-
1
-
2
2.1.25. General Welding Requirements All welding shall be
generally in accordance with ANSI B31. This will be modified where
appropriate for other materials and may be relaxed or varied by
order of the Consultant, provided that the Contractor has made a
reasonably comprehensive request for an alternate. Tack welds shall
be performed by fully qualified welders and all tack welds shall be
of a length equal to twice the pipe thickness and shall fully
penetrate the pipe walls. Where welding is carried out in the
proximity of inflammable materials special precautions shall be
taken to prevent risk of fire or other damage to the building
fabric. Where oxyacetylene cutting equipment or any welding plant
is being used by an operative for any of the works defined in the
contract documents, then fire extinguishers shall be supplied and
carried as part of the equipment. The operators of cutting and
welding equipment shall be trained in the use of the fire
extinguishers which they carry and all extinguishers shall be fully
charged and ready for use. In all cases, extinguishers shall be
positioned immediately adjacent to the position where cutting and
welding is being carried out and shall be readily accessible for
use in the event of an emergency. All accommodation, benches,
tools, welding plant, acetylene, oxygen or electricity, filler rods
and electrodes, which are necessary for installations where welding
is required shall be provided as part of this contract. Welding
shall not be done at a temperature of 5 degrees Centigrade or below
unless the parent metal is preheated by torches or other approved
means until it is warm to the hand (about 27 degrees C) for about
150mm either side of the joint. No welding shall be done below
minus 18 degrees C. After preheating, the heated portion including
the welded joints shall be covered with muffs or suitable
insulation materials to allow cooling free from draughts. Any open
ends of the pipe or assembly shall be effectively sealed to prevent
heat flow by convection. All welded pipe assemblies shall be
constructed so that individual welded joints do not affect each
other. The distance between the centers of adjacent welds shall be
not less than twice the bore diameter of the pipe. No welded joints
shall be left partially completed. Any joints tacked in position
must be promptly finished within the working day. The Consultant
will reject all work not done in accordance with this instruction.
Where work is rejected, pipes must be machine cut at least 150 mm
either side of rejected welds and proper weld preparation must be
used on the shortened sector. Where shorter fill-in sections are
required because of such rejection and reworking, then new full
sized lengths must be supplied by the Contractor. Where pipes with
longitudinal seams are specified, pipe seams shall be arranged such
that adjacent seams are opposed 45 deg. from each side of top dead
centre and branches shall be made only with weld able fittings All
filler metals which are coated shall be protected from excessive
moisture changes. Filler materials or flexes which show any sign of
deterioration shall not be used. If requested by the Consultant
samples of filler rods to be used shall be submitted to him for
approval before any work is done on site. These may be submitted,
at the Contractor's cost, to an independent testing laboratory for
verification. 2.1.26. Tests For Welder Qualification The purpose of
the welder's qualification tests is to determine the ability of the
welders to make sound and acceptable welds. Before any site welding
on the contract is allowed, each proposed welder shall carry out
the tests required in the presence of the Consultant, or the
Employer's Insurance Inspector. Any weld test specimens which have
been suitably marked and approved shall be kept on site by a
responsible person, so that they can be produced at any time, at
the request of the Consultant. All accommodation, benches, tools,
welding plant, acetylene, oxygen, electricity, test pieces, filler
rods, electrodes, facilities for cutting and grinding, polishing,
bending and examining, which are necessary for welders
qualification tests shall be provided by the Contractor. In the
absence of any items for inspecting the welds, the Consultant may
submit the finished samples to an independent laboratory for
testing at the Contractor's expense. Under no circumstances shall a
welder be employed on the contract, either on or off the site for
welding operations other than those for which that welder is
qualified. Copies and records of all test reports shall be promptly
given to and kept by the Consultant. Even welders holding a
certificate for welding are to be tested at this job site in full
accordance with the specifications.
-
3
2.1.27. Tests for Qualification on Steel Pipes The Contractor
shall be responsible for the quality of welding and brazing and
shall provide the testing of the welders employed. Certificates of
such proficiency test, together with stamped samples provided for
Engineers review before welding work is commenced. The welders
proficiency standard to be equal to Lloyds Standard Class 2,
certified by an authorized testing laboratory paid for the
contractor. Qualification tests will be made for butt and branch
welds in pipes. One test piece per welder will be required for the
qualification of welding of pipes exceeding 100mm nominal diameter.
