Embed Size (px)
Citation preview

Superduplex stainless steels tubes for
subsea umbilicals
Jérôme Peultier, Olivier Wagner, Guy Durand and Gilles Thevenet
Vallourec Umbilicals
Journées annuelles des hydrocarbures – Porte Maillot, Paris, France.– 23th October, 2013

Summary
New technical challenges for umbilicals
Product characteristics
Vallourec Umbilicals
Process manufacturing
— Welding
— Annealing and quenching
— Non destructive testing
Mill and product qualification
Corrosion resistance in marine environment
— Crevice and pitting corrosion
— Hydrogen Induced Stress Cracking (HISC)
Savings
Conclusion
Journées annuelles des hydrocarbures – Porte Maillot, Paris – October 23th, 2013
* : courtesy DUCO
*
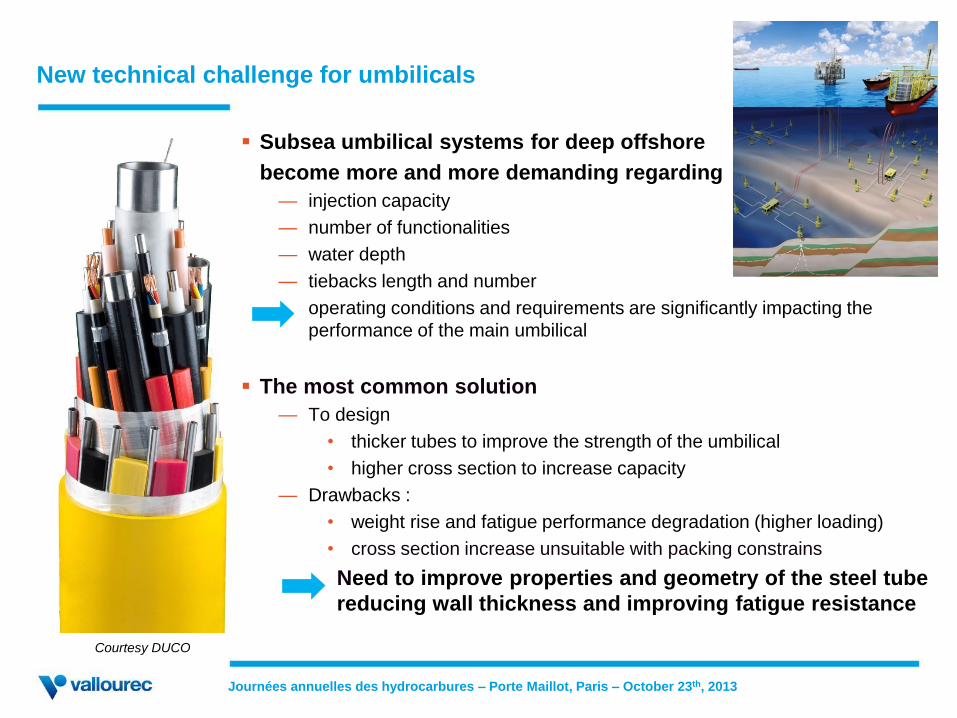
New technical challenge for umbilicals
Subsea umbilical systems for deep offshore
become more and more demanding regarding
— injection capacity
— number of functionalities
— water depth
— tiebacks length and number
operating conditions and requirements are significantly impacting the
performance of the main umbilical
The most common solution
— To design
• thicker tubes to improve the strength of the umbilical
• higher cross section to increase capacity
— Drawbacks :
• weight rise and fatigue performance degradation (higher loading)
• cross section increase unsuitable with packing constrains
Need to improve properties and geometry of the steel tube
reducing wall thickness and improving fatigue resistance
Courtesy DUCO
Journées annuelles des hydrocarbures – Porte Maillot, Paris – October 23th, 2013

