Embed Size (px)
Citation preview

TASK 8: MINING PIT WALL STABILIZATION
Clarkson University Remediation Engineers C.U.R.E
Presented By:
Debra Ackerman Jason Ammerman Charles Bennett Wendy Casazza
Jennifer Caufield Michael Collier
Kim Davey Rockell Davis Kodi Duprey
Jeremiah Johnson Patricia McTigue
Melissa Smith
Spring 2001

2
TABLE OF CONTENTS EXECUTIVE SUMMARY………………………………………………………………3 1.0 PROBLEM BACKGROUND…………………………………………………...5 2.0 FULL-SCALE PROCESS DESCRIPTION………………………….…….….6
Materials Selection……………………………………………………….…..….….7
Application Technology Selection……………………………………….….…….…..8
Application Process Overview……………………………………………….…….…9
3.0 BENCH-SCALE PROCESS DESCRIPTION………………………….…….10
Neutralization Experiments……………………………………………………....…10
Dissolved Oxygen…………………………………………………………………..11
Mixing Experiments………………………………………………………………..12
Analytical Methods…………………………………………………………………13
4.0 ECONOMIC ASSESSMENT AND BUSINESS PLAN………………………13 5.0 LEGAL AND REGULATORY CONSIDERATIONS……………………….16 6.0 HEALTH AND SAFETY CONSIDERATIONS……………………………...17 7.0 CONCLUSIONS……………………………………………………….………..20 8.0 ACKNOWLEDGEMENT……………………………………………………...20 9.0 REFERENCES………………………………………………………………….21 10.0 AUDITS…………………………………………………………………………22

3
EXECUTIVE SUMMARY This report summarizes the remediation process proposed by Clarkson University Remediation
Engineers (C.U.R.E.) that will reduce the generation of acid mine drainage (AMD) from 75 acres of
exposed open pit mine high walls at one mine in New Mexico. To date, no preventative measures have
been taken to reduce the AMD, and as a result leaching can occur for hundreds of years. C.U.R.E. has
developed an innovative solution to reduce AMD by utilizing waste streams from nearby facilities to create
a mixture that will be applied to the highwalls and benches of the mine.
The desired mixture would neutralize the acidic conditions, scavenge oxygen to inhibit
microorganisms such as Thiobacillus and Leptospirillum ferrooxidans that catalyze the leaching process,
and resist weathering. In addition, the material can be affectively applied and set on the highwalls. The
waste product search and testing lead to a mixture composed of cement kiln dust from a cement kiln
operation for neutralization and weathering resistance, fly ash from coal combustion for neutralization and
some cementious properties, calcium carbonate (CaCO3), a sugar beet manufacturer by-product, for
neutralization, and municipal wastewater sludge for oxygen scavenging and desired consistency of the
application material. Leaching tests were performed using samples of the ore with the aforementioned
waste products to determine the critical metals concentrations. Of specific concern were iron, copper, zinc,
lead, and arsenic. In each test, the amount of metals that leached from the ore was significantly reduced to
below EPA and New Mexico ground water standards. Different weight percents of solids were mixed to
determine the best material properties for application, cracking and weathering, resulting in a mixture of
50% solids by weight: equal amounts of cement kiln dust fly ash, and CaCO3.
The application of the mixture utilizes some of the latest technologies in the construction and
concrete industries. A concrete batch plant will be built at the top of the pit for mixing the material that
will be transported to the bottom via cement mixer trucks. A crane will be placed at the top of the pit a safe
distance from the edge and a pipe layer machine will be at the bottom of the pit. A cable attached to the
crane by a pulley system will span the 1000 feet between them, with the pulley allowing for tension
adjustment. A Shotcrete pump capable of pumping the vertical and horizontal distance will be at the bottom
of the pit. A hose pumping the mixture will carry it to a robotic application arm that will travel up the
distance of the cable spraying a width of five feet. The adjustable robotic arm will hang down vertically
from the cable to ensure an application distance within the desired range. The arm will also contain a video
monitoring system with distance gauge that will be used by the technician to control the robotic arm and by
a Process Control Engineer to check for even coverage. The heavy construction equipment will then move
along the wall to repeat the process until the entire wall has been coated. The application process will take
approximately 11 months.
The overall time period required for completion of the project, excluding continued monitoring for
the design life of the project, is 13 months. During the first two months, set up of a batch plant operation
and mobilization of the necessary equipment will take place, followed by the 11 months of application and

4
one month of cleanup after completion of the application. The total present value cost of the project is
$5,541,000.
The health and safety of all personnel was a requirement for the final remediation process and will
remain the primary concern throughout the project. To address the health and safety concerns an Industrial
Hygiene consultant will be hired to conduct initial airborne dust concentration testing, heat stress and noise
levels of the operation. Periodic monitoring will be conducted thereafter as needed. The batch plant
operator will monitor the quality of the waste materials received. The application method previously
described allows all workers to remain a safe distance from the application of the material and the open pit
mine high walls. Personal protection equipment will be worn by the workers with the greatest risk of
contact with the material. Emergency eyewash and shower stations will be located at the top and bottom of
the pit. Occupational Safety and Health Administration (OSHA) guidelines will be followed at all times.
A Public Involvement Plan will be in place to inform the community of the remediation process.
An initial public hearing will allow citizens to voice their questions and concerns regarding the project.
Community relations personnel will be hired through the duration of the entire project to provide
information and address questions and will continue through the design life of the project. All legal and
regulatory standards will be met concerning levels of certain metals and toxins in the soil and water in
surrounding areas.
The following report provides a detailed description of the overall process including selection of
waste materials and application technique, bench-scale experiments, economic assessment and business
plan, as well as legal and regulatory considerations and health and safety aspects. C.U.R.E. can assure that
the remediation process described will reduce acid mine drainage from the site in a safe and cost effective
manner, while helping to recycle waste products generated by nearby industries during its year of
construction.

