Embed Size (px)
Citation preview

Synthesis and Integration of Chemical Processes from a Mass, Energy, andEntropy Perspective
Bilal Patel, Diane Hildebrandt,* David Glasser, and Brendon Hausberger
School of Chemical and Metallurgical Engineering, UniVersity of the Witwatersrand,Johannesburg, South Africa
A method for setting performance targets for a chemical process, based on mass, energy, and entropy, ispresented. These targets can be determined in the early stages of the design process to aid in the synthesis ofa suitable flowsheet. These targets are “global” targets, because the overall process is considered and doesnot consider the individual processing units. A method of determining the minimum amount of inputs (mass,energy, and work) is illustrated by setting various targets (for example, no CO2 emissions, no energy emittedfrom the process, or∆H ) 0 and∆G ) 0). The approach allows one to screen the various options easilyand thus determine processes that are efficient and environmentally friendly. This approach also allowsopportunities of mass, heat, and work integration to be determined and applied at the earliest stages of thedesign process. Initially, a graphical solution is illustrated, and thereafter, the approach is generalized usinga linear programming formulation. The approach is demonstrated by identifying opportunities in a methanolproduction plant.
1. Introduction
Two major steps in the design of chemical processes are (i)process synthesis and (ii) process analysis. Synthesis involvesdetermining the structure of the process, knowing only the inputsand outputs from the process. Analysis entails determining theoutputs, given the inputs and the process structure, and is usuallyassociated with modeling or simulating a given process.1
The analysis of processes has been performed extensively.The tools used for analysis include mass balances (to quantifythe flows of materials into and out of individual units and/or aprocess) and energy balances (to quantify the heat and/or workflows in the process). There also exists another toolsthe entropybalance (or exergy analysis), which can be used to assess andimprove chemical processes.2 Although these three tools havebeen used foranalysispurposes, the combined use of these toolsin the synthesisof processes has been limited.
Every chemical process can be considered in terms of thenumber of inputs and outputs. These inputs or outputs can beclassified using three variables: mass, heat, and quality of heat(or, equivalently, work). To assess the processes, these variablesmust be quantified. In this manuscript, a new approach for sys-tematically synthesizing chemical processes using these threefundamental variables (mass, heat, and work) will be illustrated.The approach is intended for use in the very early stages of thedesign process, i.e., during the conceptual phase, before the flow-sheet exists. The approach intends to systematically (i) provideglobal insights into the process, (ii) set performance targets wellbefore the flowsheet is designed, and (iii) identify opportunitiesto improve the process at a very early stage of the design.
It is necessary to have good understanding of the process ata very early stage, because the decisions made in these stagesimpact the performance and cost of the process considerably.
The approach proposes to determine theoVerall mass balancefor a processin the conceptual design phase, based on variousconstraints (which will be discussed later in this work). This
overall mass balance sets the energy as well as the “work”requirements for the process. After this target mass balance hasbeen chosen, the various tasks (i.e., reaction, separation, recyclesetc.) can be used to achieve this target.
2. Setting Targets for a Process
In this manuscript, a “target” is defined as the theoreticallimit of performance, and it is usually based on fundamentalprinciples. It can be applied to grassroots designs as well asretrofitting applications. “Targeting” allows one to evaluate howclose a process can get to its ultimate potential. Real processes(i.e., processes that are limited by current technology, equipment,etc.) will perform much worse, when compared to the ideal limit,because of the inefficiencies that are associated with theseprocesses. These targets are determined without knowing thestructure or flowsheet of the process. Because these targetsexamine the overall process and do not target individual units,insights into the system and opportunities with regard to theintegration of process streams at the conceptual level of thedesign can be gained. These targets are useful for upfrontranking and evaluation of new processes. In this manuscript,mass, energy (in terms of enthalpy), and work (in terms of theGibbs energy) will be used to set targets for the process.
Targeting approaches have been previously applied to chemi-cal processes. The pinch design method is an example of agraphical technique that was proposed for targeting heat-exchange networks.3 This technique also has been extended fortargeting mass exchange.4 Note that the targeting methodspresented in this paper differ from these previous targetingapproaches, in that it considers the entire process withoutconsidering the details of the equipment used in the process orthe interconnection between pieces of equipment. Unlikeprevious targeting approaches, driving force issues have beenignored in this manuscript, to determine the maximum orultimate target that can be attained by a process. Further workwill examine the effect of relaxing this assumption to accountfor practical irreversibilities and constraints and, thus, determinea secondary target.
The approach presented in this paper allows targets to bedetermined for the entire process, based only on the inputs and
* To whom correspondence should be addressed. Tel.:+27(0)11717 7557. Fax: +27 (0)11 717 7557. E-mail address:[email protected].
8756 Ind. Eng. Chem. Res.2007,46, 8756-8766
10.1021/ie061554z CCC: $37.00 © 2007 American Chemical SocietyPublished on Web 11/06/2007

outputs. A case study of the synthesis of methanol from naturalgas (which is assumed to be methane) will be used todemonstrate the approach.
2.1. Mass Balance Target.The mass balance is routinelyapplied in the analysis and modeling of processes. However,its use as a tool to synthesize processes has been somewhatoverlooked. This paper will show how the mass balance can beused as a target when synthesizing a process. The mass balanceis a powerful tool that allows one to determine the minimumamount of inputs needed to produce a specific product. It alsoestablishes the minimum waste products from the process. Themass balance can also gives insights into the mass integrationof various streams by considering a mass balance across theentire process, i.e., considering the inputs and outputs of theprocess.
