1 - Thµnh phÇn hãa häc vµ ph−¬ng ph¸p khö «xy
CÊp thÐp A B D E
Ph−¬ng ph¸p khö «xy BÊt kú ph−¬ng
ph¸p nµo trõ
s«i
BÊt kú ph−¬ng
ph¸p nµo trõ
s«I
§èi víi t ≤ 25 mm
lÆng
§èi víi t>25 mm LÆng
vµ lµm mÞn h¹t
LÆng vµ lµm mÞn
h¹t
Thµnh phÇn hãa häc:
C max. (%)
Si (%)
Mn min (%)
C+Mn/6 max. (%)
P max (%)
S max (%)
Al axÝt hoµ tan min. (%)
0,21
< 0,5
2,5 x C
0,40
0,040
0,040
-
0,21
< 0,35
0,60
0,40
0,040
0,040
-
0,21
0,10 < Si < 0,35
0,60
0,40
0,040
0,040
0,015
0,18
0,10 < Si < 0,35
0,70
0,40
0,040
0,040
0,015
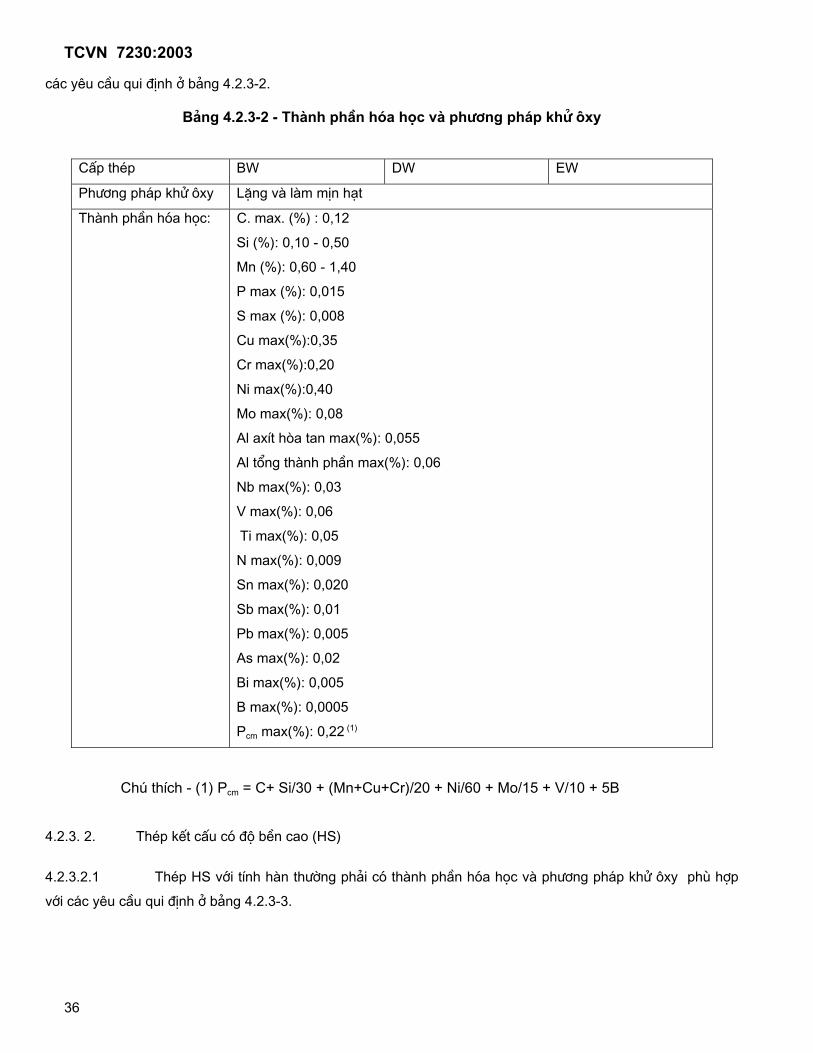
4.2.3.1.2 ThÐp NS víi tÝnh hµn cao ph¶i cã thµnh phÇn hãa häc vµ ph−¬ng ph¸p khö «xy phï hîp víi
35
TCVN 7230:2003
c¸c yªu cÇu qui ®Þnh ë b¶ng 4.2.3-2.
B¶ng 4.2.3-2 - Thµnh phÇn hãa häc vµ ph−¬ng ph¸p khö «xy
CÊp thÐp BW DW EW
Ph−¬ng ph¸p khö «xy LÆng vµ lµm mÞn h¹t
Thµnh phÇn hãa häc: C. max. (%) : 0,12
Si (%): 0,10 - 0,50
Mn (%): 0,60 - 1,40
P max (%): 0,015
S max (%): 0,008
Cu max(%):0,35
Cr max(%):0,20
Ni max(%):0,40
Mo max(%): 0,08
Al axÝt hßa tan max(%): 0,055
Al tæng thµnh phÇn max(%): 0,06
Nb max(%): 0,03
V max(%): 0,06
Ti max(%): 0,05
N max(%): 0,009
Sn max(%): 0,020
Sb max(%): 0,01
Pb max(%): 0,005
As max(%): 0,02
Bi max(%): 0,005
B max(%): 0,0005
Pcm max(%): 0,22 (1)
Chó thÝch - (1) Pcm = C+ Si/30 + (Mn+Cu+Cr)/20 + Ni/60 + Mo/15 + V/10 + 5B
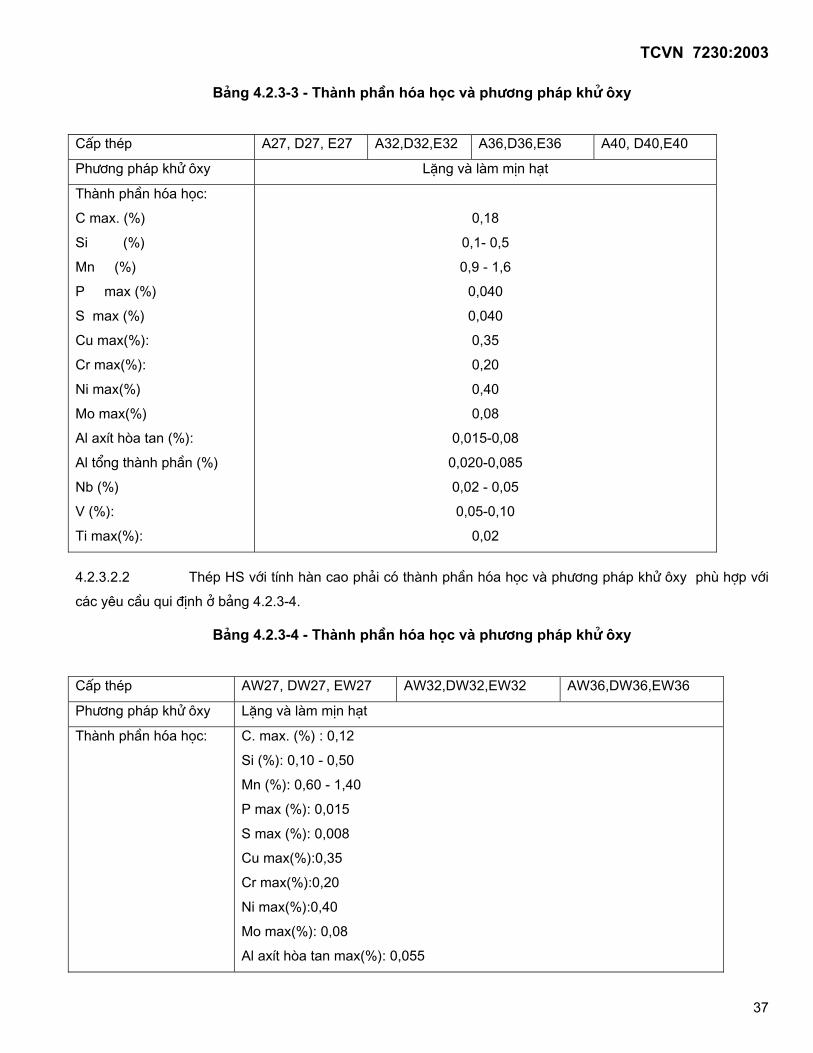
4.2.3. 2. ThÐp kÕt cÊu cã ®é bÒn cao (HS)
4.2.3.2.1 ThÐp HS víi tÝnh hµn th−êng ph¶i cã thµnh phÇn hãa häc vµ ph−¬ng ph¸p khö «xy phï hîp
víi c¸c yªu cÇu qui ®Þnh ë b¶ng 4.2.3-3.
36
TCVN 7230:2003
B¶ng 4.2.3-3 - Thµnh phÇn hãa häc vµ ph−¬ng ph¸p khö «xy
CÊp thÐp A27, D27, E27 A32,D32,E32 A36,D36,E36 A40, D40,E40
Ph−¬ng ph¸p khö «xy LÆng vµ lµm mÞn h¹t
Thµnh phÇn hãa häc:
C max. (%)
Si (%)
Mn (%)
P max (%)
S max (%)
Cu max(%):
Cr max(%):
Ni max(%)
Mo max(%)
Al axÝt hßa tan (%):
Al tæng thµnh phÇn (%)
Nb (%)
V (%):
Ti max(%):
0,18
0,1- 0,5
0,9 - 1,6
0,040
0,040
0,35
0,20
0,40
0,08
0,015-0,08
0,020-0,085
0,02 - 0,05
0,05-0,10
0,02
4.2.3.2.2 ThÐp HS víi tÝnh hµn cao ph¶i cã thµnh phÇn hãa häc vµ ph−¬ng ph¸p khö «xy phï hîp víi
c¸c yªu cÇu qui ®Þnh ë b¶ng 4.2.3-4.
B¶ng 4.2.3-4 - Thµnh phÇn hãa häc vµ ph−¬ng ph¸p khö «xy
CÊp thÐp AW27, DW27, EW27 AW32,DW32,EW32 AW36,DW36,EW36
Ph−¬ng ph¸p khö «xy LÆng vµ lµm mÞn h¹t
Thµnh phÇn hãa häc:
C. max. (%) : 0,12
Si (%): 0,10 - 0,50
Mn (%): 0,60 - 1,40
P max (%): 0,015
S max (%): 0,008
Cu max(%):0,35
Cr max(%):0,20
Ni max(%):0,40
Mo max(%): 0,08
Al axÝt hßa tan max(%): 0,055
37
TCVN 7230:2003
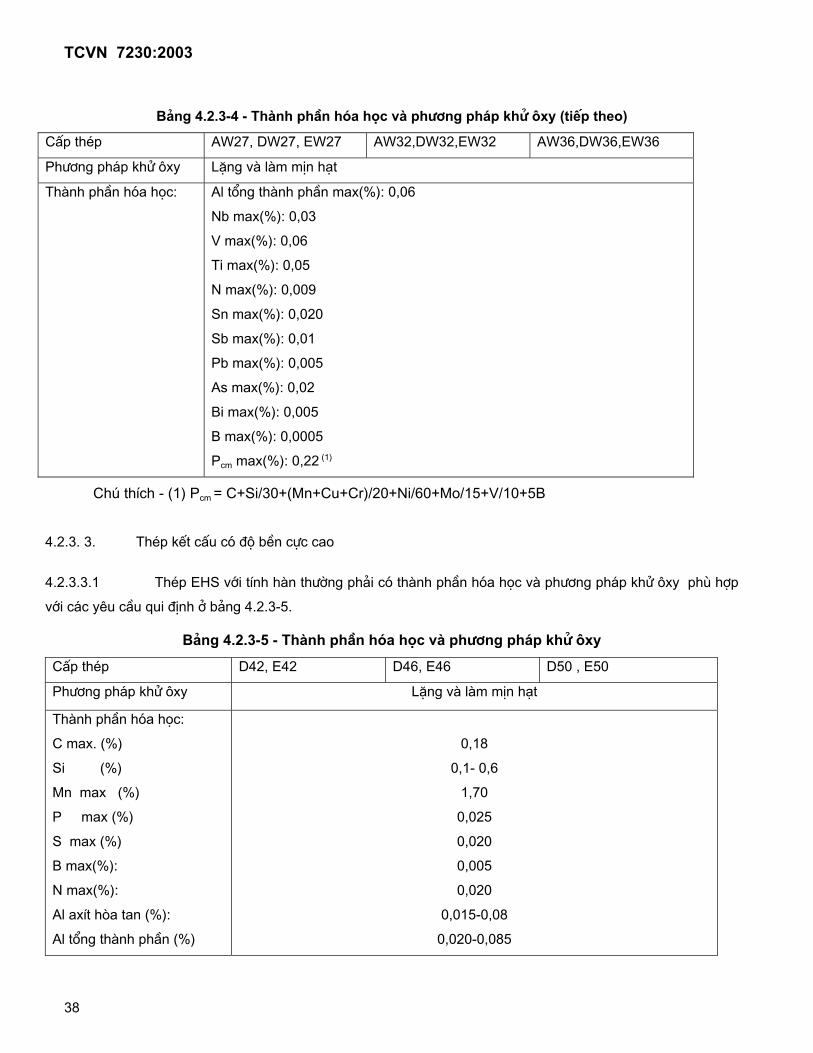
B¶ng 4.2.3-4 - Thµnh phÇn hãa häc vµ ph−¬ng ph¸p khö «xy (tiÕp theo)
CÊp thÐp AW27, DW27, EW27 AW32,DW32,EW32 AW36,DW36,EW36
Ph−¬ng ph¸p khö «xy LÆng vµ lµm mÞn h¹t
Thµnh phÇn hãa häc:
Al tæng thµnh phÇn max(%): 0,06
Nb max(%): 0,03
V max(%): 0,06
Ti max(%): 0,05
N max(%): 0,009
Sn max(%): 0,020
Sb max(%): 0,01
Pb max(%): 0,005
As max(%): 0,02
Bi max(%): 0,005
B max(%): 0,0005
Pcm max(%): 0,22 (1)
Chó thÝch - (1) Pcm = C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B
4.2.3. 3. ThÐp kÕt cÊu cã ®é bÒn cùc cao
4.2.3.3.1 ThÐp EHS víi tÝnh hµn th−êng ph¶i cã thµnh phÇn hãa häc vµ ph−¬ng ph¸p khö «xy phï hîp
víi c¸c yªu cÇu qui ®Þnh ë b¶ng 4.2.3-5.
B¶ng 4.2.3-5 - Thµnh phÇn hãa häc vµ ph−¬ng ph¸p khö «xy
CÊp thÐp D42, E42 D46, E46 D50 , E50
Ph−¬ng ph¸p khö «xy LÆng vµ lµm mÞn h¹t
Thµnh phÇn hãa häc:
C max. (%)
Si (%)
Mn max (%)
P max (%)
S max (%)
B max(%):
N max(%):
Al axÝt hßa tan (%):
Al tæng thµnh phÇn (%)
0,18
0,1- 0,6
1,70
0,025
0,020
0,005
0,020
0,015-0,08
0,020-0,085
38
TCVN 7230:2003
B¶ng 4.2.3-5 - Thµnh phÇn hãa häc vµ ph−¬ng ph¸p khö «xy (tiÕp theo)
CÊp thÐp D42, E42 D46, E46 D50 , E50
Ph−¬ng ph¸p khö «xy LÆng vµ lµm mÞn h¹t
Nb (%)
V (%):
Ti max(%):
0,02 - 0,05
0,04-0,10
0,05
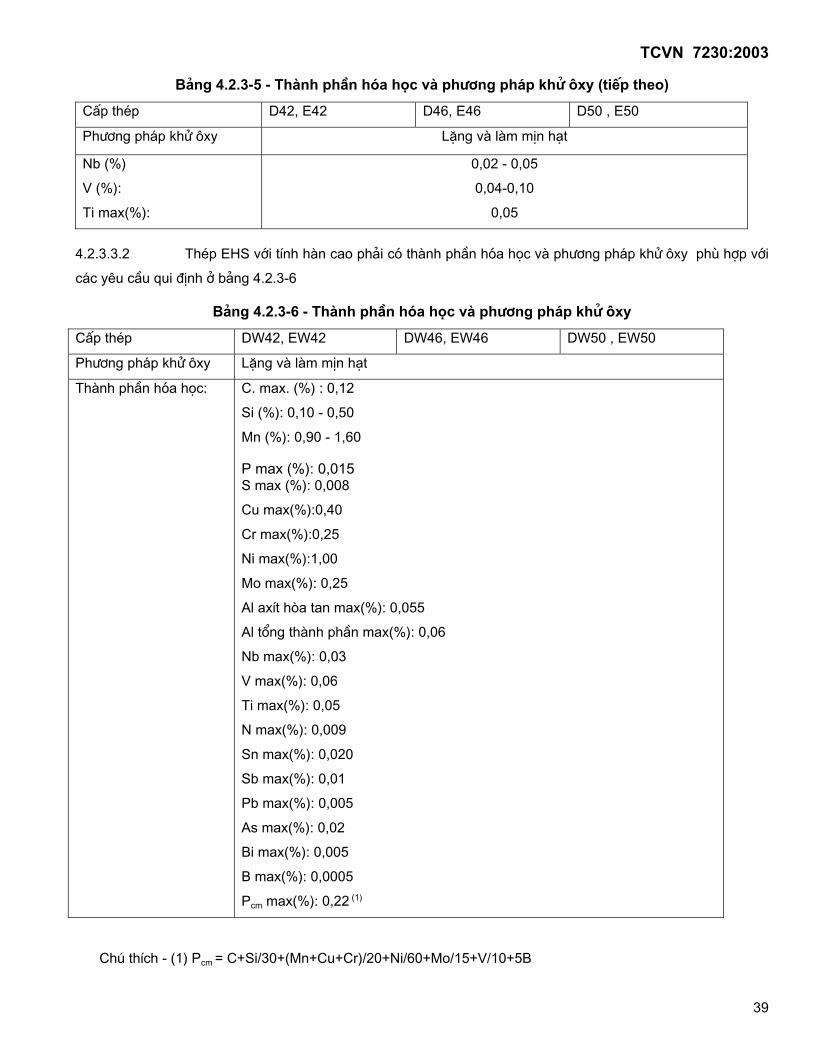
4.2.3.3.2 ThÐp EHS víi tÝnh hµn cao ph¶i cã thµnh phÇn hãa häc vµ ph−¬ng ph¸p khö «xy phï hîp víi
c¸c yªu cÇu qui ®Þnh ë b¶ng 4.2.3-6
B¶ng 4.2.3-6 - Thµnh phÇn hãa häc vµ ph−¬ng ph¸p khö «xy
CÊp thÐp DW42, EW42 DW46, EW46 DW50 , EW50
Ph−¬ng ph¸p khö «xy LÆng vµ lµm mÞn h¹t
Thµnh phÇn hãa häc:
C. max. (%) : 0,12
Si (%): 0,10 - 0,50
Mn (%): 0,90 - 1,60
P max (%): 0,015 S max (%): 0,008
Cu max(%):0,40
Cr max(%):0,25
Ni max(%):1,00
Mo max(%): 0,25
Al axÝt hßa tan max(%): 0,055
Al tæng thµnh phÇn max(%): 0,06
Nb max(%): 0,03
V max(%): 0,06
Ti max(%): 0,05
N max(%): 0,009
Sn max(%): 0,020
Sb max(%): 0,01
Pb max(%): 0,005
As max(%): 0,02
Bi max(%): 0,005
B max(%): 0,0005
Pcm max(%): 0,22 (1)
Chó thÝch - (1) Pcm = C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B
39
TCVN 7230:2003
4.2.4. Thö tÝnh chÊt c¬ häc
4.2.4. 1.
4.2.4. 2.
4.2.4. 3.
4.2.4. 4.
VËt mÉu dïng ®Ó c¾t mÉu thö ph¶i ®−îc lÊy trong 1 l« thÐp cã khèi l−îng kh«ng qu¸ 50 tÊn, cïng
1 mÎ ®óc vµ cïng qui tr×nh chÕ t¹o.
Víi mçi l« thÐp ph¶i thö kÐo 1 lÇn víi 1 mÉu thö. NÕu trong mÎ ®óc cña l« thÐp cã sù kh¸c biÖt vÒ
®é dµy hoÆc ®−êng kÝnh cña s¶n phÈm th× cø mçi 10 mm kh¸c biÖt ph¶i thö kÐo thªm 1 lÇn.
Thö ®é dai va ®Ëp víi vÕt c¾t ch÷ V ®−îc thùc hiÖn theo nh÷ng yªu cÇu sau:
4.2.4.3.1 NÕu tÝnh n¨ng kü thuËt cña vËt liÖu kh«ng cã yªu cÇu nµo kh¸c vÒ thö ®é dai va ®Ëp th× thö va
®Ëp sÏ ®−îc thùc hiÖn theo x¸c suÊt do ®¨ng kiÓm viªn chØ ®Þnh víi n¨ng l−îng hÊp thô kh«ng nhá h¬n 27 J ë
nhiÖt ®é b×nh th−êng.
4.2.4.3.2 Khi nhiÖt ®é thö va ®Ëp cña vËt liÖu kh«ng nhá h¬n -200c, mét bé gåm 3 mÉu thö ®−îc lÊy tõ
vËt mÉu cã chiÒu dµy lín nhÊt trong tõng l« thÐp.
4.2.4.3.3 Khi nhiÖt ®é thö va ®Ëp cña vËt liÖu lín h¬n -200c, mét bé gåm 3 mÉu thö ®−îc lÊy tõ vËt mÉu.
Víi thÐp h×nh, mét bé gåm 3 mÉu thö ®−îc lÊy tõ tõng 25 tÊn s¶n phÈm c¸n.
4.2.4.3.4 §−êng t©m däc cña mÉu thö ®−îc c¾t vu«ng gãc víi h−íng c¸n. §èi víi nh÷ng d©y chuyÒn
chÕ t¹o tÊm cã ®é bÒn va ®Ëp theo h−íng ngang lín h¬n theo h−íng däc, c¸c mÉu thö ph¶i ®−îc lÊy theo c¶
h−íng ngang vµ h−íng däc. Trong bÊt kú tr−êng hîp nµo, vÕt c¾t ®−îc c¾t vu«ng gãc víi bÒ mÆt c¸n.
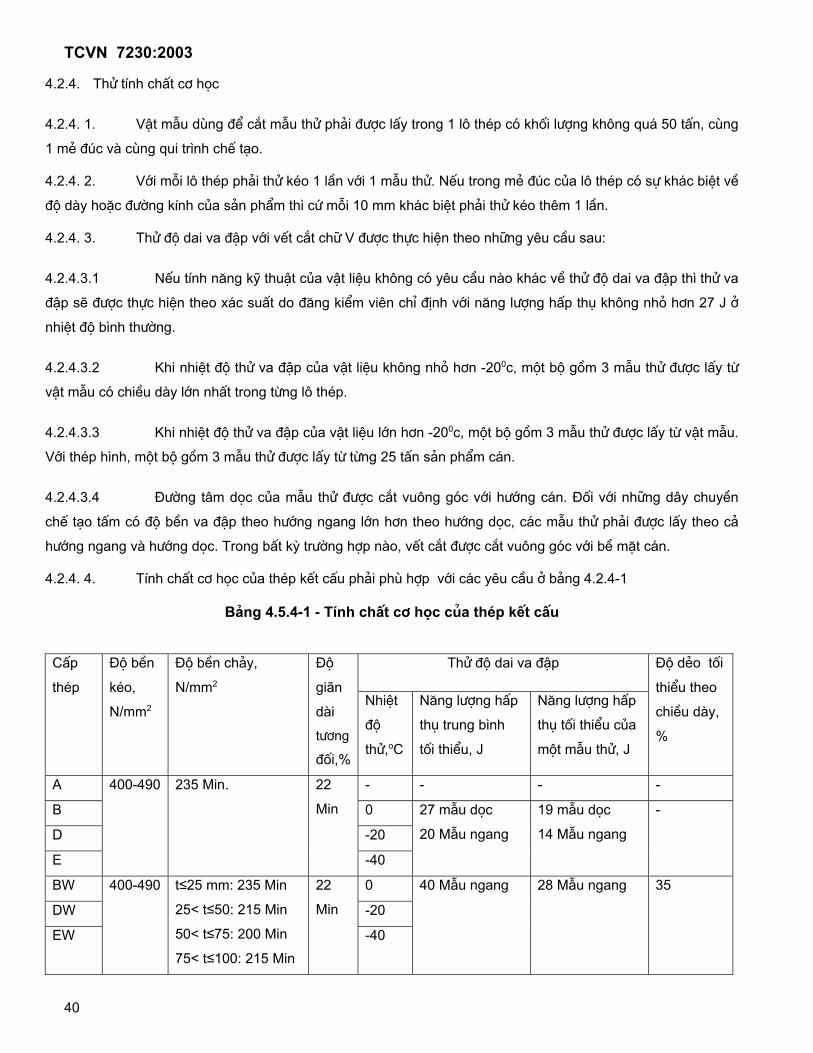
TÝnh chÊt c¬ häc cña thÐp kÕt cÊu ph¶i phï hîp víi c¸c yªu cÇu ë b¶ng 4.2.4-1
B¶ng 4.5.4-1 - TÝnh chÊt c¬ häc cña thÐp kÕt cÊu
Thö ®é dai va ®Ëp CÊp
thÐp
§é bÒn
kÐo,
N/mm2
§é bÒn ch¶y,
N/mm2
§é
gi·n
dµi
t−¬ng
®èi,%
NhiÖt
®é
thö,oC
N¨ng l−îng hÊp
thô trung b×nh
tèi thiÓu, J
N¨ng l−îng hÊp
thô tèi thiÓu cña
mét mÉu thö, J
§é dÎo tèi
thiÓu theo
chiÒu dµy,
%
A - - - -
B 0
D -20
E
400-490 235 Min. 22
Min
-40
27 mÉu däc
20 MÉu ngang
19 mÉu däc
14 MÉu ngang
-
BW 0
DW -20
EW
400-490 t≤25 mm: 235 Min
25< t≤50: 215 Min
50< t≤75: 200 Min
75< t≤100: 215 Min
22
Min
-40
40 MÉu ngang 28 MÉu ngang 35
40
TCVN 7230:2003
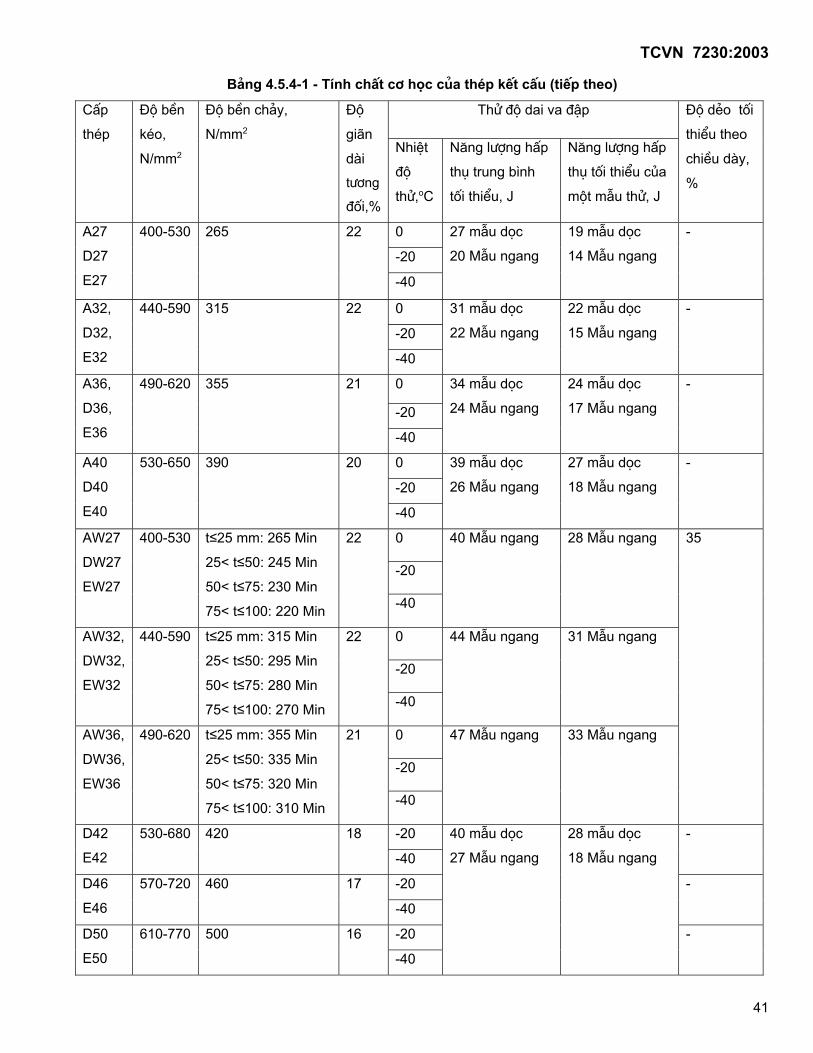
B¶ng 4.5.4-1 - TÝnh chÊt c¬ häc cña thÐp kÕt cÊu (tiÕp theo)
Thö ®é dai va ®Ëp CÊp
thÐp
§é bÒn
kÐo,
N/mm2
§é bÒn ch¶y,
N/mm2
§é
gi·n
dµi
t−¬ng
®èi,%
NhiÖt
®é
thö,oC
N¨ng l−îng hÊp
thô trung b×nh
tèi thiÓu, J
N¨ng l−îng hÊp
thô tèi thiÓu cña
mét mÉu thö, J
§é dÎo tèi
thiÓu theo
chiÒu dµy,
%
0
-20
A27
D27
E27
400-530 265 22
-40
27 mÉu däc
20 MÉu ngang
19 mÉu däc
14 MÉu ngang
-
0
-20
A32,
D32,
E32
440-590 315 22
-40
31 mÉu däc
22 MÉu ngang
22 mÉu däc
15 MÉu ngang
-
0
-20
A36,
D36,
E36
490-620 355 21
-40
34 mÉu däc
24 MÉu ngang
24 mÉu däc
17 MÉu ngang
-
0
-20
A40
D40
E40
530-650 390 20
-40
39 mÉu däc
26 MÉu ngang
27 mÉu däc
18 MÉu ngang
-
0
-20
AW27
DW27
EW27
400-530 t≤25 mm: 265 Min
25< t≤50: 245 Min
50< t≤75: 230 Min
75< t≤100: 220 Min
22
-40
40 MÉu ngang 28 MÉu ngang
0
-20
AW32,
DW32,
EW32
440-590 t≤25 mm: 315 Min
25< t≤50: 295 Min
50< t≤75: 280 Min
75< t≤100: 270 Min
22
-40
44 MÉu ngang 31 MÉu ngang
0
-20
AW36,
DW36,
EW36
490-620 t≤25 mm: 355 Min
25< t≤50: 335 Min
50< t≤75: 320 Min
75< t≤100: 310 Min
21
-40
47 MÉu ngang 33 MÉu ngang
35
-20 D42
E42
530-680 420 18
-40
-
-20 D46
E46
570-720 460 17
-40
-
-20 D50
E50
610-770 500 16
-40
40 mÉu däc
27 MÉu ngang
28 mÉu däc
18 MÉu ngang
-
41
TCVN 7230:2003
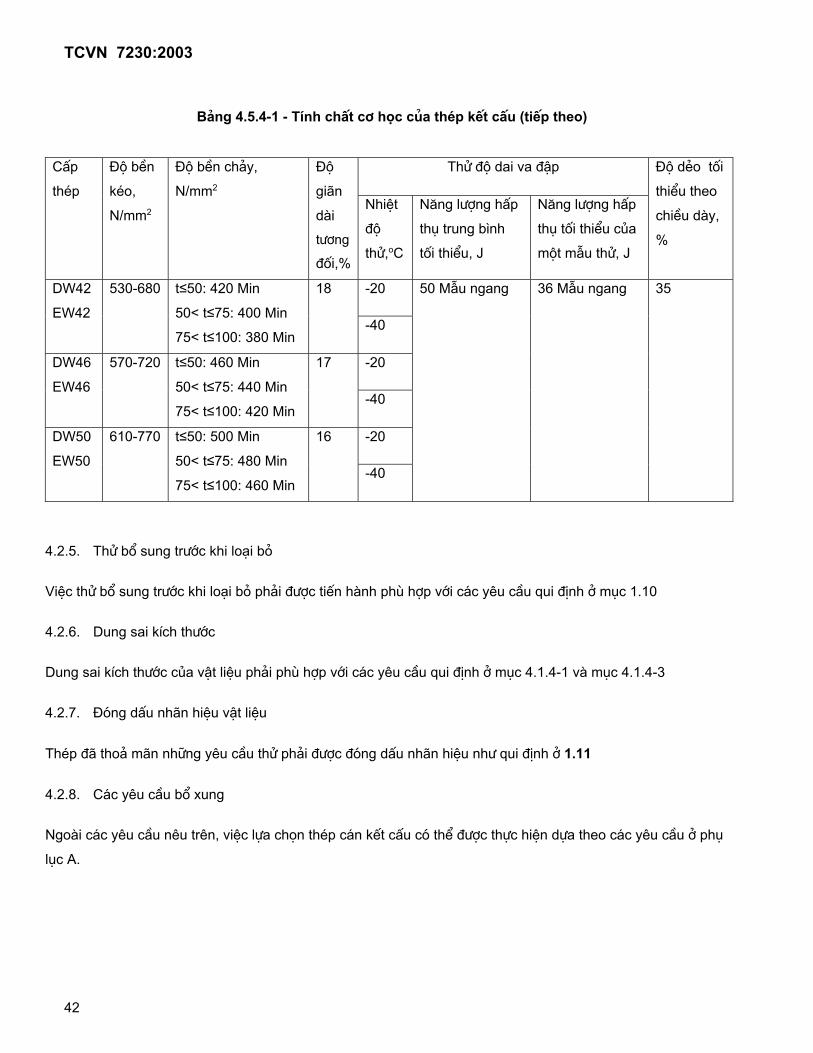
B¶ng 4.5.4-1 - TÝnh chÊt c¬ häc cña thÐp kÕt cÊu (tiÕp theo)
Thö ®é dai va ®Ëp CÊp
thÐp
§é bÒn
kÐo,
N/mm2
§é bÒn ch¶y,
N/mm2
§é
gi·n
dµi
t−¬ng
®èi,%
NhiÖt
®é
thö,oC
N¨ng l−îng hÊp
thô trung b×nh
tèi thiÓu, J
N¨ng l−îng hÊp
thô tèi thiÓu cña
mét mÉu thö, J
§é dÎo tèi
thiÓu theo
chiÒu dµy,
%
-20 DW42
EW42
530-680 t≤50: 420 Min
50< t≤75: 400 Min
75< t≤100: 380 Min
18
-40
-20 DW46
EW46
570-720 t≤50: 460 Min
50< t≤75: 440 Min
75< t≤100: 420 Min
17
-40
-20 DW50
EW50
610-770 t≤50: 500 Min
50< t≤75: 480 Min
75< t≤100: 460 Min
16
-40
50 MÉu ngang 36 MÉu ngang 35
4.2.5. Thö bæ sung tr−íc khi lo¹i bá
ViÖc thö bæ sung tr−íc khi lo¹i bá ph¶i ®−îc tiÕn hµnh phï hîp víi c¸c yªu cÇu qui ®Þnh ë môc 1.10
4.2.6. Dung sai kÝch th−íc
Dung sai kÝch th−íc cña vËt liÖu ph¶i phï hîp víi c¸c yªu cÇu qui ®Þnh ë môc 4.1.4-1 vµ môc 4.1.4-3
4.2.7. §ãng dÊu nh·n hiÖu vËt liÖu
ThÐp ®· tho¶ m·n nh÷ng yªu cÇu thö ph¶i ®−îc ®ãng dÊu nh·n hiÖu nh− qui ®Þnh ë 1.11
4.2.8. C¸c yªu cÇu bæ xung
Ngoµi c¸c yªu cÇu nªu trªn, viÖc lùa chän thÐp c¸n kÕt cÊu cã thÓ ®−îc thùc hiÖn dùa theo c¸c yªu cÇu ë phô
lôc A.
42
TCVN 7230:2003
4.3. ThÐp c¸n dïng chÕ t¹o thiÕt bÞ , m¸y
4.3.1. Qui ®Þnh chung
4.3.1. 1.
4.4.1. 1.
4.4.1. 2.
4.4.1. 3.
4.4.1. 4.
ThÐp tÊm, thÐp h×nh hoÆc thÐp thanh dïng chÕ t¹o phÇn kÕt cÊu cã hµn cña c¸c thiÕt bÞ, m¸y
ph¶i phï hîp mét trong nh÷ng yªu cÇu sau:
4.3.1.1.1 BÊt kú lo¹i thÐp nµo trong thÐp kÕt cÊu nhãm NS ®−îc nªu ra ë môc 4.2.
4.3.1.1.2 BÊt kú lo¹i thÐp nµo trong thÐp kÕt cÊu nhãm HS ®−îc nªu ra ë môc 4.2.
4.3.1.1.3 BÊt kú lo¹i thÐp nµo trong thÐp c¸c bon hoÆc c¸c bon-m¨ng gan dïng chÕ t¹o nåi h¬i vµ b×nh
chÞu ¸p lùc ®−îc nªu ra ë môc 4.4.
4.4. ThÐp c¸n dïng chÕ t¹o nåi h¬i vµ b×nh chÞu ¸p lùc
4.4.1. Ph¹m vi ¸p dông
PhÇn nµy ®−a ra nh÷ng yªu cÇu cho vËt liÖu thÐp c¸c bon, c¸c bon-m¨ng gan vµ thÐp hîp kim
®−îc sö dông ®Ó chÕ t¹o nåi h¬i vµ b×nh chÞu ¸p lùc.
ViÖc sö dông thÐp c¸c bon vµ c¸c bon-m¨ng gan víi giíi h¹n bÒn kÐo qui −íc tèi thiÓu lín h¬n
490 N/mm2 nh−ng nhá h¬n 520 N/mm2 cã thÓ ®−îc chÊp nhËn víi ®iÒu kiÖn ph¶i ®−îc §¨ng kiÓm chÊp nhËn.
ViÖc sö dông thÐp hîp kim kh¸c víi nh÷ng yªu cÇu ë phÇn nµy ph¶i ®−îc §¨ng kiÓm phª duyÖt.
Trong tr−êng hîp nµy, giíi h¹n bÒn kÐo qui −íc tèi thiÓu kh«ng ®−îc v−ît qu¸ 600N/mm2.
VËt liÖu dïng ®Ó chÕ t¹o c¸c kÐt chøa hµng, c¸c kÐt chÞu ¸p lùc chøa khÝ hãa láng vµ c¸c øng
dông kh¸c t¹i nhiÖt ®é thÊp ph¶i phï hîp c¸c yªu cÇu qui ®Þnh ë môc 4.5 hoÆc 4.6.
4.4.2. Qui tr×nh chÕ t¹o vµ thµnh phÇn hãa häc.
Ph−¬ng ph¸p khö «xy vµ thµnh phÇn hãa häc t¹i mÎ luyÖn ph¶i phï hîp víi c¸c yªu cÇu ë b¶ng 4.4.2-1.
43

TCVN 7230:2003
B¶ng 4.4.2-1 - Thµnh phÇn hãa häc vµ khö «xy
CÊp thÐp
(LR)
Khö «xy Thµnh phÇn hãa häc, %
ThÐp c¸c bon vµ c¸c bon-m¨ng
gan
C max Si Mn P S Al C¸c nguyªn tè
kh¸c
360 AR 0,18 0,4-1,2 -
410 AR 0,21 0,4-1,3 -
460 AR
BÊt kú ph−¬ng
ph¸p nµo trõ
s«i 0,23
0,50
max
0,8-1,5
0,050 max
-
360 0,17 0,4-1,2 -
410 0,20
0,35
max 0,5-1,3 -
460
BÊt kú ph−¬ng
ph¸p nµo trõ
s«i 0,40
max
0,8-1,4 -
490 LÆng
0,20(1)
0,1-
0,5
0,9-1,6
0,050 max
-
Cr 0,25 max
Cu 0,30 max
Mo 0,10 max
Ni 0,30 max
Tæng sè: 0,70 max
ThÐp c¸c bon vµ c¸c bon-m¨ng
gan
C max Si Mn P S Al C¸c nguyªn tè
kh¸c
360FG 0,17 0,4-1,2
410FG 0,20
0,35
max 0,5-1,3
460FG 0,40
max
0,8-1,5
490FG
LÆng vµ lµm
mÞn h¹t
0,20(1)
0,1-
0,5
0,9-1,6
0,040 max (2) Cr 0,25 max
Cu 0,30 max
Mo 0,10 max
Ni 0,30 max
Tæng sè: 0,70 max
ThÐp hîp kim C Si Mn P S Al Cr Mo C¸c nguyªn tè kh¸c
1Cr21
Mo470 0,1-
0,18
0,15-
0,35
0,7
-
1,3
0,4-
0,6
241
Cr1Mo480
LÆng
0,08-
0,18
0,15-
0,50
0,4-
0,8
0,040
max
(3)
2,0
-
2,5
0,9 -
1,1
Cu 0,30 max
Ni 0,30 max
Chó thÝch - (1): Víi chiÒu dµy lín h¬n 30 mm, thµnh phÇn c¸c bon 0,22% max
(2): Nh«m (AxÝt hßa tan) : 0,015% min hoÆc
Nh«m (tæng thµnh phÇn): 0,018% min , Ni«bi (Nb), vana®i (V) hoÆc nguyªn tè lµm mÞn h¹t kh¸c cã
thÓ ®−îc sö dông thay thÕ hoÆc cïng víi nh«m.
(3): Nh«m (AxÝt hoµ tan hoÆc tæng thµnh phÇn): 0,020% max
44
TCVN 7230:2003
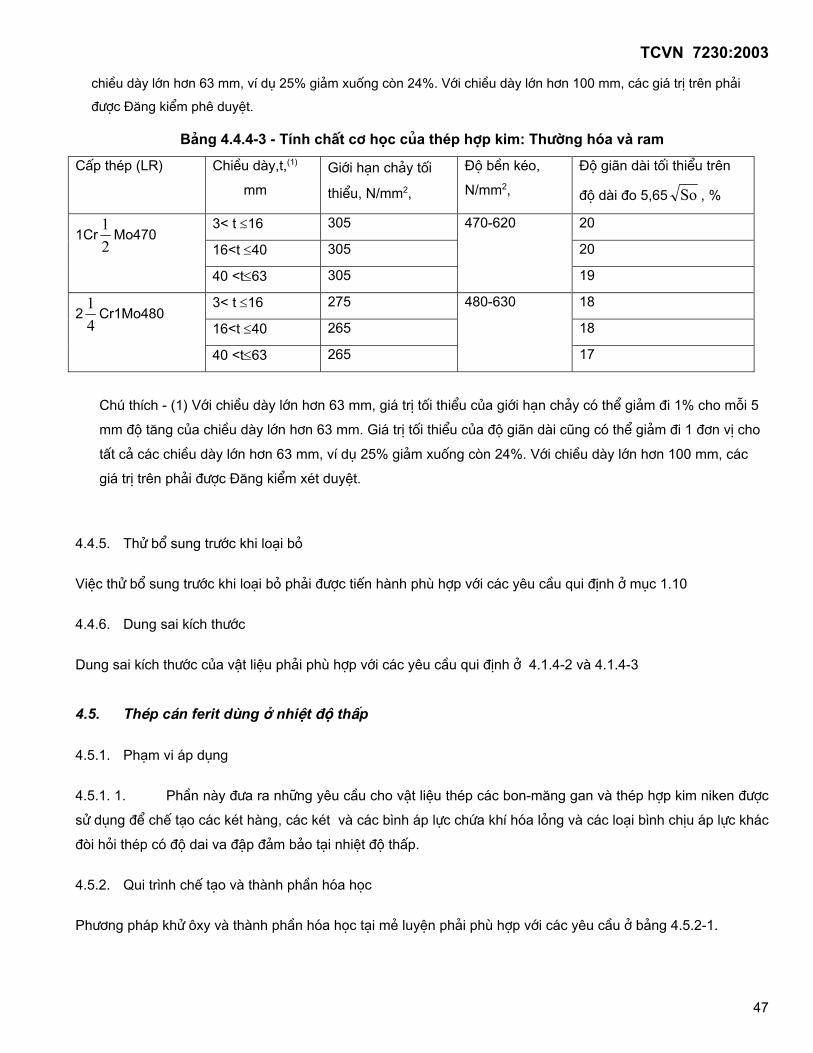
4.4.3. NhiÖt luyÖn
ViÖc nhiÖt luyÖn ph¶i phï hîp víi c¸c yªu cÇu qui ®Þnh ë b¶ng 4.4.3-1.
B¶ng 4.4.3-1 - NhiÖt luyÖn
CÊp thÐp (LR) NhiÖt luyÖn
ThÐp c¸c bon vµ c¸c bon-m¨ng gan tõ 360AR ®Õn
460AR
C¸n nguéi, ®é dµy hoÆc ®−êng kÝnh lín nhÊt lµ
40mm
ThÐp c¸c bon vµ c¸c bon-m¨ng gan tõ 360 ®Õn 490 Th−êng hãa hoÆc c¸n cã kiÓm so¸t
ThÐp c¸c bon vµ c¸c bon-m¨ng gan tõ 360FG ®Õn
490FG
Th−êng hãa hoÆc c¸n cã kiÓm so¸t
1Cr21
Mo470 Th−êng hãa vµ ram
241
Cr1Mo480 Th−êng hãa vµ ram
4.4.4. Thö tÝnh chÊt c¬ häc
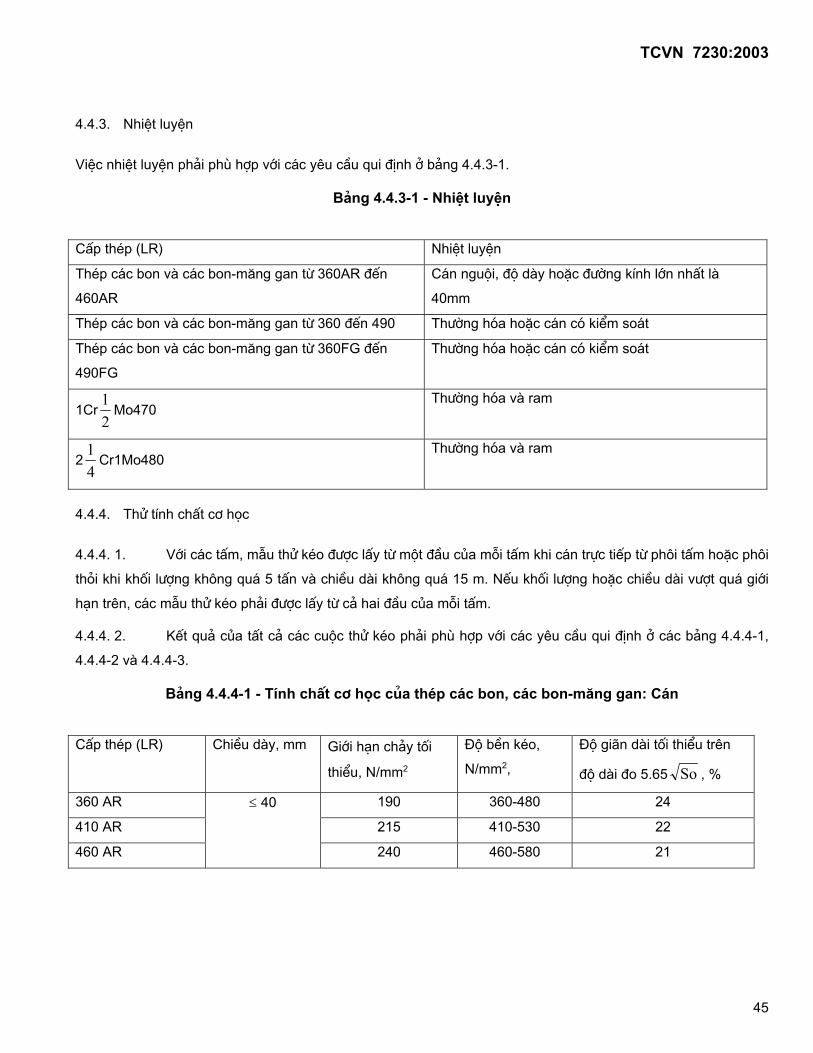
4.4.4. 1.
4.4.4. 2.
Víi c¸c tÊm, mÉu thö kÐo ®−îc lÊy tõ mét ®Çu cña mçi tÊm khi c¸n trùc tiÕp tõ ph«i tÊm hoÆc ph«i
thái khi khèi l−îng kh«ng qu¸ 5 tÊn vµ chiÒu dµi kh«ng qu¸ 15 m. NÕu khèi l−îng hoÆc chiÒu dµi v−ît qu¸ giíi
h¹n trªn, c¸c mÉu thö kÐo ph¶i ®−îc lÊy tõ c¶ hai ®Çu cña mçi tÊm.
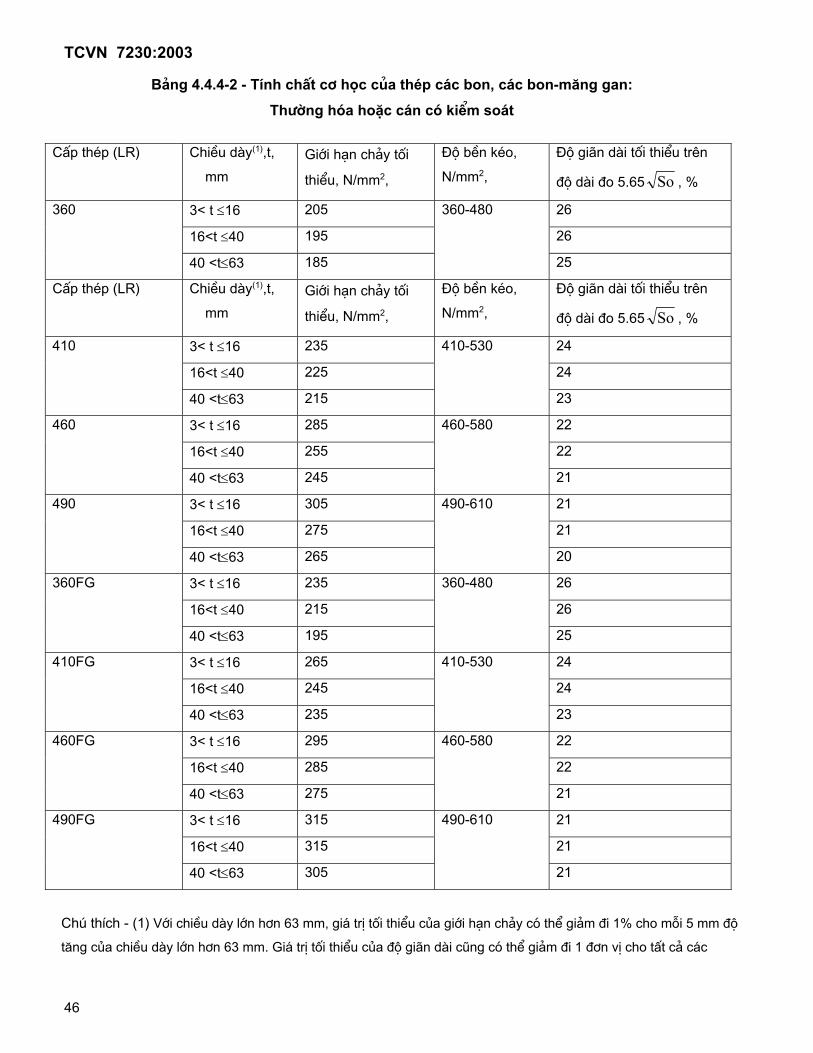
KÕt qu¶ cña tÊt c¶ c¸c cuéc thö kÐo ph¶i phï hîp víi c¸c yªu cÇu qui ®Þnh ë c¸c b¶ng 4.4.4-1,
4.4.4-2 vµ 4.4.4-3.
