Embed Size (px)
Citation preview

Systems Engineering andCost as an IndependentVariableJim Brady*
Raytheon Systems Co., Tucson, AZ 85734-1337
Received March 15, 2001; Accepted August 6, 2001
ABSTRACT
The cost as an independent variable discipline is receiving increased emphasis in systemdesign and development due to competitive pressure and the need to provide high perform-ance products at lower cost. Successful implementation of this discipline depends on stake-holder buy-in, effective communication, and application of the proper tools. The purpose ofthis article is to describe how and why CAIV belongs within the systems engineering area.Many of the processes involved are already being used by systems engineers including costmodeling, quality function deployment, and design for manufacturing and assembly. Integrat-ing these and other standard tools into an effective cost reduction discipline is a job bestperformed by systems engineers. © 2001 John Wiley & Sons, Inc. Syst Eng 4: 233–241, 2001
Key words: development cost, manufacturing cost, QFD, DFMA, DOE, six sigma, processimprovement, lean manufacturing
1. WHAT IS COST AS AN INDEPENDENTVARIABLE?
Cost as an independent variable (CAIV) is a programmanagement discipline that establishes an aggressivebut realistic manufacturing cost target for a system,trades off cost against schedule and performance, andmanages risk to attain the cost goal [DoD, 1996]. Thismeans making schedule and performance requirementsfunctions of cost, which then becomes an independentvariable in the system tradeoff equations. Analyses are
performed to determine feasible variations in perform-ance and schedule parameters while cost remains con-stant. Risks associated with the solution set are thenidentified and mitigated, retaining the original costtarget. This balanced set of requirements then becomesthe basis for the initial system architecture.
CAIV implementation requires a systems engineer-ing approach and stakeholder buy-in. To be effective,the CAIV team must examine all aspects of the systemstarting with customer requirements and objectives andprogressing through product manufacturing to the com-pleted system. “CAIV starts as early as pre-conceptexploration and is incorporated into mission area plan-ning, campaign models and theater models. The CAIVconstruct is used to determine the type of system re-quired, key performance parameters and eventual trade
Regular Paper
*E-mail: [email protected]
Systems Engineering, Vol. 4, No. 4, 2001© 2001 John Wiley & Sons, Inc.
233

space. CAIV continues through concept exploration,analysis of alternatives, engineering manufacturing de-velopment, production, and operation and support”[Jasnof and Long, 1998:3]. Acceptance and support forCAIV is needed from program management, productdesign, manufacturing, and all of the other people in-volved with the product. Strong emphasis is placed onrequirements definition and analysis, cost modeling,and product design. The CAIV discipline is imple-mented using an integrated set of engineering proc-esses, which are used to reduce manufacturing costduring product development. These processes includecost modeling, quality function deployment (QFD),design for manufacturing and assembly (DFMA), sixsigma defect reduction, design of experiments (DOE),manufacturing process improvement, and flexiblemanufacturing capabilities. CAIV includes many ideasfrom the design-to-cost process but emphasizes tradeoffanalyses for cost, with variations allowed in scheduleand performance. Cost becomes another system designparameter like performance, physical characteristics, orsupportability. “Any change in a performance or designparameter is analyzed and optimized with a cost solu-tion. This is the heart of the CAIV process where costis considered equal in importance to design/perform-ance and schedule” [Jasnof and Long, 1998:4].
2. USES FOR CAIV
The CAIV discipline is commonly used in two differentapplications. During system architecting and proposalpreparation, CAIV analyses are performed to determinethe cost associated with a particular requirement orfeature and cost sensitivity to variations in the require-ment or feature. Answers are determined for questionssuch as: how much does the cost change for a givenamount of change to the requirement or what level ofperformance or what features can be provided at thetarget cost? High cost requirements or features areidentified and can be scaled to fit the available funds oroffered as an extra cost option. Trade study results areincluded in the proposal to show performance vs. costcurves and best value. A system cost estimate is pre-pared which includes the analysis results.