5
1.0 PROBLEM BACKGROUND Site Background and Problem Overview An open pit copper mine nearing the end of its
productive life will leave approximately 75 acres of mineralized rock exposed to weathering. If left
untreated, a considerable amount of acid mine drainage (AMD) would be produced for hundreds of years.
This would be quite detrimental to the environment, so remediation options have to be considered. For a
remediation technique to be practical, it must be both effective and economical. Therefore, waste products
from nearby industries were examined for their potential usefulness to mitigate the production of AMD.
From that examination, it was determined that a combination of cement kiln dust, calcium carbonate from a
sugar beet processing factory, wastewater sludge, and fly ash would reduce the amount of acid mine
drainage produced and resist weathering while still being economically feasible.
Copper mining sites as described in the WERC “Design Considerations” could not be found near
Las Cruces, New Mexico. However, a similar site was found in Silver City, New Mexico and it was that
mine that was used as a basis for this study. The average total vertical relief of this site is five hundred and
fifty feet, with side slopes of 0.5 horizontal to 1.0 vertical. Each bench of the high wall is approximately
fifteen feet wide and is present every twenty vertical feet. The industries that produce the waste products
that will be utilized for the remediation are assumed to be within one hundred miles of Silver City, NM.
Acid Mine Drainage Acid mine drainage (AMD) is a serious problem in areas that have a
history of large-scale mining (especially coal, copper and hard rock mining).1 The geochemical oxidation
of exposed sulfides on the open pit mine high walls and benches generates sulfuric acid by reacting with
oxygen and water (Eq.1). The major types of bacteria involved in this step of AMD formation are the
Thiobacillus and Leptospirillum (T. and L.) ferrooxidans.2 Oxidation of FeS2 is normally a slow process,
producing ferric ions and hydrogen ions. With the inclusion of T. and L. ferrooxidans, the rate that these
ions leach out of the ore is dramatically increased.
2FeS2 + 7 O2 + 2 H2O ! 2 Fe2+(aq) + 4 SO4
2- + 4H+(aq) (1)
Fe2+ ions are oxidized to form Fe3+ ions:
4Fe2+(aq) + O2(g) + 4H+
(aq) ! 4Fe3+(aq) + 2H2O(l) (2)
These Fe3+ ions now hydrolyze in water to form iron hydroxide. This process releases even more hydrogen
ions into the aquatic or semi-aquatic environment and continues to reduce the pH. (Eq.3)
4Fe3+(aq) + 12 H2O(l) ! 4Fe(OH)3(s) + 12H+
(aq) (3)
Cracks in the high wall sections of the mining pit provide channels for infiltration where the acid
production occurs. This acidic water containing heavy metals that have leached out can contaminate
groundwater and surface water, poses a threat to the environment, as well as the health of those who utilize
this water.
2.0 FULL SCALE PROCESS DESCRIPTION The process that C.U.R.E developed uses a range of chemically reactive waste products from the
surrounding industries to mitigate AMD. The material, in the form of a slurry, is applied to the steep walls

6
using state-of-the-art technology developed for the cement industry. A robotic arm, which is suspended on
one cable spanning the entire wall and remotely controlled, will be used to spray the slurry to the steep pit
wall. The applied material will protect the wall from further generation of AMD and withstand weathering.
Material Selection In order to stabilize the mine pit walls several material properties of the
remediation agents were evaluated. These include the ability to reduce the pH of the environment, to resist
weathering, to limit oxygen, and to adhere to the walls. The C.U.R.E. design team evaluated several
possible area industries for their likelihood to produce co-products that might be used in such a manner to
develop the most economical solution to the design problem. Several materials had potential, and were
chemically and physically analyzed in a laboratory setting. Inductively Coupled Plasma spectrophotometer
tests were conducted on leachate ore, which had been stabilized with fly ash, calcium carbonate (CaCO3),
calcium oxide (CaO), municipal wastewater sludge, and the combination of sludge with CaO and CaCO3.
These tests are further described in Section 3.0. Table 2.1 gives initial qualitative observations regarding
the investigated products.
Table 2.1 Qualitative Materials Analysis
Material Available Quantity Beneficial Traits Negative Traits Municipal 10,000,000 Gal/yr -Inexpensive water source -Variability of solids content
Wastewater -Organic content increases BOD -Possible contamination Sludge4 (Cadmium, Copper, Manganese)
Fly Ash5 40,000 Tons/yr -Increases strength and durability -Some metals contamination -Increases pH (Aluminum, Manganese, Thallium) -Good adhesion
Cement Kiln 28,387 Tons/yr -Increases strength and durability -Some metals contamination Dust6 -Increases pH (Cadmium, Cobalt, Manganese)
-Good adhesion Sugar-Beet 36,500 Tons/yr -Increases pH -Some metals contamination
By-Products (Manganese, Thallium) (CaCO3)7
Paper Pulp8 20,000 Tons/Yr -Reduces cracking of material -Poor adhesion to wall -Causes plug in pumping equipment -Decreases sludge BOD -Not homogeneous
All of these materials are to be used in the application mixture, except for the paper pulp. While
paper pulp at low concentrations appears to be beneficial to reduce cracking, it reduced the oxygen uptake
rate of the organic mixture, when combined with the wastewater sludge. At higher concentrations the
mixture was heterogeneous and caused poor adhesion to the walls.
Application Technology Selection. Several application methods were investigated during the
development of the full-scale process and are summarized in Table 2.2. Grading the entire slope, by taking
soil away from the top of the face and placing that soil at the bottom, would make application of the
remediation material easy as well as reduce runoff velocity. However, this would be a long and expensive
process and the problem statement clearly requires that the material needed to be applied to the steep walls.

7
Also, since rubble has accumulated on each bench it has been deemed unsafe to operate heavy machinery
on them. For this reason any solution that required machinery on the benches was ruled out due to safety
concerns.
The two most feasible alternatives were manual application and the cable system of application
(Table 2.2). Manual application would require workers to gain close access to benches and the walls. This
was a cause for concern due to safety reasons. The manual system also would require a long duration for
process completion and therefore C.U.R.E. chose the cable system for the application process.
Table 2.2 Potential Application Alternative
Method Beneficial Traits Negative Traits Overall Feasibility
Helicopter -Full access to face -Small safety concern
-High runoff -Inconsistent coverage due to downdraft -Limited distance to face
Not Feasible
Sprinkler -Easy mobility -Small labor considerations
-Inconsistent coverage -Safety considerations for workers on bench of face -Need low solids content
Feasible for highly liquid
mixtures
Modified Cherry-Picker
-Even coverage -Easy mobility -Relatively inexpensive
-No boom available that meets our specifications Not feasible
Rail System -Smooth efficient application -Even coverage
-Major engineering challenge -Expensive to design and manufacture
Feasible, but expensive and technically challenging
Cable System -Will span entire wall -Consistent application -Fairly easy to design and implement
-Need heavy machinery to prevent tipping and provide tension
Feasible, recommended by Shotcrete Technologies
Hydroseed -Easy mobility -Quick application
-Only effective on bottom benches Not feasible
Tower with Boom -Extends the reach of conventional booms
-Labor and time intensive -Currently available sizes cannot reach entire wall
Not Feasible
Manual Application -Consistent coverage -Minimizes costly equipment use
-Safety concern -Labor intensive -Time intensive
Feasible
Detailed Process. The C.U.R.E team needed to find an application mixture, similar to concrete in
consistency, which could be sprayed onto mine pit walls. Economic constraints required that this mixture
be made from various waste materials found within 100 miles of Silver City, NM. The mixture must be
able to mitigate AMD either by preventing it from forming and/or neutralizing already produced acid. It
must also adhere to the mine walls for a long period of time, withstand weathering, be inexpensive, and
safe. The materials that will be used in the application mix were determined from various experiments
described in detail in Section 3. The main components will be municipal sludge waste from the local
wastewater treatment plant, cement kiln dust from a cement manufacturer, fly ash from a coal
manufacturer, and calcium carbonate from a sugar beet manufacturer. The best material properties with
respect to adherence and weathering resistance were obtained for a mixture of 50% solids by weight,