Product characteristics
On strip : grade 2507 (UNS S32750 / EN 1.4410)
— PREN (Cr + 3.3Mo + 16N) 42.5
— Suitable pitting and crevice corrosion resistance
— High mechanical properties (duplex microstructure + cold rolling)
On tube
— Optimised strength (whatever the tube sizes)
• YS0,2 > 750MPa
• UTS > 900MPa
— Elongation ≥ 25%
Tight dimensional tolerances
— 5% of the Wall Thickness (WT) compared with 10% required by ASTM
A789
— Internal Diameter (ID) : -0/+0.2mm
Journées annuelles des hydrocarbures – Porte Maillot, Paris – October 23th, 2013

Vallourec Umbilicals
Vallourec (2012 figures)
— 5 326 M€
— Near 70% of sales in Oil& Gas and Petrochemicals
— More than 50 manufacturing facilities
— Presence in more than 20 countries
— 23200 employees worldwide
— 93M€ R&D investments
Pipe project division
— SURF market
— Strong local presence
Vallourec Umbilicals
— Steel tube for umbilicals
— Based on the experience of
Vallourec Heat Exchanger tubes (formerly Valtimet)
— With the technical support of
TOTAL SA headquarter Technology Division
Journées annuelles des hydrocarbures – Porte Maillot, Paris – October 23th, 2013

Manufacturing process
Orbital Welding line
Tube ends
preparation(1)
Sizing &
Straightening
Defect
Cutting(1)
Final
(customer)
reel
Hydrostatic test bench
Packing
Finished
reels
storage
Laser longitudinal welding line
NDT &
Marking
Intermediate
reel
Strip
Decoiler
Strip Preparation &
Forming Laser welding
Sizing &
Finishing
(1) Only for segments with defect indications (and strip splice weld)
Moving units in case of bad weld (tube never rolls back)
Orbital
welding(1)
X Ray
control (1)
Pressure
test
Water
cleaning
Flushing &
Drying
Nitrogen
filling
360°
Polishing(1)
Weld bead
finishing Heat treatment
Journées annuelles des hydrocarbures – Porte Maillot, Paris – October 23th, 2013

Manufacturing process - welding
Longitudinal laser weld Orbital TIG weld
Journées annuelles des hydrocarbures – Porte Maillot, Paris – October 23th, 2013