CAIV tools are also used during product develop-ment to estimate production cost, influence productdesign, and track changes in system design and cost. Amanufacturing cost baseline is established for the initialproduct design concept using the selected cost model.This baseline is built from the proposal estimate andincludes cost for any product changes defined afterproposal submittal. As product development pro-gresses, high cost hardware is identified and associated
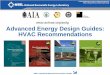
with the driving requirements. Trade studies are per-formed to determine the effect of relaxing these require-ments to reduce cost. As the system design conceptbecomes firm, specific hardware is identified by thedesigners to realize their concept. These selections areanalyzed, production cost is determined, and trade stud-ies are performed to evaluate lower cost alternatives.The CAIV model is updated as design changes areincorporated and the results are reported to design andprogram management. System producibility and sup-portability are reviewed, and further design changes aremade to reduce production and support costs. Thisiterative process is shown in Figure 1 [U.S. Navy, 1999]and results in a product that meets the system perform-ance requirements at the target cost.
3. WHERE CAIV FITS WITHIN SYSTEMSENGINEERING
Systems engineers are involved with all aspects of asystem including architecture, requirements definitionand analysis, design, verification, and production. Withthis wide responsibility, systems engineers are expectedto be knowledgeable in each of these areas and involvedwith the relevant processes. This provides many oppor-tunities for the SE to influence system design and toapply the CAIV discipline.
Cost as an independent variable is used in threedifferent areas during a development program. Theseare system definition, requirements management, andsystem optimization. During the system definitionphase cost is a major factor to be considered as part ofthe system architecture. Cost, schedule, performance,and other factors must be balanced to meet the needs ofthe stakeholders. The CAIV process requires all teammembers to maintain a focus on cost. Based on resourceavailability, stakeholders must set an aggressive butrealistic cost target for the system [Kaye et al., 2000].During requirements definition, predetermined targetcost requirements are allocated from the top down to thelower system levels. Cost estimates are prepared andcompared with the allocations to identify areas of concern.Effective requirements management includes considera-tion of system cost and the requirements that drive it. Asmall change to a requirement can result in large costsavings with minimal impact on performance.
When cost is analyzed and tracked as the require-ments change and expand, these opportunities can beexploited. System optimization is not complete untilcost has been evaluated and balanced with schedule,performance, risk, support, and other requirements.System changes to reduce manufacturing cost are alsoincorporated as part of the optimization effort duringdevelopment.
234 BRADY

4. SE/CAIV TOOLS
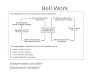
Systems engineering tools used to implement theCAIV discipline during product development includecost modeling, quality function deployment, design formanufacturing and assembly, six sigma defect reduc-tion, design of experiments, manufacturing process im-provement, and flexible manufacturing capabilities.Individual tools are used at various times during theintegrated system development process, as shown inFigure 2, to identify, track, and reduce manufacturingcost drivers. Each of these tools supports the CAIVmethodology in a different way. Cost modeling is usedto establish and track manufacturing cost of the systemand incorporates changes to the system design gener-ated by the other tools. QFD relates system require-ments to the hardware used to implement them and thecost of that hardware. The high cost areas are thenexamined to determine ways to reduce cost. DFMAworkshops are used to analyze hardware designs andfind ways to improve producibility and reduce manu-facturing cost. DOE is a methodology used to gather themaximum amount of data using minimum resourcesand is used to reduce system test time and labor cost.
Six sigma defect reduction techniques and tools areused to assess the producibility of a design during thedevelopment phase and to find the parts and processesthat result in high manufacturing cost. These areas arethen analyzed, and changes are made to reduce thecost. Process improvement workshops are conductedin the manufacturing facilities used to fabricate andassemble the system and its elements. Manufacturingprocesses and work flow patterns are analyzed andchanges are made to eliminate waste and inefficiency.These changes are incorporated in the cost model asmaterial and labor cost reductions. Lean manufactur-ing techniques are used to apply the systems engi-neering approach to manufacturing and create anefficient production system that includes the people,processes, machines, tools, test equipment, and all otheraspects.
