Embed Size (px)
Citation preview

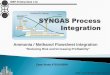
Syngas Composition Analysis Using Raman Spectroscopy
On-line process measurement of the composition of gas streams in refining, fertilizer, and other manufacturing industries is essential for optimal operation. Process analyzers based on gas
chromatography, mass spectrometry and electrochemical technologies are commonly used and can do an excellent job for clean and dry streams. However, process conditions for certain streams present
major challenges for these traditional technologies, in particular, streams containing particulates and high water vapor content. Techniques based on optical spectroscopycan provide analysis solutions for these challenging stream conditions when included with correctly designed sample conditioning
systems (SCS). Raman spectroscopy is a unique analysis method for streams containing homonuclear diatomic gases, such as H2 and N2, key components in the manufacturing of ammonia.
This paper presents the application of Raman spectroscopy and dynamic reflux sampling for the analysis of syngas from the gasification of petcoke for use in the safe manufacture of ammonia at the Coffeyville Resources Nitrogen Fertilizer facility. The discussion includes the overall importance of
the measurements to the plants’ operation with the identification of process anomalies and correlations with other process parameters. The paper illustrates the installation techniques that
decrease personnel exposure to toxic gases.
Peter van Vuuren, Ph.D. SpectraSensors, Inc.
Travis Miller Coffeyville Resources Nitrogen Fertilizers, LLC
Introduction arsh process conditions have long pre-sented difficulties in measuring gas composition for specific applications such as effluents of reactors that oper-
ate at high temperature and pressure and are laden with water vapor and particulates. Incor-rectly specified process analyzers and associated sample conditioning systems attempting to pre-pare and measure these streams has cost techni-cians countless hours of maintenance and man-agement money, but most importantly, the loss
of valuable analytical data. This paper discusses the trial and permanent installation of a total an-alytical solution which has provided long lost data to the Coffeyville Resources Nitrogen Fer-tilizer facility. The complete solution which takes on a “pipe-centric”[1] approach has prov-en itself to be a useful and safe plant asset to provide on-stream raw syngas composition analysis exit the carbon scrubber(s) which fol-lows the water quench section of the gasifier(s) and is being extended to provide analysis of CO shift section and syngas inlet to the acid gas re-moval section (AGR). Since the analysis sys-tem was implemented, several process anoma-
H
192017 AMMONIA TECHNICAL MANUAL

lies or excursions due to feedstock variation, front end operational changes (e.g. slurry prepa-ration) and mechanical issues with the dip tube in the quench chamber have been realized and reconciled with other process parameters. This particular analytical solution has demonstrated a safer means of sampling highly hazardous com-ponents using laser or Raman spectroscopic techniques. Process Raman analyzers are based on inelastic light scattering resulting from di-recting laser light into a sample. When light in-teracts with a chemical, it can be absorbed, transmitted, or scattered. Most of the scattered light is Rayleigh, or elastic, scattering. A small fraction of scattered photons undergo inelastic, or Raman scattering, losing some energy to vi-brational modes of the modules in the sample. Raman scattered photons have a different wave-length than the incident light. Each type of chemical bond will scatter a different energy, or color, of light, due to the energy states of the chemical bonds between atoms. When Raman spectroscopy is used to measure a gas mixture, each of the different component gases scatters a different color of light. If this light is collected and analyzed, the different colors can be used to identify the components of the mixture, and the intensity of each color can be used to quantify each component in the mixture, providing com-positional analysis. The “Pipe-centric” Approach The specific design configuration of the coupled sample conditioning system and the sensor in-terface has several benefits:
• Most importantly, without the proper sample handling system the gas analysis would be compromised
• It avoids or minimizes sample transport systems
• Sampling and measuring at process pres-sure enables better opportunities to re-turn sample to process vs. flare header
• Hazardous samples are contained at the sample point
The sample conditioning system and direct pro-cess interface is a vertically mounted vortex cooled dynamic reflux sampler (DRS) on a dou-ble block and bleed. The DRS condenses all the water vapor and washes it along with larger mi-cron sized coke particulate or pipe scale back in-to the process piping highlighting another huge benefit that most other conditioning systems have difficulty performing – simultaneous liquid AND particulate removal. After the DRS, the sample is contained within a 3D NeSSI module which is integrated with the analyzer fiber optic probe/laser sensor. The NeSSI sample flow substrate consists of a com-bination of modular building blocks which re-duce the footprint of the sample conditioning system. The basic design relies on layers of “blocks” which can be substantially customized to accommodate the sample preparation re-quirements. The fiber optic laser is connected to the analyzer control unit. See Figure 1 for a pictorial representation of the total analytical so-lution.
Figure 1 – Optograf Analyzer and DRS conditioning sys-
tem The analyzer control unit (ACU) has the capa-bility of measuring four streams at the same time. The analyzer was strategically located in the gasification structure between the two CO
OptografTM Analyzer
AirheadTM
Fiber Op-tic Probe
OptoAST/
DRS Sampling Interface
* **
20 2017AMMONIA TECHNICAL MANUAL

