Embed Size (px)
Citation preview

JIS Catalog 2010
Threading
JIS Threading Catalog_TAPPING & THREAD FORMING

2
Engineering what you envision takes tools. Tools for turning, milling, drilling and threading. But it also takes heart and soul. From the initial inspiration to the final application. We’re driven to find out what our customers want and committed to make it happen. We concentrate on the applications and what you need them to do. We help you engineer the engineering. To us, perfection is practical. It’s the most productive and efficient way to achieve results, and the only way to turn vision into reality.
Expect more. Engineer what you envision.
TurnIng vISIonS InTo rEalITy.

3
ProduCT InformaTIon
WalTEr ProToTyP JIS-rangE
TECHnICal InformaTIon
Prototex® H and Paradur® WSH 4Prototex Inox® and Paradur Inox® 5Paradur® Eco CI 6Protodyn® S Plus 7
Product Range Overview 8Walter Select – Machine Taps and Thread Formers 10
Walter Prototyp machine Taps metric:Prototex® H 14Prototex Inox® 15Prototex® TiNi 16Paradur® WSH 17Paradur Inox® 18Paradur® Eco CI 19Paradur® Ni 20Paradur® Ti 21
metric fine:Prototex® H 22Paradur® WSH 23
Walter Prototyp Thread formers metric:Protodyn® Plus 24Protodyn® S Plus 25
Machining Data 26Designation and Special Applications 27Tapping drill sizes for Taps 28Tapping drill sizes for Thread Formers 29Workpiece Material Groups Classification 30Comparison of Component Materials 32Hardness Comparison Table 40Index 41

SuBlINE üBER HEADlINE (1.1)
Headline in grün (1.2), auch für umbrü-che als 3- Zeiler möglich. Headline in grün, auch für umbrüche als 3- Zeiler möglich.
4
PRODuCT INFORMATION
Walter Prototyp Prototex® H & Paradur® WSH – general application taps for low-med alloy steels.
DImenSIon Rangem: M3 - M24mf: M4 x 0.5 - M20 x 1.5
The Tool – HSS-E substrate for high toughness – Stable basic construction – TiN coating for outstanding tool life
PRoToTex® h – For through hole threads with a spiral point form B chamfer
PaRaDuR® WSh – For blind hole threads with a 45° right hand helix and a semi-bottoming form C chamfer
The aDvanTageS
– Reduced tool costs and reduced tool variety due to applicable in a wide range of different materials
– Fewer tool changes and optimum machine output resulting from high cutting speeds and significantly longer tool life
– Highest process reliability thanks to improved chip formation characteristics
Typ:Paradur® WSH Typ: JC2051705
The aPPlICaTIon – Thread depth up to 3 x DN
– Short and long-chipping materials up to 1.000 N/mm² (32 HRc), e.g. low-med alloy steels, nodular cast iron or silicon aluminum alloys
Straight flutes with spiral point Form B chamfer
45° right hand helix
HSS-E
HSS-E
TiN coating
TiN coating
Semi-bottoming form C chamfer

5
PRODuCT INFORMATION
Walter Prototyp Prototex Inox® & Paradur Inox® – The specialists for machining stainless steel.
DImenSIon Rangem: M3 - M24
The ToolS – HSS-E substrate for maximum toughness – TiCN coating for optimal shock resistance and outstanding tool life
PRoToTex Inox®
– Through hole tap with a spiral point form B chamfer PaRaDuR Inox®
– Blind hole tap with a semi-bottoming form C chamfer – 40° helix angle for optimum chip formation – Tapered thread runout for reduced risk of chipping
The aDvanTageS
– Secure chip control ensures highest process reliability – Fewer tool changes resulting from significantly longer tool life
– Controlled minor diameter ensures highest thread quality without burr formation
Prototex Inox® Typ: JC2021306Paradur Inox® Typ: JC2051306
The aPPlICaTIon – Thread depth up to 2.5 x DN
– Designed especially for stainless steel and alloy-steels up to 1.200 N/mm² (36 HRc)
Straight flutes with spiral point Form B chamfer
40° right hand helix
HSS-E
HSS-E
TiCN coating
TiCN coating
Tapered thread runout
Semi-bottoming form C chamfer

6
DImenSIon Rangem: M3 - M24
PRODuCT INFORMATION
Walter Prototyp Paradur® Eco CI –the specialist for cast iron machining.
SPECIal fEaTurESXtra wear resistanceXtra high cutting speedsXtra long tool edge lifeXtra high process reliabilityXtra high productivity
The Tool – HSS-E-PM tap for blind and through hole threads – Optimal wear resistance due to new type of Xtra·treat surface treatment
– Short chips due to small rake angle and increased number of flutes
– Graded TiCN multilayer coating for high cutting speeds and long tool edge life
The aPPlICaTIon – Blind and through hole threads up to 3.5 x DN
– Short-chipping materials – Cast iron with lamellar graphite, like GG25 – Vermicular cast iron, like GJV450 – Mg alloys as well as abrasive AlSi alloys (Si: >12%)
xtra·treat
Workpiece
Chip
TiCN / vap
HSS-E-PM
the innovative surface treatment for even more power when cutting threads.
xtra·treatyour advanTagES
– High process reliability even in deeper blind hole threads due to reliable chip control
– True to gauge and clean thread down to the base of the bore
– Reduced production costs per thread due to high cutting speeds and long tool edge life
– Reduced use of coolant due to possibility of MQl or dry machining
– Reduced tool costs as can be used for blind and through hole threads
Paradur® Eco CI Type: JE2031406
Straight fluted, high face clearance,small rake angle
Increased number of flutes
Xtra·treatsurface treatment
Graded TiCN coating
HSS-E-PM
Chamfer form C

7
PRODuCT INFORMATION
Walter Prototyp Protodyn® S Plus -new thread former for general applications, with outstanding tool life.
The Tool – universal HSS-E thread former, used for any material that can be formed
– TiN coating for ideal wear resistance – Versions with lubrication grooves for deep threads (3.5 x DN) – Innovative chamfer geometry (chamfer form C) for better running-in and improved wear behaviour
– Optimised polygonal form reduces friction and increases tool life
The aPPlICaTIon – Blind and through holes upto 3.5 x DN
– Steel and stainless steel – Wrought aluminium – Aluminium alloys (Si < 12%) – long-chipping copper and copper alloys – Ductile cast iron
TiN coating
Optimised polygonal form
lubrication grooves
Innovative chamfer geometry (Chamfer form C)
HSS-E
your advanTagES
– High level of process reliability, even for deep blind hole and through hole threads, thanks to the non-chipping thread production process: no birdnesting, no chip removal problems
– A very good thread surface, typical for thread forming – utmost machining reliability, particularly for small dimensions, thanks to stable tool geometry
– Fewer tool changes thanks to longer tool life – Reduction in tool diversity, since it can be used univer-sally in a wide range of materials and for blind hole and through hole threads
– High dynamic tensile strength of the formed thread thanks to cold work hardening of the thread flanks and thread groove
lubrication grooves
Innovative chamfer geometry (chamfer form C)
Support: m10 thread forming with high-speed attachment on operator stand machine
Cutting data
vc 18 m/min
Tool edge life comparison (min)
0 50 100 150 200
Current 80
Protodyn® S Plus 183
+125 %
Workpiece material: St37 (1.0037 / S235JR)Tool: Protodyn® S Plus Coating: TiNHole type: Blind holeThread depth: 20 mm (2 x DN)Coolant: Emulsion
Protodyn® S Plus Type: JD 20 61705
HSS-E-PM
DImenSIon Rangem: M3 - M12

Tapping
Walter Prototyp JIS-range
8
Application
Application
Thread depth 2.0 X DN 2.0 X DN 3.0 X DN 3.0 X DN 3.0 X DN 3.0 X DN 3.0 X DN Thread depth 1.5 X DN 2.0 X DN 2.5 X DN 2.5 X DN 3.0 X DN 3.0 X DN 3.5 X DN
Type Prototex® TiNi Prototex® TiNi Prototex® H Prototex Inox® Prototex Inox® Paradur® Eco CI Paradur® Eco CI Type Paradur® Ni Paradur® Ti Paradur Inox® Paradur Inox® Paradur® WSH Protodyn® Plus Protodyn® S Plus
Coating bright TiCN TiN vap TiCN nid TiCN Coating bright bright vap TiCN TiN TiN TiN
Met
ric rein
forc
ed
shan
k Diameter Range M3 - M6 M3 - M6 M3 - M6 M3 - M6 M3 - M6 M3 - M6 M3 - M6
Met
ric rein
forc
ed
shan
k Diameter Range M3 - M6 M3 - M6 M3 - M6 M3 - M6 M3 - M6 M3 - M6 M3 - M6
Page 16 16 14 15 15 19 19 Page 20 21 18 18 17 24 25
plai
n sh
ank Diameter Range M8 - M12 M8 - M12 M8 - M24 M8 - M24 M8 - M24 M8 - M24 M8 - M24
plai
n sh
ank Diameter Range M8 - M12 M8 - M12 M8 - M24 M8 - M24 M8 - M24 M8 - M12 M8 - M12
Page 16 16 14 15 15 19 19 Page 20 21 18 18 17 24 25
Met
ric f
ine
rein
forc
ed
shan
k Diameter Range M4X0.5 - M6X0.75
Met
ric f
ine
rein
forc
ed
shan
k Diameter Range M4X0.5 - M6X0.75
Page 22 Page 23
plai
n sh
ank Diameter Range M8X1 - M20X1.5
plai
n sh
ank Diameter Range M8X1 - M20X1.5
Page 22 Page 23
Product range overview

Tapping Thread forming
Walter Prototyp JIS-range
9
Application
Application
Thread depth 2.0 X DN 2.0 X DN 3.0 X DN 3.0 X DN 3.0 X DN 3.0 X DN 3.0 X DN Thread depth 1.5 X DN 2.0 X DN 2.5 X DN 2.5 X DN 3.0 X DN 3.0 X DN 3.5 X DN
Type Prototex® TiNi Prototex® TiNi Prototex® H Prototex Inox® Prototex Inox® Paradur® Eco CI Paradur® Eco CI Type Paradur® Ni Paradur® Ti Paradur Inox® Paradur Inox® Paradur® WSH Protodyn® Plus Protodyn® S Plus
Coating bright TiCN TiN vap TiCN nid TiCN Coating bright bright vap TiCN TiN TiN TiN
Met
ric rein
forc
ed
shan
k Diameter Range M3 - M6 M3 - M6 M3 - M6 M3 - M6 M3 - M6 M3 - M6 M3 - M6
Met
ric rein
forc
ed
shan
k Diameter Range M3 - M6 M3 - M6 M3 - M6 M3 - M6 M3 - M6 M3 - M6 M3 - M6
Page 16 16 14 15 15 19 19 Page 20 21 18 18 17 24 25
plai
n sh
ank Diameter Range M8 - M12 M8 - M12 M8 - M24 M8 - M24 M8 - M24 M8 - M24 M8 - M24
plai
n sh
ank Diameter Range M8 - M12 M8 - M12 M8 - M24 M8 - M24 M8 - M24 M8 - M12 M8 - M12
Page 16 16 14 15 15 19 19 Page 20 21 18 18 17 24 25
Met
ric f
ine
rein
forc
ed
shan
k Diameter Range M4X0.5 - M6X0.75
Met
ric f
ine
rein
forc
ed
shan
k Diameter Range M4X0.5 - M6X0.75
Page 22 Page 23
plai
n sh
ank Diameter Range M8X1 - M20X1.5
plai
n sh
ank Diameter Range M8X1 - M20X1.5
Page 22 Page 23

Walter Select - machine Taps and Thread formersStep by Step to the optimal tap or thread former
STEP 1
Define the workpiece material to be machined starting on page 32.
Note the corresponding material group to your workpiece material, e.g. P9 for JIS SCM 440
Codemachining
groupgroup of materials to be machined
P P1–P15 SteelAll kinds of steel and cast steel except stainless steel and cast steel
m m1–m3 Stainless SteelAustenitic stainless and austenitic-ferritic steel and cast steel
K K1–K7 Cast Iron Grey cast iron, cast iron with speroidal graphite, malleable cast iron, compacted graphite iron
n n1–n10 nonferrous metalsAluminium and other non-ferrous metals, non-metallic materials
S S1–S10Super-alloys and Titanium alloys
Heat resistant special alloys based on iron, nickel an cobalt, titanium and titanium alloys
h H1–H4 Hard materialsHardened steel, hardened cast iron materi-als, chilled cast iron
o o1–o6 others Plastics, GFRP, CFRP, Graphite
STEP 2
Select the suitable type of machining according to your applications and individual requirements. Then see the corresponding application guide for the selection of tool.
TappingBlind hole Through hole
Page 12 / 13 Page 13
ThreadFormingBlind hole Through hole
Page 13 Page 13
Walter Prototyp JIS-range
10