4.1. Cost Modeling
Cost modeling is used throughout the program to iden-tify and track manufacturing cost. The more inclusivelife cycle cost or total ownership cost may also bemodeled. Various types of models are used that include
Figure 1. CAIV discipline influences design.
SYSTEMS ENGINEERING AND COST AS AN INDEPENDENT VARIABLE 235

parametric, analytical, and simulation techniques. Themodel selected depends on customer needs, quality ofavailable data, and other factors. Inputs can vary froma vague system description to detailed material andlabor estimates. As system development progresses, theinputs are refined and the model is updated periodically,producing more accurate results for use in trade studiesand marketing projections as well as comparison topredetermined cost targets. When total ownership costis being modeled, acquisition, support, and disposalcosts are combined with production cost.
4.2. Quality Function Deployment
Quality function deployment is a structured designapproach used to understand and incorporate the voiceof the customer into a system. It is the mechanism fordeploying quality, reliability, cost, and technologythroughout the product [Dean, 1998]. QFD is based onmatrices comparing what the customer wants (theWhats) to how the supplier plans to provide it (theHows). The basic matrix can be expanded to provideadditional insight to the supplier and cascaded to iden-tify process parameters that must be controlled to meetthe customer requirements. There are many varieties ofQFD and many variations of the matrices used [Cop-pola, 2000]. This process allows the design team toidentify high cost items and efficiently develop a set ofalternatives that meet customer expectations. The alter-natives are then evaluated and trade studies are per-formed to determine the optimum design solution. QFDexercises are performed early in the design process andprovide a means to identify cost driving requirements
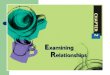
and the associated hardware. Alternative hardwarechoices can be examined and requirement relief soughtif necessary. This is the first step toward system costreduction while maintaining a robust design. A simpli-fied QFD matrix is shown in Figure 3. In this example,the main requirements for the converter-amplifier sub-system are listed as the Whats, and the modules used toimplement these requirements are listed across the topas the Hows. The quantity of each module in thissubsystem and their costs are also shown. The strengthof each relationship in the center of the matrix is deter-mined during the workshop. No entry indicates that norelationship exists. The cost allocation for each require-ment is determined by adding together the products ofthe relationship strength and total module cost. For thematching requirement this is 0.5 × $100 (for the con-verter) + 0.5 × $100 (for the coupler) = $100 as shownon the right of the matrix.
4.3. Design for Manufacturing andAssembly
Design for manufacturing and assembly is a structured,facilitated methodology used to analyze a design andgenerate ideas for improvement. DFMA® is a registeredtrademark of Boothroyd Dewhurst, Inc. It is a productdesign review process involving step-by-step assess-ment of manufacturability issues and is best applied atthe concept stage where at least 70% of the final cost ofa product is established [Boothroyd and Dewhurst,2001]. Similar design review processes are called de-sign for manufacturability (DFM), design for produci-bility (DFP), and design for assembly (DFA). These
Figure 2. CAIV tools and system development.
236 BRADY

processes are knowledge-based techniques that use aseries of guidelines, principles, recommendations, orheuristics to design a product so that it is easy to make[Bralla, 1996]. These workshops focus on design fea-tures that drive product manufacturability and cost.Using a structured approach, a baseline design is evalu-ated, benchmarked, and brainstormed to develop alter-natives that improve manufacturability and reduce cost.Reduced parts count, fewer assembly hours, and higherfirst time yields are frequent outcomes. A typical work-shop takes 2 days and starts with a training session toacquaint all participants with the principles of DFMAand potential manufacturing problem areas. Workshopscope, goals, and objectives are discussed including theneeds of the design team, previous manufacturing ex-perience, and cost goals. A design overview is presentedthat includes system requirements, baseline design con-cept, necessary testing and test equipment, manufactur-ing and test experience with similar designs, andestimated production cost. This information forms thebasis for the brainstorming session that follows. Ideasfor design improvement are generated by brainstormingamong workshop participants and are recorded forevaluation. Each idea is analyzed during the workshopto determine technical risk, manufacturing risk, andrecurring cost impact. Frequently a study or analysis isneeded to determine feasibility of implementation andan actionee and due date are assigned. Implementationcost and potential cost savings are estimated, and adecision is made to pursue the idea. Actual designchange is the responsibility of the design engineer. Asample matrix is shown in Table I.
