Embed Size (px)
Citation preview

Selectable Locking Differential
Team Members
Scott Leach
Dillon Voegeli
Xingyu Xu
Weeriya Meesook
Jihwan Kim
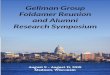
Project Goal To create a selectable locking differential that can be installed by
the average consumer without removing the carrier and ring gear,
drastically reducing installation complexity and saving the consumer
money on professional installation.
A model of the design and how it installs within the carrier
Background Most vehicles have open differentials, which allow the wheels to
turn at different rates when turning. This makes everyday driving
easy, but can make off-roading quite difficult. A locked differential
forces the wheels to turn together, resulting in much easier travers-
ing of rough terrain but making turning extremely difficult.
A selectable locking differential allows the operator to lock or un-
lock the wheels at will, however current market offerings are expen-
sive, require the purchase of additional hardware such as an air
compressor and tank, and require removing the whole differential
carrier and ring gear assembly to install. Reinstalling these compo-
nents requires the skills of a professional mechanic, as the ring
gear’s helical teeth must mesh perfectly with the teeth of the helical
bevel gear attached to the drive shaft.
This product installs within the original carrier, called a
“lunchbox” locker within the industry, and as such gives the func-
tionality of a selectable locking differential without the added cost
of purchasing additional equipment and without needing to pay a
mechanic to properly reinstall the ring gear.
Design This design uses three sets of spur gears to move the differential
action desirable when cornering outside of the center of the carrier,
freeing up this area to be used for the locking mechanism. The side
gear carriers are held in place by the pin that comes with the stock
differential. The locking shoe has two levers that can be moved to
engage its teeth with those of the axle gear. This uses these teeth
and the aforementioned pin to lock the two axles together.
Analysis Analysis of this design was performed in two parts. The first was
to approximate portions of the design as simpler systems for easy
analysis, such as approximating gears as shafts whose diameter is
equal to the pitch diameter of the gear. These calculations were used
to approximate the forces at work on the design for initial material
selection based on desired safety factor to yield strength.
Simplified model of torsional shaft loading
The second part was to perform FEA analysis using Siemens NX
and CAD models of the design. These analyses were compared
against the simplified calculations and compared against the me-
chanical performance of a variety of potential materials to maximize
safety factor per unit cost.
FEA Analysis of the two Axle Gears
Manufacturing The large axle gears were manufactured using an EDM. A special
copper head was created using a 3-axis mill and used to create the
recessed locking teeth. The side gears were created from 16-tooth
bar stock sold by McMaster-Carr turned on a Collet lathe and with
holes bored using a 3-axis mill. Finally, the side gear carriers and lock-
ing shoe were created using a 3-axis mill and CNC mill, respectively.
Bill of Materials
Item Quantity
Axle Gear, 36-Tooth 1
Axle Gear, 36 Tooth with recessed Locking Teeth 1
Side Gears, 16-tooth 6
Side Gear Carrier 2
Locking Shoe 1
Gears turned on the collet lathe Gear being cut with the EDM
Boring holes with the mill Recessed teeth created with the EDM
Axle Gears and Locking Shoe