Embed Size (px)
Citation preview
Presented by
Dr. Eng. Hassan I. El- Shimi Assistant Professor, Chemical Engineering Department, Cairo University, Egypt
Phone: +2 01024497780 E-mail: [email protected]
Madrid, Spain in 18 March 2019
The lecture is designed for 4th Chemical Engineering Students, UAM
Biofuel Industry Introduction, Production Processing
& Characterization of Product

Professor’ biography
• Hassan I. El Shimi is a Ph.D. Holder.
• Assistant Professor at Chemical Engineering Department, Faculty of Engineering, Cairo University, Giza, Egypt.
• B.Sc. in 2010, M.Sc. in 2013 and Ph.D. in 2016 from Cairo University, Egypt.
• Researcher: Published more than 25 papers in reputed journals and conferences. For citations and copies of some of El Shimi' papers, please visit my Cairo Scholar and ORCID pages. The research area includes Renewable Energy Production, Wastewater Treatment, Desalination, Recycling, Oleochemicals Production, Feasibility Studies, and Plant and Process Design.
• Member in the federation of Arab Engineers.
• Certified Environmental Expert by Ministry of Environmental Affairs, Egypt.
Dr. Eng. Hassan I. El Shimi Assistant Professor
Department of Chemical Engineering, Cairo University, Egypt
Address: 3rd Floor Chemical Building, Faculty of Engineering, Gamaa Str., Giza Square, Giza, Egypt E-mail: [email protected] E-mail: [email protected] Tel./Fax.: +201024497780
Introduction
• Hiking of crude oil prices
• Diesel fuel shortage
• Excessive greenhouse gases emissions of fossil fuels
Introduction
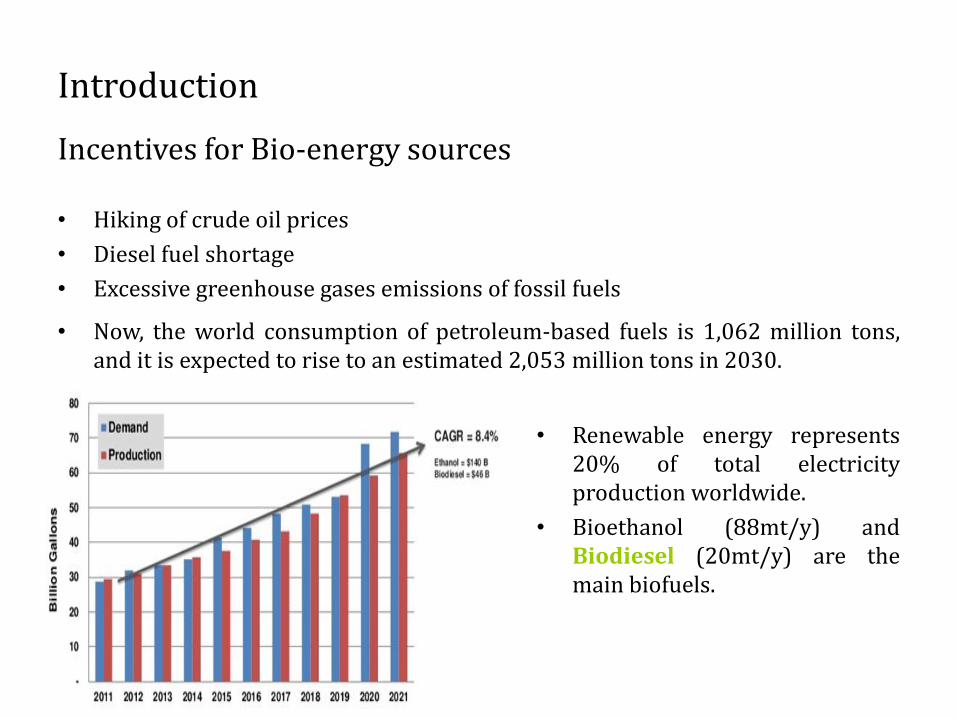
Incentives for Bio-energy sources
• Now, the world consumption of petroleum-based fuels is 1,062 million tons, and it is expected to rise to an estimated 2,053 million tons in 2030.
• Renewable energy represents 20% of total electricity production worldwide.
• Bioethanol (88mt/y) and Biodiesel (20mt/y) are the main biofuels.
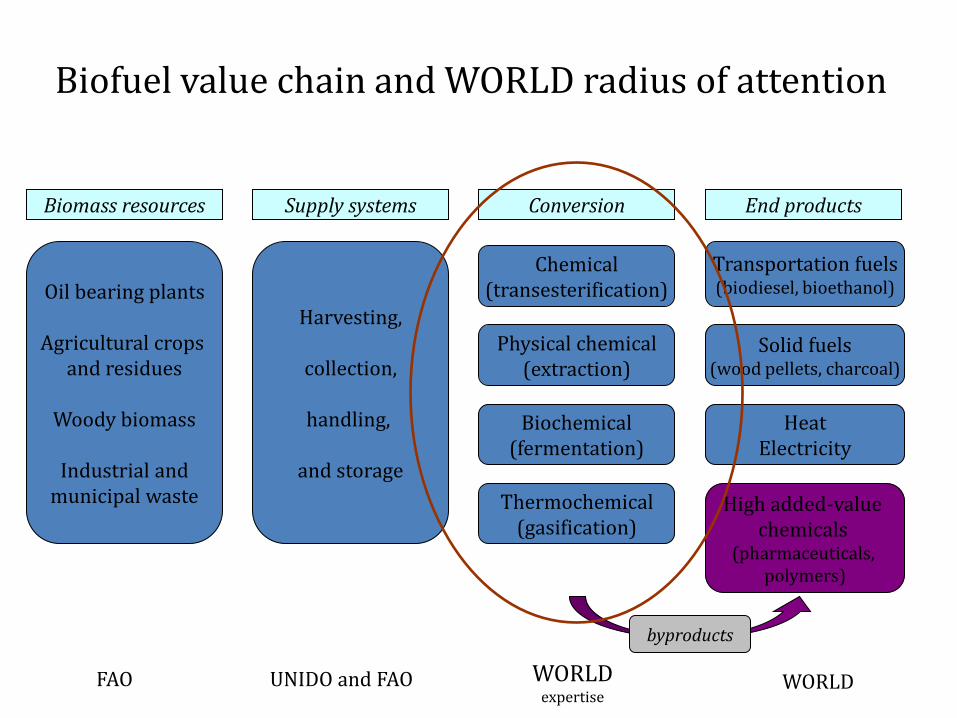
Biofuel value chain and WORLD radius of attention
Oil bearing plants
Agricultural crops and residues
Woody biomass
Industrial and
municipal waste
Biomass resources
Harvesting,
collection,
handling,
and storage
Supply systems Conversion
Biochemical (fermentation)
Thermochemical (gasification)
Chemical (transesterification)
End products
Transportation fuels (biodiesel, bioethanol)
Heat Electricity
Solid fuels (wood pellets, charcoal)
High added-value chemicals
(pharmaceuticals, polymers)
Physical chemical (extraction)
byproducts
WORLD expertise
UNIDO and FAO FAO WORLD