shift reactors with the foresight of fulfilling the remaining three channels. The Coffeyville site has a mass spectrometer which was originally tasked with measuring these process gas streams in the gasification ar-ea. It became prisoner to the engineered condi-tioning system designed to handle the pressure reduction and resulting condensation of water vapor, solids filtering, cooling and liquid re-moval, while also maintaining hundreds of feet of transport tubing above the sample dew point. The sample handling system became extremely maintenance intensive and costly which over time resulted in the systems being neglected. The mass spec was still needed to measure the critical streams in the ammonia synthesis area and the on-stream time of the analyzer needed to be bolstered. This was accomplished by aban-doning the wet and unstable streams and strictly measuring the cleaner and drier streams. Prior to the trial evaluation of the analyzer and the DRS conditioning system, it was decided to locate the sample point on the most challenging stream in the Coffeyville facility (raw syngas exit the carbon scrubbers), see Figure 2. Mov-ing the sample point closer to the gasifier quench chamber only presented more issues with even heavier loading of particulate and en-trained liquid water vapor, ultimately burdening the reflux sampler. The sample location was chosen at this point as it closely represents the gasifier reactor outlet composition and is just simply more practical from a conditioning per-spective.
Figure 2 – Gasifier and Carbon Scrubber Flow (Courtesy Julian Morris and Marc Gilbertson – Catalyst Reactive
Hazard Assessment in Ammonia Flowsheets, 2016 AIChE Ammonia Safety Symposium)
Based on gasification literature, the CO shift re-action is “frozen” when the temperature of the syngas is above approximately 2375°F (1300°C), slightly below the operating tempera-ture of the slagging gasifiers. It is assumed that a very small amount of CO shift occurs as the partially oxidized syngas cools to this tempera-ture and only when in the presence of an abun-dance of water. Generally, the syngas in contact with the water only has a cooling and load-ing/saturation effect on the gas versus chemical reaction [2]. The stream outlet of the carbon scrubber(s) is approximately 58-60mol% H2O (steam to dry gas ratio of 1.38-1.5). This is fa-vorable for the Coffeyville facility as the ma-jority of the CO shift reaction occurs within two downstream reactors (both sour CO shift reac-tors) to produce the facility’s H2 and CO2 needs for ammonia and UAN production. The analyzer was started up in June 2013. The trial results proved to be successful after valida-tion of the syngas stream with the facility lab’s gas chromatograph. See Table 1 below for a comparative data snapshot and Figure 3 for the associated spectrum graph. There were some probe fouling issues that were evaluated imme-diately by the manufacturer; however, even with
212017 AMMONIA TECHNICAL MANUAL