8
including equal parts of cement kiln dust, fly ash, and CaCO3 as sugar beet waste, with the remainder made
up from municipal wastewater sludge.
Over the entire project approximately 1,100,000 gallons of municipal sludge, from the Silver City
wastewater treatment plant, 1,264 tons each of cement kiln dust and fly ash, and 1,264 tons of CaCO3 will
be used. In order to meet the demand for the sludge, an 8,000-gallon liquid truck will be rented to transport
the sludge once a day from the Silver City wastewater treatment plant. All of the other materials will be
brought to the site on a weekly basis.
The materials will be mixed in batches of 10 cubic yards in a batch plant, which will be located at
the top of the mine pit. The batch plant will be bought pre-owned and refurbished to fit the specific needs
of the project. It will contain compartments to store the waste materials, a hopper that will mix these waste
materials, and monitoring equipment to verify that the correct weight percent of each ingredient is present
in the mixture at all times. The plant will have the capacity to store a one-week supply of CaCO3, cement
kiln dust, and fly ash and the capacity for enough sludge for one day. One-half gallon of plasticizer will be
added for every cubic yard of remedial mixture to improve workability and to help prevent cracking during
the curing of the mixture.
Once the mixture is ready, it will be loaded into cement trucks capable of holding ten cubic yards
of material. These cement trucks will allow for the mixture to remain stirred while it is being transported to
the bottom of the pit to the slurry pump. It was determined that it will take one hour and thirty-five minutes
for a single truck to fill up at the batch plant, drive to the bottom of the pit, empty its contents into the
pump, and drive back up the mine to the batch plant. From this estimation, six trucks will provide enough
capacity so that there is always at least one truck ready to pour the mixture into the pump for application
and provide leeway for truck maintenance.
The C.U.R.E design uses several innovative technologies to apply the remediation agents to the
slopes and benches of the pit wall, which were deemed unsafe for mechanical equipment to work directly
on the walls. Figure 2.1, presents a similar system, not to scale, by which the mixture will be applied to the
mine walls.
Figure 2.1

9
The application set-up will consist of a cable strung between a crane at the top of the mine pit and
a pipe layer at the bottom. The crane will be 70 feet from the ledge to be sure that it is on sturdy ground,
with a boom reaching 78 feet into the air. A 1 3/8 inch cable will be attached to the crane via a pulley
system for safety and tension control. A strain gauge located at the top of the cable will display the strain in
the cable. This cable will span a diagonal distance of approximately 1000 feet, to a similar pulley system
connected to a pipe layer machine at the bottom, 40 feet from the last bench.
A trolley system will run along the length of the cable to spray the mixture onto the benches and
high walls. The trolley system will consist of a Shot-Tech robotic arm attached vertically from the system,
two video cameras, one on the front and one on the back, and a distance gauge to measure the distance
from the trolley to the pit wall surface. The video monitoring equipment will be used by the applicator and
the process control engineer for quality control. The distance gauge will help the operator determine how
far the robotic arm should be adjusted to remain two to fifteen feet from the surface for controlled spraying
of the mixture. The arm is capable of adjusting up to 24 feet. The nozzle will rotate to adjust the angle at
which the mixture is applied to spray a width of approximately 5 feet. The mixture will be applied at a 1-
inch thickness at a rate of 15 cubic yards per hour. Once one 5-foot strip has been applied, the setup will be
moved to complete another, approximately 625 times.
The mixture will be pumped through a 2 inch diameter hose that runs the length of the cable. At
the other end of the hose will be a 510 horsepower pump capable of pumping the mixture the entire
distance up the hose. Another hose will contain the compressed air that will help to control placement of
the material supplied by an Electra-Saver II: Rotary Screw Compressor with 15 to 200 HP, and a third will
contain Shot-Set 250 Liquid Accelerator. This accelerator will be added at 3% weight of the cement kiln
dust. It will cause the mixture to dry quicker, enhancing the adherence to the wall, and will also help to
prevent cracking once the application has dried. The shotcrete pump (Putzmeister BSA 14000 HP-D) is
piston operated, and will be capable of providing high pressure and an adequate application rate of 15 cubic
yards per hour.10
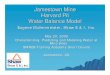
A computer-modeling program was developed to determine the amount of sag in the cable at each
location where the pulley system is so that the distance from the robotic arm to the wall could be estimated
for determining feasibility and equipment specifications. A conservative approach was taken by estimating
the point load of the traveling trolley system at 3,000 pounds, and the distributed load included both the
weight of the cable, and the weight of the mixture in the hose over the entire distance. Using this program,
the maximum sag occurs halfway along the distance of the cable at a value of 22.5 feet, and the minimum
occurs at the bottom of the wall at approximately 5.5 feet. The clearance from the cable to the surface was
determined at each location as shown in Figure 2.2. Since the robotic arm is capable of adjusting up to 24
feet, and the maximum vertical clearance between the highest and lowest sag distances is 30 feet vertically,
the arm is capable of applying the mixture at a distance of 2 to 15 feet from the wall as required. Due to the
variability in the distance of the robotic spray arm to the walls and the benches, a 1-month calibration
period prior to the full-scale application will be used for the applicator operator to become associated with