Biofuel type Specific name Feedstock Conversion Technologies
Pure vegetable oil Pure plant oil (PPO),
Straight vegetable oil (SVO)
Oil crops (e.g. rapeseed, oil palm, soy, canola, jatropha, castor, …)
Cold pressing extraction
Biodiesel - Biodiesel from energy crops: methyl and ethyl esters of fatty acids
- Biodiesel from waste
- Oil crops (e.g. rapeseed, oil palm, soy, canola, jatropha, castor, …)
- Waste cooking/frying oil
- Cold and warm pressing extraction, purification, and transesterification
- Hydrogenation
Bioethanol Conventional bio-ethanol
Sugar beet, sugar cane, grain Hydrolysis and fermentation
Biogas Upgraded biogas Biomass (wet) Anaerobic digestion
Bio-ETBE Bioethanol Chemical Synthesis
Overview of Biofuel Production Technologies First Generation of Biofuels
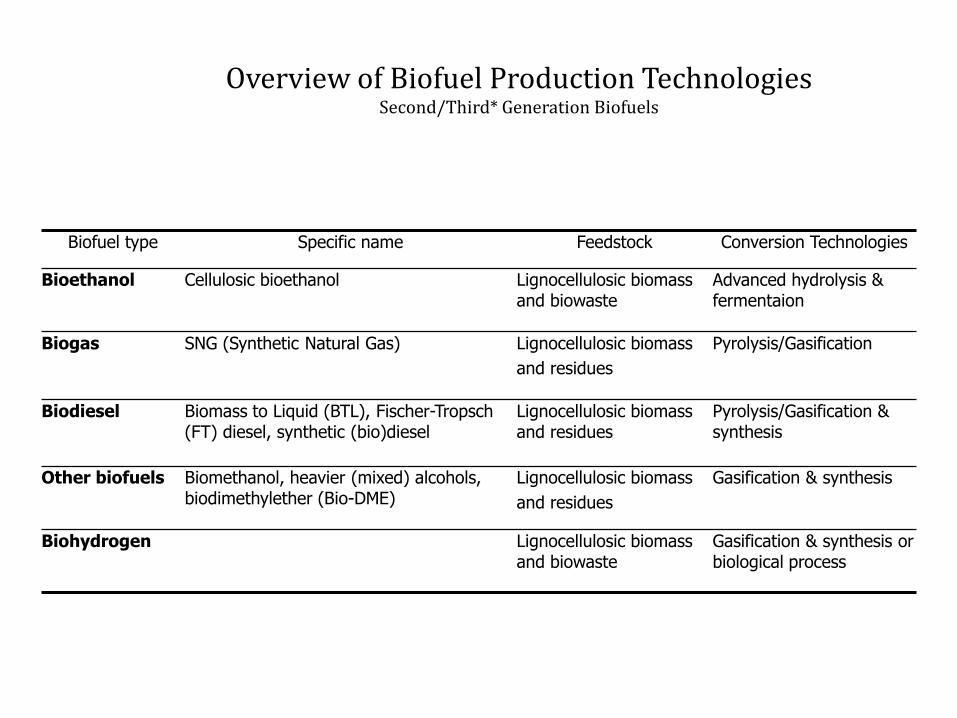
Biofuel type Specific name Feedstock Conversion Technologies
Bioethanol Cellulosic bioethanol Lignocellulosic biomass and biowaste
Advanced hydrolysis & fermentaion
Biogas SNG (Synthetic Natural Gas) Lignocellulosic biomass
and residues
Pyrolysis/Gasification
Biodiesel Biomass to Liquid (BTL), Fischer-Tropsch (FT) diesel, synthetic (bio)diesel
Lignocellulosic biomass and residues
Pyrolysis/Gasification & synthesis
Other biofuels Biomethanol, heavier (mixed) alcohols,
biodimethylether (Bio-DME) Lignocellulosic biomass
and residues
Gasification & synthesis
Biohydrogen Lignocellulosic biomass and biowaste
Gasification & synthesis or biological process
Overview of Biofuel Production Technologies Second/Third* Generation Biofuels

Overall biorefinery concept - a new chemical industry sector
- equivalent to the petrochemistry concept

Biomass to high added value chemicals, an emerging chemistry
Biomass
Extraction of chemicals
Biodiesel production
Glycerol
Sugar fermentation
Thermochemical conversion
• Ethanol • Lactic acid
Chemicals
• Proteins • Vitamins • Fragrances • Pharmaceuticals
Bio-SNG
Chemicals Chemicals
Biodiesel is the fastest growing sub-sector of the Oleochemicals industry.