some signal degradation the syngas composition analysis was still very good.
GC Optograf Hydrogen 32.71 32.18
Carbon Dioxide 11.8 12.34 H2S 1.13 1.43
Oxygen/Argon 0.11 - Nitrogen 0.52 0.54 Methane 47 ppm 81 ppm
Carbon Monoxide 53.73 53.48 Table 1: Initial Comparative Data After some extended analyzer trial runs, probe cleanings, and a successful effort to interface the analyzer with the facility DCS, it became easier to begin reconciling the syngas composition with other process parameters, specifically the first CO shift reactor outlet temperature or shift differential temperature (dT). Even several years later, by monitoring this particular tem-perature, in conjunction with the syngas compo-sition, operations and engineering have learned it can provide early warning signs of possible gasifier shutdowns as a result of dip tube me-chanical issues.
Figure 3 – Raman spectrum (Ch. 1 – Syngas Exit Carbon Scrubber) Within the first few weeks of trial, it became ev-ident that the extent of the CO shift reaction was varying within the slurry fed entrained-flow gas-ifiers or quench chamber. There are on average 1-2 events per day and the duration of the events usually is not more than 1-2 hrs. Due to the equimolar nature of the CO shift reaction, there is no resulting production impact. Figure 5 shows an example of when the shift reaction is carried out more within the gasifier versus the
downstream shift reactors. There has been no further investigation as to why this occurs or at-tempts to correlate it with any operating pa-rameters around the gasifiers. As a result of the raw syngas being shifted in the gasifier, there is a momentary effect on the facility’s 600 psig (40 barg) steam balance.
Figure 5 – Gasifier CO Shifting One may extract information based on the saw tooth form of the analytical data compared to the shift dT. This is not quite observed in Fig-ure 6. Figure 6 shows a similar trend to Figure 5 when comparing the compositional data and shift re-actor differential temperature; only this time the process upset impacted NH3 production. This was a result of weak slurry concentration. As the slurry concentration was reduced due to pet coke feed issues to the rod mill while maintain-ing constant overall feed rate, both CO and H2 content decreased proportionally with shift dif-ferential temperature while only CO2 increased. The decrease in H2 was less pronounced.
0
10
20
30
40
50
60
150175200225250275300325350
10/21 10/22 10/23 10/24
mol
%
Shift
dT
(°F)
Time
Gasifier - CO Shifting
CO mol%
NH3 ProductionShift dT
H2 mol%
CO2 mol%
22 2017AMMONIA TECHNICAL MANUAL

Figure 6 – Weak Slurry Concentration Effects on Production In conclusion, the “pipe-centric” trial evaluation of the analyzer was deemed successful from a safety, maintenance, and process perspective. The decision to add all the remaining channels on the analyzer was approved which would pro-vide full CO shift reactor(s) analysis and inlet dry gas composition to the facility’s AGR. Analyzer Channel Upgrade The analyzer channel upgrade consisted of the addition of three DRS systems and the associat-ed temperature controllers. The facility had to wait for a maintenance turnaround to add the necessary 2” 600# RF nozzles on the syngas piping between the shift reactors. Ch. 2 was added on the outlet of the first CO shift reactor, Ch. 3 on the inlet to the second shift reactor af-ter the recycled pressure swing adsorption (PSA) tailgas, and Ch. 4 on the outlet of the second shift reactor as illustrated by the blue dots in Figure 7.
Figure 7 – Coffeyville Resources Nitrogen Pro-cess Flow Diagram Ch. 4 DRS has not yet been installed due to complications with the 2nd CO shift reactor inlet flow distributor. When the distributor failed the syngas flow disrupted the top support and filled the inlet distributor scallops with the media re-stricting the flow of syngas and causing high differential pressure [3]. Bypass piping around the 2nd CO shift reactor occupied the newly add-ed nozzle for the 4th channel to recover some of the pressure drop. At the next maintenance turnaround Coffeyville Resources plans to re-move the media within the scallops along with the bypass piping at which point the last DRS will be installed fulfilling all the available chan-nels on the analyzer. This will provide Coffey-ville full CO shift gas analysis and inlet gas composition to the facility’s AGR. With the efforts to upgrade the analyzer chan-nels and repair some of the damaged compo-nents related to Ch. 1 which occurred due to high activity during a maintenance turnaround, it provided an opportunity to refocus attention back on the analyzer and the data it provided. Figure 8 shows a newly added DRS (Ch. 3) at the Coffeyville facility.
0
10
20
30
40
50
60
150175200225250275300325350
10/25 10/26 10/27 10/28 10/29
mol
%
Shift
dT
(°F)
Time
Gasifier - Weak Slurry Effects
CO mol%
NH3 ProductionShift dT
H2 mol%
CO2 mol%
232017 AMMONIA TECHNICAL MANUAL