Manufacturing process – Annealing and quenching
Objectives
— Annealing (AT : annealing temperature)
• Stress (brought to forming and welding) release
• Optimal ferrite – austenite ratio
• Dissolution of detrimental phases precipitated during
welding and cooling (if any)
— Cooling (CR = cooling rate)
• Avoid formation of detrimental phases
Journées annuelles des hydrocarbures – Porte Maillot, Paris – October 23th, 2013
No phase 20% phase
[1]
[1] J.-O. Nilsson, Mater. Sci. Technol., 8, 685 (1992)
[2] Duplex stainless steels brochure, www.outokumpu.com
Min CR
Min AT [2]
Manufacturing process - NDT
In-line, real time non destructive test bench
— First EC
• Detection of punctual defects
— UT
• Phased array technology: control of 100% of the tube length and
circumference without any rotation of the tube or the UT head.
• To detect longitudinal or transversal defects inside and outside
• To check wall thickness and diameter outside (OD)
— Second EC
• Sigma phase detection
Defect marking
— Any defect detected by UT or EC controls is monitored and highlighted by
a red mark
NDT bench calibration
— On rails
Journées annuelles des hydrocarbures – Porte Maillot, Paris – October 23th, 2013
Qualification
Protocol
— Raw material and its manufacturing process
• ASTM A240, ASTM A789 and NORSOK M650
• Umbilical manufacturers and end-users specifications
— Tube and its manufacturing process
• ASTM A789 and NORSOK M650
• Umbilical manufacturers and end-users specifications
3 tube dimensions / 250km / 10 heats
More than 11000 tests results:
— Tensile, hardness, burst and collapse tests
— Chemical composition
— Roughness measurements
— Dimensional checks
— Ferrite content
— Cleanliness
— Corrosion tests (according to ASTM G48 methods, SSC and HISC)
— « Technical » tests (i.e. reverse flattening, flaring, flange and bending)
Journées annuelles des hydrocarbures – Porte Maillot, Paris – October 23th, 2013
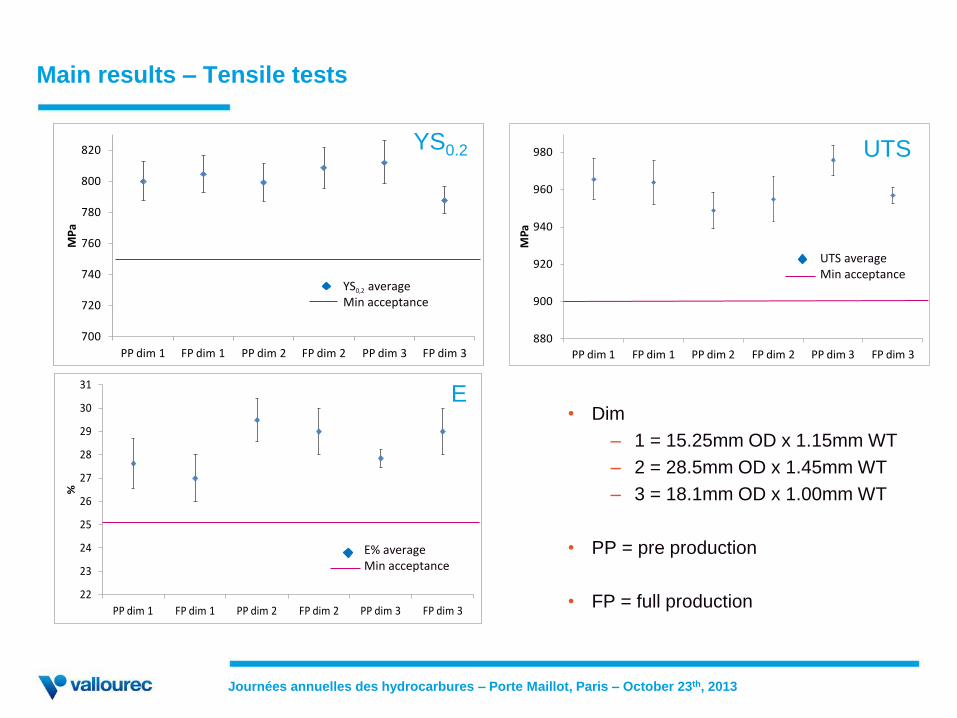
Main results – Tensile tests
• Dim
– 1 = 15.25mm OD x 1.15mm WT
– 2 = 28.5mm OD x 1.45mm WT
– 3 = 18.1mm OD x 1.00mm WT
• PP = pre production
• FP = full production
700
720
740
760
780
800
820
PP dim 1 FP dim 1 PP dim 2 FP dim 2 PP dim 3 FP dim 3
MPa
YS0,2 average Min acceptance
880
900
920
940
960
980
PP dim 1 FP dim 1 PP dim 2 FP dim 2 PP dim 3 FP dim 3
MPa
UTS average Min acceptance
22
23
24
25
26
27
28
29
30
31
PP dim 1 FP dim 1 PP dim 2 FP dim 2 PP dim 3 FP dim 3
%
E% average Min acceptance
UTS YS0.2
E
Journées annuelles des hydrocarbures – Porte Maillot, Paris – October 23th, 2013

Main results – Burst and collapse
Burst resistance
900
1100
1300
1500
1700
1900
FP dim 1 FP dim 2 FP dim 3
Bars
1492
963 1049
Pressure level Acceptance criteria (calculated as per ISO 13628-5)
Collapse resistance
0
200
400
600
800
1000
1200
1400
FP dim 1 FP dim 2 FP dim 3
Bars
975
465
563
Pressure level Acceptance criteria (calculated as per ISO 13628-5)
Journées annuelles des hydrocarbures – Porte Maillot, Paris – October 23th, 2013

Corrosion resistance in marine environment
Operating conditions
Immersion in natural seawater
— 3 months
— Heated at 30°C and 50°C
— One complete renewal of seawater
every two days
— Open circuit potential (OCP)
Crevcorr type assembly (30°C test)
— Torque = 1Nm ( 550N)
— PVDF crevice washer
— Ti fasteners
Tubes
— 25.4mm OD x 2mm WT x 300mm L
— Seam welded (VU)
— Seamless tubes
Evaluation
— Max crevice depth
Journées annuelles des hydrocarbures – Porte Maillot, Paris – October 23th, 2013