Initially, one must determine the inputs required to producethe desired product. Note that, because a holistic approach isbeing considered, the raw materials are limited to the compoundsthat are naturally available (for example, coal, natural gas,minerals, water, and air). Douglas5 considered a similar input-output structure of a flowsheet and discussed the importanceof the overall mass balance by stating that raw material costsare 33%-85% of the total production costs. Consider thesynthesis of methanol (CH3OH). The possible inputs to theprocess are methane (CH4), water (H2O), and oxygen (O2). Itis assumed that the oxygen is freely available. This assumptioncan be relaxed by accounting for the work of separation requiredfor separating air. Carbon dioxide (CO2) should also beconsidered as a possible input or output from the process. Notethat these components are chosen to illustrate the concept andare by no means the only possible inputs and outputs. Variousother components can be included, depending on the processconsidered. Also at this stage (the initial stage of the designprocess), the major component flows are considered and theminor flows (for example, impurities in the feed) are neglected;however, these can be easily taken into consideration after thedesign enters the next stage of the design process. Themassbalance (or mass constraint) for the entire process, assumingthat one mole of methanol is produced, can be written asfollows:
wherea, b, c, and d are the respective amounts of methane,water, oxygen, and carbon dioxide required (if the coefficientis positive) or produced (for a component with a negativecoefficient) in the process to produce one mole of methanol.The mass balance should also give one insight into whether acomponent will be an input or an output. It does not need to bespecified explicitly. A representation of the process is given inFigure 1.
Note that eq 1 is not thereactionthat occurs but theoVerallmass balancefor the process. The individual reaction(s) thatoccur in the process may be different from the overall massbalance.
The process consists of three main atomic species: carbon,hydrogen, and oxygen. A balance can be written for each speciesas follows:
There are four unknown variables, and the mass balances (eqs2(i), 2(ii), and 2(iii)) provide three equations. Therefore, thereis only one degree of freedom in this specific example.
To visualize the various options, these mass balances can beplotted by varying the amount of methane fed to the process,i.e., choosing values for variablea and determining variablesb, c, andd using eqs 2(i), 2(ii), and 2(iii). Figure 2 illustratesthe amounts of the various components required/produced, asa function of the amount of methane fed into the process. Eachof the mass balances arelinear equations and, therefore, areeasy to plot.
Figure 2 allows one to determine the molar quantities of eachcomponent required or produced, to produce one mole ofmethanol, as a function of the amount of methane fed to theprocess. Although Figure 2 seems simple, it has profoundsignificance. Each set of values shown in Figure 2 correspondsto an overall mass balance for a possible process that producesone mole of methanol. Hence, Figure 2 contains the massbalances for all possible methanol processes that use (or produceas the case may be) methane, oxygen, water, and carbon dioxide.One can then scan all possible processes by considering all thepossible mass balances that describe these processes and decidewhich ones correspond to sensible processes that are of interest.One can, for example, say that processes that produce O2 arenot feasible and, thus, one will only consider processes that aredescribed by mass balances that lie to the right of point A inFigure 2. Point A represents the point when the amount ofoxygen required or produced equals to zero. Thus, one couldconsider Point A to be a mass balance target for the process,because it allows one to determine the minimum amount ofmethane required to achieve an oxygen neutral process. Onecan also then determine the amount of water and carbon dioxiderequired to achieve this target. The following mass balance (eq3) can represent this target process:
It is interesting that, in this target process, carbon dioxide isutilized as a feedstock to the process. Thus, a minimum of 0.75mol of methane per mole of methanol produced is required tosatisfy the mass balance.
One could also, for example, consider a process that neitherconsumes nor produces CO2, such as that which occurs at pointB in Figure 2. The target amount of methane for this CO2-neutralprocess can be determined, as well as the amount water andoxygen required. In this specific case, it turns out that the amountof water required/produced also is equal to zero, as can beobserved in Figure 2. Equation 4 represents the mass balanceat point B in Figure 2 for a CO2-neutral process:
Processes described by the mass balances given in eqs 3 and4 represent, in some sense, the lower and upper limit for efficientprocesses, from the mass balance perspective. Processes thatoperate with less methane than that which is required by theprocess represented in eq 3 (Point A in Figure 2) will emit
Figure 1. Schematic representation of a process for the synthesis ofmethanol.
aCH4 + bH2O + cO2 + dCO2 - 1CH3OH ) 0 (1)
carbon: a + d ) 1 (2i)
hydrogen: 4a + 2b ) 4 (2ii)
oxygen: b + 2c + 2d ) 1 (2iii)
0.75CH4 + 0.5H2O + 0.25CO2 w CH3OH (3)
1CH4 + 0.5O2 w CH3OH (4)
Ind. Eng. Chem. Res., Vol. 46, No. 25, 20078757

oxygen, which is practically very unlikely. Processes that operatewith more methane than that which is required by the processgiven by eq 4 (corresponding to Point B in Figure 2) willproduce carbon dioxide as a waste product, which is undesirable,from an environmental perspective.