4.4. Design of Experiments
The design of experiments process is a group of toolsused to plan an experiment or test and maximize theamount of data collected while minimizing the requiredresources. Using statistical techniques to identify sig-nificant contributors to variability, experiments are de-veloped to evaluate system designs and to determine theoptimal alternative with respect to the attributes understudy. “Design of experiments (DOE) is the applicationof geometric principles to statistical sampling to obtaindesired results such as minimizing the number of ex-periments necessary to obtain the answer to a problemor minimizing the variance of estimated coefficientsobtained through regression” [Dean, 1996:1]. DOE is avery valuable tool for the optimization, improvement,and understanding of products and processes. It is usedto discover or verify relationships between design fac-tors and outputs, test or verify design and processbehavior, reduce the number of individual tests or simu-lation runs, and explore manufacturing process im-provements. The steps in the DOE process are: (1)Define the problem or process to be analyzed; (2)identify the independent or input variables; (3) selectthe dependent or response variables and their metrics;(4) determine potential interactions between variables;(5) design the experiment based on the previous steps;(6) run the experiment or simulation; (7) analyze thedata including analysis of variance, regression, andother applicable techniques. Using DOE to select de-sign alternatives and optimum manufacturing and testprocesses reduces product cost.
Figure 3. Sample QFD matrix.
SYSTEMS ENGINEERING AND COST AS AN INDEPENDENT VARIABLE 237

4.5. Six Sigma Defect Reduction
The six sigma manufacturability assessment process isused during system development to evaluate progresstoward meeting production cost, quality, and cycle timeobjectives. The fundamental objective of the six sigmamethodology is the implementation of a measurement-based strategy that focuses on process improvement andvariation reduction [iSixSigma, 2000]. This structuredapproach links design features to manufacturing proc-ess capability. Major steps in this process include: (1)Define the requirements and objectives; (2) gather de-sign description information; (3) evaluate the require-ments; (4) conduct the assessment; (5) performmanufacturing process trade studies for potential im-provements; (6) conduct a risk analysis; (7) documentthe analysis and results; (8) follow up and implementthe improvements. Key metrics evaluated by this proc-ess are first time yield, defects per unit, and defects permillion opportunities. The Pareto rankings of thesemetrics are instrumental in defining which elements ofa design are driving manufacturability and cost of theproduct. Using this information, design and manufac-turing engineers identify and evaluate alternatives thatreduce product cost.
4.6. Process Improvement
The manufacturing process improvement workshop isa 3–5-day process utilized by a cross-functional teamto identify and eliminate waste and non-value-addedactivity from the production process. These techniquescan be applied to any function that uses a sequentialprocess. This includes fabrication, assembly, admini-stration, procurement, and supplier activity. Whenproblem areas are identified, lean manufacturing prin-ciples are used to design and implement improved andmore efficient operations. An efficient factory is char-acterized by manufacturing cells, small lot sizes, pointof use inventory, minimal distance traveled by bothoperators and material, minimal inventory, high firsttime yields, and a well-organized workplace. The stepsin this process are: (1) Review PI concepts with theteam; (2) define and document the current process; (3)brainstorm potential improvements; (4) develop achange proposal from the brainstorm ideas; (5) developan action plan; (6) implement the proposed changes; (7)identify and calculate metrics; (8) present results; (9)follow up to insure implementation. PI workshops typi-cally result in improvements in productivity, lead time,inventory, floor space, and distance traveled with asso-ciated production cost savings.