In addition, test pieces will be required for each position of a
pipe. These positions will be horizontal and rotated while welding,
horizontal and fixed while welding, vertical and fixed while
welding for each range of nominal diameters specified. 2.1.28.
Testing Of Welded Pipework Installation For water supply pipe,
chilled water pipe, fire fighting pipe, compressed air pipe, fuel
pipe,, test of welded pipe work installation shall be hydraulic
test.with pressure 1.5 times working pressure during 24hour. For
gas system, testing of welded pipe work installation shall be by
either destructive of non-destructive test method. Each butt-welded
test piece shall be subjected to two root bend tests and two nick
break tests of the welding. Each branch welded test piece will be
subjected to two root bend tests and two fillet break tests of the
welding. Each test piece weld shall be radio graphically examined.
The Contractor shall assign an identification symbol to identify
each welder and this will be used to stamp the work done by that
welder. The Contractor will compile a set of safety instructions
concerning welding procedures for the welders and after review by
the Engineer these will be issued to the welding operatives and
foremen. The Contractor shall allow for two percent of all the
welds to be radio graphically examined. Determination of piping
sections to be tested will be designated by the Engineer. The
timing of the radiographic examination of a weld or welds
designated to be so examined will be confirmed in writing by the
Engineer during the installation and commissioning. Radiographic
examination of welds will be carried out by a specialist employed
by the Contractor subject to review by the Engineer. The specialist
so employed will be responsible for the proper indexing,
interpretation and reporting of the results of the radiographic
tests. Any weld, whether radio graphically tested or not which are
considered by the Engineer to be faulty, either in whole or in
part, or which have failed under hydraulic or other tests so
designated by the Engineer, will be removed and replaced by the
Contractor. The faulty part of a weld may be removed by flame
gouging, chipping or grinding. Otherwise, the Engineer may instruct
that the portion of the works containing the fault weld be cut out
and replaced by the welding in of a new section of pipe or member.
Should any of the welders work (as defined by the Engineer) be
found to be faulty during radiographic tests, then that welder
shall be removed from site and all other welds undertaken by that
welder shall be checked by radiographic means and replaced as
necessary at the expense of the contractor. The extra radiography
involved shall not be part of the 2% inspection previously
stipulated
1.17.4. Pipework Installation - Steel Black steel sizes up to 50
mm will be threaded and size 65 mm and above will be welded.
Alternatively grooved pipe mechanical joints may be used for all
pipe sizes.
1.17.6. Welding Piping Where so shown on drawings, specified or
directed, welded joints, outlets and flanges shall be used. Welded
joints may also be provided elsewhere, where approved by the
Consultant, except on piping smaller than 65 mm, or at points where
it may be explicitly specified or directed to leave flanged joints
in order to facilitate future changes.
-
4
All welded joints (except pipe welded end-to-end) shall be made
by use of forged one-piece welding flanges, caps, nozzles, elbows,
branch outlets and tees as appropriate. Cut samples shall be
submitted for approval if directed. All such fittings etc., shall
be of type which maintains full wall thickness at all points, ample
radius and fillets, and proper bevels or shoulders at ends.
"Weld-o-lets" may be used where standard fittings of required sizes
are not available and elsewhere as approved. All welding shall be
done by the electric arc welding process in accordance with the
following: All joints 45 degree bevel type. Pipe shall be
mill-beveled or machine-beveled under this section of the
specifications. All scale and oxide shall be removed with hammer,
chisel or file and bevel left smooth and clean. Pipe lengths lined
up straight with abutting pipe ends concentric. Both conductors
from the welding machine shall be extended to locations at which
welding work is being done. The leads from welding machine to
locations of welding works shall be held together with tape or
other approved means so as to prevent induced current in structural
steel, in piping or other metals within the building. The ground
lead shall be connected to length of pipe with suitable clamp in
such manner that welding current will not flow through joints in
pipe, structural steel of building or steel pipe supports. Weld
metal is to be thoroughly fused with base metal at all sections.
Welds shall be of sound metal, free from laps, slag inclusion or
other defects. All welders shall be certified by the Consultant for
the service for which they are employed and on which they work.
Wherever welded piping connections to equipment, valves, or other
units need maintenance, servicing, or require possible removal, the
connection joint shall be flanged. Pressure rating of the pipe
flanges shall match the pressure rating of the flanges on the
equipment to which the piping connects.
The 316L/ 316Ti/ 304 stainless steel sheet shall be fabricated
and joints made by welding.
