Embed Size (px)
Citation preview

Surface-Grinding Kinetics for the Concentration of PGMsfrom Spent Automobile Catalysts by Attritor Surface Grinding
Gangfeng Liu1, Tomoki Ichinose2,+1, Ayumu Tokumaru2,+1 and Shuji Owada1,+2
1Department of Resources and Environmental Engineering, Faculty of Science and Engineering,Waseda University, Tokyo 169-8555, Japan2Department of Earth Resources and Environmental Engineering, Graduate School of Creative Science and Engineering,Waseda University, Tokyo 169-8555, Japan
Spent automobile catalyst is an important secondary resource of PGMs (platinum group metals), and the recovery is fairly significant.Various recovery technologies have been reported and applied in practical production, including pyro- and hydrometallurgical processes.Because the grade of PGMs in the catalysts is quite low, approximately 0.5mass%, present recycling technologies involve high energyconsumption. Enriching PGMs with energy-saving physical separation methods as a pre-treatment is therefore of great significance.
Automobile catalyst is usually composed of cordierite phase as a substrate and an alumina/ceria phase, with PGMs, which covers thecordierite phase. In this research, a combined flowsheet, jaw crusher, crushing rolls, and attritor, was used to perform selective grinding andconcentrate the alumina/ceria phase into finer size ranges. High-grade alumina/ceria phase was recovered into a ¹0.3mm size fraction with57% recovery by using the jaw crusher and crushing rolls for pre-crushing. The coarser size fractions, in which the alumina/ceria phase was stillpresent, was fed to the following surface-grinding step with an attritor to concentrate alumina/ceria phase further. By combining pre-crushingand surface grinding as described above, an alumina/ceria concentrate was produced with a grade of 66%, recovery of 76%, and separationefficiency of 52%.
This research used the Ouchiyama model, a well-known surface-grinding model, to evaluate attritor surface grinding for various feed sizefractions. Results of kinetic analyses and experiments demonstrated that surface grinding became predominant for larger feed size fractionsunder the condition of low ball-media content because of collisions between sample particles, but for smaller feed size fractions, surface grindingoccurred mainly by collisions of sample particles with the grinding media because of the small size of the sample particles. Surface grinding ofthe cordierite phase was also observed, especially for coarser feed size particles for which the exposure ratio of the alumina coat layer was lowercompared with finer feed particles. [doi:10.2320/matertrans.M2014082]
(Received March 5, 2014; Accepted April 3, 2014; Published May 25, 2014)
Keywords: automobile catalyst, platinum group metals (PGMs), attritor, grinding kinetics, surface grinding, selective function, breakagefunction
1. Introduction
World reserves of platinum group metals (PGMs) arelimited and unevenly distributed, with approximately 90% ofthe world’s PGM production originating from South Africaand Russia.1) Meanwhile, high-grade PGM reserves havebeen diminished, and the remaining reserves are low-gradeores, which invariably involve high smelting cost. Recoveryof PGMs from used products is therefore significant. Spentautomobile catalyst, whose demand consumes almost half ofPGMs, is the most important secondary resource of PGMs.2)
Molten copper collection, the “Rose Process”, followed bysolvent extraction is one of the best processes to recoverPGMs from spent automobile catalyst, with PGM recovery ashigh as 98%,3) but the process is considered to be energy-consuming. A large number of other chemical processes havebeen reported in the literature.46) However, little attentionhas been paid to physical concentration of PGMs as a pre-treatment for these smelting and refining processes.
As shown in Fig. 1, automobile catalyst is usuallycomposed of a cordierite phase as a substrate and a PGM-containing alumina/ceria phase that covers the cordierite.This research aims to separate the alumina/ceria phase fromthe cordierite phase to concentrate PGMs by selectivecomminution as a pre-treatment, in which two-step crushing(using jaw and roll crushers) and surface grinding (using an
attritor) are used. The attritor is known as an effectivemachine for surface grinding, but its detailed mechanism isstill not fully understood. In this paper, the Ouchiyama modelis used to explain the kinetics of surface grinding as well asthe effect of grinding speed, sample/media ball ratio, etc. onthe behavior occurring in surface grinding.
2. Experimental
The sample, used in our research, is spent three-waycatalyst (TWC), which is collected by Mitsubishi MaterialsCorporation from the same model of scrap automotive, theweight of one spent automobile catalyst is about 1 kg, whichcontains approximately 1 g PGMs. Spent automobile cata-lysts were first crushed in a jaw crusher (open and closed setswere adjusted to 25 and 2mm respectively, EF-K and OtsukaIron Works, Ltd.) and a double-roll crusher (gap was 0.5mm,AR-35 and Otsuka Iron Works, Ltd.). After crushing, theproducts were classified with Japanese Industrial Standard
Fig. 1 Cross-sectional view of the through-hole.