STEP 4
Select the required thread size and the optimal coating according to the ISO material group.
STEP 3
Select the suitable tool according to your material group, thread depth and thread type.
Then see the corresponding tool page for the selection of coating and thread size.
26
14
Walter Prototyp JIS-Range
MDIN 13
JIS - ISO2/6HDN
Pmm
l1mm
lc±1
mm
l3h9
mm
d1
js16mm
B
h12mm
l9mm N
TiNDesignationJC2031005
Reinforced shank M3 0.5 46 9 18 4 3.2 6 3 -M3 M4 0.7 52 12 21 5 4 7 3 -M4 M5 0.8 60 13 25 5.5 4.5 7 3 -M5 M6 1 62 15 30 6 4.5 7 3 -M6
JIS - ISO2/6HDN
Pmm
l1mm
lc±1
mm
l3h9
mm
d1
js16mm
B
h12mm
l9mm N
TiNDesignationJC2036005
Plain shank M8 1.25 70 18 - 6.2 5 8 3 -M8 M10 1.5 75 20 - 7 5.5 8 3 -M10 M12 1.75 82 23 - 8.5 6.5 9 3 -M12 M16 2 95 25 - 12.5 10 13 3 -M16 M18 2.5 100 30 - 14 11 14 4 -M18M20 2.5 105 30 - 15 12 15 4 -M20M24 3 120 36 - 19 15 18 4 -M24
P M K N S H O
TiN C C C C C C
Machine-Taps Prototex®H
3 x DN - HSS-E- Chamfer form: B=3.5 - 5 threads- Material from 200 to 1000 N/mm² and 32 HRC.- For long chipping materials.
d1
Lc
l3l1
DN
l9
P
d1
Lc
l1
DN
l9
P
STEP 5
Select the cutting data from the Technical Information, Page 26
Mat
eria
l gro
up Classification of the main material groups and code letters
HB
Tens
ile s
tren
gth
N/m
m2
Mac
hini
ng g
roup
1
Thread cutting Thread formers
HSS-E-PM/ uncoated
HSS-E-PM/ coated
HSS-E-PM/ coated
Workpiece material
P
Unalloyed steel
C ≤ 0.25% annealed 125 428 P1 15 30 30C > 0.25... ≤ 0.55% annealed 190 639 P2 15 30 30C > 0.25... ≤ 0.55% heat treated 210 708 P3 12,5 25 25C >0.55 % annealed 190 639 P4 15 30 30C >0.55 % heat treated 300 1013 P5 7,5 15 15Machining steel (short-chipping) annealed 220 745 P6 15 30 30
Low-alloyed steel
annealed 175 591 P7 15 30 30heat treated 300 1013 P8 7,5 15 15heat treated 380 1282 P9 4 7,5heat treated 430 1477 P10 2 4
High-alloyed steel and high-alloyed tool steel
annealed 200 675 P11 15 30 30hardened and tempered 300 1013 P12 7,5 15 15hardened and tempered 400 1361 P13 3 6
Stainless steelferritic/martensitic, annealed 200 675 P14 5 10 10martensitic, heat treated 330 1114 P15 2 4 4
M Stainless steelaustenitic, quench hardened 200 675 M1 5 10 10austenitic, precipitation hardened (PH) 300 1013 M2 3 6 6austenitic/ferritic, duplex 230 778 M3 4 8 8
K
Ductile cast ironferritic 200 675 K1 15 30 30pearlitic 260 867 K2 10 20
Grey cast ironlow tensile strength 180 602 K3 20 30high tensile strength/austenitic 245 825 K4 7,5 15
Cast iron with spheroidal graphiteferritic 155 518 K5 15 30 30pearlitic 265 885 K6 10 20
GGV (CGI) 200 675 K7 10 20
N
Aluminium wrought alloyscannot be precipitation hardened 30 -- N1 10 15 15precipitation hardenable, precipitation hardened 100 343 N2 15 25 25
Cast aluminium alloys≤ 12 % Si, not precipitation hardenable 75 260 N3 15 20 20≤ 12 % Si, precipitation hardenable, precipitation hardened 90 314 N4 15 30 30> 12 % Si, not precipitation hardenable 130 447 N5 10 15
Magnesium alloys 70 250 N6 20 30
Copper and copper alloys (bronze/brass)
non-alloyed, electrolytic copper 100 343 N7 5 12,5 12,5Brass, bronze, red brass 90 314 N8 25 40 40Cu-alloys, short-chipping 110 382 N9 20 35high-strength, Ampco 300 1013 N10 2,5 5
S
Heat-resistant alloys
Fe-basedannealed 200 675 S1 5 7,5 7,5precipitation hardened 280 943 S2 2,5 5 5
Ni-based or Co-basedannealed 250 839 S3 2,5 4 4precipitation hardened 350 1177 S4 1,5 2 2cast 320 1076 S5 2 3 3
Titanium alloysPure titanium 200 675 S6 7,5 7,5 7,5α and β alloys, precipitation hardened 375 1262 S7 5 7,5 7,5β alloys 410 1396 S8 2 3 3
Wolfram alloys 300 1013 S9 2,5 5Molybdenum alloys 300 1013 S10 5 7,5
HHardened steel
hardened and tempered 50 HRC -- H1hardened and tempered 55 HRC -- H2hardened and tempered 60 HRC -- H3
Hardened cast iron hardened and tempered 55 HRC -- H4
O
Thermoplasts without abrasive fillers O1 20 20Thermosetting plastics without abrasive fillers O2 10 10Plastic, glass-fibre reinforced GFRP O3 2,5 5Plastic, carbon-fibre reinforced CFRP O4 2,5 5Plastic, aramid fibre reinforced AFRP O5 2,5 5Graphite (technical) 65 O6 15 15
1 The machining group categories can be found on page ~~###~~
Cutting data for the thread tapping, thread forming, thread milling and cutting thread milling
Technical Information
26
Tapping Tapping ThreadForming
WalterPrototypJIS-Range
12
C C =Primaryapplication C =Secondaryapplication
Depth 1.5 x DN 2.0 x DN 2.5 x DN 3.0 x DN 3.0 x DN 2.0 x DN 3.0 x DN 3.0 x DN 3.0xDN 3.5 x DN
Type Paradur® Ni Paradur® Ti Paradur Inox® Paradur® WSH Paradur® Eco CI Prototex® TiNi Prototex® H Prototex Inox® Protodyn®Plus Protodyn® S Plus
M (Page) 20 21 18 17 19 16 14 15 24 25
MF (Page) 23 22
Coating uncoated uncoated vap/TiCN TiN nid/TiCN uncoated/TiCN uncoated/TiN vap/TiCN TiN TiN
Mat
eria
l gro
up
HB
Resi
stan
ceN
/mm
2
Mac
hini
ng g
roup
P
Unalloyed and low-alloyed steel
annealed (tempered) 210 700 P1, P2, P3, P4, P7 C C C C C C C
Free cutting steel 220 750 P6 C C C C C C C C C C C
tempered 300 1010 P5, P8 C C C C C C C
tempered 380 1280 P9 C C C C C C C C C C
tempered 430 1480 P10 C C C C C
High-alloyed steel
annealed 200 670 P11 C C C C C C C C C
hardened by tempering 300 1010 P12 C C C C C C C
hardened by tempering 400 1360 P13 C C C C C
Stainless steelferritic, martensitic, annealed 200 670 P14 C C C C C C C
martensitic, tempered 330 1110 P15 C C C C C C C C C C
M Stainless steelaustenitic, Duplex 230 780 M1, M3 C C C C C C C
austenitic, precipitation hardened (PH) 300 1010 M2 C C C C C C C C
KGrey cast iron 245 -- K3, K4 C C
Cast iron spheroidal graphite ferritic, perlitic 265 -- K1, K2, K5, K6 C C C xx
GGV (CGI) 200 -- K7 C C
N
Aluminium malleable alloysnon-age hardenable 30 -- N1 C C C C C C
age hardenable, age-hardened 100 340 N2 C C C C C C C C
Aluminium cast alloys<=12%Si 90 310 N3, N4 C C C C C C C C C C C
>12%Si 130 450 N5 C C C C C
Magnesium alloys 70 250 N6 C C C C C
Copper and Copper alloys
unalloyed, electrolytic copper 100 340 N7 C C
Brass, bronze, red brass 90 310 N8
Cu alloys, short-chipping 110 380 N9
high-strength, Ampco 300 1010 N10
S
Heat-resistant alloys
Fe basis 280 940 S1, S2
Ni- or Co basis 250 840 S3 C C C C C C C C C
Ni- or Co basis 350 1180 S4, S5 C C C C
Titan alloys
Pure titanium 200 670 S6
α + β alloys, age hardened 375 1260 S7 C C C C
β alloys 410 1400 S8 C C C
Wolfram alloys 300 1010 S9 C C C
Molybdän alloys 300 1010 S10 C C C
H Hardened steel
50 HRC -- H1
55 HRS -- H2, H4
60 HRC -- H3
O
Thermoplastics without abrasive fillers O1 C
Thermosetting plastic without abrasive fillers O2 C
Reinforced plastic materialsGFRP, AFRP O3, O5 C C
CFRP O4 C C
Graphite (technical) 65 O6 C
WalterSelectApplicationGuideWalter Prototyp JIS-range
11

Tapping Tapping Thread forming
Walter Prototyp JIS-range
12
C C = Primary application C = Secondary application
Depth 1.5 x DN 2.0 x DN 2.5 x DN 3.0 x DN 3.0 x DN 2.0 x DN 3.0 x DN 3.0 x DN 3.0 x DN 3.5 x DN
Type Paradur® Ni Paradur® Ti Paradur Inox® Paradur® WSH Paradur® Eco CI Prototex® TiNi Prototex® H Prototex Inox® Protodyn® Plus Protodyn® S Plus
M (Page) 20 21 18 17 19 16 14 15 24 25
MF (Page) 23 22
Coating uncoated uncoated vap/TiCN TiN nid/TiCN uncoated/TiCN uncoated/TiN vap/TiCN TiN TiN
Mat
eria
l gro
up
HB
Resi
stan
ceN
/mm
2
Mac
hini
ng g
roup
P
Unalloyed and low-alloyed steel
annealed (tempered) 210 700 P1, P2, P3, P4, P7 C C C C C C C
Free cutting steel 220 750 P6 C C C C C C C C C C C
tempered 300 1010 P5, P8 C C C C C C C
tempered 380 1280 P9 C C C C C C C C C C
tempered 430 1480 P10 C C C C C
High-alloyed steel
annealed 200 670 P11 C C C C C C C C C
hardened by tempering 300 1010 P12 C C C C C C C
hardened by tempering 400 1360 P13 C C C C C
Stainless steelferritic, martensitic, annealed 200 670 P14 C C C C C C C
martensitic, tempered 330 1110 P15 C C C C C C C C C C
m Stainless steelaustenitic, Duplex 230 780 M1, M3 C C C C C C C
austenitic, precipitation hardened (PH) 300 1010 M2 C C C C C C C C
KGrey cast iron 245 -- K3, K4 C C
Cast iron spheroidal graphite ferritic, perlitic 265 -- K1, K2, K5, K6 C C C xx
GGV (CGI) 200 -- K7 C C
n
Aluminium malleable alloysnon-age hardenable 30 -- N1 C C C C C C
age hardenable, age-hardened 100 340 N2 C C C C C C C C
Aluminium cast alloys<=12%Si 90 310 N3, N4 C C C C C C C C C C C
>12%Si 130 450 N5 C C C C C
Magnesium alloys 70 250 N6 C C C C C
Copper and Copper alloys
unalloyed, electrolytic copper 100 340 N7 C C
Brass, bronze, red brass 90 310 N8
Cu alloys, short-chipping 110 380 N9
high-strength, Ampco 300 1010 N10
S
Heat-resistant alloys
Fe basis 280 940 S1, S2
Ni- or Co basis 250 840 S3 C C C C C C C C C
Ni- or Co basis 350 1180 S4, S5 C C C C
Titan alloys
Pure titanium 200 670 S6
α + β alloys, age hardened 375 1260 S7 C C C C
β alloys 410 1400 S8 C C C
Wolfram alloys 300 1010 S9 C C C
Molybdän alloys 300 1010 S10 C C C
h Hardened steel
50 HRC -- H1
55 HRS -- H2, H4
60 HRC -- H3
o
Thermoplastics without abrasive fillers O1 C
Thermosetting plastic without abrasive fillers O2 C
Reinforced plastic materialsGFRP, AFRP O3, O5 C C
CFRP O4 C C
Graphite (technical) 65 O6 C
Walter Selectapplication guide