B¶ng 4.4.4-1 - TÝnh chÊt c¬ häc cña thÐp c¸c bon, c¸c bon-m¨ng gan: C¸n
CÊp thÐp (LR) ChiÒu dµy, mm giíi h¹n ch¶y tèi
thiÓu, N/mm2
§é bÒn kÐo,
N/mm2,
§é gi·n dµi tèi thiÓu trªn
®é dµi ®o 5.65 So , %
360 AR 190 360-480 24
410 AR 215 410-530 22
460 AR
≤ 40
240 460-580 21
45
TCVN 7230:2003
B¶ng 4.4.4-2 - TÝnh chÊt c¬ häc cña thÐp c¸c bon, c¸c bon-m¨ng gan:
Th−êng hãa hoÆc c¸n cã kiÓm so¸t
CÊp thÐp (LR) ChiÒu dµy(1),t,
mm
giíi h¹n ch¶y tèi
thiÓu, N/mm2,
§é bÒn kÐo,
N/mm2,
§é gi·n dµi tèi thiÓu trªn
®é dµi ®o 5.65 So , %
3< t ≤16 205 26
16<t ≤40 195 26
360
40 <t≤63 185
360-480
25
CÊp thÐp (LR) ChiÒu dµy(1),t,
mm
giíi h¹n ch¶y tèi
thiÓu, N/mm2,
§é bÒn kÐo,
N/mm2,
§é gi·n dµi tèi thiÓu trªn
®é dµi ®o 5.65 So , %
3< t ≤16 235 24
16<t ≤40 225 24
410
40 <t≤63 215
410-530
23
3< t ≤16 285 22
16<t ≤40 255 22
460
40 <t≤63 245
460-580
21
3< t ≤16 305 21
16<t ≤40 275 21
490
40 <t≤63 265
490-610
20
3< t ≤16 235 26
16<t ≤40 215 26
360FG
40 <t≤63 195
360-480
25
3< t ≤16 265 24
16<t ≤40 245 24
410FG
40 <t≤63 235
410-530
23
3< t ≤16 295 22
16<t ≤40 285 22
460FG
40 <t≤63 275
460-580
21
3< t ≤16 315 21
16<t ≤40 315 21
490FG
40 <t≤63 305
490-610
21
Chó thÝch - (1) Víi chiÒu dµy lín h¬n 63 mm, gi¸ trÞ tèi thiÓu cña giíi h¹n ch¶y cã thÓ gi¶m ®i 1% cho mçi 5 mm ®é
t¨ng cña chiÒu dµy lín h¬n 63 mm. Gi¸ trÞ tèi thiÓu cña ®é gi·n dµi còng cã thÓ gi¶m ®i 1 ®¬n vÞ cho tÊt c¶ c¸c
46
TCVN 7230:2003
chiÒu dµy lín h¬n 63 mm, vÝ dô 25% gi¶m xuèng cßn 24%. Víi chiÒu dµy lín h¬n 100 mm, c¸c gi¸ trÞ trªn ph¶i
®−îc §¨ng kiÓm phª duyÖt.
B¶ng 4.4.4-3 - TÝnh chÊt c¬ häc cña thÐp hîp kim: Th−êng hãa vµ ram
CÊp thÐp (LR) ChiÒu dµy,t,(1)
mm
giíi h¹n ch¶y tèi
thiÓu, N/mm2,
§é bÒn kÐo,
N/mm2,
§é gi·n dµi tèi thiÓu trªn
®é dµi ®o 5,65 So , %
3< t ≤16 305 20
16<t ≤40 305 20 1Cr
21
Mo470
40 <t≤63 305
470-620
19
3< t ≤16 275 18
16<t ≤40 265 18 2
41
Cr1Mo480
40 <t≤63 265
480-630
17
Chó thÝch - (1) Víi chiÒu dµy lín h¬n 63 mm, gi¸ trÞ tèi thiÓu cña giíi h¹n ch¶y cã thÓ gi¶m ®i 1% cho mçi 5
mm ®é t¨ng cña chiÒu dµy lín h¬n 63 mm. Gi¸ trÞ tèi thiÓu cña ®é gi·n dµi còng cã thÓ gi¶m ®i 1 ®¬n vÞ cho
tÊt c¶ c¸c chiÒu dµy lín h¬n 63 mm, vÝ dô 25% gi¶m xuèng cßn 24%. Víi chiÒu dµy lín h¬n 100 mm, c¸c
gi¸ trÞ trªn ph¶i ®−îc §¨ng kiÓm xÐt duyÖt.
4.4.5. Thö bæ sung tr−íc khi lo¹i bá
ViÖc thö bæ sung tr−íc khi lo¹i bá ph¶i ®−îc tiÕn hµnh phï hîp víi c¸c yªu cÇu qui ®Þnh ë môc 1.10
4.4.6. Dung sai kÝch th−íc
Dung sai kÝch th−íc cña vËt liÖu ph¶i phï hîp víi c¸c yªu cÇu qui ®Þnh ë 4.1.4-2 vµ 4.1.4-3
4.5. ThÐp c¸n ferit dïng ë nhiÖt ®é thÊp
4.5.1. Ph¹m vi ¸p dông
4.5.1. 1. PhÇn nµy ®−a ra nh÷ng yªu cÇu cho vËt liÖu thÐp c¸c bon-m¨ng gan vµ thÐp hîp kim niken ®−îc
sö dông ®Ó chÕ t¹o c¸c kÐt hµng, c¸c kÐt vµ c¸c b×nh ¸p lùc chøa khÝ hãa láng vµ c¸c lo¹i b×nh chÞu ¸p lùc kh¸c
®ßi hái thÐp cã ®é dai va ®Ëp ®¶m b¶o t¹i nhiÖt ®é thÊp.
4.5.2. Qui tr×nh chÕ t¹o vµ thµnh phÇn hãa häc
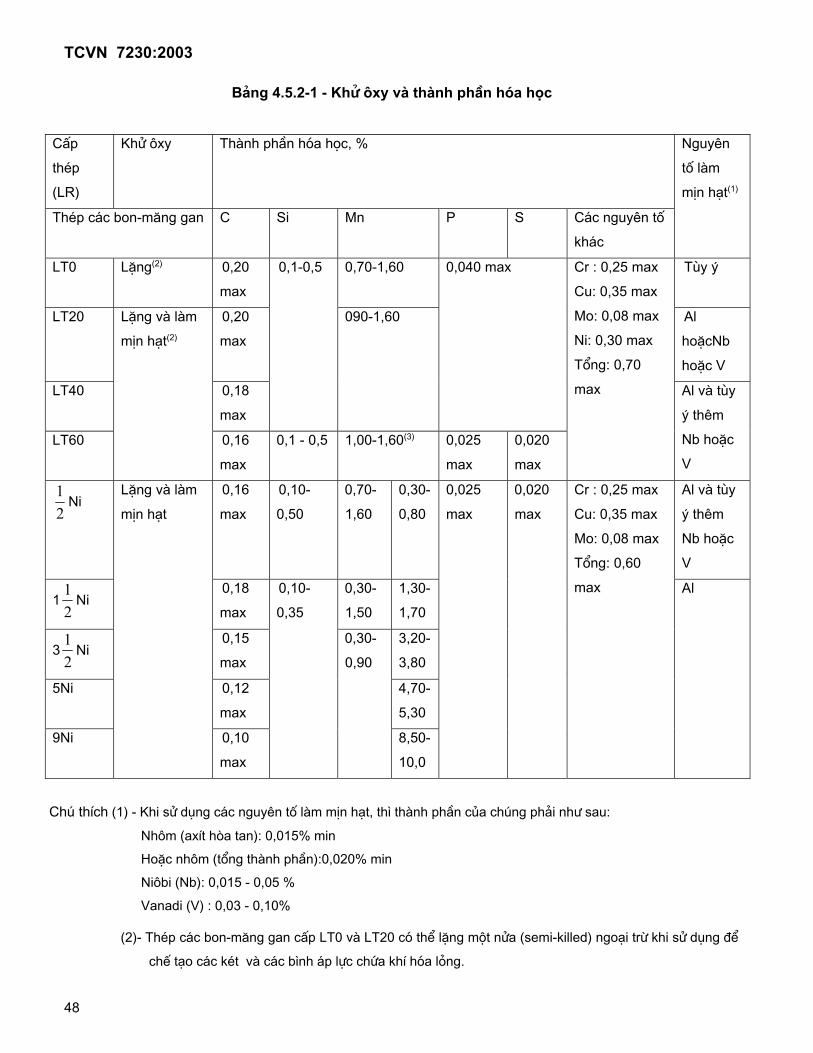
Ph−¬ng ph¸p khö «xy vµ thµnh phÇn hãa häc t¹i mÎ luyÖn ph¶i phï hîp víi c¸c yªu cÇu ë b¶ng 4.5.2-1.
47
TCVN 7230:2003
B¶ng 4.5.2-1 - Khö «xy vµ thµnh phÇn hãa häc
CÊp
thÐp
(LR)
Khö «xy Thµnh phÇn hãa häc, %
ThÐp c¸c bon-m¨ng gan C Si Mn P S C¸c nguyªn tè
kh¸c
Nguyªn
tè lµm
mÞn h¹t(1)
LT0 LÆng(2) 0,20
max
0,70-1,60 Tïy ý
LT20 0,20
max
Al
hoÆcNb
hoÆc V
LT40 0,18
max
0,1-0,5
090-1,60
0,040 max
LT60
LÆng vµ lµm
mÞn h¹t(2)
0,16
max
0,1 - 0,5 1,00-1,60(3) 0,025
max
0,020
max
Cr : 0,25 max
Cu: 0,35 max
Mo: 0,08 max
Ni: 0,30 max
Tæng: 0,70
max
Al vµ tïy
ý thªm
Nb hoÆc
V
21
Ni 0,16
max
0,10-
0,50
0,70-
1,60
0,30-
0,80
Al vµ tïy
ý thªm
Nb hoÆc
V
121
Ni 0,18
max
0,30-
1,50
1,30-
1,70
321
Ni 0,15
max
3,20-
3,80
5Ni 0,12
max
4,70-
5,30
9Ni
LÆng vµ lµm
mÞn h¹t
0,10
max
0,10-
0,35
0,30-
0,90
8,50-
10,0
0,025
max
0,020
max
Cr : 0,25 max
Cu: 0,35 max
Mo: 0,08 max
Tæng: 0,60
max Al
Chó thÝch (1) - Khi sö dông c¸c nguyªn tè lµm mÞn h¹t, th× thµnh phÇn cña chóng ph¶i nh− sau:
Nh«m (axÝt hßa tan): 0,015% min
HoÆc nh«m (tæng thµnh phÇn):0,020% min
Ni«bi (Nb): 0,015 - 0,05 %
Vanadi (V) : 0,03 - 0,10%
(2)- ThÐp c¸c bon-m¨ng gan cÊp LT0 vµ LT20 cã thÓ lÆng mét nöa (semi-killed) ngo¹i trõ khi sö dông ®Ó
chÕ t¹o c¸c kÐt vµ c¸c b×nh ¸p lùc chøa khÝ hãa láng.
48
TCVN 7230:2003
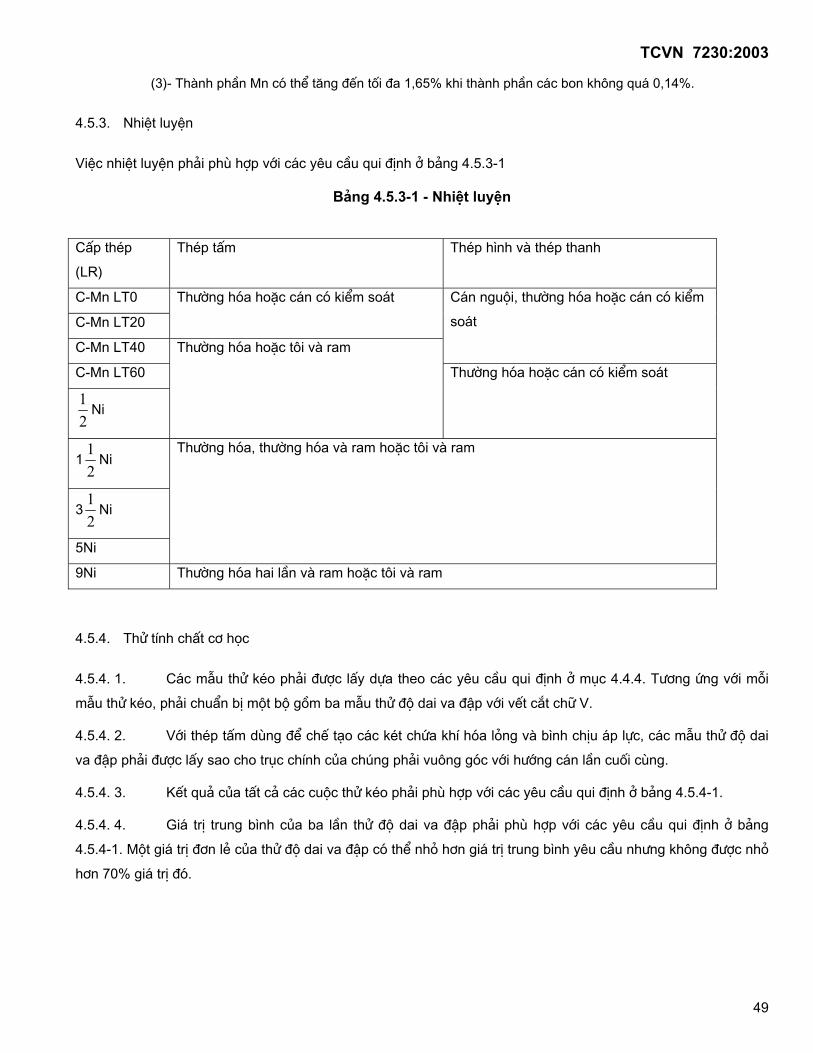
(3)- Thµnh phÇn Mn cã thÓ t¨ng ®Õn tèi ®a 1,65% khi thµnh phÇn c¸c bon kh«ng qu¸ 0,14%.
4.5.3. NhiÖt luyÖn
ViÖc nhiÖt luyÖn ph¶i phï hîp víi c¸c yªu cÇu qui ®Þnh ë b¶ng 4.5.3-1
B¶ng 4.5.3-1 - NhiÖt luyÖn
CÊp thÐp
(LR)
ThÐp tÊm ThÐp h×nh vµ thÐp thanh
C-Mn LT0
C-Mn LT20
Th−êng hãa hoÆc c¸n cã kiÓm so¸t
C-Mn LT40
C¸n nguéi, th−êng hãa hoÆc c¸n cã kiÓm
so¸t
C-Mn LT60
21
Ni
Th−êng hãa hoÆc t«i vµ ram
Th−êng hãa hoÆc c¸n cã kiÓm so¸t
121
Ni
321
Ni
5Ni
Th−êng hãa, th−êng hãa vµ ram hoÆc t«i vµ ram
9Ni Th−êng hãa hai lÇn vµ ram hoÆc t«i vµ ram
4.5.4. Thö tÝnh chÊt c¬ häc
4.5.4. 1.
4.5.4. 2.
4.5.4. 3.
4.5.4. 4.
C¸c mÉu thö kÐo ph¶i ®−îc lÊy dùa theo c¸c yªu cÇu qui ®Þnh ë môc 4.4.4. T−¬ng øng víi mçi
mÉu thö kÐo, ph¶i chuÈn bÞ mét bé gåm ba mÉu thö ®é dai va ®Ëp víi vÕt c¾t ch÷ V.
Víi thÐp tÊm dïng ®Ó chÕ t¹o c¸c kÐt chøa khÝ hãa láng vµ b×nh chÞu ¸p lùc, c¸c mÉu thö ®é dai
va ®Ëp ph¶i ®−îc lÊy sao cho trôc chÝnh cña chóng ph¶i vu«ng gãc víi h−íng c¸n lÇn cuèi cïng.
KÕt qu¶ cña tÊt c¶ c¸c cuéc thö kÐo ph¶i phï hîp víi c¸c yªu cÇu qui ®Þnh ë b¶ng 4.5.4-1.
Gi¸ trÞ trung b×nh cña ba lÇn thö ®é dai va ®Ëp ph¶i phï hîp víi c¸c yªu cÇu qui ®Þnh ë b¶ng
4.5.4-1. Mét gi¸ trÞ ®¬n lÎ cña thö ®é dai va ®Ëp cã thÓ nhá h¬n gi¸ trÞ trung b×nh yªu cÇu nh−ng kh«ng ®−îc nhá
h¬n 70% gi¸ trÞ ®ã.
49

TCVN 7230:2003
B¶ng 4.5.4-1 - TÝnh chÊt c¬ häc(1)
Thö ®é dai va ®Ëp víi vÕt c¾t ch÷ V CÊp thÐp (LR) Giíi
h¹n
ch¶y
tèi
thiÓu,
N/mm2
§é bÒn
kÐo,
N/mm2,
§é gi·n
dµi tèi
thiÓu trªn
®é dµi ®o
5.65 So ,
%
NhiÖt ®é
thö ®é dai
va ®Ëp,0C
Dïng chøa khÝ
hãa láng
C¸c øng dông kh¸c
C-MnLT0-360
C-MnLT0-410
C-MnLT0-490
190
220
270
360-480
410-530
490-610
26
24
21
0
C-MnLT20-360
C-MnLT20-410 C-MnLT20-490
215
245
315
360-480
410-530
490-610
26
24
21
-20
C-MnLT40-360
C-MnLT40-410 C-MnLT40-490
215
245
315
360-480
410-530
490-610
26
24
21
-40
C-MnLT60-360
C-MnLT60-410
C-MnLT60-490
245
285
355
360-480
410-530
490-610
24
24
22
-60
♦ ThÐp tÊm:
- mÉu ngang
N¨ng l−îng hÊp
thô trung b×nh: 27
J min
♦ ThÐp h×nh vµ
thÐp thanh:
- mÉu däc
N¨ng l−îng hÊp
thô trung b×nh: 41
J min
ThÐp tÊm, thÐp h×nh vµ
thÐp thanh- mÉu däc:
- Khi giíi h¹n bÒn kÐo tèi
thiÓu qui −íc <450 N/mm2
N¨ng l−îng hÊp thô trung
b×nh: 27 J min
- Khi giíi h¹n bÒn kÐo tèi
thiÓu qui −íc ≥450 N/mm2
N¨ng l−îng hÊp thô trung
b×nh: 41 J min
21
Ni 245
285
355
360-480
410-530
490-610
24
24
22
-60
121
Ni 275 490-640 22 -80
321
Ni 285 450-610 21 -95
5Ni 390 540-740 21 -110
9Ni 490 640-790 18 -196
♦ ThÐp tÊm:
- mÉu ngang
N¨ng l−îng hÊp thô
trung b×nh: 27 J min
♦ ThÐp h×nh vµ thÐp
thanh:
- mÉu däc
N¨ng l−îng hÊp thô
trung b×nh: 41 J min
ThÐp tÊm, thÐp h×nh
vµ thÐp thanh- mÉu
däc:
- Khi giíi h¹n bÒn kÐo
tèi thiÓu qui −íc <450
N/mm2
N¨ng l−îng hÊp thô
trung b×nh: 27 J min
- Khi giíi h¹n bÒn kÐo
tèi thiÓu qui −íc ≥450
N/mm2
N¨ng l−îng hÊp thô
trung b×nh: 41 J min
Chó thÝch
50
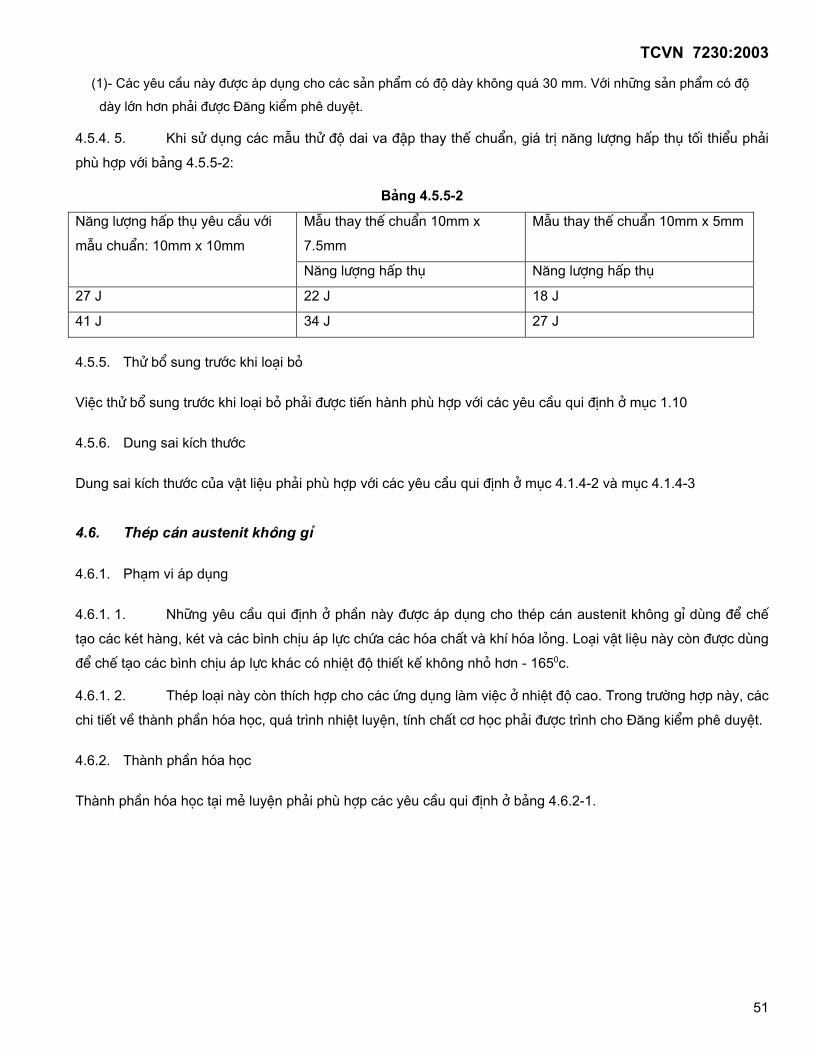
TCVN 7230:2003
(1)- C¸c yªu cÇu nµy ®−îc ¸p dông cho c¸c s¶n phÈm cã ®é dµy kh«ng qu¸ 30 mm. Víi nh÷ng s¶n phÈm cã ®é
dµy lín h¬n ph¶i ®−îc §¨ng kiÓm phª duyÖt.
4.5.4. 5. Khi sö dông c¸c mÉu thö ®é dai va ®Ëp thay thÕ chuÈn, gi¸ trÞ n¨ng l−îng hÊp thô tèi thiÓu ph¶i
phï hîp víi b¶ng 4.5.5-2:
B¶ng 4.5.5-2
MÉu thay thÕ chuÈn 10mm x
7.5mm
MÉu thay thÕ chuÈn 10mm x 5mmN¨ng l−îng hÊp thô yªu cÇu víi
mÉu chuÈn: 10mm x 10mm
N¨ng l−îng hÊp thô N¨ng l−îng hÊp thô
27 J 22 J 18 J
41 J 34 J 27 J
4.5.5. Thö bæ sung tr−íc khi lo¹i bá
ViÖc thö bæ sung tr−íc khi lo¹i bá ph¶i ®−îc tiÕn hµnh phï hîp víi c¸c yªu cÇu qui ®Þnh ë môc 1.10
4.5.6. Dung sai kÝch th−íc
Dung sai kÝch th−íc cña vËt liÖu ph¶i phï hîp víi c¸c yªu cÇu qui ®Þnh ë môc 4.1.4-2 vµ môc 4.1.4-3
4.6. ThÐp c¸n austenit kh«ng gØ
4.6.1. Ph¹m vi ¸p dông
4.6.1. 1.
4.6.1. 2.
Nh÷ng yªu cÇu qui ®Þnh ë phÇn nµy ®−îc ¸p dông cho thÐp c¸n austenit kh«ng gØ dïng ®Ó chÕ
t¹o c¸c kÐt hµng, kÐt vµ c¸c b×nh chÞu ¸p lùc chøa c¸c hãa chÊt vµ khÝ hãa láng. Lo¹i vËt liÖu nµy cßn ®−îc dïng
®Ó chÕ t¹o c¸c b×nh chÞu ¸p lùc kh¸c cã nhiÖt ®é thiÕt kÕ kh«ng nhá h¬n - 1650c.
ThÐp lo¹i nµy cßn thÝch hîp cho c¸c øng dông lµm viÖc ë nhiÖt ®é cao. Trong tr−êng hîp nµy, c¸c
chi tiÕt vÒ thµnh phÇn hãa häc, qu¸ tr×nh nhiÖt luyÖn, tÝnh chÊt c¬ häc ph¶i ®−îc tr×nh cho §¨ng kiÓm phª duyÖt.
4.6.2. Thµnh phÇn hãa häc
Thµnh phÇn hãa häc t¹i mÎ luyÖn ph¶i phï hîp c¸c yªu cÇu qui ®Þnh ë b¶ng 4.6.2-1.
51
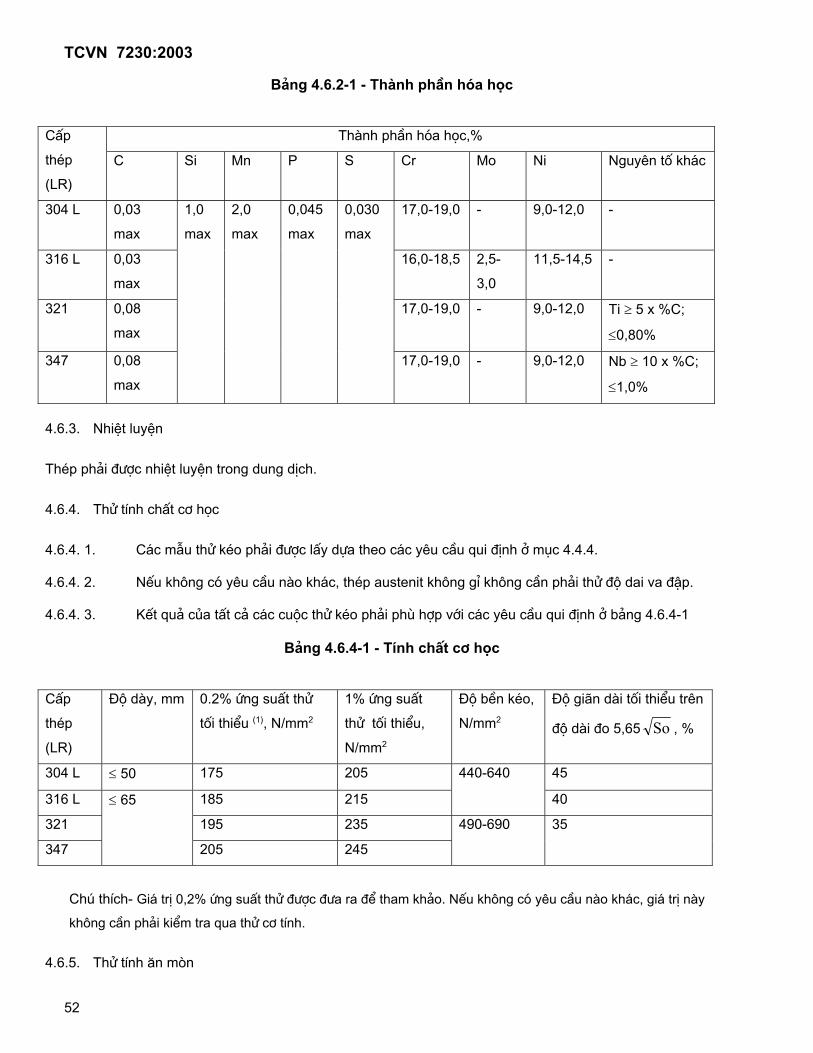
TCVN 7230:2003
B¶ng 4.6.2-1 - Thµnh phÇn hãa häc
Thµnh phÇn hãa häc,% CÊp
thÐp
(LR)
C Si Mn P S Cr Mo Ni Nguyªn tè kh¸c
304 L 0,03
max
17,0-19,0 - 9,0-12,0 -
316 L 0,03
max
16,0-18,5 2,5-
3,0
11,5-14,5 -
321 0,08
max
17,0-19,0 - 9,0-12,0 Ti ≥ 5 x %C;
≤0,80%
347 0,08
max
1,0
max
2,0
max
0,045
max
0,030
max
17,0-19,0 - 9,0-12,0 Nb ≥ 10 x %C;
≤1,0%
4.6.3. NhiÖt luyÖn
ThÐp ph¶i ®−îc nhiÖt luyÖn trong dung dÞch.
4.6.4. Thö tÝnh chÊt c¬ häc
4.6.4. 1.
4.6.4. 2.
4.6.4. 3.
C¸c mÉu thö kÐo ph¶i ®−îc lÊy dùa theo c¸c yªu cÇu qui ®Þnh ë môc 4.4.4.
NÕu kh«ng cã yªu cÇu nµo kh¸c, thÐp austenit kh«ng gØ kh«ng cÇn ph¶i thö ®é dai va ®Ëp.
KÕt qu¶ cña tÊt c¶ c¸c cuéc thö kÐo ph¶i phï hîp víi c¸c yªu cÇu qui ®Þnh ë b¶ng 4.6.4-1
B¶ng 4.6.4-1 - TÝnh chÊt c¬ häc
CÊp
thÐp
(LR)
§é dµy, mm 0.2% øng suÊt thö
tèi thiÓu (1), N/mm2 1% øng suÊt
thö tèi thiÓu,
N/mm2
§é bÒn kÐo,
N/mm2
§é gi·n dµi tèi thiÓu trªn
®é dµi ®o 5,65 So , %
304 L ≤ 50 175 205 45
316 L 185 215
440-640
40
321 195 235
347
≤ 65
205 245
490-690 35
Chó thÝch- Gi¸ trÞ 0,2% øng suÊt thö ®−îc ®−a ra ®Ó tham kh¶o. NÕu kh«ng cã yªu cÇu nµo kh¸c, gi¸ trÞ nµy
kh«ng cÇn ph¶i kiÓm tra qua thö c¬ tÝnh.
4.6.5. Thö tÝnh ¨n mßn
52
TCVN 7230:2003
4.6.5. 1.
4.6.5. 2.
4.6.5. 3.
4.7.1. 1.
4.7.1. 2.
4.7.2. 1.
4.7.2. 2.
Thö uèn ®Æc biÖt cã thÓ ph¶i thùc hiÖn ®èi víi mét sè øng dông cô thÓ, vÝ dô nh− vËt liÖu dïng ®Ó
chÕ t¹o c¸c kÐt chøa hãa chÊt.
Khi cã yªu cÇu, mét cuéc thö d¹ng nµy ph¶i ®−îc thùc hiÖn cho mçi lÇn thö kÐo. VËt liÖu thö ph¶i
®−îc lÊy ë khu vùc gÇn víi vïng lÊy mÉu thö kÐo vµ ®−îc gia c«ng b»ng m¸y ®Õn kÝch th−íc thÝch hîp cho thö
uèn mÉu trßn hoÆc mÉu h×nh ch÷ nhËt. §−êng kÝnh hoÆc bÒ dµy cña mÉu kh«ng ®−îc lín h¬n 12 mm vµ tæng
diÖn tÝch bÒ mÆt ph¶i n»m trong kho¶ng tõ 15 ®Õn 35 mm2.
NÕu kh«ng cã yªu cÇu nµo kh¸c, qu¸ tr×nh thö ph¶i ®−îc tiÕn hµnh nh− sau:
4.6.5.3.1 MÉu thö ®−îc nung nãng lªn tíi nhiÖt ®é 700±100c , gi÷ nguyªn nhiÖt ®é ®ã trong 30 phót, sau
®ã lµm nguéi trong n−íc. §Æt mÉu thö lªn nÒn quay b»ng ®ång (50 gam/lÝt dung dÞch thö), sau ®ã nhóng vËt
mÉu vµo dung dÞch thö ®un s«i trong vßng 15 ®Õn 24 giê. Thµnh phÇn cña dung dÞch thö nh− sau: 100 gam
sunph¸t ®ång (CuSO4.5H2O), 184 gam (100 ml) axÝt sunphuaric (H2SO4), pha víi n−íc cÊt ®Ó ®−îc 1 lÝt dung
dÞch. Khi ®un s«i ph¶i cã biÖn ph¸p ®Ó tr¸nh dung dÞch thö bÞ kÕt tña do n−íc bay h¬i (thªm n−íc ®Ó bï vµo
l−îng n−íc ®· bay h¬i).
4.6.5.3.2 Sau ®ã mÉu thö ®−îc thö uèn 900 quanh èng cã ®−êng kÝnh b»ng 2 lÇn ®−êng kÝnh hoÆc chiÒu
dµy cña mÉu thö ë nhiÖt ®é b×nh th−êng. Sau khi uèn, nÕu mÉu thö kh«ng cã vÕt nøt ë bÒ mÆt ngoµI, mÆt låi lµ
®¹t yªu cÇu.
4.7. ThÐp tÊm víi ®Æc tÝnh ®ång nhÊt qua chiÒu dµy
4.7.1. Ph¹m vi ¸p dông
VËt liÖu thÐp tÊm víi ®Æc tÝnh c¬ häc ®ång nhÊt qua chiÒu dµy ®−îc sö dông khi thÐp tÊm ph¶i
chÞu søc c¨ng theo chiÒu vu«ng gãc víi bÒ mÆt c¸n. Søc c¨ng nµy th−êng ®i kÌm víi qu¸ tr×nh trao ®æi nhiÖt
trong khi hµn, ®Æc biÖt lµ mèi hµn ch÷ T ngÊu hoµn toµn, hoÆc xuÊt hiÖn khi cã t¶i träng t¸c dông lªn thÐp tÊm
trong qu¸ tr×nh sö dông vµ cã thÓ dÉn ®Õn hiÖn t−îng xÐ líp cña tÊm. ViÖc sö dông vËt liÖu nµy víi môc ®Ých
gi¶m thiÓu kh¶ n¨ng xuÊt hiÖn c¸c khuyÕt tËt do xÐ líp trong qu¸ tr×nh chÕ t¹o, l¾p ®Æt còng nh− trong qu¸ tr×nh
sö dông c«ng tr×nh.
VËt liÖu nµy ph¶i tho¶ m·n nh÷ng yªu cÇu trong môc 4.1 vµ 4.2 còng nh− c¸c yªu cÇu kh¸c trong
môc nµy.
4.7.2. Qui tr×nh chÕ t¹o
TÊt c¶ c¸c tÊm b»ng vËt liÖu thÐp víi ®Æc tÝnh c¬ häc ®ång nhÊt qua chiÒu dµy ph¶i ®−îc chÕ t¹o
t¹i nh÷ng nhµ m¸y cã qui tr×nh chÕ t¹o vËt liÖu ®−îc §¨ng kiÓm chÊp nhËn.
VËt liÖu thÐp nµy ph¶i ®−îc khö khÝ b»ng ch©n kh«ng ®Ó thµnh phÇn cña S kh«ng qu¸ 0.01%.
53
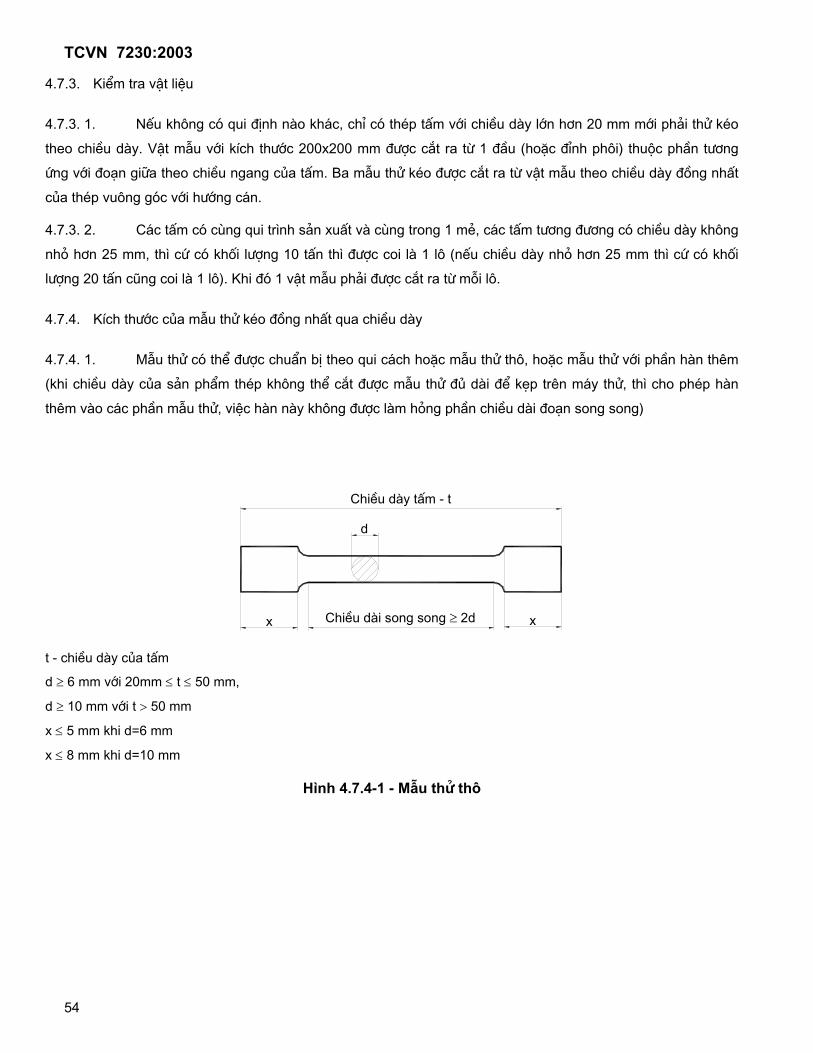
TCVN 7230:2003
4.7.3. KiÓm tra vËt liÖu
4.7.3. 1.
4.7.3. 2.
4.7.4. 1.
NÕu kh«ng cã qui ®Þnh nµo kh¸c, chØ cã thÐp tÊm víi chiÒu dµy lín h¬n 20 mm míi ph¶i thö kÐo
theo chiÒu dµy. VËt mÉu víi kÝch th−íc 200x200 mm ®−îc c¾t ra tõ 1 ®Çu (hoÆc ®Ønh ph«i) thuéc phÇn t−¬ng
øng víi ®o¹n gi÷a theo chiÒu ngang cña tÊm. Ba mÉu thö kÐo ®−îc c¾t ra tõ vËt mÉu theo chiÒu dµy ®ång nhÊt
cña thÐp vu«ng gãc víi h−íng c¸n.
C¸c tÊm cã cïng qui tr×nh s¶n xuÊt vµ cïng trong 1 mÎ, c¸c tÊm t−¬ng ®−¬ng cã chiÒu dµy kh«ng
nhá h¬n 25 mm, th× cø cã khèi l−îng 10 tÊn th× ®−îc coi lµ 1 l« (nÕu chiÒu dµy nhá h¬n 25 mm th× cø cã khèi
l−îng 20 tÊn còng coi lµ 1 l«). Khi ®ã 1 vËt mÉu ph¶i ®−îc c¾t ra tõ mçi l«.
4.7.4. KÝch th−íc cña mÉu thö kÐo ®ång nhÊt qua chiÒu dµy
MÉu thö cã thÓ ®−îc chuÈn bÞ theo qui c¸ch hoÆc mÉu thö th«, hoÆc mÉu thö víi phÇn hµn thªm
(khi chiÒu dµy cña s¶n phÈm thÐp kh«ng thÓ c¾t ®−îc mÉu thö ®ñ dµi ®Ó kÑp trªn m¸y thö, th× cho phÐp hµn
thªm vµo c¸c phÇn mÉu thö, viÖc hµn nµy kh«ng ®−îc lµm háng phÇn chiÒu dµi ®o¹n song song)
ChiÒu dµi song song ≥ 2d
ChiÒu dµy tÊm - t
d
x x
t - chiÒu dµy cña tÊm
d ≥ 6 mm víi 20mm ≤ t ≤ 50 mm,
d ≥ 10 mm víi t > 50 mm
x ≤ 5 mm khi d=6 mm
x ≤ 8 mm khi d=10 mm
H×nh 4.7.4-1 - MÉu thö th«
54
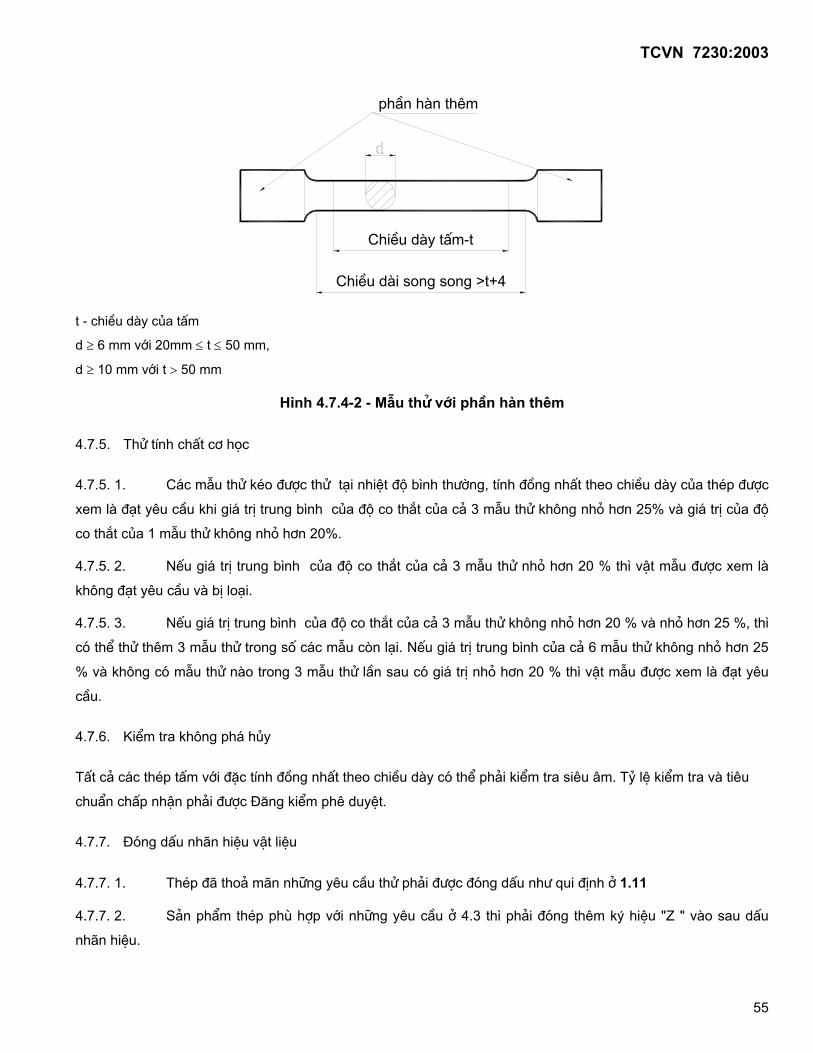
TCVN 7230:2003
phÇn hµn thªm
ChiÒu dµy tÊm-t
ChiÒu dµi song song >t+4
t - chiÒu dµy cña tÊm
d ≥ 6 mm víi 20mm ≤ t ≤ 50 mm,
d ≥ 10 mm víi t > 50 mm
H×nh 4.7.4-2 - MÉu thö víi phÇn hµn thªm
4.7.5. Thö tÝnh chÊt c¬ häc
4.7.5. 1.
4.7.5. 2.
4.7.5. 3.
4.7.7. 1.
4.7.7. 2.
C¸c mÉu thö kÐo ®−îc thö t¹i nhiÖt ®é b×nh th−êng, tÝnh ®ång nhÊt theo chiÒu dµy cña thÐp ®−îc
xem lµ ®¹t yªu cÇu khi gi¸ trÞ trung b×nh cña ®é co th¾t cña c¶ 3 mÉu thö kh«ng nhá h¬n 25% vµ gi¸ trÞ cña ®é
co th¾t cña 1 mÉu thö kh«ng nhá h¬n 20%.
NÕu gi¸ trÞ trung b×nh cña ®é co th¾t cña c¶ 3 mÉu thö nhá h¬n 20 % th× vËt mÉu ®−îc xem lµ
kh«ng ®¹t yªu cÇu vµ bÞ lo¹i.
NÕu gi¸ trÞ trung b×nh cña ®é co th¾t cña c¶ 3 mÉu thö kh«ng nhá h¬n 20 % vµ nhá h¬n 25 %, th×
cã thÓ thö thªm 3 mÉu thö trong sè c¸c mÉu cßn l¹i. NÕu gi¸ trÞ trung b×nh cña c¶ 6 mÉu thö kh«ng nhá h¬n 25
% vµ kh«ng cã mÉu thö nµo trong 3 mÉu thö lÇn sau cã gi¸ trÞ nhá h¬n 20 % th× vËt mÉu ®−îc xem lµ ®¹t yªu
cÇu.
4.7.6. KiÓm tra kh«ng ph¸ hñy
TÊt c¶ c¸c thÐp tÊm víi ®Æc tÝnh ®ång nhÊt theo chiÒu dµy cã thÓ ph¶i kiÓm tra siªu ©m. Tû lÖ kiÓm tra vµ tiªu
chuÈn chÊp nhËn ph¶i ®−îc §¨ng kiÓm phª duyÖt.
4.7.7. §ãng dÊu nh·n hiÖu vËt liÖu
ThÐp ®· tho¶ m·n nh÷ng yªu cÇu thö ph¶i ®−îc ®ãng dÊu nh− qui ®Þnh ë 1.11
S¶n phÈm thÐp phï hîp víi nh÷ng yªu cÇu ë 4.3 th× ph¶i ®ãng thªm ký hiÖu "Z " vµo sau dÊu
nh·n hiÖu.
55
TCVN 7230:2003
5. ThÐp ®óc
5.1. Yªu cÇu chung
5.1.1. Ph¹m vi ¸p dông
5.1.1. 1.
5.1.1. 2.
5.1.2. 1.
5.1.2. 2.
5.1.2. 3.
5.1.4. 1.
5.1.4. 2.
5.1.5. 1.
5.1.5. 2.
PhÇn nµy ®−a ra nh÷ng yªu cÇu chung cho vËt liÖu thÐp ®óc sö dông ®Ó chÕ t¹o c¸c c«ng tr×nh
biÓn cè ®Þnh, c¸c m¸y ®Æt trªn c«ng tr×nh biÓn cè ®Þnh vµ c¸c nåi h¬i, b×nh chÞu ¸p lùc vµ hÖ thèng ®−êng èng.
ThÐp ®óc cã nh÷ng ®Æc tÝnh kh¸c víi nh÷ng qui ®Þnh ë phÇn nµy ph¶i phï hîp víi nh÷ng yªu cÇu
qui ®Þnh ë 1.1.3.
5.1.2. Qui tr×nh chÕ t¹o
VËt ®óc ph¶i ®−îc chÕ t¹o t¹i c¸c lß ®óc ®· ®−îc §¨ng kiÓm c«ng nhËn. ThÐp dïng ®Ó chÕ t¹o
vËt ®óc ph¶i ®ù¬c luyÖn trong lß M¸ctanh, lß ®iÖn, lß thæi «xy hoÆc theo c¸c qui tr×nh riªng ®· ®−îc §¨ng kiÓm
phª duyÖt.
ViÖc c¾t b»ng h¬i, hoÆc dïng ®ôc ®Ó lo¹i bá ®Ëu ngãt hoÆc ba via ph¶i ®−îc hoµn thµnh tr−íc khi
nhiÖt luyÖn lÇn cuèi. Khi xÐt ®Õn thµnh phÇn ho¸ häc vµ qui c¸ch vËt ®óc, nÕu thÊy cÇn thiÕt, cã thÓ ph¶i tiÕn
hµnh nhiÖt luyÖn tõ tr−íc.
NÕu vËt ®óc ®−îc nèi víi nhau b»ng ph−¬ng ph¸p hµn, th× ph¶i tr×nh cho §¨ng kiÓm duyÖt qui
tr×nh hµn tr−íc khi hµn. Trong tr−êng hîp nµy, §¨ng kiÓm cã thÓ yªu cÇu thö tay nghÒ thî hµn.
5.1.3. ChÊt l−îng vËt ®óc
TÊt c¶ c¸c vËt ®óc ph¶i kh«ng cã khuyÕt tËt bÒ mÆt còng nh− bªn trong vËt ®óc cã thÓ ¶nh h−ëng ®Õn chÊt
l−îng cña vËt ®óc dÉn ®Õn háng hãc trong qu¸ tr×nh sö dông.
5.1.4. Thµnh phÇn hãa häc
TÊt c¶ c¸c vËt ®óc ph¶i ®−îc chÕ t¹o tõ thÐp lÆng. Thµnh phÇn hãa häc cña vËt ®óc t¹i mÎ sÏ
®−îc ®−a ra ë c¸c môc t−¬ng øng ë phÇn nµy tïy thuéc vµo øng dông cña thÐp ®óc.
NÕu kh«ng cã yªu cÇu nµo kh¸c, nhµ s¶n xuÊt cã thÓ tïy ý ®−a ra nh÷ng nguyªn tè thÝch hîp ®Ó
sö lý h¹t mÞn cho vËt ®óc. Thµnh phÇn cña nh÷ng nguyªn tè nµy ph¶i ®−îc ®−a ra trong thµnh phÇn hãa häc
cña vËt ®óc t¹i mÎ luyÖn.
5.1.5. NhiÖt luyÖn
TÊt c¶ c¸c vËt ®óc ph¶i ®−îc xö lý nhiÖt ®Ó lµm mÞn h¹t.
NÕu sau khi nhiÖt luyÖn, vËt ®óc bÞ nung nãng côc bé hoÆc bÞ gia c«ng lµm th¼ng th× ph¶i tiÕn
56
TCVN 7230:2003
hµnh nhiÖt luyÖn l¹i ®Ó gi¶m øng suÊt cã h¹i.
5.1.6. KiÓm tra vËt liÖu vµ mÉu thö
5.1.6. 1.
5.1.6. 2.
5.1.6. 3.
5.1.6. 4.
5.1.7. 1.
5.1.7. 2.
5.1.7. 3.
5.1.7. 4.
5.1.7. 5.
5.1.7. 6.
5.1.7. 7.
ViÖc thö tÝnh chÊt c¬ häc cña thÐp ®óc ph¶i ®−îc tiÕn hµnh theo c¸c yªu cÇu qui ®inh ë phÇn 2.
Khi thö kÐo ®èi víi c¸c mÉu thö ®−îc chän ®Çu tiªn kh«ng ®¹t, cã thÓ tiÕn hµnh thö bæ sung nh−
qui ®Þnh ë 1.10.
Sau khi nhiÖt luyÖn lÇn cuèi cïng, mÉu thö ph¶i ®−îc c¾t ra tõ vËt ®óc cã chiÒu dµy kh«ng nhá
h¬n 30mm.
MÉu thö kÐo ph¶i cã diÖn tÝch tiÕt diÖn kh«ng nhá h¬n 150 mm2
5.1.7. KiÓm tra b»ng m¾t th−êng vµ kiÓm tra kh«ng ph¸ hñy
TÊt c¶ c¸c vËt ®óc ph¶i ®−îc lµm s¹ch vµ ®−îc chuÈn bÞ s½n sµng cho kiÓm tra.
Nhµ chÕ t¹o cã tr¸ch nhiÖm ph¶i kiÓm tra kÝch th−íc vËt ®óc.
TÊt c¶ c¸c vËt ®óc ®Òu ph¶i ®−îc ®¨ng kiÓm viªn kiÓm tra bÒ mÆt, kÓ c¶ bÒ mÆt bªn trong nÕu cã
thÓ.
NÕu kh«ng cã qui ®Þnh nµo kh¸c, kiÓm tra kh«ng ph¸ hñy ph¶i ®−îc thùc hiÖn tr−íc khi nghiÖm
thu lÇn cuèi cïng. KiÓm tra kh«ng ph¸ hñy ph¶i ®−îc thùc hiÖn bëi nh÷ng kü thuËt viªn cã ®ñ tr×nh ®é vµ kinh
nghiÖm víi nh÷ng thiÕt bÞ thÝch hîp. C¸c qui tr×nh kiÓm tra kh«ng ph¸ hñy ph¶i ®−îc §¨ng kiÓm phª duyÖt.
KiÓm tra tõ tÝnh ph¶i ®−îc thùc hiÖn b»ng ph−¬ng ph¸p bét tõ láng. Ph−¬ng ph¸p bét tõ kh«
kh«ng ®−îc ¸p dông.
KiÓm tra tõ tÝnh hoÆc chÊt láng thÈm thÊu ®−îc thùc hiÖn bëi ng−êi chÕ t¹o t¹i nh÷ng thêi ®iÓm
thÝch hîp trong qu¸ tr×nh chÕ t¹o. Trong qu¸ tr×nh kiÓm tra ph¶i cã sù gi¸m s¸t cña ®¨ng kiÓm viªn trõ khi cã
tho¶ thuËn kh¸c gi÷a §¨ng kiÓm vµ nhµ s¶n xuÊt. VËt ®óc ph¶i ®−îc kiÓm tra tõ tÝnh t¹i nh÷ng vÞ trÝ sau:
5.1.7.6.1 T¹i nh÷ng vÞ trÝ ®−îc chØ ra trong thiÕt kÕ ®· ®−îc §¨ng kiÓm phª duyÖt.
5.1.7.6.2 T¹i nh÷ng gãc l−în vµ vÞ trÝ chuyÓn ®æi cña kÕt cÊu.
5.1.7.6.3 T¹i nh÷ng vÞ trÝ mµ kim lo¹i d− ®−îc tÈy s¹ch b»ng mµi, c¾t.
5.1.7.6.4 T¹i c¸c mèi hµn.
5.1.7.6.5 T¹i nh÷ng vÞ trÝ chÞu øng suÊt cao trong qu¸ tr×nh sö dông. Nh÷ng vÞ trÝ nµy sÏ ®−îc tho¶ thuËn
gi÷a §¨ng kiÓm vµ nhµ s¶n xuÊt.