+1Graduate Student, Waseda University+2Corresponding author, E-mail: [email protected]
Materials Transactions, Vol. 55, No. 6 (2014) pp. 978 to 985©2014 The Japan Institute of Metals and Materials EXPRESS REGULAR ARTICLE

(JIS) standard sieves, and each fraction was analyzed withX-ray fluorescence (XRF) (ZSX-Primus II and Rigaku) toclarify the chemical composition. Figure 2 shows the sizedistribution and mineral composition of each fraction. In thecourse of crushing, the lattice structure of the catalyst wasbroken, and selective crushing occurred, particularly at thecorners of the lattice, where the alumina phase is thickest, andat the interface between the alumina/ceria and cordieritephases, which has weak interfacial force. Afterwards, thealumina/ceria coat layer was crushed finely and concentratedinto finer particle fractions. In the ¹0.3mm size fractions, thegrade of the alumina/ceria phase was improved to 69mass%and that of the PGMs to 2.1mass%, from 26.1 and 0.9mass%of the feed material respectively.
As shown in Fig. 2, most of the coat layer has beenseparated from the cordierite substrate and concentrated intofiner fractions, but large amounts of coat layer still exist in thecoarse fractions. Therefore, to achieve higher recovery of thePGM-containing coat layer, the coarse particles need to befurther processed by a selective grinding process such assurface grinding. The surface-grinding experiments werecarried out using an attritor (model MA01D, Mitsui MiikeSeisakusho). The attritor has a cylindrical cell with severalrotating blades set along the central axis and mill balls asgrinding media. In operation, the helically set blades,powered by an electric motor, rapidly stir the feed materialmixed with media balls to create frictional forces between theballs and the feed materials, following which the surfacecomponent is abraded and separated selectively from the feedbulk material.
A summary of the experimental conditions is shown inTable 1. After grinding under each condition, the productswere screened and classified into several size fractions, thecompositions were analyzed by XRF (ZSX-Primus II andRigaku), and the grades of the cordierite phase and the coatphase were obtained by normative calculation under differentgrinding conditions.
3. Experimental Results and Discussion
3.1 Particle-size distribution of the products of attritorsurface grinding
Figure 3 shows the particle-size distribution by attritor,with a grinding time of 30 s for each size fraction producedby jaw and roll crushing. It is clear that the smaller theparticle/(particle + media ball) volume ratio, the greater isthe amount of fine particles generated in the case of 0.60.85 and 0.851.18mm feed fractions. This indicates thatincreasing the media-ball content in the cell could promotegrinding (both surface and bulk grinding) of these two sizefractions. In the case of 1.181.7mm feed size, the size
Fig. 2 Size and mineral composition distribution of product after jawcrusher and crushing roll.
Table 1 Summary of experimental conditions.
Item Experimental conditions
Material media Zirconia
Ball diameter, D/mm 2
Rotation time, t/s 30, 60, 120, 240
particle volume ratio 0.2, 05, 0.8, 1
Rotation speed of stirrer (rpm) 388
Feed + media ball, V/ml 389
Feed size, l/mm 0.60.85, 0.851.18, 1.181.7
Feed 0.6-0.85 mm
Und
ersi
ze c
umul
ativ
e w
eigh
t (%
)
0.1
1
10
100
0.1
1
10
100Feed 0.85-1.18 mm
11
10
100Feed 1.18-1.7 mm
Und
ersi
ze c
umul
ativ
e w
eigh
t (%
)U
nder
size
cum
ulat
ive
wei
ght (
%)
Particle / (Particle + ball media) Volume Ratio
0.2 0.5
0.01 0.1
0.8 1.0
Particle size, l /mm
Fig. 3 Particle size distribution of products grinded by attritor.
Surface-Grinding Kinetics for the Concentration of PGMs from Spent Automobile Catalysts by Attritor Surface Grinding 979

distribution did not change with various particle/(particle +media ball) sample ratios, and a small amount of fineparticles was generated in the product, but a considerableamount of medium-size (0.51.0mm) particles. It wasassumed that bulk grinding was predominant in the grindingprocess and that the media balls did not have a major effecton surface grinding, but rather that the feed particles wouldinteract with each other through abrasion.