10
the shotcrete equipment. This time will enable the workers to determine the most ideal spray distances,
vertical adjustments due to sag, nozzle angle adjustment, and time required to create a 1-inch layer on the
benches and high walls.
3.0 BENCH-SCALE PROCESS DESCRIPTION Experiments on acid neutralization, dissolved oxygen, mixing, and leachable metals were
performed in order to determine which and in what combinations the waste products could best reduce
AMD generation and trace metal mobility. As previously mentioned the waste products investigated
included fly ash, cement kiln dust, sugar beet waste, municipal sludge, and paper pulp (Table 2.1). Due to
the lack of availability of cement kiln dust for laboratory purposes, calcium oxide was substituted since it is
composed of approximately 60% of CaO and 40% pH inert material.11 Calcium carbonate was used to
simulate the sugar beet waste, because it was determined that CaCO3 makes up about 75% of the waste
product, while the rest is moisture (H2O).7
Neutralization Experiments The effects of possible remediation agents were tested with regard
to their potential to neutralize the acidity of the ore samples. Basic qualitative and pH experiments were
conducted.
Preliminary experiments with fly ash and CaO in H2O2 were conducted to investigate the
compatibility of the various reagents with the ore under conditions that would simulate long-term
weathering and mineral exposure and oxidation. First one sample of fly ash was mixed with H2O2(10%)
and another with distilled water. A rapid reaction that consisted of heat and gas formation was observed
when the fly ash was added to H2O2. However, when the fly ash was mixed with distilled water, no reaction
was observed. When the CaO was mixed with H2O2 a similar reaction was observed. It is believed that the
Figure: 2.2 Vertical Clearance from Pit Walls and Benches to the Cable
05
1015202530354045
0 100 200 300 400 500 600 700 800horizontal span (ft)
vert
ical
cle
aran
ce (f
t)
< 30 feet

11
observed reaction was a catalyzed decomposition of the peroxide to water and oxygen, a similar reaction
would not be expected for the full-scale application when the agents are contacted with rainwater.
The objective of the pH experiments was to determine the mass fractions of CaO, CaCO3, and fly
ash that would neutralize the leachate pH. The ore and H2O2 (10%), in proportional amounts to that in the
bench scale, were well mixed with varied mass fractions of the waste product. The pH was then monitored
over time. The pH of ore in hydrogen peroxide was used as a control and stabilized at 3.2 within several
minutes (Figure 3.1). It was observed that each of the three agents successfully increased the pH. However,
the final pH depended heavily on the type and mass fraction of each of the reagents. The pH of the 2 wt%
concentration CaO and fly ash leachate increased drastically and stabilized around 11, while a pH of 6.3
was obtained when CaCO3 was added to the ore at the same mass fraction (Figure 3.1). With the waste
product concentrations at 2 wt%, steady state was reached after 15 minutes. To neutralize the ore, it was
concluded that it would be beneficial to combine the lower pH, achieved by using CaCO3, with the higher
pH, achieved by using CaO or fly ash, due to it’s decreased solubility and potential for longer design life.
Dissolved Oxygen Both municipal sludge and paper pulp provide a carbon and energy source
that can be used by heterotrophic organisms to compete with Thiobacillus and Leptospirillum ferrooxidans,
for oxygen.12 Municipal sludge and paper pulp were studied as potential oxygen scavengers for inclusion
in the remediation product. To do this, oxygen uptake rates per mass of paper pulp and municipal sludge
were determined. The dissolved oxygen concentrations were measured in sealed 300-mL bottles over time
to determine the initial specific oxygen uptake rates for each material. Dissolved oxygen (DO) tests on the
sludge mixtures were then repeated with calcium oxide and calcium carbonate to determine the effects on
oxygen uptake rates of these materials as possible admixtures. It was determined that CaO increased the
oxygen uptake rate of the sludge significantly compared to the plain sludge while CaCO3 slightly hindered
the uptake rate (Figure 3.2). The initial specific oxygen uptake rate of the sludge and NaOH was 3.88 mg
Figure 3.1 pH Comparison with 2% Simulated Waste Product
2
4
6
8
10
12
0 10 20 30 40 50 60 70
Time (min)
pH
Control
CaCO3
CaOFlyAsh

12
O2/mL NaOH. As with the CaO, the NaOH also significantly increased the sludge’s oxygen uptake rate.
CaO and NaOH increased the pH to approximately 11, high enough to enable the oxidation of the sludge,
which consumes oxygen and therefore increased the oxygen uptake rate.13 These pH levels may be high
enough to kill the microorganisms in the sludge, which are used to consume the oxygen. It was therefore
concluded that CaO alone couldn’t be used in the mixture. As a result, the ideal mixture with respect to the
oxygen uptake would be the sludge amended with CaCO3.
Mixing Experiments Combinations of all waste products were tested to determine which would
have the most desirable physical properties for application to the pit walls. The ideal mixture should have
consistent coverage, minimal cracking, good adhesion, and be resistant to weathering. Also a one-inch
thick layer should be able to be applied thoroughly in a single application. The following waste products
were used in the mixtures: cement kiln dust, fly ash, calcium carbonate, paper pulp sludge, municipal
sludge, and water.
One hundred milliliters of each mixture were made with an equal volume of waste products in
each and a variation of 0-40 mL of water in order to mix the waste products. The mixtures were applied
using a spray bottle to simulate a nozzle. The surface consisted of clay, sand, and coarse aggregate in a tray
placed at a thirty-degree angle. The mixtures were then rated on the amount of runoff produced and the
evenness of the coverage. After a drying period all mixtures were then placed in water for 20 seconds and
frozen for 2 hours to simulate the weathering process. After the freezing period they were thawed using
heating lamps for one hour. Observations by several individuals provided ratings of the sample
characteristics for application suitability. The rating scheme involved a scale of 1 to 10 on how well each
treatment handled the simulated weathering. From these observations, it was determined that high paper
pulp content reduced the adhesion properties of the mixture. It was also determined that a high water
content in the mixture gave the most even coverage. Therefore it was determined that a mixture with a low
paper pulp concentration and high moisture content would be most desirable for application.
To further investigate the properties of the waste materials, experiments were performed using
mixtures of the waste products at 40, 50, 55, and 60 weight percent solids. The mixtures consisted of equal
masses of cement kiln dust, fly ash, and calcium carbonate. The source of liquid for the mixtures was
Figure 3.2 DO Uptake Rates
00.20.40.60.8
11.2
15g paper pulp 15g sludge 15g sludge &0.4g CaO
15g sludge &0.4g CaCO3Sp
ecifi
c U
ptak
e R
ates
(mg
O2/
mg
orga
nic
s)