-
5
Vietnamese Version by Tun 27-July 2015
2.1.25. Yu cu chung ca cng vic hn:
Tt c cng vic hn ni chung phi c tun theo tiu chun ANSI B31. iu ny
s c sa i thch hp v c th c gim nh hay thay i bi ch o ca t vn n cc nh
thu thc hin yu cu hp l ton din nh l bin/gii php thay th.
Mi hn nh phi c thc hin bi th hn c tiu chun v tt c cc mi hn nh s
c chiu di bng hai ln chiu dy ng v s ngu y vo vch ng.
Trng hp qu trnh hn c thc hin gn cc vt liu d chy, bin php phng
nga c bit phi c thc hin ngn chn nguy c chy hoc tn hi khc i vi cng
trnh xy dng.
Trng hp thit b ct oxyacetylene hoc bt k my hn ang c s dng bi mt
tc i vi bt k ca cc cng trnh quy nh ti cc vn bn hp ng, bnh cha chy
phi c cung cp v thc hin nh mt phn ca cng vic. Ngi iu khin cc thit b
hn ct v c o to trong vic s dng cc bnh cha chy m h mang theo v tt c
cc bnh cha phi c np y v sn sng s dng. Trong mi trng hp, bnh cha c v
tr ngay cnh v tr ni ct v hn ang c thc hin v phi d dng tip cn s dng
trong cc trng hp khn cp.
Tt c ni n ngh, gh ngi lm vic, dng c, my hn, bnh kh axetylen, oxy
hoc in, cc thanh in v cc que hn in,cn thit cho vic hn cn phi c cung
cp nh mt phn ca hp ng ny.
Cng vic hn khng c php thc hin nhit 5 C hoc thp hn tr khi kim loi
nn cn hn c lm nng trc bi m hn hoc cc phng tin c chp thun khc cho n
khi n tr nn m (khong 27 C) trong khong 150mm hai bn ca im cn hn ni.
Khng hn c thc hin di m 18 C. Sau khi sy s b, phn c lm nng bao gm cc
mi c hn phi c ph bng bt hoc vt liu cch thch hp trnh b ngui t do bi
gi la. Bt k kt mt cui ca ng hoc thit b cn lp rp phi c gn hiu qu ngn
chn dng nhit do i lu.
Tt c cc lin kt ng hn c cu trc sao cho cc im hn ni n l/ring bit
khng nh hng ln nhau. Khong cch gia cc tm cc mi hn gip nhau / lin k
s khng t hn hai ln ng knh trong ca ng.
Khng c mi hn c php lm d dang. Bt k im hn nh nh v no phi c kp thi
hon thnh trong ngy lm vic.T vn s t chi tt c cc cng vic khng c thc
hin theo hng dn ny.
Ti im b loi, ng phi c ct bng my ct t nht 150 mm hai bn ca mi hn
b loi v chun b hn thch hp phi c s dng ti khu vc b ct ngn. Trng hp
cc phn ghp vo ngn hn so vi yu cu do vy m b loi v phi lm li, khi ng
ng vi di y mi phi c cung cp bi cc nh thu.
Trng hp ng ng vi ng ni dc c ch nh s dng, cc ng ni ng ng phi c sp
xp sao cho ng ni lin k u phi i 45 deg.Cc nhnh ch c kt ni vi cc ph
kin c th hn.
Tt c cc que hn in y c trng bo v khi nhng thay i m qu mc. Vt liu
que hn in y hoc que hn no m cho thy bt k du hiu h hng th khng c s
dng. Nu c yu cu bi t vn cc mu ca cc que hn c s dng s phi trnh np v
c chp thun chnh trc khi bt k cng vic hn c thc hin trn thc a/cng
trng.
-
6
Nhng vt liu c trnh, thuc vo chi ph ca nh thu, k c vic th nghim
ti mt phng th nghim c lp xc minh cht lng.
2.1.26. i vi cc bi kim tra kh nng/trnh th hn:
Mc ch ca bi kim tra trnh ca th hn l xc nh kh nng ca ngi th hn to
ra mi hn hp l v c th chp nhn c. Trc khi bt k cng vic hn trn cng
trng theo hp ng c cho php, mi th hn c nh thu xut s phi thc hin cc
bi kim tra cn thit c s hin din ca cc chuyn gia t vn, hoc thanh tra
bo him ca ch.
Bt k mu mi hn c nh du thch hp v c ph duyt s c lu gi ti cng trng
bi mt ngi c trch nhim, h c th trnh ra bt c lc no, khi c yu cu ca T
vn.