3.2 Grade, recovery, and separation efficiency of attritorsurface grinding
Figure 4 shows the grade, recovery, and separationefficiency of the alumina/ceria phase from the cordieritephase as a function of feed (volume) ratio. It is clear that theproduct of ¹75 µm size fractions is abundant in the alumina/ceria (PGM) phase. As shown in Fig. 4, under conditionsof higher feed ratio, the ¹75 µm products yielded a highergrade, but lower recovery of the alumina/ceria phase for allfeed size fractions. In previous research, the fine particles(¹75 µm) were generated by both surface and bulk grinding,but their fracture mechanisms were different: surface grindingabraded fine particles from the sample surface, which is ahighly selective process, while the products of bulk grindinggenerally approximated a normal distribution, and theamount of fine particles was quite small. If surface grindingplayed a dominant role, most of the fine products wouldinvolve large amounts of alumina/ceria phase remaining onthe surface of the feed particles.
It was expected that the coat layer, which is mainlycomposed of alumina and ceria phases, would be abraded andseparated at the beginning of attritor grinding, but as grindingpreceded, the cordierite substrate phase would becomeexposed onto the particle surface, following which thecordierite phase would be ground into fine fractions. Asshown in Fig. 4, the highest grade of alumina/ceria phasewas obtained in the lowest range of media-ball content. Thismay have been due to two reasons: that surface grindingplays a lead role under this condition, or that surface grindinggenerated mainly alumina/ceria phase.
Figures 3 and 4, in the cases of 0.60.85 and 0.851.18mm feed fractions, indicate that a high grade ofalumina/ceria fine particles (¹75 µm) was obtained underlow ball content, but that the quantity of these particles wasquite small. Combining these results with the previousanalysis, it could be concluded that a high grade of fineproduct cannot directly prove a high probability of surface-grinding generation. Although for the feed of 1.181.7mmfraction, compared with the other two groups, the highestgrade of alumina/ceria phase (¹75 µm) was also obtainedat a low media-ball ratio, recovery was almost constantat different ball-content ratios, which indicates that theprobability of surface grinding for the largest feed size range(1.181.7mm) was almost unaffected by media-ball content.
3.3 Weight and grade of finest product Changed inattritor grinding
By analyzing the grade of the alumina/ceria phase (forwhich the finest product fraction (¹75 µm) was the highestamong all grinding conditions) and the mechanism of surfacegrinding (the fine particles were separated from the sample
surface), it could be assumed that the finest product (¹75 µm)was mainly generated by surface grinding. Figure 5(a) showsthe dynamic weight increase of the finest products (¹75 µm)as a function of grinding time. The weight of finest particlesgenerated by attritor grinding increased with grinding time,especially at the beginning, where the rate of increase washigher, after which the increase gradually slowed down,approaching linear growth. The reason for this phenomenoncould be the characteristics of the attritor grinding feed, inwhich huge quantities of micro-cracks and angular edgeswere generated by pre-crushing before attritor grinding. Itwas expected that after a period of grinding, these micro-cracks and edges would be smoothed off by surface grinding,and therefore the grinding speed would be slower than atthe beginning. The media-ball content ratio had a differentinfluence on grinding speed for each feed fraction: for thesmall feed size fraction (0.60.85mm), the higher the ball-
Gra
de (
%)
Rec
over
y (%
)S
epar
atio
n ef
ficie
ncy(
%)
0
20
40
100
60
80
0
10
20
30
Gra
de (
%)
Rec
over
y (%
)S
epar
atio
n ef
ficie
ncy(
%)
0
20
40
100
60
80
0
10
20
30
Particle / (Particle + ball media)Volume Ratio
Gra
de (
%)
Rec
over
y (%
)S
epar
atio
n ef
ficie
ncy(
%)
0 0.20
20
40
100
60
80
0.40
10
20
30
Grade
Feed 1.18-1.7 mm
Feed 0.85-1.18 mm
Feed 0.6-0.85 mm
0.80.6 1.0
Separation efficiencyRecovery
Fig. 4 Grade, recovery and separation efficiency of products for particle/(particle + ball media) volume ratio.
G. Liu, T. Ichinose, A. Tokumaru and S. Owada980

content ratio, the quicker the grinding speed became, whilethe highest grinding speed for medium (0.851.18mm) andlarge (1.181.7mm) feeds was achieved at 50% ball content.The reasons for this phenomenon will be discussed in thefollowing sections.
Figure 5(b) shows the finest product grade as a functionof the weight of finest product under various particle/(particle + media ball) ratios. The grade of finest productdecreased as its weight increased under all grindingconditions, which was attributed to the exposure ratio ofthe alumina/ceria phase on the sample surface. In the earlystage of grinding, the cordierite was nearly 100% covered bythe alumina/ceria phase, meaning that attritor surface grind-ing occurred on coat layer and generated fine particles with ahigh alumina/ceria grade. As grinding progressed, parts ofthe alumina/ceria phase were separated from the samplesurface, and the cordierite underneath became exposed. Atthis point, grinding began to take place, not only on thealumina/ceria phase, but also on the exposed cordierite,following which the grade of finest product began to decline.