Tapping Tapping Thread forming
Walter Prototyp JIS-range
13
C C = Primary application C = Secondary application
Depth 1.5 x DN 2.0 x DN 2.5 x DN 3.0 x DN 3.0 x DN 2.0 x DN 3.0 x DN 3.0 x DN 3.0 x DN 3.5 x DN
Type Paradur® Ni Paradur® Ti Paradur Inox® Paradur® WSH Paradur® Eco CI Prototex® TiNi Prototex® H Prototex Inox® Protodyn® Plus Protodyn® S Plus
M (Page) 20 21 18 17 19 16 14 15 24 25
MF (Page) 23 22
Coating uncoated uncoated vap/TiCN TiN nid/TiCN uncoated/TiCN uncoated/TiN vap/TiCN TiN TiN
Mat
eria
l gro
up
HB
Resi
stan
ceN
/mm
2
Mac
hini
ng g
roup
P
Unalloyed and low-alloyed steel
annealed (tempered) 210 700 P1, P2, P3, P4, P7 C C C C C C C
Free cutting steel 220 750 P6 C C C C C C C C C C C
tempered 300 1010 P5, P8 C C C C C C C
tempered 380 1280 P9 C C C C C C C C C C
tempered 430 1480 P10 C C C C C
High-alloyed steel
annealed 200 670 P11 C C C C C C C C C
hardened by tempering 300 1010 P12 C C C C C C C
hardened by tempering 400 1360 P13 C C C C C
Stainless steelferritic, martensitic, annealed 200 670 P14 C C C C C C C
martensitic, tempered 330 1110 P15 C C C C C C C C C C
m Stainless steelaustenitic, Duplex 230 780 M1, M3 C C C C C C C
austenitic, precipitation hardened (PH) 300 1010 M2 C C C C C C C C
KGrey cast iron 245 -- K3, K4 C C
Cast iron spheroidal graphite ferritic, perlitic 265 -- K1, K2, K5, K6 C C C xx
GGV (CGI) 200 -- K7 C C
n
Aluminium malleable alloysnon-age hardenable 30 -- N1 C C C C C C
age hardenable, age-hardened 100 340 N2 C C C C C C C C
Aluminium cast alloys<=12%Si 90 310 N3, N4 C C C C C C C C C C C
>12%Si 130 450 N5 C C C C C
Magnesium alloys 70 250 N6 C C C C C
Copper and Copper alloys
unalloyed, electrolytic copper 100 340 N7 C C
Brass, bronze, red brass 90 310 N8
Cu alloys, short-chipping 110 380 N9
high-strength, Ampco 300 1010 N10
S
Heat-resistant alloys
Fe basis 280 940 S1, S2
Ni- or Co basis 250 840 S3 C C C C C C C C C
Ni- or Co basis 350 1180 S4, S5 C C C C
Titan alloys
Pure titanium 200 670 S6
α + β alloys, age hardened 375 1260 S7 C C C C
β alloys 410 1400 S8 C C C
Wolfram alloys 300 1010 S9 C C C
Molybdän alloys 300 1010 S10 C C C
h Hardened steel
50 HRC -- H1
55 HRS -- H2, H4
60 HRC -- H3
o
Thermoplastics without abrasive fillers O1 C
Thermosetting plastic without abrasive fillers O2 C
Reinforced plastic materialsGFRP, AFRP O3, O5 C C
CFRP O4 C C
Graphite (technical) 65 O6 C

26
14
Walter Prototyp JIS-range
mdIn 13
JIS B4430 –ISo 2 / 6H dn
Pmm
l1js16mm
lcmm
l3±1
mmd1
mmB
mml9
mm n
TindesignationJC2031005
Reinforced shank M3 0.5 46 9 18 4 3.2 6 3 -M3 M4 0.7 52 12 21 5 4 7 3 -M4 M5 0.8 60 13 25 5.5 4.5 7 3 -M5 M6 1 62 15 30 6 4.5 7 3 -M6
JIS B4430 – ISo 2 / 6H dn
Pmm
l1js16mm
lcmm
l3±1
mmd1
mmB
mml9
mm n
TindesignationJC2036005
Plain shank M8 1.25 70 18 - 6.2 5 8 3 -M8 M10 1.5 75 20 - 7 5.5 8 3 -M10 M12 1.75 82 23 - 8.5 6.5 9 3 -M12 M16 2 95 25 - 12.5 10 13 3 -M16 M18 2.5 100 30 - 14 11 14 4 -M18M20 2.5 105 30 - 15 12 15 4 -M20M24 3 120 36 - 19 15 18 4 -M24
P m K n S H o
TiN C C C C C C
machine Taps Prototex® H
3 x dn - HSS-E- Chamfer form B = 3.5 - 5 threads- Material from 200 to 1000 N/mm² and 32 HRC- For long chipping materials
d1
Lc
l3l1
DN
l9
P
d1
Lc
l1
DN
l9
P

26
15
Walter Prototyp JIS-range
mdIn 13
JIS B4430 – 6HX dn
Pmm
l1js16mm
lcmm
l3±1
mmd1
mmB
mml9
mm n
vapdesignation
JC20213
TiCndesignationJC2021306
Reinforced shank M3 0.5 46 9 18 4 3.2 6 2 -M3 -M3 M4 0.7 52 12 21 5 4 7 3 -M4 -M4 M5 0.8 60 13 25 5.5 4.5 7 3 -M5 -M5 M6 1 62 15 30 6 4.5 7 3 -M6 -M6
JIS B4430 – 6HX dn
Pmm
l1js16mm
lcmm
l3±1
mmd1
mmB
mml9
mm n
vapdesignation
JC20263
TiCndesignationJC2026306
Plain shank M8 1.25 70 18 - 6.2 5 8 3 -M8 -M8 M10 1.5 75 20 - 7 5.5 8 3 -M10 -M10 M12 1.75 82 23 - 8.5 6.5 9 4 -M12 -M12M16 2 95 25 - 12.5 10 13 4 -M16 -M16M18 2.5 100 30 - 14 11 14 4 -M18 -M18M20 2.5 105 30 - 15 12 15 4 -M20 -M20M24 3 120 36 - 19 15 18 4 -M24 -M24
P m K n S H o
vap C C C C
TiCN C C C C
machine Taps Prototex Inox®
3 x dn - HSS-E- Chamfer form B = 3.5 - 5 threads- Controlled minor diameter- Material from 350 to 1200 N/mm² and 36 HRC- For long chipping materials
d1
Lc
l3l1
DN
l9
P
d1
Lc
l1
DN
l9
P

26
16
Walter Prototyp JIS-range
mdIn 13
JIS B4430 – 6HX dn
Pmm
l1js16mm
lcmm
l3±1
mmd1
mmB
mml9
mm n
uncoateddesignation
JC202161
TiCndesignationJC2021616
Reinforced shank M3 0.5 46 10 - 4 3.2 6 2 -M3 -M3 M4 0.7 52 13 - 5 4 7 3 -M4 -M4 M5 0.8 60 16 - 5.5 4.5 7 3 -M5 -M5 M6 1 62 15 23 6 4.5 7 3 -M6 -M6
JIS B4430 – 6HX dn
Pmm
l1js16mm
lcmm
l3±1
mmd1
mmB
mml9
mm n
uncoateddesignationJC202661
TiCndesignationJC2026616
Plain shank M8 1.25 70 18 - 6.2 5 8 3 -M8 -M8 M10 1.5 75 20 - 7 5.5 8 3 -M10 -M10 M12 1.75 82 23 - 8.5 6.5 9 4 -M12 -M12
P m K n S H o
uncoated C C C C C C C
TiCN C C C C C C C
machine Taps Prototex® Tini
2 x dn - HSS-E-PM- Chamfer form B = 3.5 - 5 threads- Material from 700 to 1400 N/mm² and 44 HRC- For long chipping materials
d1
Lc
l3l1
DN
l9
P
d1
Lc
l1
DN
l9
P

26
17
Walter Prototyp JIS-range
mdIn 13
JIS B4430 – ISo 2 / 6H dn
Pmm
l1js16mm
lcmm
l3±1
mmd1
mmB
mml9
mm n
TindesignationJC2051705
Reinforced shank M3 0.5 46 6 18 4 3.2 6 3 -M3 M4 0.7 52 7 21 5 4 7 3 -M4 M5 0.8 60 8 25 5.5 4.5 7 3 -M5 M6 1 62 10 30 6 4.5 7 3 -M6
JIS B4430 – ISo 2 / 6H dn
Pmm
l1js16mm
lcmm
l3±1
mmd1
mmB
mml9
mm n
TindesignationJC2056705
Plain shank M8 1.25 70 12 - 6.2 5 8 3 -M8 M10 1.5 75 15 - 7 5.5 8 3 -M10 M12 1.75 82 16 - 8.5 6.5 9 4 -M12 M16 2 95 20 - 12.5 10 13 4 -M16 M18 2.5 100 25 - 14 11 14 4 -M18M20 2.5 105 25 - 15 12 15 4 -M20M24 3 120 30 - 19 15 18 4 -M24
P m K n S H o
TiN C C C C
machine Taps Paradur® WSH
3 x dn - HSS-E- Chamfer form C = 2 - 3 threads- 45° Helix angle- Material from 200 to 1000 N/mm² and 32 HRC- For long chipping material
d1
Lc
l3l1
DN
l9
P
d1
Lc
l1
DN
l9
P

26
18
Walter Prototyp JIS-range
mdIn 13
JIS B4430 – 6HX dn
Pmm
l1js16mm
lcmm
l3±1
mmd1
mmB
mml9
mm n
vapdesignation
JC20513
TiCndesignationJC2051306
Reinforced shank M3 0.5 46 6 18 4 3.2 6 3 -M3 -M3 M4 0.7 52 7 21 5 4 7 3 -M4 -M4 M5 0.8 60 8 25 5.5 4.5 7 3 -M5 -M5 M6 1 62 10 30 6 4.5 7 3 -M6 -M6
JIS B4430 – 6HX dn
Pmm
l1js16mm
lcmm
l3±1
mmd1
mmB
mml9
mm n
vapdesignation
JC20563
TiCndesignationJC2056306
Plain shank M8 1.25 70 12 - 6.2 5 8 3 -M8 -M8 M10 1.5 75 15 - 7 5.5 8 3 -M10 -M10 M12 1.75 82 16 - 8.5 6.5 9 4 -M12 -M12M16 2 95 20 - 12.5 10 13 4 -M16 -M16M18 2.5 100 25 - 14 11 14 4 -M18 -M18M20 2.5 105 25 - 15 12 15 4 -M20 -M20M24 3 120 30 - 19 15 18 4 -M24 -M24
P m K n S H o
vap C C C C C
TiCN C C C C C
machine Taps Paradur Inox®
2.5 x dn - HSS-E- Chamfer form C = 2 - 3 threads- 40° Helix angle- Controlled minor diameter- Material from 350 to 1200 N/mm² and 36 HRC- For long chipping materials
d1
Lc
l3l1
DN
l9
P
d1
Lc
l1
DN
l9
P