municipal sludge with approximately 2% solids content. Following the same procedures as the previous
experiment, observations and ratings again were made. It was determined that a 40 weight percent solid
mixture was too thin and would not give a coverage with sufficient thickness, while a 60 weight percent
mixture yielded a coverage that was too thick and seemed to separate from the surface after the weathering
process. A 50 weight percent solid mixture was chosen for the application design because it resisted
weathering well, gave good coverage and adhesion to the surface, and provided minimal cracking.
Analytical Methods All metal concentrations of samples were determined using Standard
Method number 3120 B, Inductively Coupled Plasma (ICP).14 The ICP instrumentation was chosen for the
analysis due to the fact that various metals could be analyzed in one sample. A range of metals was
analyzed: arsenic, aluminum, boron, barium, cadmium, cobalt, chromium, copper, iron, manganese,
thallium, lead, and zinc.
The ore sample was treated with fly ash, CaCO3, CaO, and sludge. The samples were then leached
with a 10% hydrogen peroxide solution to simulate the bench scale process. The leached products were
then analyzed for metals using the ICP. From the results of the analysis it was determined that all
treatments were effective in reducing the metals concentrations of those tested in the bench scale. A
sulfates test was also performed and all samples were well below the EPA limits. Calcium carbonate, fly
ash, and the combination of sludge and calcium carbonate were effective in meeting all limits regulatory
limits of arsenic, copper, iron, lead, and zinc. The combination of calcium oxide and sludge did not meet
the copper regulatory standard, however when cement kiln dust is used in place of calcium oxide the
concentration of copper will be further reduced, since cement has a high affinity for trace metal adsorption,
and therefore the Cu is expected to be well below the limit.
A simulation of the bench scale was performed closely following the guidelines set forth by
WERC. The mixture consisted of 50 weight percent municipal sludge, 16.67% fly ash, 16.67% cement kiln
dust, and 16.67% calcium carbonate. A one-inch thick layer was applied to the ore at a 30 degree angle
and allowed to cure overnight. A leachate sample was collected using a 3% hydrogen peroxide since 10%
solution was unavailable at the time of testing. Another sample was taken after the treated ore was frozen
for two hours and placed under a heat lamp for one hour. The treated ore was then frozen overnight and
Table 3.1. Leachate Metal Concentrations During Bench Scale Simulation
Metals Mine Ore Leachate after 24
hour drying
Leachate after
Freeze/thaw
Leachate after
48 hour drying
Regulatory
Standard, ppm
Arsenic 0.007 ND 0.009 0.010 0.05
Copper 36.99 0.261 0.164 0.205 1.30
Iron 0.093 ND ND ND 1.0
Lead 0.018 ND ND ND 0.015
Zinc 2.13 ND ND ND 10
13

14
thawed for 2 hours, another leachate sample was then taken. The mine ore alone was leached with the
solution to determine the untreated metal concentrations. The results of these leaching tests can be seen in
Table 3.1. The regulatory standards in Table 3.1 were determined by using the lowest ground water
conditions of either New Mexico or EPA regulations. These results show that our “magic elixir” is highly
effective in reducing the concentrations of metals leached.
4.0 ECONOMIC ASSESSMENT AND BUSINESS PLAN Based on the methods outlined in the full-scale process, the duration of this project will be 13
months from the beginning of site preparation. The application of the mixture will take approximately 11
months to cover and stabilize the 75 acres of mine walls and benches. For purposes of economic analysis a
design life of thirty years and an interest rate of seven percent are assumed.
The application process will be done during a single shift each day to save on the power costs that
working at night would incur. A project engineer and a field engineer will oversee design implementation,
while a project manager will handle all the administrative issues. A process control engineer will oversee
the application process of our mixture to ensure that the material properties are consistent from day to day.
An industrial hygienist will conduct air monitoring and noise survey. The initial air sampling survey will be
for 3 days at the start-up of the batch plant operation. The noise survey will be conducted on one of the
three days. The construction team will consist of a batch plant operator, equipment operators, skilled
laborers, unskilled laborers, and cement truck drivers, as well as two foremen and a superintendent to
ensure adherence to construction specifications. This team is expected to employ 14 people during the 11
months of application.
Long-term and short-term quality assurance programs will be implemented throughout this
project. The short-term aspects will include sampling of the materials in the mixture prior to combination
by the technician to ensure that the resources comply with expected standards and material properties. The
process control engineer will observe the application procedure and visually inspect the covered pit walls
via a video recorder system attached to the robotic arm. Long-term quality assurance will include testing
and sampling of the surrounding environment and the run-off water to ensure the effectiveness of the
remediation process. In addition to these programs, site access will be limited to authorized personnel only
to limit the need for excess insurance and safety concerns.
The economic assessment of this design includes rental equipment costs, capital costs, labor costs,
operation and maintenance costs and additional project costs. The transportation costs for the solid
materials include the cement kiln dust, fly ash, and sugar beet by-product. Additional project costs include
overhead and profit and a contingency factor to cover unexpected costs. The total present value of the
project is $5,356,000. Table 4.1 shows the detailed costs in each category for the entire project.