3.4 Concentration of the alumina phaseTo concentrate PGM-bearing alumina/ceria phase from
spent automobile catalysts, two-step crushing and attritorsurface grinding were used. The final results are shown inTable 2, which shows the conditions for the best results forcoat-layer recovery, grade, and separation efficiency from¹0.3mm product fractions by two-step crushing and attritorsurface grinding under various conditions. Under allconditions, the grade of alumina/ceria phase and PGMs hasdoubled from that of the raw sample. The combinedcomminution flow had a significant influence on selectiveseparation and concentration of the PGM-bearing coat layerfrom the cordierite substrate, but parts of the alumina/ceriaphase still existed in the coarse-grain group particle fractions,which would have to be further processed to obtain a higherPGM recovery rate. It is planned to use quenching first as apre-treatment and then a wet attritor grind for selectiveseparation to achieve high liberation of the alumina/ceriaphase, followed by flotation to collect the alumina/ceriaphase.
Grind time, t / s Weight percentage of-75 µm (%)
(a) (b)
Fig. 5 Weight percent and grade of ¹75µm products by attritor.
Surface-Grinding Kinetics for the Concentration of PGMs from Spent Automobile Catalysts by Attritor Surface Grinding 981

4. Calculation and Evaluation by the Ouchiyama Model
The conventional index, including grade, recovery, andseparation efficiency, could not provide a sufficient evalua-tion of attritor surface grinding, and the detailed mechan-ism of attritor grinding remains unclear. Therefore, theOuchiyama model, which is based on population balancemethods, was used to analyze and evaluate results of attritorsurface grinding under various grinding conditions. The useof population balance methods to provide a quantitativebasis for predicting the behavior of particle processing hasbeen significant in various areas.7) Many theoretical studieshave been devoted to the kinetic analysis of grinding andattrition.8,9) The “selection function” and the “breakagefunction” were proposed by Nakajima and Tanaka (1974)to analyze the grinding equation. In this paper, the attritorgrinding results were analyzed using the Ouchiyamamodel.
4.1 Ouchiyama grinding equationAccording to the kinetic theory of surface grinding, the
size distribution of particles in the grinding process can bedescribed by an integral-differential equation which includesthe concepts of selection function and breakage function.10)
The Ouchiyama surface-grinding model,11) as stated ineq. (1), assumes that attritor grinding consists of two parts:surface (abrasion) grinding and bulk (fracture) grinding, andthat the product weight per unit time is equal to the sum ofthe total weights obtained by surface grinding and bulkgrinding:
@RðD; tÞ=@t ¼ �Z Dmax
D
Saðd; tÞBaðD; dÞgðd; tÞdd
�Z Dmax
D
Sfðd; tÞBfðD; dÞgðd; tÞdd ð1Þ
Where D is the feed particle diameter at grinding time t and dis the particle diameter of the grinding product, which is lessthan D. At milling time t, the grind ratio of feed particleD can be expressed as in eq. (1). The fractional mass ofparticles selected for breakage in unit time, Sðd; tÞ, is calledthe selection function, and the function BðD; dÞ represents thecumulative size distribution of the ground particles finer thanD and is called the breakage function. To apply eq. (1),the selection and breakage functions must be specified. Inabrasion, an elemental particle degradation process yieldsone daughter particle of almost similar size to the parentand a large number of other extremely smaller daughterparticles. In fracture, the following simple mathematical
models are assumed for particle degradation, as shown ineqs. (2) and (3):
Sf ¼ Kfdn ð2Þ
BfðD; dÞ ¼ ðD=dÞm ð3ÞWhere Ka is the speed of surface grinding, Kf is the speed ofbulk grinding, Dmax is the maximum particle size of thesample, and m, n are the selection function index and thebreakage function index respectively for bulk grinding.