26
19
Walter Prototyp JIS-range
mdIn 13
machine TapsParadur® Eco CI
3 x dn - HSS-E-PM- Chamfer form C = 2 - 3 threads- Material from 100 to 1000 N/mm² and 32 HRC- For short chipping materials - Prefered for mist coolant supply- Xtra treatTM surface treatment
P m K n S H o
nid C C C C
TiCN C C C C
JIS B4430 – 6HX dn
Pmm
l1js16mm
lcmm
l3±1
mmd1
mmB
mml9
mm n
niddesignation
JE20314
TiCndesignationJE2031406
Reinforced shank M3 0.5 46 9 18 4 3.2 6 3 -M3 -M3 M4 0.7 52 12 21 5 4 7 3 -M4 -M4 M5 0.8 60 13 25 5.5 4.5 7 4 -M5 -M5 M6 1 62 15 30 6 4.5 7 4 -M6 -M6
JIS B4430 – 6HX dn
Pmm
l1js16mm
lcmm
l3±1
mmd1
mmB
mml9
mm n
niddesignation
JE20364
TiCndesignationJE2036406
Plain shank M8 1.25 70 18 - 6.2 5 8 4 -M8 -M8 M10 1.5 75 20 - 7 5.5 8 4 -M10 -M10 M12 1.75 82 23 - 8.5 6.5 9 4 -M12 -M12M16 2 95 25 - 12.5 10 13 4 -M16 -M16M18 2.5 100 30 - 14 11 14 4 -M18 -M18M20 2.5 105 30 - 15 12 15 4 -M20 -M20M24 3 120 36 - 19 15 18 5 -M24 -M24
d1
Lc
l3l1
DN
l9
P
d1
Lc
l1
DN
l9
P

26
20
Walter Prototyp JIS-range
mdIn 13
JIS B4430 – 6HX dn
Pmm
l1js16mm
lcmm
l3±1
mmd1
mmB
mml9
mm n
uncoateddesignationJC204102
Reinforced shank M3 0.5 46 10 - 4 3.2 6 3 -M3 M4 0.7 52 13 - 5 4 7 3 -M4 M5 0.8 60 16 - 5.5 4.5 7 3 -M5 M6 1 62 15 23 6 4.5 7 3 -M6
JIS B4430 – 6HX dn
Pmm
l1js16mm
lcmm
l3±1
mmd1
mmB
mml9
mm n
uncoateddesignationJC204602
Plain shank M8 1.25 70 18 - 6.2 5 8 3 -M8 M10 1.5 75 20 - 7 5.5 8 4 -M10 M12 1.75 82 23 - 8.5 6.5 9 4 -M12
P m K n S H o
uncoated C C C
machine TapsParadur® ni
1.5 x dn - HSS-E-PM- Chamfer form C = 2 - 3 threads- 25° Helix angle- Material from 700 to 1400 N/mm² and 44 HRC- For long chipping materials
d1
Lc
l3l1
DN
l9
P
d1
Lc
l1
DN
l9
P

26
21
Walter Prototyp JIS-range
mdIn 13
JIS B4430 – 6HX dn
Pmm
l1js16mm
lcmm
l3±1
mmd1
mmB
mml9
mm n
uncoateddesignation
JC20416
Reinforced shank M3 0.5 46 10 - 4 3.2 6 3 -M3 M4 0.7 52 13 - 5 4 7 3 -M4 M5 0.8 60 16 - 5.5 4.5 7 3 -M5 M6 1 62 15 23 6 4.5 7 3 -M6
JIS B4430 – 6HX dn
Pmm
l1js16mm
lcmm
l3±1
mmd1
mmB
mml9
mm n
uncoateddesignation
JC20466
Plain shank M8 1.25 70 18 - 6.2 5 8 3 -M8 M10 1.5 75 20 - 7 5.5 8 3 -M10 M12 1.75 82 23 - 8.5 6.5 9 4 -M12
P m K n S H o
uncoated C C C C C
machine TapsParadur® Ti
2 x dn - HSS-E-PM- Chamfer form C = 2 - 3 threads- 15° Helix angle- Material from 700 to 1400 N/mm² and 44 HRC- For long chipping materials
d1
Lc
l3l1
DN
l9
P
d1
Lc
l1
DN
l9
P

26
22
Walter Prototyp JIS-range
mFdIn 13
JIS B4430 – ISo 2 / 6H dn
Pmm
l1js16mm
lcmm
l3±1
mmd1
mmB
mml9
mm n
TindesignationJC2131005
Reinforced shank M 4 0.5 52 12 21 5 4 7 3 -M4X0.5 M 5 0.5 52 13 25 5.5 4.5 7 3 -M5X0.5 M 6 0.5 62 15 30 6 4.5 7 3 -M6X0.5 M 6 0.75 62 15 30 6 4.5 7 3 -M6X0.75
JIS B4430 –ISo 2 / 6H dn
Pmm
l1js16mm
lcmm
l3±1
mmd1
mmB
mml9
mm n
TindesignationJC2136005
Plain shank M 8 1 70 18 - 6.2 5 8 3 -M8X1 M10 1 70 20 - 7 5.5 8 3 -M10X1 M10 1.25 75 20 - 7 5.5 8 3 -M10X1.25 M12 1 70 21 - 8.5 6.5 9 4 -M12X1 M12 1.25 80 21 - 8.5 6.5 9 4 -M12X1.25M12 1.5 82 21 - 8.5 6.5 9 4 -M12X1.5M14 1.5 88 21 - 10.5 8 11 4 -M14X1.5M16 1.5 95 21 - 12.5 10 13 4 -M16X1.5M18 1.5 95 24 - 14 11 14 4 -M18X1.5M20 1.5 95 24 - 15 12 15 4 -M20X1.5
P m K n S H o
TiN C C C C C C
machine Taps Prototex® H
3 x dn - HSS-E- Chamfer form B = 3.5 - 5 threads- Material from 200 to 1000 N/mm² and 32 HRC- For long chipping materials
d1
Lc
l3l1
DN
l9
P
d1
Lc
l1
DN
l9
P

26
23
Walter Prototyp JIS-range
mFdIn 13
JIS B4430 – ISo 2 / 6H dn
Pmm
l1js16mm
lcmm
l3±1
mmd1
mmB
mml9
mm n
TindesignationJC2151705
Reinforced shank M4 0.5 52 8 25 5.5 4.5 7 3 -M4X0.5 M5 0.5 62 10 30 6 4.5 7 3 -M5X0.5 M6 0.5 62 10 30 6 4.5 7 3 -M6X0.5 M6 0.75 62 10 30 6 4.5 7 3 -M6X0.75
JIS B4430 – ISo 2 / 6H dn
Pmm
l1js16mm
lcmm
l3±1
mmd1
mmB
mml9
mm n
TindesignationJC2156705
Plain shank M8 1 70 12 - 6.2 5 8 3 -M8X1 M10 1 70 12 - 7 5.5 8 3 -M10X1 M10 1.25 75 15 - 7 5.5 8 3 -M10X1.25 M12 1 70 13 - 8.5 6.5 9 4 -M12X1 M12 1.25 80 13 - 8.5 6.5 9 4 -M12X1.25M12 1.5 82 13 - 8.5 6.5 9 4 -M12X1.5M14 1.5 88 15 - 10.5 8 11 4 -M14X1.5M16 1.5 95 15 - 12.5 10 13 4 -M16X1.5M18 1.5 95 17 - 14 11 14 4 -M18X1.5M20 1.5 95 17 - 15 12 15 4 -M20X1.5
P m K n S H o
TiN C C C C
machine TapsParadur® WSH
3 x dn - HSS-E - Chamfer form C = 2 - 3 threads- 45° Helix angle- Material from 200 to 1000 N/mm² and 32 HRC- For long chipping materials
d1
Lc
l3l1
DN
l9
P
d1
Lc
l1
DN
l9
P

26
24
Walter Prototyp JIS-range
mdIn 13
JIS B4430 – 6HX dn
Pmm
l1js16mm
lcmm
l3±1
mmd1
mmB
mml9
mm
TindesignationJd2061105
Reinforced shank M3 0.5 46 9 18 4 3.2 6 -M3 M4 0.7 52 12 21 5 4 7 -M4 M5 0.8 60 13 25 5.5 4.5 7 -M5 M6 1 62 15 30 6 4.5 7 -M6
JIS B4430 – 6HX dn
Pmm
l1js16mm
lcmm
l3±1
mmd1
mmB
mml9
mm
TindesignationJd2066105
Plain shank M8 1.25 70 18 - 6.2 5 8 -M8 M10 1.5 75 20 - 7 5.5 8 -M10 M12 1.75 82 23 - 8.5 6.5 9 -M12
P m K n S H o
TiN C C C C C C
Internal thread formersProtodyn® Plus
3 x dn - HSS-E- Chamfer form C = 2 - 3.5 threads- Material from 200 to 1200 N/mm² and 36 HRC- For long chipping materials
d1
Lc
l3l1
DN
l9
P
d1
Lc
l1
DN
l9
P

26
25
Walter Prototyp JIS-range
mdIn 13
JIS B4430 – 6HX dn
Pmm
l1js16mm
lcmm
l3±1
mmd1
mmB
mml9
mm n
TindesignationJd2061705
Reinforced shank M3 0.5 46 9 18 4 3.2 6 4 -M3 M4 0.7 52 12 21 5 4 7 5 -M4 M5 0.8 60 13 25 5.5 4.5 7 5 -M5 M6 1 62 15 30 6 4.5 7 5 -M6
JIS B4430 – 6HX dn
Pmm
l1js16mm
lcmm
l3±1
mmd1
mmB
mml9
mm n
TindesignationJd2066705
Plain shank M8 1.25 70 18 - 6.2 5 8 5 -M8 M10 1.5 75 20 - 7 5.5 8 5 -M10 M12 1.75 82 23 - 8.5 6.5 9 5 -M12
P m K n S H o
TiN C C C C C C C
Internal thread formersProtodyn® S Plus
3.5 x dn - HSS-E- Chamfer form C = 2 - 3.5 threads- Material from 200 to 1200 N/mm² and 36 HRC- For long chipping materials
d1
Lc
l3l1
DN
l9
P
d1
Lc
l1
DN
l9
P