15
Table 4.1 Economic Analysis General Construction Equipment Unit Unit Cost Quantity Duration Cost Present Value Trailers (Administrative, Break(2), Shower) 15 month $880 4 14 $49,280 $49,280 Water Truck (4,000 gallons) (water-1, sludge-1) 15 month $2,100 2 13 $54,600 $54,600 Air compressor 15 month $2,000 1 13 $26,000 $26,000 Porta Potty 15 month $120 1 13 $1,560 $1,560 Shotcrete Pump 10 each $40,000 1 N/A $40,000 $40,000 Robotic Application Arm on Cable each $49,000 1 N/A $49,000 $49,000 Material Hose 25 feet $400 48 N/A $19,200 $19,200 Accelerator Hose, Air Compressor Hose 25 feet $200 48 N/A $9,600 $9,600 Video Camera and Monitoring Equipment 15 each $10,000 1 N/A $10,000 $10,000 Miscellaneous Equipment (connections, nozzles, etc.) week $700 1 48 $33,600 $33,600 Batching Operation 16 each $400,000 1 N/A $400,000 $400,000 Crane 15 month $22,800 1 13 $296,400 $296,400 Pipe Layers for Cable Support 15 month $28,000 1 13 $364,000 $364,000 SUBTOTAL $1,353,240 $1,353,240 Material Transportation Costs Solid Material Transportation 6 week $600 2 48 $57,600 $57,600 Wastewater Sludge Transportation 4 week $200 1 48 $9,600 $9,600 Accelorators/Plastisizer Transportation 6 week $200 1 48 $9,600 $9,600 SUBTOTAL $76,800 $76,800 Capital Costs Suspension Cables feet $250 2,800 N/A $700,000 $700,000 Cement Trucks 16 each $40,000 6 N/A $240,000 $240,000 Cement Kiln Dust 6 tons $2.75 1,264 N/A $3,476 $3,476 Flyash 5 tons $7.50 1,264 N/A $9,480 $9,480 Sugar-Beet By-Products 7 tons $25.00 1,264 N/A $31,600 $31,600 Wastewater Sludge 4 gallons $0.00 1,100,000 N/A $0 $0 Plastisizer 55 gal $350 98 N/A $34,300 $34,300 Accelerator 55 gal $317 73 N/A $23,141 $23,141 Storage Shed 15 each $5,120 1 N/A $5,120 $5,120 SUBTOTAL $1,047,117 $1,047,117 Labor Costs 15 Project Manager (PE) (1) month $7,000 1 14 $98,000 $98,000 Project Engineer (1) month $4,000 1 14 $56,000 $56,000 Field Engineer (1) month $4,000 1 12 $48,000 $48,000 Industrial Hygienist (1) lump sum $6,000 1 1 $6,000 $6,000 Chemical Technician (1) month $3,750 1 11 $41,250 $41,250 Process Control Engineer (1) month $4,000 1 12 $48,000 $48,000 Batch Plant Operator (1) month $4,000 1 12 $48,000 $48,000 Application Operator (1) hour $24.50 1 3,120 $76,440 $76,440 Skilled Laborers (2) hour $17.50 2 3,120 $109,200 $109,200 Unskilled Laborers (2) hour $15.00 2 3,120 $93,600 $93,600 Pipe Layer Controllers (2) hour $24.50 2 3,120 $152,880 $152,880 Cement Truck Drivers (6) hour $22.50 6 3,000 $405,000 $405,000 Foremen (2) hour $20.50 2 3,000 $123,000 $123,000 Superintendent (1) month $4,200 1 13 $54,600 $54,600 SUBTOTAL $1,359,970 $1,359,970 Operation and Maintenance Cement Trucks O&M year $20,000 6 1 $120,000 $120,000 Monitoring, Sampling Costs (Construction) 17 week $1,000 1 44 $44,000 $44,000 Monitoring, Sampling Costs (Long-Term) 15 month $500 12 30 $180,000 $74,454Health and Safety Equipment 18,19 worker $150 24 N/A $3,600 $3,600 Equipment Replacement worker/day $18 24 330 $142,560 $142,560 Taxes, Insurance and Bonding (3% total cons. costs) lump sum N/A N/A N/A $130,153 $125,090 Permits and Legal Fees lump sum $8,000 1 N/A $8,000 $8,000 Community Relations (Construction) month $3,000 1 11 $33,000 $33,000 Community Relations (Long Term) month $300 1 360 $108,000 $44,672SUBTOTAL $769,313 $595,376 Additional Project Costs Overhead and Profit (15%) $690,966 $664,876 Contingency (10%) $460,644 $443,250 SUBTOTAL $1,151,610 $1,108,126 Total Project Cost $5,759,000 $5,541,000

16
Most of the equipment and labor is used over a short period of time so the cost can be assumed to be the
same as the present value. However long-term sampling costs and community relations have a smaller
present value because the final total cost does not occur for another thirty years. Therefore a smaller
amount can be invested to yield necessary amount.
Implementation of the project will begin with a public awareness meeting to inform the
community of the need for the project, and the remediation that will be taking place. Following completion
and approval of the Environmental Impact Statement and necessary permits, the construction phase of the
project will begin. The mobilization and preparation process will involve the set up of the batch operation
at the top of the mining pit, the application system at the bottom of the pit, and stringing the cable to the
bottom of the pit. A calibration period of approximately 3 weeks will take place before the full-scale
application begins, allowing time for the applicator and other operators to adjust to the Shotcrete system
components, and deal with variables such as the distance between the wall and the robotic arm. The full-
scale application process will begin and take approximately 11 months once all of the equipment and
materials are in place and the applicator is comfortable with the equipment. A month has been allotted for
clean up of the project. The timeline for completion of each portion of the project is shown in Table 4.2.
ActivityCommunity RelationsEnvironmental Impact StatementPermittingBid and AwardMobilization and PreparationApplicationClean Up 1Monitoring
Time Required (Months)Table 4.2: Operation Time Schedule
11
Continuous
Continuous6
66
2

17
5.0 LEGAL AND REGULATORY CONSIDERATIONS The agencies that have regulatory authority over issues concerning the WERC task are the
Environmental Protection Agency (EPA) for air, ground water and surface water regulations; Occupational
Safety and Health Administration (OSHA) for worker heath and safety; New Mexico Department of Heath
and other local health departments; and the Energy, Minerals and Natural Resources Department for
revision of the Closeout plan. The revision of the closeout plan is necessary due to the fact that the
proposed remedial process deviates from the nature of the original permit. Permit Modifications and
Revisions follow Title 19: Natural Resources and Wildlife; Chapter 10: Non-Coal Mining; Part 2: New
Mexico Mining Act Implementation; Subpart 5: Existing Mining Operations; section 50520. Section 506.C
states that the Director of the project may waive the requirement for achieving a self-sustaining ecosystem
or post-mining land use upon proof that it is unsound or infeasible. The same is said listed in Section
507.B Waiver for Pits and Waste Units. Measures will be taken to meet all applicable federal and state
laws, regulations and standards for air, groundwater and surface waters. Mine access will be restricted
indefinitely so that further precautionary measures can be avoided.
Table 5.1 Relevant Regulations Concerns Regulations Application
National Ambient Air Quality Standards (40 CFR 50)21
Allowable Concentrations for Airborne contaminants ( CO, NO2, Pb, PM10)
20 NMAC 2.0322 New Mexico Administrative Code (NMAC) for Ambient Air Quality Standards (PM, CO)
40 CFR 8621 Mobile source emissions
National Primary Drinking water standards (40 CFR 141.62)21
Maximum Contaminant levels for Inorganic substances in Drinking water
New Mexico Water Quality Standards (20 NMAC 6.2)22 Regulations for Surface and Groundwater
Sewage Sludge Application 40 CFR 50321 Regulates the application of Sewage Sludge
40 CFR 266.11221 Regulates the usage of Cement Kiln Dust and Fly Ash
20 NMAC 4.122 Same as above
40 CFR 300 Subpart E21Hazardous Waste Response Procedure for Emergencies
40 CFR 355, 370, 37221Emergency Planning and Notification of the Public of potential hazards associated with wastes on site and remediation activities
OSHA 29 CFR 1910.12021 Hazardous Waste and emergency Response
Permitting 19 NMAC 10.2.5.505-5073, 23, 24 Modification to current Mine Permit and Closeout Plan
Air Quality
Water Quality
Cement Kiln Dust and Fly Ash usage
Hazardous Waste Management