Figure 8 – Ch. 3 DRS and explosion proof tem-perature control box Gasifier Dip Tube Failures Shortly after adding the 2nd and 3rd channels and repairing Ch. 1, the spare gasifier operation on-stream time dropped considerably with run campaigns lasting less than one month from the mid part of 2016 until after the first light off of 2017. Typical runs of 90-100 days are expected. The main gasifier exhibited this same type of is-sue only once during this spell of failures. There was no analyzer data to correlate with the shift dT, but it could be seen after post mortem review of the temperature. With the shortfall of the other existing instrumentation in the gasifi-cation area and the lack of proof indicating early evidence of untimely spare gasifier outages, the gasifier was either operated until failure or hot swapped depending on guidance of the opera-tions team. The decision is based on the severi-ty of the symptoms the gasifier displays during operation whether it be unstable quench level control or pieces of metal breaking through the slag breaker and into the slag pad. Monitoring of the analyzer data with process correlated data, specifically on Ch. 1, showed some unusual results which align with the short-ened gasifier onstream runs that ended in unfor-tunate production loss plus on-stream time. Figure 9 shows the entire spare gasifier cam-
paign data to the point of total plant shutdown in November 2016. As soon as the analyzer data began to rapidly change, the data was closely monitored by the engineering team. Unfortu-nately, prior to the start of variation in composi-tion, operational changes were made within the slurry coke preparation area which inevitably led the team to begin chasing ghosts. Even with this data that was discovered with the gasifier CO shifting and the other effects of weak slurry, the analyzer data confidence level was not yet high enough to be used to make a significant operational change. Also at the time of shut-down, the main gasifier turnaround was not completed so nothing could be done even if the gasifier symptoms were bad enough to hot swap. Only after the spare gasifier was cooled and inspected was it evident there were substan-tial dip tube issues.
Figure 9 – 2C Gasifier Campaign – Dip Tube Failure (11/2016) A root cause failure analysis was conducted in early 2017 for the continued dip tube failures. However, the necessary repairs were already made to the spare gasifier internals and it was on hot standby without identifying any potential causes. The spare gasifier was again pursued in Febru-ary 2017 and after a few days of stable opera-tion an almost identical event occurred. Figure
010203040506070
0255075
100125150175200225250275300325350
11/6/2016 11/16/2016 11/26/2016
mol
%
Shift
dT
(°F)
Time
OptoGraf - Ch. 1Shift dT
CO mol %H2 mol %
CO2 mol %
24 2017AMMONIA TECHNICAL MANUAL

10 shows the sudden and rapid deltas in syngas composition in parallel with shift dT indicating the initial onset of a future failure. This was in-deed another early indicator of a gasifier quench dip tube failure for reasons unknown. There are competing arguments unfolding between the various teams at the facility as to the cause. RCFA meetings are still being held to identify causes while creating action items to improve instrumentation and operations of preheat and slag additive addition to the pet coke. A more thorough inspection of the dip and draft tube was done during this gasifier turnaround in an attempt to unveil potential causes and once again, none were identified. However, several items were changed in order to mitigate future failures.
Figure 10 – 2C Gasifier Campaign – Dip Tube Failure (2/2017) Conclusion Even though the analyzer including the data it generates is still in its infancy at Coffeyville, the effort to make it useful in discovering more about the operation of gasifiers, has become no-ticeable. The continued improvement of in-strumentation upstream and downstream of the gasifier(s) and identification of additional un-derlying potential control parameters will only push the Coffeyville facility to a better overall safe and reliable operating point. The other
channels perhaps may provide catalyst vendors with useful information when identifying and selecting improved sour CO shift catalyst for the Coffeyville facility and suggested operational changes as the existing catalyst begins to reach end-of-life. The intention is for the 4th channel to provide even more insight into the operation of the facility’s AGR after that data comes available later this year. The success of the analyzer in Coffeyville’s gas-ification and CO shift sections revolves around the “pipe-centric” philosophy and design espe-cially when dealing with hazardous gases above Immediately Dangerous to Life or Health levels. References [1] Optograf™ Analyzer and “Pipe-centric” Process and Sampling Interfaces: A New Paradigm for a Total Process Analytical Solution, P V Vuuren, S Sutherland, J Slater, F Esmonde-White, D Faulkner, P Coric, 2015 ISA AD Conference [2] Gasification, Higman and van der Burgt, Elsevier, 2003. [3] Catalyst Reactive Hazard Assessment in Ammonia Flowsheets, J Morris and M Gilbert-son, 2016 AIChE, Paper 5B Optograf is a trademark of Kaiser Analytics (Endress-Hauser)
010203040506070
0255075
100125150175200225250275300325350
2/14/2017 2/18/2017 2/22/2017
mol
%
Shift
dT
(°F)
Time
OptoGraf - Ch. 1
Shift dT
CO mol %
H2 mol %
CO2 mol%
252017 AMMONIA TECHNICAL MANUAL

26 2017AMMONIA TECHNICAL MANUAL