Mat
eria
l gro
up Classification of the main material groups and code letters
HB
Tens
ile s
tren
gth
N/m
m2
Mac
hini
ng g
roup
1
Thread cutting Thread formers
HSS-E/HSS-E-PM/ uncoated
HSS-E/HSS-E-PM/
coated
HSS-E/ coated
Workpiece material
P
unalloyed steel
C ≤ 0.25% annealed 125 428 P1 15 30 30C > 0.25... ≤ 0.55% annealed 190 639 P2 15 30 30
C > 0.25... ≤ 0.55% heat treated 210 708 P3 12,5 25 25
C >0.55 % annealed 190 639 P4 15 30 30
C >0.55 % heat treated 300 1013 P5 7,5 15 15Machining steel (short-chipping) annealed 220 745 P6 15 30 30
low-alloyed steel
annealed 175 591 P7 15 30 30heat treated 300 1013 P8 7,5 15 15
heat treated 380 1282 P9 4 7,5heat treated 430 1477 P10 2 4
High-alloyed steel and high-alloyed tool steel
annealed 200 675 P11 15 30 30hardened and tempered 300 1013 P12 7,5 15 15hardened and tempered 400 1361 P13 3 6
Stainless steelferritic/martensitic, annealed 200 675 P14 5 10 10martensitic, heat treated 330 1114 P15 2 4 4
m Stainless steelaustenitic, quench hardened 200 675 M1 5 10 10austenitic, precipitation hardened (PH) 300 1013 M2 3 6 6austenitic/ferritic, duplex 230 778 M3 4 8 8
K
Ductile cast ironferritic 200 675 K1 15 30 30pearlitic 260 867 K2 10 20
Grey cast ironlow tensile strength 180 602 K3 20 30high tensile strength/austenitic 245 825 K4 7,5 15
Cast iron with spheroidal graphiteferritic 155 518 K5 15 30 30pearlitic 265 885 K6 10 20
GGV (CGI) 200 675 K7 10 20
n
Aluminium wrought alloyscannot be precipitation hardened 30 -- N1 10 15 15precipitation hardenable, precipitation hardened 100 343 N2 15 25 25
Cast aluminium alloys≤ 12 % Si, not precipitation hardenable 75 260 N3 15 20 20≤ 12 % Si, precipitation hardenable, precipitation hardened 90 314 N4 15 30 30> 12 % Si, not precipitation hardenable 130 447 N5 10 15
Magnesium alloys 70 250 N6 20 30
Copper and copper alloys (bronze/brass)
non-alloyed, electrolytic copper 100 343 N7 5 12,5 12,5Brass, bronze, red brass 90 314 N8 25 40 40
Cu-alloys, short-chipping 110 382 N9 20 35high-strength, Ampco 300 1013 N10 2,5 5
S
Heat-resistant alloys
Fe-basedannealed 200 675 S1 5 7,5 7,5precipitation hardened 280 943 S2 2,5 5 5
Ni-based or Co-basedannealed 250 839 S3 2,5 4 4
precipitation hardened 350 1177 S4 1,5 2 2cast 320 1076 S5 2 3 3
Titanium alloysPure titanium 200 675 S6 7,5 7,5 7,5α and β alloys, precipitation hardened 375 1262 S7 5 7,5 7,5β alloys 410 1396 S8 2 3 3
Wolfram alloys 300 1013 S9 2,5 5
Molybdenum alloys 300 1013 S10 5 7,5
hHardened steel
hardened and tempered 50 HRC -- H1hardened and tempered 55 HRC -- H2hardened and tempered 60 HRC -- H3
Hardened cast iron hardened and tempered 55 HRC -- H4
o
Thermoplasts without abrasive fillers O1 20 20Thermosetting plastics without abrasive fillers O2 10 10
Plastic, glass-fibre reinforced GFRP O3 2,5 5
Plastic, carbon-fibre reinforced CFRP O4 2,5 5
Plastic, aramid fibre reinforced AFRP O5 2,5 5Graphite (technical) 65 O6 15 15
1 The machining group categories can be found on page 32:
machining data for thread tapping and thread forming
Technical Information
26
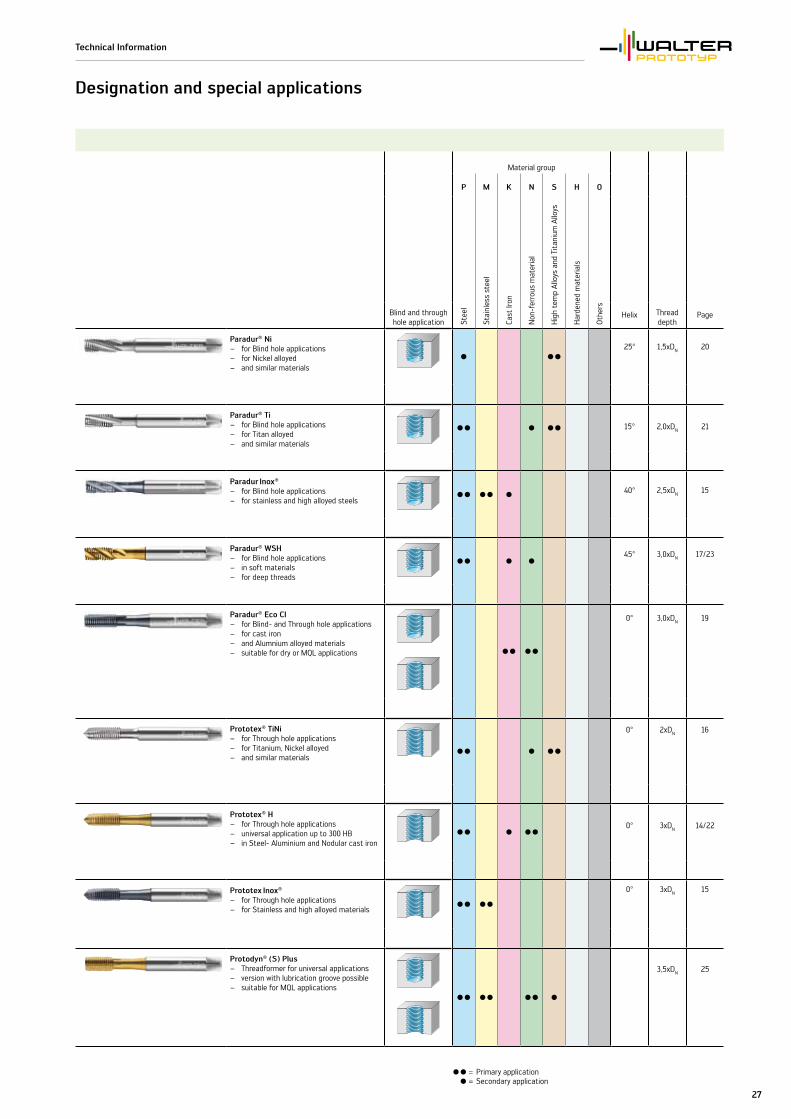
designation and special applications
Material group
P m K n S H o
Blind and through hole application St
eel
Stai
nles
s st
eel
Cast
Iron
Non
-fer
rous
mat
eria
l
Hig
h te
mp
Allo
ys a
nd T
itani
um A
lloys
Har
dene
d m
ater
ials
Oth
ers
Helix Thread depth
Page
Paradur® ni – for Blind hole applications – for Nickel alloyed – and similar materials
C C C
25° 1,5xDN 20
Paradur® Ti – for Blind hole applications – for Titan alloyed – and similar materials
C C C C C 15° 2,0xDN 21
Paradur Inox®
– for Blind hole applications – for stainless and high alloyed steels
C C C C C40° 2,5xDN 15
Paradur® WSH – for Blind hole applications – in soft materials – for deep threads
C C C C45° 3,0xDN 17/23
Paradur® Eco CI – for Blind- and Through hole applications – for cast iron – and Alumnium alloyed materials – suitable for dry or MQl applications C C C C
0° 3,0xDN 19
Prototex® Tini – for Through hole applications – for Titanium, Nickel alloyed – and similar materials
C C C C C
0° 2xDN 16
Prototex® H – for Through hole applications – universal application up to 300 HB – in Steel- Aluminium and Nodular cast iron
C C C C C0° 3xDN 14/22
Prototex Inox®
– for Through hole applications – for Stainless and high alloyed materials
C C C C
0° 3xDN 15
Protodyn® (S) Plus – Threadformer for universal applications – version with lubrication groove possible – suitable for MQl applications
C C C C C C C
3,5xDN 25
C C = Primary application C = Secondary application
Technical Information
27

m
metric ISo thread DIn 13 m
Pitchminor Ø
Internal threadnominal Ø
6H Tolerance nominal size
mm
min mm
max mm
dIn 336mm
M1 0.25 0.729 0.785 0.75
M1.1 0.25 0.829 0.885 0.85
M1.2 0.25 0.929 0.985 0.95
M1.4 0.30 1.075 1.142 1.10
M1.6 0.35 1.221 1.321 1.25
M1.7 0.35 1.321 1.421 1.35
M1.8 0.35 1.421 1.521 1.45
M2 0.40 1.567 1.679 1.60
M2.2 0.45 1.713 1.838 1.75
M2.3 0.40 1.813 1.938 1.85
M2.5 0.45 2.013 2.138 2.05
M2.6 0.45 2.113 2.238 2.15
M3 0.50 2.459 2.599 2.50
M3.5 0.60 2.850 3.010 2.90
M4 0.70 3.242 3.422 3.30
M4.5 0.75 3.688 3.878 3.70
M5 0.80 4.134 4.334 4.20
M6 1.00 4.917 5.153 5.00
M7 1.00 5.917 6.153 6.00
M8 1.25 6.647 6.912 6.80
M9 1.25 7.647 7.912 7.80
M10 1.50 8.376 8.676 8.50
M11 1.50 9.376 9.676 9.50
M12 1.75 10.106 10.441 10.20
M14 2.00 11.835 12.210 12.00
M16 2.00 13.835 14.210 14.00
M18 2.50 15.294 15.744 15.50
M20 2.50 17.294 17.744 17.50
M22 2.50 19.294 19.744 19.50
M24 3.00 20.752 21.252 21.00
M27 3.00 23.752 24.252 24.00
M30 3.50 26.211 26.771 26.50
M33 3.50 29.211 29.771 29.50
M36 4.00 31.670 32.270 32.00
M39 4.00 34.670 35.270 35.00
M42 4.50 37.129 37.799 37.50
M45 4.50 40.129 40.799 40.50
M48 5.00 42.587 43.297 43.00
M52 5.00 46.587 47.297 47.00
M56 5.50 50.046 50.796 50.50
M60 5.50 54.046 54.796 54.50
M64 6.00 57.505 58.305 58.00
M68 6.00 62.505 62.305 62.00
Tapping drill size for Taps
mF
metric ISo fine thread DIn 13 mFminor Ø
Internal threadnominal Ø
6H Tolerance
nominal sizemin mm
max mm
dIn 336mm
M2 x 0.25 1.729 1.785 1.75
M2.2 x 0.25 1.929 1.985 1.95
M2.3 x 0.25 2.029 2.085 2.05
M2.5 x 0.35 2.121 2.221 2.15
M3 x 0.25 2.729 2.785 2.75
M3 x 0.35 2.621 2.721 2.65
M3.5 x 0.35 3.121 3.221 3.15
M4 x 0.35 3.621 3.721 3.65
M4 x 0.5 3.459 3.599 3.50
M4.5 x 0.5 3.959 4.099 4.00
M5 x 0.35 4.621 4.721 4.65
M5 x 0.5 4.459 4.599 4.50
M5 x 0.75 4.188 4.378 4.20
M6 x 0.5 5.459 5.599 5.50
M6 x 0.75 5.188 5.378 5.25
M7 x 0.5 6.459 6.599 6.50
M7 x 0.75 6.188 6.378 6.25
M8 x 0.5 7.459 7.599 7.50
M8 x 0.75 7.188 7.378 7.25
M8 x 1 6.917 7.153 7.00
M9 x 0.75 8.188 8.378 8.25
M9 x 1 7.917 8.153 8.00
M10 x 0.5 9.459 9.599 9.50
M10 x 0.75 9.188 9.378 9.25
M10 x 1 8.917 9.153 9.00
M10 x 1.25 8.647 8.912 8.75
M11 x 1 9.917 10.153 10.00
M12 x 0.5 11.459 11.599 11.50
M12 x 1 10.917 11.153 11.00
M12 x 1.25 10.647 10.912 10.75
M12 x 1.5 10.376 10.676 10.50
M13 x 1 11.917 12.153 12.00
M14 x 0.75 13.188 13.378 13.20
M14 x 1 12.917 13.153 13.00
M14 x 1.25 12.647 12.912 12.75
M14 x 1.5 12.376 12.676 12.50
M15 x 1 13,917 14,153 14,00
M15 x 1.5 13,376 13,676 13,50
M16 x 0.75 15,188 15,378 15,20
M16 x 1 14,917 15,153 15,00
M16 x 1.25 14,647 14,912 14,80
M16 x 1.5 14,376 14,676 14,50
M17 x 1 15,917 16,153 16,00
M18 x 1 16,917 17,153 17,00
M18 x 1.5 16,376 16,676 16,50
M18 x 2 15,835 16,210 16,00
M20 x 1 18,917 19,153 19,00
M20 x 1.5 18,376 18,676 18,50
M20 x 2 17,835 18,210 18,00
M22 x 1 20,917 21,153 21,00
M22 x 1.5 20,376 20,676 20,50
M22 x 2 19,835 20,210 20,00
M24 x 1.5 22,376 22,676 22,50
M24 x 2 21,835 22,210 22,00
Technical Information
28

Tapping drill size for Thread formers
m
metric ISo thread DIn 13 m
Pitchminor Ø
Internal threadnominal Ø
7H Tolerance
nominal size mmmin mm
max mm
mm
M1 0.25 0.729 - 0.88
M1.1 0.25 0.829 - 0.98
M1.2 0.25 0.929 - 1.08
M1.4 0.30 1.075 - 1.26
M1.6 0.35 1.221 - 1.45
M1.7 0.35 1.321 - 1.55
M1.8 0.35 1.421 - 1.65
M2 0.40 1.567 1.707 1.82
M2.2 0.45 1.713 1.873 2.00
M2.3 0.40 1.813 2.007 2.10
M2.5 0.45 2.013 2.173 2.30
M2.6 0.45 2.113 2.273 2.40
M3 0.50 2.459 2.639 2.80
M3.5 0.60 2.850 3.050 3.25
M4 0.70 3.242 3.4566 3.70
M5 0.80 4.134 4.384 4.65
M6 1.00 4.917 5.217 5.55
M8 1.25 6.647 6.982 7.40
M10 1.50 8.376 8.751 9.30
M12 1.75 10.106 10.106 11.20
M14 2.00 11.835 12.310 13.10
M16 2.00 13.835 14.310 15.10
M18 2.50 15.294 15.854 16.90
M20 2.50 17.294 17.854 18.90
M22 2.50 19.294 19.854 20.90
M24 3.00 20.752 21.382 22.70
mF
metric ISo fine thread DIn 13 mFminor Ø
Internal threadnominal Ø
7H Tolerance
nominal sizemin mm
max mm
mm
M4 x 0.5 3.459 3.639 3.80
M5 x 0.5 4.459 4.639 4.80
M6 x 0.5 5.459 5.639 5.80
M6 x 0.75 5.188 5.424 5.65
M7 x 0.75 6.188 6.424 6.65
M8 x 0.75 7.188 7.424 7.65
M8 x 1 9.188 9.424 7.55
M10 x 0.75 6.917 7.217 9.65
M10 x 1 8.917 9.217 9.55
M10 x 1.25 10.917 11.217 9.40
M12 x 1 12.917 13.217 11.55
M12 x 1.25 14.917 15.217 11.40
M12 x 1.5 16.917 17.217 11.30
M14 x 1 8.647 8.982 13.55
M14 x 1.5 10.647 10.982 13.30
M16 x 1 10.376 10.751 15.55
M16 x 1.5 12.376 12.751 15.30
M18 x 1 14.376 14.751 17.55
M18 x 1.5 16.376 16.751 17.30
M20 x 1.5 18.376 18.751 19.30
M20 x 2 20.376 20.751 19.10
M22 x 1.5 22.376 22.751 21.30
M22 x 2 17.835 18.310 21.10
M24 x 1.5 19.835 20.310 23.30
M24 x 2 21.835 22.310 23.10
Technical Information
29