Therefore, the mass balance is a very instructive tool fortargeting the entire process. The mass balance provides a specificregion in which one can focus the search for a suitable process.Although the mass balance tool is very useful, the mass aspectsof the process cannot be isolated, because energy aspects alsomust be considered. The energy aspects can be taken intoaccount using an energy balance, which is discussed in section2.2.
2.1.1. Identifying Opportunities and Targets for MassIntegration. Consider, as an example, a process that is describedby the overall mass balance
Thus, compared to the process described by the overall massbalance given in eq 3, this process takes in an extra 0.5 mol ofwater as a feed or input and, therefore, must reject 0.5 mol ofwater as an output or byproduct. This process would berepresented in Figure 2 by a point corresponding to the waterinput, which lies above the water mass balance line in Figure2. In the simple example previously given, one can readily
Figure 2. Molar amounts of each component required/produced as a function of the amount of methane fed to the process that produces one mole ofmethanol is varied. (A negative value for a component corresponds to the component being an output, whereas a positive coefficient for a coefficientcorresponds to the component being an input.)
Figure 3. Enthalpy change of the process as a function of the amount of methane (in terms of moles) fed to the process that produces one mole of methanol.(A negative value corresponds to an overall “exothermic” process (thus, heat is released from the process), whereas a positive value corresponds to anoverall “endothermic” process (heat must be supplied to the process)).
0.75CH4 + 1H2O + 0.25CO2 w CH3OH + 0.5H2O
8758 Ind. Eng. Chem. Res., Vol. 46, No. 25, 2007

identify this opportunity and see that, if the 0.5 mol of waterthat is produced as an output is returned to the process, the netwater input to the process is reduced to 0.5 mol. Thus, the linesgiven in Figure 2 are, themselves, targets for a process operatingwith a given feed quantity of methane, and this target is thetarget for mass integrationof such a process.
2.2. Energy Balance Target.The energy balance is usefulin providing one with information regarding the quantity ofenergy required or produced by the process. By performing anenergy balance oVer the entire process, one can determine theenergy flows into and out of the process.
Consider the process depicted in Figure 1. Assume, initially,that the inputs enter the process and the outputs leave the processas pure components at standard temperature (298.15 K) andpressure (1 atm). Each overall mass balance (and, hence,process) considered (in section 2.1) and described by the massbalance lines in Figure 2 will have a corresponding energybalance.
The energy aspects can be considered in terms of the enthalpychange of the process (∆H) required to produce 1 mole ofmethanol. The enthalpy change (∆H) can be calculated asfollows for a steady-state process:
where H°f,i is the enthalpy of formation theith component.Under the assumption that the inputs and outputs are at ambientconditions, the enthalpy of the components corresponds to thestandard enthalpy of formation of each component. The kineticand potential energy terms are neglected from the energybalance. It is also assumed that water enters the process as aliquid and methanol leaves the process as a liquid. All othercomponents are in the gas phase.
The enthalpy change for a process, as a function of the amountof methane fed to the process, is given in Figure 3. This figureclearly shows that there is a linear relationship between theenthalpy change and the amount of methane fed to the process,as was the case with the mass balance relationships.
Figure 3 presents information regarding the energy require-ments for the overall process and the minimum amount of heatrequired/produced for each process represented by the associatedmass balance. Energy must be removed from the process (orthe process is overall exothermic) when the enthalpy changefor the process is negative.
However, energy must be added or supplied to the process(if the process is overall endothermic) when the enthalpy changefor the process is positive. Thus, the process is not feasibleunless this energy is added. One might next ask how this energymight be added to the process. Typically, this energy could be
supplied by the combustion of a further amount of methane, inthe process described by the mass balance given by eq 6, whichwould result in the production of heat as well as carbon dioxide.
The enthalpy change for eq 6 can be calculated to be-890.36kJ/mol. Thus, the quantity of extra methane needed to makethe overall process adiabatic can be calculated. For example,the process described by eq 3 and corresponding to point A inFigures 2 and 3 is endothermic, and the minimum amount ofenergy required by the process is 58.74 kJ/mol. Hence, theamount of methane that must be combusted to supply this heatcan be calculated and the minimum amount of methane required,assuming perfect heat transfer, is 0.066 mol. That would meanan extra 0.066 mol of CO2 and 0.132 mol H2O is produced.The new overall adiabatic process is shown in Figure 4.
The mass balance that describes this overall adiabatic process,as given in Figure 4, is presented in eq 7:
Consider once again the process illustrated in Figure 4 ordescribed by eq 7. It is clear that opportunities for massintegration exist. If the H2O and CO2 produced from burningthe methane (to supply the energy) were recycled or introducedto the original process, as shown in Figure 5, the H2O and CO2
inputs will be reduced. We can see that the target for a mass-integrated process will be
Furthermore, the mass-integrated process is adiabatic. Thisprocess is represented by Point C in Figure 3 and is the energybalance target for the process.
It is apparent from Figure 3 that point C would define theminimum methane consumption for a methanol process and thatthe target for the methanol process is limited by the energybalance target, rather than by the mass balance target.
The mass and energy balances clearly are interlinked. Thesebalances also give one insight into mass and energy integration,which allows one to change the overall process to reach a target.Note also that the target that was set by the energy balance is
Figure 4. Supplying the energy required for an energy deficit process byburning extra methane.
∆H ) H°f,CH3OH - aH°f,CH4- bH°f,H2O
- cH°f,O2- aH°f,CO2
(5)
Figure 5. Heat and mass integration of processes effectively changes theoverall mass balance.