Tt c ni n ngh, gh ngi gia cng, dng c, my hn, bnh kh axetylen,
oxy, in cp, thanh kim tra, que in, que hn in, thit b dng ct v mi,
nh bng, un v kim tra, l vt cn thit cho cc bi kim tra trnh th hn phi
c cung cp bi cc nh thu. Nu thiu bt k thit b hay dng c kim tra cc mi
hn, T vn c th np mu hon thnh ti mt phng th nghim c lp kim tra v chi
ph l do nh thu chi tr .
Trong bt c trng hp cng khng cho php s dng mt th hn khc vi hp ng
trn cng trng hay trong xng gia cng thc hin cng vic hn thay v nhng
th hn m c iu kin c ph chun bi t vn.
Bin bn ghi nhn v h s ca tt c cc bo co th nghim phi c chuyn ngay
cho, lu gi bi T vn.
Thm ch c cc th hn c giy chng ch hn vn phi tri qua kim tra ngay
ti cng trng v ph hp hon ton vi cc yu cu k thut.
2.1.27. Cc th nghim v cht lng ng thp
Nh thu phi chu trch nhim v cht lng hn v hn hp kim v tin hnh cc
bi kim tra ngi th hn c thu lm vic. Giy chng nhn kim tra trnh nh vy,
cng vi cc mu c dn tem c cung cp cc k s xem xt trc khi cng vic hn c
bt u. Tiu chun v trnh ca th hn phi tng ng vi Tiu chun cp 2 ca
Lloyd, c xc nhn ca phng kim nghim c u quyn thanh ton bi nh thu.
Bi kim tra trnh chuyn mn s c thc hin cho mi hn ni v nhnh cho ng.
Mt bi kim tra yu cu cho trnh ca hn mi th hn s c tin hnh bng ng ng c
ng knh danh ngha ln hn 100 mm.
Ngoi ra, mu th s c yu cu cho mi v tr ca mt ng ng. Cc v tr ny s
ngang v xoay trong khi hn, ngang v c nh trong khi hn, dc/vung gc v
c nh trong khi hn cho mi phm vi ng knh danh nh.
2.1.28. Th nghim lp t h thng ng ng hn
i vi ng ng cp nc, ng ng nc lnh, ng cha chy, ng dn kh nn, ng dn
nhin liu t, kim tra cc ng ng lp cng trnh hn bng p lc thy lc 1,5 ln
p sut lm vic trong thi gian 24 ting.
i vi h thng kh gas , th nghim ng lp cng trnh hn s dng mt trong
hai phng php l th nghim ph hy hoc khng ph hy (NDT).
Mi bi kim tra hn ni ng phi chu hai bi kim tra un cong gc v hai
bi kim tra ph kha hoc ct im hn. Mi mi hn nhnh s phi chu hai bi kim
tra un cong gc v hai bi kim tra b gy gn ca im hn.
Mi tit kim tra mi hn c kim tra bng X quang.
-
7
Nh thu phi gn mt biu tng nhn dng xc nh mi th hn v iu ny s c s
dng nh du cc cng vic c thc hin bi th hn .
Nh thu s phi bin son mt tp hp cc hng dn an ton lin quan n th tc
hn cho th hn v sau khi xem xt bi cc k s s c pht hnh cho cc cng nhn
hn v c cng.
Nh thu phi cho kim tra X quang 2% ca tt c cc mi hn.
Xc nh cc phn ng ng phi c kim tra s c ch nh bi cc k s.
Thi im kim tra X quang ca mt mi hn hoc cc mi hn c ch nh kim tra
nh vy s c xc nhn bng vn bn ca cc k s trong qu trnh lp t v vn hnh
th.
X quang kim tra cc mi hn s c thc hin bi mt chuyn gia thu bi cc
nh thu xem xt bi cc k s. Cc chuyn gia lm vic s chu trch nhim cho
vic lp ch mc thch hp, gii thch v bo co kt qu ca cc kim nghim X
quang.
Bt k mi hn, cho d c kim nghim bng X quang hoc khng m c xem xt bi
cc k s cho l b li, hoc ton b hoc mt phn, hoc b li khi kim tra thy
lc hoc cc kim tra khc c ch nh bi cc k s, s b loi b v thay th bi cc
nh thu.