Combining the characteristics of abrasion and fracturegrinding, the size distribution of products in the grindingprocess can be described as an integral-differential equation,as shown in eq. (4):
@PðD; tÞ=@t ¼ 3Ka
Z Dmax
D
@Pðd; tÞ=@d � 1=d � dd
þKa � @PðD; tÞ=@DþKfDm
�Z Dmax
D
@Pðd; tÞ=@d � 1=dm�n � dd ð4Þ
4.2 Determination of the breakage functionIn attritor grinding, the breakage function corresponds to
abrasion and fracture mechanisms. Abrasion grinding gen-erates one daughter particle of similar size to the feedparticles and a large number of much smaller daughterparticles. However, when breakage is caused by fracture,material of intermediate size also exists. In this study, aweight-drop test was used to simulate the particle distributionin fracture grinding. Particle-size distributions from theweight-drop test for various sizes of feed were used todetermine the breakage-function index, m, using eq. (3). Inthe weight-drop test, an iron ball was first magneticallyadsorbed by an electromagnet and then fell off freely whenthe electric current was cut off, which gave the ball impactenergy to break the particle sample. In this case, theminimum energy given by the ball to destroy the sampleparticle was about 1.4 © 10¹42.0 © 10¹4 J regardless of thesample particle size. The particles produced by the weight-drop test were too small to measure by sieving, and thereforethe ImagePro software was used to take photographs of theparticles to obtain the particle-size distribution. The spentautomobile catalyst consisted of plate-shaped particles witha thickness of about 0.2mm. It was assumed that particlethickness, which was greater than 0.2mm, did not change inthe weight-drop test process and that the size distribution ofthis type of particle was measured by the short diameter.In addition, any particle with a size less than 0.2mm was
Table 2 Attritor surface-grinding conditions when grade, recovery, and separation efficiency are at the maximum.
Attritor surface-grinding conditions
Grade(%)
Concentrationratio (%)
Recovery(%)
Separation efficiency(%)
0.60.85mm 0.851.18mm 1.181.7mm
Only jaw crusher andcrushing roll
69.2 2.14 57.2 45.0 ® ® ®
Maximum grade 69.2 2.14 70.6 49.9 1.0 1.0 1.0
Maximum recovery 62.7 1.94 78.9 50.5 0.2 0.2 0.2
Maximum separation efficiency 65.8 2.03 76.3 51.8 0.5 0.2 0.8
G. Liu, T. Ichinose, A. Tokumaru and S. Owada982
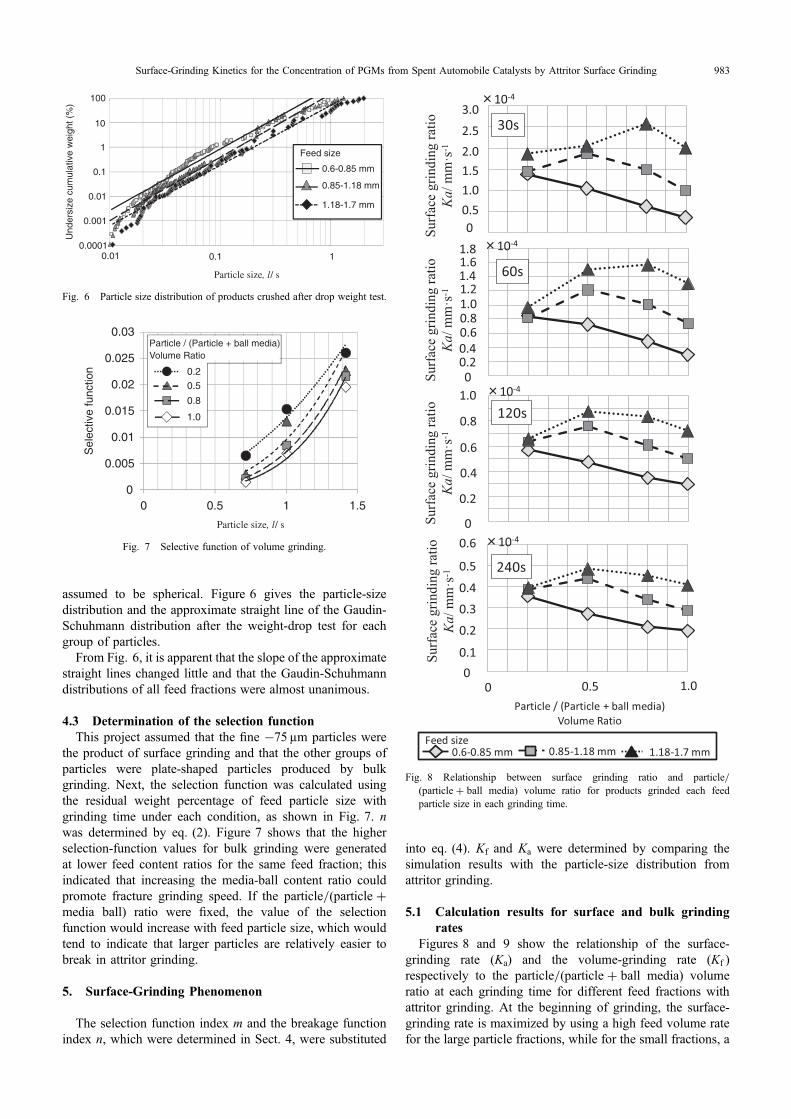
assumed to be spherical. Figure 6 gives the particle-sizedistribution and the approximate straight line of the Gaudin-Schuhmann distribution after the weight-drop test for eachgroup of particles.