Biofuel/biofuel production technology selection criteria
• Technological criteria (energy content, non renewable energy consumed, availability, carbon residue, sulfur content, viscosity, density, efficiency, scale up, …)
• Financial criteria (static, dynamic, risk)
• Environmental criteria (CO2 , CO, NOx, SO2, etc.)
• Socio-economic criteria
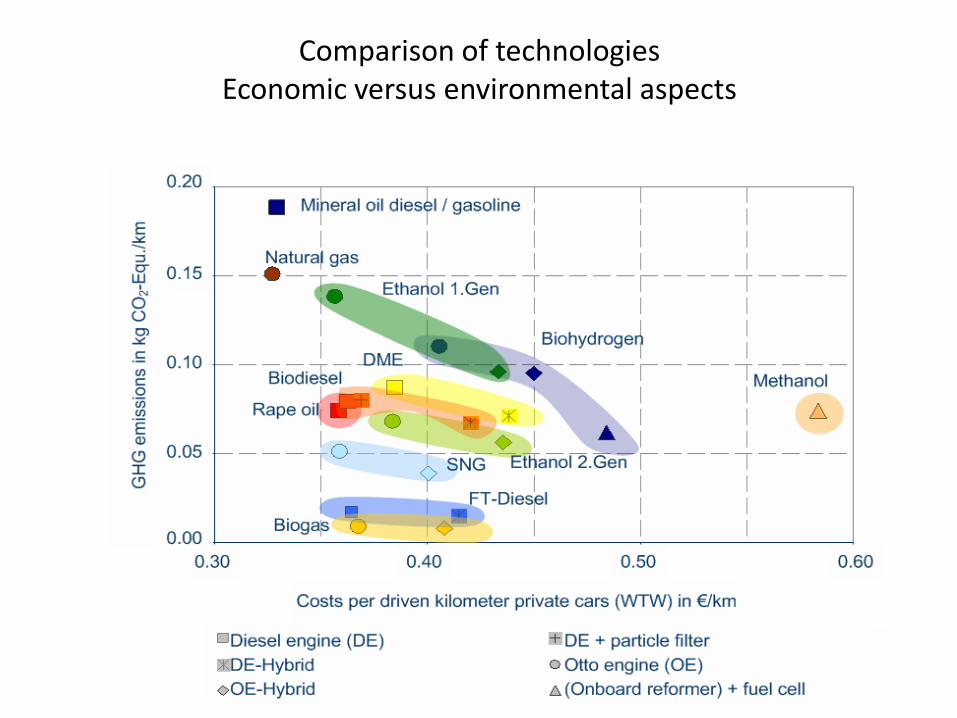
Comparison of technologies Economic versus environmental aspects
Source: IEE Leipzig, 2007

Biodiesel

What is
Biodiesel?
Biodiesel, a fuel composed of mono-alkyl esters of long chain fatty acids derived from variety of vegetable oils or animal fats, designated as B100, and confirming to different quality standards e.g. ASTM D 6751, EN14214 or IS 15607.
Glycerol
O O O Me Me Me
O = O = O =
HO
HO
HO
Biodiesel (Methyl Ester Alcohol)
3 ester alcohol + 1 glycerine
O = O O
O = O
O =
Triglyceride
1 triglyceride + 3 alcohol
3 MeOH
KOH Catalyst
catalyst
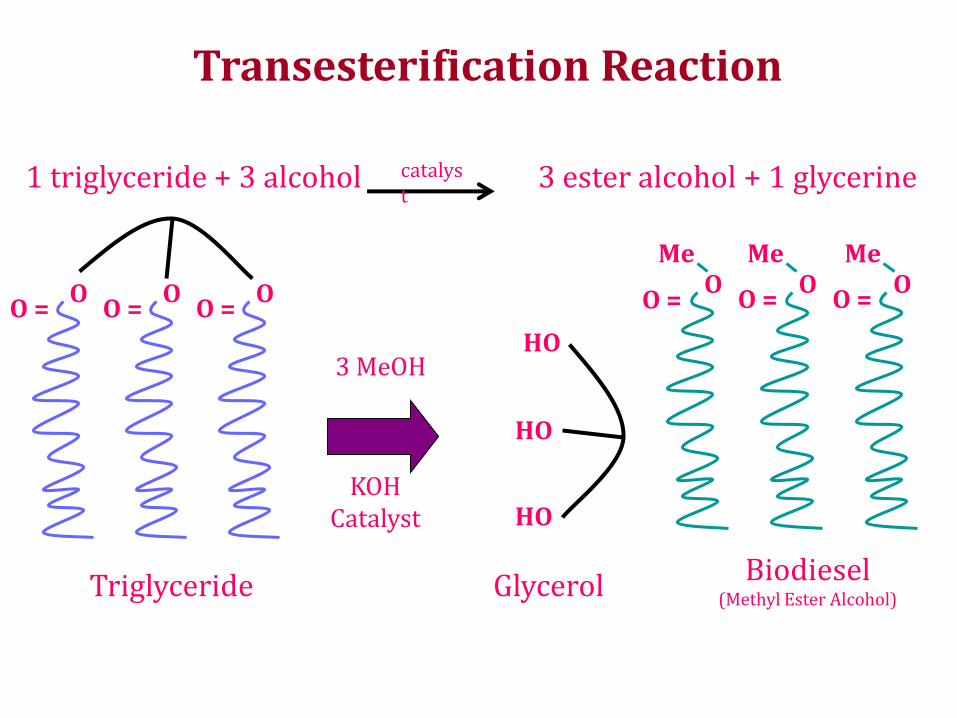
Transesterification Reaction