KiÓm tra siªu ©m ®−îc thùc hiÖn bëi nhµ chÕ t¹o, nh−ng ®¨ng kiÓm viªn cã thÓ yªu cÇu ®−îc
57
TCVN 7230:2003
gi¸m s¸t ®Ó chøng nhËn r»ng qu¸ tr×nh kiÓm tra ®−îc thùc hiÖn ®óng theo qui tr×nh ®· ®−îc phª duyÖt. VËt ®óc
ph¶i ®−îc kiÓm tra siªu ©m t¹i nh÷ng vÞ trÝ sau:
5.1.7.7.1 T¹i nh÷ng vÞ trÝ ®−îc chØ ra trong thiÕt kÕ ®· ®−îc §¨ng kiÓm phª duyÖt.
5.1.7.7.2 T¹i c¸c mèi hµn.
5.1.7.7.3 T¹i nh÷ng vÞ trÝ cã thÓ xuÊt hiÖn nh÷ng khuyÕt tËt bªn trong. Nh÷ng vÞ trÝ nµy sÏ ®−îc tho¶
thuËn gi÷a §¨ng kiÓm vµ nhµ s¶n xuÊt.
5.1.7. 8.
5.1.7. 9.
5.1.7. 10.
5.1.9. 1.
5.1.9. 2.
5.1.9. 3.
5.1.9. 4.
5.1.9. 5.
5.1.9. 6.
KÕt qu¶ kiÓm tra siªu ©m ph¶i ®−îc tr×nh cho §¨ng kiÓm xem xÐt.
Tiªu chuÈn chÊp nhËn ph¶i ®−îc §¨ng kiÓm chÊp nhËn vµ phï hîp víi c¸c yªu cÇu cña thiÕt kÕ
®· ®−îc phª duyÖt.
§¨ng kiÓm cã thÓ chÊp nhËn ph−¬ng ph¸p thö kh«ng ph¸ hñy kh¸c, nÕu thÊy tho¶ m·n, ®Ó thay
thÕ cho ph−¬ng ph¸p thö nªu ë trªn.
5.1.8. Thö ¸p lùc
NÕu cã qui ®Þnh, vËt ®óc ph¶i ®−îc thö ¸p lùc tr−íc khi nghiÖm thu cuèi cïng. ViÖc thö ¸p lùc ph¶i ®−îc thùc
hiÖn d−íi sù chøng kiÕn cña ®¨ng kiÓm viªn vµ ®−îc ®¨ng kiÓm viªn chÊp nhËn.
5.1.9. Söa ch÷a khuyÕt tËt
Tr−êng hîp kiÓm tra kh«ng ph¸ hñy ph¸t hiÖn c¸c khuyÕt tËt cã h¹i cho môc ®Ých sö dông cña vËt
®óc th× c¸c khuyÕt tËt ®ã ph¶i ®−îc lo¹i bá b»ng ph−¬ng ph¸p mµi. C¸c khuyÕt tËt còng cã thÓ ®−îc tÈy b»ng
cùc than hoÆc má c¾t h¬i víi ®iÒu kiÖn ph¶i nung nãng vËt ®óc lªn nhiÖt ®é cÇn thiÕt tr−íc khi thùc hiÖn. Sau khi
lo¹i bá khuyÕt tËt, ph¶i tiÕn hµnh kiÓm tra kh«ng ph¸ huû l¹i ®Ó b¶o ®¶m r»ng khuyÕt tËt ®· ®−îc lo¹i bá hoµn
toµn.
NÕu vËt ®óc cã khuyÕt tËt ®−îc lo¹i bá vµ ®−îc söa ch÷a b»ng ph−¬ng ph¸p hµn, th× tr−íc khi thi
c«ng, møc ®é söa ch÷a, qui tr×nh hµn vµ ph−¬ng ph¸p nhiÖt luyÖn ph¶i ®−îc §¨ng kiÓm duyÖt.
TÊt c¶ c¸c vËt ®óc b»ng thÐp hîp kim ®Òu ph¶i ®−îc nung nãng ®Õn nhiÖt ®é thÝch hîp tr−íc khi
hµn. C¸c vËt ®óc b»ng thÐp c¸c bon hay c¸c bon-m¨ng gan cã thÓ còng ph¶i nung nãng tr−íc tïy thuéc vµo
thµnh phÇn ho¸ häc, kÝch th−íc vµ vÞ trÝ söa ch÷a b»ng ph−¬ng ph¸p hµn trªn vËt ®óc.
Qu¸ tr×nh hµn ph¶i ®−îc che ch¾n tèt, kh«ng bÞ giã lïa vµ kh«ng bÞ ¶nh h−ëng v× ®iÒu kiÖn thêi
tiÕt. Thî hµn ph¶i ®−îc kiÓm tra tay nghÒ tr−íc khi hµn.
VËt liÖu hµn ph¶i cã tÝnh chÊt c¬ häc t−¬ng tù nh− vËt liÖu cña vËt ®óc. VËt liÖu hµn lo¹i hydro
thÊp th−êng ®−îc sö dông.
Sau khi hµn xong, vËt ®óc ph¶i ®−îc nhiÖt luyÖn ®Ó gi¶m øng suÊt víi nhiÖt ®é kh«ng d−íi 5500c.
58
TCVN 7230:2003
D¹ng nhiÖt luyÖn phô thuéc vµo thµnh phÇn hãa häc cña vËt ®óc còng nh− phô thuéc vµo kÝch th−íc, vÞ trÝ vµ
b¶n chÊt cña khuyÕt tËt ®· ®−îc söa ch÷a.
5.1.9. 7.
5.2.1. 1.
5.2.1. 2.
5.2.2. 1.
Sau khi sña ch÷a xong, ph¶i tiÕn hµnh kiÓm tra kh«ng ph¸ huû l¹i ®Ó b¶o ®¶m r»ng vËt ®óc
kh«ng cã khuyÕt tËt.
5.1.10. §ãng dÊu nh·n hiÖu vËt liÖu
ThÐp ®· tho¶ m·n nh÷ng yªu cÇu thö ph¶i ®−îc ®ãng dÊu nh·n hiÖu nh− qui ®Þnh ë 1.11
5.2. ThÐp ®óc dïng cho c¸c kÕt cÊu
5.2.1. Ph¹m vi ¸p dông
Nh÷ng yªu cÇu cña phÇn nµy ®−îc ¸p dông cho thÐp ®óc c¸c bon vµ thÐp ®óc c¸c bon-m¨ng gan
dïng trong chÕ t¹o, l¾p ®Æt c¸c phÇn kÕt cÊu cña c«ng tr×nh biÓn cè ®Þnh.
§èi víi thÐp ®óc c¸c bon vµ thÐp ®óc c¸c bon-m¨ng gan cã ®é bÒn ch¶y qui −íc tèi thiÓu lín h¬n
355 N/mm2 hoÆc thÐp hîp kim khi sö dông th× thµnh phÇn hãa häc, tÝnh chÊt c¬ häc vµ qu¸ tr×nh nhiÖt luyÖn ph¶i
®−îc §¨ng kiÓm duyÖt.
5.2.2. ThÐp ®óc dïng cho c¸c kÕt cÊu cã nhiÖt ®é thiÕt kÕ kh«ng nhá h¬n 50C
Ph©n lo¹i thÐp
5.2.2.1.1 ThÐp ®óc dïng cho c¸c kÕt cÊu cã nhiÖt ®é thiÕt kÕ kh«ng nhá h¬n 50C ®−îc ph©n thµnh c¸c
lo¹i nh− qui ®Þnh ë b¶ng 5.2.2-1.
B¶ng 5.2.2-1 Ph©n lo¹i thÐp ®óc dïng cho c¸c kÕt cÊu cã nhiÖt ®é thiÕt kÕ ≥ 5oC
Lo¹i thÐp ®óc CÊp thÐp (LR) §é bÒn kÐo qui −íc tèi thiÓu,
N/mm2
410 410
450 450
ThÐp ®óc c¸c bon vµ c¸c bon-
m¨ng gan
480 480
5.2.2. 2. Thµnh phÇn hãa häc
5.2.2.2.1 Thµnh phÇn hãa häc cña thÐp ®óc t¹i gÇu móc cña mÎ ®óc ph¶i phï hîp c¸c qui ®Þnh sau:
C¸c bon ( C ): 0,23% max.
Si lÝc ( Si ): 0,60% max.
M¨ng gan ( Mn ): 1,60% max. nh−ng kh«ng nhá h¬n 3 lÇn thµnh phÇn % C¸c bon
59
TCVN 7230:2003
L−u huúnh ( S ): 0,040 % max.
Phèt pho ( P ): 0,040 % max.
Tæng thµnh phÇn % c¸c nguyªn tè kh¸c nh− niken (Ni), cr«m (Cr), m«lip®en (Mo) vµ ®ång (Cu) kh«ng qu¸ 0,80
%.
5.2.2. 3.
5.2.2. 4.
NhiÖt luyÖn
5.2.2.3.1 VËt ®óc ®−îc ñ hoµn toµn (fully annealed) (VËt ®óc ®−îc nung ®Õn nhiÖt ®é qu¸ ®iÓm tíi h¹n
trªn cña thÐp vµ ®−îc lµm nguéi dÇn dÇn), hoÆc
5.2.2.3.2 Th−êng hãa, hoÆc
5.2.2.3.3 Th−êng hãa vµ ram ë nhiÖt ®é kh«ng d−íi 5500c.
Thö tÝnh chÊt c¬ häc
5.2.2.4.1 Víi mçi vËt ®óc hoÆc mÎ ®óc Ýt nhÊt ph¶i thö 1 mÉu kÐo.
5.2.2.4.2 NÕu vËt ®óc cã thiÕt kÕ phøc t¹p hoÆc cã khèi l−îng lín h¬n 10 tÊn ph¶i thö 2 mÉu kÐo.
5.2.2.4.3 KÕt qu¶ thö tÝnh chÊt c¬ häc ph¶i phï hîp víi c¸c yªu cÇu sau:
Giíi h¹n ch¶y : 200 N/mm2 min.
Giíi h¹n bÒn kÐo: 400 N/mm2 min.
§é gi·n dµi trªn ®é dµi ®o¹n ®o 5,65 So : 25% min
§é co th¾t diÖn tÝch tiÕt diÖn: 40% min
5.2.3. ThÐp ®óc cho c¸c kÕt cÊu cã nhiÖt ®é thiÕt kÕ nhá h¬n 00c.
5.2.3. 1.
5.2.3. 2.
5.2.3. 3.
5.3.1. 1.
5.3.1. 2.
Thµnh phÇn hãa häc cña thÐp ®óc dïng cho c¸c kÕt cÊu cã nhiÖt ®é thiÕt kÕ nhá h¬n 0oC ph¶i
®−îc §¨ng kiÓm xÐt duyÖt.
NhiÖt luyÖn: Qui tr×nh nhiÖt luyÖn cña thÐp ®óc dïng cho c¸c kÕt cÊu cã nhiÖt ®é thiÕt kÕ nhá h¬n
0oC ph¶i ®−îc §¨ng kiÓm xÐt duyÖt.
VËt liÖu thÐp ®óc nµy ph¶i cã tÝnh chÊt c¬ häc phï hîp víi nh÷ng yªu cÇu qui ®Þnh ë 3.3
5.3. ThÐp ®óc dïng chÕ t¹o m¸y, thiÕt bÞ
5.3.1. Ph¹m vi ¸p dông
Nh÷ng yªu cÇu cña phÇn nµy ®−îc ¸p dông cho thÐp ®óc c¸c bon vµ thÐp ®óc c¸c bon-m¨ng gan
dïng chÕ t¹o m¸y, thiÕt bÞ trªn c«ng tr×nh biÓn cè ®Þnh.
ViÖc sö dông c¸c lo¹i thÐp ®óc cã thµnh phÇn c¸c bon lín h¬n qui ®Þnh ë 5.3.3 -1 ph¶i ®−îc
60
TCVN 7230:2003
§¨ng kiÓm chÊp thuËn.
5.3.2. Ph©n lo¹i thÐp
ThÐp ®óc dïng chÕ t¹o m¸y, thiÕt bÞ ®−îc ph©n thµnh c¸c lo¹i nh− qui ®Þnh ë b¶ng 5.3.5-1
5.3.3. Thµnh phÇn hãa häc
5.3.3. 1.
5.3.3. 2.
5.3.4. 1.
5.3.4. 2.
5.3.5. 1.
5.3.5. 2.
5.3.5. 3.
Thµnh phÇn hãa häc cña thÐp ®óc t¹i gÇu móc cña mÎ ®óc ph¶i phï hîp c¸c qui ®Þnh sau:
C¸c bon ( C ): 0,40% max.
Silic ( Si ): 0,60 % max.
M¨ng gan ( Mn ): 0,50% - 1,6 %
L−u huúnh ( S ): 0,040 % max.
Ph«t pho ( P ): 0,040 % max.
C¸c nguyªn tè kh¸c: - §ång ( Cu): 0,30 % max.
- Cr«m (Cr) : 0,30 % max.
- Niken (Ni) : 0,40 % max.
- M«lip®en (Mo) : 0,15 % max.
ThÐp ®óc dïng cho c¸c bé phËn cÇn ph¶i hµn, thµnh phÇn C¸c bon kh«ng ®−îc v−ît qu¸ 0,23 %.
Khi sö dông thÐp ®óc cã thµnh phÇn C¸c bon lín h¬n ph¶i ®−îc §¨ng kiÓm chÊp thuËn.
5.3.4. NhiÖt luyÖn
VËt ®óc ®−îc ñ hoµn toµn (fully annealed), hoÆc th−êng hãa, hoÆc th−êng hãa vµ ram ë nhiÖt ®é
kh«ng d−íi 5500c.
ThÐp ®óc cho c¸c bÖ m¸y cña ®éng c¬, tua bin (nh÷ng n¬i mµ cÇn cã tÝnh æn ®Þnh vÒ kÝch th−íc
vµ cÇn khö øng suÊt bªn trong) sÏ ph¶i nhiÖt luyÖn ®Ó khö øng suÊt ë nhiÖt ®é kh«ng d−íi 5500c vµ lµm nguéi
trong lß ®Õn 3000c hoÆc thÊp h¬n.( VËt ®óc ®−îc ñ hoµn toµn vµ lµm nguéi trong lß ®Õn 3000c hoÆc thÊp h¬n).
5.3.5. Thö tÝnh chÊt c¬ häc
Víi mçi vËt ®óc hoÆc mÎ ®óc Ýt nhÊt ph¶i thö 1 mÉu kÐo.
NÕu vËt ®óc cã thiÕt kÕ phøc t¹p hoÆc cã khèi l−îng lín h¬n 10 tÊn ph¶i thö 2 mÉu kÐo.
B¶ng 5.3.5-1 ®−a ra nh÷ng yªu cÇu tèi thiÓu cho giíi h¹n ch¶y, ®é gi·n dµi vµ ®é co th¾t cña diÖn
tÝch tiÕt diÖn t−¬ng øng víi c¸c gi¸ trÞ giíi h¹n bÒn kÐo qui −íc tèi thiÓu cña thÐp ®óc.
61
TCVN 7230:2003
B¶ng 5.3.5-1 - TÝnh chÊt c¬ häc cña thÐp ®óc c¸c bon vµ c¸c bon-m¨ng gan
dïng chÕ t¹o m¸y, thiÕt bÞ
Lo¹i thÐp
(LR)
CÊp
thÐp
§é bÒn kÐo
qui −íc tèi
thiÓu, N/mm2
giíi h¹n ch¶y
tèi thiÓu,
N/mm2
§é gi·n dµi tèi thiÓu trªn
®é dµi ®o 5.65 So ,%
§é co th¾t tèi thiÓu
cña diÖn tÝch tiÕt
diÖn, %
400 400 200 25 40
440 440 220 22 30
480 480 240 20 27
520 520 260 18 25
560 560 300 15 20
ThÐp ®óc
c¸c bon vµ
c¸c bon-
m¨ng gan
600 600 320 13 20
5.3.5. 4.
5.3.5. 5.
5.3.6. 1.
5.3.6. 2.
5.3.6. 3.
5.4.1. 1.
5.4.1. 2.
ThÐp ®óc ph¶i cã giíi h¹n bÒn kÐo qui −íc tèi thiÓu phï hîp víi yªu cÇu ë b¶ng 5.3.5-1
KÕt qu¶ cña thö kÐo ph¶i phï hîp víi c¸c yªu cÇu ë b¶ng 5.3.5-1t−¬ng øng víi tõng gi¸ trÞ cña
giíi h¹n bÒn kÐo qui −íc tèi thiÓu.
5.3.6. KiÓm tra kh«ng ph¸ hñy
TÊt c¶ c¸c ®Ønh pit-t«ng vµ thµnh xy lanh ph¶i ®−îc kiÓm tra siªu ©m. Víi thÐp ®óc dïng cho
®éng c¬ cã ®−êng kÝnh xy lanh lín h¬n 400 mm ph¶i ®−îc kiÓm tra thªm b»ng bét tõ.
ThÐp ®óc dïng lµm bÖ m¸y ®éng c¬ ph¶i ®−îc kiÓm tra siªu ©m vµ bét tõ.
ThÐp ®óc dïng lµm tua bin ph¶i ®−îc kiÓm tra bét tõ. Víi c¸c mèi hµn ph¶i kiÓm tra thªm b»ng
siªu ©m hoÆc X-quang.
5.4. ThÐp ®óc dïng chÕ t¹o trôc khuûu
5.4.1. Ph¹m vi ¸p dông
Nh÷ng yªu cÇu cña phÇn nµy ®−îc ¸p dông cho thÐp ®óc c¸c bon vµ thÐp ®óc c¸c bon-m¨ng gan
dïng chÕ t¹o trôc khuûu trªn c«ng tr×nh biÓn cè ®Þnh.
ViÖc sö dông c¸c lo¹i thÐp ®óc cã thµnh phÇn c¸c bon lín h¬n qui ®Þnh ë môc 5.4.3 -1 hoÆc thÐp
hîp kim ph¶i ®−îc §¨ng kiÓm chÊp thuËn. Víi thÐp hîp kim, giíi h¹n bÒn kÐo qui −íc tèi thiÓu kh«ng ®−îc qu¸
700 N/mm2.
5.4.2. Ph©n lo¹i thÐp
ThÐp ®óc dïng chÕ t¹o trôc khuûu ®−îc ph©n lo¹i theo qui ®Þnh ë b¶ng 5.4.5-1.
62

TCVN 7230:2003
5.4.3. Thµnh phÇn hãa häc
Thµnh phÇn hãa häc cña thÐp ®óc t¹i gÇu móc cña mÎ ®óc ph¶i phï hîp c¸c qui ®Þnh sau:
C¸c bon ( C ): 0,40% max.
Si lÝc ( Si ): 0,60 % max.
M¨ng gan ( Mn ): 0,50% - 1,60 %
L−u huúnh ( S ): 0,040 % max.
Phèt pho ( P ): 0,040 % max.
C¸c nguyªn tè kh¸c:
§ång ( Cu): 0,40 % max.
Cr«m (Cr) : 0,40 % max.
Niken (Ni) : 0,40 % max.
M«lip®en (Mo) : 0,20 % max.
Tæng thµnh phÇn c¸c nguyªn tè kh¸c kh«ng qu¸ 1,00 %.
5.4.4. NhiÖt luyÖn
VËt ®óc ®−îc ñ hoµn toµn vµ lµm nguéi trong lß ®Õn 3000c hoÆc thÊp h¬n, hoÆc: 5.4.4. 1.
5.4.4. 2.
5.4.5. 1.
5.4.5. 2.
5.4.5. 3.
5.4.5. 4.
ThÐp ®óc ®−îc th−êng hãa vµ ë nhiÖt ®é kh«ng d−íi 5500c vµ lµm nguéi trong lß ®Õn 3000c hoÆc
thÊp h¬n.
5.4.5. Thö tÝnh chÊt c¬ häc
Víi mçi vËt ®óc hoÆc mÎ ®óc Ýt nhÊt ph¶i thö 1 mÉu kÐo vµ 3 mÉu thö va ®Ëp. Thö va ®Ëp ®−îc
thùc hiÖn trªn mÉu ch÷ V hoÆc mÉu ch÷ U t¹i nhiÖt ®é b×nh th−êng.
B¶ng 5.4.5-1 ®−a ra nh÷ng yªu cÇu tèi thiÓu cho giíi h¹n ch¶y, ®é gi·n dµi vµ ®é co th¾t cña diÖn
tÝch tiÕt diÖn t−¬ng øng víi c¸c gi¸ trÞ giíi h¹n bÒn kÐo qui −íc tèi thiÓu cña thÐp ®óc.
ThÐp ®óc ph¶i cã giíi h¹n bÒn kÐo qui −íc tèi thiÓu phï hîp víi yªu cÇu ë b¶ng 5.4.5-1
KÕt qu¶ cña thö kÐo ph¶i phï hîp víi c¸c yªu cÇu ë b¶ng 5.4.5-1 t−¬ng øng víi tõng gi¸ trÞ cña
giíi h¹n bÒn kÐo qui −íc tèi thiÓu. Víi thö va ®Ëp, cho phÐp 1 gi¸ trÞ nhá h¬n gi¸ trÞ trung b×nh nh−ng kh«ng ®−îc
nhá h¬n 70% gi¸ trÞ trung b×nh ®ã.
63
TCVN 7230:2003
B¶ng 5.4.5-1 - TÝnh chÊt c¬ häc cña thÐp ®óc c¸c bon vµ c¸c bon-m¨ng gan dïng
chÕ t¹o trôc khuûu
Lo¹i thÐp
®óc (LR)
CÊp
thÐp
§é bÒn
kÐo qui
−íc tèi
thiÓu,
N/mm2
giíi h¹n
ch¶y tèi
thiÓu,
N/mm2
§é gi·n dµi
tèi thiÓu
trªn ®é dµi
®o
5,65 So ,
%
§é co th¾t
tèi thiÓu
cña diÖn
tÝch tiÕt
diÖn, %
N¨ng l−îng
hÊp thô
trung b×nh
tèi thiÓu cho
mÉu thö va
®Ëp ch÷ V, J
N¨ng l−îng
hÊp thô
trung b×nh
tèi thiÓu cho
mÉu thö va
®Ëp ch÷ U, J
400 400 200 28 45 32 30
440 440 220 26 45 28 27
480 480 240 24 40 25 25
520 520 260 22 40 20 22
ThÐp ®óc
c¸c bon vµ
c¸c bon-
m¨ng gan
550 550 275 20 35 18 20
5.4.6. KiÓm tra kh«ng ph¸ hñy
5.4.6. 1.
5.4.6. 2.
5.5.1. 1.
5.5.1. 2.
5.5.1. 3.
5.5.1. 4.
5.5.2. 1.
C¸c vËt ®óc ph¶i ®−îc kiÓm tra siªu ©m.
Ph¶i kiÓm tra bét tõ trªn toµn bé bÒ mÆt cña vËt ®óc.
5.5. ThÐp ®óc dïng cho nåi h¬i, b×nh chÞu ¸p lùc vµ hÖ thèng ®−êng èng
5.5.1. Ph¹m vi ¸p dông
Nh÷ng yªu cÇu cña phÇn nµy ®−îc ¸p dông cho vËt liÖu thÐp ®óc dïng trong chÕ t¹o nåi h¬i, b×nh
chÞu ¸p lùc vµ hÖ thèng ®−êng èng trªn c«ng tr×nh biÓn cè ®Þnh.
ThÐp c¸c bon vµ thÐp c¸c bon-m¨ng gan víi giíi h¹n bÒn kÐo qui −íc tèi thiÓu lín h¬n 490
N/mm2 nh−ng kh«ng qu¸ 520N/mm2 cã thÓ ®−îc sö dông nÕu ®−îc §¨ng kiÓm chÊp nhËn.
ThÐp hîp kim kh¸c víi nh÷ng lo¹i thÐp ®· ®−îc ®−a ra ë phÇn nµy cã thÓ ®−îc sö dông, nÕu
®−îc §¨ng kiÓm chÊp nhËn. Nh−ng trong mäi tr−êng hîp, giíi h¹n bÒn kÐo qui −íc tèi thiÓu kh«ng ®−îc qu¸
600 N/mm2.
VËt liÖu thÐp ®óc phï hîp víi c¸c yªu cÇu cña phÇn nµy, cã thÓ sö dông cho hÖ thèng ®−êng èng
khÝ hãa láng víi nhiÖt ®é thiÕt kÕ lín h¬n 00c. Víi nh÷ng øng dông víi nhiÖt ®é thiÕt kÕ nhá h¬n 00c vµ nh÷ng
øng dông ®ßi hái c¸c ®Æc tÝnh va ®Ëp ë nhiÖt ®é thÊp, VËt liÖu thÐp ®óc ph¶i phï hîp c¸c yªu cÇu ë 5.6 vµ 5.7.
5.5.2. Thµnh phÇn hãa häc
Thµnh phÇn hãa häc cña thÐp ®óc t¹i gÇu móc cña mÎ ®óc ph¶i phï hîp c¸c qui ®Þnh sau:
64
TCVN 7230:2003
B¶ng 5.5.2-1 - Thµnh phÇn hãa häc cña thÐp ®óc dïng cho nåi h¬i, b×nh chÞu ¸p lùc vµ hÖ thèng ®−êng èng
Thµnh phÇn hãa häc, % ThÐp ®óc (LR)
Cma
x
Si
max
Mn S max P max C¸c nguyªn tè kh¸c
ThÐp c¸c bon vµ
thÐp c¸c bon-
m¨ng gan
0,25 0,60 0,50-
1,60
0,0
40
0,040 Cr: 0,25 max
Mo: 0,15 max
Cu: 0,30 max
Ni: 0,40 max
Tæng céng: 0,80 max
Cr Mo V C¸c nguyªn tè
kh¸c
Cr Cu Ni
21
Mo
0,25
0,60
0,50-
1,00
0,040
0,040
- 0,35-
0,65
- 0,25 0,30
max
0,4
ma
x
1Cr21
Mo 0,23 0,60 0,50-
0,8
0,040 0,040 1,00-
1,50
0,45-
0,65
- - 0,30
max
0,4
ma
x
221
Cr1Mo 0,20 0,60 0,40-
0,80
0,040 0,040 2,00-
2,75
0,90-
1,20
- - 0,30
max
0,4
ma
x
21
Cr21
Mo41
V 0,20 0,45 0,40-
0,80
0,040 0,040 0,30-
0,50
0,40-
0,60
0,2-
0,3
- 0,30
max
0,3
ma
x
5.5.3. NhiÖt luyÖn
5.5.3. 1.
5.5.3. 2.
5.5.3. 3.
5.5.3. 4.
5.5.4. 1.
5.5.4. 2.
VËt ®óc ®−îc ñ hoµn toµn (fully annealed), hoÆc
Th−êng hãa, hoÆc
Th−êng hãa vµ ram hoÆc
T«i vµ ram
5.5.4. Thö tÝnh chÊt c¬ häc
NÕu kh«ng cã qui ®Þnh nµo kh¸c, mçi mÎ ®óc ®Òu ph¶i ®−îc thö kÐo.
Thö kÐo ®−îc thùc hiÖn ë nhiÖt ®é b×nh th−êng vµ kÕt qu¶ thö kÐo ph¶i phï hîp víi c¸c yªu cÇu ë
65
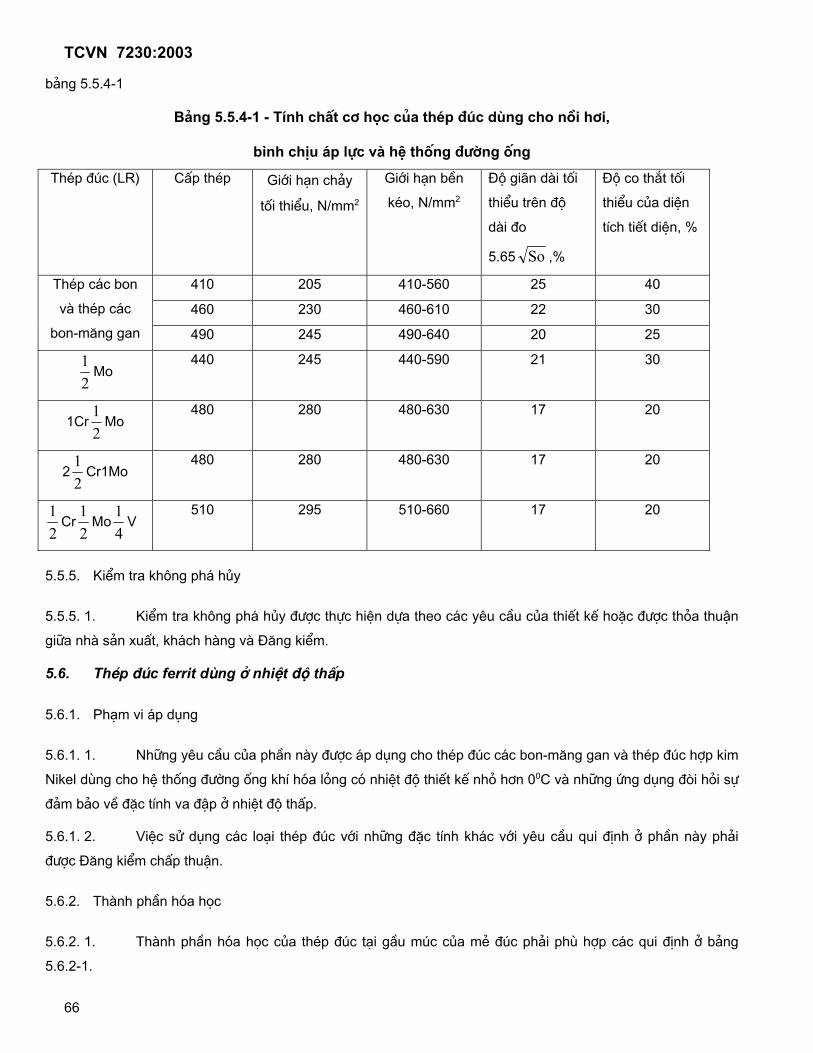
TCVN 7230:2003
b¶ng 5.5.4-1
B¶ng 5.5.4-1 - TÝnh chÊt c¬ häc cña thÐp ®óc dïng cho nåi h¬i,
b×nh chÞu ¸p lùc vµ hÖ thèng ®−êng èng
ThÐp ®óc (LR) CÊp thÐp giíi h¹n ch¶y
tèi thiÓu, N/mm2
Giíi h¹n bÒn
kÐo, N/mm2
§é gi·n dµi tèi
thiÓu trªn ®é
dµi ®o
5.65 So ,%
§é co th¾t tèi
thiÓu cña diÖn
tÝch tiÕt diÖn, %
410 205 410-560 25 40
460 230 460-610 22 30
ThÐp c¸c bon
vµ thÐp c¸c
bon-m¨ng gan 490 245 490-640 20 25
21
Mo 440 245 440-590 21 30
1Cr21
Mo 480 280 480-630 17 20
221
Cr1Mo 480 280 480-630 17 20
21
Cr21
Mo41
V 510 295 510-660 17 20
5.5.5. KiÓm tra kh«ng ph¸ hñy
5.5.5. 1.
5.6.1. 1.
5.6.1. 2.
5.6.2. 1.
KiÓm tra kh«ng ph¸ hñy ®−îc thùc hiÖn dùa theo c¸c yªu cÇu cña thiÕt kÕ hoÆc ®−îc tháa thuËn
gi÷a nhµ s¶n xuÊt, kh¸ch hµng vµ §¨ng kiÓm.
5.6. ThÐp ®óc ferrit dïng ë nhiÖt ®é thÊp
5.6.1. Ph¹m vi ¸p dông
Nh÷ng yªu cÇu cña phÇn nµy ®−îc ¸p dông cho thÐp ®óc c¸c bon-m¨ng gan vµ thÐp ®óc hîp kim
Nikel dïng cho hÖ thèng ®−êng èng khÝ hãa láng cã nhiÖt ®é thiÕt kÕ nhá h¬n 00C vµ nh÷ng øng dông ®ßi hái sù
®¶m b¶o vÒ ®Æc tÝnh va ®Ëp ë nhiÖt ®é thÊp.
ViÖc sö dông c¸c lo¹i thÐp ®óc víi nh÷ng ®Æc tÝnh kh¸c víi yªu cÇu qui ®Þnh ë phÇn nµy ph¶i
®−îc §¨ng kiÓm chÊp thuËn.
5.6.2. Thµnh phÇn hãa häc
Thµnh phÇn hãa häc cña thÐp ®óc t¹i gÇu móc cña mÎ ®óc ph¶i phï hîp c¸c qui ®Þnh ë b¶ng
5.6.2-1.
66
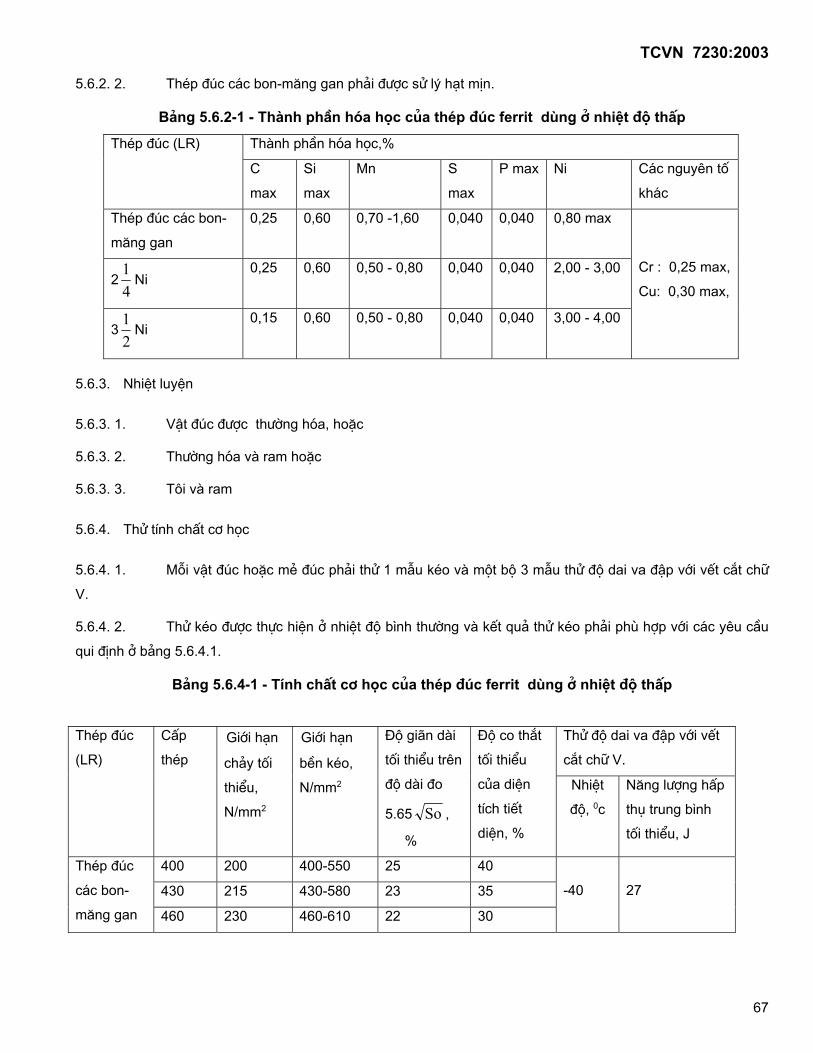
TCVN 7230:2003
5.6.2. 2. ThÐp ®óc c¸c bon-m¨ng gan ph¶i ®−îc sö lý h¹t mÞn.
B¶ng 5.6.2-1 - Thµnh phÇn hãa häc cña thÐp ®óc ferrit dïng ë nhiÖt ®é thÊp
Thµnh phÇn hãa häc,% ThÐp ®óc (LR)
C
max
Si
max
Mn S
max
P max Ni C¸c nguyªn tè
kh¸c
ThÐp ®óc c¸c bon-
m¨ng gan
0,25 0,60 0,70 -1,60 0,040 0,040 0,80 max
241
Ni 0,25 0,60 0,50 - 0,80 0,040 0,040 2,00 - 3,00
321
Ni 0,15 0,60 0,50 - 0,80 0,040 0,040 3,00 - 4,00
Cr : 0,25 max,
Cu: 0,30 max,
5.6.3. NhiÖt luyÖn
5.6.3. 1.
5.6.3. 2.
5.6.3. 3.
5.6.4. 1.
5.6.4. 2.
VËt ®óc ®−îc th−êng hãa, hoÆc
Th−êng hãa vµ ram hoÆc
T«i vµ ram
5.6.4. Thö tÝnh chÊt c¬ häc
Mçi vËt ®óc hoÆc mÎ ®óc ph¶i thö 1 mÉu kÐo vµ mét bé 3 mÉu thö ®é dai va ®Ëp víi vÕt c¾t ch÷
V.
Thö kÐo ®−îc thùc hiÖn ë nhiÖt ®é b×nh th−êng vµ kÕt qu¶ thö kÐo ph¶i phï hîp víi c¸c yªu cÇu
qui ®Þnh ë b¶ng 5.6.4.1.
B¶ng 5.6.4-1 - TÝnh chÊt c¬ häc cña thÐp ®óc ferrit dïng ë nhiÖt ®é thÊp
Thö ®é dai va ®Ëp víi vÕt
c¾t ch÷ V.
ThÐp ®óc
(LR)
CÊp
thÐp
giíi h¹n
ch¶y tèi
thiÓu,
N/mm2
giíi h¹n
bÒn kÐo,
N/mm2
§é gi·n dµi
tèi thiÓu trªn
®é dµi ®o
5.65 So ,
%
§é co th¾t
tèi thiÓu
cña diÖn
tÝch tiÕt
diÖn, %
NhiÖt
®é, 0c
N¨ng l−îng hÊp
thô trung b×nh
tèi thiÓu, J
400 200 400-550 25 40
430 215 430-580 23 35
ThÐp ®óc
c¸c bon-
m¨ng gan 460 230 460-610 22 30
-40
27
67
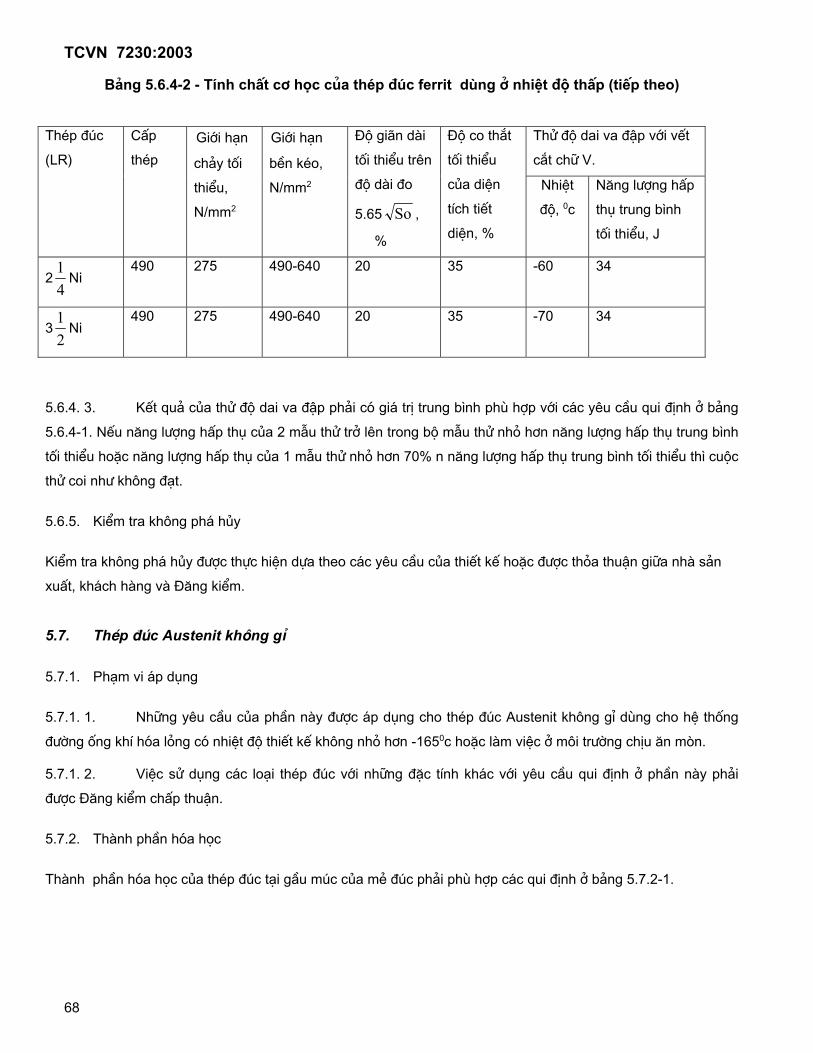
TCVN 7230:2003
B¶ng 5.6.4-2 - TÝnh chÊt c¬ häc cña thÐp ®óc ferrit dïng ë nhiÖt ®é thÊp (tiÕp theo)
Thö ®é dai va ®Ëp víi vÕt
c¾t ch÷ V.
ThÐp ®óc
(LR)
CÊp
thÐp
giíi h¹n
ch¶y tèi
thiÓu,
N/mm2
giíi h¹n
bÒn kÐo,
N/mm2
§é gi·n dµi
tèi thiÓu trªn
®é dµi ®o
5.65 So ,
%
§é co th¾t
tèi thiÓu
cña diÖn
tÝch tiÕt
diÖn, %
NhiÖt
®é, 0c
N¨ng l−îng hÊp
thô trung b×nh
tèi thiÓu, J
241
Ni 490 275 490-640 20 35 -60 34
321
Ni 490 275 490-640 20 35 -70 34
5.6.4. 3.
5.7.1. 1.
5.7.1. 2.
KÕt qu¶ cña thö ®é dai va ®Ëp ph¶i cã gi¸ trÞ trung b×nh phï hîp víi c¸c yªu cÇu qui ®Þnh ë b¶ng
5.6.4-1. NÕu n¨ng l−îng hÊp thô cña 2 mÉu thö trë lªn trong bé mÉu thö nhá h¬n n¨ng l−îng hÊp thô trung b×nh
tèi thiÓu hoÆc n¨ng l−îng hÊp thô cña 1 mÉu thö nhá h¬n 70% n n¨ng l−îng hÊp thô trung b×nh tèi thiÓu th× cuéc
thö coi nh− kh«ng ®¹t.
5.6.5. KiÓm tra kh«ng ph¸ hñy
KiÓm tra kh«ng ph¸ hñy ®−îc thùc hiÖn dùa theo c¸c yªu cÇu cña thiÕt kÕ hoÆc ®−îc tháa thuËn gi÷a nhµ s¶n
xuÊt, kh¸ch hµng vµ §¨ng kiÓm.
5.7. ThÐp ®óc Austenit kh«ng gØ
5.7.1. Ph¹m vi ¸p dông
Nh÷ng yªu cÇu cña phÇn nµy ®−îc ¸p dông cho thÐp ®óc Austenit kh«ng gØ dïng cho hÖ thèng
®−êng èng khÝ hãa láng cã nhiÖt ®é thiÕt kÕ kh«ng nhá h¬n -1650c hoÆc lµm viÖc ë m«i tr−êng chÞu ¨n mßn.
ViÖc sö dông c¸c lo¹i thÐp ®óc víi nh÷ng ®Æc tÝnh kh¸c víi yªu cÇu qui ®Þnh ë phÇn nµy ph¶i
®−îc §¨ng kiÓm chÊp thuËn.
5.7.2. Thµnh phÇn hãa häc
Thµnh phÇn hãa häc cña thÐp ®óc t¹i gÇu móc cña mÎ ®óc ph¶i phï hîp c¸c qui ®Þnh ë b¶ng 5.7.2-1.
68
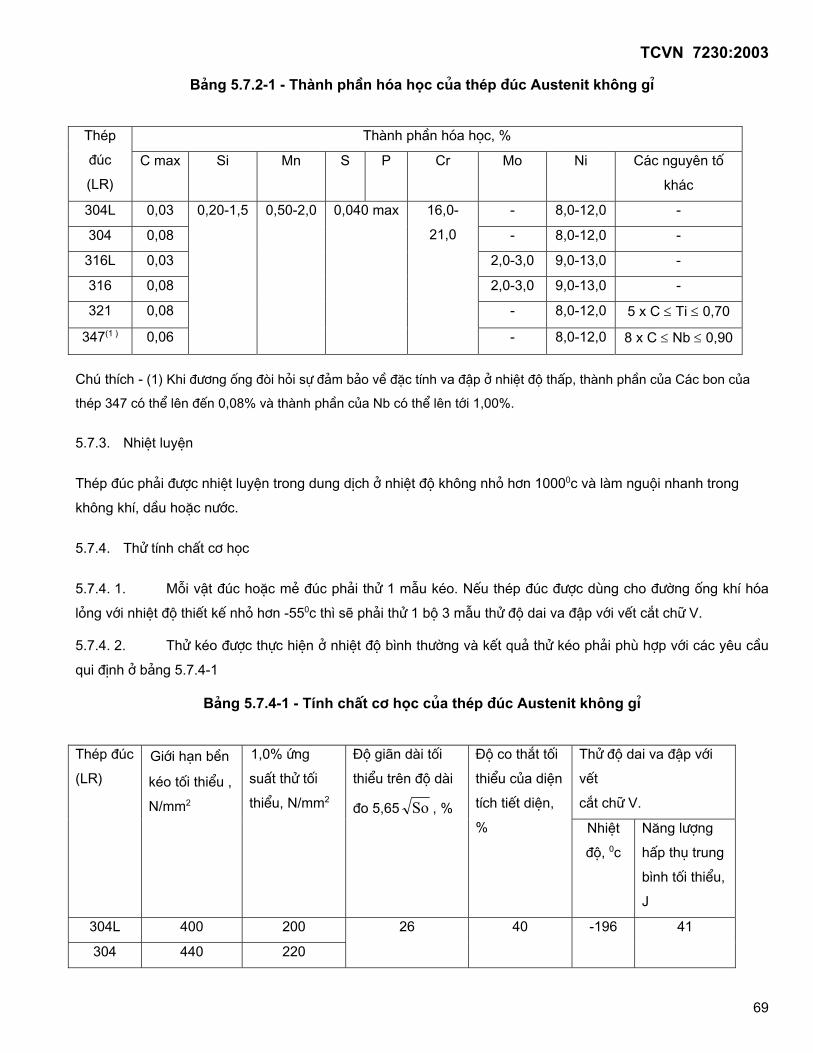
TCVN 7230:2003
B¶ng 5.7.2-1 - Thµnh phÇn hãa häc cña thÐp ®óc Austenit kh«ng gØ
Thµnh phÇn hãa häc, % ThÐp
®óc
(LR)
C max Si Mn S P Cr Mo Ni C¸c nguyªn tè
kh¸c
304L 0,03 - 8,0-12,0 -
304 0,08 - 8,0-12,0 -
316L 0,03 2,0-3,0 9,0-13,0 -
316 0,08 2,0-3,0 9,0-13,0 -
321 0,08 - 8,0-12,0 5 x C ≤ Ti ≤ 0,70
347(1 ) 0,06
0,20-1,5 0,50-2,0 0,040 max 16,0-
21,0
- 8,0-12,0 8 x C ≤ Nb ≤ 0,90
Chó thÝch - (1) Khi ®−¬ng èng ®ßi hái sù ®¶m b¶o vÒ ®Æc tÝnh va ®Ëp ë nhiÖt ®é thÊp, thµnh phÇn cña C¸c bon cña
thÐp 347 cã thÓ lªn ®Õn 0,08% vµ thµnh phÇn cña Nb cã thÓ lªn tíi 1,00%.
5.7.3. NhiÖt luyÖn
ThÐp ®óc ph¶i ®−îc nhiÖt luyÖn trong dung dÞch ë nhiÖt ®é kh«ng nhá h¬n 10000c vµ lµm nguéi nhanh trong
kh«ng khÝ, dÇu hoÆc n−íc.
5.7.4. Thö tÝnh chÊt c¬ häc
5.7.4. 1.
5.7.4. 2.
Mçi vËt ®óc hoÆc mÎ ®óc ph¶i thö 1 mÉu kÐo. NÕu thÐp ®óc ®−îc dïng cho ®−êng èng khÝ hãa
láng víi nhiÖt ®é thiÕt kÕ nhá h¬n -550c th× sÏ ph¶i thö 1 bé 3 mÉu thö ®é dai va ®Ëp víi vÕt c¾t ch÷ V.
Thö kÐo ®−îc thùc hiÖn ë nhiÖt ®é b×nh th−êng vµ kÕt qu¶ thö kÐo ph¶i phï hîp víi c¸c yªu cÇu
qui ®Þnh ë b¶ng 5.7.4-1
B¶ng 5.7.4-1 - TÝnh chÊt c¬ häc cña thÐp ®óc Austenit kh«ng gØ
Thö ®é dai va ®Ëp víi
vÕt
c¾t ch÷ V.
ThÐp ®óc
(LR)
giíi h¹n bÒn
kÐo tèi thiÓu ,
N/mm2
1,0% øng
suÊt thö tèi
thiÓu, N/mm2
§é gi·n dµi tèi
thiÓu trªn ®é dµi
®o 5,65 So , %
§é co th¾t tèi
thiÓu cña diÖn
tÝch tiÕt diÖn,
% NhiÖt
®é, 0c
N¨ng l−îng
hÊp thô trung
b×nh tèi thiÓu,
J
304L 400 200
304 440 220
26 40 -196 41
69

TCVN 7230:2003
B¶ng 5.7.4-2 - TÝnh chÊt c¬ häc cña thÐp ®óc Austenit kh«ng gØ (tiÕp theo)
Thö ®é dai va ®Ëp víi
vÕt
c¾t ch÷ V.
ThÐp ®óc
(LR)
giíi h¹n bÒn
kÐo tèi thiÓu ,
N/mm2
1,0% øng
suÊt thö tèi
thiÓu, N/mm2
§é gi·n dµi tèi
thiÓu trªn ®é dµi
®o 5,65 So , %
§é co th¾t tèi
thiÓu cña diÖn
tÝch tiÕt diÖn,
% NhiÖt
®é, 0c
N¨ng l−îng
hÊp thô trung
b×nh tèi thiÓu,
J
316L 430 215
316 440 220
26 40 -196 41
321
347
480 240 22 35 -196 41
5.7.4. 3.
5.7.4. 4.
KÕt qu¶ cña thö ®é dai va ®Ëp ph¶i cã gi¸ trÞ trung b×nh phï hîp víi c¸c yªu cÇu qui ®Þnh ë b¶ng
5.7.4-1. NÕu n¨ng l−îng hÊp thô cña 2 mÉu thö trë lªn trong bé mÉu thö nhá h¬n n¨ng l−îng hÊp thô trung b×nh
tèi thiÓu hoÆc n¨ng l−îng hÊp thô cña 1 mÉu thö nhá h¬n 70% n¨ng l−îng hÊp thô trung b×nh tèi thiÓu th× cuéc
thö coi nh− kh«ng ®¹t.
Ngoµi nh÷ng yªu cÇu thö th«ng th−êng, §¨ng kiÓm cã thÓ yªu cÇu thö bæ sung tÝnh chÞu ¨n mßn
cña thÐp ®óc Austenit kh«ng gØ theo qui tr×nh nh− sau:
5.7.4.4.1 MÉu thö ®−îc nung nãng lªn tíi nhiÖt ®é 700±100c , gi÷ nguyªn nhiÖt ®é ®ã trong 30 phót, sau
®ã lµm nguéi trong n−íc. §Æt mÉu thö lªn nÒn quay b»ng ®ång (50 gam/lÝt dung dÞch thö), sau ®ã nhóng vËt
mÉu vµo dung dÞch thö ®un s«i trong vßng 15 ®Õn 24 giê. Thµnh phÇn cña dung dÞch thö nh− sau: 100 gam
sunph¸t ®ång (CuSO4.5H2O), 184 gam (100 ml) axÝt sunphuaric (H2SO4), pha víi n−íc cÊt ®Ó ®−îc 1 lÝt dung
dÞch. Khi ®un s«i ph¶i cã biÖn ph¸p ®Ó tr¸nh dung dÞch thö bÞ kÕt tña do n−íc bay h¬i (thªm n−íc ®Ó bï vµo
l−îng n−íc ®· bay h¬i).
5.7.4.4.2 Sau ®ã mÉu thö ®−îc thö uèn 900 qua èng cã ®−êng kÝnh b»ng 2 lÇn ®−êng kÝnh hoÆc chiÒu
dµy cña mÉu thö ë nhiÖt ®é b×nh th−êng. Sau khi uèn, nÕu mÉu thö kh«ng cã vÕt nøt ë bÒ mÆt ngoµI, mÆt låi lµ
®¹t yªu cÇu.