Corrosion resistance in marine environment
Open circuit potential
Seam welded tubes
-150
-50
50
150
250
350
0 10 20 30 40 50 60 70 80 90 100
Po
ten
tia
l [m
V v
s A
g/A
gC
l]
Time [Day]
T = 30°C
(crevice test)
-150
-50
50
150
250
350
0 10 20 30 40 50 60 70 80 90 100
Po
ten
tia
l [m
V v
s A
g/A
gC
l]
Time [Day]
Seamless tubes
Journées annuelles des hydrocarbures – Porte Maillot, Paris – October 23th, 2013
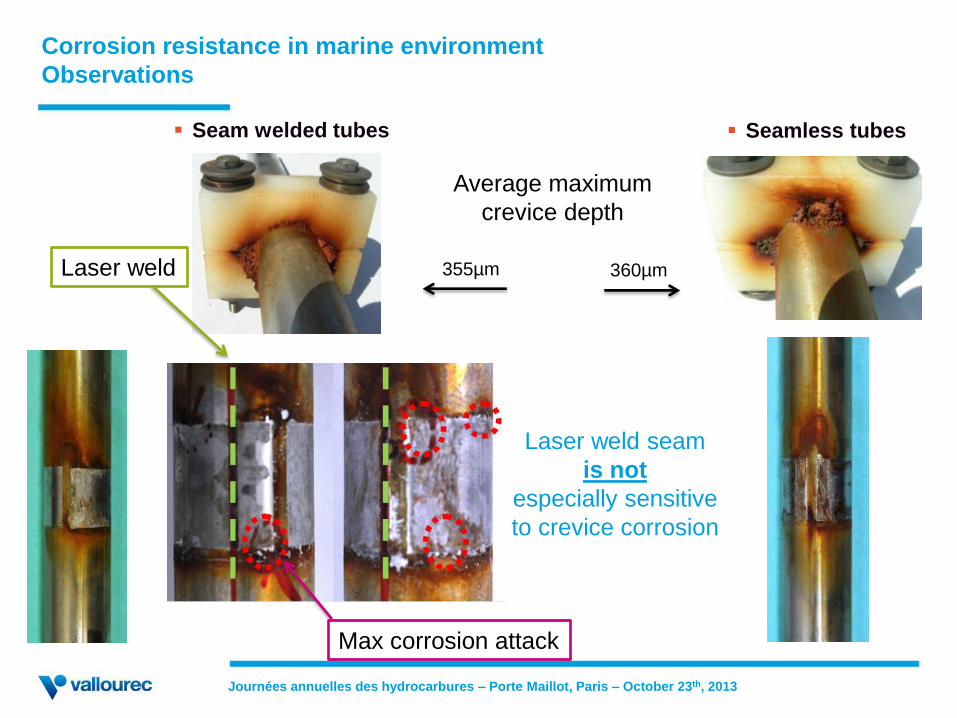
Corrosion resistance in marine environment
Observations
Seam welded tubes
Seamless tubes
Laser weld
Max corrosion attack
Average maximum
crevice depth
355µm 360µm
Laser weld seam
is not
especially sensitive
to crevice corrosion
Journées annuelles des hydrocarbures – Porte Maillot, Paris – October 23th, 2013
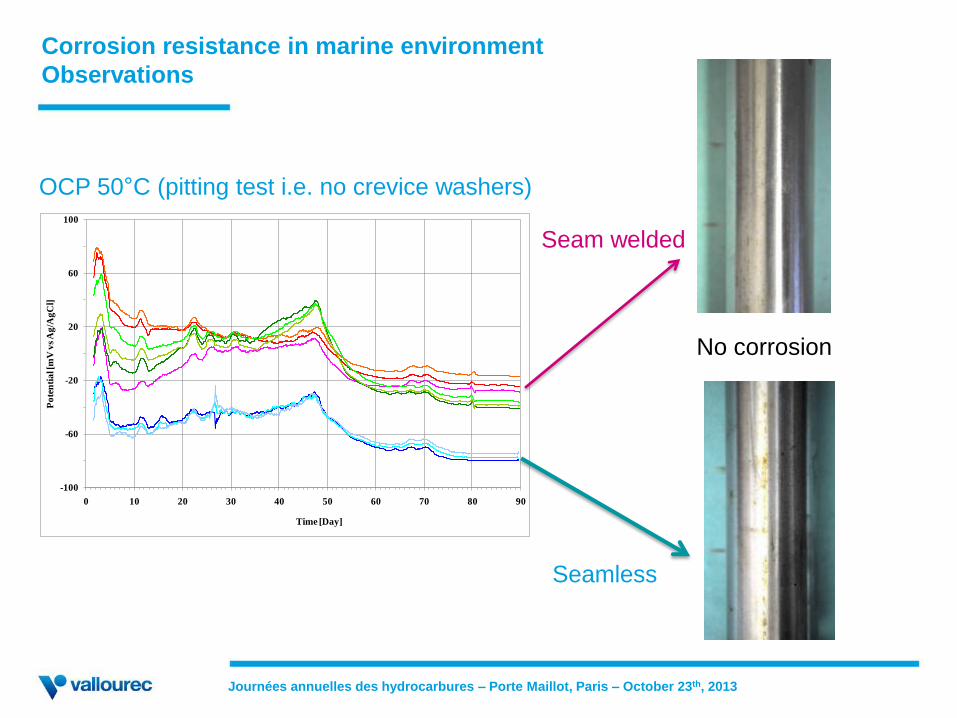
Corrosion resistance in marine environment
Observations
-100
-60
-20
20
60
100
0 10 20 30 40 50 60 70 80 90
Po
ten
tia
l [m
V v
s A
g/A
gC
l]
Time [Day]
OCP 50°C (pitting test i.e. no crevice washers)
No corrosion
Seam welded
Seamless
Journées annuelles des hydrocarbures – Porte Maillot, Paris – October 23th, 2013