Fats and oils have quite big molecules with a spinal of glycerol on which are bond three fatty acid rests.
By the transesterification, the fatty acid rests are removed from the glycerol and each is bond with methanol.
The products are one mole glycerol and three mole of fatty acid methyl ester.
Molecular Structure
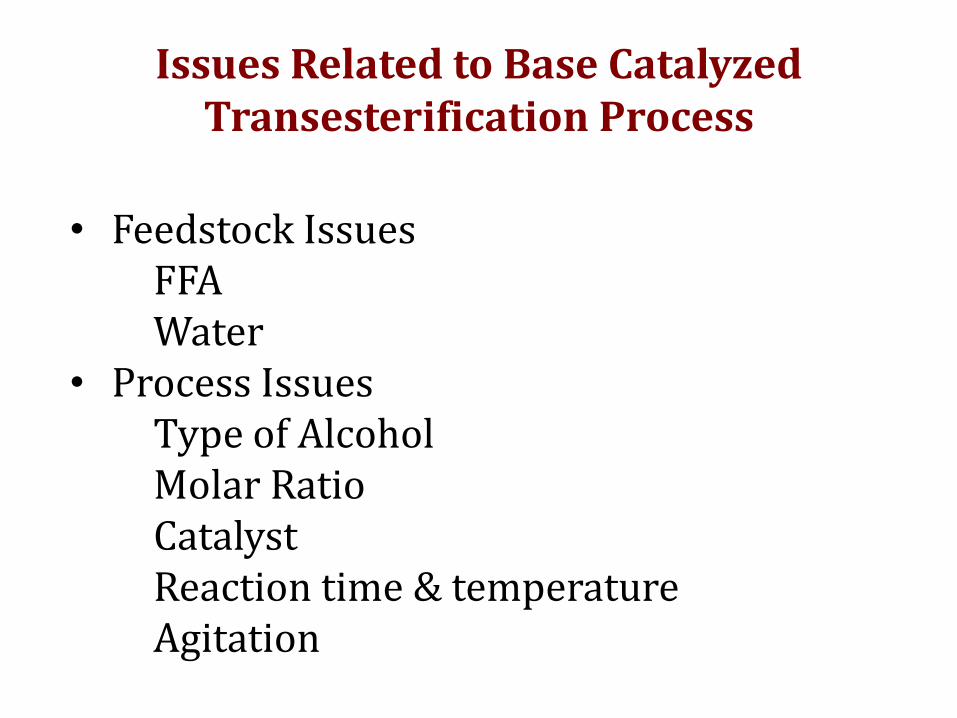
Issues Related to Base Catalyzed Transesterification Process
• Feedstock Issues FFA Water
• Process Issues Type of Alcohol Molar Ratio Catalyst Reaction time & temperature Agitation

Feedstock Issues
1. Free Fatty Acids (FFA)
Free Fatty acids in the oils react with alkaline catalyst to form soaps.
R-OH + KOH K-OR + H2O
Acid + KOH Soap + water
It results in loss of catalyst and reduction in yield

2. Water Water deactivates the catalysts. Drying of oil is required. Water hydrolyses fats to form free fatty acids. Free fatty acids react with alkali catalysts forms soaps Soaps semi solid mixture glycerol separation
Feedstock Issues

Process Issues
• Methanol, Ethanol, Butanol etc • Methanol –commercially used • In methanolysis, emulsion forms and separated into
lower glycerol portion and upper ester portion. Reaction time is small
• In ethanolysis, emulsions are stable and requires more complicated separation and purification process. Reaction time is large
• Typical alcohol: TG ratio is 6:1 for base catalyzed reactions.
Type of Alcohol
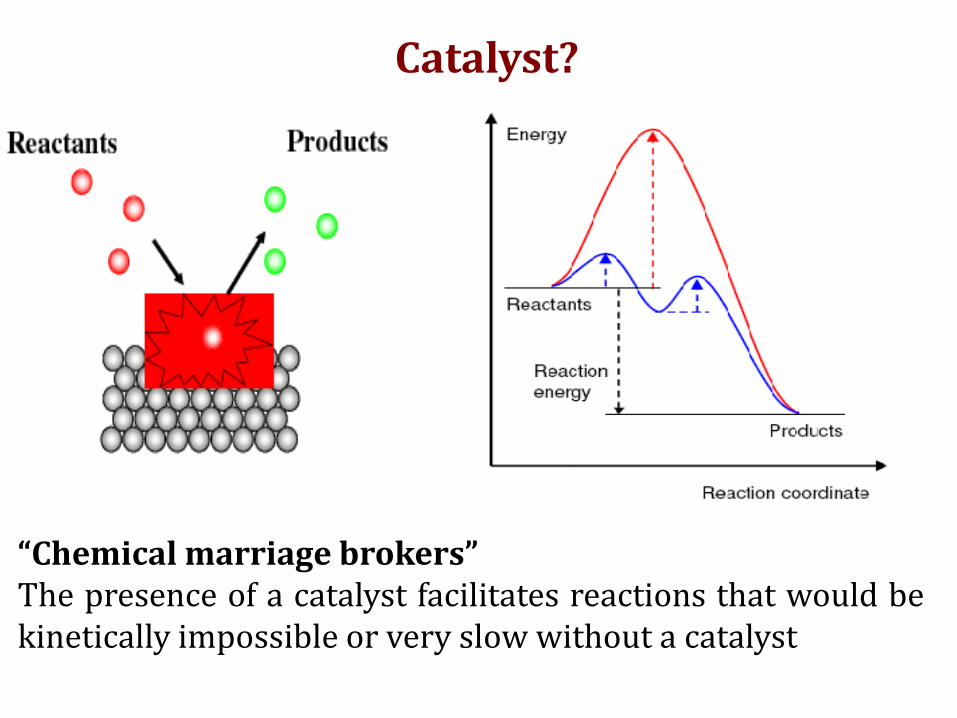
Catalyst?
“Chemical marriage brokers” The presence of a catalyst facilitates reactions that would be kinetically impossible or very slow without a catalyst
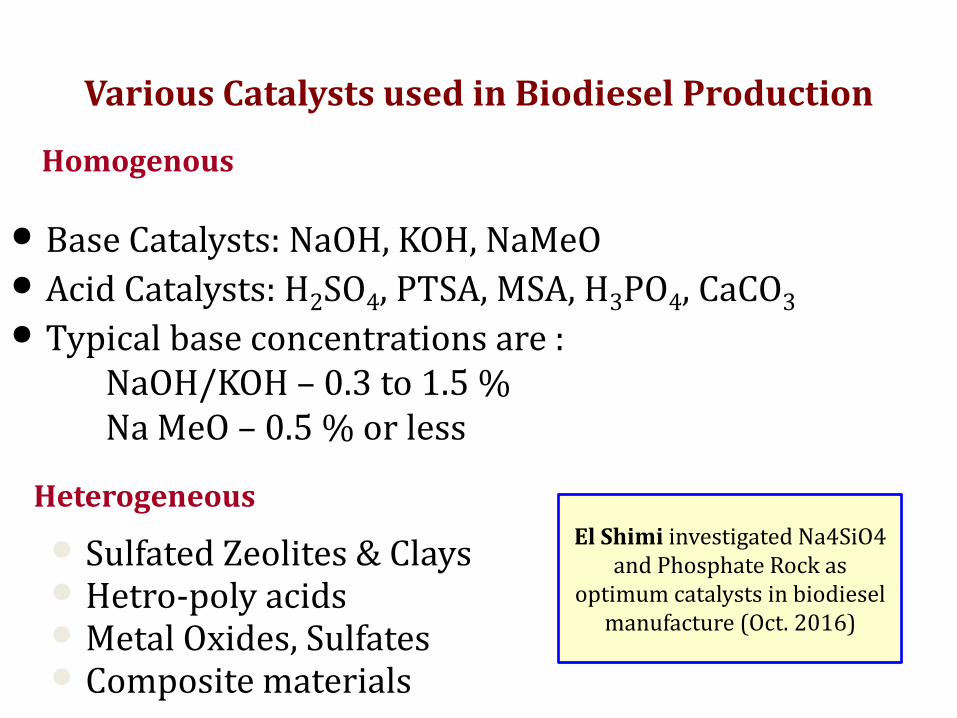
Various Catalysts used in Biodiesel Production
• Base Catalysts: NaOH, KOH, NaMeO
• Acid Catalysts: H2SO4, PTSA, MSA, H3PO4, CaCO3
• Typical base concentrations are : NaOH/KOH – 0.3 to 1.5 % Na MeO – 0.5 % or less
• Sulfated Zeolites & Clays • Hetro-poly acids • Metal Oxides, Sulfates • Composite materials
Homogenous
Heterogeneous El Shimi investigated Na4SiO4
and Phosphate Rock as optimum catalysts in biodiesel
manufacture (Oct. 2016)

