Embed Size (px)
Citation preview

Surface and Coatings Technology 163–164(2003) 710–715
0257-8972/03/$ - see front matter� 2002 Elsevier Science B.V. All rights reserved.PII: S0257-8972Ž02.00684-9
Study of pretreatment methods for vacuum metallization of plastics
K. De Bruyn *, M. Van Stappen , H. De Deurwaerder , L. Rouxhet , J.P. Celisa, a b c d
WTCM Surface Treatment, Wetenschapspark 3, B-3590 Diepenbeek, Belgiuma
Coatings Research Institute, Avenue Pierre Holoffe, 1342 Limelette, Belgiumb
CRIF, Parc Scientific de la Cense Rouge, 4102 Seraing, Belgiumc
Katholieke Universiteit Leuven, department MTM, Kasteelplein 44, 3001 Leuven, Belgiumd
Abstract
In this study some aspects of the vacuum metallization of plastics and composite materials were investigated from an industrialpoint of view. The study involved the most commonly used substrate materials being ABS, PC, PP and a composite(glass fiberyepoxy resin) material. Substrates were subjected to industrially feasible pretreatments such as flame treatment, chemical treatment,mechanical treatment, oxygen plasma and also a lacquer treatment. Surface characterization before and after the pretreatments hasbeen done by atomic force microscopy, X-ray photo-electron spectroscopy and contact angle measurements. An aluminium layerwas deposited by magnetron sputtering to nominal thicknesses of 0.1 and 1.0mm. The adhesion of the metallic layer was studiedby the cross-cut test(ISO 2409) and the falling-weight test(ISO 6272), two standardized methods that can be easily performedin an industrial environment. The results indicate that these tests can only be used for a go or no-go decision on the adhesion.� 2002 Elsevier Science B.V. All rights reserved.
Keywords: Vacuum metallization; Pretreatment; Metallization of plastics
1. Introduction
Industry shows an increasing interest in the depositionof metallic layers on products made of plastics andcomposite materials. Typical applications are diffusionbarrier coatings in the food packaging industry, decora-tive coatings, coatings for EMI shielding and wearprotective coatings. Plastic parts are more and moreused in the automotive sector due to their low weight.The deposition of a metallic coating on these parts givesthem a more attractive look, enhances the applicationrange and creates therefore a considerable added value.
Different techniques are available nowadays to depositcoatings on plastic parts and composites. Paints, var-nishes and electroplated coatings are still applicated inmost cases. Electroplating of non-conducting polymershowever is a complex process involving several processbaths. Furthermore, problems by possible contaminationof the baths and the eco-unfriendly nature of chemicalsforce more and more job coaters to consider alternativedeposition techniques.
An alternative technique is the vacuum deposition ofmetallic coatings. An important disadvantage of this
*Corresponding author. Fax:q32-11-260-859.E-mail address: [email protected](K. De Bruyn).
technique, its price tag due to the large investment costs,can be overcome when a large number of parts arecoated in each run(batch process) or when there is alarge added value for the coated part.
Whichever technique is used, the adhesion of thecoating on the substrate is one of the major points to beconsidered. Several substrate pretreatment methods toenhance adhesion are used. Also, different theories andmodels describing the interaction between metals andpolymers existw1x.
One of the pretreatment methods is roughening thesubstrate surface by sandblasting, grinding or chemicaletching to enlarge the surface available for interactionwith the coating material. Microporosities are introducedin the surface in which metal atoms can penetrate andanchor and act as nucleation sites for the incident fluxw2x. These pretreatments are especially important in caseof multi-phase polymers when one of the phases isetched preferentially. For example, when etching ABS,a styrene-butadiene polymer, the butadiene componentis preferentially attacked and etched awayw2x. Problemscan arise when etching fiber reinforced polymer mate-rial, since long etching times are necessary to activatethe fiber risking a degradation of the matrix material.