Workpiece material groups Classification
Steel
P
Low-carbon soft steels; low tensile ferritic steels.
Low-carbon free cutting steels
Normal structural steels, low to medium content of carbon (< 0.5 % C)
Normal, low-alloyed steels and cast steel; heat treatable steel; carbon steel (> 0.5 % C); ferritic and martensitic stainless steels
Normal tool steels; harder heat treatable steels; martensitic, stainless steels
Difficult to machine tool steels; hard, high-alloyed steels and cast steel; martensitic, stainless steels
Difficult to machine, high tensile steels, hardened steels from groups 3–6, martensitic stainless steels
Stainless steel
m
Stainless steels, easier to machine
Molybdenum stainless steels; austenitic and duplex, difficult to machine
Austenitic and duplex, difficult to machine
Austenitic and duplex, extremely difficult to machine
Cast iron
K
Cast iron of medium hardness, grey cast iron
Low-alloyed cast iron, malleable cast iron, ductile cast iron
Cast iron alloy of medium hardness, malleable cast iron, GGG, medium cutting properties
Difficult to machine, high-alloyed cast iron, malleable cast iron, GGG, difficult to machine
Technical Information
30

non-ferrous metals
nNon-ferrous alloys which are easy to machine, aluminium with <16 % Si, brass, zinc, magnesium
Non-ferrous alloys that are difficult to machine; aluminium with >16% Si, bronze, copper, aluminium alloys (nickel, copper, magnesium)
materials that are difficult to cut
S
High temperature alloys containing nickel, cobalt, iron, hardness <30 HRc, Incoloy 800 and Inconel 601, 617 and 625, Monel 400
High temperature alloys containing nickel, cobalt, iron, hardness >30 HRc, Inconel 718 and 750-X and Incoloy 925, Monel K-5008
Titanium alloys, Ti-6Al-4V
Hard materials
h
Hardened steel
Hardened cast iron materials
Chilled cast iron
other
o
Synthetics
Glass-fibre and carbon-fibre reinforced plastics
Graphite
Technical Information
31

Com
pari
son
of
Com
pone
nt M
ater
ials
GermanyJapan JIS Column20 USA
W.-No. DIN
W.-No. DIN EN DIN DIN EN Herstellerbez. JIS
AISI/SAE
Structural steel
P1 1.0401 C 15 C15S 15 C,
JIS S 15CJ 409 Grade 1015
P1 1.0402 C 22 C22S 20 C,S22C,
JIS S 20C
P2 1.0501 C 35 C35 S 35 C
P2 1.0503 C 45 C45 JIS S 45C
P4 1.0535 C 55 C55 S 55 C
P4/P5 1.0601 C 60 C60 S 58 C
P6 1.0715 9 SMn 28 11SMn30 JIS SUM22
P6 1.0718 9 SMnPb 28 11SMnPb30SUM22L,SUM23L,SUM24L
12L13,12L14,
J 403 Grade 12L14,J 1397 Grade 12L14
P6 1.0722 10 SPb 20 10SPb20
P6 1.0726 35 S 20 35S20 J 403 Grade 1141
P6 1.0736 9 SMn 36 11SMn37 SUM 25J 403 Grade 1213,J 403 Grade 1215,J 1392 Grade 1213
P6 1.0737 9 SMnPb 36 11SMnPb37 LedloyJ 403 Grade 12L14,J 1397 Grade 12L14
P7/ P10
1.0904 55Si7
P7/ P10
1.0961 60 SiCr 7S340MGC,
60SiCr7
P1 1.1141 Ck 15 C15ES 15,
S 15 CK,JIS S 15 C
P7/ H2
1.1157 40 Mn 4 40Mn41035,1041
P1/P3 1.1158 Ck 25 C25ES 25 C,S 28 C
P7 1.1167 36 Mn 5 36Mn5SMn 438 (H),
SCMn 3
P7 1.1170 28 Mn 6 28Mn6 SCMn1 1027
P2 1.1183 Cf 35 C35G S 35 C
P2 1.1191 Ck 45 C45ES 45 C,S 48 C
P4/P5 1.1203 Ck 55 C55E S 55 C
Structural steel
P2/P3 1.1213 Cf 53 C53G S 50 C1050,1055
P4/P5 1.1221 Ck 60 C60E S 58 C
P4/H1 1.1274 Ck 101C101E,C100S
SUP4
P11 1.3401 X 120 Mn 12 X120Mn12SCMnH1,SCMnH11
P7/H2 1.3505 100 Cr 6 100Cr6SUJ 2,SUJ 4
L3
P7 1.5415 15 Mo 3 16Mo3
P3 1.5423 16 Mo 5 16Mo5SB 450 M,SB 480 M
P7 1.5622 14 Ni 6 14Ni6
Technical Information
32
Comparison of Component Materials
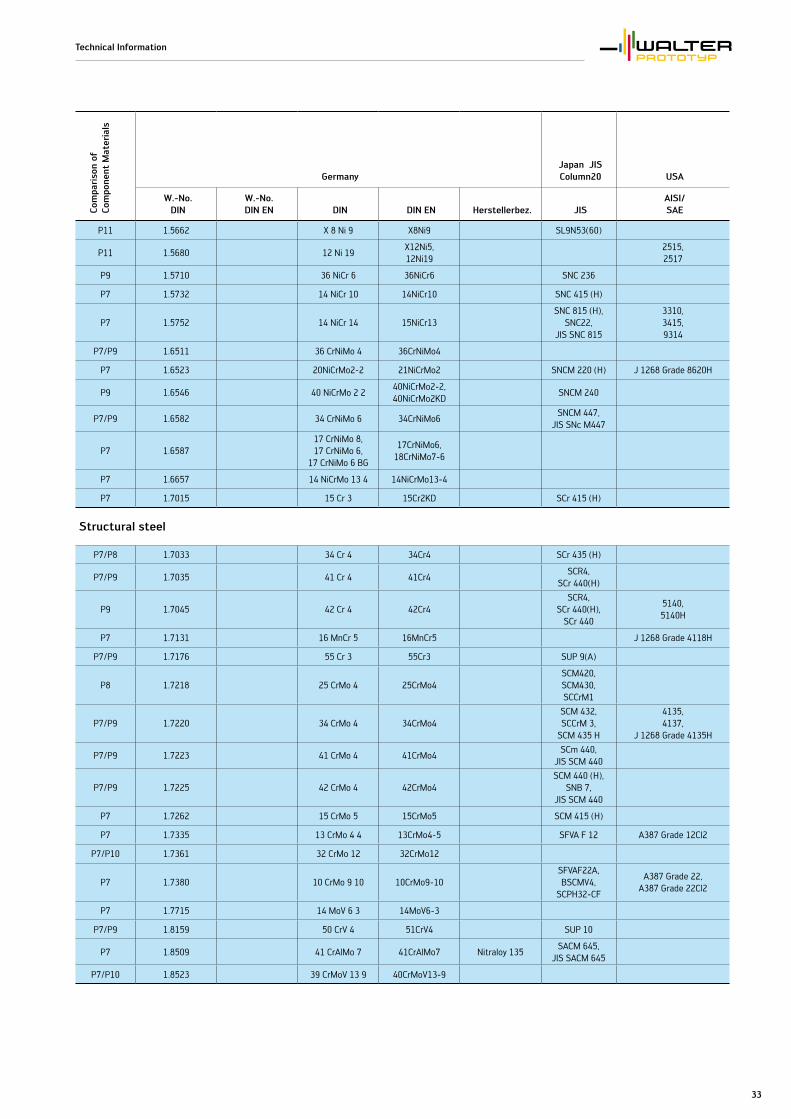
Com
pari
son
of
Com
pone
nt M
ater
ials
GermanyJapan JIS Column20 USA
W.-No. DIN
W.-No. DIN EN DIN DIN EN Herstellerbez. JIS
AISI/SAE
P11 1.5662 X 8 Ni 9 X8Ni9 SL9N53(60)
P11 1.5680 12 Ni 19X12Ni5,12Ni19
2515,2517
P9 1.5710 36 NiCr 6 36NiCr6 SNC 236
P7 1.5732 14 NiCr 10 14NiCr10 SNC 415 (H)
P7 1.5752 14 NiCr 14 15NiCr13SNC 815 (H),
SNC22,JIS SNC 815
3310,3415,9314
P7/P9 1.6511 36 CrNiMo 4 36CrNiMo4
P7 1.6523 20NiCrMo2-2 21NiCrMo2 SNCM 220 (H) J 1268 Grade 8620H
P9 1.6546 40 NiCrMo 2 240NiCrMo2-2,40NiCrMo2KD
SNCM 240
P7/P9 1.6582 34 CrNiMo 6 34CrNiMo6SNCM 447,
JIS SNc M447
P7 1.658717 CrNiMo 8,17 CrNiMo 6,
17 CrNiMo 6 BG
17CrNiMo6,18CrNiMo7-6
P7 1.6657 14 NiCrMo 13 4 14NiCrMo13-4
P7 1.7015 15 Cr 3 15Cr2KD SCr 415 (H)
Structural steel
P7/P8 1.7033 34 Cr 4 34Cr4 SCr 435 (H)
P7/P9 1.7035 41 Cr 4 41Cr4SCR4,
SCr 440(H)
P9 1.7045 42 Cr 4 42Cr4SCR4,
SCr 440(H),SCr 440
5140,5140H
P7 1.7131 16 MnCr 5 16MnCr5 J 1268 Grade 4118H
P7/P9 1.7176 55 Cr 3 55Cr3 SUP 9(A)
P8 1.7218 25 CrMo 4 25CrMo4SCM420,SCM430,SCCrM1
P7/P9 1.7220 34 CrMo 4 34CrMo4SCM 432,SCCrM 3,
SCM 435 H
4135,4137,
J 1268 Grade 4135H
P7/P9 1.7223 41 CrMo 4 41CrMo4SCm 440,
JIS SCM 440
P7/P9 1.7225 42 CrMo 4 42CrMo4SCM 440 (H),
SNB 7,JIS SCM 440
P7 1.7262 15 CrMo 5 15CrMo5 SCM 415 (H)
P7 1.7335 13 CrMo 4 4 13CrMo4-5 SFVA F 12 A387 Grade 12Cl2
P7/P10 1.7361 32 CrMo 12 32CrMo12
P7 1.7380 10 CrMo 9 10 10CrMo9-10SFVAF22A,BSCMV4,
SCPH32-CF
A387 Grade 22,A387 Grade 22Cl2
P7 1.7715 14 MoV 6 3 14MoV6-3
P7/P9 1.8159 50 CrV 4 51CrV4 SUP 10
P7 1.8509 41 CrAlMo 7 41CrAlMo7 Nitraloy 135SACM 645,
JIS SACM 645
P7/P10 1.8523 39 CrMoV 13 9 40CrMoV13-9
Technical Information
33