Reaction time , Temperature & Agitation
Transesterification reaction will proceed at ambient (30°C) temperatures but needs 4-8 hours to reach completion.
Reaction time can be shortened to 2-4 hours at 40°C and 1-2 hours at 60°C.
Higher temperatures will decrease reaction times but require pressure vessels because methanol boils at 65°C.
Better agitation should be adopted to accelerate reaction.

Batch, Base Catalyzed Process
TG
Alcohol
Catalyst
Batch Reactor
Ester
Crude Glycerol
Alcohol
Alcohol
Wat
er
Water
Neutralized Glycerol
Wash Water
Dryer
Biodiesel
Water
Acid
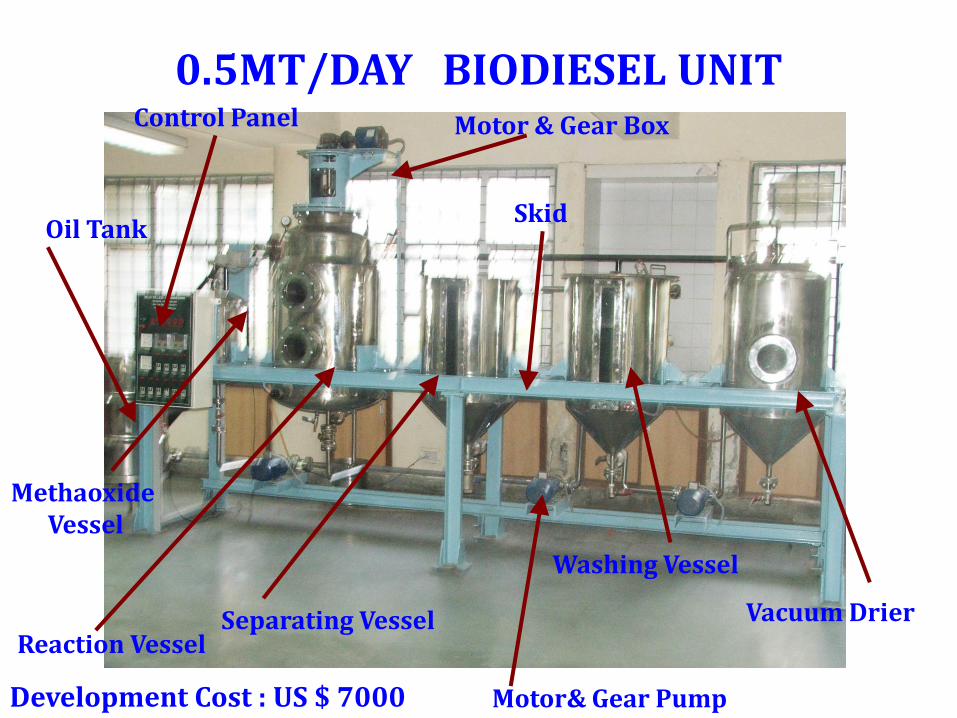
0.5MT/DAY BIODIESEL UNIT
Vacuum Drier Separating Vessel Reaction Vessel
Washing Vessel
Control Panel
Oil Tank
Methaoxide Vessel
Skid
Motor & Gear Box
Motor& Gear Pump Development Cost : US $ 7000

High FFA Feed Stocks
Biodiesel feed stocks are classified by the amount of free fatty acids they contain:
• Refined vegetable oils < 0.05% • Crude vegetable oil 0.5-5% • Used Cooking Oil 2-7% • Animal fat 10-30%
Price decreases as FFAs increase but processing cost also increase
Base Catalyzed Reaction not suitable for high FFA feeds because of soap formation.
Most of the non-edible oils available Worldwide contains high FFA (2-12%) & to decrease the cost of biodiesel, it is imperative to utilize high FFA oil or fatty acids