711K. De Bruyn et al. / Surface and Coatings Technology 163 –164 (2003) 710–715
Table 1Overview of the applied pretreatment methods. Further details are given in the text
Method of pretreatment Short description Samples subjected
Flame treatment Airypropane mixture ABS, PPDistance 35 mm, speed 25 mmys PCVariation of distance and speed for PC
Chemical treatment CrO bath, rinsing3 ABS, PC, PP,Reduction in NaHSO , rinsing3 Composite
Mechanical treatment Sandblasting(Al O , F500)2 3 ABSGrinding (SiC 1200 paper)
Lacquer treatment Water based organic varnish ABS, PC, PP,Solvent based two-component polyurethane Composite
Oxygen plasma treatment 1 kW RF, 1.5 Pa O , in situ before deposition2 ABS, PC, PP, Composite100 W RF, 60 Pa O , plasma treatment installation2
On the other hand, optimal matrix etching time can beinsufficient to activate the fiber.
One of the problems with chemical pretreatmenthowever is that the use of additives to enhance thethermal and chemical resistance of the polymer, requiresmore aggressive chemicals. In view of the more stringentecological legislation that is adopted all over the world,the use of these chemicals should be limited as muchas possible.
Other frequently used techniques to enhance theadhesion of polymers are flame treatment, corona dis-charge and plasma activation. For these pretreatmentsthe mechanism of surface modification is the formationof a broad variety of oxygen containing functionalgroups. These modifications however degrade the poly-mer surface. Detailed chemical reactions are proposedin only a few cases because of a lack of selectivity insurface analysis techniques, especially in case of multi-phase materials. Chemical reactions at the polymersurface during exposure to an oxygen plasma are com-monly explained by photo-oxidative reactionsw3x. Inthe near-surface layer(a few mm) cross-linking can beobserved after exposure to UV radiation from an inertgas or hydrogen plasma. In case of techniques wherechemical modifications of the surface take place, extend-ed treatment times thus can lead to a degradation of thepolymer structure, often resulting in a decrease of theadhesion by the formation of weak boundary layers.
We report here on a study of several industriallyfeasible pretreatment techniques for plastic materials anda composite material. After the deposition of an Alu-minium layer by magnetron sputtering, the adhesion wasevaluated. For this purpose two standardized techniques,the cross-cut test and the falling-weight test, were chosenbecause of their relevance for quality control testing inan industrial environment. In addition peel tests are stillmuch used for adhesion testing of metallic layers onpolymersw4x.
2. Experimental
This study involved several substrate materials. Theplastics ABS (Terluran 967 K, Schullman Plastics),
polycarbonate(PC, Lexan 143R, General Electric) andpolypropylene(PP, Finapro 7060S, Fina) and a compos-ite material composed of glass fibreyepoxy resin. Thedimensions of the substrates made of these materialswere a surface of 120=25 mm and a thickness of 22
mm. The substrates were subjected to several pretreat-ments to activate the surface, including flame, chemical,mechanical and oxygen plasma treatment and the dep-osition of a lacquer. A survey is given in Table 1.
The flame treatment was done using a burner on anairypropane mixture on ABS, PC and PP samples. Thesamples were mounted on a rotating drum causing thesamples to pass the flame at a relative speed of 25mmys and at a distance of 35 mm. In case of the PCsamples relative speed(20, 25 and 30 mmys) anddistance(30, 35 and 40 mm) were varied. The chemicaltreatment involved several steps. First the sample wasimmersed in a chromic acid solution(CrO , 100 gyl,3
70 8C) for 10 min, next it was rinsed with demineralizedwater, then a reduction step in a sodium bisulphitesolution (NaHSO , 1 gyl, room temperature) followed3
and at the end it was once more rinsed in demineralizedwater. The mechanical treatment was done only on ABSsamples. Substrates were either sandblasted(Al O2 3
F500, 2 bar) or grinded with SiC 1200 paper andcleaned in isopropyl alcohol. Two lacquer treatmentswere used. One was a water based organic varnish(Interplan 1000, HSH Aerospace Finishes), the otherwas a solvent based two-component polyurethane(Aal-terpaint). A final pretreatment studied was exposure toan oxygen plasma under two different sets of conditions.The first type of treatment was done in the vacuummetallization equipment(see further) prior to depositionwith RF power(1 kW, 13.56 MHz) at a pressure of 1.5Pa O . The second type was carried out in a plasma2
treatment installation with RF(13.56 MHz) power setat 100 W and a O pressure of 60 Pa.2
The effect of the different substrate pretreatments wasanalyzed with three techniques. Changes in topographywere studied with atomic force microscopy(AFM). X-Ray photo-electron spectroscopy(XPS) was used toexamine changes in the oxidation state of the surface.