CH4 + 2O2 w CO2 + 2H2O(l) (6)
0.816CH4 + 0.5H2O(l) +0.132O2 + 0.25CO2 w CH3OH(l) +
0.132H2O(l) + 0.066CO2 (7)
0.816CH4 + 0.368H2O(l) +0.132O2 + 0.184CO2 w CH3OH (8)
Ind. Eng. Chem. Res., Vol. 46, No. 25, 20078759

independent of the structure of the process. The target can bereached by different flowsheets if one considers mass and energyintegration opportunities.
To illustrate the interpretation of Figure 3, consider a processthat was described by the mass balance target (Point A in Figure2). The energy requirements for the process can be determined,and, as a result, the process target is moved to point C in Figure3. Thus, the new process target becomes the energy balancetarget. However, with this in mind, one could have examinedFigure 3 directly and observed where the energy balance lineintersected thex-axis (i.e., found point C). If point C were tolay to the left of the mass balance target, then the process targetwould have been the mass balance target and a process thatwas operating at this limit would have been exothermic. If, asin the present case, the energy balance line intersected thex-axisto the right of the mass balance target, then the energy balancetarget sets the process target. One can also see by comparingthe energy balance target to the CO2 target (Point B) that theprocess that is overall adiabatic and will consume CO2. Thus,for a real process that is emitting CO2, one can immediatelyrecognize that it is not operating near its target and that theCO2 emissions could be reduced to at least zero, if not to alevel where the process consumes CO2. Furthermore, one couldalso deduce from Figure 3 that the real process would also beemitting energy (i.e., be overall exothermic). By reducing theCO2 emissions, one would reduce the amount of energy thatthe process would reject to the surroundings. Reducing the CO2
emissions of the process to zero would still mean that the processis overall exothermic. It is also possible to deduce from Figure3 that one could continue to improve plant performance untilthe overall process was adiabatic and that this was the overalltarget for the process when considering the mass and energybalance targets. There is a third target that must be consideredbefore one can decide on the ultimate target for the process,and this will be introduced in section 2.3.
Thus, although these diagrams are extremely easy to con-struct, their interpretation is surprisingly complex and gives deep
insights into the process limits. To reiterate, it is possible toscan all possible processes and select those that are mass- andenergy-integrated. One is also able to identify how far away aprocess is from being mass- or energy-integrated and how muchworse the process is operating, in comparsion to the best of allpossible processes.
2.2.1. Identifying Opportunities and Targets for HeatIntegration. The line in Figure 3 represents the energyintegration target for a methanol process and, hence, providesone with information regarding the minimum energy input oroutput for the process. A process that is overall exothermic mightneed to reject overall a minimum quantity of heatQ (accordingto Figure 3, for example). If the process is designed such thata quantityq of heat enters the process at some point, the processtherefore must reject a quantity of heat equal toQ + q. If δq ofthis rejected heat could be integrated into the process, this wouldreduce the amount of heat to be supplied by external sources toq - δq and, hence, reduce the amount of heat to be rejectedfrom the process to (Q + q - δq). The limit of heat integrationfor the process would be such that the energy rejected from theprocess wasQ. Thus, the line in Figure 3 corresponds to theenergy integration targets for processes and furthermore de-scribes how this target changes with methane consumption.
2.3. Targets Based on the Entropy Balance.The secondlaw of thermodynamics states the total entropy change of aprocess is always positive and that only a reversible processachieves the limiting value of zero.6 The second law is alsouseful for targeting processes, because it provides a limit toperformance (i.e., reversible processes). The second law (orexergy analysis) gives a limit to the amount of work requiredor produced by a process.
It can be shown that the maximum theoretical work produced(or minimum work required) for a process is related to thechange in Gibbs energy of the process, assuming again that theinputs and outputs of the process are pure components, understandard conditions.7,8
Figure 6. Gibbs energy change for the methanol synthesis process, as a function of the methane fed to the process. (A negative change in the Gibbsfree energy would correspond to a work-consuming process, whereas a positive change in the Gibbs energy would mean a process would producework).
8760 Ind. Eng. Chem. Res., Vol. 46, No. 25, 2007

The Gibbs energy change for a process can be calculated asfollows:
whereG°f,i is the Gibbs energy of formation of theith com-ponent. Under the assumption that the inputs and outputs are atambient conditions, the Gibbs energy of the components cor-responds to the standard Gibbs energy of formation of eachcomponent.
Thus, the Gibbs energy change for a methanol synthesisprocess can be calculated and plotted as a function of themethane fed to the process (see Figure 6). This figure givesinsights into the maximum work produced or minimum workrequired by the process. Work is produced when the Gibbsenergy is negative while work is consumed when the Gibbsenergy is positive. The relationship between the Gibbs energychange and the amount methane fed into the process clearly isalso linear. There is also a point D, where the Gibbs energychange for the process becomes zero (i.e., there is no net workinput or output). Processes that lie to the left of point D in Figure6 correspond to infeasible processes or processes that wouldrequire work to be added to them. Processes to the right of pointD correspond to feasible processes that would reject work tothe surroundings (for example, via high-pressure steam) or elsebe irreversible. Processes that are operating at point D wouldcorrespond to a reversible process that, overall, does notconsume or emit work. In cases where it is not the purpose ofthe process to produce work, this should be the target for theprocess. Thus, Point D corresponds to the work or entropybalance target for the process.