Acid Catalyzed Processes
• Acid catalyzed processes are used for direct esterification of free fatty acids in a high FFA feedstock
Limitations:
• Water formation by
FFA + methanol ==> methyl ester + water High alcohol: FFA ratio required – about 40:1 Large amounts (5 to 25 %) catalyst may be required
1. Use acid catalysis for conversion of FFAs to
methyl esters, until FFA < 0.5%.
Acid esterification of FFA is fast (1 hour) but acid catalyzed transesterification is slow (2 days at 60°C).
2. Then, add additional methanol and base catalyst to transesterify the triglycerides.
Preferred method for High FFA feeds: Acid Catalysis followed by base catalysis

Methanol +
KOH
Vegetable Oil Storage
Tank 1500 Kg
Methanol +
H2SO4
Motor
Storage Tank
500 Ltrs.
Motor
Biodiesel Storage
Tank 1000 Ltrs.
P2
SV2
Rea
cto
r 6
00
Ltr
s.
SV2
Air
SVO
P1
SV3
P3
Sett
lin
g T
ank
1
00
0 L
trs.
Vaccum Drier
Separating Column 500 Ltrs./ Charge
Washing Column 500 Ltrs./ Charge
Vaccum
Drier
Glycerol Storage Tank 500 Ltrs.
Transesterification Reactor, 500Lts./Charge
P4
P5 P6 P7 P8
Biodiesel Unit
1tpd Capacity

Experimental set-up
Methanol recovery
Heterogeneous Catalysis of Biodiesel Production
The optimum conditions detected by El Shimi et al. (2016): 6/1 M/O molar ratio, 3h reaction time, 5.87%wt. Catalyst amount at 65oC and 350 rpm were sufficient to obtain 96.7% FAME conversion. The catalyst was uncalcined Sodium orthosilicate (Na4SiO4).

SCO Tank
Acid Tank
Catalyst
Storage
Methanol Tank
Mixer
E-10P-2
P-3
Esterification
Reactor
P-5
P-6
P-7
P-10
P-11
P-12
Decanter
Transesterification
Reactor
P-14
Treated SCO
P-16
Decanter
Crude
Glycerol
layerP-6
FiltrationSCO Drying
Distillation I
Methanol
(for recycling)
E-25
P-29
Extraction
Column
HeaterWater
P-30
P-31
P-32
Biodiesel
Drying
P-33
P-34
Biodiesel
Tank
Extraction
Column
DryerP-35
P-36
Glycerol
Tank
Water
Hydrocyclone
P-41
Recovered
catalyst
Product
mixture
P-44
FAME layer
V-3
P-47
P-48
Biodiesel production process using heterogeneous catalysts (i.e. Na4SiO4)
Catalyst Preparation
rocks fine particles
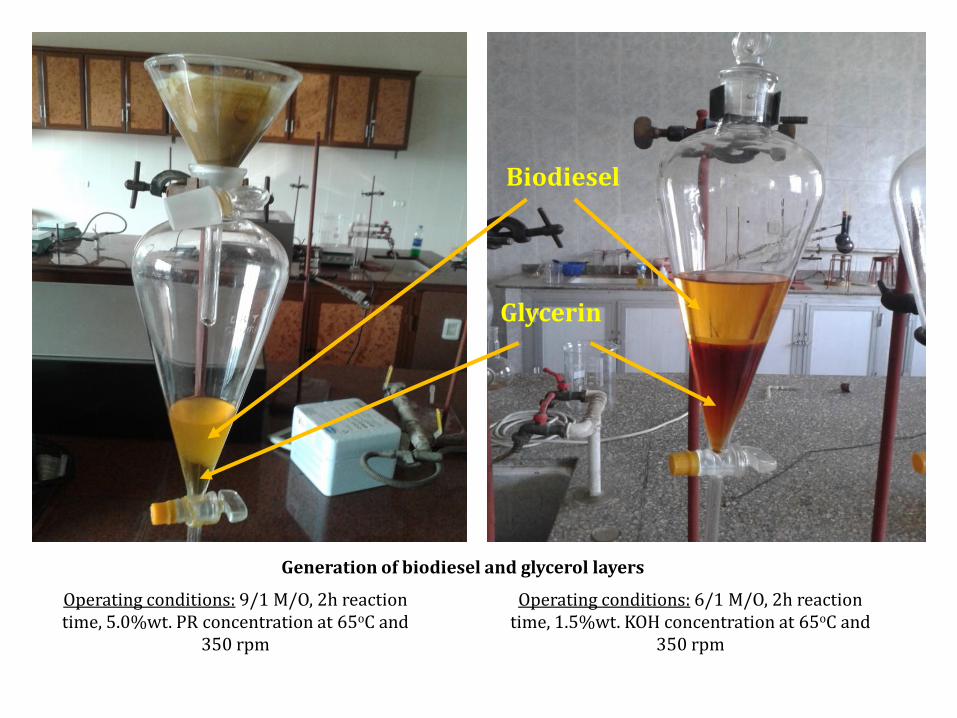
Glycerin
Biodiesel
Operating conditions: 9/1 M/O, 2h reaction time, 5.0%wt. PR concentration at 65oC and
350 rpm
Operating conditions: 6/1 M/O, 2h reaction time, 1.5%wt. KOH concentration at 65oC and
350 rpm
Generation of biodiesel and glycerol layers
Qualifications of Product
Physico-chemical Properties of Biofuel
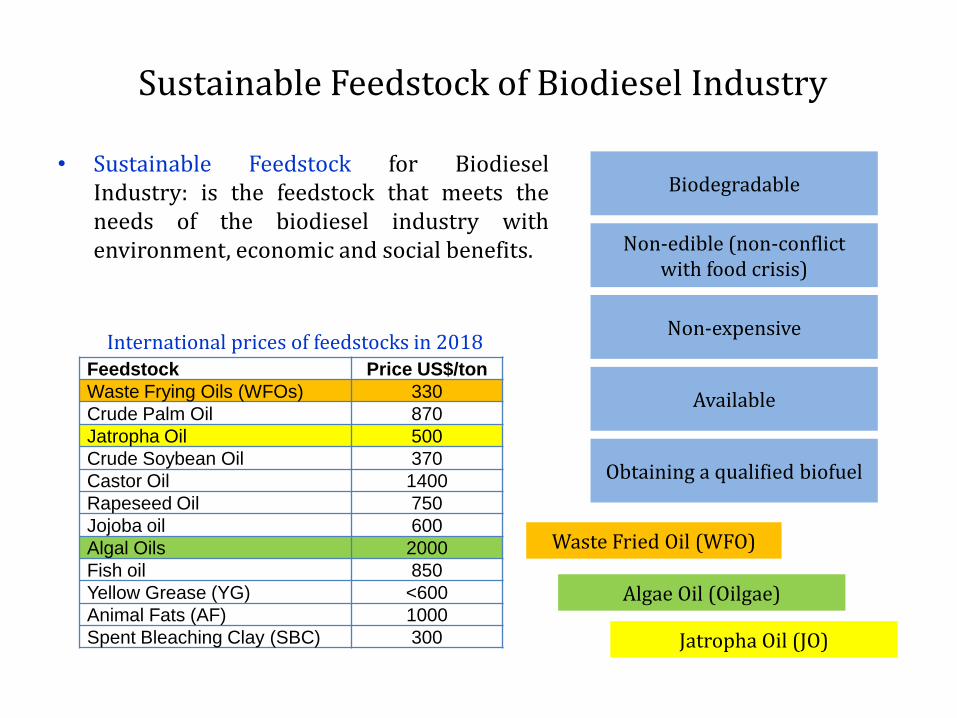
Sustainable Feedstock of Biodiesel Industry
• Sustainable Feedstock for Biodiesel Industry: is the feedstock that meets the needs of the biodiesel industry with environment, economic and social benefits.
Biodegradable
Non-edible (non-conflict with food crisis)
Non-expensive
Available
Obtaining a qualified biofuel
Waste Fried Oil (WFO)
Algae Oil (Oilgae)
Jatropha Oil (JO)
Feedstock Price US$/ton
Waste Frying Oils (WFOs) 330
Crude Palm Oil 870
Jatropha Oil 500
Crude Soybean Oil 370
Castor Oil 1400
Rapeseed Oil 750
Jojoba oil 600
Algal Oils 2000
Fish oil 850
Yellow Grease (YG) <600
Animal Fats (AF) 1000
Spent Bleaching Clay (SBC) 300
International prices of feedstocks in 2018