712 K. De Bruyn et al. / Surface and Coatings Technology 163 –164 (2003) 710–715
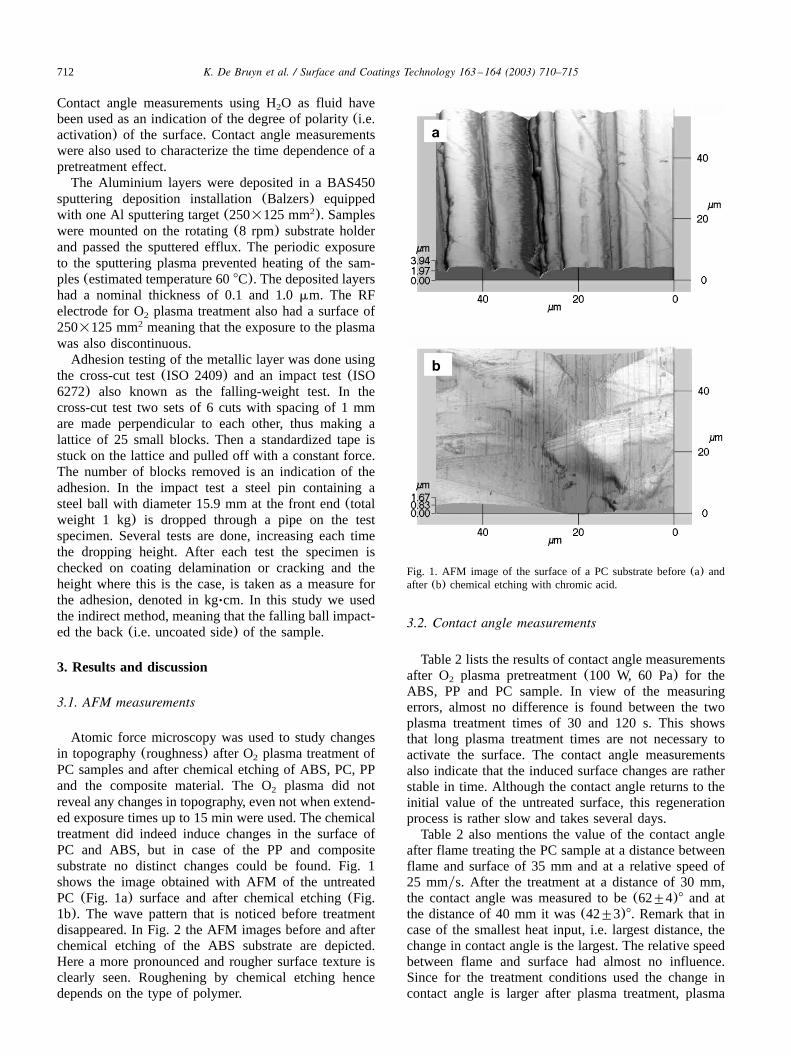
Fig. 1. AFM image of the surface of a PC substrate before(a) andafter (b) chemical etching with chromic acid.
Contact angle measurements using H O as fluid have2
been used as an indication of the degree of polarity(i.e.activation) of the surface. Contact angle measurementswere also used to characterize the time dependence of apretreatment effect.
The Aluminium layers were deposited in a BAS450sputtering deposition installation(Balzers) equippedwith one Al sputtering target(250=125 mm). Samples2
were mounted on the rotating(8 rpm) substrate holderand passed the sputtered efflux. The periodic exposureto the sputtering plasma prevented heating of the sam-ples(estimated temperature 608C). The deposited layershad a nominal thickness of 0.1 and 1.0mm. The RFelectrode for O plasma treatment also had a surface of2
250=125 mm meaning that the exposure to the plasma2
was also discontinuous.Adhesion testing of the metallic layer was done using
the cross-cut test(ISO 2409) and an impact test(ISO6272) also known as the falling-weight test. In thecross-cut test two sets of 6 cuts with spacing of 1 mmare made perpendicular to each other, thus making alattice of 25 small blocks. Then a standardized tape isstuck on the lattice and pulled off with a constant force.The number of blocks removed is an indication of theadhesion. In the impact test a steel pin containing asteel ball with diameter 15.9 mm at the front end(totalweight 1 kg) is dropped through a pipe on the testspecimen. Several tests are done, increasing each timethe dropping height. After each test the specimen ischecked on coating delamination or cracking and theheight where this is the case, is taken as a measure forthe adhesion, denoted in kgØcm. In this study we usedthe indirect method, meaning that the falling ball impact-ed the back(i.e. uncoated side) of the sample.