5.7.5. KiÓm tra kh«ng ph¸ hñy
KiÓm tra kh«ng ph¸ hñy ®−îc thùc hiÖn dùa theo c¸c yªu cÇu cña thiÕt kÕ hoÆc ®−îc tháa thuËn gi÷a nhµ s¶n
xuÊt, kh¸ch hµng vµ §¨ng kiÓm.
70
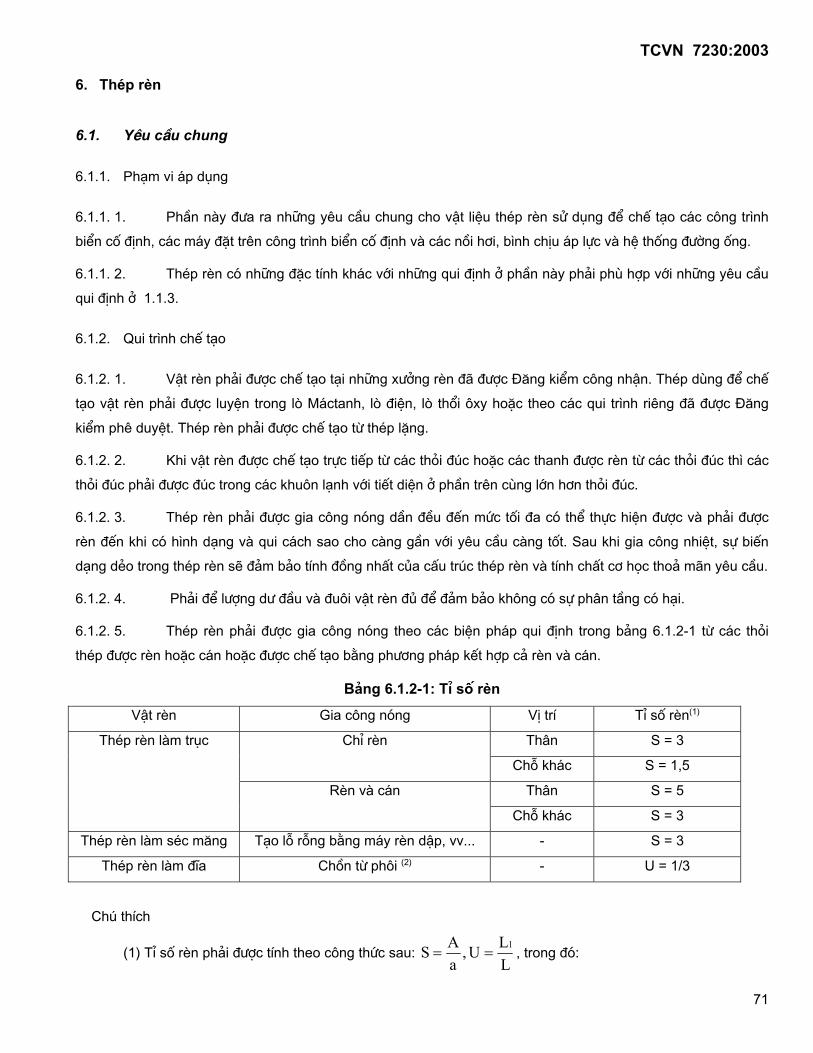
TCVN 7230:2003
6. ThÐp rÌn
6.1. Yªu cÇu chung
6.1.1. Ph¹m vi ¸p dông
6.1.1. 1.
6.1.1. 2.
6.1.2. 1.
6.1.2. 2.
6.1.2. 3.
6.1.2. 4.
6.1.2. 5.
PhÇn nµy ®−a ra nh÷ng yªu cÇu chung cho vËt liÖu thÐp rÌn sö dông ®Ó chÕ t¹o c¸c c«ng tr×nh
biÓn cè ®Þnh, c¸c m¸y ®Æt trªn c«ng tr×nh biÓn cè ®Þnh vµ c¸c nåi h¬i, b×nh chÞu ¸p lùc vµ hÖ thèng ®−êng èng.
ThÐp rÌn cã nh÷ng ®Æc tÝnh kh¸c víi nh÷ng qui ®Þnh ë phÇn nµy ph¶i phï hîp víi nh÷ng yªu cÇu
qui ®Þnh ë 1.1.3.
6.1.2. Qui tr×nh chÕ t¹o
VËt rÌn ph¶i ®−îc chÕ t¹o t¹i nh÷ng x−ëng rÌn ®· ®−îc §¨ng kiÓm c«ng nhËn. ThÐp dïng ®Ó chÕ
t¹o vËt rÌn ph¶i ®−îc luyÖn trong lß M¸ctanh, lß ®iÖn, lß thæi «xy hoÆc theo c¸c qui tr×nh riªng ®· ®−îc §¨ng
kiÓm phª duyÖt. ThÐp rÌn ph¶i ®−îc chÕ t¹o tõ thÐp lÆng.
Khi vËt rÌn ®−îc chÕ t¹o trùc tiÕp tõ c¸c thái ®óc hoÆc c¸c thanh ®−îc rÌn tõ c¸c thái ®óc th× c¸c
thái ®óc ph¶i ®−îc ®óc trong c¸c khu«n l¹nh víi tiÕt diÖn ë phÇn trªn cïng lín h¬n thái ®óc.
ThÐp rÌn ph¶i ®−îc gia c«ng nãng dÇn ®Òu ®Õn møc tèi ®a cã thÓ thùc hiÖn ®−îc vµ ph¶i ®−îc
rÌn ®Õn khi cã h×nh d¹ng vµ qui c¸ch sao cho cµng gÇn víi yªu cÇu cµng tèt. Sau khi gia c«ng nhiÖt, sù biÕn
d¹ng dÎo trong thÐp rÌn sÏ ®¶m b¶o tÝnh ®ång nhÊt cña cÊu tróc thÐp rÌn vµ tÝnh chÊt c¬ häc tho¶ m·n yªu cÇu.
Ph¶i ®Ó l−îng d− ®Çu vµ ®u«i vËt rÌn ®ñ ®Ó ®¶m b¶o kh«ng cã sù ph©n tÇng cã h¹i.
ThÐp rÌn ph¶i ®−îc gia c«ng nãng theo c¸c biÖn ph¸p qui ®Þnh trong b¶ng 6.1.2-1 tõ c¸c thái
thÐp ®−îc rÌn hoÆc c¸n hoÆc ®−îc chÕ t¹o b»ng ph−¬ng ph¸p kÕt hîp c¶ rÌn vµ c¸n.
B¶ng 6.1.2-1: TØ sè rÌn
VËt rÌn Gia c«ng nãng VÞ trÝ TØ sè rÌn(1)
Th©n S = 3 ChØ rÌn
Chç kh¸c S = 1,5
Th©n S = 5
ThÐp rÌn lµm trôc
RÌn vµ c¸n
Chç kh¸c S = 3
ThÐp rÌn lµm sÐc m¨ng T¹o lç rçng b»ng m¸y rÌn dËp, vv... - S = 3
ThÐp rÌn lµm ®Üa Chån tõ ph«i (2) - U = 1/3
Chó thÝch
(1) TØ sè rÌn ph¶i ®−îc tÝnh theo c«ng thøc sau: LLU,
aA 1
==S , trong ®ã:
71
TCVN 7230:2003
A - DiÖn tÝch mÆt c¾t trung b×nh cña ph«i gèc (m2)
a - DiÖn tÝch mÆt c¾t cña phÇn sau khi rÌn (m2)
L - ChiÒu dµi tr−íc khi chån (m)
L1 - ChiÒu dµi sau khi chån (m)
(2) Trong nh÷ng tr−êng hîp kh¸c, chån ®Õn 1/2U trë lªn ®Ó t¹o ra gi¸ trÞ U, nãi chung lÊy trÞ sè 1/3.
6.1.2. 6.
6.1.2. 7.
6.1.2. 8.
6.1.2. 9.
6.1.4. 1.
6.1.4. 2.
6.1.5. 1.
6.1.5. 2.
ThÐp rÌn ph¶i qua gia c«ng nãng ®Ó t¹o ra tØ sè rÌn tho¶ m·n. TØ sè nµy kh«ng ®−îc nhá h¬n gi¸
trÞ qui ®Þnh ë b¶ng 6.1.2-1. Tuy nhiªn, nh÷ng qui ®Þnh nµy cã thÓ ®−îc thay ®æi theo yªu cÇu cña §¨ng kiÓm tuú
theo qui c¸ch vµ h×nh d¹ng còng nh− môc ®Ých sö dông cña thÐp rÌn.
NÕu thÐp rÌn ph¶i qua qu¸ tr×nh lµm cøng bÒ mÆt, vÝ dô nh− lµm cøng theo ph−¬ng ph¸p c¶m
øng, thÊm nit¬r¸t hoÆc c¸n nÐn, th× nh÷ng sè liÖu liªn quan ®Õn qu¸ tr×nh lµm cøng ph¶i ®−îc tr×nh cho §¨ng
kiÓm duyÖt tr−íc.
ThÐp rÌn ®−îc ®Þnh h×nh nhê ph−¬ng ph¸p c¾t b»ng má c¾t hoÆc thæi cùc than ph¶i ®−îc gia
c«ng mét c¸ch thÝch hîp ®Ó ®¶m b¶o tÝnh chÊt c¬ häc cña thÐp rÌn t¹i vïng chÞu ¶nh h−ëng nhiÖt, vµ c«ng viÖc
nµy ph¶i ®−îc tiÕn hµnh tr−íc khi nhiÖt luyÖn lÇn cuèi. ViÖc nung nãng tr−íc khi c¾t hoÆc thæi cùc than ph¶i
®−îc tiÕn hµnh tïy thuéc vµo thµnh phÇn ho¸ häc, kÝch th−íc vµ h×nh d¹ng cña thÐp rÌn.
NÕu vËt rÌn ®−îc nèi víi nhau b»ng ph−¬ng ph¸p hµn, th× ph¶i tr×nh cho §¨ng kiÓm duyÖt qui
tr×nh hµn tr−íc khi hµn. Trong tr−êng hîp nµy, §¨ng kiÓm cã thÓ yªu cÇu thö tay nghÒ thî hµn.
6.1.3. ChÊt l−îng vËt rÌn
TÊt c¶ c¸c vËt rÌn ph¶i kh«ng cã khuyÕt tËt bÒ mÆt còng nh− bªn trong vËt rÌn cã thÓ ¶nh h−ëng ®Õn chÊt l−îng
cña vËt rÌn dÉn ®Õn háng hãc trong qu¸ tr×nh sö dông.
6.1.4. Thµnh phÇn hãa häc
Thµnh phÇn hãa häc cña vËt rÌn t¹i mÎ sÏ ®−îc ®−a ra ë c¸c môc t−¬ng øng ë phÇn nµy tïy
thuéc vµo øng dông cña thÐp rÌn.
NÕu kh«ng cã yªu cÇu nµo kh¸c, nhµ s¶n xuÊt cã thÓ tïy ý ®−a ra nh÷ng nguyªn tè thÝch hîp nh−
Al, Nb, V ®Ó xö lý h¹t mÞn cho vËt rÌn. Thµnh phÇn cña nh÷ng nguyªn tè nµy ph¶i ®−îc ®−a ra trong thµnh
phÇn hãa häc cña vËt rÌn t¹i mÎ luyÖn.
6.1.5. NhiÖt luyÖn
ThÐp rÌn ph¶i ®−îc ñ, th−êng hãa hoÆc th−êng hãa vµ ram hoÆc t«i vµ ram ë tõng giai ®o¹n thÝch
hîp trong qu¸ tr×nh chÕ t¹o sao cho ®¹t ®−îc ®é mÞn h¹t yªu cÇu, khö ®−îc øng suÊt d− vµ ®¹t ®−îc nh÷ng tÝnh
chÊt c¬ häc cÇn thiÕt. NhiÖt ®é th−êng hãa cña thÐp rÌn kh«ng ®−îc thÊp h¬n 5500C.
ThÐp rÌn qua c¸c giai ®o¹n gia c«ng nãng mµ g©y thay ®æi m¹ng tinh thÓ kim lo¹i hoÆc t¹o ra
72

TCVN 7230:2003
øng suÊt d− sau khi nhiÖt luyÖn th× ph¶i ®−îc nhiÖt luyÖn l¹i.
6.1.5. 3.
6.1.5. 4.
6.1.5. 5.
6.1.6. 1.
6.1.6. 2.
6.1.6. 3.
6.1.6. 4.
6.1.6. 5.
6.1.7. 1.
6.1.7. 2.
6.1.7. 3.
6.1.7. 4.
ThÐp rÌn qua c¸c giai ®o¹n gia c«ng nguéi mµ g©y ra øng suÊt d− th× ph¶i ®−îc khö øng suÊt d−
theo yªu cÇu.
NÕu thÐp rÌn ph¶i qua qu¸ tr×nh lµm cøng bÒ mÆt, vÝ dô nh− lµm cøng theo ph−¬ng ph¸p c¶m
øng, thÊm nit¬r¸t hoÆc c¸n nÐn, th× nh÷ng sè liÖu liªn quan ®Õn qu¸ tr×nh lµm cøng ph¶i ®−îc tr×nh cho §¨ng
kiÓm duyÖt tr−íc. Nhµ chÕ t¹o ph¶i lµm mÉu ®Ó chøng minh r»ng vËt liÖu thÐp rÌn sau qu¸ tr×nh lµm cøng bÒ
mÆt theo qui tr×nh ph¶i cã ®é cøng, chiÒu s©u cña líp bÒ mÆt vµ tÝnh chÊt c¬ häc phï hîp víi yªu cÇu.
Lß dïng nhiÖt luyÖn ph¶i cã kÝch th−íc ®ñ ®Ó vËt rÌn ®−îc nung nãng ®Òu theo nhiÖt ®é yªu cÇu.
Lß nhiÖt luyÖn ph¶i cã dông cô cã kh¶ n¨ng ®iÒu chØnh vµ ghi ®−îc nhiÖt ®é.
6.1.6. Thö tÝnh chÊt c¬ häc
MÉu thö tÝnh chÊt c¬ häc ®−îc chuÈn bÞ theo c¸c yªu cÇu ®−îc ®−a ra trong phÇn sau cña
ch−¬ng nµy tïy thuéc vµo tõng øng dông cña thÐp rÌn.
MÉu thö kÐo ®−îc gia c«ng b»ng m¸y ®Ó ®¹t ®−îc kÝch th−íc ®−îc chØ ra trong ch−¬ng 2 vµ cã
diÖn tÝch tiÕt diÖn kh«ng nhá h¬n 150 mm2. NÕu kÝch th−íc cña vËt rÌn kh«ng cho phÐp, th× vËt mÉu ®−îc lÊy
theo diÖn tÝch tiÕt diÖn lín nhÊt cña vËt rÌn.
MÉu thö ®é dai va ®Ëp ®−îc chuÈn bÞ dùa theo c¸c yªu cÇu ®−îc ®−a ra ë phÇn 2.
Qui tr×nh thö kÐo vµ thö ®é dai va ®Ëp ph¶i phï hîp c¸c yªu cÇu ë phÇn 2.
Tïy thuéc vµo øng dông cña thÐp rÌn nÕu cã qui ®Þnh, vËt rÌn ph¶i ®−îc thö ®é cøng bÒ mÆt
(HB).
6.1.7. KiÓm tra m¾t th−êng vµ thö kh«ng ph¸ hñy
TÊt c¶ c¸c vËt rÌn ph¶i ®−îc ®¨ng kiÓm viªn kiÓm tra b»ng m¾t th−êng. NÕu cã thÓ, kiÓm tra
b»ng m¾t th−êng bao gåm c¶ viÖc kiÓm tra bÒ mÆt bªn trong cña vËt rÌn. NÕu kh«ng cã qui ®Þnh nµo kh¸c, nhµ
chÕ t¹o cã tr¸ch nhiÖm kiÓm tra kÝch th−íc cña vËt rÌn.
Tïy thuéc vµo øng dông cña thÐp rÌn nÕu cã qui ®Þnh, thÐp rÌn ph¶i ®−îc kiÓm tra thö kh«ng ph¸
hñy. KiÓm tra thö kh«ng ph¸ hñy ph¶i ®−îc thùc hiÖn bëi nh÷ng kü thuËt viªn cã ®ñ tr×nh ®é vµ kinh nghiÖm víi
nh÷ng thiÕt bÞ thÝch hîp. C¸c qui tr×nh kiÓm tra thö kh«ng ph¸ hñy ph¶i ®−îc §¨ng kiÓm phª duyÖt.
KiÓm tra tõ tÝnh vµ chÊt láng thÈm thÊu ph¶i ®−îc thùc hiÖn sau khi vËt rÌn ®· ®−îc gia c«ng
b»ng m¸y. NÕu kh«ng cã qui ®Þnh nµo kh¸c, kiÓm tra tõ tÝnh vµ chÊt láng thÈm thÊu ph¶i ®−îc thùc hiÖn d−íi sù
chøng kiÕn cña ®¨ng kiÓm viªn.
Tiªu chuÈn chÊp nhËn cho c¸c khuyÕt tËt ®−îc ph¸t hiÖn b»ng kiÓm tra tõ tÝnh vµ chÊt láng thÈm
thÊu ph¶i tho¶ m·n c¸c yªu cÇu cña §¨ng kiÓm viªn vµ ph¶i phï hîp víi c¸c yªu cÇu cña thiÕt kÕ.
73
TCVN 7230:2003
6.1.7. 5.
6.1.8. 1.
6.1.8. 2.
6.2.1. 1.
6.2.1. 2.
KiÓm tra siªu ©m ph¶i ®−îc thùc hiÖn ngay sau khi vËt rÌn ®· ®−îc gia c«ng b»ng m¸y ®Õn tr¹ng
th¸i thÝch hîp víi lo¹i h×nh kiÓm tra nµy vµ sau khi nhiÖt luyÖn lÇn cuèi. NÕu kh«ng cã qui ®Þnh nµo kh¸c, kiÓm
tra siªu ©m ®−îc thùc hiÖn bëi nhµ chÕ t¹o, tuy nhiªn ®¨ng kiÓm viªn cã thÓ yªu cÇu ®−îc chøng kiÕn khi kiÓm
tra ®Ó x¸c nhËn viÖc kiÓm tra ®−îc thùc hiÖn theo ®óng qui tr×nh ®· ®−îc phª duyÖt. Biªn b¶n kiÓm tra siªu ©m
ph¶i ®−îc tr×nh cho §¨ng kiÓm.
6.1.8. Söa ch÷a khuyÕt tËt
C¸c khuyÕt tËt nhá trªn bÒ mÆt cña thÐp rÌn cã thÓ ®−îc lµm s¹ch b»ng ph−¬ng ph¸p mµi. Sau
khi lµm s¹ch khuyÕt tËt, thÐp rÌn ph¶i ®−îc kiÓm tra tõ tÝnh hoÆc chÊt láng thÈm thÊu ®Ó chøng tá r»ng khuyÕt
tËt ®· ®−îc lo¹i bá hoµn toµn.Tïy thuéc vµo quyÕt ®Þnh cña ®¨ng kiÓm viªn, c¸c vÕt lâm khi lµm s¹ch khuyÕt tËt
cã thÓ ®−îc chÊp nhËn víi ®iÒu kiÖn chóng ph¶i ®−îc mµi ph¼ng.
Nãi chung söa ch÷a b»ng ph−¬ng ph¸p hµn lµ kh«ng ®−îc phÐp, tuy nhiªn t¹i nh÷ng vÞ trÝ kh«ng
quan träng vµ chÞu øng suÊt thÊp §¨ng kiÓm cã thÓ cho phÐp söa ch÷a b»ng ph−¬ng ph¸p hµn. Trong tr−êng
hîp nµy, qui tr×nh söa ch÷a vµ kiÓm tra sau khi söa ch÷a ph¶i ®−îc tr×nh cho §¨ng kiÕm xÐt duyÖt.
6.1.9. §ãng dÊu nh·n hiÖu vËt liÖu
ThÐp ®· tho¶ m·n nh÷ng yªu cÇu thö ph¶i ®−îc ®ãng dÊu nh·n hiÖu nh− qui ®Þnh ë 1.11
6.2. ThÐp rÌn dïng cho c¸c phÇn kÕt cÊu
6.2.1. ThÐp rÌn dïng cho c¸c phÇn kÕt cÊu cã nhiÖt ®é thiÕt kÕ lín h¬n 00C
Ph¹m vi ¸p dông
6.2.1.1.1 Nh÷ng yªu cÇu cña phÇn nµy ®−îc ¸p dung cho thÐp rÌn c¸c bon vµ thÐp rÌn c¸c bon-m¨ng
gan dïng trong chÕ t¹o, l¾p ®Æt c¸c phÇn kÕt cÊu cã nhiÖt ®é thiÕt kÕ lín h¬n 00C cña c«ng tr×nh biÓn cè ®Þnh.
6.2.1.1.2 Khi sö dông thÐp rÌn c¸c bon vµ thÐp rÌn c¸c bon-m¨ng gan cã ®é bÒn ch¶y qui −íc tèi thiÓu
lín h¬n 355 N/mm2 hoÆc thÐp hîp kim, thµnh phÇn hãa häc, tÝnh chÊt c¬ häc vµ qu¸ tr×nh nhiÖt luyÖn ph¶i ®−îc
§¨ng kiÓm phª duyÖt.
Thµnh phÇn hãa häc
6.2.1.2.1 ThÐp rÌn dïng cho c¸c kÕt cÊu hµn ph¶i cã thµnh phÇn hãa häc t¹i gÇu móc phï hîp víi c¸c
yªu cÇu sau:
C¸c bon : 0,23 % max
SilÝc : 0,45 % max
74
TCVN 7230:2003
M¨ng gan: 0,3 - 1,7 % nh−ng kh«ng nhá h¬n 3 lÇn thµnh phÇn c¸c bon cña c¸c phÇn kh«ng gia nhiÖt sau
khi hµn. L−u huúnh: 0,045 % max
Phèt pho : 0,045 % max
C¸c nguyªn tè kh¸c: Tæng thµnh phÇn % cña Ni, Cr, Mo, Cu kh«ng qu¸ 0,8%
6.2.1.2.2 ThÐp rÌn dïng cho c¸c kÕt cÊu kh«ng hµn ph¶i cã thµnh phÇn hãa häc t¹i gÇu móc phï hîp
víi c¸c yªu cÇu sau:
C¸c bon : 0,30 % max
SilÝc : 0,45 % max
M¨ng gan: 0,3 - 1,50 %
L−u huúnh: 0,045 % max
Phèt pho : 0,045 % max
C¸c nguyªn tè kh¸c: Ni : 0,40 % max
Cr : 0,30 % max
Mo : 0,15 % max
Cu : 0,30 % max
6.2.1. 3.
6.2.1. 4.
NhiÖt luyÖn
6.2.1.3.1 VËt rÌn ®−îc ñ hoµn toµn (fully annealed) (VËt rÌn ®−îc nung ®Õn nhiÖt ®é thÝch hîp qu¸
®iÓm tíi h¹n trªn cña thÐp vµ ®−îc lµm nguéi dÇn dÇn), hoÆc
6.2.1.3.2 Th−êng hãa, hoÆc
6.2.1.3.3 Th−êng hãa vµ ram ë nhiÖt ®é kh«ng d−íi 5500c.
Thö tÝnh chÊt c¬ häc
6.2.1.4.1 Víi mçi vËt rÌn hoÆc mÎ rÌn Ýt nhÊt ph¶i thö 1 mÉu kÐo.
6.2.1.4.2 Khi vËt rÌn cã khèi l−îng lín h¬n 4 tÊn vµ cã chiÒu dµi lín h¬n 3 m, c¸c mÉu thö kÐo ph¶i
®−îc lÊy tõ mçi ®Çu cña vËt rÌn.
6.2.1.4.3 NÕu kh«ng cã qui ®Þnh nµo kh¸c, c¸c mÉu thö ®−îc c¾t theo chiÒu däc cña vËt rÌn.
6.2.1.4.4 KÕt qu¶ thö tÝnh chÊt c¬ häc ph¶i phï hîp víi c¸c yªu cÇu sau:
giíi h¹n ch¶y tèi thiÓu : 215 N/mm2
giíi h¹n bÒn kÐo tèi thiÓu: 430 N/mm2
75
TCVN 7230:2003
§é gi·n dµi tèi thiÓu trªn ®é dµi ®o¹n ®o 5.65 So : 24%, mÉu däc
18 %, mÉu ngang
6.2.1.4.5 Víi vËt rÌn lín, khi c¸c mÉu thö kÐo ®−îc lÊy tõ mçi ®Çu vËt rÌn, sù sai lÖch c¸c gi¸ trÞ giíi h¹n
bÒn kÐo kh«ng ®−îc qu¸ 70 N/mm2.
6.2.2. ThÐp rÌn cho c¸c kÕt cÊu cã nhiÖt ®é thiÕt kÕ nhá h¬n 00c.
6.2.2. 1.
6.2.2. 2.
6.2.2. 3.
6.3.1. 1.
6.3.1. 2.
6.3.3. 1.
Thµnh phÇn hãa häc cña thÐp rÌn dïng cho c¸c kÕt cÊu cã nhiÖt ®é thiÕt kÕ nhá h¬n 0oC ph¶i
®−îc §¨ng kiÓm xÐt duyÖt.
NhiÖt luyÖn: Qui tr×nh nhiÖt luyÖn cña thÐp rÌn dïng cho c¸c kÕt cÊu cã nhiÖt ®é thiÕt kÕ nhá h¬n
0oC ph¶i ®−îc §¨ng kiÓm xÐt duyÖt.
VËt liÖu thÐp rÌn nµy ph¶i cã tÝnh chÊt c¬ häc phï hîp víi nh÷ng yªu cÇu qui ®Þnh ë môc 3.3
6.3. ThÐp rÌn dïng chÕ t¹o m¸y, thiÕt bÞ vµ bé truyÒn ®éng.
6.3.1. Ph¹m vi ¸p dông
Nh÷ng qui ®Þnh ë phÇn nµy ®−îc ¸p dông cho thÐp rÌn c¸c bon vµ c¸c bon - m¨ng gan dïng ®Ó
chÕ t¹o c¸c bé truyÒn ®éng vµ c¸c chi tiÕt m¸y víi nhiÖt ®é thiÕt kÕ kh«ng nhá h¬n 00c.
ViÖc sö dông thÐp rÌn hîp kim ph¶i ®−îc §¨ng kiÓm duyÖt vÒ thµnh phÇn hãa häc, tÝnh chÊt c¬
häc vµ qu¸ tr×nh nhiÖt luyÖn cña thÐp rÌn hîp kim ®ã. Nãi chung, giíi h¹n bÒn kÐo qui −íc tèi thiÓu kh«ng ®−îc
qu¸ 1100 N/mm2.
6.3.2. Ph©n lo¹i thÐp
ThÐp rÌn dïng chÕ t¹o m¸y, thiÕt bÞ vµ bé truyÒn ®éng ®−îc ph©n lo¹i theo qui ®Þnh ë b¶ng 6.3.5-1.
6.3.3. Thµnh phÇn hãa häc
Thµnh phÇn hãa häc t¹i gÇu móc phï hîp víi c¸c yªu cÇu sau:
C¸c bon : 0,65 % max
SilÝc : 0,45 % max
M¨ng gan: 0,3 - 1,50 %
L−u huúnh: 0,040 % max
Phèt pho : 0,040 % max
C¸c nguyªn tè kh¸c: Ni : 0,40 % max
Cr : 0,30 % max
Mo : 0,15 % max
76
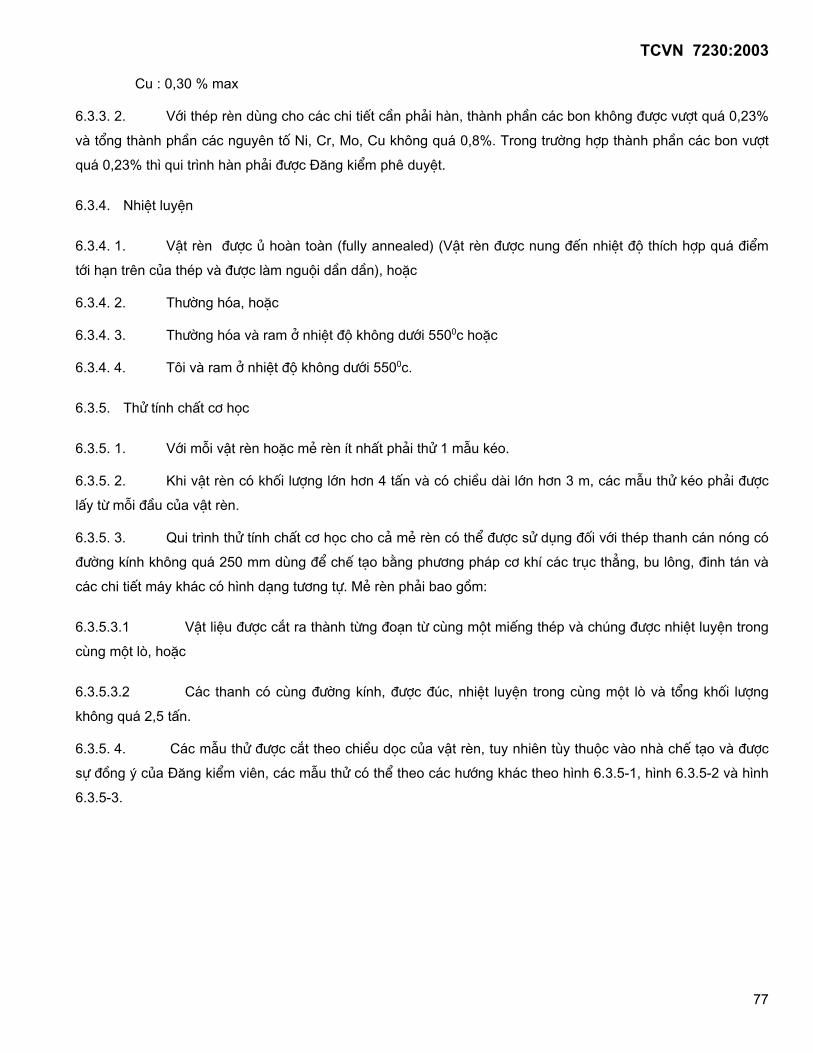
TCVN 7230:2003
Cu : 0,30 % max
6.3.3. 2.
6.3.4. 1.
6.3.4. 2.
6.3.4. 3.
6.3.4. 4.
6.3.5. 1.
6.3.5. 2.
6.3.5. 3.
6.3.5. 4.
Víi thÐp rÌn dïng cho c¸c chi tiÕt cÇn ph¶i hµn, thµnh phÇn c¸c bon kh«ng ®−îc v−ît qu¸ 0,23%
vµ tæng thµnh phÇn c¸c nguyªn tè Ni, Cr, Mo, Cu kh«ng qu¸ 0,8%. Trong tr−êng hîp thµnh phÇn c¸c bon v−ît
qu¸ 0,23% th× qui tr×nh hµn ph¶i ®−îc §¨ng kiÓm phª duyÖt.
6.3.4. NhiÖt luyÖn
VËt rÌn ®−îc ñ hoµn toµn (fully annealed) (VËt rÌn ®−îc nung ®Õn nhiÖt ®é thÝch hîp qu¸ ®iÓm
tíi h¹n trªn cña thÐp vµ ®−îc lµm nguéi dÇn dÇn), hoÆc
Th−êng hãa, hoÆc
Th−êng hãa vµ ram ë nhiÖt ®é kh«ng d−íi 5500c hoÆc
T«i vµ ram ë nhiÖt ®é kh«ng d−íi 5500c.
6.3.5. Thö tÝnh chÊt c¬ häc
Víi mçi vËt rÌn hoÆc mÎ rÌn Ýt nhÊt ph¶i thö 1 mÉu kÐo.
Khi vËt rÌn cã khèi l−îng lín h¬n 4 tÊn vµ cã chiÒu dµi lín h¬n 3 m, c¸c mÉu thö kÐo ph¶i ®−îc
lÊy tõ mçi ®Çu cña vËt rÌn.
Qui tr×nh thö tÝnh chÊt c¬ häc cho c¶ mÎ rÌn cã thÓ ®−îc sö dông ®èi víi thÐp thanh c¸n nãng cã
®−êng kÝnh kh«ng qu¸ 250 mm dïng ®Ó chÕ t¹o b»ng ph−¬ng ph¸p c¬ khÝ c¸c trôc th¼ng, bu l«ng, ®inh t¸n vµ
c¸c chi tiÕt m¸y kh¸c cã h×nh d¹ng t−¬ng tù. MÎ rÌn ph¶i bao gåm:
6.3.5.3.1 VËt liÖu ®−îc c¾t ra thµnh tõng ®o¹n tõ cïng mét miÕng thÐp vµ chóng ®−îc nhiÖt luyÖn trong
cïng mét lß, hoÆc
6.3.5.3.2 C¸c thanh cã cïng ®−êng kÝnh, ®−îc ®óc, nhiÖt luyÖn trong cïng mét lß vµ tæng khèi l−îng
kh«ng qu¸ 2,5 tÊn.
C¸c mÉu thö ®−îc c¾t theo chiÒu däc cña vËt rÌn, tuy nhiªn tïy thuéc vµo nhµ chÕ t¹o vµ ®−îc
sù ®ång ý cña §¨ng kiÓm viªn, c¸c mÉu thö cã thÓ theo c¸c h−íng kh¸c theo h×nh 6.3.5-1, h×nh 6.3.5-2 vµ h×nh
6.3.5-3.
77
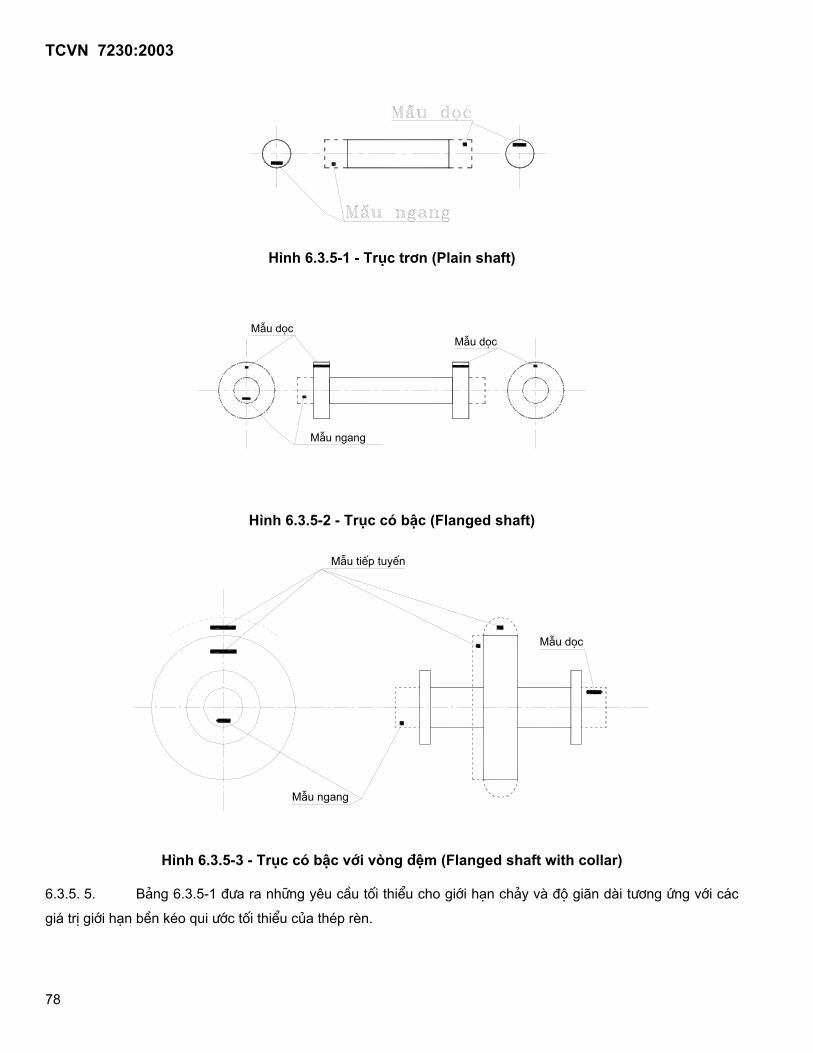
TCVN 7230:2003
H×nh 6.3.5-1 - Trôc tr¬n (Plain shaft)
MÉu däcMÉu däc
MÉu ngang
H×nh 6.3.5-2 - Trôc cã bËc (Flanged shaft)
MÉu ngang
MÉu däc
MÉu tiÕp tuyÕn
H×nh 6.3.5-3 - Trôc cã bËc víi vßng ®Öm (Flanged shaft with collar)
6.3.5. 5. B¶ng 6.3.5-1 ®−a ra nh÷ng yªu cÇu tèi thiÓu cho giíi h¹n ch¶y vµ ®é gi·n dµi t−¬ng øng víi c¸c
gi¸ trÞ giíi h¹n bÒn kÐo qui −íc tèi thiÓu cña thÐp rÌn.
78
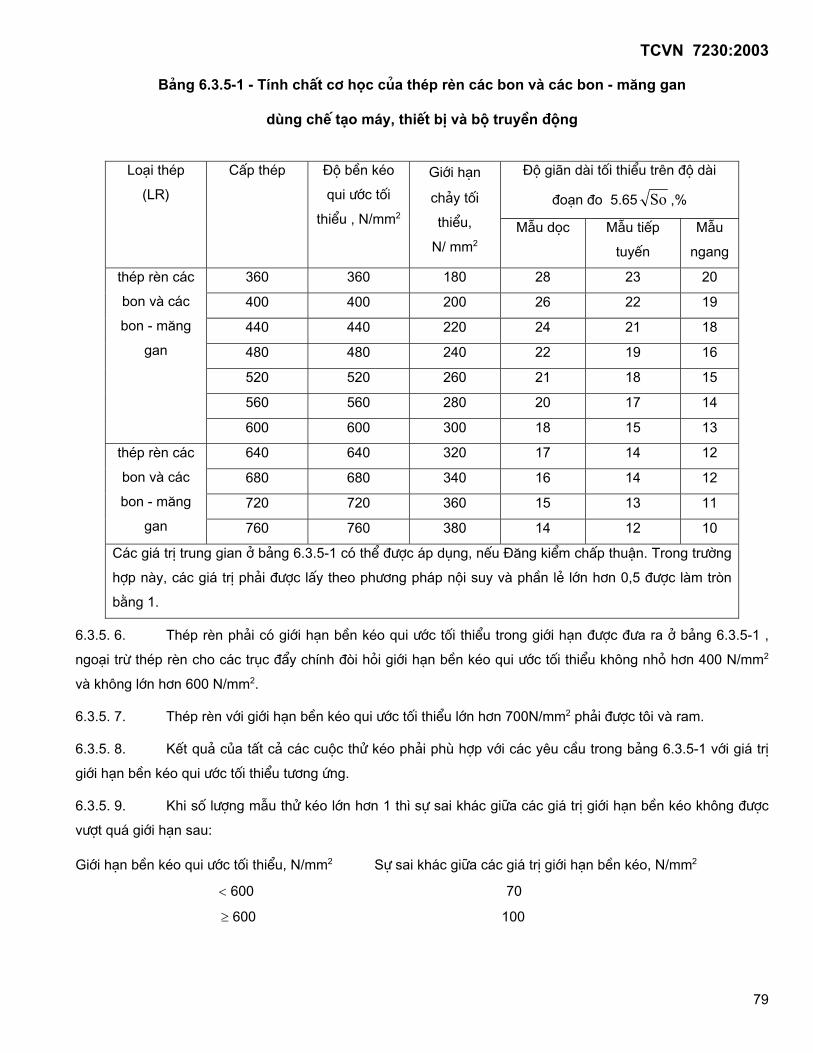
TCVN 7230:2003
B¶ng 6.3.5-1 - TÝnh chÊt c¬ häc cña thÐp rÌn c¸c bon vµ c¸c bon - m¨ng gan
dïng chÕ t¹o m¸y, thiÕt bÞ vµ bé truyÒn ®éng
§é gi·n dµi tèi thiÓu trªn ®é dµi
®o¹n ®o 5.65 So ,%
Lo¹i thÐp
(LR)
CÊp thÐp §é bÒn kÐo
qui −íc tèi
thiÓu , N/mm2
giíi h¹n
ch¶y tèi
thiÓu,
N/ mm2
MÉu däc MÉu tiÕp
tuyÕn
MÉu
ngang
360 360 180 28 23 20
400 400 200 26 22 19
440 440 220 24 21 18
480 480 240 22 19 16
520 520 260 21 18 15
560 560 280 20 17 14
thÐp rÌn c¸c
bon vµ c¸c
bon - m¨ng
gan
600 600 300 18 15 13
640 640 320 17 14 12
680 680 340 16 14 12
720 720 360 15 13 11
thÐp rÌn c¸c
bon vµ c¸c
bon - m¨ng
gan 760 760 380 14 12 10
C¸c gi¸ trÞ trung gian ë b¶ng 6.3.5-1 cã thÓ ®−îc ¸p dông, nÕu §¨ng kiÓm chÊp thuËn. Trong tr−êng
hîp nµy, c¸c gi¸ trÞ ph¶i ®−îc lÊy theo ph−¬ng ph¸p néi suy vµ phÇn lÎ lín h¬n 0,5 ®−îc lµm trßn
b»ng 1.
6.3.5. 6.
6.3.5. 7.
6.3.5. 8.
6.3.5. 9.
ThÐp rÌn ph¶i cã giíi h¹n bÒn kÐo qui −íc tèi thiÓu trong giíi h¹n ®−îc ®−a ra ë b¶ng 6.3.5-1 ,
ngo¹i trõ thÐp rÌn cho c¸c trôc ®Èy chÝnh ®ßi hái giíi h¹n bÒn kÐo qui −íc tèi thiÓu kh«ng nhá h¬n 400 N/mm2
vµ kh«ng lín h¬n 600 N/mm2.
ThÐp rÌn víi giíi h¹n bÒn kÐo qui −íc tèi thiÓu lín h¬n 700N/mm2 ph¶i ®−îc t«i vµ ram.
KÕt qu¶ cña tÊt c¶ c¸c cuéc thö kÐo ph¶i phï hîp víi c¸c yªu cÇu trong b¶ng 6.3.5-1 víi gi¸ trÞ
giíi h¹n bÒn kÐo qui −íc tèi thiÓu t−¬ng øng.
Khi sè l−îng mÉu thö kÐo lín h¬n 1 th× sù sai kh¸c gi÷a c¸c gi¸ trÞ giíi h¹n bÒn kÐo kh«ng ®−îc
v−ît qu¸ giíi h¹n sau:
giíi h¹n bÒn kÐo qui −íc tèi thiÓu, N/mm2 Sù sai kh¸c gi÷a c¸c gi¸ trÞ giíi h¹n bÒn kÐo, N/mm2
< 600 70
≥ 600 100
79
TCVN 7230:2003
6.3.6. KiÓm tra kh«ng ph¸ hñy
6.3.6. 1.
6.3.6. 2.
6.3.6. 3.
6.4.1. 1.
6.4.1. 2.
KiÓm tra tõ tÝnh ph¶i ®−îc thùc hiÖn t¹i tÊt c¶ c¸c thanh nèi cña vËt rÌn vµ c¸c chi tiÕt dïng cho
®éng c¬ cã ®−êng kÝnh xy lanh lín h¬n 400 mm:
6.3.6.1.1 N¾p xy lanh
6.3.6.1.2 §Ønh vµ cÇn pÝt t«ng
6.3.6.1.3 Thanh truyÒn
6.3.6.1.4 B¸nh r¨ng cña trôc dÉn
6.3.6.1.5 Bu l«ng vµ ®inh t¸n cho: n¾p xy lanh, con tr−ît, c¸c æ trôc chÝnh vµ c¸c thanh truyÒn cña æ trôc
(connecting rod bearing).
C¸c vïng ph¶i kiÓm tra tõ tÝnh lµ nh−ng n¬i cã kh¶ n¨ng xuÊt hiÖn khuyÕt tËt vµ ®−îc tho¶ thuËn
gi÷a ®¨ng kiÓm viªn vµ nhµ chÕ t¹o.
KiÓm tra siªu ©m ph¶i ®−îc thùc hiÖn t¹i c¸c vÞ trÝ sau:
6.3.6.3.1 Trôc cã ®−êng kÝnh lín h¬n hoÆc b»ng 250 mm dïng cho thiÕt bÞ ®Èy chÝnh vµ c¸c c«ng viÖc
quan träng kh¸c
6.3.6.3.2 TÊt c¶ c¸c ®Ønh pÝt t«ng vµ n¾p xy lanh
6.3.6.3.3 CÇn pÝt t«ng vµ thanh truyÒn cho c¸c ®éng c¬ cã ®−êng kÝnh xy lanh lín h¬n 400mm
6.4. ThÐp rÌn dïng chÕ t¹o trôc khuûu
6.4.1. Ph¹m vi ¸p dông
Nh÷ng qui ®Þnh ë phÇn nµy ®−îc ¸p dông cho thÐp rÌn dïng ®Ó chÕ t¹o c¸c trôc khuûu ®Æc, trôc
khuûu b¸n ghÐp vµ trôc khuûu ghÐp hoµn toµn.
Khi sö dông thÐp rÌn hîp kim, thµnh phÇn hãa häc, tÝnh chÊt c¬ häc vµ qu¸ tr×nh nhiÖt luyÖn ph¶i
®−îc §¨ng kiÓm phª duyÖt. giíi h¹n bÒn kÐo qui −íc tèi thiÓu cña thÐp rÌn hîp kim kh«ng ®−îc v−ît qu¸ 1000
N/mm2.
6.4.2. Ph©n lo¹i thÐp
ThÐp rÌn dïng chÕ t¹o trôc khuûu ®−îc ph©n lo¹i theo qui ®Þnh ë b¶ng 6.4.6-1, b¶ng 6.4.6-2 vµ 6.4.6-3.
80
TCVN 7230:2003
6.4.3. Qui tr×nh chÕ t¹o
6.4.3. 1.
6.4.3. 2.
6.4.4. 1.
6.4.4. 2.
6.4.5. 1.
Víi m¸ khuûu kiÓu ghÐp ( combined crankweb) vµ chèt khuûu rÌn (pin forgÝngs), ph−¬ng ph¸p
rÌn ph¶i ®−îc tr×nh cho §¨ng kiÓm phª duyÖt.
Khi m¸ khuûu ®−îc c¾t b»ng má c¾t tõ vËt rÌn hoÆc thanh c¸n, qui tr×nh c¾t ph¶i phï hîp c¸c yªu
cÇu ë 6.1.2 - 8 vµ bÒ mÆt sau khi c¾t ph¶i ®−îc lµm s¹ch b»ng m¸y mµi ®Õn ®é s©u Ýt nhÊt lµ 7,5 mm.
6.4.4. Thµnh phÇn hãa häc
Thµnh phÇn hãa häc cña thÐp rÌn c¸c bon vµ c¸c bon - m¨ng gan t¹i gÇu móc ph¶i phï hîp víi
c¸c yªu cÇu sau:
C¸c bon : 0,55 % max
SilÝc : 0,45 % max
M¨ng gan: 0,3 - 1,50 %
L−u huúnh: 0,040 % max
Phèt pho : 0,040 % max
C¸c nguyªn tè kh¸c: Ni : 0,40 % max
Cr : 0,30 % max
Mo : 0,15 % max
Cu : 0,30 % max
Thµnh phÇn hãa häc cña thÐp rÌn hîp kim t¹i gÇu móc ph¶i phï hîp víi c¸c yªu cÇu sau:
C¸c bon : 0,50 % max
SilÝc : 0,15 - 0,45 %
M¨ng gan: 0,35 - 1,0 %
L−u huúnh: 0,030 % max
Phèt pho : 0,030 % max
Niken : 3,50 % max
Cr«m : 3,50 % max
MolÝp®en : 0,70 % max
Cu : 0,30 % max
6.4.5. NhiÖt luyÖn
VËt rÌn ®−îc:
6.4.5.1.1 Th−êng hãa vµ ram ë nhiÖt ®é kh«ng d−íi 5500c hoÆc
6.4.5.1.2 T«i vµ ram ë nhiÖt ®é kh«ng d−íi 5500c,
81
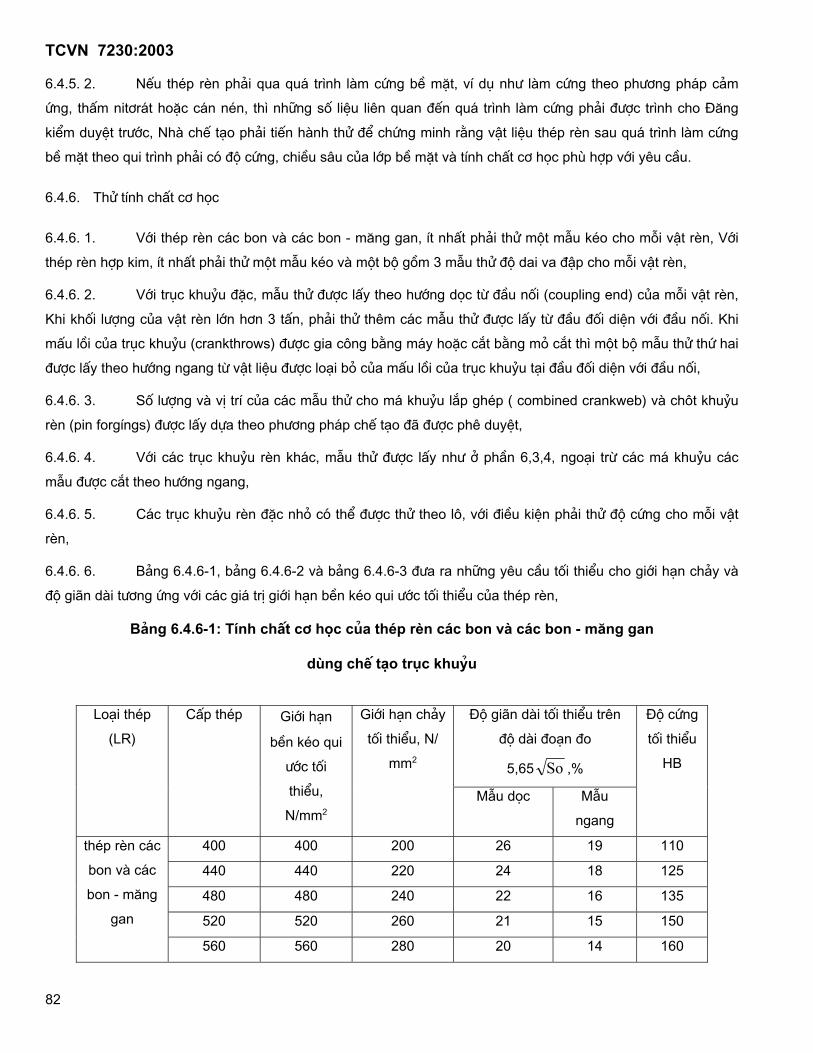
TCVN 7230:2003
6.4.5. 2.
6.4.6. 1.
6.4.6. 2.
6.4.6. 3.
6.4.6. 4.
6.4.6. 5.
6.4.6. 6.
NÕu thÐp rÌn ph¶i qua qu¸ tr×nh lµm cøng bÒ mÆt, vÝ dô nh− lµm cøng theo ph−¬ng ph¸p c¶m
øng, thÊm nit¬r¸t hoÆc c¸n nÐn, th× nh÷ng sè liÖu liªn quan ®Õn qu¸ tr×nh lµm cøng ph¶i ®−îc tr×nh cho §¨ng
kiÓm duyÖt tr−íc, Nhµ chÕ t¹o ph¶i tiÕn hµnh thö ®Ó chøng minh r»ng vËt liÖu thÐp rÌn sau qu¸ tr×nh lµm cøng
bÒ mÆt theo qui tr×nh ph¶i cã ®é cøng, chiÒu s©u cña líp bÒ mÆt vµ tÝnh chÊt c¬ häc phï hîp víi yªu cÇu.