The mass balance for a process operating at the work balancetarget is given by eq 10.
Consider once again the process given by eq 3. The processdescribed by the overall mass balance in eq 3 has an energyand work deficit. To supply the energy, one can burn an extraamount of methane, as given by eq 6. The process given by eq6 also has a negative change in Gibbs energy (-817.9 kJ/mol)and, therefore, can also supply work to the process describedby eq 3. In this case, the amount of methane to be combusted
is determined by the work requirements of the process, and,hence, the process that is work-neutral will be overall exother-mic. The heat that is emitted would need to be at ambienttemperatures not to carry any work potential out with it. Thisis depicted in Figure 7. This figure reveals opportunities forintegration (mass, heat, and work) within the process. Byallowing integration, one can reach the required work balancetarget (no work input or output), as given by the mass balancein eq 10. This is shown in Figure 8. Patel et al.9 have explainedthe concept of work integration in detail; therefore, this paperwill not expand further on this concept.
Note that the energy balance limit lies to the left of the limitset by the Gibbs energy. This means that, although the process(eq 8) does not require or produce energy, it will require a workinput. As a result, carbon dioxide will be required to be emittedto input this work, and, therefore, eq 10 gives the new andultimate process target.
3. A Second Example
3.1. Synthesis of Methanol and Hydrogen.In section 2, asimple example was used to illustrate the concept of overallprocess targeting. In this section, a slightly more complexexample is considered. The synthesis of methanol is stillconsidered, but another component (i.e., hydrogen) is added tothe system, thus allowing for an extra degree of freedom.
Consider the following processes to produce one mole ofmethanol:
where a, b, c, d, and e are the relevant amounts of eachcomponent required or produced. In this example, there are fiveunknown variables.
First, themass balancecan be performed. There are threeatomic species in the system: carbon, hydrogen, and oxygen.Therefore, three balances can be written, as with the previousexample. There are, therefore, two degrees of freedom in thiscase. Thus, if the mass balance were to be plotted, it will resultin a three-dimensional plot with the amounts of each componentrepresenting a surface rather then a line (as was the case withthe previous example).
Because the interpretation of these surfaces can be compli-cated, instead of plotting the entire surface, one can simply plotthe specific case when the amount of each component equalsto zero. Therefore, the problem can be reduced to a two-dimensional problem that is much easier to interpret. The zero
Figure 7. Supplying the work and heat to a process by burning an extraamount of methane.
Figure 8. Mass, heat, and work integration to reach the desired target ofno work input or output.
aCH4 + bH2O + cO2 + dCO2 + eH2 w CH3OH (11)
∆G ) G°f,CH3OH - aG°f,CH4- bG°f,H2O
- cG°f,O2- aG°f,CO2
(9)
0.859CH4 + 0.283H2O(l) + 0.217O2 +0.141CO2 w CH3OH(l) (10)
Ind. Eng. Chem. Res., Vol. 46, No. 25, 20078761

lines can provide much information without one actually havingto determine the entire surface.
Consider the zero mass balance lines for the process givenby eq 11. These lines are plotted as a function of the amount ofmethane, as well as the amount of oxygen fed to the process,because there are two degrees of freedom in the system. Thesevariables were chosen because they are most likely to be feedmaterial and are unlikely to be found in the product.
Figure 9 illustrates the zero lines for hydrogen and water, asa function of the methane and oxygen fed to the process (toproduce one mole of methanol). Above the zero water line, theamount of water has a negative value, signifying that wateroccurs as a product. Above the zero hydrogen line, the amountof hydrogen has a positive value and, thus, hydrogen occurs asa feed. Because the carbon dioxide varies only with methaneand is not a function of oxygen, its mass balance line lies onthe methane axis, as shown in Figure 9. Carbon dioxide will be
a product when the amount of methane exceeds one mole anda feed when the amount of methane is less than one mole.
Figure 9 gives one graphical insights into the mass balancesthat are possible using methane and oxygen to produce one moleof methanol. It is possible from the figure to determine boundsor targets for the process based on the mass balance. It isunlikely that the process would produce oxygen; therefore, allmass balances that lie below the methane axis, when the amountof oxygen is negative, are infeasible. By setting various criteria,one can determine all the feasible mass balances that satisfythese criteria. For example, one would prefer a process that doesnot emit carbon dioxide; this occurs when the amount ofmethane is equal to one mole (shown as point A in Figure 6).Another criterion that could be set is, for example, hydrogen tobe a product instead of a feed material, and, thus, one wouldoperate below the hydrogen line, and all mass balances abovethe line would be regarded as infeasible.
Figure 9. Zero-mass-balance lines for water, hydrogen, and carbon dioxide for a process producing one mole of methanol.
Figure 10. Mass balance, energy balance, and entropy (work) balance required to produce one mole of methanol.
8762 Ind. Eng. Chem. Res., Vol. 46, No. 25, 2007

The next step is to evaluate theenergy balanceand theentropy balance(work balance) for each of the mass balances,as was done with the previous example. To simplify theevaluation, only the lines where the enthalpy change and Gibbsenergy change equal zero are determined.