3. Results and discussion
3.1. AFM measurements
Atomic force microscopy was used to study changesin topography(roughness) after O plasma treatment of2
PC samples and after chemical etching of ABS, PC, PPand the composite material. The O plasma did not2
reveal any changes in topography, even not when extend-ed exposure times up to 15 min were used. The chemicaltreatment did indeed induce changes in the surface ofPC and ABS, but in case of the PP and compositesubstrate no distinct changes could be found. Fig. 1shows the image obtained with AFM of the untreatedPC (Fig. 1a) surface and after chemical etching(Fig.1b). The wave pattern that is noticed before treatmentdisappeared. In Fig. 2 the AFM images before and afterchemical etching of the ABS substrate are depicted.Here a more pronounced and rougher surface texture isclearly seen. Roughening by chemical etching hencedepends on the type of polymer.
3.2. Contact angle measurements
Table 2 lists the results of contact angle measurementsafter O plasma pretreatment(100 W, 60 Pa) for the2
ABS, PP and PC sample. In view of the measuringerrors, almost no difference is found between the twoplasma treatment times of 30 and 120 s. This showsthat long plasma treatment times are not necessary toactivate the surface. The contact angle measurementsalso indicate that the induced surface changes are ratherstable in time. Although the contact angle returns to theinitial value of the untreated surface, this regenerationprocess is rather slow and takes several days.
Table 2 also mentions the value of the contact angleafter flame treating the PC sample at a distance betweenflame and surface of 35 mm and at a relative speed of25 mmys. After the treatment at a distance of 30 mm,the contact angle was measured to be(62"4)8 and atthe distance of 40 mm it was(42"3)8. Remark that incase of the smallest heat input, i.e. largest distance, thechange in contact angle is the largest. The relative speedbetween flame and surface had almost no influence.Since for the treatment conditions used the change incontact angle is larger after plasma treatment, plasma

713K. De Bruyn et al. / Surface and Coatings Technology 163 –164 (2003) 710–715
Fig. 2. AFM image of the surface of a ABS substrate before(a) andafter (b) chemical treatment.
Table 3Results of the XPS measurements after different pretreatments
Substrate Pretreatment OyC ratio
ABS Untreated 0.091O plasma, 40 s2 0.224Chemical 0.177
PP Untreated 0.059O plasma, 40 s2 0.167Chemical 0.105
Composite Untreated 0.144O plasma, 40 s2 yChemical 0.173
PC Untreated yO plasma, 10 s2 0.285O plasma, 25 s2 0.248O plasma, 40 s2 0.243O plasma, 120 s2 0.229O plasma, 900 s2 0.359Chemical 0.202Flame 0.289
Table 2Results of contact angle measurements after plasma and flame pretreatment
Time Plasma treated, 100 W, 60 Pa O , 13.56 MHz2 Flame treatedelapse
ABS PP PC35 mm, 25 mmys
Not 30 s 120 s Not 30 s 120 s Not 30 s 120 sPC
treated treated treated
76"2 88"2 76"35 min 57"3 63"1 63"2 57"3 35"2 37"2 56"31 day 67"2 63"3 75"3 67"2 60"2 62"33 days 69"2 71"3 76"3 66"4 62"2 65"38 days 59"2 64"53 weeks 72"2 67"4
treatment is considered more efficient to activate thesurface.
3.3. XPS measurements
Table 3 lists the results obtained with the XPSmeasurements. The ratio O to C was calculated fromthe peak heights of the different identified C-bonds andO-bonds. In some measurements strong additional peaksoccurred probably due to surface contamination. Noresults could be obtained in these cases. Plasma, flame
and chemical treatment all lead to the oxidation of thesurface, although chemical treatment appears to be lesseffective than the other treatments. Although a stronglyoxidizing fluid (chromic acid) was used, the interactionbetween the polymer and the chromate ions seems to beless important than the physicochemical oxidation result-ing from the two other processes.
A remarkable result is that in case of PC where theinfluence of plasma treatment time was examined, thedegree of oxidation of the surface decreases withincreasing exposure time. Except at the very long expo-sure of 900 s, a strong increase of the oxidation is noted.This strong increase is probably accompanied by thedegradation of the polymer below the surface leading toa weak boundary layerw5x.