From Fig. 6, it is apparent that the slope of the approximatestraight lines changed little and that the Gaudin-Schuhmanndistributions of all feed fractions were almost unanimous.
4.3 Determination of the selection functionThis project assumed that the fine ¹75 µm particles were
the product of surface grinding and that the other groups ofparticles were plate-shaped particles produced by bulkgrinding. Next, the selection function was calculated usingthe residual weight percentage of feed particle size withgrinding time under each condition, as shown in Fig. 7. nwas determined by eq. (2). Figure 7 shows that the higherselection-function values for bulk grinding were generatedat lower feed content ratios for the same feed fraction; thisindicated that increasing the media-ball content ratio couldpromote fracture grinding speed. If the particle/(particle +media ball) ratio were fixed, the value of the selectionfunction would increase with feed particle size, which wouldtend to indicate that larger particles are relatively easier tobreak in attritor grinding.
5. Surface-Grinding Phenomenon
The selection function index m and the breakage functionindex n, which were determined in Sect. 4, were substituted
into eq. (4). Kf and Ka were determined by comparing thesimulation results with the particle-size distribution fromattritor grinding.
5.1 Calculation results for surface and bulk grindingrates
Figures 8 and 9 show the relationship of the surface-grinding rate (Ka) and the volume-grinding rate (Kf )respectively to the particle/(particle + ball media) volumeratio at each grinding time for different feed fractions withattritor grinding. At the beginning of grinding, the surface-grinding rate is maximized by using a high feed volume ratefor the large particle fractions, while for the small fractions, a
100
10
1
0.1
0.01
0.001
0.000110.10.01
0.6-0.85 mm
0.85-1.18 mm
1.18-1.7 mm
Feed size
Und
ersi
ze c
umul
ativ
e w
eigh
t (%
)
Particle size, l / s
Fig. 6 Particle size distribution of products crushed after drop weight test.
0
0.005
0.01
0.015
0.02
0.025
0.03
0
Sel
ectiv
e fu
nctio
n 0.2
0.5
0.8
1.0
Particle / (Particle + ball media) Volume Ratio
Particle size, l / s
1.510.5
Fig. 7 Selective function of volume grinding.
Fig. 8 Relationship between surface grinding ratio and particle/(particle + ball media) volume ratio for products grinded each feedparticle size in each grinding time.
Surface-Grinding Kinetics for the Concentration of PGMs from Spent Automobile Catalysts by Attritor Surface Grinding 983

higher surface-grinding rate is achieved at lower feed rate.As shown in previous analyses, surface grinding acts on thesample surface to abrade material into fine particles usingsome medium, which could be media balls or the sampleparticles themselves. The latter is called autogenous grinding.Autogenous grinding occurs more probably among thelargest particles, which are long enough to contact eachother. The highest surface-grinding rate occurred in the caseof low ball-media content at the beginning of grinding.However, for the small feed fraction, surface grinding ismainly generated by media balls, and therefore higher media-ball content would promote surface grinding. As grindingprogressed, the highest surface-grinding rate for the largestfeed fraction tended to occur at low feed/(feed + mediaballs) ratios. This phenomenon can be attributed to feed sizereduction, which is achieved by surface and bulk grinding. Inother words, the largest feed fraction had changed to becomea medium or small feed fraction after a certain grinding time.
As shown in Fig. 9, the higher bulk rates, which decreasewith grinding time, are generated at low feed volume ratiosbecause the energy for volume grinding is mainly providedby the impact of the media balls on the particles. The largerfeed fractions are usually associated with higher bulk-grinding rates due to the characteristic of the feed particles,which have the same thickness, but different lengths betweenfeed fractions. All this means that larger feed fractions areassociated with larger length-thickness ratios, so that thelargest feed fraction experiences the highest bulk-grindingrate in attritor surface grinding.