6.4.6. Thö tÝnh chÊt c¬ häc
Víi thÐp rÌn c¸c bon vµ c¸c bon - m¨ng gan, Ýt nhÊt ph¶i thö mét mÉu kÐo cho mçi vËt rÌn, Víi
thÐp rÌn hîp kim, Ýt nhÊt ph¶i thö mét mÉu kÐo vµ mét bé gåm 3 mÉu thö ®é dai va ®Ëp cho mçi vËt rÌn,
Víi trôc khuûu ®Æc, mÉu thö ®−îc lÊy theo h−íng däc tõ ®Çu nèi (coupling end) cña mçi vËt rÌn,
Khi khèi l−îng cña vËt rÌn lín h¬n 3 tÊn, ph¶i thö thªm c¸c mÉu thö ®−îc lÊy tõ ®Çu ®èi diÖn víi ®Çu nèi. Khi
mÊu låi cña trôc khuûu (crankthrows) ®−îc gia c«ng b»ng m¸y hoÆc c¾t b»ng má c¾t th× mét bé mÉu thö thø hai
®−îc lÊy theo h−íng ngang tõ vËt liÖu ®−îc lo¹i bá cña mÊu låi cña trôc khuûu t¹i ®Çu ®èi diÖn víi ®Çu nèi,
Sè l−îng vµ vÞ trÝ cña c¸c mÉu thö cho m¸ khuûu l¾p ghÐp ( combined crankweb) vµ ch«t khuûu
rÌn (pin forgÝngs) ®−îc lÊy dùa theo ph−¬ng ph¸p chÕ t¹o ®· ®−îc phª duyÖt,
Víi c¸c trôc khuûu rÌn kh¸c, mÉu thö ®−îc lÊy nh− ë phÇn 6,3,4, ngo¹i trõ c¸c m¸ khuûu c¸c
mÉu ®−îc c¾t theo h−íng ngang,
C¸c trôc khuûu rÌn ®Æc nhá cã thÓ ®−îc thö theo l«, víi ®iÒu kiÖn ph¶i thö ®é cøng cho mçi vËt
rÌn,
B¶ng 6.4.6-1, b¶ng 6.4.6-2 vµ b¶ng 6.4.6-3 ®−a ra nh÷ng yªu cÇu tèi thiÓu cho giíi h¹n ch¶y vµ
®é gi·n dµi t−¬ng øng víi c¸c gi¸ trÞ giíi h¹n bÒn kÐo qui −íc tèi thiÓu cña thÐp rÌn,
B¶ng 6.4.6-1: TÝnh chÊt c¬ häc cña thÐp rÌn c¸c bon vµ c¸c bon - m¨ng gan
dïng chÕ t¹o trôc khuûu
§é gi·n dµi tèi thiÓu trªn
®é dµi ®o¹n ®o
5,65 So ,%
Lo¹i thÐp
(LR)
CÊp thÐp giíi h¹n
bÒn kÐo qui
−íc tèi
thiÓu,
N/mm2
Giíi h¹n ch¶y
tèi thiÓu, N/
mm2
MÉu däc MÉu
ngang
§é cøng
tèi thiÓu
HB
400 400 200 26 19 110
440 440 220 24 18 125
480 480 240 22 16 135
520 520 260 21 15 150
thÐp rÌn c¸c
bon vµ c¸c
bon - m¨ng
gan
560 560 280 20 14 160
82

TCVN 7230:2003
B¶ng 6.4.6-2: TÝnh chÊt c¬ häc cña thÐp rÌn c¸c bon vµ c¸c bon - m¨ng gan
dïng chÕ t¹o trôc khuûu (tiÕp theo)
§é gi·n dµi tèi thiÓu trªn
®é dµi ®o¹n ®o
5,65 So ,%
Lo¹i thÐp
(LR)
CÊp thÐp giíi h¹n
bÒn kÐo qui
−íc tèi
thiÓu,
N/mm2
Giíi h¹n ch¶y
tèi thiÓu, N/
mm2
MÉu däc MÉu
ngang
§é cøng
tèi thiÓu
HB
600 600 300 18 13 175
640 640 320 17 12 185
680 680 340 16 12 200
thÐp rÌn c¸c
bon vµ c¸c
bon - m¨ng
gan 700 700 350 15 11 205
B¶ng 6.4.6-3: TÝnh chÊt c¬ häc cña thÐp rÌn hîp kim dïng chÕ t¹o
trôc khuûu - Th−ßng hãa vµ ram
N¨ng l−îng hÊp thô trung b×nh
tèi thiÓu thö ®é dai va ®Ëp, J
§é gi·n dµi tèi
thiÓu trªn ®é
dµi ®o¹n ®o
5,65 So ,% VÕt c¾t ch÷ V VÕt c¾t ch÷ U
Lo¹i
thÐp
(LR)
CÊp
thÐp
giíi h¹n
bÒn kÐo
qui −íc
tèi thiÓu,
N/mm2
giíi
h¹n
ch¶y tèi
thiÓu,
N/ mm2
MÉu
däc
MÉu
ngang
MÉu
däc
MÉu
ngan
g
MÉu
däc
MÉu
ngang
§é
cøng
tèi
thiÓu
HB
600 600 330 18 14 25 15 25 17 175
650 650 355 17 13 20 13 22 15 190
700 700 380 16 12 20 12 22 15 205
750 750 405 15 11 18 11 20 14 215
thÐp rÌn
hîp kim
Th−ßng
hãa vµ
ram 800 800 430 14 10 15 9 17 12 235
Chó thÝch - C¸c gi¸ trÞ cña n¨ng l−îng hÊp thô trong thö ®é dai va ®Ëp ë b¶ng 6.4.6-2 ®−îc ¸p dông cho c¸c
vËt rÌn cã ®−êng kÝnh kh«ng qu¸ 250 mm. Víi vËt rÌn cã ®−êng kÝnh lín h¬n 250 mm, c¸c gi¸ trÞ cña n¨ng
l−îng hÊp thô trong thö ®é dai va ®Ëp ph¶i ®−îc §¨ng kiÓm phª duyÖt.
83
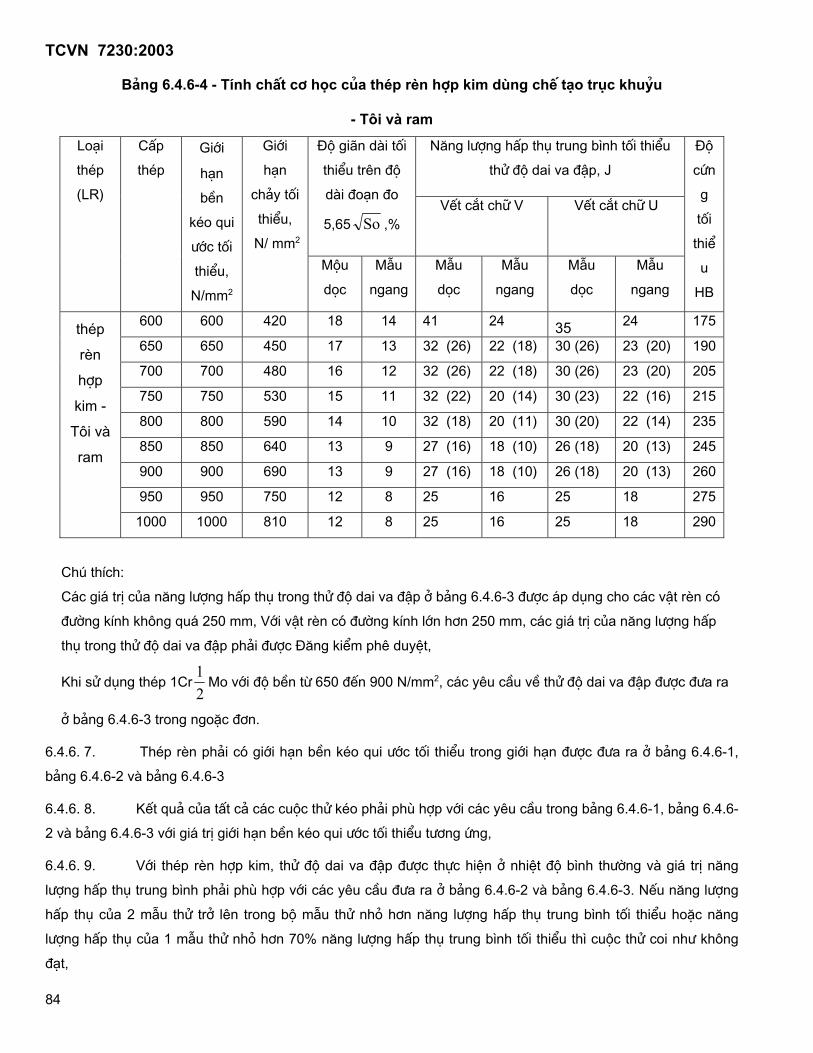
TCVN 7230:2003
B¶ng 6.4.6-4 - TÝnh chÊt c¬ häc cña thÐp rÌn hîp kim dïng chÕ t¹o trôc khuûu
- T«i vµ ram
N¨ng l−îng hÊp thô trung b×nh tèi thiÓu
thö ®é dai va ®Ëp, J
§é gi·n dµi tèi
thiÓu trªn ®é
dµi ®o¹n ®o
5,65 So ,% VÕt c¾t ch÷ V VÕt c¾t ch÷ U
Lo¹i
thÐp
(LR)
CÊp
thÐp
giíi
h¹n
bÒn
kÐo qui
−íc tèi
thiÓu,
N/mm2
Giíi
h¹n
ch¶y tèi
thiÓu,
N/ mm2
Méu
däc
MÉu
ngang
MÉu
däc
MÉu
ngang
MÉu
däc
MÉu
ngang
§é
cøn
g
tèi
thiÓ
u
HB
600 600 420 18 14 41 24 35 24 175
650 650 450 17 13 32 (26) 22 (18) 30 (26) 23 (20) 190
700 700 480 16 12 32 (26) 22 (18) 30 (26) 23 (20) 205
750 750 530 15 11 32 (22) 20 (14) 30 (23) 22 (16) 215
800 800 590 14 10 32 (18) 20 (11) 30 (20) 22 (14) 235
850 850 640 13 9 27 (16) 18 (10) 26 (18) 20 (13) 245
900 900 690 13 9 27 (16) 18 (10) 26 (18) 20 (13) 260
950 950 750 12 8 25 16 25 18 275
thÐp
rÌn
hîp
kim -
T«i vµ
ram
1000 1000 810 12 8 25 16 25 18 290
Chó thÝch:
C¸c gi¸ trÞ cña n¨ng l−îng hÊp thô trong thö ®é dai va ®Ëp ë b¶ng 6.4.6-3 ®−îc ¸p dông cho c¸c vËt rÌn cã
®−êng kÝnh kh«ng qu¸ 250 mm, Víi vËt rÌn cã ®−êng kÝnh lín h¬n 250 mm, c¸c gi¸ trÞ cña n¨ng l−îng hÊp
thô trong thö ®é dai va ®Ëp ph¶i ®−îc §¨ng kiÓm phª duyÖt,
Khi sö dông thÐp 1Cr21
Mo víi ®é bÒn tõ 650 ®Õn 900 N/mm2, c¸c yªu cÇu vÒ thö ®é dai va ®Ëp ®−îc ®−a ra
ë b¶ng 6.4.6-3 trong ngoÆc ®¬n.
6.4.6. 7.
6.4.6. 8.
6.4.6. 9.
ThÐp rÌn ph¶i cã giíi h¹n bÒn kÐo qui −íc tèi thiÓu trong giíi h¹n ®−îc ®−a ra ë b¶ng 6.4.6-1,
b¶ng 6.4.6-2 vµ b¶ng 6.4.6-3
KÕt qu¶ cña tÊt c¶ c¸c cuéc thö kÐo ph¶i phï hîp víi c¸c yªu cÇu trong b¶ng 6.4.6-1, b¶ng 6.4.6-
2 vµ b¶ng 6.4.6-3 víi gi¸ trÞ giíi h¹n bÒn kÐo qui −íc tèi thiÓu t−¬ng øng,
Víi thÐp rÌn hîp kim, thö ®é dai va ®Ëp ®−îc thùc hiÖn ë nhiÖt ®é b×nh th−êng vµ gi¸ trÞ n¨ng
l−îng hÊp thô trung b×nh ph¶i phï hîp víi c¸c yªu cÇu ®−a ra ë b¶ng 6.4.6-2 vµ b¶ng 6.4.6-3. NÕu n¨ng l−îng
hÊp thô cña 2 mÉu thö trë lªn trong bé mÉu thö nhá h¬n n¨ng l−îng hÊp thô trung b×nh tèi thiÓu hoÆc n¨ng
l−îng hÊp thô cña 1 mÉu thö nhá h¬n 70% n¨ng l−îng hÊp thô trung b×nh tèi thiÓu th× cuéc thö coi nh− kh«ng
®¹t,
84
TCVN 7230:2003
6.4.6. 10.
6.4.6. 11.
6.4.7. 1.
6.4.7. 2.
6.5.1. 1.
6.5.1. 2.
6.5.2. 1.
6.5.3. 1.
Khi sè l−îng mÉu thö kÐo lín h¬n 1 th× sù sai kh¸c gi÷a c¸c gi¸ trÞ giíi h¹n bÒn kÐo kh«ng ®−îc
v−ît qu¸ giíi h¹n sau:
giíi h¹n bÒn kÐo qui −íc tèi thiÓu, N/mm2 Sù sai kh¸c gi÷a c¸c gi¸ trÞ giíi h¹n bÒn kÐo, N/mm2
< 600 70
≥ 600 vµ < 900 100
≥ 900 120
C¸c trôc khuûu rÌn nhá ®−îc thö tÝnh chÊt c¬ häc theo l« vµ ph¶i cã ®é cøng phï hîp víi c¸c yªu
cÇu trong b¶ng 6.4.6-1, b¶ng 6.4.6-2 vµ b¶ng 6.4.6-3 víi gi¸ trÞ giíi h¹n bÒn kÐo qui −íc tèi thiÓu t−¬ng øng.
6.4.7. KiÓm tra kh«ng ph¸ hñy
TÊt c¶ c¸c vËt rÌn dïng chÕ t¹o trôc khuûu ph¶i ®−îc kiÓm tra tõ tÝnh theo môc 6,1,7,-3, NÕu cã
thÓ, tÊt c¶ c¸c bÒ mÆt ®−îc c¾t b»ng má c¾t mµ kh«ng ®−îc mµi s¹ch trong qu¸ tr×nh chÕ t¹o còng ph¶i ®−îc
kiÓm tra tõ tÝnh,
Nhµ chÕ t¹o ph¶i thùc hiÖn kiÓm tra siªu ©m tÊt c¶ c¸c vËt rÌn theo qui ®Þnh ë môc 6.1.7-5.
6.5. ThÐp rÌn dïng chÕ t¹o b¸nh r¨ng
6.5.1. Ph¹m vi ¸p dông
Nh÷ng qui ®Þnh ë phÇn nµy ®−îc ¸p dông cho thÐp rÌn c¸c bon, c¸c bon - manganes vµ thÐp rÌn
hîp kim dïng ®Ó chÕ t¹o c¸c b¸nh r¨ng dïng trong thiÕt bÞ ®Èy chÝnh (gearing for main propulsion) vµ cho m¸y
ph¸t ®iÖn,
ThÐp rÌn c¸c bon, c¸c bon-manganes cã thÓ dïng chÕ t¹o b¸nh r¨ng vµ vµnh r¨ng víi giíi h¹n
bÒn kÐo qui −íc tèi thiÓu kh«ng qu¸ 760 N/mm2, C¸c b¸nh r¨ng vµ vµnh r¨ng víi giíi h¹n bÒn kÐo qui −íc tèi
thiÓu lín h¬n 760 N/mm2 vµ tÊt c¶ c¸c b¸nh r¨ng chuyÒn hoÆc b¸nh r¨ng chuyÒn bäc ngoµi (pinion sleeve) ph¶i
®−îc chÕ t¹o tõ thÐp rÌn hîp kim thÝch hîp, Trong tr−êng hîp nµy, thµnh phÇn hãa häc, qu¸ tr×nh nhiÖt luyÖn vµ
tÝnh chÊt c¬ häc cña thÐp rÌn ph¶i ®−îc tr×nh cho §¨ng kiÓm duyÖt,
6.5.2. Ph©n lo¹i thÐp
ThÐp rÌn dïng chÕ t¹o b¸nh r¨ng ®−îc ph©n lo¹i theo qui ®Þnh ë b¶ng 6.5.5-1, b¶ng 6.5.5-2 vµ
6.5.5-3.
6.5.3. Thµnh phÇn hãa häc
Thµnh phÇn hãa häc cña thÐp rÌn c¸c bon vµ c¸c bon - m¨ng gan t¹i gÇu móc ph¶i phï hîp víi
c¸c yªu cÇu sau:
85
TCVN 7230:2003
C¸c bon : 0,65 % max
SilÝc : 0,45 % max
M¨ng gan: 0,3 - 1,50 %
L−u huúnh: 0,040 % max
Phèt pho : 0,040 % max
C¸c nguyªn tè kh¸c: Ni : 0,40 % max
Cr : 0,30 % max
Mo : 0,15 % max
Cu : 0,30 % max
6.5.3. 2.
6.5.4. 1.
6.5.4. 2.
6.5.4. 3.
6.5.4. 4.
6.5.4. 5.
Thµnh phÇn hãa häc cña thÐp rÌn hîp kim t¹i gÇu móc ph¶i phï hîp víi c¸c yªu cÇu sau:
C¸c bon : 0,45 % max
SilÝc : 0,45 % max
M¨ng gan: 0,35 - 1,0 %
L−u huúnh: 0,035 % max
Phèt pho : 0,035 % max
Niken : 3,50 % max
Cr«m : 3,50 % max
MolÝp®en : 0,70 % max
Cu : 0,30 % max
6.5.4. NhiÖt luyÖn
Ngo¹i trõ nh÷ng ®iÒu ®−îc ®−a ra ë môc 6.5.4 - 4 vµ 6.5.4 - 5, vËt rÌn ph¶i ®−îc th−êng hãa vµ
ram hoÆc t«i vµ ram, NhiÖt ®é ram kh«ng ®−îc nhá h¬n 5500c,
Khi vËt rÌn ®−îc gia c«ng b»ng m¸y tr−íc khi nhiÖt luyÖn, phÇn vËt liÖu ®Ó l¹i cho gia c«ng b»ng
m¸y lÇn cuèi ph¶i ®ñ ®Ó tÈy s¹ch líp bÒ mÆt vËt liÖu bÞ khö c¸c bon hoÆc bÞ biÕn d¹ng,
Khi c¸c r¨ng cña b¸nh r¨ng chuyÒn hoÆc b¸nh r¨ng ®−îc gia c«ng lµm cøng bÒ mÆt nh− thÊm
c¸c bon, thÊm nit¬ hoÆc lµm cøng b»ng ph−¬ng ph¸p c¶m øng (induction hardened), qui tr×nh lµm cøng ph¶i
®−îc tr×nh cho §¨ng kiÓm phª duyÖt, nhµ chÕ t¹o b¸nh r¨ng sÏ ph¶i lµm mÉu ®Ó chøng minh c¸c r¨ng cña b¸nh
r¨ng chuyÒn hoÆc b¸nh r¨ng ®−îc gia c«ng lµm cøng bÒ mÆt theo qui tr×nh cã tÝnh chÊt c¬ häc tháa m·n c¸c
yªu cÇu cña thiÕt kÕ,
Khi c¸c r¨ng ®−îc gia c«ng lµm cøng bÒ mÆt b»ng ph−¬ng ph¸p thÊm nit¬ hoÆc lµm cøng b»ng
ph−¬ng ph¸p c¶m øng (induction hardened) sau khi gia c«ng b»ng m¸y, vËt rÌn ph¶i ®−îc nhiÖt luyÖn ph¶i ®−îc
tiÕn hµnh t¹i nh÷ng giai ®o¹n thÝch hîp trong qu¸ tr×nh chÕ t¹o ®Ó phï hîp víi viÖc lµm cøng bÒ mÆt,
ThÐp rÌn ®Ó chÕ t¹o c¸c b¸nh r¨ng ®−îc thÊm c¸c bon sau khi gia c«ng b»ng m¸y lÇn cuèi, ph¶i
86
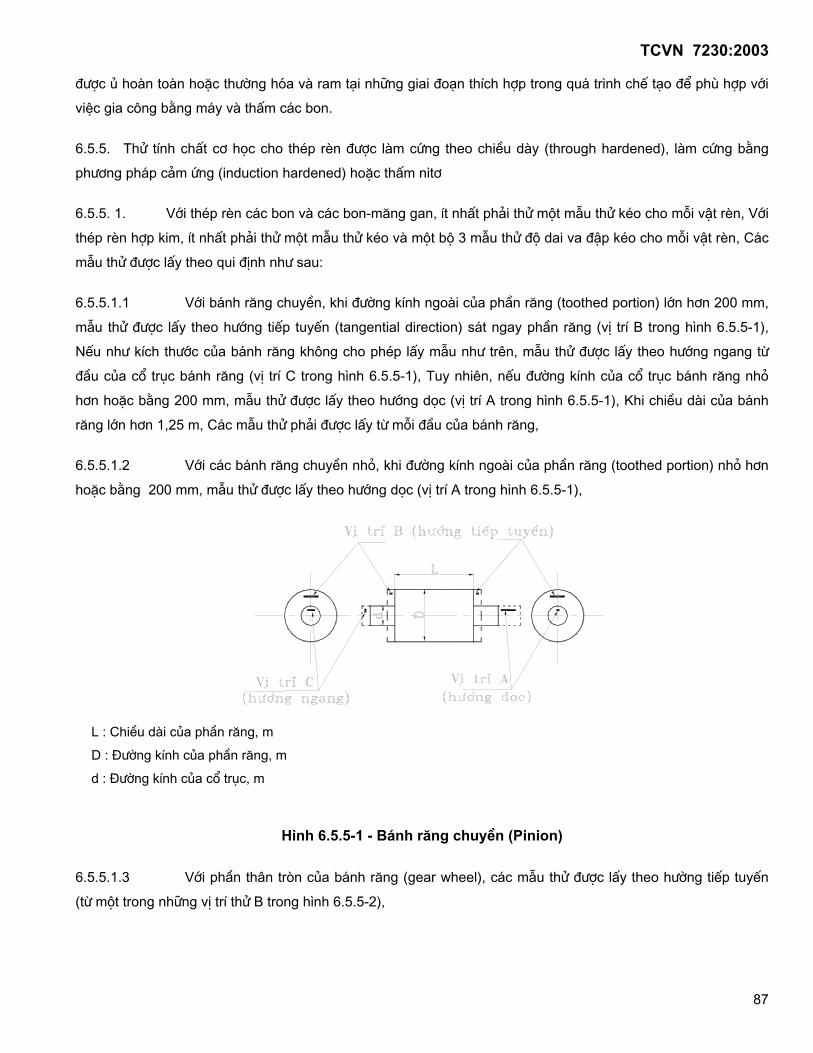
TCVN 7230:2003
®−îc ñ hoµn toµn hoÆc th−êng hãa vµ ram t¹i nh÷ng giai ®o¹n thÝch hîp trong qu¸ tr×nh chÕ t¹o ®Ó phï hîp víi
viÖc gia c«ng b»ng m¸y vµ thÊm c¸c bon.
6.5.5. Thö tÝnh chÊt c¬ häc cho thÐp rÌn ®−îc lµm cøng theo chiÒu dµy (through hardened), lµm cøng b»ng
ph−¬ng ph¸p c¶m øng (induction hardened) hoÆc thÊm nit¬
6.5.5. 1. Víi thÐp rÌn c¸c bon vµ c¸c bon-m¨ng gan, Ýt nhÊt ph¶i thö mét mÉu thö kÐo cho mçi vËt rÌn, Víi
thÐp rÌn hîp kim, Ýt nhÊt ph¶i thö mét mÉu thö kÐo vµ mét bé 3 mÉu thö ®é dai va ®Ëp kÐo cho mçi vËt rÌn, C¸c
mÉu thö ®−îc lÊy theo qui ®Þnh nh− sau:
6.5.5.1.1 Víi b¸nh r¨ng chuyÒn, khi ®−êng kÝnh ngoµi cña phÇn r¨ng (toothed portion) lín h¬n 200 mm,
mÉu thö ®−îc lÊy theo h−íng tiÕp tuyÕn (tangential direction) s¸t ngay phÇn r¨ng (vÞ trÝ B trong h×nh 6.5.5-1),
NÕu nh− kÝch th−íc cña b¸nh r¨ng kh«ng cho phÐp lÊy mÉu nh− trªn, mÉu thö ®−îc lÊy theo h−íng ngang tõ
®Çu cña cæ trôc b¸nh r¨ng (vÞ trÝ C trong h×nh 6.5.5-1), Tuy nhiªn, nÕu ®−êng kÝnh cña cæ trôc b¸nh r¨ng nhá
h¬n hoÆc b»ng 200 mm, mÉu thö ®−îc lÊy theo h−íng däc (vÞ trÝ A trong h×nh 6.5.5-1), Khi chiÒu dµi cña b¸nh
r¨ng lín h¬n 1,25 m, C¸c mÉu thö ph¶i ®−îc lÊy tõ mçi ®Çu cña b¸nh r¨ng,
6.5.5.1.2 Víi c¸c b¸nh r¨ng chuyÒn nhá, khi ®−êng kÝnh ngoµi cña phÇn r¨ng (toothed portion) nhá h¬n
hoÆc b»ng 200 mm, mÉu thö ®−îc lÊy theo h−íng däc (vÞ trÝ A trong h×nh 6.5.5-1),
L : ChiÒu dµi cña phÇn r¨ng, m
D : §−êng kÝnh cña phÇn r¨ng, m
d : §−êng kÝnh cña cæ trôc, m
H×nh 6.5.5-1 - B¸nh r¨ng chuyÒn (Pinion)
6.5.5.1.3 Víi phÇn th©n trßn cña b¸nh r¨ng (gear wheel), c¸c mÉu thö ®−îc lÊy theo h−êng tiÕp tuyÕn
(tõ mét trong nh÷ng vÞ trÝ thö B trong h×nh 6.5.5-2),
87

TCVN 7230:2003
VÞ trÝ B(h−íng tiÕp tuyÕn)
H×nh 6.5.5-2 - PhÇn th©n trßn cña b¸nh r¨ng (Gear wheel)
6.5.5.1.4 §èi víi vµnh r¨ng (gear wheel rim), c¸c mÉu thö ®−îc lÊy theo h−íng chu vi cña vµnh r¨ng
(circumferential direction) (tõ mét trong nh÷ng vÞ trÝ thö A trong h×nh 6.5.5-3), Khi ®−êng kÝnh ngoµi lín h¬n 2,5 m
hoÆc khèi l−îng cña vµnh r¨ng (kh«ng tÝnh mÉu thö) lín h¬n 3 tÊn, c¸c mÉu thö ®−îc lÊy tõ 2 vÞ trÝ ®èi xøng qua
®−êng kÝnh (vÞ trÝ A trong h×nh 6.5.5-3),
VÞ trÝ A(h−íng chu vi)
VÞ trÝ A(h−íng chu vi)
H×nh 6.5.5-3 - Vµnh r¨ng (Gear rim)
6.5.5.1.5 Víi b¸nh r¨ng chuyÒn bäc ngoµi, c¸c mÉu thö ®−îc lÊy theo h−íng trßn theo chu vi cña b¸nh
r¨ng (circumferential direction) (tõ mét trong nh÷ng vÞ trÝ thö C trong h×nh 6.5.4-4. Khi chiÒu dµi cña b¸nh r¨ng
lín h¬n 1,25 m, c¸c mÉu thö ®−îc lÊy tõ mçi ®Çu cña b¸nh r¨ng.
88
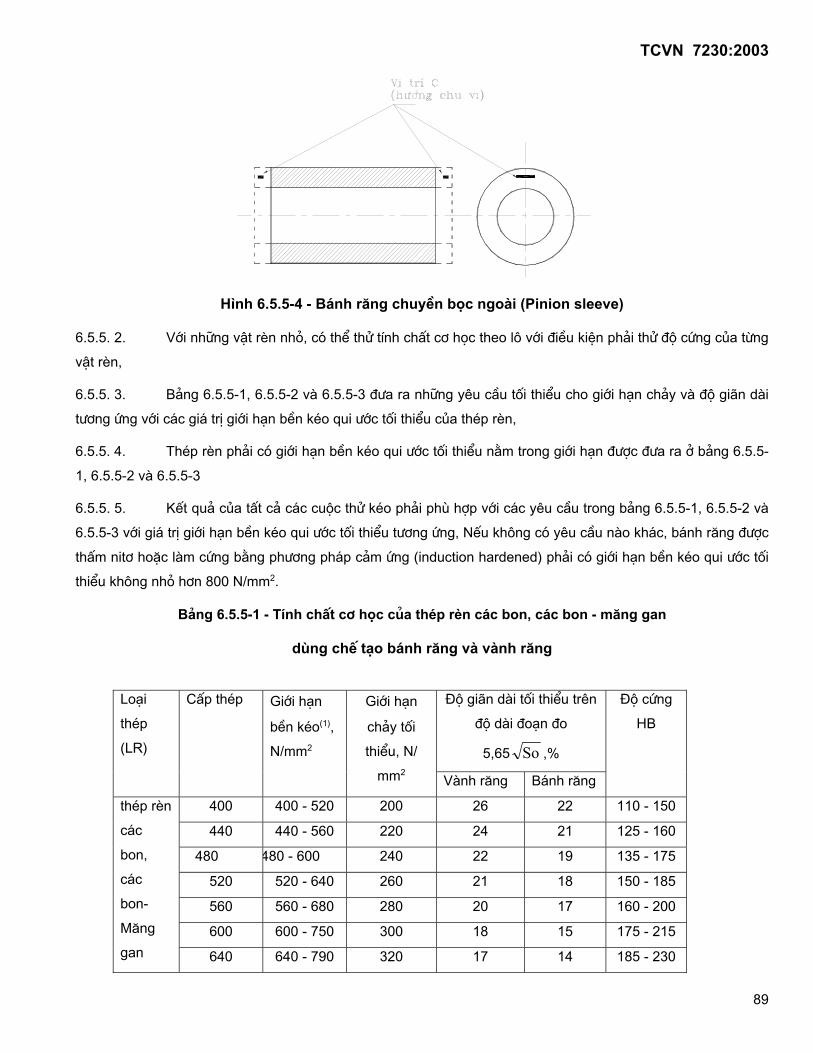
TCVN 7230:2003
H×nh 6.5.5-4 - B¸nh r¨ng chuyÒn bäc ngoµi (Pinion sleeve)
6.5.5. 2.
6.5.5. 3.
6.5.5. 4.
6.5.5. 5.
Víi nh÷ng vËt rÌn nhá, cã thÓ thö tÝnh chÊt c¬ häc theo l« víi ®iÒu kiÖn ph¶i thö ®é cøng cña tõng
vËt rÌn,
B¶ng 6.5.5-1, 6.5.5-2 vµ 6.5.5-3 ®−a ra nh÷ng yªu cÇu tèi thiÓu cho giíi h¹n ch¶y vµ ®é gi·n dµi
t−¬ng øng víi c¸c gi¸ trÞ giíi h¹n bÒn kÐo qui −íc tèi thiÓu cña thÐp rÌn,
ThÐp rÌn ph¶i cã giíi h¹n bÒn kÐo qui −íc tèi thiÓu n»m trong giíi h¹n ®−îc ®−a ra ë b¶ng 6.5.5-
1, 6.5.5-2 vµ 6.5.5-3
KÕt qu¶ cña tÊt c¶ c¸c cuéc thö kÐo ph¶i phï hîp víi c¸c yªu cÇu trong b¶ng 6.5.5-1, 6.5.5-2 vµ
6.5.5-3 víi gi¸ trÞ giíi h¹n bÒn kÐo qui −íc tèi thiÓu t−¬ng øng, NÕu kh«ng cã yªu cÇu nµo kh¸c, b¸nh r¨ng ®−îc
thÊm nit¬ hoÆc lµm cøng b»ng ph−¬ng ph¸p c¶m øng (induction hardened) ph¶i cã giíi h¹n bÒn kÐo qui −íc tèi
thiÓu kh«ng nhá h¬n 800 N/mm2.
B¶ng 6.5.5-1 - TÝnh chÊt c¬ häc cña thÐp rÌn c¸c bon, c¸c bon - m¨ng gan
dïng chÕ t¹o b¸nh r¨ng vµ vµnh r¨ng
§é gi·n dµi tèi thiÓu trªn
®é dµi ®o¹n ®o
5,65 So ,%
Lo¹i
thÐp
(LR)
CÊp thÐp giíi h¹n
bÒn kÐo(1),
N/mm2
giíi h¹n
ch¶y tèi
thiÓu, N/
mm2 Vµnh r¨ng B¸nh r¨ng
§é cøng
HB
400 400 - 520 200 26 22 110 - 150
440 440 - 560 220 24 21 125 - 160
480 480 - 600 240 22 19 135 - 175
520 520 - 640 260 21 18 150 - 185
560 560 - 680 280 20 17 160 - 200
600 600 - 750 300 18 15 175 - 215
thÐp rÌn
c¸c
bon,
c¸c
bon-
M¨ng
gan 640 640 - 790 320 17 14 185 - 230
89

TCVN 7230:2003
B¶ng 6.5.5-2 - TÝnh chÊt c¬ häc cña thÐp rÌn c¸c bon, c¸c bon - m¨ng gan
dïng chÕ t¹o b¸nh r¨ng vµ vµnh r¨ng (tiÕp theo)
§é gi·n dµi tèi thiÓu trªn
®é dµi ®o¹n ®o
5,65 So ,%
Lo¹i thÐp (LR) CÊp
thÐp
giíi h¹n
bÒn
kÐo(1),
N/mm2
giíi h¹n
ch¶y tèi
thiÓu, N/
mm2 Vµnh r¨ng B¸nh r¨ng
§é cøng
HB
680 680 - 830 340 16 14 200 - 240
720 720 - 870 360 15 13 210 - 250
thÐp rÌn c¸c
bon, c¸c bon-
M¨ng gan 760 760 - 910 380 14 12 225 - 265
C¸c gi¸ trÞ trung gian ®−îc lÊy b»ng ph−¬ng ph¸p néi suy
Chó thÝch - (1) - khi giíi h¹n bÒn kÐo qui −íc tèi thiÓu lín h¬n 700 N/mm2, vËt rÌn ph¶i ®−îc t«i vµ ram,
6.5.5. 6.
6.5.5. 7.
Khi sè l−îng mÉu thö kÐo lín h¬n 1 th× sù sai kh¸c gi÷a c¸c gi¸ trÞ giíi h¹n bÒn kÐo kh«ng ®−îc
v−ît qu¸ giíi h¹n sau:
giíi h¹n bÒn kÐo qui −íc tèi thiÓu, N/mm2 Sù sai kh¸c gi÷a c¸c gi¸ trÞ giíi h¹n bÒn kÐo, N/mm2
< 600 70
≥ 600 vµ < 900 100
≥ 900 120
Víi thÐp rÌn hîp kim, Thö ®é dai va ®Ëp ®−îc thùc hiÖn ë nhiÖt ®é b×nh th−êng vµ gi¸ trÞ n¨ng
l−îng hÊp thô trung b×nh ph¶i phï hîp víi c¸c yªu cÇu ®−a ra ë b¶ng 6.5.4-2 vµ 6.5.4-3, NÕu n¨ng l−îng hÊp
thô cña 2 mÉu thö trë lªn trong bé mÉu thö nhá h¬n n¨ng l−îng hÊp thô trung b×nh tèi thiÓu hoÆc n¨ng l−îng
hÊp thô cña 1 mÉu thö nhá h¬n 70% n¨ng l−îng hÊp thô trung b×nh tèi thiÓu th× cuéc thö coi nh− kh«ng ®¹t,
90
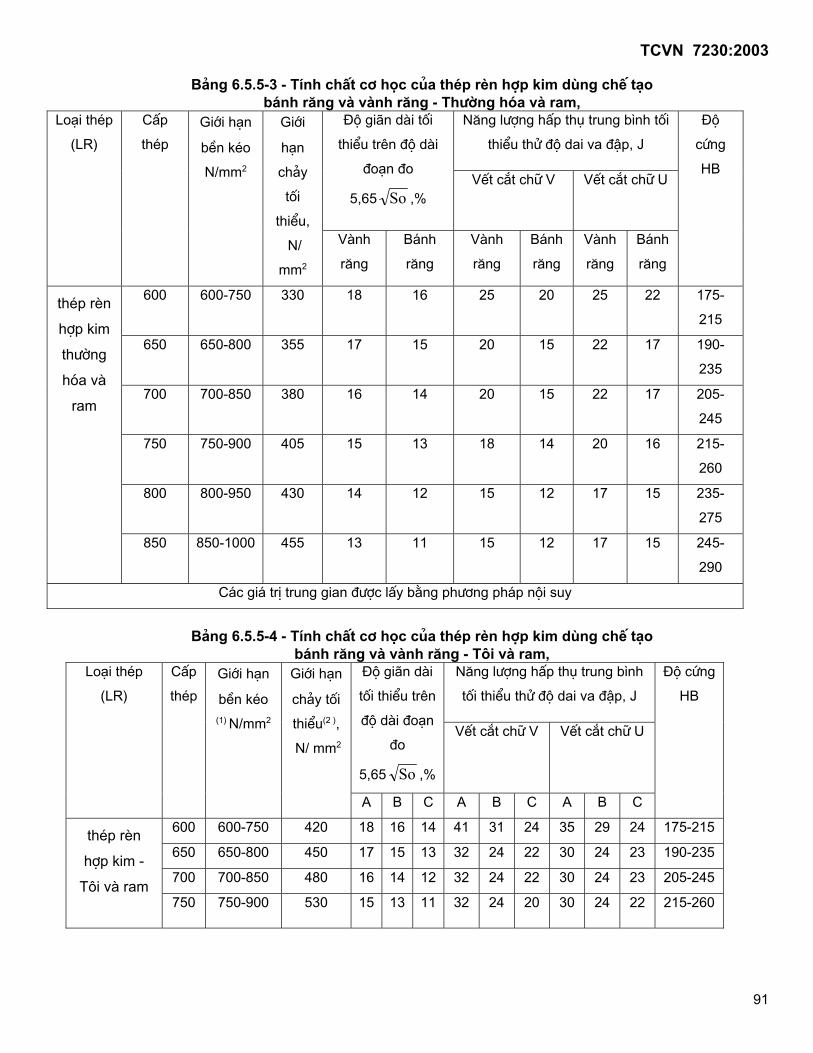
TCVN 7230:2003
B¶ng 6.5.5-3 - TÝnh chÊt c¬ häc cña thÐp rÌn hîp kim dïng chÕ t¹o b¸nh r¨ng vµ vµnh r¨ng - Th−êng hãa vµ ram,
N¨ng l−îng hÊp thô trung b×nh tèi
thiÓu thö ®é dai va ®Ëp, J
§é gi·n dµi tèi
thiÓu trªn ®é dµi
®o¹n ®o
5,65 So ,% VÕt c¾t ch÷ V VÕt c¾t ch÷ U
Lo¹i thÐp
(LR)
CÊp
thÐp
giíi h¹n
bÒn kÐo
N/mm2
giíi
h¹n
ch¶y
tèi
thiÓu,
N/
mm2
Vµnh
r¨ng
B¸nh
r¨ng
Vµnh
r¨ng
B¸nh
r¨ng
Vµnh
r¨ng
B¸nh
r¨ng
§é
cøng
HB
600 600-750 330 18 16 25 20 25 22 175-
215
650 650-800 355 17 15 20 15 22 17 190-
235
700 700-850 380 16 14 20 15 22 17 205-
245
750 750-900 405 15 13 18 14 20 16 215-
260
800 800-950 430 14 12 15 12 17 15 235-
275
thÐp rÌn
hîp kim
th−êng
hãa vµ
ram
850 850-1000 455 13 11 15 12 17 15 245-
290
C¸c gi¸ trÞ trung gian ®−îc lÊy b»ng ph−¬ng ph¸p néi suy
B¶ng 6.5.5-4 - TÝnh chÊt c¬ häc cña thÐp rÌn hîp kim dïng chÕ t¹o
b¸nh r¨ng vµ vµnh r¨ng - T«i vµ ram, N¨ng l−îng hÊp thô trung b×nh
tèi thiÓu thö ®é dai va ®Ëp, J
§é gi·n dµi
tèi thiÓu trªn
®é dµi ®o¹n
®o
5,65 So ,%
VÕt c¾t ch÷ V VÕt c¾t ch÷ U
Lo¹i thÐp
(LR)
CÊp
thÐp
giíi h¹n
bÒn kÐo (1) N/mm2
giíi h¹n
ch¶y tèi
thiÓu(2 ),
N/ mm2
A B C A B C A B C
§é cøng
HB
600 600-750 420 18 16 14 41 31 24 35 29 24 175-215
650 650-800 450 17 15 13 32 24 22 30 24 23 190-235
700 700-850 480 16 14 12 32 24 22 30 24 23 205-245
thÐp rÌn
hîp kim -
T«i vµ ram
750 750-900 530 15 13 11 32 24 20 30 24 22 215-260
91
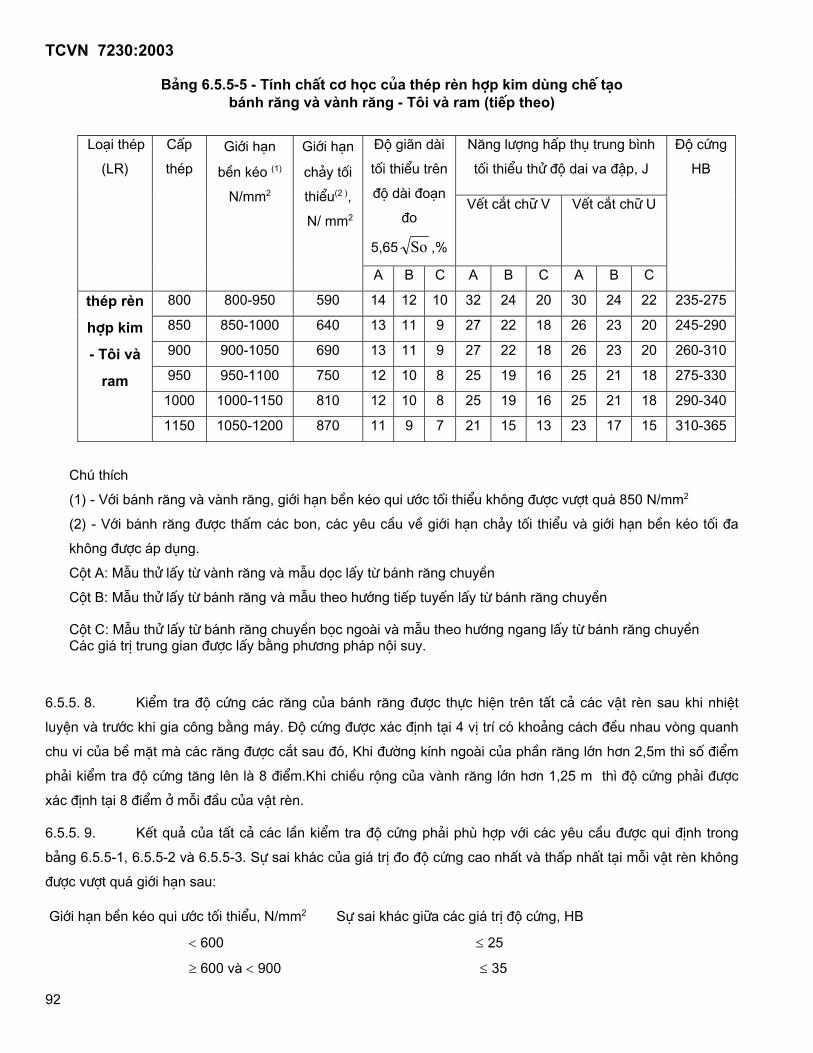
TCVN 7230:2003
B¶ng 6.5.5-5 - TÝnh chÊt c¬ häc cña thÐp rÌn hîp kim dïng chÕ t¹o b¸nh r¨ng vµ vµnh r¨ng - T«i vµ ram (tiÕp theo)
N¨ng l−îng hÊp thô trung b×nh
tèi thiÓu thö ®é dai va ®Ëp, J
§é gi·n dµi
tèi thiÓu trªn
®é dµi ®o¹n
®o
5,65 So ,%
VÕt c¾t ch÷ V VÕt c¾t ch÷ U
Lo¹i thÐp
(LR)
CÊp
thÐp
giíi h¹n
bÒn kÐo (1)
N/mm2
giíi h¹n
ch¶y tèi
thiÓu(2 ),
N/ mm2
A B C A B C A B C
§é cøng
HB
800 800-950 590 14 12 10 32 24 20 30 24 22 235-275
850 850-1000 640 13 11 9 27 22 18 26 23 20 245-290
900 900-1050 690 13 11 9 27 22 18 26 23 20 260-310
950 950-1100 750 12 10 8 25 19 16 25 21 18 275-330
1000 1000-1150 810 12 10 8 25 19 16 25 21 18 290-340
thÐp rÌn
hîp kim
- T«i vµ
ram
1150 1050-1200 870 11 9 7 21 15 13 23 17 15 310-365
Chó thÝch
(1) - Víi b¸nh r¨ng vµ vµnh r¨ng, giíi h¹n bÒn kÐo qui −íc tèi thiÓu kh«ng ®−îc v−ît qu¸ 850 N/mm2
(2) - Víi b¸nh r¨ng ®−îc thÊm c¸c bon, c¸c yªu cÇu vÒ giíi h¹n ch¶y tèi thiÓu vµ giíi h¹n bÒn kÐo tèi ®a
kh«ng ®−îc ¸p dông.
Cét A: MÉu thö lÊy tõ vµnh r¨ng vµ mÉu däc lÊy tõ b¸nh r¨ng chuyÒn
Cét B: MÉu thö lÊy tõ b¸nh r¨ng vµ mÉu theo h−íng tiÕp tuyÕn lÊy tõ b¸nh r¨ng chuyÒn
Cét C: MÉu thö lÊy tõ b¸nh r¨ng chuyÒn bäc ngoµi vµ mÉu theo h−íng ngang lÊy tõ b¸nh r¨ng chuyÒn C¸c gi¸ trÞ trung gian ®−îc lÊy b»ng ph−¬ng ph¸p néi suy.
6.5.5. 8.
6.5.5. 9.
KiÓm tra ®é cøng c¸c r¨ng cña b¸nh r¨ng ®−îc thùc hiÖn trªn tÊt c¶ c¸c vËt rÌn sau khi nhiÖt
luyÖn vµ tr−íc khi gia c«ng b»ng m¸y. §é cøng ®−îc x¸c ®Þnh t¹i 4 vÞ trÝ cã kho¶ng c¸ch ®Òu nhau vßng quanh
chu vi cña bÒ mÆt mµ c¸c r¨ng ®−îc c¾t sau ®ã, Khi ®−êng kÝnh ngoµi cña phÇn r¨ng lín h¬n 2,5m th× sè ®iÓm
ph¶i kiÓm tra ®é cøng t¨ng lªn lµ 8 ®iÓm.Khi chiÒu réng cña vµnh r¨ng lín h¬n 1,25 m th× ®é cøng ph¶i ®−îc
x¸c ®Þnh t¹i 8 ®iÓm ë mçi ®Çu cña vËt rÌn.
KÕt qu¶ cña tÊt c¶ c¸c lÇn kiÓm tra ®é cøng ph¶i phï hîp víi c¸c yªu cÇu ®−îc qui ®Þnh trong
b¶ng 6.5.5-1, 6.5.5-2 vµ 6.5.5-3. Sù sai kh¸c cña gi¸ trÞ ®o ®é cøng cao nhÊt vµ thÊp nhÊt t¹i mçi vËt rÌn kh«ng
®−îc v−ît qu¸ giíi h¹n sau:
giíi h¹n bÒn kÐo qui −íc tèi thiÓu, N/mm2 Sù sai kh¸c gi÷a c¸c gi¸ trÞ ®é cøng, HB
< 600 ≤ 25
≥ 600 vµ < 900 ≤ 35
92
TCVN 7230:2003
≥ 900 ≤ 42
6.5.5. 10.
6.5.6. 1.
6.5.6. 2.
6.5.6. 3.
6.5.6. 4.
6.5.6. 5.
6.5.6. 6.
6.5.6. 7.
6.5.7. 1.
6.5.7. 2.
§èi víi vËt rÌn ®−îc lµm cøng b»ng ph−¬ng ph¸p c¶m øng, hoÆc thÊm Nit¬, ph¶i thùc hiÖn kiÓm
tra ®é cøng c¸c r¨ng sau khi lµm cøng bÒ mÆt vµ mµi. KÕt qu¶ thö ®é cøng ph¶i phï hîp víi c¸c yªu cÇu cña
thiÕt kÕ b¸nh r¨ng,
6.5.6. Thö tÝnh chÊt c¬ häc cho thÐp rÌn ®−îc thÊm c¸c bon
C¸c mÉu thö ph¶i ®−îc chuÈn bÞ cho c¸c cuéc thö s¬ bé vËt rÌn vµ c¸c cuéc thö cuèi cïng sau
khi thÊm c¸c bon, Hai bé mÉu thö ®−îc lÊy tõ c¸c vÞ trÝ nh− trong môc 6.5.5 - 1, ngo¹i trõ nh÷ng ®iÒu sau: BÊt kÓ
kÝch th−íc vµ khèi l−îng vËt rÌn nh− thÕ nµo, c¸c cuéc thö ph¶i ®−îc thùc hiÖn t¹i mét vÞ trÝ duy nhÊt vµ trong
tr−êng hîp vËt rÌn cã toµn bé c¸c cæ trôc ®−îc c¾t theo h−íng däc th× vËt liÖu thö ®−îc gia c«ng b»ng m¸y ®Õn
®−êng kÝnh D/4 hoÆc 60 mm, lÊy gi¸ trÞ nhá h¬n, Víi D lµ ®−êng kÝnh ngoµi cña phÇn r¨ng.
Víi vËt rÌn nhá khi thö tÝnh chÊt c¬ häc theo l«, vËt liÖu thö cã thÓ ®−îc lÊy tõ phÇn thÐp d− trong
cïng mÎ luyÖn mµ cã tØ sè rÌn xÊp xØ b»ng tØ sè rÌn cña b¸nh r¨ng rÌn.
Víi c¸c cuéc thö s¬ bé vËt rÌn, mét bé mÉu thö ®−îc lÊy tõ vËt liÖu thö ®−îc thÊm c¸c bon hoµn
toµn (blank carburizing) vµ ®−îc nhiÖt luyÖn theo qu¸ tr×nh sÏ ®−îc ¸p dông ®èi víi vËt rÌn sau ®ã.
Víi c¸c cuéc thö ®¸nh gi¸ cuèi cïng, mét bé mÉu thö thø hai ®−îc lÊy tõ vËt liÖu thö ®−îc thÊm
c¸c bon hoµn toµn (blank carburized) vµ ®−îc nhiÖt luyÖn cïng víi vËt rÌn mµ nã ®¹i diÖn.
Tïy thuéc vµo nhµ chÕ t¹o b¸nh r¨ng, c¸c mÉu thö cña vËt rÌn cã mÆt c¾t ngang lín h¬n qui ®Þnh
ë 6.5.6 - 1 cã thÓ hoÆc ®−îc thÊm c¸c bon hoÆc thÊm c¸c bon hoµn toµn (blank carburized), nh−ng chóng ph¶i
®−îc gia c«ng b»ng m¸y ®Õn ®−êng kÝnh yªu cÇu tr−íc khi t«i vµ nhiÖt luyÖn gi¶m øng suÊt lÇn cuèi.
Ýt nhÊt mét mÉu thö kÐo vµ 3 mÉu thö ®é dai va ®Ëp ®−îc chuÈn bÞ tõ mçi bé vËt liÖu thö.
NÕu kh«ng cã qui ®Þnh nµo kh¸c, giíi h¹n bÒn kÐo qui −íc tèi thiÓu kh«ng ®−îc nhá h¬n 750
N/mm2 vµ kÕt qu¶ cña tÊt c¶ c¸c cuéc thö kÐo vµ thö ®é dai va ®Ëp ph¶i phï hîp víi c¸c yªu cÇu ®−a ra ë b¶ng
6.5.5-3. Víi thö ®é dai va ®Ëp, nÕu n¨ng l−îng hÊp thô cña 2 mÉu thö trë lªn trong bé mÉu thö nhá h¬n n¨ng
l−îng hÊp thô trung b×nh tèi thiÓu hoÆc n¨ng l−îng hÊp thô cña 1 mÉu thö nhá h¬n 70% n¨ng l−îng hÊp thô
trung b×nh tèi thiÓu th× cuéc thö coi nh− kh«ng ®¹t.
6.5.7. KiÓm tra kh«ng ph¸ hñy
KiÓm tra tõ tÝnh hoÆc chÊt láng thÈm thÊu ph¶i ®−îc thùc hiÖn t¹i c¸c r¨ng cña toµn bé bÒ mÆt
®−îc lµm cøng cña vËt rÌn, §èi víi c¸c b¸nh r¨ng rÌn ®−îc lµm cøng qua chiÒu dµy, c¸c r¨ng sau khi gia c«ng
b»ng m¸y còng cã thÓ ®−îc yªu cÇu kiÓm tra tõ tÝnh hoÆc chÊt láng thÈm thÊu.
Nhµ chÕ t¹o ph¶i thùc hiÖn kiÓm tra siªu ©m tÊt c¶ c¸c vËt rÌn cã ®−êng kÝnh ngoµi cña bÒ mÆt,
n¬i c¸c r¨ng ®−îc c¾t, lín h¬n 200 mm. Biªn b¶n kiÓm tra siªu ©m, víi x¸c nhËn vËt rÌn kh«ng cã khuyÕt tËt
93
TCVN 7230:2003
bªn trong, ph¶i ®−îc tr×nh cho §¨ng kiÓm duyÖt.