3.4. Adhesion testing
Fig. 3 shows an illustration of the cross-cut test foran Al layer on a PP substrate. The sample at the left
714 K. De Bruyn et al. / Surface and Coatings Technology 163 –164 (2003) 710–715
Fig. 3. Illustration of the cross-cut test. Left: after pulling off the tapenone of the 25 blocks is removed and the cutting lines are sharppointing to a well adherent layer. Right: The Al layer has been com-pletely removed and sticks to the tape.
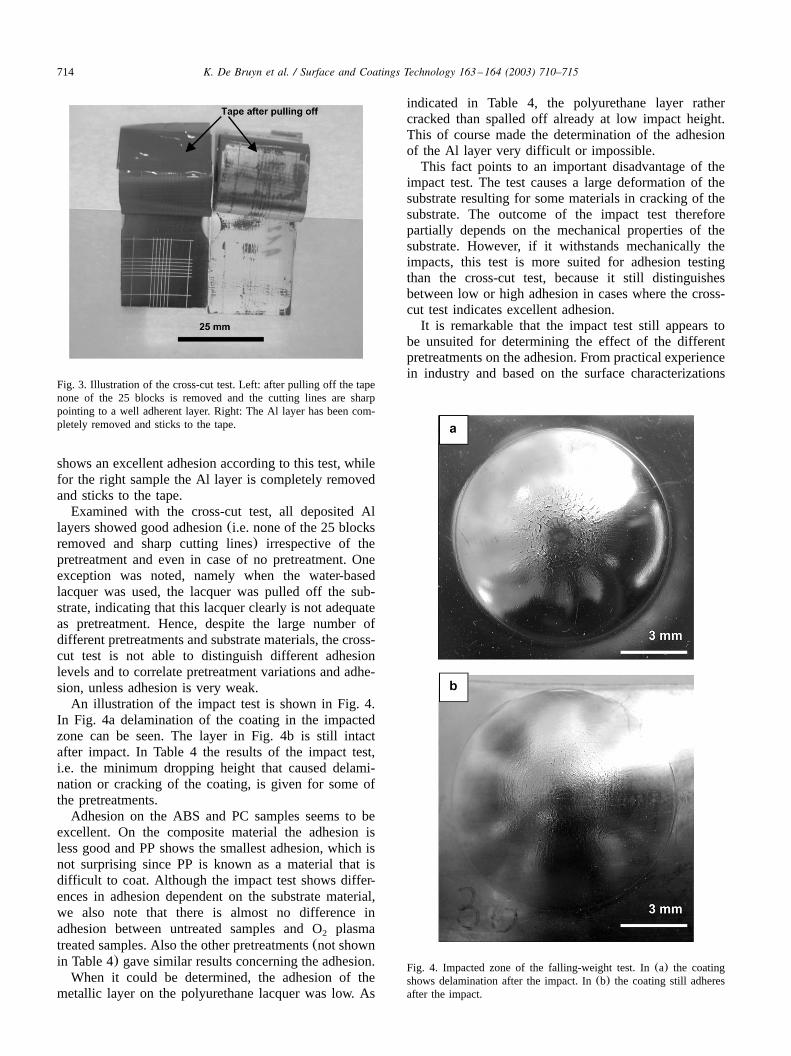
Fig. 4. Impacted zone of the falling-weight test. In(a) the coatingshows delamination after the impact. In(b) the coating still adheresafter the impact.
shows an excellent adhesion according to this test, whilefor the right sample the Al layer is completely removedand sticks to the tape.
Examined with the cross-cut test, all deposited Allayers showed good adhesion(i.e. none of the 25 blocksremoved and sharp cutting lines) irrespective of thepretreatment and even in case of no pretreatment. Oneexception was noted, namely when the water-basedlacquer was used, the lacquer was pulled off the sub-strate, indicating that this lacquer clearly is not adequateas pretreatment. Hence, despite the large number ofdifferent pretreatments and substrate materials, the cross-cut test is not able to distinguish different adhesionlevels and to correlate pretreatment variations and adhe-sion, unless adhesion is very weak.