Subsea HISC failures – Examples
Statoil REX[3]
1. Leakage from a 25Cr duplex 2” methanol line on umbilical termination head
— Very high local stresses due to accidental loads (heavy rock dumping)
2. Leakage in MEG line in umbilical due to cracked 25Cr duplex compact flange
— FEA analysis: Large hoop stresses in transition between flange ring and neck
1 2
[3] Lene A. Marken & Øystein Strandmyr, Statoil ASA, “30 years of in-field experiences with duplex stainless steels”,
Duplex Seminar & Summit, Stresa, Italy, September 26th & 27th, 2012
Journées annuelles des hydrocarbures – Porte Maillot, Paris – October 23th, 2013
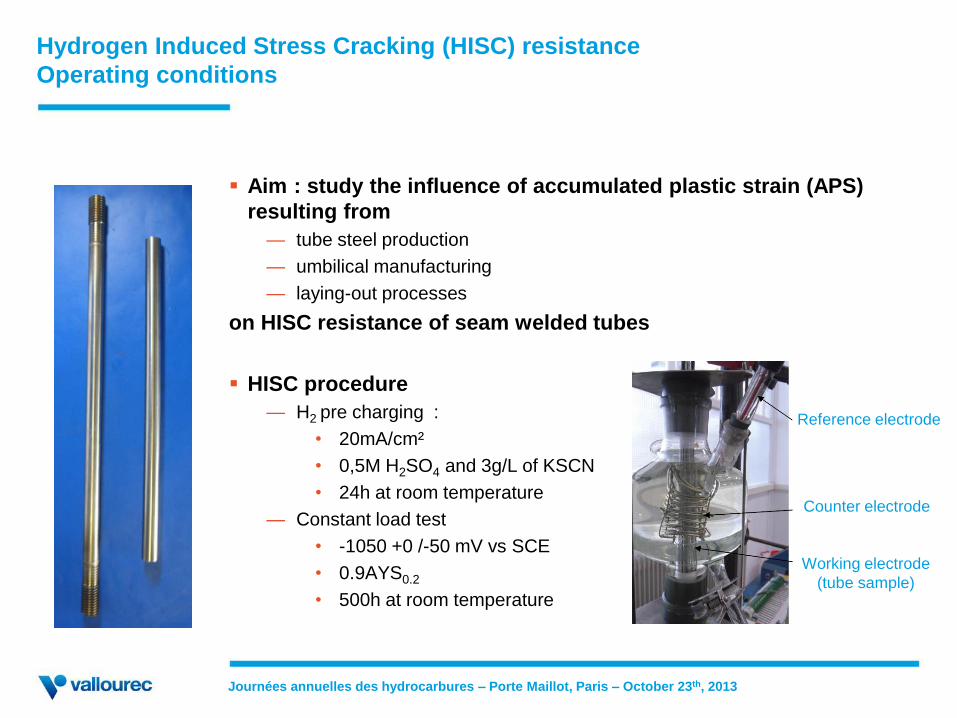
Hydrogen Induced Stress Cracking (HISC) resistance
Operating conditions
Aim : study the influence of accumulated plastic strain (APS)
resulting from
— tube steel production
— umbilical manufacturing
— laying-out processes
on HISC resistance of seam welded tubes
HISC procedure
— H2 pre charging :
• 20mA/cm²
• 0,5M H2SO4 and 3g/L of KSCN
• 24h at room temperature
— Constant load test
• -1050 +0 /-50 mV vs SCE
• 0.9AYS0.2
• 500h at room temperature
Reference electrode
Counter electrode
Working electrode
(tube sample)
Journées annuelles des hydrocarbures – Porte Maillot, Paris – October 23th, 2013