18
C.U.R.E recommends that the contractors purchase supplies and accept delivery of said materials
on-site. Therefore the applicable transportation regulations fall upon the supplier. The regulatory and legal
guidelines set by the agencies listed above must be strictly adhered to. These guidelines will be important
for the chosen remediation process. C.U.R.E. determined from the characteristics of the site that it is not a
CERCLA (Superfund) site. The relevant regulations are shown in Table 5.1.
An Environmental Impact Statement will be prepared illustrating the effects of C.U.R.E.’s
remedial actions on the ecosystem. It will include the effects of the application of the initial remedial
mixture and the final weathering-resistant layer.
A Toxic Characteristics Leaching Potential (TCLP) test, outlined in 40CFR26121, will be
conducted on treated soil to confirm the non-hazardous nature of the application mixture after the
application of the first layer. Should however, the test fail due to the heterotrophic nature of soils, the
cement kiln dust concentration will be increased to bind soil trace metals more strongly. The sewage sludge
is assumed to be meet all national primary and New Mexico standards on metals and pathogens defined by
40 CFR 50321. When the application process is complete the ground and surface water will be tested for
quality four times a year at two up-gradient and down-gradient wells to ensure it meets all the standards
listed in Table 5.1. If, after a two-year period, the results remain acceptable, then monitoring frequency can
be decreased to twice a year.
6.0 HEALTH AND SAFETY CONSIDERATIONS The full-scale remediation processes presents personnel with various chemical and physical
hazards. The chemical risks include poor air quality and exposure to calcium carbonate, cement kiln dust,
fly ash and sludge from a wastewater treatment plant. In addition, the physical dangers present are heat
exposure, high noise levels, falling, and the use of heavy machinery and other equipment. Due to these
dangers, a site health and safety plan will be developed and completed before equipment mobilization to
address these concerns, as shown in Table 4.2. All guidelines will be set to OSHA standards except those,
which are more stringent on the local level. There is a priority to protect the safety and well being of the
public, therefore a community health and safety plan will be added to the site health and safety plan.
It is important to use caution when working with the aforementioned compounds and chemicals.
Material Safety Data Sheets will be available on site at the full-scale application. 25, 26, 27, 28 All persons
working with or around these compounds will be required to review these documents and refer to them
before entering the site. The health threats presented by these compounds include damage to the
respiratory tract, skin, and eyes. Contact with cement kiln dust can cause drying of the skin and the
possibility of alkali burns. Excessive skin exposure may also cause a rash to develop. Airborne particles
can also cause the inflammation of the lining tissue of the nose as well as the eyes. Cement kiln dust is
considered a stable product and reactivity or decomposition by products is not of concern.26 The threats
presented by the coal fly ash include possible irritation to the skin, eyes and respiratory track. Silica
present in the ash may cause fibrosis or chronic bronchitis from long-term inhalation and is also a possible

19
carcinogen.27 As with cement kiln dust, fly ash is stable and forms no harmful decomposition by products.
Calcium carbonate presents no health hazard other than exposure to high levels of nuisance dust. It is
believed that calcium carbonate can cause mechanical irritation to the eyes. If large quantities are ingested,
it may cause alkalosis and hypocalcaemia. Compounds with a pH level above 12.5 are considered
hazardous wastes, as stated in the Resource Conservation and Recovery Act (RCRA).21 Therefore, the
waste products will be tested to make sure that they are not deemed hazardous to forego the necessary steps
in dealing with such characteristic hazardous wastes.
Due to the geographic location of the site, the personal protective clothing of the workers and the
workload, heat stress will be of utmost concern. Complying with the general guidelines stated in OSHA, a
comprehensive heat stress reduction regimen would be implemented. This program includes the ample
availability of fluids, shade, and the presence of an air-conditioned trailer at both the top and bottom on the
site in case of an emergency. Humidity and temperature will be monitored and taken into account when
determining the workers’ heat exposure limits. The permissible heat exposure threshold limit values for
this type of construction work will be a 50% work, 50% rest schedule. Workers, however, will be allowed
and encouraged to take more frequent breaks if needed. Personal protective equipment for heat exposure
will also include the use of a cooling vest system with replaceable pouches and cooling bandanas.
Replacement packs for the cooling vest will be held in the trailers at the top and bottom of the site. If heat
considerations are still prove to be a problem, working hours will be shifted earlier to a 2 am to noon shift
and appropriate lighting will be provided. This will minimize work during the hottest part of the day.
Noise levels produced by the equipment will also be monitored. Permissible noise exposure, as
defined by 29 CFR 1910.95,21 will be followed and hearing protection required if the continuous noise level
exceeds 90 dBA per 8 hour day or 140 dBA for impulsive or impact noise. Hearing protection in the form
of 32 dB foam earplugs will be available for every worker and use of this protection will be required in
areas near heavy machinery. The use of heavy equipment and steep high wall slopes also presents physical
hazards to the workers. Motor vehicles regulations are outlined in 29 CFR 1926.601.21 Hardhats and steel-
toed boots will be mandatory when within the construction zone. To prevent unauthorized entry to the
facilities, as well as reducing the falling hazard to workers, fencing will be installed. Fall protection
systems criteria and practices are outlined in 29 CFR 1926.502 21 and will be followed whenever possible.
During the service or repair of equipment on site, employees’ safety will need to be protected. Hazardous
energy, the potential for danger found when repairing equipment, will be controlled under the guidance of
29 CFR 1910.147,21 also known as lockout/tag out. One portable restroom will be located at the bottom of
the pit and a trailer at the top will be equipped with bathroom facilities for employees based on standards
stated in 29 CFR 1910.141.21 Where possible, color-coding will be used for alerting employees of
dangers, as directed by 29 CFR 1910.144.21 Changing rooms and showering facilities located in the trailer
at the top of the site will be provided to prevent unnecessary exposure of employees to any harmful
chemicals or dust. Supervisors will be responsible for implementation of all of these standards and for the
general welfare of the employees.