6.5.7. 3.
6.6.1. 1.
6.6.1. 2.
6.6.1. 3.
T¹i c¸c b¸nh r¨ng rÌn víi c¸c r¨ng ®−îc lµm cøng bÒ mÆt, c¸c mÉu thö thªm cã thÓ ®−îc yªu
cÇu ®i kÌm víi vËt rÌn vµ ®−îc dïng ®Ó x¸c ®Þnh chiÒu s©u cña líp bÒ mÆt ®−îc lµm cøng. C¸c cuéc thö nµy
®−îc thùc hiÖn tïy thuéc vµo sù chØ ®Þnh cña §¨ng kiÓm viªn vµ ®èi víi c¸c b¸nh r¨ng ®−îc lµm cøng b»ng
ph−¬ng ph¸p c¶m øng hoÆc thÊm c¸c bon chiÒu s©u cña líp bÒ mÆt ®−îc lµm cøng ph¶i phï hîp víi c¸c yªu
cÇu cña thiÕt kÕ b¸nh r¨ng, §èi víi c¸c b¸nh r¨ng ®−îc thÊm nit¬, toµn bé chiÒu s©u cña líp bÒ mÆt ®−îc lµm
cøng kh«ng ®−îc nhá h¬n 0,5 mm vµ ®é cøng t¹i ®é s©u 0,25 mm kh«ng ®−îc nhá h¬n 500 DPN ( chØ sè ®é
cøng Vickers - diamond pyramid hardness number).
6.6. ThÐp rÌn dïng chÕ t¹o tua bin
6.6.1. Ph¹m vi ¸p dông
Nh÷ng yªu cÇu qui ®Þnh ë phÇn nµy ®−îc ¸p dông cho thÐp rÌn ferit dïng chÕ t¹o c¸c r« to tua
bin, ®Üa vµ trôc quay tua bin, c¸c r« to tua bin cña m¸y ph¸t ®iÖn vµ c¸c r« to cña m¸y nÐn,
C¸c ®Æc tÝnh cña thÐp rÌn hîp kim dïng chÕ t¹o tua bin nh− thµnh phÇn hãa häc, qu¸ tr×nh nhiÖt
luyÖn vµ tÝnh chÊt c¬ häc ph¶i ®−îc tr×nh cho §¨ng kiÓm xÐt duyÖt,
§èi víi c¸c r« to cã c¸c kÕt cÊu hµn, thµnh phÇn hãa häc cña thÐp rÌn dïng chÕ t¹o r« to ph¶i
®−îc tr×nh cho §¨ng kiÓm xÐt duyÖt.
6.6.2. Ph©n lo¹i thÐp
ThÐp rÌn dïng chÕ t¹o tua bin ®−îc ph©n lo¹i theo qui ®Þnh ë b¶ng 6.6.6-1vµ b¶ng 6.6.6-2.
6.6.3. Qui tr×nh chÕ t¹o
ThÐp rÌn ph¶i ®−îc chÕ t¹o theo c¸c yªu cÇu qui ®Þnh ë môc 6.1.2, ngo¹i trõ thÐp rÌn dïng chÕ t¹o r« to ph¶i cã
tØ sè rÌn kh«ng nhá h¬n 15,2
.
6.6.4. Thµnh phÇn hãa häc
6.6.4. 1. ThÐp rÌn c¸c bon ph¶i cã thµnh phÇn hãa häc t¹i mÎ luyÖn phï hîp víi c¸c yªu cÇu sau:
C¸c bon : 0,45 % max
Silic: 0,45 % max
M¨ng gan : 0,40 % min
L−u huúnh : 0,035 % max
Phèt pho : 0,035 % max
94
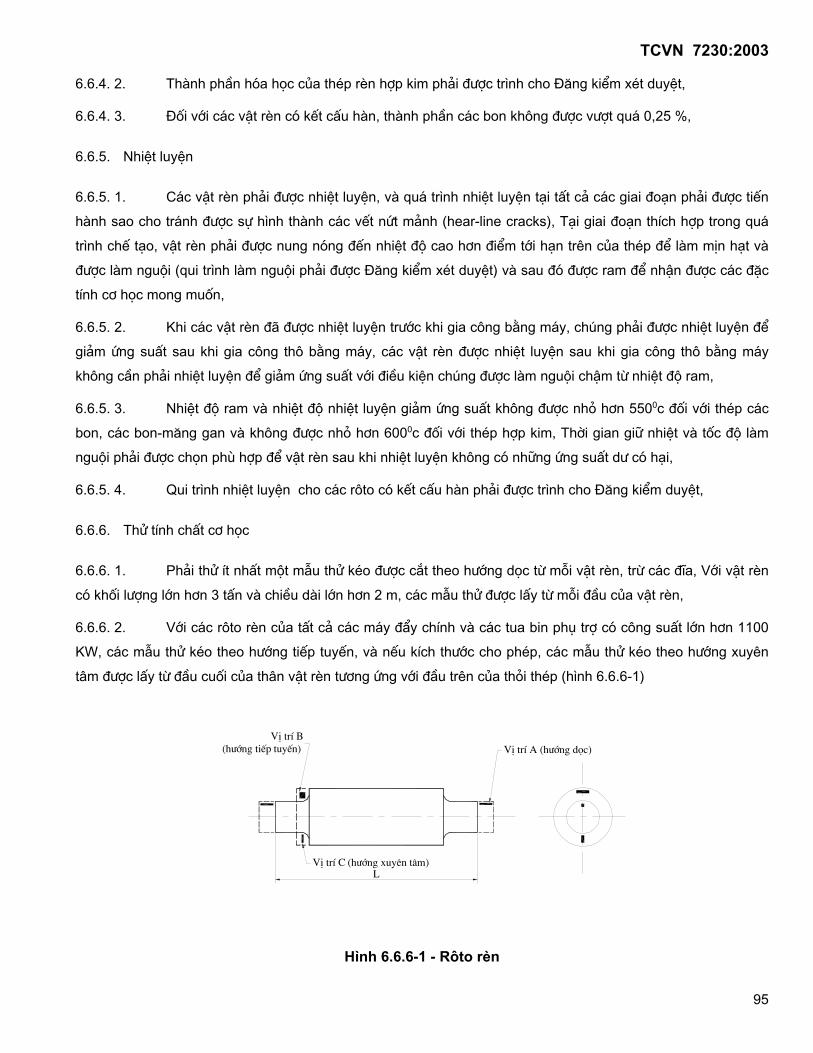
TCVN 7230:2003
6.6.4. 2.
6.6.4. 3.
6.6.5. 1.
6.6.5. 2.
6.6.5. 3.
6.6.5. 4.
6.6.6. 1.
6.6.6. 2.
Thµnh phÇn hãa häc cña thÐp rÌn hîp kim ph¶i ®−îc tr×nh cho §¨ng kiÓm xÐt duyÖt,
§èi víi c¸c vËt rÌn cã kÕt cÊu hµn, thµnh phÇn c¸c bon kh«ng ®−îc v−ît qu¸ 0,25 %,
6.6.5. NhiÖt luyÖn
C¸c vËt rÌn ph¶i ®−îc nhiÖt luyÖn, vµ qu¸ tr×nh nhiÖt luyÖn t¹i tÊt c¶ c¸c giai ®o¹n ph¶i ®−îc tiÕn
hµnh sao cho tr¸nh ®−îc sù h×nh thµnh c¸c vÕt nøt m¶nh (hear-line cracks), T¹i giai ®o¹n thÝch hîp trong qu¸
tr×nh chÕ t¹o, vËt rÌn ph¶i ®−îc nung nãng ®Õn nhiÖt ®é cao h¬n ®iÓm tíi h¹n trªn cña thÐp ®Ó lµm mÞn h¹t vµ
®−îc lµm nguéi (qui tr×nh lµm nguéi ph¶i ®−îc §¨ng kiÓm xÐt duyÖt) vµ sau ®ã ®−îc ram ®Ó nhËn ®−îc c¸c ®Æc
tÝnh c¬ häc mong muèn,
Khi c¸c vËt rÌn ®· ®−îc nhiÖt luyÖn tr−íc khi gia c«ng b»ng m¸y, chóng ph¶i ®−îc nhiÖt luyÖn ®Ó
gi¶m øng suÊt sau khi gia c«ng th« b»ng m¸y, c¸c vËt rÌn ®−îc nhiÖt luyÖn sau khi gia c«ng th« b»ng m¸y
kh«ng cÇn ph¶i nhiÖt luyÖn ®Ó gi¶m øng suÊt víi ®iÒu kiÖn chóng ®−îc lµm nguéi chËm tõ nhiÖt ®é ram,
NhiÖt ®é ram vµ nhiÖt ®é nhiÖt luyÖn gi¶m øng suÊt kh«ng ®−îc nhá h¬n 5500c ®èi víi thÐp c¸c
bon, c¸c bon-m¨ng gan vµ kh«ng ®−îc nhá h¬n 6000c ®èi víi thÐp hîp kim, Thêi gian gi÷ nhiÖt vµ tèc ®é lµm
nguéi ph¶i ®−îc chän phï hîp ®Ó vËt rÌn sau khi nhiÖt luyÖn kh«ng cã nh÷ng øng suÊt d− cã h¹i,
Qui tr×nh nhiÖt luyÖn cho c¸c r«to cã kÕt cÊu hµn ph¶i ®−îc tr×nh cho §¨ng kiÓm duyÖt,
6.6.6. Thö tÝnh chÊt c¬ häc
Ph¶i thö Ýt nhÊt mét mÉu thö kÐo ®−îc c¾t theo h−íng däc tõ mçi vËt rÌn, trõ c¸c ®Üa, Víi vËt rÌn
cã khèi l−îng lín h¬n 3 tÊn vµ chiÒu dµi lín h¬n 2 m, c¸c mÉu thö ®−îc lÊy tõ mçi ®Çu cña vËt rÌn,
Víi c¸c r«to rÌn cña tÊt c¶ c¸c m¸y ®Èy chÝnh vµ c¸c tua bin phô trî cã c«ng suÊt lín h¬n 1100
KW, c¸c mÉu thö kÐo theo h−íng tiÕp tuyÕn, vµ nÕu kÝch th−íc cho phÐp, c¸c mÉu thö kÐo theo h−íng xuyªn
t©m ®−îc lÊy tõ ®Çu cuèi cña th©n vËt rÌn t−¬ng øng víi ®Çu trªn cña thái thÐp (h×nh 6.6.6-1)
LVÞ trÝ C (h−íng xuyªn t©m)
VÞ trÝ B (h−íng tiÕp tuyÕn) VÞ trÝ A (h−íng däc)
H×nh 6.6.6-1 - R«to rÌn
95
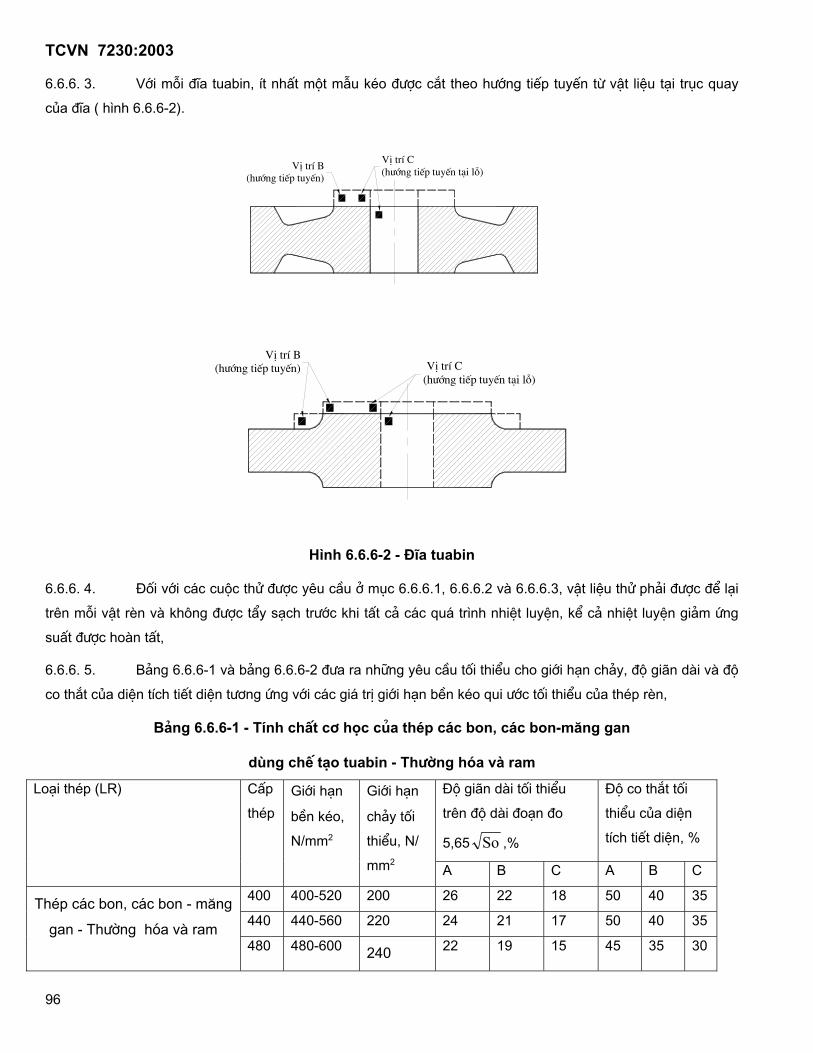
TCVN 7230:2003
6.6.6. 3. Víi mçi ®Üa tuabin, Ýt nhÊt mét mÉu kÐo ®−îc c¾t theo h−íng tiÕp tuyÕn tõ vËt liÖu t¹i trôc quay
cña ®Üa ( h×nh 6.6.6-2).
VÞ trÝ B(h−íng tiÕp tuyÕn)
VÞ trÝ C(h−íng tiÕp tuyÕn t¹i lç)
VÞ trÝ C(h−íng tiÕp tuyÕn t¹i lç)
VÞ trÝ B(h−íng tiÕp tuyÕn)
H×nh 6.6.6-2 - §Üa tuabin
6.6.6. 4.
6.6.6. 5.
§èi víi c¸c cuéc thö ®−îc yªu cÇu ë môc 6.6.6.1, 6.6.6.2 vµ 6.6.6.3, vËt liÖu thö ph¶i ®−îc ®Ó l¹i
trªn mçi vËt rÌn vµ kh«ng ®−îc tÈy s¹ch tr−íc khi tÊt c¶ c¸c qu¸ tr×nh nhiÖt luyÖn, kÓ c¶ nhiÖt luyÖn gi¶m øng
suÊt ®−îc hoµn tÊt,
B¶ng 6.6.6-1 vµ b¶ng 6.6.6-2 ®−a ra nh÷ng yªu cÇu tèi thiÓu cho giíi h¹n ch¶y, ®é gi·n dµi vµ ®é
co th¾t cña diÖn tÝch tiÕt diÖn t−¬ng øng víi c¸c gi¸ trÞ giíi h¹n bÒn kÐo qui −íc tèi thiÓu cña thÐp rÌn,
B¶ng 6.6.6-1 - TÝnh chÊt c¬ häc cña thÐp c¸c bon, c¸c bon-m¨ng gan
dïng chÕ t¹o tuabin - Th−êng hãa vµ ram
§é gi·n dµi tèi thiÓu
trªn ®é dµi ®o¹n ®o
5,65 So ,%
§é co th¾t tèi
thiÓu cña diÖn
tÝch tiÕt diÖn, %
Lo¹i thÐp (LR) CÊp
thÐp
giíi h¹n
bÒn kÐo,
N/mm2
giíi h¹n
ch¶y tèi
thiÓu, N/
mm2 A B C A B C
400 400-520 200 26 22 18 50 40 35
440 440-560 220 24 21 17 50 40 35ThÐp c¸c bon, c¸c bon - m¨ng
gan - Th−êng hãa vµ ram
480 480-600 240 22 19 15 45 35 30
96
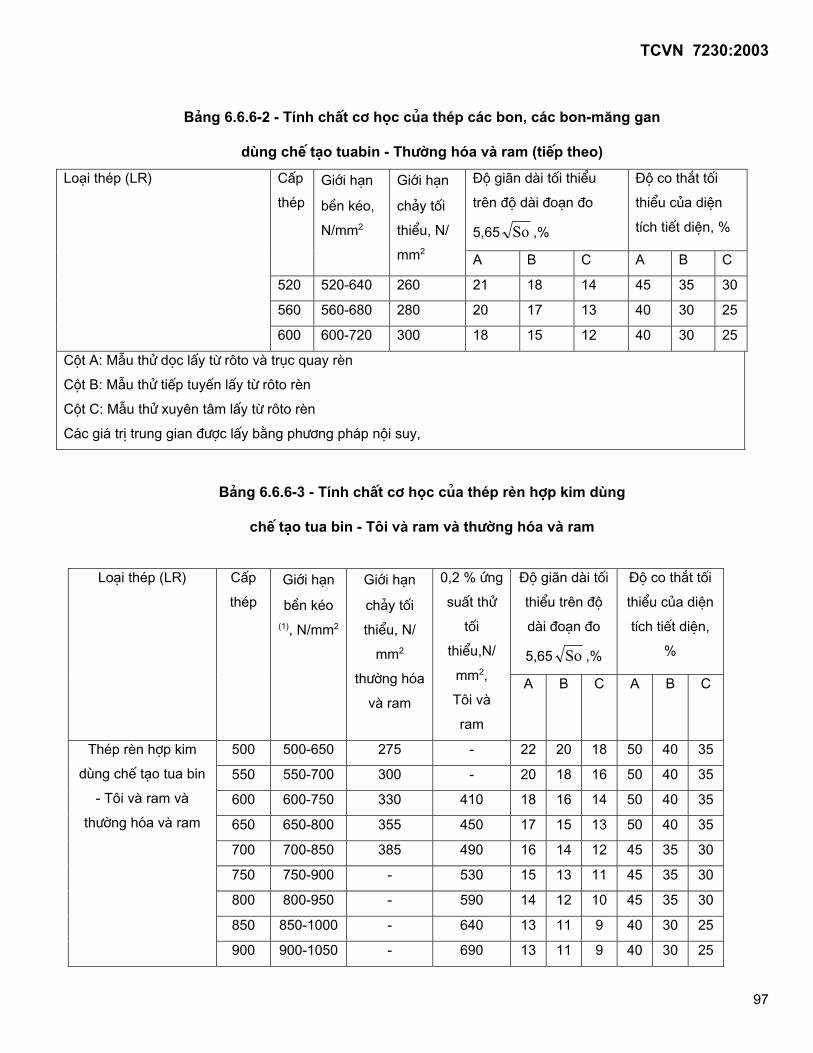
TCVN 7230:2003
B¶ng 6.6.6-2 - TÝnh chÊt c¬ häc cña thÐp c¸c bon, c¸c bon-m¨ng gan
dïng chÕ t¹o tuabin - Th−êng hãa vµ ram (tiÕp theo)
§é gi·n dµi tèi thiÓu
trªn ®é dµi ®o¹n ®o
5,65 So ,%
§é co th¾t tèi
thiÓu cña diÖn
tÝch tiÕt diÖn, %
CÊp
thÐp
giíi h¹n
bÒn kÐo,
N/mm2
giíi h¹n
ch¶y tèi
thiÓu, N/
mm2 A B C A B C
520 520-640 260 21 18 14 45 35 30
560 560-680 280 20 17 13 40 30 25
Lo¹i thÐp (LR)
600 600-720 300 18 15 12 40 30 25
Cét A: MÉu thö däc lÊy tõ r«to vµ trôc quay rÌn
Cét B: MÉu thö tiÕp tuyÕn lÊy tõ r«to rÌn
Cét C: MÉu thö xuyªn t©m lÊy tõ r«to rÌn
C¸c gi¸ trÞ trung gian ®−îc lÊy b»ng ph−¬ng ph¸p néi suy,
B¶ng 6.6.6-3 - TÝnh chÊt c¬ häc cña thÐp rÌn hîp kim dïng
chÕ t¹o tua bin - T«i vµ ram vµ th−êng hãa vµ ram
§é gi·n dµi tèi
thiÓu trªn ®é
dµi ®o¹n ®o
5,65 So ,%
§é co th¾t tèi
thiÓu cña diÖn
tÝch tiÕt diÖn,
%
Lo¹i thÐp (LR) CÊp
thÐp
giíi h¹n
bÒn kÐo
(1), N/mm2
giíi h¹n
ch¶y tèi
thiÓu, N/
mm2
th−êng hãa
vµ ram
0,2 % øng
suÊt thö
tèi
thiÓu,N/
mm2,
T«i vµ
ram
A B C A B C
500 500-650 275 - 22 20 18 50 40 35
550 550-700 300 - 20 18 16 50 40 35
600 600-750 330 410 18 16 14 50 40 35
650 650-800 355 450 17 15 13 50 40 35
700 700-850 385 490 16 14 12 45 35 30
750 750-900 - 530 15 13 11 45 35 30
800 800-950 - 590 14 12 10 45 35 30
850 850-1000 - 640 13 11 9 40 30 25
ThÐp rÌn hîp kim
dïng chÕ t¹o tua bin
- T«i vµ ram vµ
th−êng hãa vµ ram
900 900-1050 - 690 13 11 9 40 30 25
97
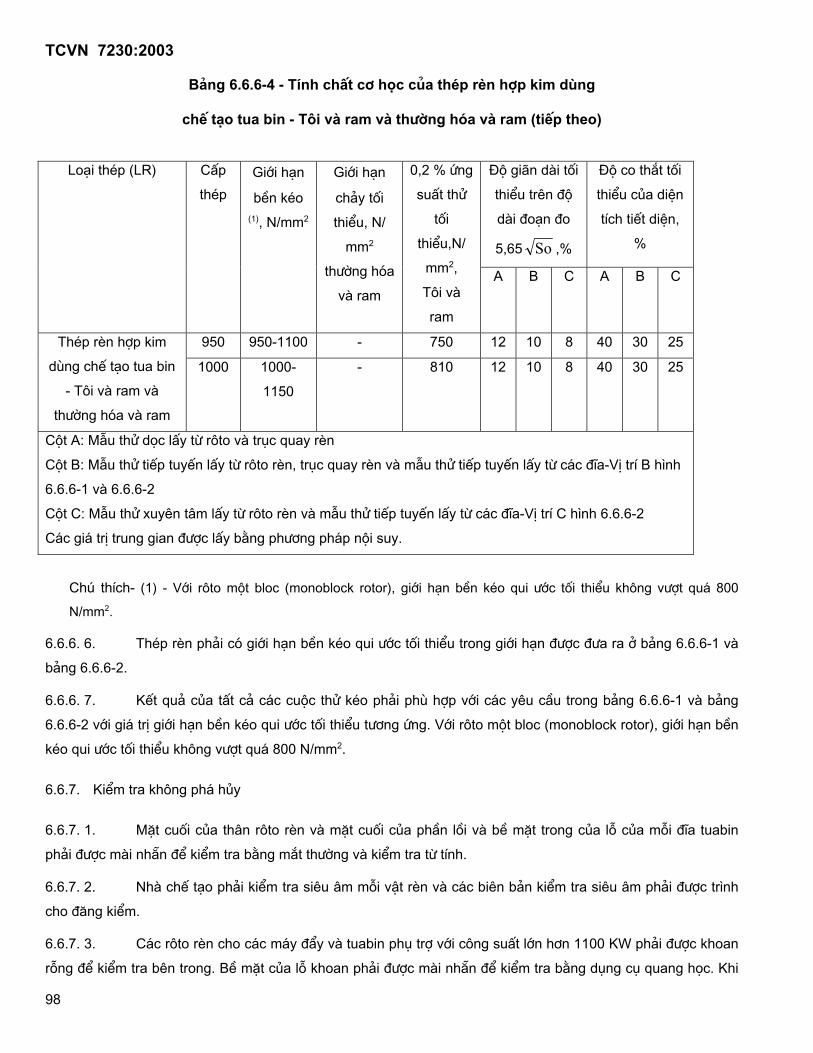
TCVN 7230:2003
B¶ng 6.6.6-4 - TÝnh chÊt c¬ häc cña thÐp rÌn hîp kim dïng
chÕ t¹o tua bin - T«i vµ ram vµ th−êng hãa vµ ram (tiÕp theo)
§é gi·n dµi tèi
thiÓu trªn ®é
dµi ®o¹n ®o
5,65 So ,%
§é co th¾t tèi
thiÓu cña diÖn
tÝch tiÕt diÖn,
%
Lo¹i thÐp (LR) CÊp
thÐp
giíi h¹n
bÒn kÐo
(1), N/mm2
giíi h¹n
ch¶y tèi
thiÓu, N/
mm2
th−êng hãa
vµ ram
0,2 % øng
suÊt thö
tèi
thiÓu,N/
mm2,
T«i vµ
ram
A B C A B C
950 950-1100 - 750 12 10 8 40 30 25ThÐp rÌn hîp kim
dïng chÕ t¹o tua bin
- T«i vµ ram vµ
th−êng hãa vµ ram
1000 1000-
1150
- 810 12 10 8 40 30 25
Cét A: MÉu thö däc lÊy tõ r«to vµ trôc quay rÌn
Cét B: MÉu thö tiÕp tuyÕn lÊy tõ r«to rÌn, trôc quay rÌn vµ mÉu thö tiÕp tuyÕn lÊy tõ c¸c ®Üa-VÞ trÝ B h×nh
6.6.6-1 vµ 6.6.6-2
Cét C: MÉu thö xuyªn t©m lÊy tõ r«to rÌn vµ mÉu thö tiÕp tuyÕn lÊy tõ c¸c ®Üa-VÞ trÝ C h×nh 6.6.6-2
C¸c gi¸ trÞ trung gian ®−îc lÊy b»ng ph−¬ng ph¸p néi suy.
Chó thÝch- (1) - Víi r«to mét bloc (monoblock rotor), giíi h¹n bÒn kÐo qui −íc tèi thiÓu kh«ng v−ît qu¸ 800
N/mm2.
6.6.6. 6.
6.6.6. 7.
6.6.7. 1.
6.6.7. 2.
6.6.7. 3.
ThÐp rÌn ph¶i cã giíi h¹n bÒn kÐo qui −íc tèi thiÓu trong giíi h¹n ®−îc ®−a ra ë b¶ng 6.6.6-1 vµ
b¶ng 6.6.6-2.
KÕt qu¶ cña tÊt c¶ c¸c cuéc thö kÐo ph¶i phï hîp víi c¸c yªu cÇu trong b¶ng 6.6.6-1 vµ b¶ng
6.6.6-2 víi gi¸ trÞ giíi h¹n bÒn kÐo qui −íc tèi thiÓu t−¬ng øng. Víi r«to mét bloc (monoblock rotor), giíi h¹n bÒn
kÐo qui −íc tèi thiÓu kh«ng v−ît qu¸ 800 N/mm2.
6.6.7. KiÓm tra kh«ng ph¸ hñy
MÆt cuèi cña th©n r«to rÌn vµ mÆt cuèi cña phÇn låi vµ bÒ mÆt trong cña lç cña mçi ®Üa tuabin
ph¶i ®−îc mµi nh½n ®Ó kiÓm tra b»ng m¾t th−êng vµ kiÓm tra tõ tÝnh.
Nhµ chÕ t¹o ph¶i kiÓm tra siªu ©m mçi vËt rÌn vµ c¸c biªn b¶n kiÓm tra siªu ©m ph¶i ®−îc tr×nh
cho ®¨ng kiÓm.
C¸c r«to rÌn cho c¸c m¸y ®Èy vµ tuabin phô trî víi c«ng suÊt lín h¬n 1100 KW ph¶i ®−îc khoan
rçng ®Ó kiÓm tra bªn trong. BÒ mÆt cña lç khoan ph¶i ®−îc mµi nh½n ®Ó kiÓm tra b»ng dông cô quang häc. Khi
98
TCVN 7230:2003
kÝch th−íc cña lç khoan cho phÐp, ph¶i kiÓm tra tõ tÝnh. C¸c cuéc kiÓm tra nµy ph¶i ®−îc ®¨ng kiÓm viªn phª
chuÈn. Lç khoan rçng cã thÓ ®−îc thay thÕ b»ng kiÓm tra siªu ©m theo ph−¬ng ph¸p ®· ®−îc phª chuÈn. Qui
tr×nh kiÓm tra siªu ©m ph¶i ®−îc tr×nh cho §¨ng kiÓm xÐt duyÖt.
6.6.8. Thö æn ®Þnh nhiÖt (Thermal stability tests)
6.6.8. 1.
6.6.8. 2.
C¸c r«to tuabin ®−îc thö æn ®Þnh nhiÖt sau khi nhiÖt luyÖn vµ gia c«ng th« b¨ng m¸y ph¶i ®−îc
thùc hiÖn trong nh÷ng lß thÝch hîp víi nh÷ng thiÕt bÞ ®o l−êng chÝnh x¸c vµ ®¸ng tin cËy. Mçi cuéc thö ph¶i ®−îc
thùc hiÖn theo qui tr×nh sau:
6.6.8.1.1 N¨m d¶i trªn r«to ®−îc gia c«ng b»ng m¸y ®ång trôc víi trôc quay. Hai d¶i trong sè ®ã lµ c¸c
d¶i tham chiÕu vµ cã vÞ trÝ t¹i hoÆc gÇn víi vÞ trÝ cña c¸c vßng ®Öm cña r«to. Ba d¶i cßn l¹i lµ c¸c d¶i kiÓm tra víi
c¸c vÞ trÝ ®−îc ph©n bè nh− sau: mét d¶i cã vÞ trÝ cµng gÇn ®iÓm gi÷a cña th©n r«to cµng tèt, hai d¶i cßn l¹i cã vÞ
trÝ gÇn víi mçi ®Çu cña th©n r«to. Khi chiÒu dµi cña th©n r«to kh«ng cho phÐp chia lµm 5 d¶i, c¸c ®Ò nghÞ thay
thÕ ph¶i ®−îc ®¨ng kiÓm viªn chÊp nhËn.
6.6.8.1.2 Bèn vÞ trÝ c¸ch nhau 900 ph¶i ®−îc ®ãng dÊu A, B, C vµ D t¹i ®Çu nèi cña r«to.
6.6.8.1.3 Toµn bé th©n cña r«to vµ phÇn tay cÇm cã miÕng ®Öm ph¶i ®−îc n»m trong lß. Trong tr−êng
hîp r« to cã b¸nh xe phÝa sau nh« ra, c¶ b¸nh xe phÝa sau còng ph¶i n»m trong lß.
6.6.8.1.4 R«to ph¶i ®−îc quay víi tèc ®é ®Òu vµ chËm
6.6.8.1.5 §é lÖch t¹i tÊt c¶ c¸c d¶i sÏ ®−îc ghi nhËn t¹i c¸c vÞ trÝ A, B, C vµ D. C¸c chØ sè ban ®Çu khi
nguéi ph¶i ®−îc ghi nhËn tr−íc khi nung nãng.
6.6.8.1.6 R«to ®−îc nung nãng ®Òu vµ chËm. NhiÖt ®é ph¶i ®−îc ghi nhËn liªn tôc t¹i bÒ mÆt cña r«to
vµ, nÕu cã thÓ, t¹i lç ë ®iÓm gi÷a cña th©n r«to. NhiÖt ®é t¹i bÒ mÆt kh«ng ®−îc v−ît qu¸ nhiÖt ®é ram cña r«to.
Trong khi nung nãng, tèc ®é t¨ng cña nhiÖt ®é ph¶i phï hîp ®Ó tr¸nh gra®ien nhiÖt qu¸ møc trong r«to.
6.6.8.1.7 NhiÖt ®é cao nhÊt hoÆc nhiÖt ®é gi÷ (holding temperature) kh«ng ®−îc nhá h¬n nhiÖt ®é lµm
viÖc cao nhÊt cña r« to céng víi 280C. Thêi gian gi÷ ®−îc b¾t ®Çu khi r«to ®· ®¹t nhiÖt ®é chØ ®Þnh ®Òu trªn bÒ
mÆt. R«to ®−îc gi÷ trong ®iÒu kiÖn nhiÖt ®é chØ ®Þnh cho ®Õn khi kh«ng nhá h¬n 3 chØ sè cña ®é lÖch ®−îc ®äc
tõng giê liªn tiÕp nhau cã ®é lÖch t©m lµ h»ng sè kho¶ng 0,006 mm t¹i tÊt c¶ c¸c d¶i.
6.6.8.1.8 R«to tuabin ph¶i ®−îc quay trong qu¸ tr×nh lµm nguéi cho ®Õn khi nhiÖt ®é nhá h¬n 1000C.
Tèc ®é lµn nguéi ph¶i phï hîp ®Ó tr¸nh gra®ien nhiÖt qu¸ møc trong r«to.
6.6.8.1.9 C¸c chØ sè cuèi cïng khi nguéi ph¶i ®−îc ghi nhËn.
Sù dÞch chuyÓn cña trôc r«to so víi c¸c d¶i chuÈn ®−îc x¸c ®Þnh tõ ®å thÞ cùc cña c¸c chØ sè ®é
99
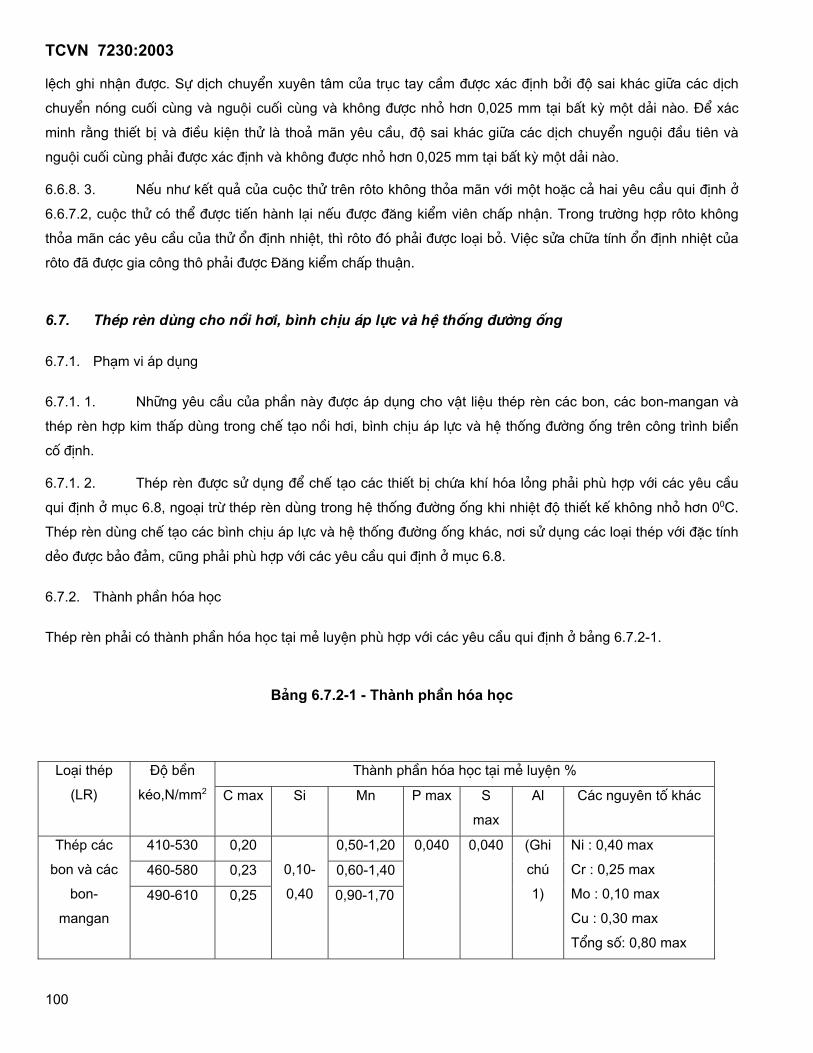
TCVN 7230:2003
lÖch ghi nhËn ®−îc. Sù dÞch chuyÓn xuyªn t©m cña trôc tay cÇm ®−îc x¸c ®Þnh bëi ®é sai kh¸c gi÷a c¸c dÞch
chuyÓn nãng cuèi cïng vµ nguéi cuèi cïng vµ kh«ng ®−îc nhá h¬n 0,025 mm t¹i bÊt kú mét d¶i nµo. §Ó x¸c
minh r»ng thiÕt bÞ vµ ®iÒu kiÖn thö lµ tho¶ m·n yªu cÇu, ®é sai kh¸c gi÷a c¸c dÞch chuyÓn nguéi ®Çu tiªn vµ
nguéi cuèi cïng ph¶i ®−îc x¸c ®Þnh vµ kh«ng ®−îc nhá h¬n 0,025 mm t¹i bÊt kú mét d¶i nµo.
6.6.8. 3.
6.7.1. 1.
6.7.1. 2.
NÕu nh− kÕt qu¶ cña cuéc thö trªn r«to kh«ng tháa m·n víi mét hoÆc c¶ hai yªu cÇu qui ®Þnh ë
6.6.7.2, cuéc thö cã thÓ ®−îc tiÕn hµnh l¹i nÕu ®−îc ®¨ng kiÓm viªn chÊp nhËn. Trong tr−êng hîp r«to kh«ng
tháa m·n c¸c yªu cÇu cña thö æn ®Þnh nhiÖt, th× r«to ®ã ph¶i ®−îc lo¹i bá. ViÖc söa ch÷a tÝnh æn ®Þnh nhiÖt cña
r«to ®· ®−îc gia c«ng th« ph¶i ®−îc §¨ng kiÓm chÊp thuËn.
6.7. ThÐp rÌn dïng cho nåi h¬i, b×nh chÞu ¸p lùc vµ hÖ thèng ®−êng èng
6.7.1. Ph¹m vi ¸p dông
Nh÷ng yªu cÇu cña phÇn nµy ®−îc ¸p dông cho vËt liÖu thÐp rÌn c¸c bon, c¸c bon-mangan vµ
thÐp rÌn hîp kim thÊp dïng trong chÕ t¹o nåi h¬i, b×nh chÞu ¸p lùc vµ hÖ thèng ®−êng èng trªn c«ng tr×nh biÓn
cè ®Þnh.
ThÐp rÌn ®−îc sö dông ®Ó chÕ t¹o c¸c thiÕt bÞ chøa khÝ hãa láng ph¶i phï hîp víi c¸c yªu cÇu
qui ®Þnh ë môc 6.8, ngo¹i trõ thÐp rÌn dïng trong hÖ thèng ®−êng èng khi nhiÖt ®é thiÕt kÕ kh«ng nhá h¬n 00C.
ThÐp rÌn dïng chÕ t¹o c¸c b×nh chÞu ¸p lùc vµ hÖ thèng ®−êng èng kh¸c, n¬i sö dông c¸c lo¹i thÐp víi ®Æc tÝnh
dÎo ®−îc b¶o ®¶m, còng ph¶i phï hîp víi c¸c yªu cÇu qui ®Þnh ë môc 6.8.
6.7.2. Thµnh phÇn hãa häc
ThÐp rÌn ph¶i cã thµnh phÇn hãa häc t¹i mÎ luyÖn phï hîp víi c¸c yªu cÇu qui ®Þnh ë b¶ng 6.7.2-1.
B¶ng 6.7.2-1 - Thµnh phÇn hãa häc
Thµnh phÇn hãa häc t¹i mÎ luyÖn % Lo¹i thÐp
(LR)
§é bÒn
kÐo,N/mm2 C max Si Mn P max S
max
Al C¸c nguyªn tè kh¸c
410-530 0,20 0,50-1,20
460-580 0,23 0,60-1,40
ThÐp c¸c
bon vµ c¸c
bon-
mangan
490-610 0,25
0,10-
0,40 0,90-1,70
0,040 0,040 (Ghi
chó
1)
Ni : 0,40 max
Cr : 0,25 max
Mo : 0,10 max
Cu : 0,30 max
Tæng sè: 0,80 max
100
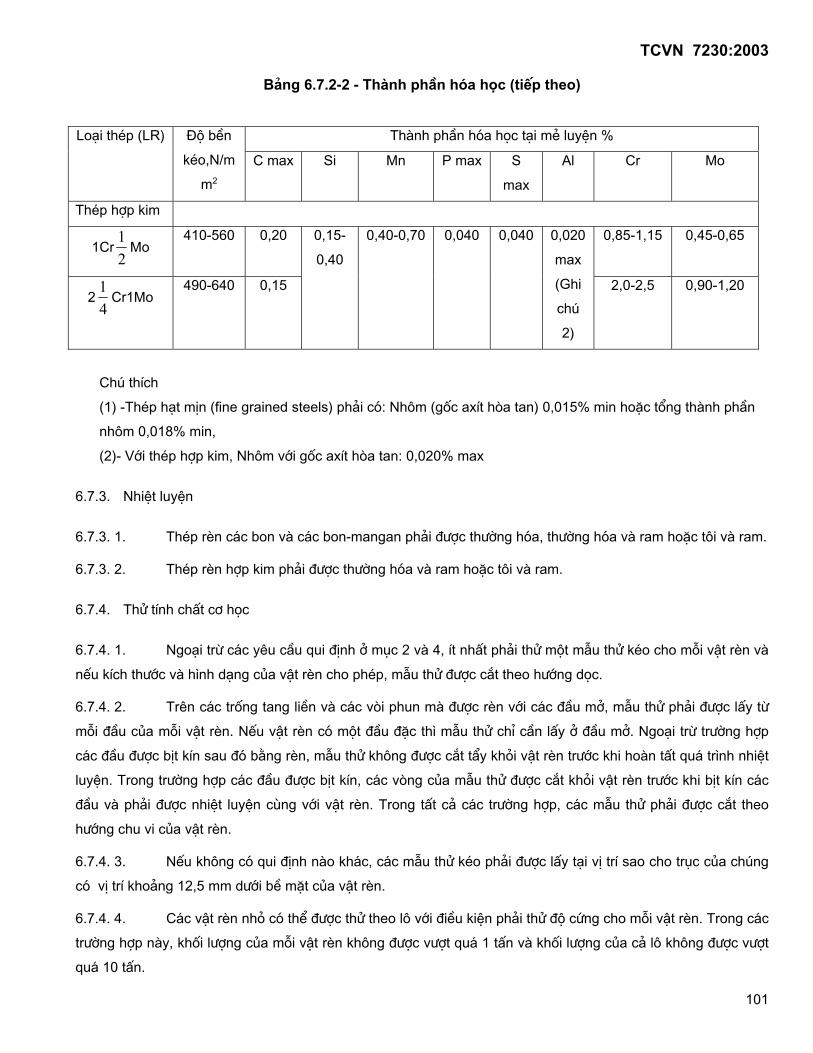
TCVN 7230:2003
B¶ng 6.7.2-2 - Thµnh phÇn hãa häc (tiÕp theo)
Thµnh phÇn hãa häc t¹i mÎ luyÖn % Lo¹i thÐp (LR) §é bÒn
kÐo,N/m
m2
C max Si Mn P max S
max
Al Cr Mo
ThÐp hîp kim
1Cr21
Mo 410-560 0,20 0,85-1,15 0,45-0,65
241
Cr1Mo 490-640 0,15
0,15-
0,40
0,40-0,70 0,040 0,040 0,020
max
(Ghi
chó
2)
2,0-2,5 0,90-1,20
Chó thÝch
(1) -ThÐp h¹t mÞn (fine grained steels) ph¶i cã: Nh«m (gèc axÝt hßa tan) 0,015% min hoÆc tæng thµnh phÇn
nh«m 0,018% min,
(2)- Víi thÐp hîp kim, Nh«m víi gèc axÝt hßa tan: 0,020% max
6.7.3. NhiÖt luyÖn
6.7.3. 1.
6.7.3. 2.
6.7.4. 1.
6.7.4. 2.
6.7.4. 3.
6.7.4. 4.
ThÐp rÌn c¸c bon vµ c¸c bon-mangan ph¶i ®−îc th−êng hãa, th−êng hãa vµ ram hoÆc t«i vµ ram.
ThÐp rÌn hîp kim ph¶i ®−îc th−êng hãa vµ ram hoÆc t«i vµ ram.
6.7.4. Thö tÝnh chÊt c¬ häc
Ngo¹i trõ c¸c yªu cÇu qui ®Þnh ë môc 2 vµ 4, Ýt nhÊt ph¶i thö mét mÉu thö kÐo cho mçi vËt rÌn vµ
nÕu kÝch th−íc vµ h×nh d¹ng cña vËt rÌn cho phÐp, mÉu thö ®−îc c¾t theo h−íng däc.
Trªn c¸c trèng tang liÒn vµ c¸c vßi phun mµ ®−îc rÌn víi c¸c ®Çu më, mÉu thö ph¶i ®−îc lÊy tõ
mçi ®Çu cña mçi vËt rÌn. NÕu vËt rÌn cã mét ®Çu ®Æc th× mÉu thö chØ cÇn lÊy ë ®Çu më. Ngo¹i trõ tr−êng hîp
c¸c ®Çu ®−îc bÞt kÝn sau ®ã b»ng rÌn, mÉu thö kh«ng ®−îc c¾t tÈy khái vËt rÌn tr−íc khi hoµn tÊt qu¸ tr×nh nhiÖt
luyÖn. Trong tr−êng hîp c¸c ®Çu ®−îc bÞt kÝn, c¸c vßng cña mÉu thö ®−îc c¾t khái vËt rÌn tr−íc khi bÞt kÝn c¸c
®Çu vµ ph¶i ®−îc nhiÖt luyÖn cïng víi vËt rÌn. Trong tÊt c¶ c¸c tr−êng hîp, c¸c mÉu thö ph¶i ®−îc c¾t theo
h−íng chu vi cña vËt rÌn.
NÕu kh«ng cã qui ®Þnh nµo kh¸c, c¸c mÉu thö kÐo ph¶i ®−îc lÊy t¹i vÞ trÝ sao cho trôc cña chóng
cã vÞ trÝ kho¶ng 12,5 mm d−íi bÒ mÆt cña vËt rÌn.
C¸c vËt rÌn nhá cã thÓ ®−îc thö theo l« víi ®iÒu kiÖn ph¶i thö ®é cøng cho mçi vËt rÌn. Trong c¸c
tr−êng hîp nµy, khèi l−îng cña mçi vËt rÌn kh«ng ®−îc v−ît qu¸ 1 tÊn vµ khèi l−îng cña c¶ l« kh«ng ®−îc v−ît
qu¸ 10 tÊn.
101
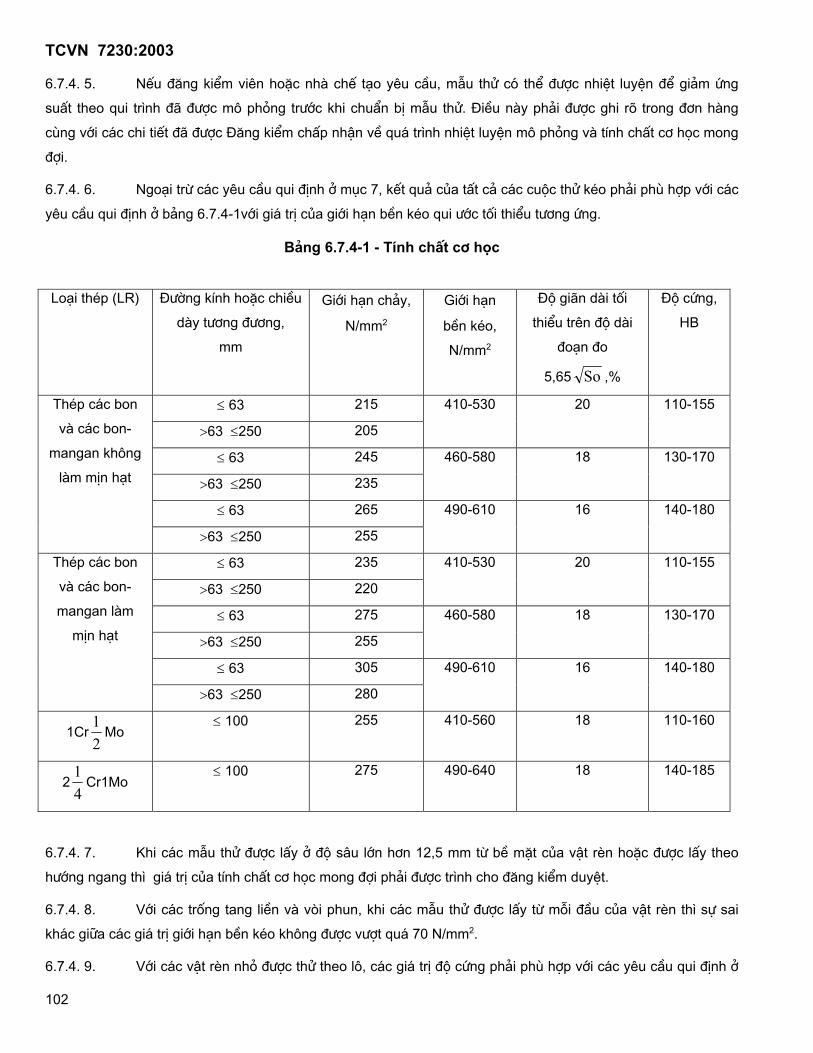
TCVN 7230:2003
6.7.4. 5.
6.7.4. 6.
NÕu ®¨ng kiÓm viªn hoÆc nhµ chÕ t¹o yªu cÇu, mÉu thö cã thÓ ®−îc nhiÖt luyÖn ®Ó gi¶m øng
suÊt theo qui tr×nh ®· ®−îc m« pháng tr−íc khi chuÈn bÞ mÉu thö. §iÒu nµy ph¶i ®−îc ghi râ trong ®¬n hµng
cïng víi c¸c chi tiÕt ®· ®−îc §¨ng kiÓm chÊp nhËn vÒ qu¸ tr×nh nhiÖt luyÖn m« pháng vµ tÝnh chÊt c¬ häc mong
®îi.
Ngo¹i trõ c¸c yªu cÇu qui ®Þnh ë môc 7, kÕt qu¶ cña tÊt c¶ c¸c cuéc thö kÐo ph¶i phï hîp víi c¸c
yªu cÇu qui ®Þnh ë b¶ng 6.7.4-1víi gi¸ trÞ cña giíi h¹n bÒn kÐo qui −íc tèi thiÓu t−¬ng øng.
B¶ng 6.7.4-1 - TÝnh chÊt c¬ häc
Lo¹i thÐp (LR) §−êng kÝnh hoÆc chiÒu
dµy t−¬ng ®−¬ng,
mm
giíi h¹n ch¶y,
N/mm2
giíi h¹n
bÒn kÐo,
N/mm2
§é gi·n dµi tèi
thiÓu trªn ®é dµi
®o¹n ®o
5,65 So ,%
§é cøng,
HB
≤ 63 215
>63 ≤250 205
410-530 20 110-155
≤ 63 245
>63 ≤250 235
460-580 18 130-170
≤ 63 265
ThÐp c¸c bon
vµ c¸c bon-
mangan kh«ng
lµm mÞn h¹t
>63 ≤250 255
490-610 16 140-180
≤ 63 235
>63 ≤250 220
410-530 20 110-155
≤ 63 275
>63 ≤250 255
460-580 18 130-170
≤ 63 305
ThÐp c¸c bon
vµ c¸c bon-
mangan lµm
mÞn h¹t
>63 ≤250 280
490-610 16 140-180
1Cr21
Mo ≤ 100 255 410-560 18 110-160
241
Cr1Mo ≤ 100 275 490-640 18 140-185
6.7.4. 7.
6.7.4. 8.
6.7.4. 9.
Khi c¸c mÉu thö ®−îc lÊy ë ®é s©u lín h¬n 12,5 mm tõ bÒ mÆt cña vËt rÌn hoÆc ®−îc lÊy theo
h−íng ngang th× gi¸ trÞ cña tÝnh chÊt c¬ häc mong ®îi ph¶i ®−îc tr×nh cho ®¨ng kiÓm duyÖt.
Víi c¸c trèng tang liÒn vµ vßi phun, khi c¸c mÉu thö ®−îc lÊy tõ mçi ®Çu cña vËt rÌn th× sù sai
kh¸c gi÷a c¸c gi¸ trÞ giíi h¹n bÒn kÐo kh«ng ®−îc v−ît qu¸ 70 N/mm2.
Víi c¸c vËt rÌn nhá ®−îc thö theo l«, c¸c gi¸ trÞ ®é cøng ph¶i phï hîp víi c¸c yªu cÇu qui ®Þnh ë
102
TCVN 7230:2003
b¶ng 6.7.4-1 víi gi¸ trÞ cña giíi h¹n bÒn kÐo qui −íc tèi thiÓu t−¬ng øng.
6.7.5. KiÓm tra kh«ng ph¸ hñy
6.7.5. 1.
