Embed Size (px)
Citation preview

SYNTHESIS OF HIGH-PERFORMANCE NAPHTHENIC KEROSENE FROM SELECTED
REFINERY NAPHTHA FEEDSTOCKS
Experimental Semi-batch experimental process runs to produce naphthenic
kerosene were performed using: (a) mixtures of two naphthenic model compounds, i.e., methyl
cyclopentane (MCP) and methylcyclohexane (MCH) of variable composition, with 1-hexene as olefinic hydrogen acceptor (initial temperature, 7 °C, increasing to 12 ºC; olefin addition rate, 0.3 g/min; molecular naphthenes/olefin ratio, 2.0; total reaction time, 120 minutes; and, H2SO4/naphthenes wt ratio, 4); and
F.V. Hanson, R. Aggrawal, D. Bhat, J.V. Fletcher, and W. Zmierczak
Department of Chemical & Fuels Engineering, University of Utah
Salt Lake City, Utah 84112
(b) refinery naphthene-rich naphthas i.e., heavy virgin naphtha (HVN) and intermediate virgin naphtha (IVN) with olefinic light catalytically cracked naphtha (LCCN) (initial temperature, 7 °C, increasing to 12 °C during the run; LCCN addition rate, 1g/min; calculated molecular naphthenes/olefins ratio, 2.0; total reaction time, 77 minutes ; and, H2SO4/naphthenes wt ratio, 4).
Introduction A recently developed process for the synthesis of naphthenic
kerosene (NK) from selected refinery naphtha feedstocks can provide an opportunity to produce high-performance jet fuel/rocket propellant compositions accommodating the next generation of aircraft, and reusable space access vehicles, which must use the high-temperature performance fuel to cool critical engine components.1 The process is based on newly elucidated chemistry of naphthenes (alkylated cyclopentanes and cyclohexanes), which embraces several types of the following simultaneously occurring catalytic reactions:2
The reaction runs were performed in a semi-batch stirred tank reactor system (a three-neck flask), equipped with a mechanical stirrer, a reflux condenser, and a metering pump for introducing the reactants and a remote temperature controlled water bath. A mixture of a liquid catalyst (concentrated H2SO4) and the naphthenic component was placed in the reactor, and the olefinic component was added dropwise to the reaction mixture. Contact between the acid phase and the hydrocarbon phase was maintained by vigorous stirring.
1. Self-condensation (dehydrodimerization and dehydrotrimerization) of alkylcyclopentanes to alkylsubstituted decalins and some alkylsubstituted tricyclic naphthenes, e.g.,
Mixtures of isomers
H2SO4
Hydrogen acceptor (C4 - C8 olefins)
R R
R
Branched C4 - C8
paraffins (byproduct)+
R R
+
Where R = mostly CH3
R Reaction feeds and products obtained were analyzed using a
HP-6890 gas chromatograph equipped with an HP-1 capillary column, flame ionization and mass spectrometer detectors. Sulfur analysis was also carried out to determine the feeds and products sulfur content using Horiba sulfur analyzer, SLFA-800.
2. Self-condensation (dehydrodimerization) of alkylcyclohexanes to alkylsubstituted bicyclohexyls (dodecahydrobiphenyls), e.g.,
R
+
Where R = mostly CH3
R
R
H2SO4
Hydrogen acceptor (C4 - C8 olefins)
Mixtures of isomers
Branched C4 - C8
paraffins (byproduct)+
R R
R
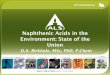
Results and Discussion Results of conversions to NK products for relevant model
naphthenes (MCP + MCH variable mixtures) and 1-hexene as a hydrogen acceptor in the initial reaction runs are summarized in Figure 1.3 3. Dispersive alkylation of monocyclic napthenes by C4 - C8 olefins
to polyalkylcyclohexanes, e.g.,
0
20
40
60
80
100
0 20 40 60 80Conversion, wt%
MCP
con
c. in
feed
, wt%
0
20
40
60
80
100
MCH
conc. in feed, wt%
MCP concentration, wt% 0 25 50 75 100Gasoline range product, wt% 66.8 67.4 62.0 59.2 55.6NK range product, wt% 41.5 44.8 54.9 55.6 56.0
MCH
MCP
Isomeric polyalkylcyclohexanes
H2SO4
Low temperature
CH3
CH3H3C
H3C
H7C3 H5C2 C2H5
C2H5
CH3 CH3
H9C4 H7C3
CH3
CH3
+
CH3
C6H12
(Mixture of double bond
isomers)
(I),
,
,
.
Isomeric polyalkylcyclohexanes
H2SO4
Low temperature
C2H5
CH3
H7C3 CH3
CH3 CH3
H11C5
CH3
C6H13 CH3
H9C4
H5C2
CH3
+ C6H12
(Mixture of double bond
isomers)
(II), ,
, .
Figure 1. Conversion of MCP and MCH (variable compositions) to naphthenic kerosene range components. In addition, the table in the figure shows the contents of gasoline and NK fractions (overlapped) in products obtained during the model compounds reaction runs.
The reactions occur at low temperatures in the presence of concentrated H2SO4 as a catalyst and reaction medium. The product obtained contains alkylated bicyclic (and some tricyclic) naphthenes, i.e., alkylated decalins, some alkylated bicyclohexyls, alkylated perhydrophenanthrenes, alkylated hydrindanes, and polyalkylated cyclohexanes. Olefins and sulfur-containing compounds present in the naphthenic reaction mixtures act as hydrogen acceptors. It results in production of highly-branched paraffinic gasoline components as a byproduct and exhaustive hydrodesulfurization.