Hydrogen Induced Stress Cracking (HISC) resistance
Pre straining
Load and strain history
Straining conditions
— Strain variation ± 1%
— Frequency 0.07Hz
— Accumulated plastic strain (APS) = 20%
Journées annuelles des hydrocarbures – Porte Maillot, Paris – October 23th, 2013
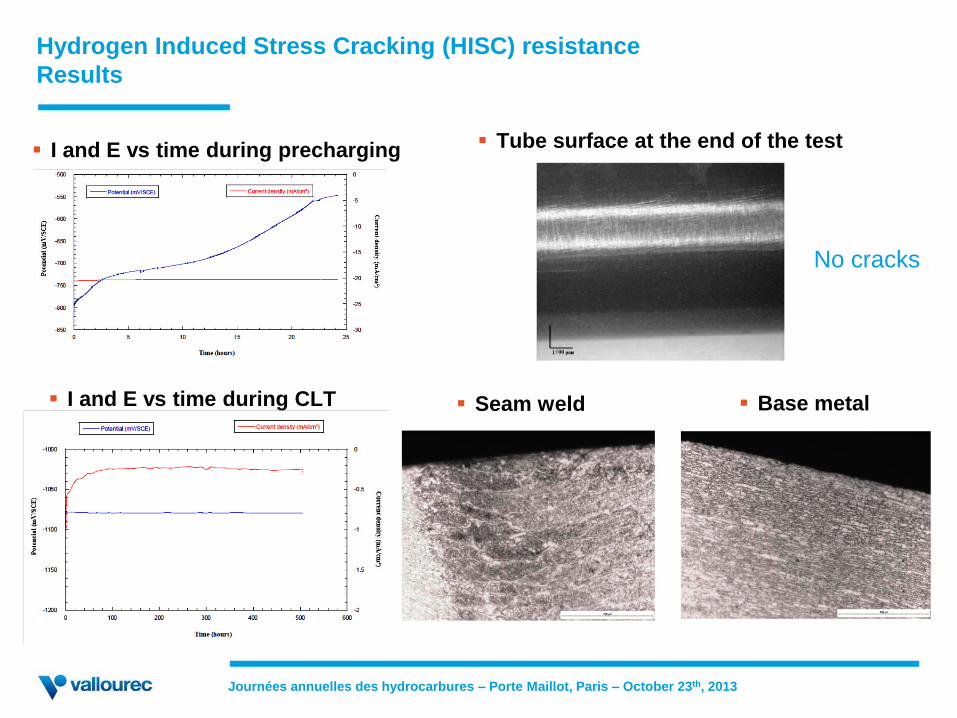
Hydrogen Induced Stress Cracking (HISC) resistance
Results
I and E vs time during precharging
I and E vs time during CLT
Seam weld
Base metal
Tube surface at the end of the test
No cracks
Journées annuelles des hydrocarbures – Porte Maillot, Paris – October 23th, 2013
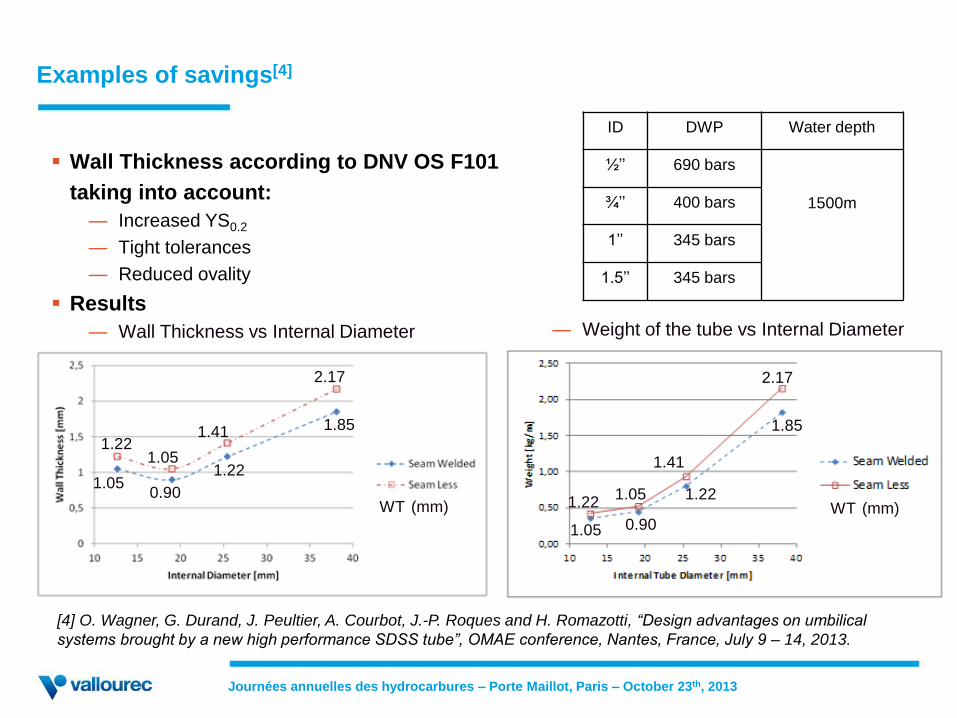
Examples of savings[4]
ID DWP Water depth
½’’ 690 bars
1500m ¾’’ 400 bars
1’’ 345 bars
1.5’’ 345 bars
Wall Thickness according to DNV OS F101
taking into account:
— Increased YS0.2
— Tight tolerances
— Reduced ovality
Results
— Wall Thickness vs Internal Diameter
[4] O. Wagner, G. Durand, J. Peultier, A. Courbot, J.-P. Roques and H. Romazotti, “Design advantages on umbilical
systems brought by a new high performance SDSS tube”, OMAE conference, Nantes, France, July 9 – 14, 2013.
1.22 1.05
1.41
2.17
1.05 0.90
1.22
1.85
1.22 1.05
1.41
2.17
1.05 0.90
1.22
1.85
WT (mm) WT (mm)
— Weight of the tube vs Internal Diameter
Journées annuelles des hydrocarbures – Porte Maillot, Paris – October 23th, 2013

This innovative technology is proposing a new product offering :
— a significant reduction of weight
— combined with an increased strength
Added valued :
— easier installation and manufacturing for the umbilicals manufacturer (i. e.
radius reduction)
— improved fatigue resistance for the end-user (reduced number of girth welds
taking benefit of strip length)
The manufacturing process and product have been certified by
Bureau Veritas in October 2012 and qualified by TOTAL in April
2013
meet the new challenges linked to ultra deep water developments
Conclusion
BV
ap
pro
ved
Are
a
Journées annuelles des hydrocarbures – Porte Maillot, Paris – October 23th, 2013

THANK YOU