Table I. Sample DFMA Output Matrix
238 BRADY

4.7. Lean Manufacturing
Lean or continuous flow manufacturing is a methodol-ogy that integrates management and manufacturingpractices into a systems approach to production. “Leanmanufacturing is known by many different names: Just-In-Time, Toyota Production System, and World-ClassManufacturing to name a few. There are two majorprinciples of lean manufacturing: 1) Produce just whatis needed, when it is needed, in the amount needed withonly the required materials, labor, equipment and space.2) Make any production problem instantly self-evidentand stop producing whenever problems are detected.The results of applying these principles are evident inmeasurable improvement in safety, quality, delivery,cost and morale” [Opticomp, 1997:1].
The process focuses on the cultural changes requiredof the workforce as much as the changes required in theindustrial processes. A lean factory has these charac-teristics: (1) It makes only what is needed, when it isneeded; (2) it eliminates waste, that is, anything that doesnot add value to the product; (3) everyone is committed tothe lean manufacturing concept and its implementation;(4) manufacturing metrics and process improvement arean integrated part of the job; (5) process variations areminimized or eliminated; (6) existing assets are utilized toperform new tasks; new equipment cost and complexityare avoided; (7) an overall systems approach is used tooptimize the factory. Results of lean manufacturing initia-tives are seen in cycle time and inventory reductions, lowerproduction cost, and increased quality awareness on thepart of factory employees.
5. CASE STUDY
The CAIV process and tools described above were usedon a recently developed system with good results. Fig-ure 4 shows system manufacturing cost normalized tothe threshold cost goal. The data include an initialestimate that was generated for the development con-tract proposal, subsequent estimates generated duringdevelopment as CAIV tools were applied and systemdesign changes occurred, and the final manufacturingcost estimate from the development phase that will beused for the production contract proposal.
A CAIV plan was submitted as part of the develop-ment program proposal and was updated after contractaward to clearly define the CAIV process steps andtools to be used and to show the schedule of CAIVactivity. The process flow followed Figure 1 and theschedule expanded on Figure 2 with more detail anddates for the various workshops. A standard commer-cial analytical cost model was specified in the contract,and its use was also described. The plan was reviewedand approved by the customer and was followedthroughout the program with minor updates at the firsttwo major program reviews.
The cost model was populated with data from theestimate used in the proposal and iterated until theresults of the model matched the proposal cost estimate.This involved entry of the system hardware description,material costs, fabrication and assembly labor hours,labor rates, and overhead factors in a schema that main-tained all of the correct relationships. At this early stageof the program the design was largely conceptual with
Figure 4. Manufacturing cost.
SYSTEMS ENGINEERING AND COST AS AN INDEPENDENT VARIABLE 239

only a few key parts and modules selected for use.Material costs were best estimates based on previouslybuilt similar systems, supplier rough order of magni-tude (ROM) quotations, and costs for the parts alreadyselected. Data were entered for the first three hardwareindenture levels, that is, system, subsystem, and unit.
Detailed engineering analysis performed after theprogram started indicated that additional units wereneeded to meet the functional and performance require-ments of the system. Design concepts were formulated,and cost estimates were generated for them and addedto the model. This resulted in a cost increase as shownby the second data point in Figure 4. This reinforced theneed for a proactive systems oriented CAIV processwith active participation by all of the design and manu-facturing product teams.