An illustration of the impact test is shown in Fig. 4.In Fig. 4a delamination of the coating in the impactedzone can be seen. The layer in Fig. 4b is still intactafter impact. In Table 4 the results of the impact test,i.e. the minimum dropping height that caused delami-nation or cracking of the coating, is given for some ofthe pretreatments.
Adhesion on the ABS and PC samples seems to beexcellent. On the composite material the adhesion isless good and PP shows the smallest adhesion, which isnot surprising since PP is known as a material that isdifficult to coat. Although the impact test shows differ-ences in adhesion dependent on the substrate material,we also note that there is almost no difference inadhesion between untreated samples and O plasma2
treated samples. Also the other pretreatments(not shownin Table 4) gave similar results concerning the adhesion.
When it could be determined, the adhesion of themetallic layer on the polyurethane lacquer was low. As
indicated in Table 4, the polyurethane layer rathercracked than spalled off already at low impact height.This of course made the determination of the adhesionof the Al layer very difficult or impossible.
This fact points to an important disadvantage of theimpact test. The test causes a large deformation of thesubstrate resulting for some materials in cracking of thesubstrate. The outcome of the impact test thereforepartially depends on the mechanical properties of thesubstrate. However, if it withstands mechanically theimpacts, this test is more suited for adhesion testingthan the cross-cut test, because it still distinguishesbetween low or high adhesion in cases where the cross-cut test indicates excellent adhesion.
It is remarkable that the impact test still appears tobe unsuited for determining the effect of the differentpretreatments on the adhesion. From practical experiencein industry and based on the surface characterizations

715K. De Bruyn et al. / Surface and Coatings Technology 163 –164 (2003) 710–715
Table 4Results of the impact adhesion test(ISO 6272) for a 1.0 mm thickAl film (unless otherwise indicated). PUR means Polyurethane basedlacquer
Substrate Pretreatment Result(kg.cm)
ABS Untreated 35–40O plasma, 0.1mm2 60–65O plasma2 40PUR 2–5PUR without film 5–10a
PC Untreated )80O plasma, 0.1mm2 )90O plasma2 )70PUR 5PUR without film )60
PP Untreated 8O plasma, 0.1mm2 5O plasma2 10–15PUR yPUR without film 10a
Composite Untreated 15–20O plasma, 0.1mm2 23O plasma2 16–21PUR yPUR without film yFlame 22
Cracks in the PUR layer, no delamination.a
after the pretreatments, it has been noticed that pretreat-ments are beneficial for the adhesion. From the resultsof our study we remark that the impact test cannot oronly in a limited way distinguish between these adhesionfeatures.
From the evaluation of the two adhesion test methods,we therefore conclude that the cross-cut test cannot berecommended for measuring the adhesion of metalliccoatings on plastics. The impact test is more reliable ifit is compatible with the mechanical properties of the
substrate and can be used as a quality control measure-ment in an industrial environment.
4. Conclusions
Chemical pretreatment of substrates has more effecton the surface topography than on its oxidation incomparison with O plasma and flame treatment. The2
use of the two examined lacquers is not effective toincrease the adhesion, our results indicate rather theopposite. The cross-cut test reveals only bad adhesionfor weakly adhered layers and can therefore not berecommended for industrial adhesion testing of metalliclayers. The impact test demonstrated different adhesionlevels dependent on the substrate material and is there-fore more suited for adhesion testing provided that thesubstrate material is tough enough to resist crackingbefore delamination of the layer occurs.
Acknowledgments
The authors acknowledge the financial support ofIWT-Flanders(RDy99y09), of the Ministry of Econom-ical Affairs (CC CI 634), the DGTR(991y4126) andthe Brussels capital region(CC-CIB634).
References
w1x H. Meyer, Galvanotechnik 86(1995) 67.w2x F. Montfort-Windels, La metallisation des plastiques, Cetim,´
Senlis(France) 1999.w3x J.F. Friedrich, W.E.S Unger, A. Lippitz, I. Koprinarov, G.
Kuhn, St. Weidner, L. Vogel, Surf. Coat. Technol. 116–119¨(1999) 772.
w4x K.L. Mittal, Metallized Plastics—Fundamentals and Applica-tions, Marcel Dekker Inc, New York, 1998, p. 45.
w5x K.L. Mittal, Metallized Plastics—Fundamentals and Applica-tions, Marcel Dekker Inc, New York,, 1998, p. 227.