Com
pari
son
of
Com
pone
nt M
ater
ials
GermanyJapan JIS Column20 USA
W.-No. DIN
W.-No. DIN EN DIN DIN EN Herstellerbez. JIS
AISI/SAE
Stainless and heat resistant steel
P14/P15 1.4000 X 7 Cr 13 X6Cr13SUS403,
SUS410S,SUS429
P14 1.4001 X 7 Cr 14 X7Cr14SUS403,
SUS410S,SUS429
403,410S,429
P14/P15 1.4006X 10 Cr 13,X 12 Cr 13
X12Cr13,X10Cr13
SUS 410,JIS SUS 410
410
P14 1.4016 X 6 Cr 17 X6Cr17 SUS 430
P15 1.4027 G-X 20 Cr 14 GX20Cr14 SCS 2
P15 1.4034 X 46 Cr 13 X46Cr13
P15 1.4057 X 20 CrNi 17 2X19CrNi17-2,X17CrNi16-2
SUS 431,JIS SUS 431
P14/P15 1.4104 X 12 CrMoS 17 X14CrMoS17SUS 431,SUS430F
430F,J 405 Grade 51435
P14 1.4113 X 6 CrMo 17 1 X6CrMo17-1 SUS 434
P15 1.4313 X 4 CrNi 13 4 X3CrNiMo13-4SCS 5,SCS 6
CA6
P15 1.4718 X 45 CrSi 9 3 X45CrSi9-3-1 SUH 1 HNV3
P14 1.4724X 10 CrAl 13,
X 10 CrAlSi 13X10CrAlSi13,X10CrAl13
405
P14 1.4742X 10 CrAl 18,
X 10 CrAlSi 18X10CrAl18,
X10CrAlSi18SUH 21 430
P15 1.4747 X 80 CrNiSi 20 X80CrNiSi20 Sil XB SUH 4 HNV6
P14 1.4762X 10 CrAl 24,
X 10 CrAlSi 25X10CrAl24,
X10CrAlSi25SUH 446 446
Tool steel
P4 1.1545 C 105 W 1 C105U SK 3 (TC105) W110
P4 1.1663 C 125 WC125W,C125U
W112
P7/H2 1.2067 100 Cr 699Cr6,102Cr6
SUJ 2,SUJ 4
L3,52100,
L1
P11/H3 1.2080 X 210 Cr 12 X210Cr12SKD 1,
SKSD3
P11/H1 1.2344 X 40 CrMoV 5 1 X40CrMoV5-1 SKD 61 H13
P11/H3 1.2363 X 100 CrMoV 5 1 X100CrMoV5-1SKD 12,
JIS SKD 12A2
P7/H2 1.2419 105 WCr 6107WCr5,105WCr6,100WCr6
SKS 2,SKS 3,SKS 31
Tool steel
P14/H3 1.2436 X 210 CrW 12X210CrW12-1,
X210CrW12D6
P7/H2 1.2542 45 WCrV 745WCrV8,45WCrV7
S1
P11/P13 1.2581 X 30 WCrV 9 3 X30WCrV9-3 SKD 5 H21
P14/H3 1.2601 X 165 CrMoV 12 X165CrMoV12
P7/P10/H1 1.2713 55 NiCrMoV 6 55NiCrMoV6 L6
P7/H3 1.2833 100 V 1 100V1 SKS 43 W210
P11/H3 1.3243 S 6-5-2-5 HS6-5-2-5 SKH 55 M35
P11/H3 1.3255 S 18-1-2-5 HS18-1-2-5 SKH 3 T4
Technical Information
34

Com
pari
son
of
Com
pone
nt M
ater
ials
GermanyJapan JIS Column20 USA
W.-No. DIN
W.-No. DIN EN DIN DIN EN Herstellerbez. JIS
AISI/SAE
P11/H3 1.3343 S 6-5-2 HS6-5-2 SKH 51 M2
P11/H3 1.3348 S 2-9-2 HS2-9-2 M7
P11/H3 1.3355 S 18-0-1 HS18-0-1 SKH 2 T1
Stainless and heat resistant steel
M1 1.4301 X 5 CrNi 18 10 X5CrNi18-10 SUS 304304,304H
M1 1.4305 X 10 CrNiS 18 9 X8CrNiS18-9SUS 303,
JIS SUS 303J 405 Grade 30303
M1 1.4306 X 2 CrNi 19 11 X2CrNi19-11JIS SCS 19,
JIS SUS 304L
M1 1.4308 G-X 6 CrNi 18 9 GX5CrNi19-10 SCS 13
M2 1.4310 X 12 CrNi 17 7X9CrNi18-8,X10CrNi18-8
SUS 301 301
M1 1.4311 X 2 CrNiN 18 10 X2CrNiN18-10 SUS 304 LN 304LN
M1 1.4401 X 5 CrNiMo 17 12 2X5CrNiMo17-12-2,X4CrNiMo17-12-2,
X5CrNiMo18-10SUS 316 316
Stainless and heat resistant steel
M1 1.4408 G-X 6 CrNiMo 18 10 GX5CrNiMo19-11-2 SCS 14
M1 1.4429 X 2 CrNiMoN 17 13 3 X2CrNiMoN17-13-3 SUS 316 LN 316LN
M1 1.4435X 2 CrNiMo 18 14 3,X 2 CrNiMo 18 12
X2CrNiMo18-14-3 316L
M1 1.4438 X 2 CrNiMo 18 16 4 X2CrNiMo18-15-4 SUS 317 L 317L
M1 1.4460 X 4 CrNiMoN 27 5 2 X3CrNiMoN27-5-2 SUS 329 J1
M1 1.4541 X 6 CrNiTi 18 10 X6CrNiTi18-10SUS 321,
JIS SUS 321
M1 1.4550 X 6 CrNiNb 18 10 X6CrNiNb18-10 SUS 347
M1 1.4571 X 6 CrNiMoTi 17 12 2 X6CrNiMoTi17-12-2 SUS 316 Ti316Ti,326Ti
M1 1.4581G-X 5 CrNiMiNb
18 10GX5CrNiMoNb
19-11-2SCS 22
M1 1.4583X 10 CrNiMoNb
18 12X10CrNiMoNb18-12
M1 1.4828 X 15 CrNiSi 20 12 X15CrNiSi20-12 SUH 309 309
M2 1.4871 X 53 CrMnNiN 21 9 X53CrMnNiN21-9SUH 35,SUH 36
EV8
M1 1.4878 X 12 CrNiTi 18 9X12CrNiTi18-9,X10CrNiTi18-10
SUS 321 321
Heat resistant alloys Fe-based
M1 1.4558 X 2 NiCrAlTi 32 20 X2NiCrAlTi32-20
M1 1.4563X 1 NiCrMoCu 31
27 4X1NiCrMoCu31-27-4
M1 1.4864 X 12 NiCrSi 36 16X12NiCrSi36-16,X12NiCrSi35-16
Incoloy DS SUH 330
M1 1.4958 X 5 NiCrAlTi31-20 X5NiCrAlTi31-20
M1 1.4977 X 40 CoCrNi 20 20
Technical Information
35

Com
pari
son
of
Com
pone
nt M
ater
ials
GermanyJapan JIS Column20 USA
W.-No. DIN
W.-No. DIN EN DIN DIN EN Herstellerbez. JIS
AISI/SAE
Cast Iron
K3 0.6010 EN-JL1010GG-10,GG 10
EN-GJL-100FC 100,FC10
K3 0.6015 EN-JL1020GG-15,GG 15
EN-GJL-150 FC 150
K3 0.6020 EN-JL1030GG-20,GG 20
EN-GJL-200FC 200,FC20
K3 0.6025 EN-JL1040GG-25,GG 25
EN-GJL-250FC25,
FC 250
K4 0.6030 EN-JL1050GG-30,GG 30
EN-GJL-300 FC 300
K4 0.6035 EN-JL1060GG-35,GG 35
EN-GJL-350 FC 350
K4 0.6040GG-40,GG 40
EN-GJL-400
K4 0.6660 GGL-NiCr 20 2
K4GG-26Cr,GG 26Cr
EN-GJL-260 Cr
K7 GGV 45 EN-GJV-450
Nodular cast iron
K5 0.7040 EN-JS1030 GGG-40 EN-GJS-400-15FCD 400,FCD40
K6 0.7050 EN-JS1050 GGG-50 EN-GJS-500-7FCD 500,FCD50
K6 0.7060EN-JS1060,EN-JS 1092
GGG-60EN-GJS-600-3,EN-GJS-600-3U
FCD 600,FCD60
K6 0.7070EN-JS1070,EN-JS 1102
GGG-70EN-GJS-700-2,EN-GJS-700-2U
FCD 700,FCD70
Malleable cast iron
K1 0.8035 EN-JM1010GTW-35,
GTW-35-04GTW-35-04,
EN-GJMW-350-4FCMW 330
K1 0.8040 EN-JM1030GTW-40-05,
GTW-40EN-GJMW-400-5,
GTW-40-05FCMW 350
K1 0.8045 EN-JM1040GTW-45-07,
GTW-45EN-GJMW-450-7 FCMWP 440
K1 0.8135 EN-JM 1130GTS-35-10,
GTS-35EN-GJMB 350-10 FCMB 340
K1 0.8145 EN-JM 1140GTS-45-06,
GTS-45EN-GJMB 450-6,
GTS-45-06
K1 0.8155 EN-JM 1160GTS-55-04,
GTS-55EN-GJMB 550-4,
GTS-55-04
K2 0.8165 EN-JM 1180GTS 65-02,
GTS-65EN-GJMB 650-2,
GTS-65-02
K2 0.8170 EN-JM 1190GTS 70-02,
GTS-70EN-GJMB 700-2,
GTS-70-02
Aluminium Alloys
N1 3.0255 EN AW-1050A Al99.5 Al99.5A1x1,A1050
1050A
N4 3.1371 EN AC-21000 G-AlCu4TiMg G-AlCu4TiMg AC1B
N2 3.1655 EN AW-2011 AlCuBiPb AlCu6BiPb A2011
Technical Information
36

Com
pari
son
of
Com
pone
nt M
ater
ials
GermanyJapan JIS Column20 USA
W.-No. DIN
W.-No. DIN EN DIN DIN EN Herstellerbez. JIS
AISI/SAE
Aluminium Alloys
N2 3.1734 Y-LegierungAlCu4Mg1.5Ni2,
WL 3.1734AC5A
N4 3.2371 EN AC-42100 G-AlSi7MgG-AlSi7Mg,
AlSi7MgAC4C,
JIS AC4 CH (AL 9)
N4 3.2373 EN AC-43300 G-AlSi9MgG-AlSi9Mg,
AlSi9MgAC4A,
JIS AC4 A (AL 4)
N4 3.2381 EN AC-43000 G-AlSi10MgG-AlSi10Mg,
AlSi10MgJIS AC4 A (AL 4V)
N4 3.2382 EN AC-43400 GD-AlSi10Mg AlSi10Mg(Fe) AC4A
N4 3.2383 EN AC-43200 G-AlSi10MgCuG-AlSi10MgCu,AlSi10Mg(Cu)
JIS ADC3 (AL 4)
N3 3.2581 EN AC-44200 G-AlSi12G-AlSi12,
AlSi12AC3A
N3 3.2582 EN AC-44300 GD-AlSi12GD-AlSi12,AlSi12(Fe)
AC3A
N3 3.2583 EN AC-47000 G-AlSi12(Cu) G-AlSi12(Cu)ADC1 (AK 12),AC3A (AL 12)
413.1
N2 3.3315 EN AW-5005A AlMg1 AlMg1CA2x8,A5005
5005A
N3 3.3561 EN AC-51300 G-AlMg5 G-AlMg5 JIS AC7A (AL28)5056A,514.1
N2 3.4345 EN AW-7022 AlZnMgCu0.5 AlZnMgCu0.5
Copper alloys
N7 2.0240 CW502L CuZn15 CuZn15Medium red tombac,
Gold tombacC2300
N7 2.0265 CW505L CuZn30 CuZn30
Half tombac,Soldered brass,Cartridge brass, Polished copper,
Metarsic
C2600
N7 2.0321 CW508L CuZn37 CuZn37
Pressed brass,Bell brass,
Etching quality,Tuned brass,Soft brass,
Stamped brass
C2720
N7 2.0592 CC765SG-CuZn35Al1,
GK-CuZn35Al1,GZ-CuZn35Al1
CuZn35Mn2Al1Fe1-C
N7 2.0596 CC764SG-CuZn34Al2,
GK-CuZn34Al2,GZ-CuZn34Al2
CuZn34Mn3Al2Fe1-C
N7 2.0966 CW307G CuAl10Ni5Fe4 CuAl10Ni5Fe4
N7 2.0975 CC333GG-CuAl11Ni,G-CuAl10Ni
G-CuAl11Ni
N7 2.1050 CC480K G-CuSn10Zn CuSn10-C Gun bronze
Copper alloys
N7 2.1052 CC483KG-CuSn12,
GZ-CuSn12,GC-CuSn12
CuSn12-C
N9 2.1090 CC493KG-CuSn7ZnPb,
GZ-CuSn7ZnPb,GC-CuSn7ZnPb
CuSn7Zn4Pb7-C Red brass 7
N9 2.1096 CC491K G-CuSn5ZnPb CuSn5Zn5Pb5-C Rotguss 5
Technical Information
37