Figure 10 illustrates the zero mass balance lines, as well asthe lines where the enthalpy change (∆H) and Gibbs energychange (∆G) for the process are equal to zero. Above the “∆H) 0” line, the enthalpy change for the process is negative. Thisindicates that processes lying above the line release energy (orare exothermic). Processes lying below the “∆H ) 0” line willrequire energy (or are endothermic). Similarly, processes lyingabove the “∆G ) 0” line will release work, whereas processeslying below the line require a work input.
Figure 10 combines the mass, energy, and entropy balanceand is therefore a comprehensive tool in providing visual insightsinto the process, in addition to aiding in setting targets and inthe selection of suitable processes that satisfy the requiredcriteria.
Figure 10 clearly suggests that processes with low methanefeeds will be work-limited, because the “∆G ) 0” line lies abovethe “∆H ) 0” line. This occurs until the amount of methanefed to the process exceeds 1.3 mol. Thereafter, the process willbe energy-limited. Notice also that, in this particular example,one can make both∆G and ∆H equal to zero (where the
“∆G ) 0” and “∆H ) 0” lines intersect); however, this is onlypossible at the cost of producing carbon dioxide.
Consider now a process with the following criteria: zero CO2
emission and the expectation that H2 should occur as a product.One can then determine the region of operation based on thesecriteria. Based on the zero CO2 emissions criteria, one wouldhave to operate in the region where the amount of methane fedto the process is<1 mol. For hydrogen to be a product, onewould have to operate below the zero hydrogen line; therefore,in fact, the hydrogen mass balance limits the process. This region(Region A) is shown in Figure 11. The region is furtherconstrained by the energy and work requirements. One mustoperate above the “∆G ) 0” line, so that the process will notrequire any work. Region B (shown in Figure 11) illustratesthe feasible region. In this region, water will be required as afeed material. One would produce both heat and work in thisregion. One can also determine, from Region B, the maximumamount of hydrogen that one could produce without requiringheat or work requirements. This occurs at the intersection ofthe “∆G ) 0” line with the zero CO2 line.
3.2. Mass Integration.Consider the following mass balancefor a process that produces methanol and hydrogen:
This process can be located in Figure 10 because it lies on themethane axis (because the amount of oxygen is equal to zero)where the amount of methane is equal to 1 mol. The processrequires both energy and work. This is clear from Figure 10,because the process lies below the “∆G ) 0” line and the “∆H) 0” line. Consider a process that supplies the energy requiredby burning the hydrogen produced. This will produce-285.83kJ/mol of energy. The amount of energy required by the massbalance given in eq 12 is 121.98 kJ/mol. Thus, there is an excessof -163.85 kJ/mol of energy. The process is shown in Figure12. This figure clearly shows that, by recycling the waterproduced by burning the hydrogen, one can change the processmass balance from that given by eq 12 to that given by eq 4.
There are clear opportunities for mass integration, and Figure10 can give insights into the integration of processes, as wellas the components to be recycled.
Figure 11. Feasible region for the coproduction of hydrogen and methanol without the production of carbon dioxide.
Figure 12. Changing the overall mass balance for a methanol process bymass-integrating the hydrogen produced.
CH4 + H2O w CH3OH + H2 (12)
Ind. Eng. Chem. Res., Vol. 46, No. 25, 20078763

4. Generalization
The examples considered in sections 2 and 3 were of lowdimensionality, and, therefore, visual interpretation of the resultswas possible. Because this approach only considers the inputsand outputs, the dimensionality of the problems will not be toolarge. In systems with higher dimensions, alinear programcanbe formulated to describe the system. This allows a more generalapproach to the formulation and solution of the problem. Thefact that the mass balances and energy balance, as well asentropy balances, are all linear is clear from the previous twoexamples.
The linear program can be formulated as follows.Given a number of components (Ai) in a system, where the
amounts of each component (υi) is unknown, one mustdetermine all feasible mass balances to produce a specifiedamount (taken to be one mole) of the desired product (AK). Letthe number of components in the system be equal toK. Allmass balances can be expressed as follows:
The first step is to write the mass balances for each atomicspecies (n) in the system. Given that there areN atomic speciesin the system, the mass balance can be formulated as follows:
whereεi,n is the number ofn atomic species in componentiandυi is the relative amount (in terms of moles) of componenti.
The second step is to write the energy balance for the system(assuming that the inputs and outputs occur under standardconditions), in terms of the amounts of each component. Theenthalpy change for the system should be either equal to zero(i.e., no energy requirements) or less than zero (energy will beproduced from the system):
whereHf,i is the standard enthalpy of formation (per mole) ofcomponenti andυi is the relative amount (in terms of moles)of componenti.
The next step is to write the entropy balance (in terms of theGibbs energy) for the system (assuming input and output understandard conditions) in terms of the amounts of all components.The Gibbs energy change for the system must either be equalto zero (no work requirements) or less than zero (work will beproduced from the system):
whereGf,i is the standard Gibbs energy of formation (per mole)of componenti andυi is the relative amount (in terms of moles)of componenti.
Finally, one can state the linear programming problem byspecifying the objective function and various other constraints.These will be dependent on the specific problem being solved.The objective function could be, for example, maximizing theyield of a product or minimizing a byproduct or could also berelated to the profit of the process.
Consider the example discussed in section 3. The massbalance for the system can be written as follows:
An attempt is made to solve this example, using the linearprogramming formulation that has been described previously.
There are three atomic species (carbon, hydrogen, andoxygen) in this case and six components (including the methanolproduct).