At this point the QFD system level workshop wasconducted. Prior to the workshop the QFD process wasreviewed and tailored to fit the needs of this program.The desire was to relate system requirements to hard-ware and find the requirements having high implemen-tation cost. With this in mind the requirements becamethe “Whats” and the hardware items became the“Hows” in the QFD matrix with quantity and cost of theunits included as descriptive parameters. A preliminaryQFD matrix was developed with information providedby systems engineering personnel and used as a startingpoint. During the workshop additional items wereadded to the matrix and the strength of the variousrelationships was established. The cost associated witheach requirement was determined from the cost of thehardware used to meet the requirement and the strengthof the relationships between the requirement and thehardware. This is shown at a high level in Figure 3 forone of the subsystems. The system level workshop wassuccessful, and the results were encouraging. The de-sign teams now had a real awareness of how much theconceptual design would cost to meet each key per-formance parameter and critical requirement. Hardwareimplementations and component choices were reevalu-ated based on cost and performance. In some cases newdesigns were developed to reduce cost while maintain-ing performance. Additional QFD workshops were heldfor each subsystem and critical unit. These related therequirements and hardware at the lower levels andresulted in component changes to reduce cost. A totalof 11 QFD workshops were held. The design changeswere incorporated into the cost model and new esti-mates were generated.
Design for manufacturing and assembly workshopswere started as soon as the first subsystem design wasmature enough to examine. At this time the require-ments were quite firm, and the hardware was defined inenough detail to discuss form, fit, and function of each
unit. Stereolithographic models and design drawingswere used during the workshops to demonstrate inter-faces, mounting points, assembly techniques, and test-ing. Many cost-saving ideas were generated andanalyzed in each workshop. The ideas were recorded ina matrix along with the analysis results and recommen-dations. DFMA workshops were held for each subsys-tem and critical unit. After each workshop the designteam was responsible for incorporating the acceptableideas into each subsystem design and reporting thechanges to program management. The design changeswere also incorporated into the cost model, and newestimates were generated. In addition to the hardware,DFMA workshops were conducted on test processesand associated test equipment for each subsystem. Theproposed test process was examined including testmethods, parameters to be measured, test equipment tobe used, test facilities, data collection and analysis, andall other applicable aspects. These subsystem test work-shops resulted in design changes to improve test accessand reduce test time resulting in reduced manufacturinglabor costs. As the designs progressed, many of the teamleads requested a second or even third DFMA workshopto reevaluate their designs because of all the changesthey had incorporated. A total of 27 DFMA workshopswere held including those at major suppliers.
The design of experiments process was used toevaluate certain manufacturing processes and test tech-niques. A manufacturing bonding process serves as anexample. The experiment was designed to gather allrequired data using the minimum number of materialsamples. Parameters of interest included type of mate-rial to be bonded such as aluminum, copper-platedaluminum, titanium, etc. Surface preparation methodsand specific bonding adhesives were also of interest.The samples were prepared, bonded, cured, and tested.Results were analyzed, and the bonding process wasrefined to incorporate material surface cleaning withsolvent, precise positioning of the adhesive, and appro-priate curing time and temperature for best results.
The six sigma manufacturability assessment processwas used to evaluate the design against quality andcycle time objectives. Design data was entered into aproducibility assessment software tool tailored to thespecific manufacturing facility used for this system.This information included items such as metal partsfabrication methods to be used, number and types offasteners, size and number of printed wiring boards,types and mounting characteristics for electronic com-ponents, and electronic test access. Results from thetool indicated which subsystems and units needed im-provement to reduce the potential for manufacturingdefects. Recommended changes included eliminationof fasteners, changes to electronic components, and
240 BRADY

improvements in component mounting and soldering.When these changes were incorporated into the systemdesign, they were also included in the cost model, andnew manufacturing costs were computed.
Manufacturing process improvement workshops wereconducted at several major suppliers. The facilities chosenfor these workshops provide high priced or complex units,assemblies, or modules for the system. These workshopsvaried in length from 3 to 5 days, depending on the numberand type of items being supplied. Teams of people fromdisciplines such as process control, reliability, producibil-ity, inventory control, and industrial engineering partici-pated with supplier personnel at their facility to review thecurrent processes and develop improvements. Changes tothe facility or rearrangement of the work area to improveprocess flow were recommended along with processchanges and other improvements. The purpose was toeliminate waste and inefficiency and improve yield whichimproved manufacturing cost. Changes introducedthrough these workshops were included in the cost modelas reductions in labor hours and material cost burden.