Product Quality
• Product quality is important – modern diesel engines are very sensitive to fuel.
• It is not biodiesel until it meets Quality Standards. • Reaction must be >98% complete.
• Acid number – for degrading, oxidized fuel
• Flashpoint – for residual methanol
• Water & sediment – fuel fouling, deposits
• Sulfated ash – for residual catalyst
• Total glycerin – for incomplete conversion, detects residual mono, di and tri glycerides
• Free glycerin – inadequate fuel washing

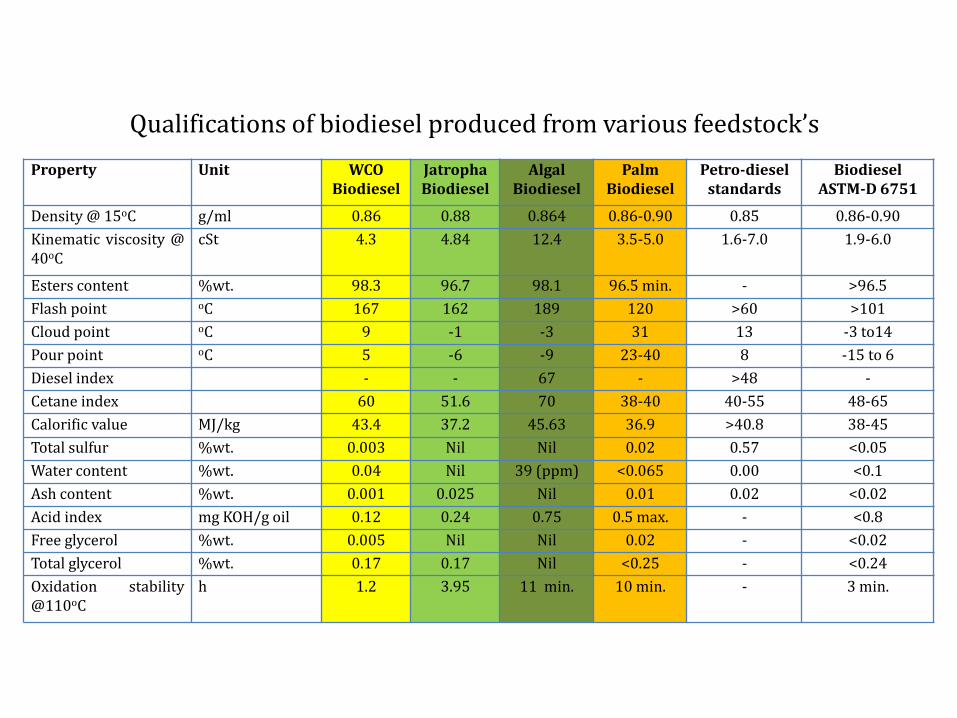
Property Unit WCO Biodiesel
Jatropha Biodiesel
Algal Biodiesel
Palm Biodiesel
Petro-diesel standards
Biodiesel ASTM-D 6751
Density @ 15oC g/ml 0.86 0.88 0.864 0.86-0.90 0.85 0.86-0.90
Kinematic viscosity @ 40oC
cSt 4.3 4.84 12.4 3.5-5.0 1.6-7.0 1.9-6.0
Esters content %wt. 98.3 96.7 98.1 96.5 min. - >96.5
Flash point oC 167 162 189 120 >60 >101
Cloud point oC 9 -1 -3 31 13 -3 to14
Pour point oC 5 -6 -9 23-40 8 -15 to 6
Diesel index - - 67 - >48 -
Cetane index 60 51.6 70 38-40 40-55 48-65
Calorific value MJ/kg 43.4 37.2 45.63 36.9 >40.8 38-45
Total sulfur %wt. 0.003 Nil Nil 0.02 0.57 <0.05
Water content %wt. 0.04 Nil 39 (ppm) <0.065 0.00 <0.1
Ash content %wt. 0.001 0.025 Nil 0.01 0.02 <0.02
Acid index mg KOH/g oil 0.12 0.24 0.75 0.5 max. - <0.8
Free glycerol %wt. 0.005 Nil Nil 0.02 - <0.02
Total glycerol %wt. 0.17 0.17 Nil <0.25 - <0.24
Oxidation stability @110oC
h 1.2 3.95 11 min. 10 min. - 3 min.
Qualifications of biodiesel produced from various feedstock’s