Therefore, one can write the following three mass balances:
The energy balance can now be written in terms of the variousamount of each component:
where∆H is the enthalpy change for the system. Similarly, theentropy balance (written in terms of the Gibbs energy) can bewritten as follows:
where∆G is the change in the Gibbs energy for the system. Itis now possible to formulate the linear programming problem.Consider, as an objective function, maximizing the amount ofhydrogen that can be co-produced with the methanol product.The objective function will be as follows:
It is required to find the minimum, because when hydrogenoccurs as a product,υ5 will be a negative number.
The constraint can be written as follows:
No constraint is placed on the amount of water in the system(i.e., water can be a feed or a product). The problem can besolved using Microsoft Excel Solver. The amounts of eachcomponent required/produced (in addition to the one mole ofmethanol that is produced) are summarized in Table 1.
It is clear that, for every mole of methanol produced, onecan produce almost half a mole of hydrogen, without producingcarbon dioxide. Oxygen and water are required as feed material.In addition, the process does not require a further input of eitherenergy or work. In fact, it may be possible to produce additionalheat from the system, because∆H is negative. ∆G wasdetermined be equal to zero (i.e., no work requirement for the
ν1A1 + ν2A2 + .........- AK ) 0 (13)
∑i)1
K
νiεi,n ) 0 (for n ) 1, 2, ...,N) (14)
∑i)1
K
(-νi)Hf,i e 0 (15)
∑i)1
K
(-νi)Gf,i e 0 (16)
ν1CH4 + ν2H2O + ν3O2 + ν4CO2 + ν5H2 w CH3OH (17)
carbon balance:ν1 + ν4 ) 1 (18i)
hydrogen balance: 4ν1 + 2ν2 + 2ν5 ) 4 (18ii)
oxygen balance: ν2 + 2ν3 + 2ν4 ) 1 (18iii)
∆H ) Hf,CH3OH - ν1Hf,CH4- ν2Hf,H2O
-ν3Hf,O2
- ν4Hf,CO2- ν5Hf,H2
e 0 (19)
∆G ) Gf,CH3OH - ν1Gf,CH4- ν2Gf,H2O
- ν3Gf,O2- ν4Gf,CO2
- ν5Gf,H2e 0 (20)
Min υ5
s.t.υ1 g 0 (methane should be a feed material only)
υ3 g 0 (oxygen should appear as a feed)
υ4 g 0 (CO2 should preferably be zero or
appear as a feed)
υ5 e 0 (H2 should be a product)
∆H e 0 (energy balance requirement)
∆G e 0 (entropy (work) balance requirement)
8764 Ind. Eng. Chem. Res., Vol. 46, No. 25, 2007

overall process). The same solution could have been obtainedusing the graphical approach as illustrated by Figure 11.
5. A Further Example
5.1. Co-feeding Coal and Methane To Produce Methanoland Hydrogen. In this section, an example that may be difficultto represent graphically is considered. Consider again thesynthesis of methanol and hydrogen (as a byproduct), using bothcoal and methane. The mass balance can be represented asfollows:
It is assumed that coal is pure carbon, although coal usuallycontains other elements such as hydrogen and nitrogen. Themethanol coefficient is set to one (i.e., one mole of methanol isbeing produced).
There are six unknowns and three mass balances (one foreach atomic species: carbon, hydrogen, and oxygen). Therefore,there are three degrees of freedom (by adding an additionalcomponent, the number of degrees of freedom has increased).
Once again, linear programming is used to find feasiblesolutions and screen various options. For example, considerusing only coal to produce methanol (i.e., let the amount ofmethane equal to zero). One can now determine the minimumamount of carbon dioxide produced by letting the objectivefunction to be minimum CO2 production. The constraints areC and O2 should be feed; H2 should be a product, and∆G e 0and∆H e 0. It turns out it is not possible to produce methanolfrom coal (taken as pure carbon) without producing carbondioxide. The minimum amount of carbon dioxide produced is0.846 mol per mole of methanol produced. This occurs when∆H is equal to zero. Thus, it is clear that such a process islimited by the energy balance and not by the work balance, aswas the case for the methane-to-methanol process.
Methanol clearly cannot be produced from coal without theproduction of carbon dioxide; however, such production ispossible using methane as a feed. The combination of coal andmethane as feedstock could be advantageous, in terms ofconserving methane resources and utilizing coal without produc-ing carbon dioxide. A linear program with objective functionof minimizing carbon dioxide production can be developed usingthe following constraints: C, O2, and CH4 must be feed (i.e.,the amounts of C, O2, and CH4 must each beg0); the amountof H2 must be zero or H2 must be a product (H2 e 0); ∆G e0 and∆H e 0. Table 2 gives the results obtained by solvingthe linear program.
Clearly, it is possible to produce methanol by co-feeding coaland methane without producing carbon dioxide. This is a veryinteresting result, and it can be a possible way of utilizing coalin a clean and efficient manner. The feed requirements are coaland methane in a ratio of∼1:3. Water and oxygen are alsorequired as feed material. In this particular example, no hydrogenis produced. The process also is clearly a work-limited process,because the zero carbon dioxide solution is achieved when theGibbs energy is equal to zero. The enthalpy change for theprocess is negative for such a process, which means heat willbe produced from the process.