20
Due to the dangers of the compounds used, proper personal protective equipment will be required
which include the use of respirators and splash-resistant eye glasses or goggles, as stated in 29 CFR 191021
Subpart I. Air quality will be of concern due to possible lung damage, eye damage, decreased visibility and
skin damage. It will be necessary to meet OSHA requirements for respiratory protections when working
down wind of dust generating sites as stated in 29 CFR 1910.134. 21 These respirators are certified HEPA
filter capable of filtering particles 0.3 microns in diameter and larger. Personal air monitoring will be for
silica and total dusts. Area sampling will be conducted for dusts to determine if the levels are within limits
so as not to cause harm to anyone who may enter the batching area without PPE. The PPE selected for the
batch operator is a half facemask with HEPA filters, throw away impermeable gloves, dust and splash
resistant throw away coveralls, yellow rubber construction over boots, safety glasses and flip down face
shield for splashes. All other workers will wear all the above except the respirator and possibly the flip
down shield. After the initial monitoring the results of the analysis will help determine if the PPE must be
upgraded or can be downgraded. Monitoring will be conducted once a month thereafter as needed. 29
Proper implementation of these standards require air quality monitoring, employee training, fit
testing, medical evaluations, and respirator use, cleaning, maintenance, and repair. Mixing of compounds
shall be preformed in a closed environment to minimize dust exposure to workers whenever possible. If
feasible, wetting of surfaces will be preformed to minimize dust generation. A loading dock will be
utilized to aid in the containment and therefore the dust-reduction. When working with non-moistened
cement kiln dust or fly ash, it will be necessary for workers to wear enclosed goggles and 3M half-mask
respirators. Workers must also wear overalls, a balaclava and chemical and tear resistant nitrile gloves in
order to minimize skin exposure to dust. Drench shower and eyewash stations will be in available at the
top and bottom of the site.
7.0 CONCLUSIONS The remediation process proposed by C.U.R.E. to reduce the acid mine drainage from the open pit
mine high walls and benches has been described in this report. The applied material utilizes waste products
from nearby facilities to provide a cost effective solution, while a combination of construction and concrete
technologies provides a safe and reliable application method. Health and safety of the workers will be
monitored at all times during the application process. The remediation solution will be monitored over its
design life to ensure that acid mine drainage is reduced and the environment is protected.
8.0 ACKNOWLEDGEMENT C.U.R.E. acknowledges the tremendous help of Dr. Kevin Dempsey, Research Associate
Professor in the Mathematics and Computer Sciences Department at Clarkson University, for the
development of the computer model, which determines cable deflection as the robotic arm moves up the
mining wall. The project was supported by a grant from the Eastman Kodak Company.

21
9.0 REFERENCES 1. WWW A Very Brief Introduction to Acid Mine Drainage. Acid Mine Drainage, 11-28-00.
<http://www.facstaff.bucknell.edu/kirby/AMDPrimer.html> 2. WWW Thiobacillus ferroxidans. Acid Mine Drainage. 1-20-01.
<http://www.mines.edu/fs_home/jhoran/ch126/thiobaci.html> 3. Jojola, Mickey. Personal Communications, 2-15-01 4. Poo, Richard, Personal Communication on sludge quantity. Potsdam Municipal Wastewater Plant,
Potsdam, NY, 2-19-01 5. Crawford, Dan, Personal Communication on fly ash. Combustion Products Management, Bridgeport,
West Virginia. 2-14-01. 6. WWW Draft Risk Assessment for Cement Kiln Dust Used as an Agricultural Soil Amendment. Kiln
Dust Quantity, Management, and Cost. 2-2-01 <http://epa.gov/epaoswer/other/ckd/cld/cld[0103.pdf> 7. Holly Sugar Corporation. Fm2856 Rd., Hereford, TX. Personal Communication, 1-17-01. 8. Geary, Robert. Personal Communications about paper manufacturing. Felix Schoeller Technical
Papers. Pulaski, NY. 2-12-01. 9. WWW, Robotic Arm Information. Shotcrete Technologies, Idaho Springs, CO. 2-23-01.
<http://www.shotcretetechnologies.com/f_prod.html> 10. WWW Pumps, Putzmeister. 2-22-01.
<http://www.putzmeister.com/products/trailermountbsa1400.cfm> 11. WWW Adelaide Brighton Cement Ltd. Product Information, Birkhead, SA. 2-1-01.
<http://www.adbri.com.au> 12. Rawlings, D. E. et al, “Dominant iron-oxidizing bacteria, Microbiology,” Volume 145, Number 5-13. 13. Cotton, Albert, Basic Inorganic Chemistry, 3rd Edition. John Wiley and Sons, New York. 1994 14. WWW EPA Office of Water, 2-28-01.
<http://www.epa.gov/OGWDW/methods/indchem.html#3120_B> 15. R.S. Means Co. Heavy Construction Cost Data. 12th Edition. 1998. 16. WWW Used Mixer Trucks and Batch Plants, Construction Equipment Parts, Inc. 2-28-01.
<http://www.cepimixers.com/usedequip_bp.htm> 17. WWW Sampling and Analysis Guide. Galson Laboratories, East Syracuse, NY.
<http://galsonlabs.com/guidebook/> 18. WWW Safety Clothes, NatWear, 2-27-01. <http://www.natwear.com/series9.htm> 19. Lab Safety Supply, Safety Supply Catalog. Winter/Spring, 2001. 20. WWW Mining Act Reclamation Program. Energy, Minerals and Natural Resources Department.
<http://www.emnrd.state.nm.us/Mining/marp.html> 21. WWW EPA Office, Chapter 1- Environmental Protection Agency. 2-17-01.
<http://www.epa.gov/epacfi-40/chapt-I.info/> 22. WWW New Mexico Environmental Department, Regulations and Permitting. 2-17-01.
<http://www.nmenv.state.nm.us/regs_idx.html> 23. Philip, Mark. Personal communications on permits. 2-8-01. 24. Von, Dennis. Personal communications on permits. 2-14-01. 25. WWW Material Safety Data Sheet of Calcium Carbonate. Mallinckrodt Baker Inc. 2-10-01.
<http://www.jtbaker.com/msds/m0884.htm> 26. WWW Material Safety Data Sheet of Cement Kiln Dust. Riverton Corp, Riverton, VA. 2-10-01.
<http:// msds.pdc.cornell.edu/msds/siri/msds/h/q127/q339.html> 27. WWW Material Safety Data Sheet of Coal Fly Ash. Arizona Public Services Corp. Joseph City, AZ.
2-10-01. <http://msds.pdc.cornell.edu/msds/siri/msds/h/q133/q155.html> 28. WWW Material Safety Data Sheet of M8 Paper. Anachemia Chemicals Inc, Rouses Point, NY.
2/10/01. <http:// msds.pdc.cornell.edu/msds/siri/msds/h/q190/q328.html> 29. Rossner, Alan. Personal communications on health and safety. 3-02-01.

22
Audit for Economic Analysis;

23
Audit for the section on Regulations; all suggestions have been incorporated in the final report

24
Audit for the Health and Safety Plan; all suggestions have been incorporated in the final report.