6.7.6. 1.
6.8.1. 1.
6.8.1. 2.
6.8.2. 1.
6.8.3. 1.
6.8.4. 1.
6.8.4. 2.
6.8.4. 3.
6.8.4. 4.
NÕu kh«ng cã yªu cÇu nµo kh¸c, kiÓm tra tõ tÝnh hoÆc chÊt láng thÈm thÊu vµ kiÓm tra siªu ©m
®Ó chÊp nhËn chØ yªu cÇu thùc hiÖn khi vËt rÌn cã ®é dµy v¸ch lín h¬n 100mm,
6.7.6. Thö ¸p lùc
NÕu ®−îc ¸p dông, thö ¸p lùc ph¶i ®−îc thùc hiÖn dùa theo c¸c yªu cÇu cña c¸c tiªu chuÈn ®−îc
§¨ng kiÓm c«ng nhËn.
6.8. ThÐp rÌn ferit dïng ë nhiÖt ®é thÊp
6.8.1. Ph¹m vi ¸p dông
PhÇn nµy ®−a ra nh÷ng yªu cÇu cho vËt liÖu thÐp rÌn c¸c bon-m¨ng gan vµ thÐp hîp kim niken
®−îc sö dông ®Ó chÕ t¹o c¸c kÐt hµng, c¸c kÐt vµ c¸c b×nh ¸p lùc chøa khÝ hãa láng, c¸c lo¹i b×nh chÞu ¸p lùc
kh¸c ®ßi hái thÐp cã ®é dai va ®Ëp ®¶m b¶o t¹i nhiÖt ®é thÊp, vµ hÖ thèng ®−êng èng khi nhiÖt ®é thiÕt kÕ nhá
h¬n 00C.
Trong tÊt c¶ c¸c tr−êng hîp, c¸c chi tiÕt vÒ thµnh phÇn hãa häc, qu¸ tr×nh nhiÖt luyÖn vµ tÝnh chÊt
c¬ häc ph¶i ®−îc tr×nh cho §¨ng kiÓm phª duyÖt.
6.8.2. Thµnh phÇn hãa häc
Thµnh phÇn hãa häc t¹i mÎ luyÖn ph¶i phï hîp víi c¸c yªu cÇu qui ®Þnh ë b¶ng 4.5.2-1
6.8.3. NhiÖt luyÖn
ThÐp rÌn ph¶i ®−îc th−êng hãa, th−êng hãa vµ ram hoÆc t«i vµ ram theo nh÷ng qui tr×nh ®· ®−îc
phª duyÖt.
6.8.4. Thö tÝnh chÊt c¬ häc
Ph¶i thö Ýt nhÊt mét mÉu thö kÐo vµ ba mÉu thö ®é dai va ®Ëp cho mçi vËt rÌn hoÆc mçi l«, NÕu
kÝch th−íc vµ h×nh d¹ng cho phÐp, c¸c mÉu thö ph¶i ®−îc lÊy theo h−íng däc.
C¸c cuéc thö ®é dai va ®Ëp ph¶i ®−îc tiÕn hµnh ë nhiÖt ®é t−¬ng øng víi tõng lo¹i thÐp vµ øng
dông cô thÓ.
KÕt qu¶ c¸c cuéc thö kÐo ph¶i phï hîp víi c¸c ®Æc ®iÓm kü thuËt ®· ®−îc phª duyÖt.
Gi¸ trÞ n¨ng l−îng hÊp thô trung b×nh ph¶i phï hîp víi c¸c yªu cÇu qui ®Þnh ë môc 4.5.4.
103
TCVN 7230:2003
6.8.5. Thö kh«ng ph¸ hñy
6.8.5. 1.
6.8.6. 1.
6.9.1. 1.
6.9.1. 2.
6.9.1. 3.
6.9.2. 1.
NÕu kh«ng cã yªu cÇu nµo kh¸c, chØ cÇn kiÓm tra bét tõ hoÆc chÊt láng thÈm thÊu vµ siªu ©m ®èi
víi c¸c vËt rÌn cã ®é dµy lín h¬n 100 mm.
6.8.6. Thö ¸p lùc
NÕu ®−îc ¸p dông, thö ¸p lùc ph¶i ®−îc thùc hiÖn dùa theo c¸c yªu cÇu cña c¸c tiªu chuÈn ®−îc
§¨ng kiÓm c«ng nhËn.
6.9. ThÐp rÌn austenit kh«ng gØ
6.9.1. Qui ®Þnh chung
Nh÷ng yªu cÇu qui ®Þnh ë phÇn nµy ®−îc ¸p dông cho thÐp rÌn austenit kh«ng gØ dïng ®Ó chÕ
t¹o c¸c kÐt hµng, kÐt vµ hÖ thèng ®−êng èng dïng cho c¸c hãa chÊt vµ khÝ hãa láng. ThÐp lo¹i nµy cßn thÝch
hîp cho c¸c øng dông lµm viÖc ë nhiÖt ®é cao.
Khi sö dông lo¹i thÐp nµy, c¸c chi tiÕt vÒ thµnh phÇn hãa häc, qu¸ tr×nh nhiÖt luyÖn, tÝnh chÊt c¬
häc ph¶i ®−îc tr×nh cho §¨ng kiÓm phª duyÖt vµ ph¶i phï hîp víi c¸c yªu cÇu qui ®Þnh ë môc 4.6.
NÕu kh«ng cã yªu cÇu nµo kh¸c, kh«ng cÇn ph¶i thö ®é dai va ®Ëp.
6.9.2. KiÓm tra kh«ng ph¸ hñy
NÕu kh«ng cã yªu cÇu nµo kh¸c, chØ cÇn kiÓm tra bét tõ hoÆc chÊt láng thÈm thÊu vµ siªu ©m ®èi
víi c¸c vËt rÌn cã ®é dµy lín h¬n 100 mm.
104
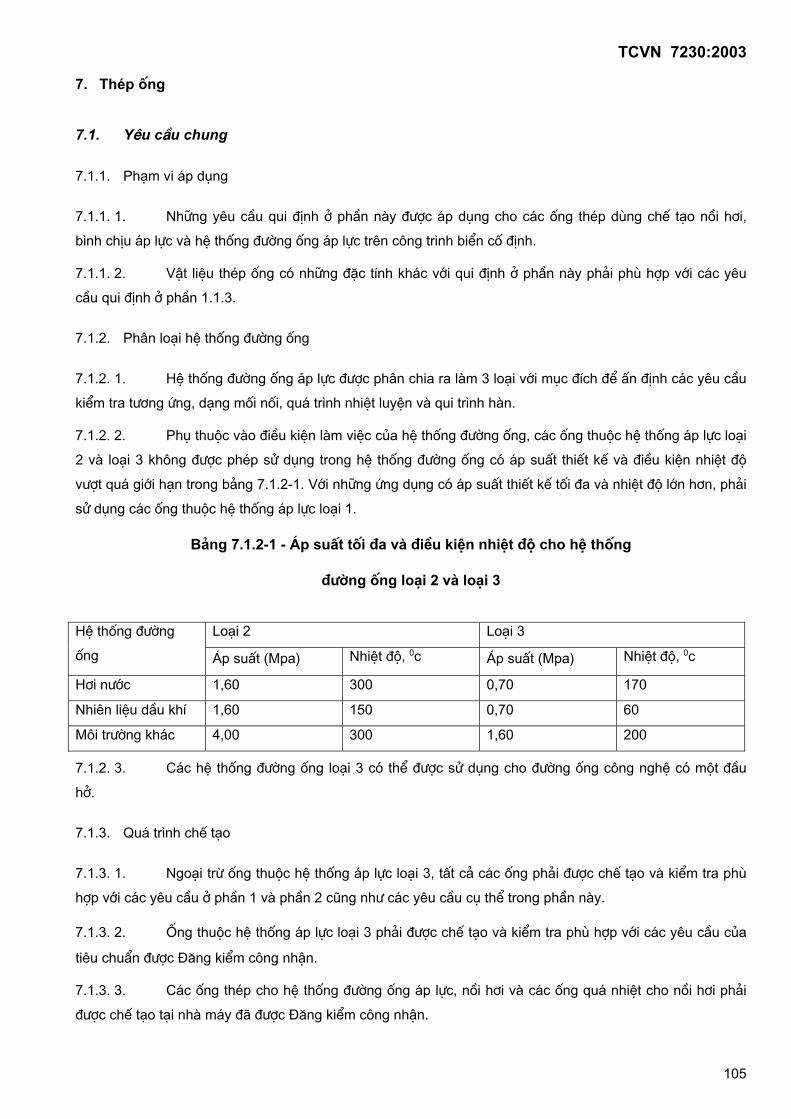
TCVN 7230:2003
7. ThÐp èng
7.1. Yªu cÇu chung
7.1.1. Ph¹m vi ¸p dông
7.1.1. 1.
7.1.1. 2.
7.1.2. 1.
7.1.2. 2.
Nh÷ng yªu cÇu qui ®Þnh ë phÇn nµy ®−îc ¸p dông cho c¸c èng thÐp dïng chÕ t¹o nåi h¬i,
b×nh chÞu ¸p lùc vµ hÖ thèng ®−êng èng ¸p lùc trªn c«ng tr×nh biÓn cè ®Þnh.
VËt liÖu thÐp èng cã nh÷ng ®Æc tÝnh kh¸c víi qui ®Þnh ë phÇn nµy ph¶i phï hîp víi c¸c yªu
cÇu qui ®Þnh ë phÇn 1.1.3.
7.1.2. Ph©n lo¹i hÖ thèng ®−êng èng
HÖ thèng ®−êng èng ¸p lùc ®−îc ph©n chia ra lµm 3 lo¹i víi môc ®Ých ®Ó Ên ®Þnh c¸c yªu cÇu
kiÓm tra t−¬ng øng, d¹ng mèi nèi, qu¸ tr×nh nhiÖt luyÖn vµ qui tr×nh hµn.
Phô thuéc vµo ®iÒu kiÖn lµm viÖc cña hÖ thèng ®−êng èng, c¸c èng thuéc hÖ thèng ¸p lùc lo¹i
2 vµ lo¹i 3 kh«ng ®−îc phÐp sö dông trong hÖ thèng ®−êng èng cã ¸p suÊt thiÕt kÕ vµ ®iÒu kiÖn nhiÖt ®é
v−ît qu¸ giíi h¹n trong b¶ng 7.1.2-1. Víi nh÷ng øng dông cã ¸p suÊt thiÕt kÕ tèi ®a vµ nhiÖt ®é lín h¬n, ph¶i
sö dông c¸c èng thuéc hÖ thèng ¸p lùc lo¹i 1.
B¶ng 7.1.2-1 - ¸p suÊt tèi ®a vµ ®iÒu kiÖn nhiÖt ®é cho hÖ thèng
®−êng èng lo¹i 2 vµ lo¹i 3
Lo¹i 2 Lo¹i 3 HÖ thèng ®−êng
èng ¸p suÊt (Mpa) NhiÖt ®é, 0c ¸p suÊt (Mpa) NhiÖt ®é, 0c
H¬i n−íc 1,60 300 0,70 170
Nhiªn liÖu dÇu khÝ 1,60 150 0,70 60
M«i tr−êng kh¸c 4,00 300 1,60 200
7.1.2. 3.
7.1.3. 1.
7.1.3. 2.
7.1.3. 3.
C¸c hÖ thèng ®−êng èng lo¹i 3 cã thÓ ®−îc sö dông cho ®−êng èng c«ng nghÖ cã mét ®Çu
hë.
7.1.3. Qu¸ tr×nh chÕ t¹o
Ngo¹i trõ èng thuéc hÖ thèng ¸p lùc lo¹i 3, tÊt c¶ c¸c èng ph¶i ®−îc chÕ t¹o vµ kiÓm tra phï
hîp víi c¸c yªu cÇu ë phÇn 1 vµ phÇn 2 còng nh− c¸c yªu cÇu cô thÓ trong phÇn nµy.
èng thuéc hÖ thèng ¸p lùc lo¹i 3 ph¶i ®−îc chÕ t¹o vµ kiÓm tra phï hîp víi c¸c yªu cÇu cña
tiªu chuÈn ®−îc §¨ng kiÓm c«ng nhËn.
C¸c èng thÐp cho hÖ thèng ®−êng èng ¸p lùc, nåi h¬i vµ c¸c èng qu¸ nhiÖt cho nåi h¬i ph¶i
®−îc chÕ t¹o t¹i nhµ m¸y ®· ®−îc §¨ng kiÓm c«ng nhËn.
105
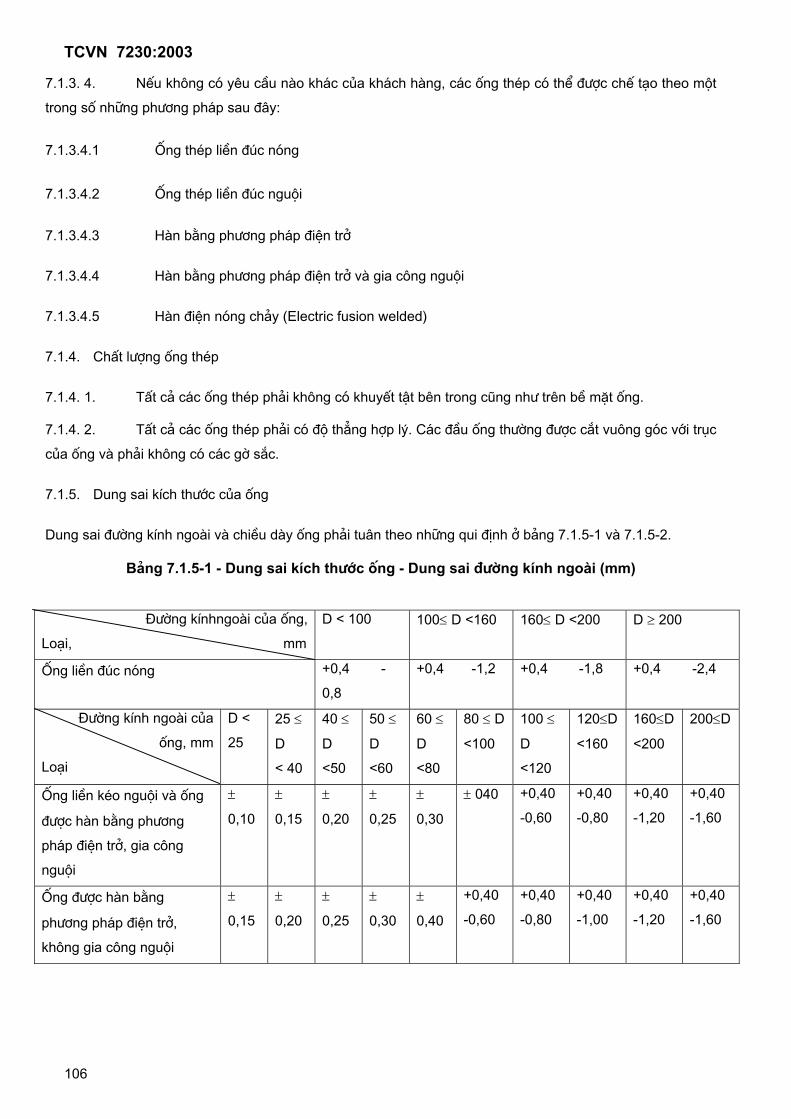
TCVN 7230:2003
7.1.3. 4.
7.1.4. 1.
7.1.4. 2.
NÕu kh«ng cã yªu cÇu nµo kh¸c cña kh¸ch hµng, c¸c èng thÐp cã thÓ ®−îc chÕ t¹o theo mét
trong sè nh÷ng ph−¬ng ph¸p sau ®©y:
7.1.3.4.1 èng thÐp liÒn ®óc nãng
7.1.3.4.2 èng thÐp liÒn ®óc nguéi
7.1.3.4.3 Hµn b»ng ph−¬ng ph¸p ®iÖn trë
7.1.3.4.4 Hµn b»ng ph−¬ng ph¸p ®iÖn trë vµ gia c«ng nguéi
7.1.3.4.5 Hµn ®iÖn nãng ch¶y (Electric fusion welded)
7.1.4. ChÊt l−îng èng thÐp
TÊt c¶ c¸c èng thÐp ph¶i kh«ng cã khuyÕt tËt bªn trong còng nh− trªn bÒ mÆt èng.
TÊt c¶ c¸c èng thÐp ph¶i cã ®é th¼ng hîp lý. C¸c ®Çu èng th−êng ®−îc c¾t vu«ng gãc víi trôc
cña èng vµ ph¶i kh«ng cã c¸c gê s¾c.
7.1.5. Dung sai kÝch th−íc cña èng
Dung sai ®−êng kÝnh ngoµi vµ chiÒu dµy èng ph¶i tu©n theo nh÷ng qui ®Þnh ë b¶ng 7.1.5-1 vµ 7.1.5-2.
B¶ng 7.1.5-1 - Dung sai kÝch th−íc èng - Dung sai ®−êng kÝnh ngoµi (mm)
§−êng kÝnhngoµi cña èng,
Lo¹i, mm
D < 100 100≤ D <160 160≤ D <200 D ≥ 200
èng liÒn ®óc nãng +0,4 -
0,8
+0,4 -1,2 +0,4 -1,8 +0,4 -2,4
§−êng kÝnh ngoµi cña
èng, mm
Lo¹i
D <
25
25 ≤
D
< 40
40 ≤
D
<50
50 ≤
D
<60
60 ≤
D
<80
80 ≤ D
<100
100 ≤
D
<120
120≤D
<160
160≤D
<200
200≤D
èng liÒn kÐo nguéi vµ èng
®−îc hµn b»ng ph−¬ng
ph¸p ®iÖn trë, gia c«ng
nguéi
±
0,10
±
0,15
±
0,20
±
0,25
±
0,30
± 040 +0,40
-0,60
+0,40
-0,80
+0,40
-1,20
+0,40
-1,60
èng ®−îc hµn b»ng
ph−¬ng ph¸p ®iÖn trë,
kh«ng gia c«ng nguéi
±
0,15
±
0,20
±
0,25
±
0,30
±
0,40
+0,40
-0,60
+0,40
-0,80
+0,40
-1,00
+0,40
-1,20
+0,40
-1,60
106
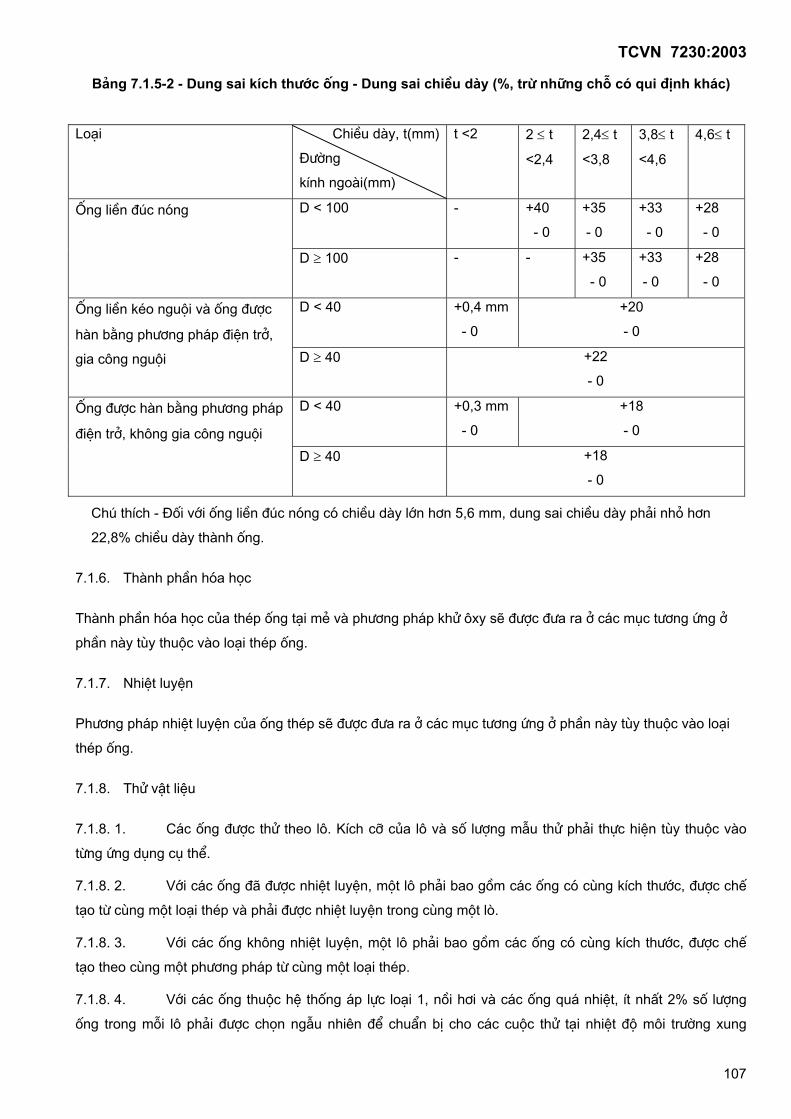
TCVN 7230:2003
B¶ng 7.1.5-2 - Dung sai kÝch th−íc èng - Dung sai chiÒu dµy (%, trõ nh÷ng chç cã qui ®Þnh kh¸c)
Lo¹i ChiÒu dµy, t(mm)
§−êng
kÝnh ngoµi(mm)
t <2 2 ≤ t
<2,4
2,4≤ t
<3,8
3,8≤ t
<4,6
4,6≤ t
D < 100 - +40
- 0
+35
- 0
+33
- 0
+28
- 0
èng liÒn ®óc nãng
D ≥ 100 - - +35
- 0
+33
- 0
+28
- 0
D < 40 +0,4 mm
- 0
+20
- 0
èng liÒn kÐo nguéi vµ èng ®−îc
hµn b»ng ph−¬ng ph¸p ®iÖn trë,
gia c«ng nguéi D ≥ 40 +22
- 0
D < 40 +0,3 mm
- 0
+18
- 0
èng ®−îc hµn b»ng ph−¬ng ph¸p
®iÖn trë, kh«ng gia c«ng nguéi
D ≥ 40 +18
- 0
Chó thÝch - §èi víi èng liÒn ®óc nãng cã chiÒu dµy lín h¬n 5,6 mm, dung sai chiÒu dµy ph¶i nhá h¬n
22,8% chiÒu dµy thµnh èng.
7.1.6. Thµnh phÇn hãa häc
Thµnh phÇn hãa häc cña thÐp èng t¹i mÎ vµ ph−¬ng ph¸p khö «xy sÏ ®−îc ®−a ra ë c¸c môc t−¬ng øng ë
phÇn nµy tïy thuéc vµo lo¹i thÐp èng.
7.1.7. NhiÖt luyÖn
Ph−¬ng ph¸p nhiÖt luyÖn cña èng thÐp sÏ ®−îc ®−a ra ë c¸c môc t−¬ng øng ë phÇn nµy tïy thuéc vµo lo¹i
thÐp èng.
7.1.8. Thö vËt liÖu
7.1.8. 1.
7.1.8. 2.
7.1.8. 3.
7.1.8. 4.
C¸c èng ®−îc thö theo l«. KÝch cì cña l« vµ sè l−îng mÉu thö ph¶i thùc hiÖn tïy thuéc vµo
tõng øng dông cô thÓ.
Víi c¸c èng ®· ®−îc nhiÖt luyÖn, mét l« ph¶i bao gåm c¸c èng cã cïng kÝch th−íc, ®−îc chÕ
t¹o tõ cïng mét lo¹i thÐp vµ ph¶i ®−îc nhiÖt luyÖn trong cïng mét lß.
Víi c¸c èng kh«ng nhiÖt luyÖn, mét l« ph¶i bao gåm c¸c èng cã cïng kÝch th−íc, ®−îc chÕ
t¹o theo cïng mét ph−¬ng ph¸p tõ cïng mét lo¹i thÐp.
Víi c¸c èng thuéc hÖ thèng ¸p lùc lo¹i 1, nåi h¬i vµ c¸c èng qu¸ nhiÖt, Ýt nhÊt 2% sè l−îng
èng trong mçi l« ph¶i ®−îc chän ngÉu nhiªn ®Ó chuÈn bÞ cho c¸c cuéc thö t¹i nhiÖt ®é m«i tr−êng xung
107
TCVN 7230:2003
quanh.
7.1.8. 5. Víi c¸c èng thuéc hÖ thèng ¸p lùc lo¹i 2, mçi l« ph¶i cã sè l−îng c¸c èng kh«ng qu¸ giíi h¹n
trong b¶ng 7.1.8-1. C¸c cuéc thö ph¶i ®−îc tiÕn hµnh trªn Ýt nhÊt 1 èng ®−îc chän ngÉu nhiªn tõ mçi l«.
B¶ng 7.1.8-1 - Sè l−îng èng tèi ®a trong mçi l«
§−êng kÝnh ngoµi, mm Sè l−îng èng trong mçi l«
≤ 323,9 200
> 323,9 100
7.1.9. KÝch th−íc cña mÉu thö vµ qui tr×nh thö
Qui tr×nh thö tÝnh chÊt c¬ häc vµ kÝch th−íc cña c¸c mÉu thö ph¶i phï hîp víi c¸c yªu cÇu qui ®Þnh ë môc 2.
7.1.10. KiÓm tra b»ng m¾t th−êng vµ thö kh«ng ph¸ hñy
7.1.10. 1.
7.1.10. 2.
7.1.11. 1.
7.1.11. 2.
TÊt c¶ c¸c èng thuéc hÖ thèng ¸p lùc lo¹i 1 vµ lo¹i 2, nåi h¬i vµ èng qu¸ nhiÖt ph¶i ®−îc kiÓm
tra b»ng m¾t th−êng vµ kiÓm tra kÝch th−íc. Nhµ chÕ t¹o ph¶i chuÈn bÞ ®iÒu kiÖn chiÕu s¸ng thÝch hîp ®Ó cã
thÓ kiÓm tra c¶ bªn trong vµ bªn ngoµi cña èng.
Víi c¸c èng ®−îc chÕ t¹o b»ng ph−¬ng ph¸p hµn, nhµ chÕ t¹o ph¶i tiÕn hµnh kiÓm tra chÊt
l−îng c¸c mèi hµn b»ng c¸c ph−¬ng ph¸p thö kh«ng ph¸ hñy thÝch hîp.
7.1.11. Thö thñy lùc
Mçi èng thÐp ph¶i ®−îc thö thñy lùc t¹i n¬i chÕ t¹o.
¸p suÊt thö thñy lùc ph¶i ®−îc x¸c ®Þnh theo c«ng thøc sau: Dst2P = ,
Víi: P - ¸p suÊt thö , N/mm2
D- §−êng kÝnh ngoµi cña èng, mm
t - ChiÒu dµy thµnh èng, mm
s- 80% cña giíi h¹n ch¶y tèi thiÓu qui −íc, N/mm2 cho thÐp ferit
- 70% cña 1 % øng suÊt thö tèi thiÓu qui −íc, N/mm2 cho thÐp austenit
7.1.11. 3.
7.1.12. 1.
7.1.12. 2.
¸p suÊt thö ph¶i ®−îc gi÷ trong mét kho¶ng thêi gian ®ñ ®Ó thö vµ kiÓm tra. NÕu kh«ng cã qui
®Þnh nµo kh¸c, chøng chØ cña nhµ s¶n xuÊt vÒ sù tháa m·n thö thñy lùc sÏ ®−îc chÊp nhËn.
7.1.12. Söa ch÷a khuyÕt tËt
C¸c khuyÕt tËt trªn bÒ mÆt cã thÓ ®−îc lµm s¹ch b»ng mµi, víi ®iÒu kiÖn chiÒu dµy cña èng
sau khi mµi kh«ng ®−îc nhá h¬n chiÒu dµy yªu cÇu tèi thiÓu cña èng.
C¸c khuyÕt tËt nhá cã thÓ ®−îc söa ch÷a b»ng ph−¬ng ph¸p hµn nÕu ®−îc sù chÊp thuËn cña
§¨ng kiÓm viªn. Qui tr×nh hµn, bao gåm c¶ nung nãng s¬ bé, nhiÖt luyÖn sau khi hµn vµ kiÓm tra ph¶i ®−îc
108
TCVN 7230:2003
§¨ng kiÓm phª duyÖt. Trong tÊt c¶ c¸c tr−êng hîp, vïng söa ch÷a ph¶i ®−îc kiÓm tra bét tõ, hoÆc chÊt láng
thÈm thÊu víi thÐp austenit sau khi hµn, nhiÖt luyÖn vµ mµi s¹ch bÒ mÆt.
7.2. èng thÐp ®óc liÒn
7.2.1. Ph¹m vi ¸p dông
Nh÷ng yªu cÇu qui ®Þnh ë phÇn nµy ®−îc ¸p dông cho c¸c èng thÐp c¸c bon, c¸c bon-m¨ng gan vµ thÐp
hîp kim thÊp ®óc liÒn.
7.2.2. Thµnh phÇn hãa häc
Ph−¬ng ph¸p khö «xy vµ thµnh phÇn hãa häc t¹i mÎ luyÖn ph¶i phï hîp víi c¸c yªu cÇu trong b¶ng 7.2.2-1.
109
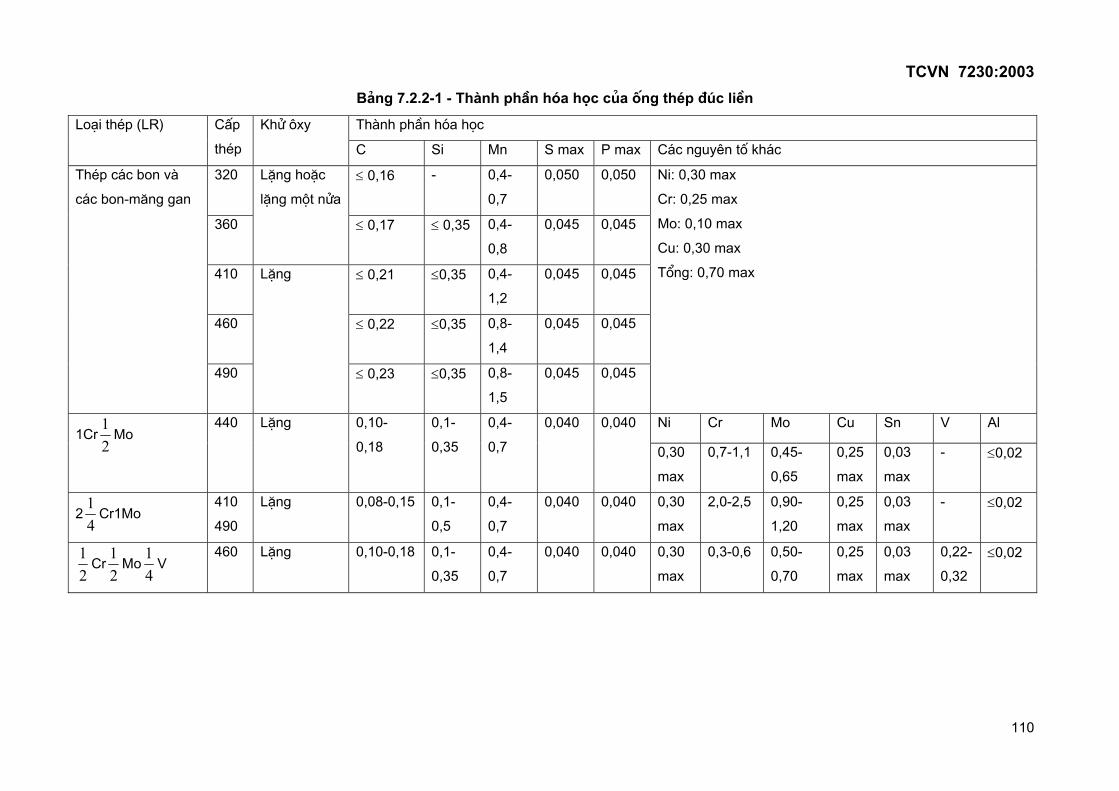
TCVN 7230:2003
B¶ng 7.2.2-1 - Thµnh phÇn hãa häc cña èng thÐp ®óc liÒn
Thµnh phÇn hãa häc Lo¹i thÐp (LR) CÊp
thÐp
Khö «xy
C Si Mn S max P max C¸c nguyªn tè kh¸c
320 ≤ 0,16 - 0,4-
0,7
0,050 0,050
360
LÆng hoÆc
lÆng mét nöa
≤ 0,17 ≤ 0,35 0,4-
0,8
0,045 0,045
410 ≤ 0,21 ≤0,35 0,4-
1,2
0,045 0,045
460 ≤ 0,22 ≤0,35 0,8-
1,4
0,045 0,045
ThÐp c¸c bon vµ
c¸c bon-m¨ng gan
490
LÆng
≤ 0,23 ≤0,35 0,8-
1,5
0,045 0,045
Ni: 0,30 max
Cr: 0,25 max
Mo: 0,10 max
Cu: 0,30 max
Tæng: 0,70 max
Ni Cr Mo Cu Sn V Al1Cr
21
Mo 440
LÆng 0,10-
0,18
0,1-
0,35
0,4-
0,7
0,040 0,040
0,30
max
0,7-1,1 0,45-
0,65
0,25
max
0,03
max
- ≤0,02
241
Cr1Mo 410
490
LÆng 0,08-0,15 0,1-
0,5
0,4-
0,7
0,040 0,040 0,30
max
2,0-2,5 0,90-
1,20
0,25
max
0,03
max
- ≤0,02
21
Cr21
Mo41
V 460 LÆng 0,10-0,18 0,1-
0,35
0,4-
0,7
0,040 0,040 0,30
max
0,3-0,6 0,50-
0,70
0,25
max
0,03
max
0,22-
0,32
≤0,02
110

TCVN 7230:2003
7.2.3. NhiÖt luyÖn
C¸c èng ph¶i ®−îc nhiÖt luyÖn phï hîp víi c¸c yªu cÇu cña b¶ng 7.2.3-1.
B¶ng 7.2.3-1 - NhiÖt luyÖn
Lo¹i thÐp (LR) NhiÖt luyÖn
Thµnh phÈm nãng Gia c«ng nãng (1), th−êng hãa (2) ThÐp c¸c bon vµ c¸c
bon- m¨ng gan Thµnh phÈm nguéi Th−êng hãa (2)
1Cr21
Mo Th−êng hãa vµ ram
CÊp 410 ñ hoµn toµn
CÊp 490 Th−êng hãa vµ ram 650 - 7800C 241
Cr1Mo
CÊp 490 Th−êng hãa vµ ram 650 - 7500C
ThÐp hîp kim
21
Cr21
Mo V Th−êng hãa vµ ram
41
Chó thÝch (1) - NhiÖt ®é gia c«ng nãng ph¶i ®ñ lín ®Ó lµm mÒm vËt liÖu
(2) - Th−êng hãa vµ ram ®−îc chän bëi nhµ chÕ t¹o.
7.2.4. Thö tÝnh chÊt c¬ häc
7.2.4. 1.
7.2.4. 2.
7.2.4. 3.
TÊt c¶ c¸c èng ph¶i ®−îc thö theo l« nh− qui ®Þnh ë môc 7.1.8.
Mçi èng ¸p lùc ®−îc chän ®Ó thö ph¶i ®−îc thö kÐo, thö lµm bÑt hoÆc thö uèn.
KÕt qu¶ cña tÊt c¶ c¸c cuéc thö c¬ tÝnh ph¶i phï hîp víi c¸c yªu cÇu qui ®Þnh ë b¶ng 7.2.4-1.
B¶ng 7.2.4-1 - TÝnh chÊt c¬ häc cña èng ®óc liÒn chÞu ¸p lùc (®é dµy tèi ®a 40 mm)
Lo¹i thÐp (LR) CÊp
thÐp
Giíi h¹n
ch¶y, N/mm2
giíi h¹n
bÒn kÐo
N/mm2
§é gi·n dµi tèi
thiÓu trªn ®é dµi
®o¹n ®o
5.65 So ,%
H»ng sè
thö lµm
bÑt, C
§−ãng kÝnh
cña trôc thö
uèn (t-
chiÒu dµy)
320 195 320-440 25 0,10
360 215 360-480 24 0,10
410 235 410-530 22 0,08
460 265 460-580 21 0,07
ThÐp c¸c bon vµ
c¸c bon-M¨ng
gan
490 285 490-610 21 0,07
4t
1Cr21
Mo 440 275 440-590 22 0,07 4t
111
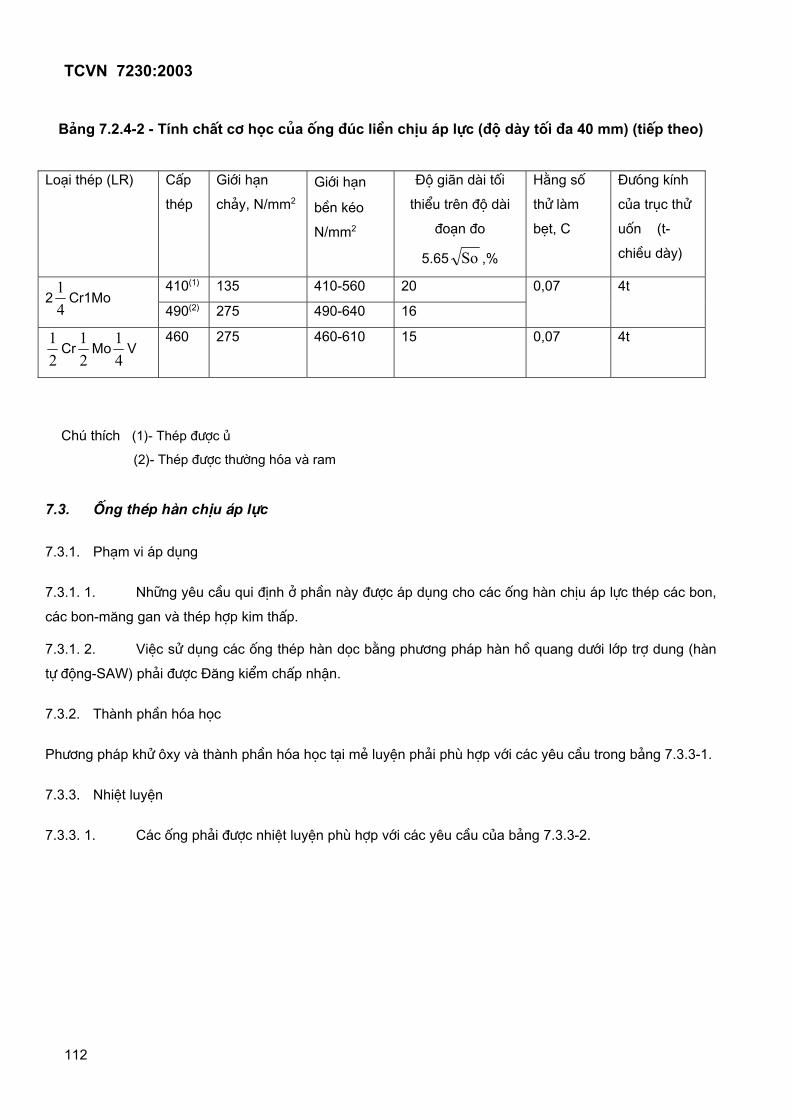
TCVN 7230:2003
B¶ng 7.2.4-2 - TÝnh chÊt c¬ häc cña èng ®óc liÒn chÞu ¸p lùc (®é dµy tèi ®a 40 mm) (tiÕp theo)
Lo¹i thÐp (LR) CÊp
thÐp
Giíi h¹n
ch¶y, N/mm2
giíi h¹n
bÒn kÐo
N/mm2
§é gi·n dµi tèi
thiÓu trªn ®é dµi
®o¹n ®o
5.65 So ,%
H»ng sè
thö lµm
bÑt, C
§−ãng kÝnh
cña trôc thö
uèn (t-
chiÒu dµy)
410(1) 135 410-560 20 241
Cr1Mo 490(2) 275 490-640 16
0,07 4t
21
Cr21
Mo41
V 460 275 460-610 15 0,07 4t
Chó thÝch (1)- ThÐp ®−îc ñ
(2)- ThÐp ®−îc th−êng hãa vµ ram
7.3. èng thÐp hµn chÞu ¸p lùc
7.3.1. Ph¹m vi ¸p dông
7.3.1. 1.
7.3.1. 2.
7.3.3. 1.
Nh÷ng yªu cÇu qui ®Þnh ë phÇn nµy ®−îc ¸p dông cho c¸c èng hµn chÞu ¸p lùc thÐp c¸c bon,
c¸c bon-m¨ng gan vµ thÐp hîp kim thÊp.
ViÖc sö dông c¸c èng thÐp hµn däc b»ng ph−¬ng ph¸p hµn hå quang d−íi líp trî dung (hµn
tù ®éng-SAW) ph¶i ®−îc §¨ng kiÓm chÊp nhËn.
7.3.2. Thµnh phÇn hãa häc
Ph−¬ng ph¸p khö «xy vµ thµnh phÇn hãa häc t¹i mÎ luyÖn ph¶i phï hîp víi c¸c yªu cÇu trong b¶ng 7.3.3-1.
7.3.3. NhiÖt luyÖn
C¸c èng ph¶i ®−îc nhiÖt luyÖn phï hîp víi c¸c yªu cÇu cña b¶ng 7.3.3-2.
112
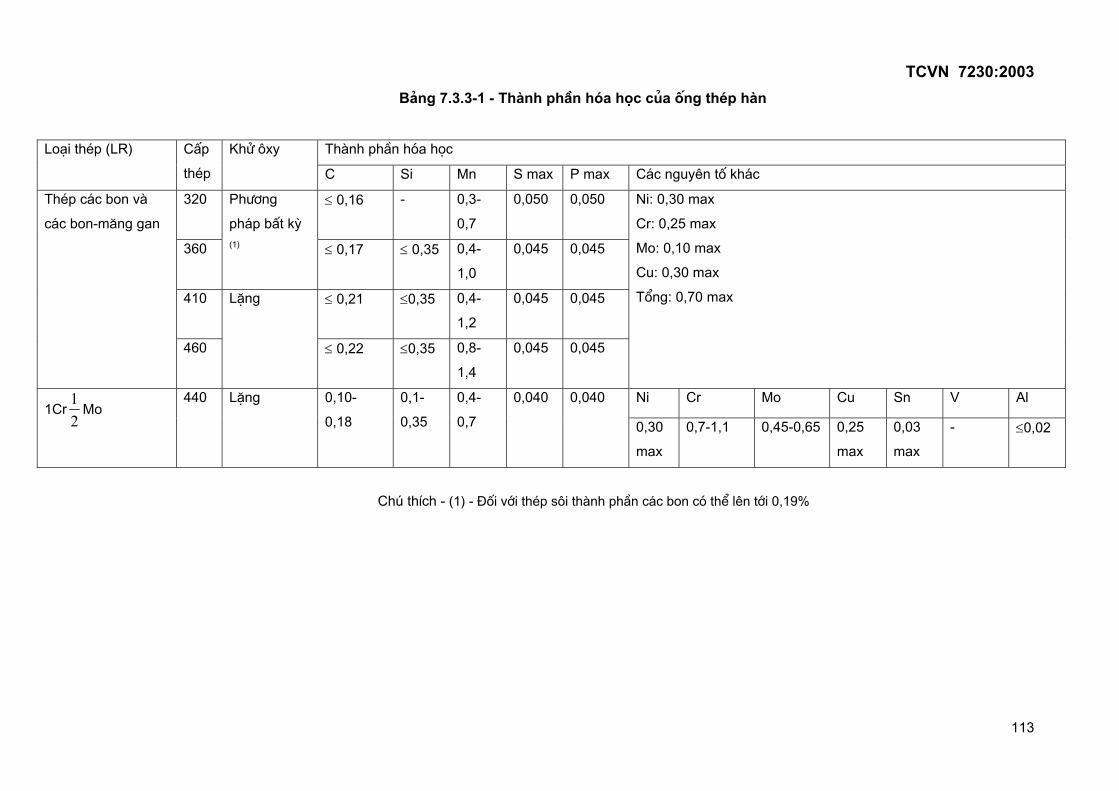
TCVN 7230:2003
B¶ng 7.3.3-1 - Thµnh phÇn hãa häc cña èng thÐp hµn
Thµnh phÇn hãa häc Lo¹i thÐp (LR) CÊp
thÐp
Khö «xy
C Si Mn S max P max C¸c nguyªn tè kh¸c
320 ≤ 0,16 - 0,3-
0,7
0,050 0,050
360
Ph−¬ng
ph¸p bÊt kú (1) ≤ 0,17 ≤ 0,35 0,4-
1,0
0,045 0,045
410 ≤ 0,21 ≤0,35 0,4-
1,2
0,045 0,045
ThÐp c¸c bon vµ
c¸c bon-m¨ng gan
460
LÆng
≤ 0,22 ≤0,35 0,8-
1,4
0,045 0,045
Ni: 0,30 max
Cr: 0,25 max
Mo: 0,10 max
Cu: 0,30 max
Tæng: 0,70 max
Ni Cr Mo Cu Sn V Al1Cr
21
Mo 440
LÆng 0,10-
0,18
0,1-
0,35
0,4-
0,7
0,040 0,040
0,30
max
0,7-1,1 0,45-0,65 0,25
max
0,03
max
- ≤0,02
Chó thÝch - (1) - §èi víi thÐp s«i thµnh phÇn c¸c bon cã thÓ lªn tíi 0,19%
113
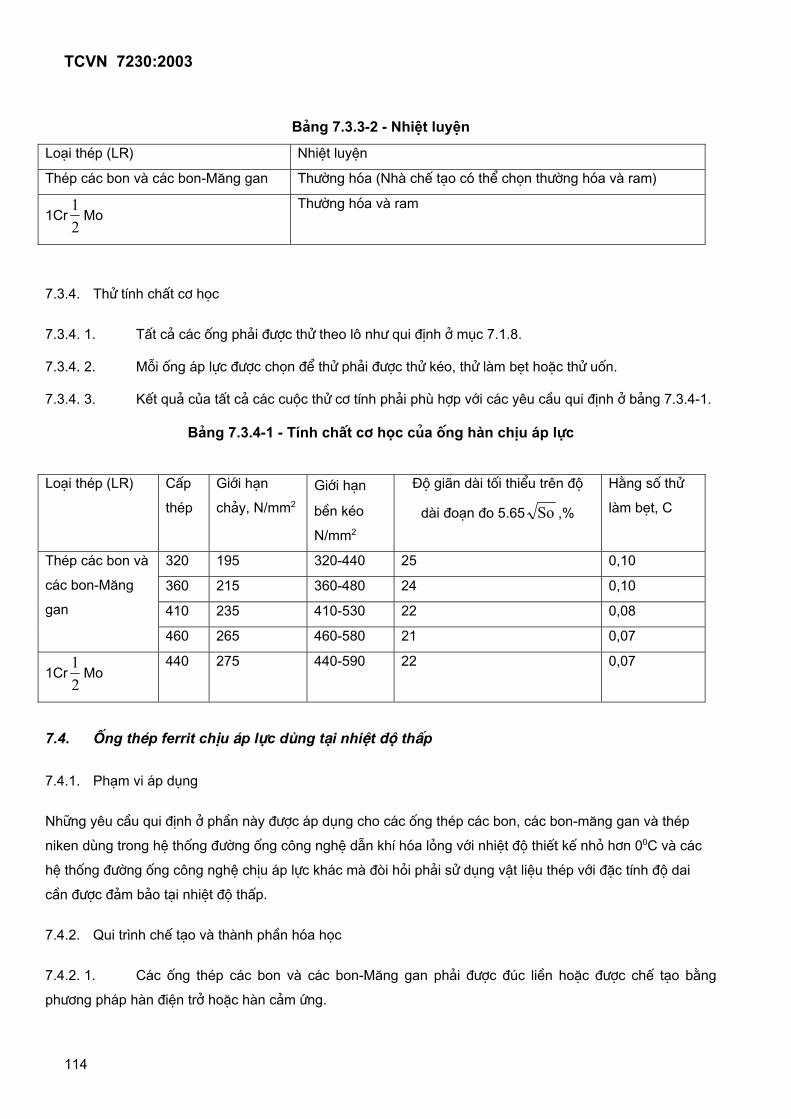
TCVN 7230:2003
B¶ng 7.3.3-2 - NhiÖt luyÖn
Lo¹i thÐp (LR) NhiÖt luyÖn
ThÐp c¸c bon vµ c¸c bon-M¨ng gan Th−êng hãa (Nhµ chÕ t¹o cã thÓ chän th−êng hãa vµ ram)
1Cr21
Mo Th−êng hãa vµ ram
7.3.4. Thö tÝnh chÊt c¬ häc
7.3.4. 1.
7.3.4. 2.
7.3.4. 3.
TÊt c¶ c¸c èng ph¶i ®−îc thö theo l« nh− qui ®Þnh ë môc 7.1.8.
Mçi èng ¸p lùc ®−îc chän ®Ó thö ph¶i ®−îc thö kÐo, thö lµm bÑt hoÆc thö uèn.
KÕt qu¶ cña tÊt c¶ c¸c cuéc thö c¬ tÝnh ph¶i phï hîp víi c¸c yªu cÇu qui ®Þnh ë b¶ng 7.3.4-1.
B¶ng 7.3.4-1 - TÝnh chÊt c¬ häc cña èng hµn chÞu ¸p lùc
Lo¹i thÐp (LR) CÊp
thÐp
Giíi h¹n
ch¶y, N/mm2
giíi h¹n
bÒn kÐo
N/mm2
§é gi·n dµi tèi thiÓu trªn ®é
dµi ®o¹n ®o 5.65 So ,%
H»ng sè thö
lµm bÑt, C
320 195 320-440 25 0,10
360 215 360-480 24 0,10
410 235 410-530 22 0,08
ThÐp c¸c bon vµ
c¸c bon-M¨ng
gan
460 265 460-580 21 0,07
1Cr21
Mo 440 275 440-590 22 0,07
7.4. èng thÐp ferrit chÞu ¸p lùc dïng t¹i nhiÖt ®é thÊp
7.4.1. Ph¹m vi ¸p dông
Nh÷ng yªu cÇu qui ®Þnh ë phÇn nµy ®−îc ¸p dông cho c¸c èng thÐp c¸c bon, c¸c bon-m¨ng gan vµ thÐp
niken dïng trong hÖ thèng ®−êng èng c«ng nghÖ dÉn khÝ hãa láng víi nhiÖt ®é thiÕt kÕ nhá h¬n 00C vµ c¸c
hÖ thèng ®−êng èng c«ng nghÖ chÞu ¸p lùc kh¸c mµ ®ßi hái ph¶i sö dông vËt liÖu thÐp víi ®Æc tÝnh ®é dai
cÇn ®−îc ®¶m b¶o t¹i nhiÖt ®é thÊp.
7.4.2. Qui tr×nh chÕ t¹o vµ thµnh phÇn hãa häc
7.4.2. 1. C¸c èng thÐp c¸c bon vµ c¸c bon-M¨ng gan ph¶i ®−îc ®óc liÒn hoÆc ®−îc chÕ t¹o b»ng
ph−¬ng ph¸p hµn ®iÖn trë hoÆc hµn c¶m øng.
114
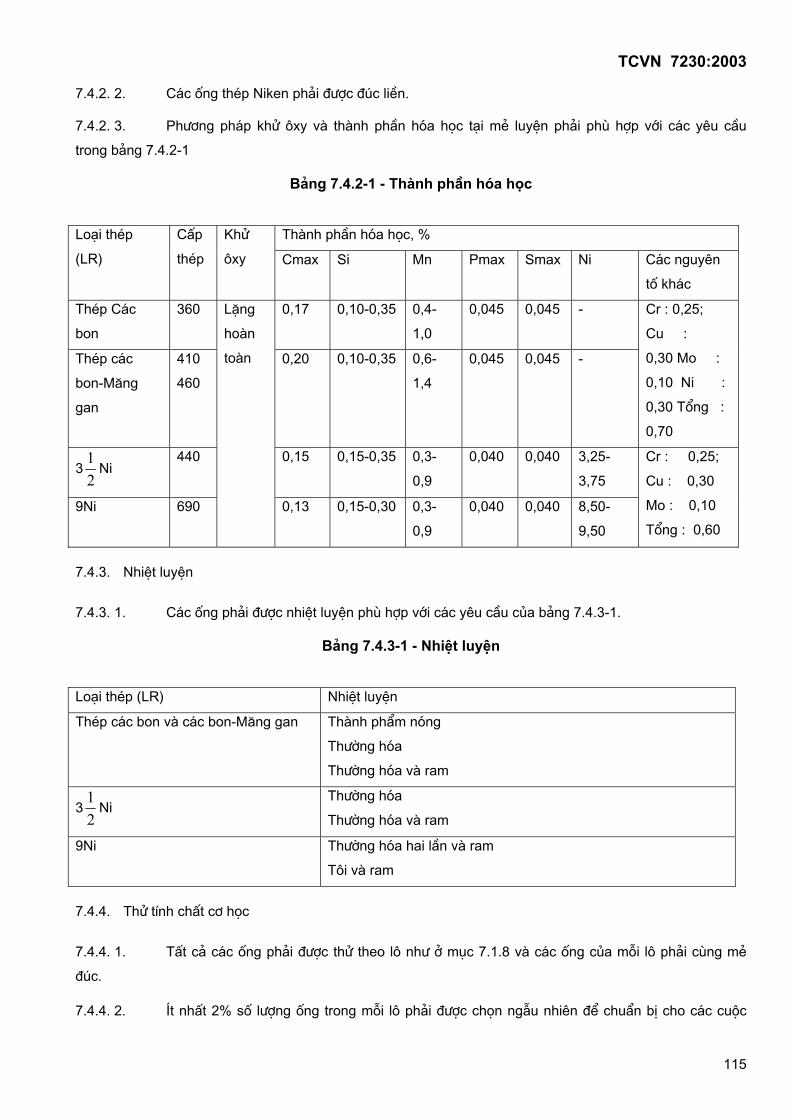
TCVN 7230:2003
7.4.2. 2.