Oleo chemicals Production
It is the time…
Oleo chemical Industry
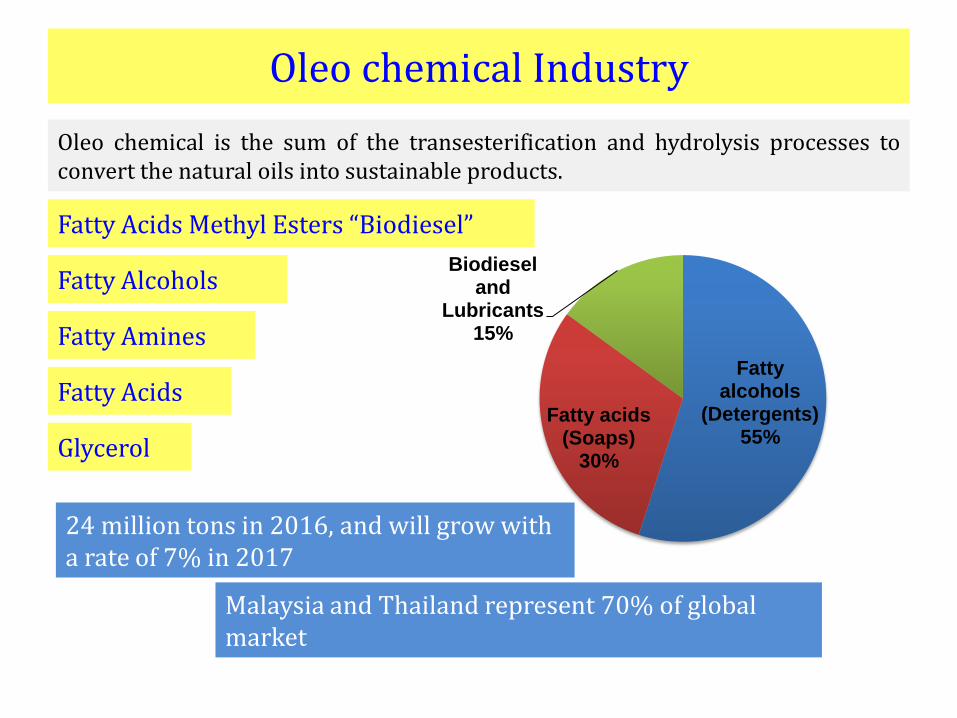
24 million tons in 2016, and will grow with a rate of 7% in 2017
Malaysia and Thailand represent 70% of global market
Fatty Acids
Fatty Alcohols
Fatty Amines
Fatty Acids Methyl Esters “Biodiesel”
Glycerol
Fatty alcohols
(Detergents) 55%
Fatty acids (Soaps)
30%
Biodiesel and
Lubricants 15%
Oleo chemical is the sum of the transesterification and hydrolysis processes to convert the natural oils into sustainable products.

NA
TU
RA
L O
ILS
Fatty Alcohols
Glycerin
Fatty Acid Methyl Esters “Biodiesel”
Fatty Acids
Transesterification
Splittin
g E
sterification
Direct
hy
dro
genatio
n
Am
inatio
n
Hyd
rogen
ation
Neutralization
Esterification
Ethoxylation
Esterification
Amination Fatty Amines
F.A. ethoxylates
F.A. esters
F.A. liquid soap
Triacetine
Partial glycerides
Non-ionic surfactant
Esters
F. O
H su
lfates
F. O
H eth
oxylates
Alk
yl chlo
rides
Alk
yl ether su
lfate
Alk
yl etho
xylate
Alk
yl ether
carbo
xylate
Am
ine o
xide
F.A
. Alk
ano
lamid
es
Hyd
rogen
ated lan
olin

Plant Source Seed oil content
(% oil by wt in
biomass)
Oil yield
(L oil/ha year)
Land use
(m2 year/kg
biodiesel)
Biodiesel
productivity
(kg biodiesel/ha year)
Corn 44 172 66 152
Soybean 18 636 18 562
Jatropha C. 28 741 15 656
Sunflower 40 1070 11 946
Castor 48 1307 9 1156
Palm oil 36 5366 2 4747
Microalgae
(medium oil content)
50 97 800 0.1 86 515
• Oleochemicals industry is still a new business, growing
throughout the world and only survives by being a part of the government policy.
• Feedstock is the controlling factor of biodiesel and oleochemical industry.

Oleochemical Business Environment
• Considerably new business.
• Growing throughout the world.
• Environment / Energy security / Self sufficient.
• Only survive by government policy.
• Capacity way over demand.
• Availability of feedstock.
• Food vs. Fuel.
• FAME has its limitations.
• Sustainability.

Hassan El Shimi http://scholar.cu.edu.eg/?q=hassanelshimi/
Any questions?






![Dr. Eng. Hassan El Shimi · [3] El Shimi, Hassan Ibrahim. (2018). "Potential Feedstocks for Biodiesel and Oleochemicals Production: A Case Study of Thailand". Renewable & Sustainable](https://img.pdfslide.us/doc/110x75/5e1a14501a58e145ff19493a/dr-eng-hassan-el-shimi-3-el-shimi-hassan-ibrahim-2018-potential-feedstocks.jpg)












![economically important seaweeds - [email protected] - Central](https://img.pdfslide.us/doc/110x75/620494014b1be21e4726e30d/economically-important-seaweeds-emailprotected-central.jpg)