Cc phn b li ca mt mi hn c th c loi b bng cch ct bng ngn la hn, c
hoc mi. Ni cch khc, cc k s c th hng dn phn cng vic c cha cc mi hn
li phi c ct b v thay th bi mt phn mi ca ng ng hoc cc cu kin.
Bt k cng vic ca th hn (nh c xc nh bi cc k s) phi c pht hin l b
li qu nhiu trong qu trnh kim tra bng X quang, th th hn s b loi b
khi cng trng v tt c cc mi hn khc c thc hin bi th s phi c kim tra
bng phng X quang v thay th th hn cng cc chi ph khc u do nh thu
chu.
Vic chp X quang thm lin quan n trch nhim v khng c xem l mt phn
ca vic kim tra 2% quy nh trc y
1.17.4. Lp t h thng ng ng - thp
ng thp en kch thc ln ti 50 mm s c kt ni bng ren v kch thc 65 mm
tr ln s c hn. Cc khp c kh ng ng Hoc c rnh c th c s dng cho tt c cc
kch thc ng.
1.17.6. Hn ng
Trng hp nh vy c hin th trn bn v, quy nh hoc ch o, cc im hn ni,
cc ca ra v mt bch s c s dng. Mi hn cng c th c thc hin nhng ni khc,
ni c ph duyt bi t vn, ngoi tr trn ng ng nh hn 65 mm, hoc ti cc im
ni n c th c xc nh mt cch r rng hoc li cho mi ni bng bch to iu kin
thay i trong tng lai.
Tt c cc im ni bng hn (tr hn ng i u) phi c thc hin bng cch s dng
mt trong cc ph kin hn nh mt bch,m,co,ct khuu,cc phn nhnh v T cho ph
hp.
Mu ct c trnh ph duyt, nu c ch o . Tt c ph kin nh vy, vv, s c cc
loi trong duy tr dy tng y tt c cc im, bn knh v phil d dt, v bevels
ng hay vai hai u. "Weld-o-cho php" c th c dng ni ph kin tiu chun ca
d n: Nh my may TAL kch c yu cu khng c sn v nhng ni khc c ph duyt.
Tt c hn c thc hin bi cc in h quang qu trnh hn ph hp vi nhng iu sau
y:
Tt c cc im hn phi vt gc 45 kiu cn. ng phi c phay vt hay vt sn
bng my theo yu cu k thut.
Tt c vy hay s hn v oxit c loi b bng ba, c hoc da lm li mn mng v
sch s.
-
8
Cc ng phi c chiu di thng v tip gip kt ni ng tm vi nhau.
C hai dy dn in t my hn in phi c ko n cc im m ti cng vic hn ang c
thc hin. Cc dy dn t my hn n cc im hn s c bng dnh in hoc cc phng
tin/bin php c chp thun khc ngn chn dng cm ng trong kt cu thp, trong
ng ng hoc cc phn kim loi khc trong ta nh.
Cc dy ni t phi c ni ti chiu di ca ng vi kp ph hp theo cch nh vy
dng hn s khng truyn qua cc mi ni trong ng ng, kt cu thp ca ta nh
hoc h ng thp .
Mi hn kim loi phi c hn ng nht bng kim loi c bn tt c cc phn- S
dng loi que hn c ph chun. Mi hn c kim loi m thanh, khng b trng ph
trm, x tht hay d tt khc.
Tt c th hn phi c chng nhn bi t vn cho cc dch v m h c thu lm vic
v ni h lm vic.
Bt c ni no kt ni ng ng hn cc thit b, van, hoc cc nhm chc nng khc
cn phi bo tr, bo dng, hoc c th kh nng phi di di hay loi b, cc im kt
ni phi dng bch. p lc chu c ca cc mt bch ng phi ph hp vi p lc mt bch
ca thit b m cc ng ng s kt ni.
Cc tm thp khng g 316L/316Ti/304 phi kt ni bng hn.
-
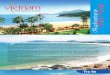
VirtualXPRectangleCI- Corner Joint & I Shape
VirtualXPRectangleCK- Corner Joint &K Shape (K Type)
VirtualXPRectangle?
VirtualXPRectanglet
VirtualXPRectangleS
VirtualXPRectangle? a= Groove Angle ?
VirtualXPRectangleHn ni ng vi ng
VirtualXPRectangleHn i u
VirtualXPRectangleHn gn/gia cng/tng cng
VirtualXPRectangleHn gc
VirtualXPRectangleHn bin ,mp
VirtualXPRectangleV Joint