7.4.2. 3.
C¸c èng thÐp Niken ph¶i ®−îc ®óc liÒn.
Ph−¬ng ph¸p khö «xy vµ thµnh phÇn hãa häc t¹i mÎ luyÖn ph¶i phï hîp víi c¸c yªu cÇu
trong b¶ng 7.4.2-1
B¶ng 7.4.2-1 - Thµnh phÇn hãa häc
Thµnh phÇn hãa häc, % Lo¹i thÐp
(LR)
CÊp
thÐp
Khö
«xy Cmax Si Mn Pmax Smax Ni C¸c nguyªn
tè kh¸c
ThÐp C¸c
bon
360 0,17 0,10-0,35 0,4-
1,0
0,045 0,045 -
ThÐp c¸c
bon-M¨ng
gan
410
460
0,20 0,10-0,35 0,6-
1,4
0,045 0,045 -
Cr : 0,25;
Cu :
0,30 Mo :
0,10 Ni :
0,30 Tæng :
0,70
321
Ni 440 0,15 0,15-0,35 0,3-
0,9
0,040 0,040 3,25-
3,75
9Ni 690
LÆng
hoµn
toµn
0,13 0,15-0,30 0,3-
0,9
0,040 0,040 8,50-
9,50
Cr : 0,25;
Cu : 0,30
Mo : 0,10
Tæng : 0,60
7.4.3. NhiÖt luyÖn
7.4.3. 1. C¸c èng ph¶i ®−îc nhiÖt luyÖn phï hîp víi c¸c yªu cÇu cña b¶ng 7.4.3-1.
B¶ng 7.4.3-1 - NhiÖt luyÖn
Lo¹i thÐp (LR) NhiÖt luyÖn
ThÐp c¸c bon vµ c¸c bon-M¨ng gan Thµnh phÈm nãng
Th−êng hãa
Th−êng hãa vµ ram
321
Ni Th−êng hãa
Th−êng hãa vµ ram
9Ni Th−êng hãa hai lÇn vµ ram
T«i vµ ram
7.4.4. Thö tÝnh chÊt c¬ häc
7.4.4. 1.
7.4.4. 2.
TÊt c¶ c¸c èng ph¶i ®−îc thö theo l« nh− ë môc 7.1.8 vµ c¸c èng cña mçi l« ph¶i cïng mÎ
®óc.
Ýt nhÊt 2% sè l−îng èng trong mçi l« ph¶i ®−îc chän ngÉu nhiªn ®Ó chuÈn bÞ cho c¸c cuéc
115
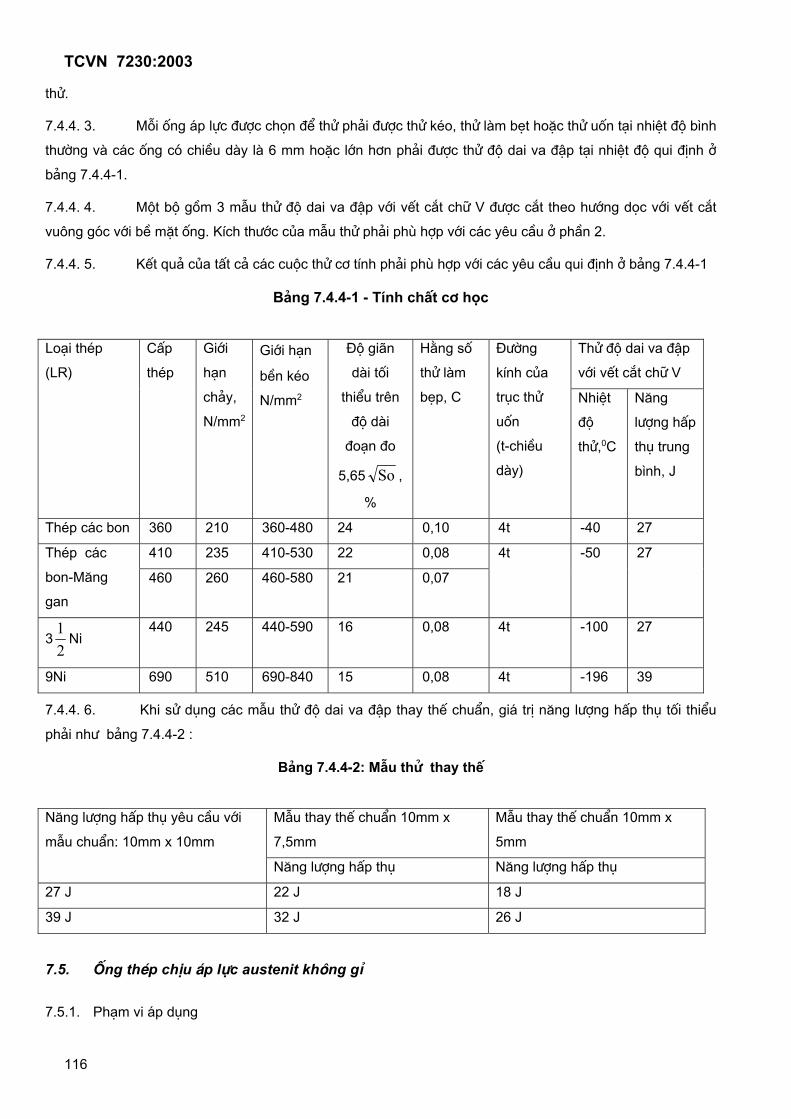
TCVN 7230:2003
thö.
7.4.4. 3.
7.4.4. 4.
7.4.4. 5.
Mçi èng ¸p lùc ®−îc chän ®Ó thö ph¶i ®−îc thö kÐo, thö lµm bÑt hoÆc thö uèn t¹i nhiÖt ®é b×nh
th−êng vµ c¸c èng cã chiÒu dµy lµ 6 mm hoÆc lín h¬n ph¶i ®−îc thö ®é dai va ®Ëp t¹i nhiÖt ®é qui ®Þnh ë
b¶ng 7.4.4-1.
Mét bé gåm 3 mÉu thö ®é dai va ®Ëp víi vÕt c¾t ch÷ V ®−îc c¾t theo h−íng däc víi vÕt c¾t
vu«ng gãc víi bÒ mÆt èng. KÝch th−íc cña mÉu thö ph¶i phï hîp víi c¸c yªu cÇu ë phÇn 2.
KÕt qu¶ cña tÊt c¶ c¸c cuéc thö c¬ tÝnh ph¶i phï hîp víi c¸c yªu cÇu qui ®Þnh ë b¶ng 7.4.4-1
B¶ng 7.4.4-1 - TÝnh chÊt c¬ häc
Thö ®é dai va ®Ëp
víi vÕt c¾t ch÷ V
Lo¹i thÐp
(LR)
CÊp
thÐp
Giíi
h¹n
ch¶y,
N/mm2
giíi h¹n
bÒn kÐo
N/mm2
§é gi·n
dµi tèi
thiÓu trªn
®é dµi
®o¹n ®o
5,65 So ,
%
H»ng sè
thö lµm
bÑp, C
§−êng
kÝnh cña
trôc thö
uèn
(t-chiÒu
dµy)
NhiÖt
®é
thö,0C
N¨ng
l−îng hÊp
thô trung
b×nh, J
ThÐp c¸c bon 360 210 360-480 24 0,10 4t -40 27
410 235 410-530 22 0,08 ThÐp c¸c
bon-M¨ng
gan
460 260 460-580 21 0,07
4t -50 27
321
Ni 440 245 440-590 16 0,08 4t -100 27
9Ni 690 510 690-840 15 0,08 4t -196 39
7.4.4. 6. Khi sö dông c¸c mÉu thö ®é dai va ®Ëp thay thÕ chuÈn, gi¸ trÞ n¨ng l−îng hÊp thô tèi thiÓu
ph¶i nh− b¶ng 7.4.4-2 :
B¶ng 7.4.4-2: MÉu thö thay thÕ
MÉu thay thÕ chuÈn 10mm x
7,5mm
MÉu thay thÕ chuÈn 10mm x
5mm
N¨ng l−îng hÊp thô yªu cÇu víi
mÉu chuÈn: 10mm x 10mm
N¨ng l−îng hÊp thô N¨ng l−îng hÊp thô
27 J 22 J 18 J
39 J 32 J 26 J
7.5. èng thÐp chÞu ¸p lùc austenit kh«ng gØ
7.5.1. Ph¹m vi ¸p dông
116
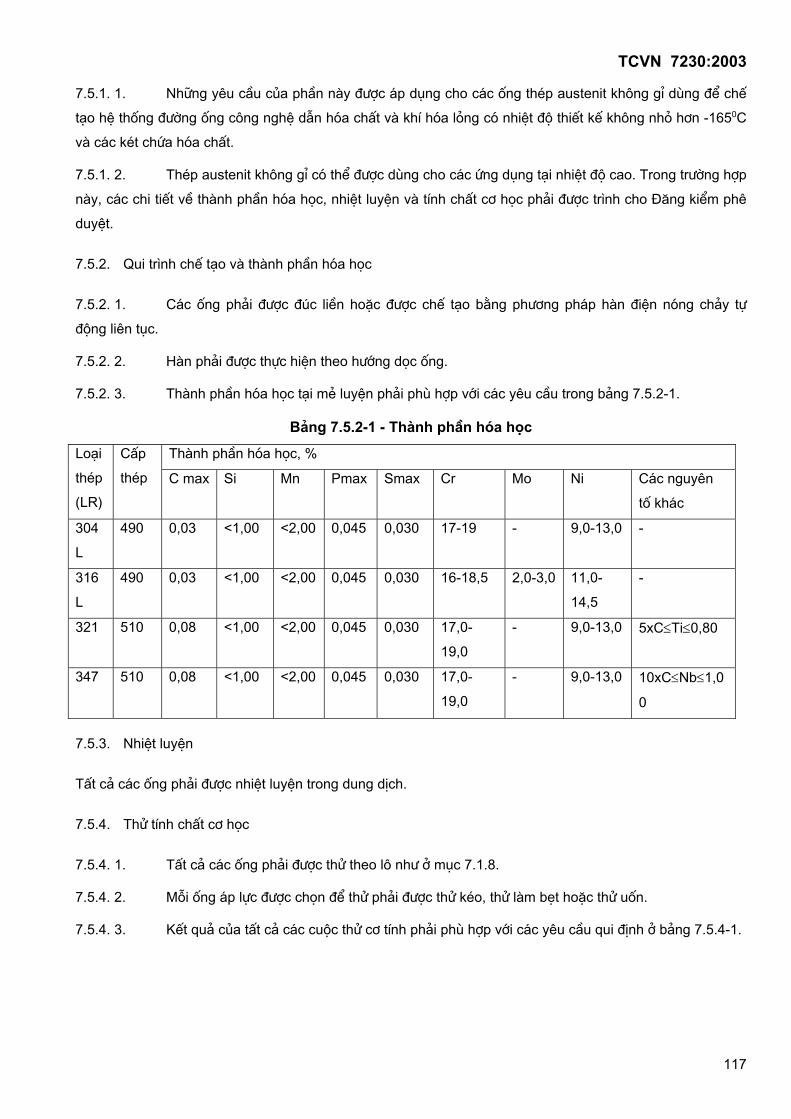
TCVN 7230:2003
7.5.1. 1.
7.5.1. 2.
7.5.2. 1.
7.5.2. 2.
7.5.2. 3.
Nh÷ng yªu cÇu cña phÇn nµy ®−îc ¸p dông cho c¸c èng thÐp austenit kh«ng gØ dïng ®Ó chÕ
t¹o hÖ thèng ®−êng èng c«ng nghÖ dÉn hãa chÊt vµ khÝ hãa láng cã nhiÖt ®é thiÕt kÕ kh«ng nhá h¬n -1650C
vµ c¸c kÐt chøa hãa chÊt.
ThÐp austenit kh«ng gØ cã thÓ ®−îc dïng cho c¸c øng dông t¹i nhiÖt ®é cao. Trong tr−êng hîp
nµy, c¸c chi tiÕt vÒ thµnh phÇn hãa häc, nhiÖt luyÖn vµ tÝnh chÊt c¬ häc ph¶i ®−îc tr×nh cho §¨ng kiÓm phª
duyÖt.
7.5.2. Qui tr×nh chÕ t¹o vµ thµnh phÇn hãa häc
C¸c èng ph¶i ®−îc ®óc liÒn hoÆc ®−îc chÕ t¹o b»ng ph−¬ng ph¸p hµn ®iÖn nãng ch¶y tù
®éng liªn tôc.
Hµn ph¶i ®−îc thùc hiÖn theo h−íng däc èng.
Thµnh phÇn hãa häc t¹i mÎ luyÖn ph¶i phï hîp víi c¸c yªu cÇu trong b¶ng 7.5.2-1.
B¶ng 7.5.2-1 - Thµnh phÇn hãa häc
Thµnh phÇn hãa häc, % Lo¹i
thÐp
(LR)
CÊp
thÐp C max Si Mn Pmax Smax Cr Mo Ni C¸c nguyªn
tè kh¸c
304
L
490 0,03 <1,00 <2,00 0,045 0,030 17-19 - 9,0-13,0 -
316
L
490 0,03 <1,00 <2,00 0,045 0,030 16-18,5 2,0-3,0 11,0-
14,5
-
321 510 0,08 <1,00 <2,00 0,045 0,030 17,0-
19,0
- 9,0-13,0 5xC≤Ti≤0,80
347 510 0,08 <1,00 <2,00 0,045 0,030 17,0-
19,0
- 9,0-13,0 10xC≤Nb≤1,0
0
7.5.3. NhiÖt luyÖn
TÊt c¶ c¸c èng ph¶i ®−îc nhiÖt luyÖn trong dung dÞch.
7.5.4. Thö tÝnh chÊt c¬ häc
7.5.4. 1.
7.5.4. 2.
7.5.4. 3.
TÊt c¶ c¸c èng ph¶i ®−îc thö theo l« nh− ë môc 7.1.8.
Mçi èng ¸p lùc ®−îc chän ®Ó thö ph¶i ®−îc thö kÐo, thö lµm bÑt hoÆc thö uèn.
KÕt qu¶ cña tÊt c¶ c¸c cuéc thö c¬ tÝnh ph¶i phï hîp víi c¸c yªu cÇu qui ®Þnh ë b¶ng 7.5.4-1.
117
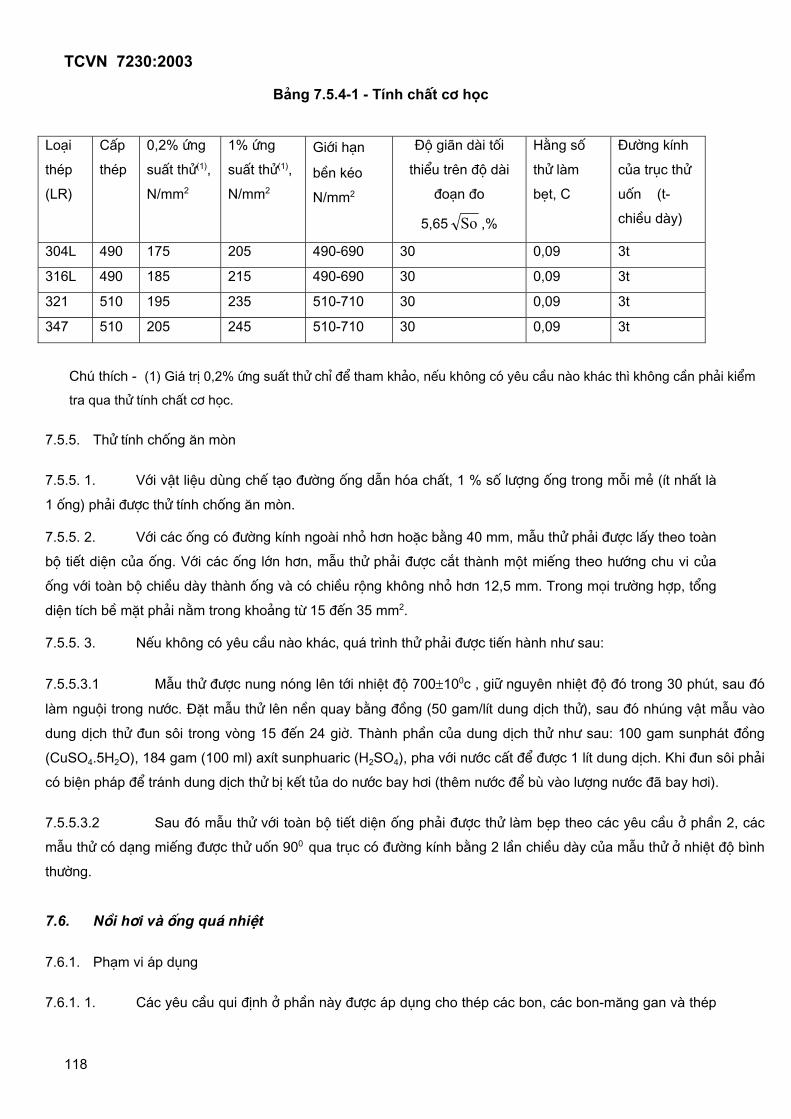
TCVN 7230:2003
B¶ng 7.5.4-1 - TÝnh chÊt c¬ häc
Lo¹i
thÐp
(LR)
CÊp
thÐp
0,2% øng
suÊt thö(1),
N/mm2
1% øng
suÊt thö(1),
N/mm2
giíi h¹n
bÒn kÐo
N/mm2
§é gi·n dµi tèi
thiÓu trªn ®é dµi
®o¹n ®o
5,65 So ,%
H»ng sè
thö lµm
bÑt, C
§−êng kÝnh
cña trôc thö
uèn (t-
chiÒu dµy)
304L 490 175 205 490-690 30 0,09 3t
316L 490 185 215 490-690 30 0,09 3t
321 510 195 235 510-710 30 0,09 3t
347 510 205 245 510-710 30 0,09 3t
Chó thÝch - (1) Gi¸ trÞ 0,2% øng suÊt thö chØ ®Ó tham kh¶o, nÕu kh«ng cã yªu cÇu nµo kh¸c th× kh«ng cÇn ph¶i kiÓm
tra qua thö tÝnh chÊt c¬ häc.
7.5.5. Thö tÝnh chèng ¨n mßn
7.5.5. 1.
7.5.5. 2.
7.5.5. 3.
7.6.1. 1.
Víi vËt liÖu dïng chÕ t¹o ®−êng èng dÉn hãa chÊt, 1 % sè l−îng èng trong mçi mÎ (Ýt nhÊt lµ
1 èng) ph¶i ®−îc thö tÝnh chèng ¨n mßn.
Víi c¸c èng cã ®−êng kÝnh ngoµi nhá h¬n hoÆc b»ng 40 mm, mÉu thö ph¶i ®−îc lÊy theo toµn
bé tiÕt diÖn cña èng. Víi c¸c èng lín h¬n, mÉu thö ph¶i ®−îc c¾t thµnh mét miÕng theo h−íng chu vi cña
èng víi toµn bé chiÒu dµy thµnh èng vµ cã chiÒu réng kh«ng nhá h¬n 12,5 mm. Trong mäi tr−êng hîp, tæng
diÖn tÝch bÒ mÆt ph¶i n»m trong kho¶ng tõ 15 ®Õn 35 mm2.
NÕu kh«ng cã yªu cÇu nµo kh¸c, qu¸ tr×nh thö ph¶i ®−îc tiÕn hµnh nh− sau:
7.5.5.3.1 MÉu thö ®−îc nung nãng lªn tíi nhiÖt ®é 700±100c , gi÷ nguyªn nhiÖt ®é ®ã trong 30 phót, sau ®ã
lµm nguéi trong n−íc. §Æt mÉu thö lªn nÒn quay b»ng ®ång (50 gam/lÝt dung dÞch thö), sau ®ã nhóng vËt mÉu vµo
dung dÞch thö ®un s«i trong vßng 15 ®Õn 24 giê. Thµnh phÇn cña dung dÞch thö nh− sau: 100 gam sunph¸t ®ång
(CuSO4.5H2O), 184 gam (100 ml) axÝt sunphuaric (H2SO4), pha víi n−íc cÊt ®Ó ®−îc 1 lÝt dung dÞch. Khi ®un s«i ph¶i
cã biÖn ph¸p ®Ó tr¸nh dung dÞch thö bÞ kÕt tña do n−íc bay h¬i (thªm n−íc ®Ó bï vµo l−îng n−íc ®· bay h¬i).
7.5.5.3.2 Sau ®ã mÉu thö víi toµn bé tiÕt diÖn èng ph¶i ®−îc thö lµm bÑp theo c¸c yªu cÇu ë phÇn 2, c¸c
mÉu thö cã d¹ng miÕng ®−îc thö uèn 900 qua trôc cã ®−êng kÝnh b»ng 2 lÇn chiÒu dµy cña mÉu thö ë nhiÖt ®é b×nh
th−êng.
7.6. Nåi h¬i vµ èng qu¸ nhiÖt
7.6.1. Ph¹m vi ¸p dông
C¸c yªu cÇu qui ®Þnh ë phÇn nµy ®−îc ¸p dông cho thÐp c¸c bon, c¸c bon-m¨ng gan vµ thÐp
118
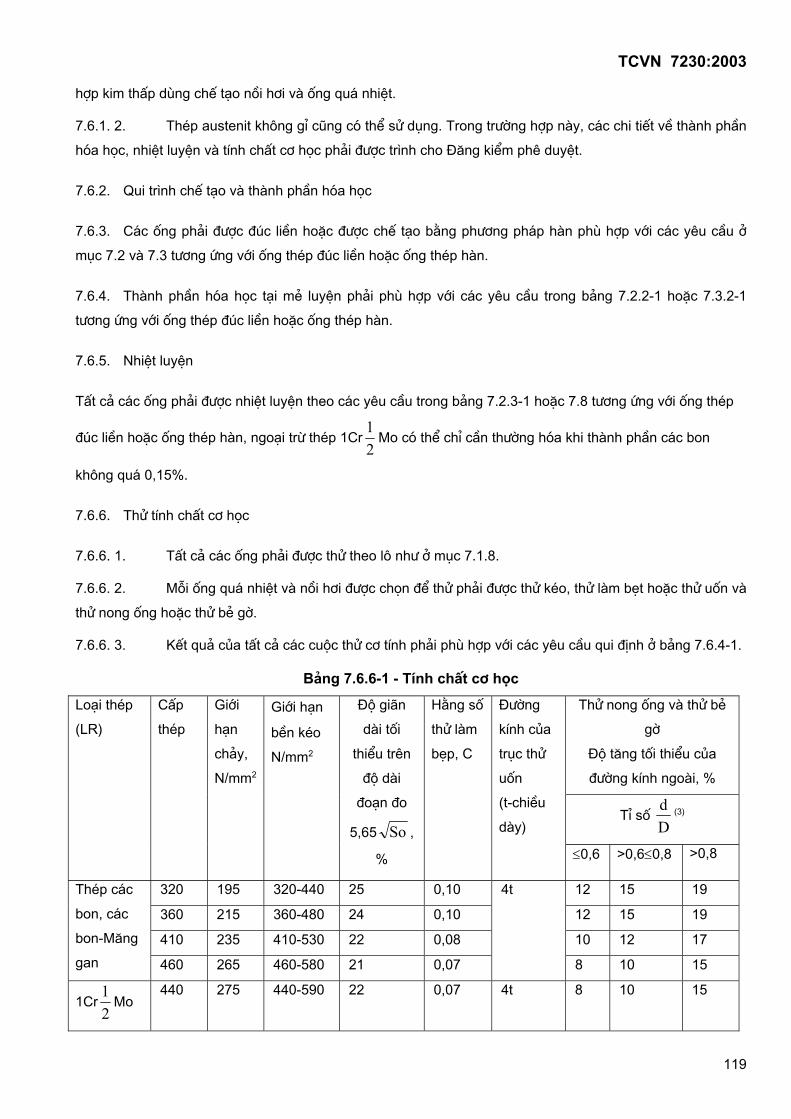
TCVN 7230:2003
hîp kim thÊp dïng chÕ t¹o nåi h¬i vµ èng qu¸ nhiÖt.
7.6.1. 2. ThÐp austenit kh«ng gØ còng cã thÓ sö dông. Trong tr−êng hîp nµy, c¸c chi tiÕt vÒ thµnh phÇn
hãa häc, nhiÖt luyÖn vµ tÝnh chÊt c¬ häc ph¶i ®−îc tr×nh cho §¨ng kiÓm phª duyÖt.
7.6.2. Qui tr×nh chÕ t¹o vµ thµnh phÇn hãa häc
7.6.3. C¸c èng ph¶i ®−îc ®óc liÒn hoÆc ®−îc chÕ t¹o b»ng ph−¬ng ph¸p hµn phï hîp víi c¸c yªu cÇu ë
môc 7.2 vµ 7.3 t−¬ng øng víi èng thÐp ®óc liÒn hoÆc èng thÐp hµn.
7.6.4. Thµnh phÇn hãa häc t¹i mÎ luyÖn ph¶i phï hîp víi c¸c yªu cÇu trong b¶ng 7.2.2-1 hoÆc 7.3.2-1
t−¬ng øng víi èng thÐp ®óc liÒn hoÆc èng thÐp hµn.
7.6.5. NhiÖt luyÖn
TÊt c¶ c¸c èng ph¶i ®−îc nhiÖt luyÖn theo c¸c yªu cÇu trong b¶ng 7.2.3-1 hoÆc 7.8 t−¬ng øng víi èng thÐp
®óc liÒn hoÆc èng thÐp hµn, ngo¹i trõ thÐp 1Cr21
Mo cã thÓ chØ cÇn th−êng hãa khi thµnh phÇn c¸c bon
kh«ng qu¸ 0,15%.
7.6.6. Thö tÝnh chÊt c¬ häc
7.6.6. 1.
7.6.6. 2.
7.6.6. 3.
TÊt c¶ c¸c èng ph¶i ®−îc thö theo l« nh− ë môc 7.1.8.
Mçi èng qu¸ nhiÖt vµ nåi h¬i ®−îc chän ®Ó thö ph¶i ®−îc thö kÐo, thö lµm bÑt hoÆc thö uèn vµ
thö nong èng hoÆc thö bÎ gê.
KÕt qu¶ cña tÊt c¶ c¸c cuéc thö c¬ tÝnh ph¶i phï hîp víi c¸c yªu cÇu qui ®Þnh ë b¶ng 7.6.4-1.
B¶ng 7.6.6-1 - TÝnh chÊt c¬ häc
Thö nong èng vµ thö bÎ
gê
§é t¨ng tèi thiÓu cña
®−êng kÝnh ngoµi, %
TØ sè Dd (3)
Lo¹i thÐp
(LR)
CÊp
thÐp
Giíi
h¹n
ch¶y,
N/mm2
giíi h¹n
bÒn kÐo
N/mm2
§é gi·n
dµi tèi
thiÓu trªn
®é dµi
®o¹n ®o
5,65 So ,
%
H»ng sè
thö lµm
bÑp, C
§−êng
kÝnh cña
trôc thö
uèn
(t-chiÒu
dµy)
≤0,6 >0,6≤0,8 >0,8
320 195 320-440 25 0,10 12 15 19
360 215 360-480 24 0,10 12 15 19
410 235 410-530 22 0,08 10 12 17
ThÐp c¸c
bon, c¸c
bon-M¨ng
gan 460 265 460-580 21 0,07
4t
8 10 15
1Cr21
Mo 440 275 440-590 22 0,07 4t 8 10 15
119

TCVN 7230:2003
B¶ng 7.6.6-2 - TÝnh chÊt c¬ häc (tiÕp theo)
Thö nong èng vµ thö bÎ
gê
§é t¨ng tèi thiÓu cña
®−êng kÝnh ngoµi, %
TØ sè Dd (3)
Lo¹i thÐp
(LR)
CÊp
thÐp
Giíi
h¹n
ch¶y,
N/mm2
giíi h¹n
bÒn kÐo
N/mm2
§é gi·n
dµi tèi
thiÓu trªn
®é dµi
®o¹n ®o
5,65 So ,
%
H»ng sè
thö lµm
bÑp, C
§−êng
kÝnh cña
trôc thö
uèn
(t-chiÒu
dµy)
≤0,6 >0,6≤0,8 >0,8
410(1) 135 410-560 20 241
Cr1Mo 490(2) 275 490-640 16
0,07 4t 8 10 15
Chó thÝch (1)- ThÐp ®−îc ñ
(2)- ThÐp ®−îc th−êng hãa vµ t«i
(3)- d: ®−êng kÝnh trong; D: ®−êng kÝnh ngoµi.
120
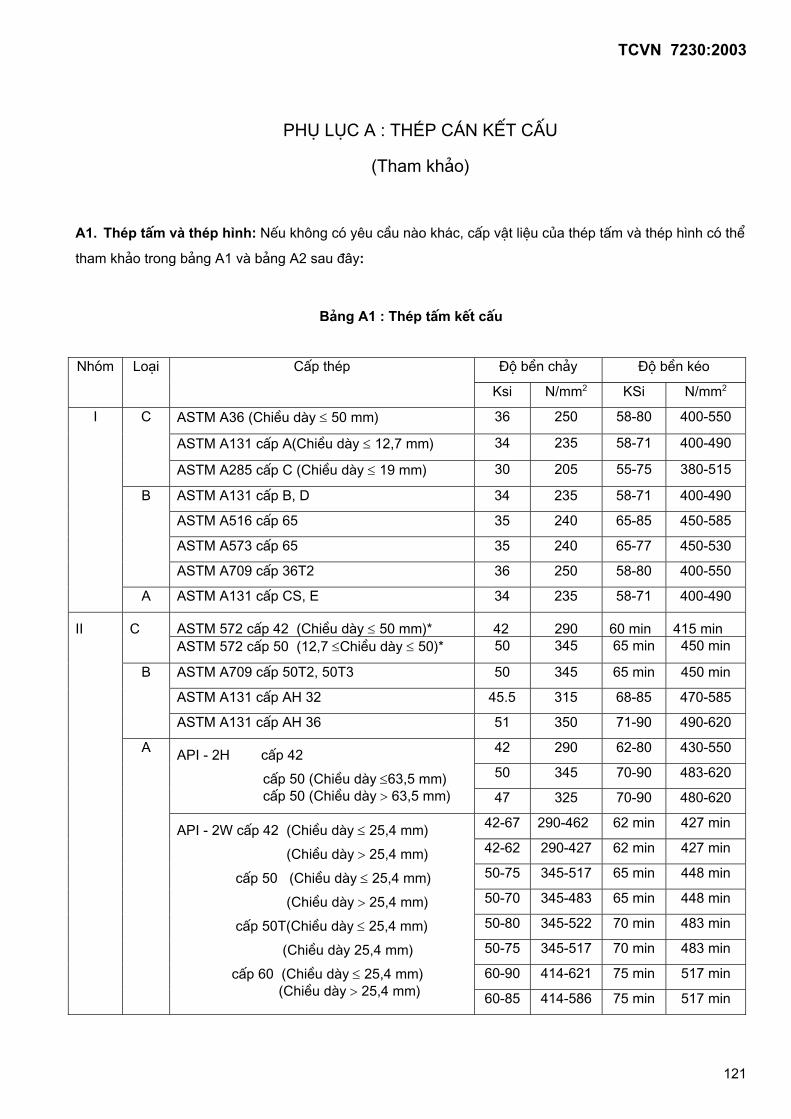
TCVN 7230:2003
Phô lôc A : ThÐp c¸n kÕt cÊu
(Tham kh¶o)
A1. ThÐp tÊm vµ thÐp h×nh: NÕu kh«ng cã yªu cÇu nµo kh¸c, cÊp vËt liÖu cña thÐp tÊm vµ thÐp h×nh cã thÓ
tham kh¶o trong b¶ng A1 vµ b¶ng A2 sau ®©y:
B¶ng A1 : ThÐp tÊm kÕt cÊu
§é bÒn ch¶y §é bÒn kÐo Nhãm Lo¹i CÊp thÐp
Ksi N/mm2 KSi N/mm2
ASTM A36 (ChiÒu dµy ≤ 50 mm) 36 250 58-80 400-550
ASTM A131 cÊp A(ChiÒu dµy ≤ 12,7 mm) 34 235 58-71 400-490
C
ASTM A285 cÊp C (ChiÒu dµy ≤ 19 mm) 30 205 55-75 380-515
ASTM A131 cÊp B, D 34 235 58-71 400-490
ASTM A516 cÊp 65 35 240 65-85 450-585
ASTM A573 cÊp 65 35 240 65-77 450-530
B
ASTM A709 cÊp 36T2 36 250 58-80 400-550
I
A ASTM A131 cÊp CS, E 34 235 58-71 400-490
ASTM 572 cÊp 42 (ChiÒu dµy ≤ 50 mm)* 42 290 60 min 415 min C ASTM 572 cÊp 50 (12,7 ≤ChiÒu dµy ≤ 50)* 50 345 65 min 450 min
ASTM A709 cÊp 50T2, 50T3 50 345 65 min 450 min
ASTM A131 cÊp AH 32 45.5 315 68-85 470-585
B
ASTM A131 cÊp AH 36 51 350 71-90 490-620
42 290 62-80 430-550
50 345 70-90 483-620 API - 2H cÊp 42
cÊp 50 (ChiÒu dµy ≤63,5 mm) cÊp 50 (ChiÒu dµy > 63,5 mm) 47 325 70-90 480-620
42-67 290-462 62 min 427 min
42-62 290-427 62 min 427 min
50-75 345-517 65 min 448 min
50-70 345-483 65 min 448 min
50-80 345-522 70 min 483 min
50-75 345-517 70 min 483 min
60-90 414-621 75 min 517 min
II
A
API - 2W cÊp 42 (ChiÒu dµy ≤ 25,4 mm)
(ChiÒu dµy > 25,4 mm)
cÊp 50 (ChiÒu dµy ≤ 25,4 mm)
(ChiÒu dµy > 25,4 mm)
cÊp 50T(ChiÒu dµy ≤ 25,4 mm)
(ChiÒu dµy 25,4 mm)
cÊp 60 (ChiÒu dµy ≤ 25,4 mm) (ChiÒu dµy > 25,4 mm) 60-85 414-586 75 min 517 min
121
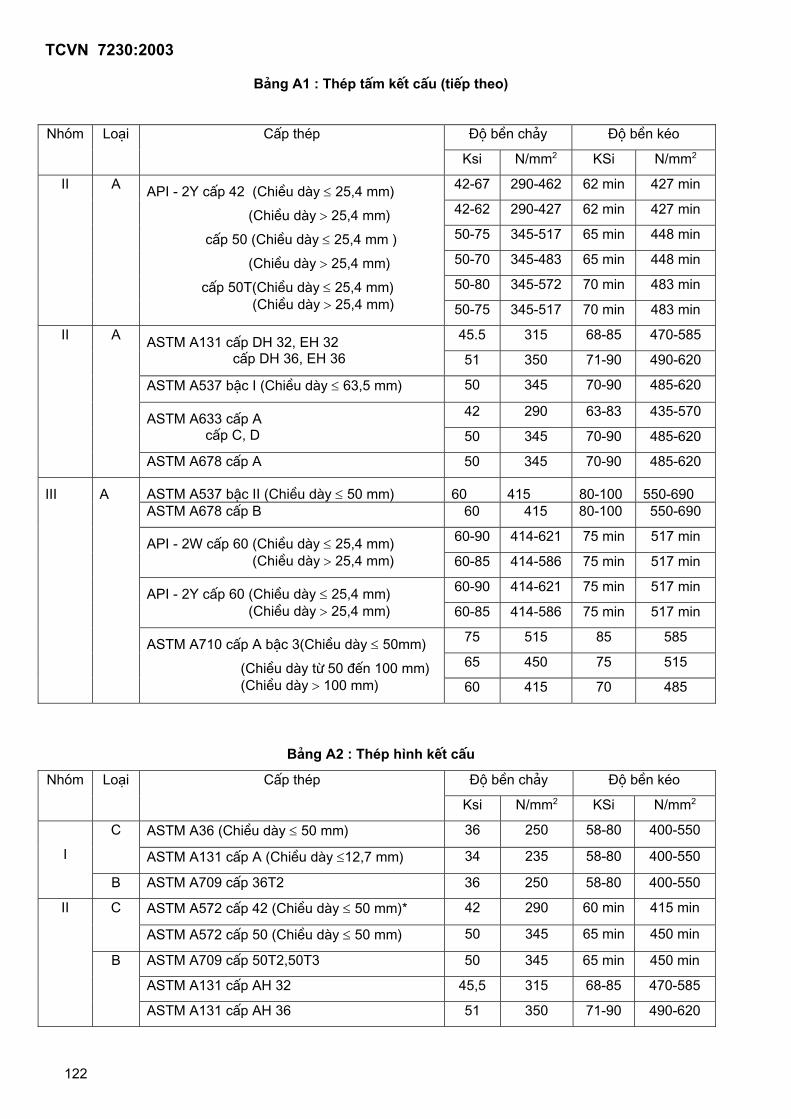
TCVN 7230:2003
B¶ng A1 : ThÐp tÊm kÕt cÊu (tiÕp theo)
§é bÒn ch¶y §é bÒn kÐo Nhãm Lo¹i CÊp thÐp
Ksi N/mm2 KSi N/mm2
42-67 290-462 62 min 427 min
42-62 290-427 62 min 427 min
50-75 345-517 65 min 448 min
50-70 345-483 65 min 448 min
50-80 345-572 70 min 483 min
II A API - 2Y cÊp 42 (ChiÒu dµy ≤ 25,4 mm)
(ChiÒu dµy > 25,4 mm)
cÊp 50 (ChiÒu dµy ≤ 25,4 mm )
(ChiÒu dµy > 25,4 mm)
cÊp 50T(ChiÒu dµy ≤ 25,4 mm) (ChiÒu dµy > 25,4 mm) 50-75 345-517 70 min 483 min
45.5 315 68-85 470-585 ASTM A131 cÊp DH 32, EH 32 cÊp DH 36, EH 36 51 350 71-90 490-620
ASTM A537 bËc I (ChiÒu dµy ≤ 63,5 mm) 50 345 70-90 485-620
42 290 63-83 435-570 ASTM A633 cÊp A cÊp C, D 50 345 70-90 485-620
II A
ASTM A678 cÊp A 50 345 70-90 485-620
ASTM A537 bËc II (ChiÒu dµy ≤ 50 mm) 60 415 80-100 550-690 ASTM A678 cÊp B 60 415 80-100 550-690
60-90 414-621 75 min 517 min API - 2W cÊp 60 (ChiÒu dµy ≤ 25,4 mm) (ChiÒu dµy > 25,4 mm) 60-85 414-586 75 min 517 min
60-90 414-621 75 min 517 min API - 2Y cÊp 60 (ChiÒu dµy ≤ 25,4 mm) (ChiÒu dµy > 25,4 mm) 60-85 414-586 75 min 517 min
75 515 85 585
65 450 75 515
III A
ASTM A710 cÊp A bËc 3(ChiÒu dµy ≤ 50mm)
(ChiÒu dµy tõ 50 ®Õn 100 mm) (ChiÒu dµy > 100 mm) 60 415 70 485
B¶ng A2 : ThÐp h×nh kÕt cÊu
§é bÒn ch¶y §é bÒn kÐo Nhãm Lo¹i CÊp thÐp
Ksi N/mm2 KSi N/mm2
ASTM A36 (ChiÒu dµy ≤ 50 mm) 36 250 58-80 400-550 C
ASTM A131 cÊp A (ChiÒu dµy ≤12,7 mm) 34 235 58-80 400-550
I
B ASTM A709 cÊp 36T2 36 250 58-80 400-550
ASTM A572 cÊp 42 (ChiÒu dµy ≤ 50 mm)* 42 290 60 min 415 min C
ASTM A572 cÊp 50 (ChiÒu dµy ≤ 50 mm) 50 345 65 min 450 min
ASTM A709 cÊp 50T2,50T3 50 345 65 min 450 min
ASTM A131 cÊp AH 32 45,5 315 68-85 470-585
II
B
ASTM A131 cÊp AH 36 51 350 71-90 490-620
122
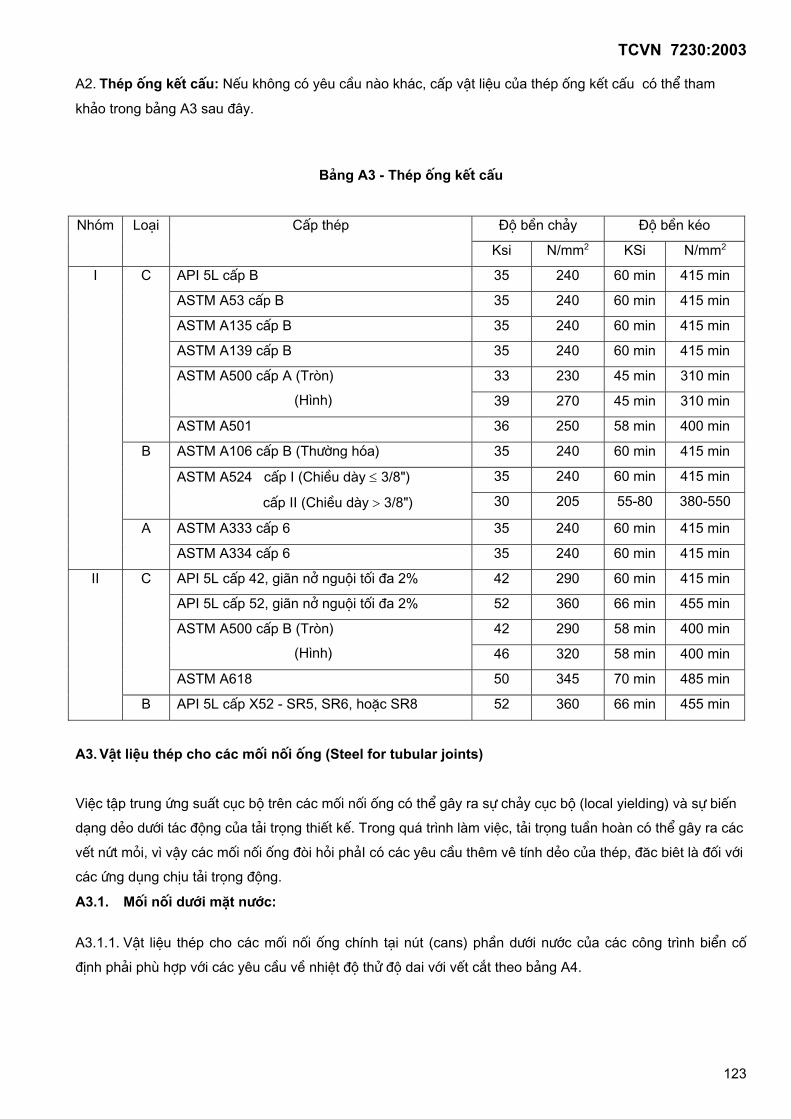
TCVN 7230:2003
A2. ThÐp èng kÕt cÊu: NÕu kh«ng cã yªu cÇu nµo kh¸c, cÊp vËt liÖu cña thÐp èng kÕt cÊu cã thÓ tham
kh¶o trong b¶ng A3 sau ®©y.
B¶ng A3 - ThÐp èng kÕt cÊu
§é bÒn ch¶y §é bÒn kÐo Nhãm Lo¹i CÊp thÐp
Ksi N/mm2 KSi N/mm2
API 5L cÊp B 35 240 60 min 415 min
ASTM A53 cÊp B 35 240 60 min 415 min
ASTM A135 cÊp B 35 240 60 min 415 min
ASTM A139 cÊp B 35 240 60 min 415 min
33 230 45 min 310 min ASTM A500 cÊp A (Trßn)
(H×nh) 39 270 45 min 310 min
C
ASTM A501 36 250 58 min 400 min
ASTM A106 cÊp B (Th−êng hãa) 35 240 60 min 415 min
35 240 60 min 415 min
B
ASTM A524 cÊp I (ChiÒu dµy ≤ 3/8")
cÊp II (ChiÒu dµy > 3/8") 30 205 55-80 380-550
ASTM A333 cÊp 6 35 240 60 min 415 min
I
A
ASTM A334 cÊp 6 35 240 60 min 415 min
API 5L cÊp 42, gi·n në nguéi tèi ®a 2% 42 290 60 min 415 min
API 5L cÊp 52, gi·n në nguéi tèi ®a 2% 52 360 66 min 455 min
42 290 58 min 400 min ASTM A500 cÊp B (Trßn)
(H×nh) 46 320 58 min 400 min
C
ASTM A618 50 345 70 min 485 min
II
B API 5L cÊp X52 - SR5, SR6, hoÆc SR8 52 360 66 min 455 min
A3. VËt liÖu thÐp cho c¸c mèi nèi èng (Steel for tubular joints)
ViÖc tËp trung øng suÊt côc bé trªn c¸c mèi nèi èng cã thÓ g©y ra sù ch¶y côc bé (local yielding) vµ sù biÕn
d¹ng dÎo d−íi t¸c ®éng cña t¶i träng thiÕt kÕ. Trong qu¸ tr×nh lµm viÖc, t¶i träng tuÇn hoµn cã thÓ g©y ra c¸c
vÕt nøt mái, v× vËy c¸c mèi nèi èng ®ßi hái ph¶I cã c¸c yªu cÇu thªm vª tÝnh dÎo cña thÐp, ®¨c biªt lµ ®èi víi
c¸c øng dông chÞu t¶i träng ®éng.
A3.1. Mèi nèi d−íi mÆt n−íc:
A3.1.1. VËt liÖu thÐp cho c¸c mèi nèi èng chÝnh t¹i nót (cans) phÇn d−íi n−íc cña c¸c c«ng tr×nh biÓn cè
®Þnh ph¶i phï hîp víi c¸c yªu cÇu vÒ nhiÖt ®é thö ®é dai víi vÕt c¾t theo b¶ng A4.
123
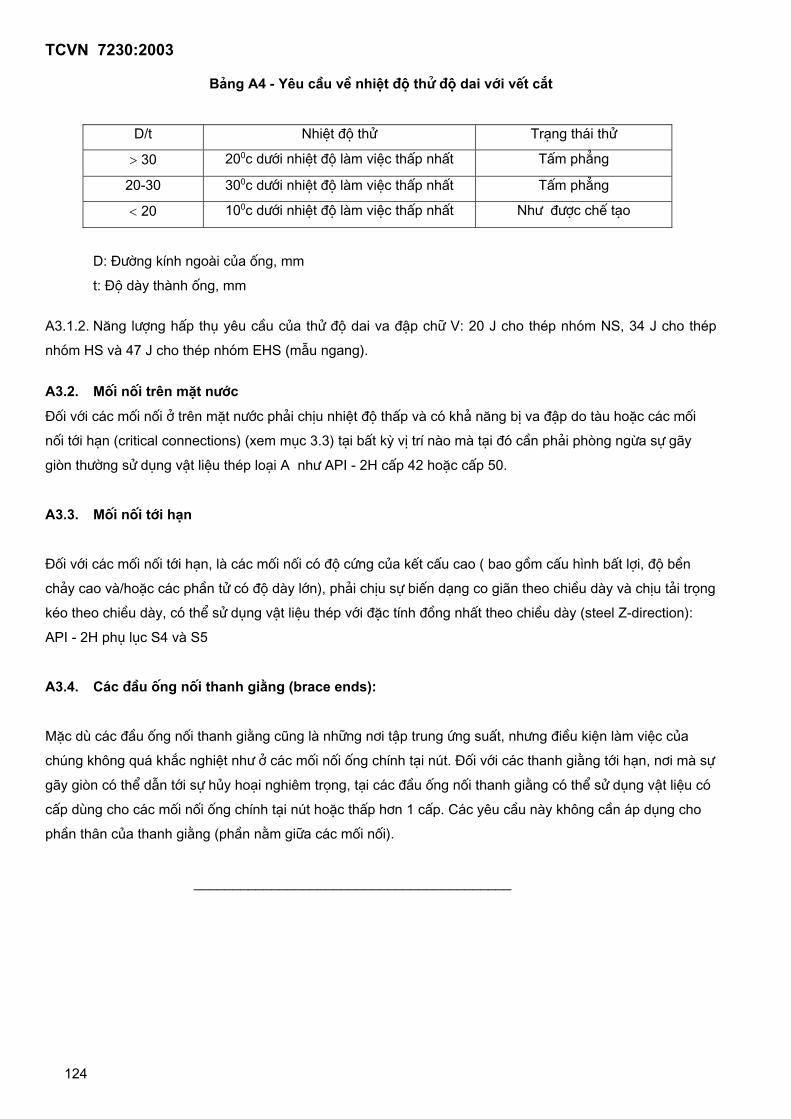
TCVN 7230:2003
B¶ng A4 - Yªu cÇu vÒ nhiÖt ®é thö ®é dai víi vÕt c¾t
D/t NhiÖt ®é thö Tr¹ng th¸i thö
> 30 200c d−íi nhiÖt ®é lµm viÖc thÊp nhÊt TÊm ph¼ng
20-30 300c d−íi nhiÖt ®é lµm viÖc thÊp nhÊt TÊm ph¼ng
< 20 100c d−íi nhiÖt ®é lµm viÖc thÊp nhÊt Nh− ®−îc chÕ t¹o
D: §−êng kÝnh ngoµi cña èng, mm
t: §é dµy thµnh èng, mm
A3.1.2. N¨ng l−îng hÊp thô yªu cÇu cña thö ®é dai va ®Ëp ch÷ V: 20 J cho thÐp nhãm NS, 34 J cho thÐp
nhãm HS vµ 47 J cho thÐp nhãm EHS (mÉu ngang).
A3.2. Mèi nèi trªn mÆt n−íc
§èi víi c¸c mèi nèi ë trªn mÆt n−íc ph¶i chÞu nhiÖt ®é thÊp vµ cã kh¶ n¨ng bÞ va ®Ëp do tµu hoÆc c¸c mèi
nèi tíi h¹n (critical connections) (xem môc 3.3) t¹i bÊt kú vÞ trÝ nµo mµ t¹i ®ã cÇn ph¶i phßng ngõa sù g·y
gißn th−êng sö dông vËt liÖu thÐp lo¹i A nh− API - 2H cÊp 42 hoÆc cÊp 50.
A3.3. Mèi nèi tíi h¹n
§èi víi c¸c mèi nèi tíi h¹n, lµ c¸c mèi nèi cã ®é cøng cña kÕt cÊu cao ( bao gåm cÊu h×nh bÊt lîi, ®é bÒn
ch¶y cao vµ/hoÆc c¸c phÇn tö cã ®é dµy lín), ph¶i chÞu sù biÕn d¹ng co gi·n theo chiÒu dµy vµ chÞu t¶i träng
kÐo theo chiÒu dµy, cã thÓ sö dông vËt liÖu thÐp víi ®Æc tÝnh ®ång nhÊt theo chiÒu dµy (steel Z-direction):
API - 2H phô lôc S4 vµ S5
A3.4. C¸c ®Çu èng nèi thanh gi»ng (brace ends):
MÆc dï c¸c ®Çu èng nèi thanh gi»ng còng lµ nh÷ng n¬i tËp trung øng suÊt, nh−ng ®iÒu kiÖn lµm viÖc cña
chóng kh«ng qu¸ kh¾c nghiÖt nh− ë c¸c mèi nèi èng chÝnh t¹i nót. §èi víi c¸c thanh gi»ng tíi h¹n, n¬i mµ sù
g·y gißn cã thÓ dÉn tíi sù hñy ho¹i nghiªm träng, t¹i c¸c ®Çu èng nèi thanh gi»ng cã thÓ sö dông vËt liÖu cã
cÊp dïng cho c¸c mèi nèi èng chÝnh t¹i nót hoÆc thÊp h¬n 1 cÊp. C¸c yªu cÇu nµy kh«ng cÇn ¸p dông cho
phÇn th©n cña thanh gi»ng (phÇn n»m gi÷a c¸c mèi nèi).
_________________________________________
124