5.2 Relationship between surface grinding rate andalumina recovery
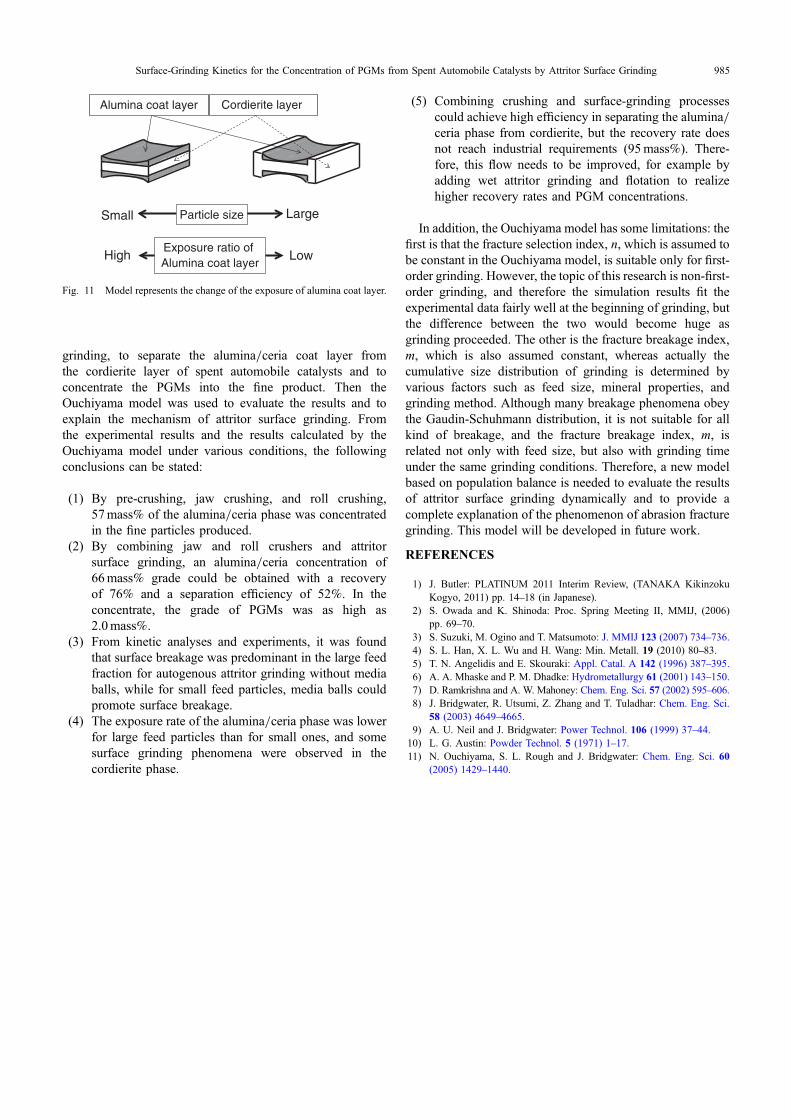
Figure 10 shows the relationship between the recoveriesof alumina/ceria coat layer for ¹75 µm products, checkedand calculated by XRF, and the theoretical straight-linefunction of surface-grinding rate at 30 s grinding time foreach feed fraction. The alumina/ceria phase was assumed tobe recovered as the ¹75 µm product fraction. For the variousgrinding conditions, including feed size and particle/(particle + media ball) volume ratio, the grinding depth ofthe coat layer was calculated from the surface-grindingrate; then the weight of fine particles generated by surfacegrinding was calculated and the relationship betweentheoretical recovery at each surface-grinding rate and thetheoretical straight line was obtained, as shown in Fig. 10.Compared with the theoretical straight line, the recovery ofalumina/ceria (¹75 µm) was lower than the theoretical datafor each feed fraction, especially for the largest particles(1.181.7mm). This may be ascribed to the assumption thatthe ¹75 µm fine product obtained by surface grinding ispure alumina/ceria phase. However, in fact, the effects ofsurface grinding occurred not only on the alumina/ceriaphase, but also on some of the cordierite phase. As shown inFig. 11, the exposure ratio of the alumina/ceria coat layerbecame smaller, especially in the larger particle sizes, becauseof the special structure of the catalysts, and therefore thedifference in recovery rate between theoretical and exper-imental data tended to become larger with increasing feedsize.
6. Conclusions and Future Work
This research used selective separation technology,including jaw crushing, crusher rolls, and attritor surface
Vol
ume
grin
ding
rat
io
Kf/
mm
3. s
-1V
olum
e gr
indi
ng r
atio
K
f/ m
m3. s
-1V
olum
e gr
indi
ng r
atio
K
f/ m
m3. s
-1
Vol
ume
grin
ding
rat
io
Kf/ m
m3
s-1
Fig. 9 Relationship between surface grinding ratio and particle/(particle + ball media) volume ratio for products grinded each feedparticle size in each grinding time.