Com
pari
son
of
Com
pone
nt M
ater
ials
GermanyJapan JIS Column20 USA
W.-No. DIN
W.-No. DIN EN DIN DIN EN Herstellerbez. JIS
AISI/SAE
N9 2.1098 CC490K G-CuSn2ZnPb CuSn3Zn8Pb5-C Alloy 5A
N9 2.1176 CC495KG-CuPb10Sn,
GZ-CuPb10Sn,GC-CuPb10Sn
CuSn10Pb10-C
N9 2.1182 CC496KG-CuPb15Sn,
GZ-CuPb15Sn,GC-CuPb15Sn
CuSn7Pb15-C
N9 2.1188 CC497K G-CuPb20Sn CuSn5Pb20-C
N7 2.1293 CW106C CuCrZr CuCr1Zr
N7 CuAl6.5Fe2.5Sn0.25 AMPCO 8
N7 AMPCO 6
N10 CuAl13Fe4.5 AMPCO 21
N10 AMPCO 26
Magnesium alloys
N6 3.5101 EN-MC35110 G-MgZn 4 SE 1 Zr 1EN-MCMgZn4RE1Zr,
G-MgZn4SE1Zr1
N6 3.5103 EN-MC65120 G-MgSE 3 Zn 2 Zr 1EN-MCMgRE3Zn2Zr,
G-MgSE3Zn2Zr1
N6 3.5106 EN-MC65210 G-MgAg 3 SE 2 Zr 1EN-MCMgRE2Ag2Zr,
G-MgAg3SE2Zr1
N6 3.5161MgZn6Zr,
MgZn 6 Zr F 29MgZn6Zr,
MgZn6Zr F29M1
N6 3.5200 MgMn2 MgMn2
N6 3.5312 MgAl3Zn MgAl3Zn52,510
N6 3.5470 EN-MC21320 MgAl4Si1 EN-MCMgAl4Si
N6 3.5612 MgAl6Zn MgAl6Zn520,531
N6 3.5632 EN-MC21150 G-MgAl 6 Zn 3 G-MgAl6Zn3 AZ63
N6 3.5662 G-MgAl 6 G-MgAl6
N6 3.5812 EN-MC21110 G-MgAl 8 Zn 1 G-MgAl8Zn1 AZ81 hp AZ81 hp
N6 3.5912 EN-MC21120 GD-MgAl 9 Zn 1 GD-MgAl9Zn1 AZ91 HK31
Titanium and Titanium alloys
S6 3.7025 Ti 1 Ti 99.8 TitaniumGrade1
S7 3.7115.1 TiAl 5 Sn 2 TiAl5Sn2.5
S6 3.7124 TiCu2 TiCu2
S73.7164,3.7165
TiAl 6 V 4 TiAl6V4 TitaniumGrade54911, 4928,4935, 4954,4965, 4967
Heat resistant alloys, Ni/Co based
S3 2.4360 NiCu30Fe NiCu30 Monel 400
S4 2.4375 NiCu30Al NiCu30Al3Ti Monel K500 AMS 4676
S3 2.4630 NiCr20Ti Nimonic 75
S3 2.4642 NiCr30FeInconel 690,
Alloy 690
S4 2.4668NiCr19Fe19NbMo,
NiCr19Fe19Nb5Mo3,NiCr19NbMo
NiCr19Nb5Mo3Inconel 718,Udimet 630
Technical Information
38

Com
pari
son
of
Com
pone
nt M
ater
ials
GermanyJapan JIS Column20 USA
W.-No. DIN
W.-No. DIN EN DIN DIN EN Herstellerbez. JIS
AISI/SAE
S4 2.4669NiCr15Fe7TiAl,
alloy X-750NiCr15Fe7Ti2Al
Inconel X-750,alloy X-750
5542G
S3 2.4856NiCr22Mo9Nb,
alloy 625NiCr22Mo9Nb Inconel 625
S3 2.4858NiCr21Mo,alloy 825
NiFe30Cr21Mo3 Incoloy 825
Chilled casting
H4 0.9640 G-X300CrMoNi1521 GX300CrMoNi15-2-1
H4 0.9645 G-X260CrMoNi2021 GX260CrMoNi20-2-1
H4 0.9650 G-X260Cr27 GX260Cr27
H4 0.9655 G-X300CrMo271 GX300CrMo27-1
Hardened cast iron
H4 0.9620 G-X260NiCr42 GX260NiCr42 Ni-Hard 2
H4 0.9625 G-X330NiCr42 GX330NiCr42 Ni-Hard 1
H4 0.9630 G-X300CrNiSi952 GX300CrNiSi952 Ni-Hard 4
H4 0.9635 G-X300CrMo153 GX300CrMo15-3
Duroplastic
O2EP,
Epoxid,Epoxy
O2 Bakelite Phenolic
O2 Pertinax
O2 Resitex
Thermoplastic
O1
PMMA, Polymethyl-metacrylate,
Plexiglass, Acrylic glass
O1PC,
Polycarbonate,Makrolon
O1PA,
Polyacrylamide
Technical Information
39

Tensile strengthrm
n/mm2
vickers hardness
Hv
Brinell hardness
HB
rockwell hardness
HrC
255 80 76,0
270 85 80,7
285 90 85,5
305 95 90,2320 100 95,0335 105 99,8350 110 105370 115 109
385 120 114
400 125 119415 130 124430 135 128450 140 133465 145 138480 150 143
495 155 147
510 160 152530 165 156545 170 162560 175 166575 180 171
595 185 176
610 190 181625 195 185640 200 190660 205 195675 210 199
690 215 204
705 220 209720 225 214740 230 219755 235 223770 240 228 20,3
785 245 233 21,3
800 250 238 22,2820 255 242 23,1835 260 247 24,0850 265 252 24,8865 270 257 25,6
880 275 261 26,4
900 280 266 27,1915 285 271 27,8930 290 276 28,5950 295 280 29,2965 300 285 29,8
995 310 295 31,0
1030 320 304 32,21060 330 314 33,3
1095 340 323 34,4
1125 350 333 35,51155 360 342 36,6
1190 370 352 37,7
1220 380 361 38,81255 390 371 39,8
1290 400 380 40,8
1320 410 390 41,81350 420 399 42,7
1385 430 409 43,6
Tensile strength, Brinell-, vickers- and rockwell hardness (extract from dIn 50150)
Tensile strengthrm
n/mm2
vickers hardness
Hv
Brinell hardness
HB
rockwell hardness
HrC
1420 440 418 44,5
1455 450 428 45,3
1485 460 437 46,1
1520 470 447 46,91555 480 (456) 47,7
1595 490 (466) 48,4
1630 500 (475) 49,11665 510 (485) 49,8
1700 520 (494) 50,51740 530 (504) 51,1
1775 540 (513) 51,7
1810 550 (523) 52,31845 560 (532) 53,0
1880 570 (542) 53,6
1920 580 (551) 54,11955 590 (561) 54,7
1995 600 (570) 55,2
2030 610 (580) 55,72070 620 (589) 56,3
2105 630 (599) 56,82145 640 (608) 57,3
2180 650 (618) 57,8
660 58,3670 58,8680 59,2
690 59,7
700 60,1720 61,0740 61,8760 62,5
780 63,3
800 64,0820 64,7840 65,3860 65,9
880 66,4
900 67,0920 67,5
940 68,0
The hardness values converted in accordance with these tables are approximate only. See dIn 50150.
Tensile strength n/mm2 rm
Vickers hardness HVDiamond pyramid 136°Testing force F ≥ 98 N
HV
Brinell hardness HBCalculated from:HB = 0.95 x HV
0.102 x F/D2 = 30 N/mm2
F = testing force in ND = sphere diameter in mm
HB
Rockwell hardness CDiamond cone 120°
Overall testing force 1471 ± 9 NHRC
Threading Tools
40
Hardness Comparison Table
Threading Tools
41
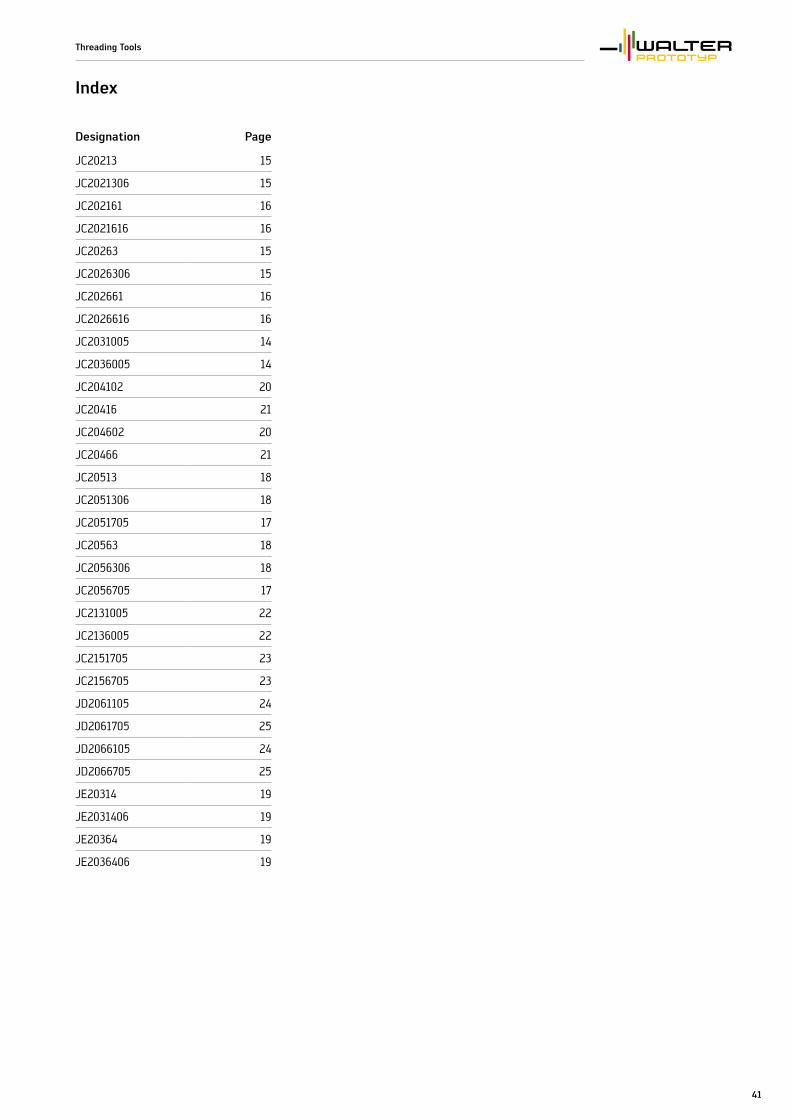
Index
designation Page
JC20213 15
JC2021306 15
JC202161 16
JC2021616 16
JC20263 15
JC2026306 15
JC202661 16
JC2026616 16
JC2031005 14
JC2036005 14
JC204102 20
JC20416 21
JC204602 20
JC20466 21
JC20513 18
JC2051306 18
JC2051705 17
JC20563 18
JC2056306 18
JC2056705 17
JC2131005 22
JC2136005 22
JC2151705 23
JC2156705 23
JD2061105 24
JD2061705 25
JD2066105 24
JD2066705 25
JE20314 19
JE2031406 19
JE20364 19
JE2036406 19

Walter ag
Derendinger Straße 53, 72072 Tübingen Postfach 2049, 72010 Tübingen Deutschland www.walter-tools.com
Walter Tooling Japan KKNagoya, Japan +81 (0) 52 723 5800, [email protected]
Walter Wuxi Co. ltd.Wuxi, Jiangsu, P.R. China+86 (0) 510 824-19399, [email protected]
Walter Malaysia Sdn. Bhd.Selangor D.E., Malaysia+603-8023 7748, [email protected]
Walter AG Singapore Pte. ltd.+65 67736180, [email protected]
Walter Korea ltd.Ansan, Kyungki-do, Korea+82 (0) 31 3646-100, [email protected]
Walter (Thailand) Co., ltd.Bangkok Thailand 10120+662 (0) 6811305, [email protected]
Prin
ted
in G
erm
any
5963
785
(10/
2010
)