Lean manufacturing methods are used to integratethe production facility by applying the systems engi-neering approach and tools. The objective is to build aworkforce that is committed to producing the best pos-sible product at minimum cost. Lean manufacturingtechniques will be applied to this system when produc-tion preparation begins.
6. CONCLUSIONS
The systems engineering tools described above can beused to implement the CAIV discipline during productdevelopment and will result in lower manufacturingcost for the system.
Manufacturing cost is another system requirementto be defined, analyzed, and satisfied.
CAIV tasks are performed by systems engineers aspart of the system architecting, requirements manage-ment, and design optimization processes. The predeter-mined cost target and comparison with model-basedestimates generated during system development pro-vide impetus for systems engineers to interact with allother development areas to achieve a robust design thatmeets all requirements. Systems engineering people are
able to communicate with customer, management, de-sign, manufacturing, and support personnel to influencesystem characteristics and reduce cost. When analysisand verification of the cost requirement is a systemsengineering responsibility, enlightened self-interestleads people to the optimum design solution.
REFERENCES
G. Boothroyd and P. Dewhurst, Design for manufacturing andassembly benefits, April 12, 2001,http://www.dfma.com/software/dfaben.html.
J.G. Bralla, Design for excellence, McGraw-Hill, New York,1996, p. 3.
Coppola, Quality function deployment, Reliability AnalysisCenter (RAC) Selected Topics in Assurance Related Tech-nologies (START) 4(1) (December 18, 2000),http://www.rac.iitri.org/DATA/START/qfd.hml.
E.B. Dean, Design of experiments from the perspective ofcompetitive advantage, NASA Design for CompetitiveAdvantage (November 1, 1996),http://dfca.larc.nasa.gov/dfc/doe.html.
E.B. Dean, Quality function deployment from the perspectiveof competitive advantage, NASA Design for CompetitiveAdvantage (January 5, 1998),http://dfca.larc.nasa.gov/dfc/qfd.html.
Department of Defense (DoD), CAIV working group paper,Office of the Under Secretary of Defense for Acquisitionand Technology, Washington, DC, July 16, 1996,htp://www.ntsc.navy.mil/Resources/Library/Acqguide/CAIVwgp.html.
iSixSigma, What is six sigma?, 2000, http://www.isix-sigma.com/sixsigma/six_sigma.asp.
Z.L. Jasnof and J.A. Long, Cost as an independent variable(CAIV)—a key component of a successful business strat-egy—practical applications and techniques, Proc Int SocParametric Analysts (ISPA) and Soc Cost Estimating Ana-lysts (SCEA) Joint Int Conf, Toronto, Ontario, Canada,June 16–19, 1998, http://users.erols.com/scea/Conf98_main.htm.
M.A. Kaye, M.S. Sobota, D.R. Graham, and A.L. Gotwald,Cost as an independent variable: principles and implemen-tation, Acquisition Rev Quart 7 (Fall 2000), 360.
OptiComp, Inc., Lean manufacturing seminar, Clemson, SC1997, http://www.opticompinc.com/LeanMfgSolution.htm.
U.S. Navy, Best manufacturing practices center of excellence,December 17, 1999, http://www.bmpcoe.org/bestpractices/external/rmsc/rmsc_5.html.
Jim Brady is CAIV manager for a large development program at Raytheon Systems Co. He received aBSEE degree from the South Dakota School of Mines and Technology and an MS in Systems Managementfrom the University of Southern California. He has over 30 years experience in the various aspects ofsystems engineering with Hughes Aircraft Co. and Raytheon.
SYSTEMS ENGINEERING AND COST AS AN INDEPENDENT VARIABLE 241