0
2
4
6
8
10
12
14
0 0.0001 0.0002 0.0003
Rec
over
y of
-0.
075
mm
A
lum
ina
coat
laye
r (%
)
Feed size
Linear theory
0.6-0.85 mm
0.85-1.18 mm
1.18-1.7 mm
Surface grinding ratio Ka/ mm ·· s−1
Fig. 10 Relationship between surface grinding ratio and recovery of¹0.075mm alumina coat layer grinded in each feed size.
G. Liu, T. Ichinose, A. Tokumaru and S. Owada984
grinding, to separate the alumina/ceria coat layer fromthe cordierite layer of spent automobile catalysts and toconcentrate the PGMs into the fine product. Then theOuchiyama model was used to evaluate the results and toexplain the mechanism of attritor surface grinding. Fromthe experimental results and the results calculated by theOuchiyama model under various conditions, the followingconclusions can be stated:
(1) By pre-crushing, jaw crushing, and roll crushing,57mass% of the alumina/ceria phase was concentratedin the fine particles produced.
(2) By combining jaw and roll crushers and attritorsurface grinding, an alumina/ceria concentration of66mass% grade could be obtained with a recoveryof 76% and a separation efficiency of 52%. In theconcentrate, the grade of PGMs was as high as2.0mass%.
(3) From kinetic analyses and experiments, it was foundthat surface breakage was predominant in the large feedfraction for autogenous attritor grinding without mediaballs, while for small feed particles, media balls couldpromote surface breakage.
(4) The exposure rate of the alumina/ceria phase was lowerfor large feed particles than for small ones, and somesurface grinding phenomena were observed in thecordierite phase.
(5) Combining crushing and surface-grinding processescould achieve high efficiency in separating the alumina/ceria phase from cordierite, but the recovery rate doesnot reach industrial requirements (95mass%). There-fore, this flow needs to be improved, for example byadding wet attritor grinding and flotation to realizehigher recovery rates and PGM concentrations.
In addition, the Ouchiyama model has some limitations: thefirst is that the fracture selection index, n, which is assumed tobe constant in the Ouchiyama model, is suitable only for first-order grinding. However, the topic of this research is non-first-order grinding, and therefore the simulation results fit theexperimental data fairly well at the beginning of grinding, butthe difference between the two would become huge asgrinding proceeded. The other is the fracture breakage index,m, which is also assumed constant, whereas actually thecumulative size distribution of grinding is determined byvarious factors such as feed size, mineral properties, andgrinding method. Although many breakage phenomena obeythe Gaudin-Schuhmann distribution, it is not suitable for allkind of breakage, and the fracture breakage index, m, isrelated not only with feed size, but also with grinding timeunder the same grinding conditions. Therefore, a new modelbased on population balance is needed to evaluate the resultsof attritor surface grinding dynamically and to provide acomplete explanation of the phenomenon of abrasion fracturegrinding. This model will be developed in future work.
REFERENCES
1) J. Butler: PLATINUM 2011 Interim Review, (TANAKA KikinzokuKogyo, 2011) pp. 1418 (in Japanese).
2) S. Owada and K. Shinoda: Proc. Spring Meeting II, MMIJ, (2006)pp. 6970.
3) S. Suzuki, M. Ogino and T. Matsumoto: J. MMIJ 123 (2007) 734736.4) S. L. Han, X. L. Wu and H. Wang: Min. Metall. 19 (2010) 8083.5) T. N. Angelidis and E. Skouraki: Appl. Catal. A 142 (1996) 387395.6) A. A. Mhaske and P. M. Dhadke: Hydrometallurgy 61 (2001) 143150.7) D. Ramkrishna and A. W. Mahoney: Chem. Eng. Sci. 57 (2002) 595606.8) J. Bridgwater, R. Utsumi, Z. Zhang and T. Tuladhar: Chem. Eng. Sci.
58 (2003) 46494665.9) A. U. Neil and J. Bridgwater: Power Technol. 106 (1999) 3744.10) L. G. Austin: Powder Technol. 5 (1971) 117.11) N. Ouchiyama, S. L. Rough and J. Bridgwater: Chem. Eng. Sci. 60
(2005) 14291440.
Particle sizeSmall Large
Exposure ratio of Alumina coat layer
High Low
Alumina coat layer Cordierite layer
Fig. 11 Model represents the change of the exposure of alumina coat layer.
Surface-Grinding Kinetics for the Concentration of PGMs from Spent Automobile Catalysts by Attritor Surface Grinding 985





