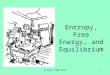
A possible flowsheet for attaining the aforementioned processcan be determined. For example, if one begins with the processmass balance as described by eq 12, this process producesmethanol and hydrogen. The process requires an energy input.A second process, in which coal (carbon) and water producesmethanol and oxygen, is also utilized, as described in eq 22.
The process described by eq 22 also requires an energy input.The hydrogen produced from the process mass balance describedby eq 12 can be burned to supply the required energy for bothprocesses (described in eqs 12 and 22). The oxygen producedby the process described by eq 22 can be recycled and used toburn the hydrogen. The water produced from the hydrogenburning can be recycled to supply the required water for theprocess mass balance described by eq 12. A schematic diagramof the overall process is shown in Figure 13.
6. Conclusions
A simple method of determining targets for a process, beforethe detailed design of the process, has been illustrated byconsidering the synthesis of methanol as an example. Thesetargets are based on the overall process, because it only considersthe inputs and outputs from the process. These targets are based
Table 1. Solution to the Linear Programming Problem (Maximizingthe Amount of Hydrogen Produced)
(a) Components and Quantities Required or Produced
component amount required (mol) amount produced (mol)
CH4 1.0H2O 0.487O2 0.256CO2
H2 0.487
(b) Enthalpy and Gibbs Energy ChangeGibbs energy change,∆G 0 kJ/molenthalpy,∆H -28.30 kJ/mol
Table 2. Solution to the Linear Programming Problem (Co-feedingCoal and Methane To Produce Methanol by Minimizing CarbonDioxide)
(a) Components and Quantities Required or Produced
component amount required (mol) amount produced (mol)
C 0.273CH4 0.727H2O 0.546O2 0.227CO2
H2
(b) Enthalpy and Gibbs Energy ChangeGibbs energy change,∆G 0 kJ/molenthalpy,∆H -28.30 kJ/mol
aC+ bCH4 + cH2O +dO2 + eCO2 + fH2 - 1CH3OH ) 0 (21)
Figure 13. Schematic diagram for a co-feeding methane and coal processto produce methanol.
0.273C+ 0.545H2O w 0.273CH3OH + 0.1364O2 (22)
Ind. Eng. Chem. Res., Vol. 46, No. 25, 20078765

on the fundamental concepts of mass, energy, and entropy. Waysof calculating the minimum amount of mass inputs, theminimum amount of energy (or maximum amount of energyproduced), and the minimum amount of work required (ormaximum work produced) have been shown. There is a stronginter-relationship between these three variables (mass, energy,work), and all three variables must be considered when settinga target.
A back-to-front synthesis approach based on determining thetarget overall mass balance for a process is proposed. The overallmass balance can be determined by applying atomic speciesbalances that are based on the inputs and outputs of the process,as well as various other criteria (environmental aspects, cost,etc). The energy and work requirements or constraints are alsotaken into consideration when determining the target massbalance. An easy method of screening various mass balanceseither graphically or algebraically was presented.
These targets also give insights, at a very early stage, intointegration of the process. An understanding of which of thethree variables is the limiting target is also very important, inthat it gives insight into what is the important or limitingparameter in the design and operation of the process. It has alsobeen shown that targets can be achieved by considering mass,heat, and work integration of a process. This is useful not onlyfor the design of new processes but for retrofitting as well.
The approach has been applied to various examples that arerelated to the synthesis of methanol, and various interestingresults that are related to such a process have been discovered.
In particular, the approach presented in this manuscript is apowerful tool for improving process efficiency and for reducingcarbon dioxide emissions in the conceptual design phase.
Acknowledgment
The authors gratefully acknowledge NRF (National ResearchFoundation, South Africa) and the Mellon Foundation forfinancial support. The authors would also like to express theirgratitude to SASOL.
Literature Cited
(1) El-Halwagi, M. M.Process Integration; Academic Press: Amster-dam, 2006.
(2) Szargut, J.; Morris, D. R.; Steward, F. R.Exergy Analysis of Thermal,Chemical, and Metallurgical Processes; Hemisphere Publishing Corpora-tion: New York, 1988.
(3) Linnhoff, B.; Hindmarsh, E. The pinch design method for heatexchanger networks.Chem. Eng. Sci. 1983, 38 (5), 745-763.
(4) El-Halwagi, M. M. Synthesis of mass exchange networks.AIChEJ. 1989, 35 (8), 1233-1244.
(5) Douglas, J. M. Conceptual Design of Chemical Processes; McGraw-Hill: New York, 1988.
(6) Smith, J. M.; Van Ness, H. C.; Abbott; M. M.Introduction toChemical Engineering Thermodynamics, Sixth Edition; McGraw-Hill:New York, 2001.
(7) Denbigh, K. G. The second-law efficiency of chemical processes.Chem. Eng. Sci.1956, 6, 1-9.
(8) De Nevers, N.; Seader, J. D. Lost Work: A measure of thermody-namic efficiency.Energy1980, 5 (8-9), 757-769.
(9) Patel, B.; Hildebrandt, D.; Glasser, D.; Hausberger, B. Thermody-namic analysis of processes. 1. Implications of work integration.Ind. Eng.Chem. Res. 2005, 44 (10), 3529-3537.
ReceiVed for reView December 4, 2006ReVised manuscript receiVed June 20, 2007
AcceptedSeptember 7, 2007
IE061554Z
8766 Ind. Eng. Chem. Res., Vol. 46, No. 25, 2007