Similar (not optimized) runs were performed with refinery naphtha feeds under similar process conditions.3,4 The chemical type composition of the naphthas, summarized in Table 1, in general, indicated their potential suitability for use as feed in the NK process. The only undesirable components were arenes, which undergo undesirable reactions of sulfonation, and alkylation with olefins.
Prepr. Pap.-Am. Chem. Soc., Div. Fuel Chem. 2003, 48(2), 529

Table 1. Distribution of naphtha components by chemical type
HVN + LCCN
0
10
20
30
40
Chem
ical
type
co
nten
t, w
t %
Feed Product
IVN + LCCN
0
10
20
30
40
Olefins n-Paraffins Branchedparaffins
Naphthenes Arenes Unidentified(>250 oC)
Chem
ical
type
co
nten
t, w
t%
(>250 oC)Unidentified (b.p. >250 oC)
Component type HVN, wt% IVN, wt% LCCN, wt%Olefins 00.0 00.1 39.2n-Paraffins 19.6 33.6 01.6Isoparaffins 19.5 32.5 33.5Naphthenes 35.6 20.0 09.0Arenes 25.2 13.2 16.6Unidentified 00.1 00.6 00.1
Two reaction runs were carried out with the use of naphthene-
rich intermediate virgin (HVN) and heavy virgin (IVN) naphthas in combination with olefinic (hydrogen acceptor) light catalytically cracked naphtha (LCCN). The stoichiometric naphthenes/olefins ratio for dehydrodimerization (DHD) reactions in the reaction mixture was determined on the basis of detailed GC/MS analysis of these feeds. The obtained conversions of the naphthenic components in naphtha feeds to NK products, i.e., 25.3 wt% for HVN, and 14.9 wt% for IVN were considerably lower as compared to the model compound runs. Also, reduction in sulfur concentration by ~ 80 wt% was found.3
Figure 3. Comparison of the change in different chemical type component distributions in feeds and reaction products obtained in the refinery naphtha runs. conversions of the naphthenic components in these reaction runs in combination with almost complete conversion of olefins can be ascribed to the competitive reactions of alkylation of arenes and dimerization of olefins, which resulted in reduction of olefinic hydrogen acceptors.
The comparison of the compositions of feeds and reaction products obtained in these runs is summarized in Figures 2 and 3.4 Figure 2 shows the changes in (overlapped) gasoline (b.p. < 225 ºC) and naphthenic kerosene (b.p. > 150 ºC) range product distributions relative to the feed. The increase in the content of NK range products obtained in the runs with HVN and IVN was 15.3 wt%, and 16.7 wt% respectively. It was mostly due to dehydrodimerization (DHD), dehydrotrimerization (DHT), and dispersive alkylation of naphthenes, and alkylation of arenes.
Reduction in concentration of arenes in the reaction mixture was caused by their retention in the sulfuric acid phase. Conclusions
Studies using model compounds and refinery naphthas have shown the significant conversion of naphthenes to the naphthenic kerosene type compounds simultaneously with an improvement in desirable gasoline fraction properties.
020406080
100
Frac
tion
cont
., w
t%
Gasoline range Naphthenic kerosene range-12.0%
+15.3%
020406080
100
Feed Product
Frac
tion
cont
.,w
t%
-15.7%
+16.7%
IVN + LCCN
HVN + LCCN
Manipulation of process conditions, i.e., feed to olefin ratios, and H2SO4 concentration, temperature, contacting time, etc., and feed composition via cut selection and feed pretreatment, can be used to control the conversion of naphthenes and the selectivity of the process toward maximizing high performance naphthenic kerosene products. Virgin naphthas high in naphthenes and low in aromatics are the preferred feedstocks. Cracked naphthas high in olefins are the preferred hydrogen acceptors.
Sulfuric acid is suitable as a catalyst and as a reaction medium provided that aromatics in the feed are low. The sulfur content of the refinery naphthas can be dramatically reduced under the process conditions studied.
Figure 2. Comparison of the change of gasoline and naphthenic kerosene range fraction distributions in feeds and reaction products obtained in the refinery naphtha runs.
Acknowledgements
The authors acknowledge the financial support of BP Air and the Petroleum Research Center at the University of Utah. Professor Joseph S. Shabtai is thanked for many stimulating discussions related to the chemistry of the process.
The comparison of feeds and products from the refinery naphtha
runs, in terms of chemical type distribution, were obtained by using PIONA (n-paraffins, isoparaffins, olefins, naphthenes and arenes distribution) analysis techniques.4 The results obtained demonstrated in Figure 3 show that the olefinic component of LCCN is highly reactive under the process conditions as reflected by the high conversion of olefins in the feed (92 wt% with HVN and 97 wt% with IVN) in DHD, dispersive alkylation of naphthenes, alkylation of arenes, and dimerization.
References 1. Lander, H.R., Maurice, L.Q., Harrison, W.E. III, and Edwards,
T., Proc. of XIV Int. Symp. on Air Breathing Engines (ISABE), Paper IS-253, Florence, Italy, 1999.
2. Shabtai, J., Zmierczak, W., and Tsai, C.H., Proc. of XIV Int. Symp. on Air Breathing Engines (ISABE), Paper IS-7070, Florence, Italy, 1999. The total increase in naphthenes was a result of their dispersive
alkylation, whereas the increase in branched paraffins was related to hydrogen transfer to LCCN-derived olefin molecules and their concurrent skeletal isomerization. The lower then expected
3. Aggrawal, R., M.S. Thesis, University of Utah, 2003. 4. Bhat, D., M.S. Thesis, University of Utah, 2003.
Prepr. Pap.-Am. Chem. Soc., Div. Fuel Chem. 2003, 48(2), 530