Embed Size (px)
Citation preview

Energy & Fuels 1995,9, 599-609 599
Studies on the Catalytic Conversion of Canola Oil to Hydrocarbons: Influence of Hybrid Catalysts and Steam
Sai P. R. Katikaneni, John D. Adjaye, and Narendra N. Bakhshi"
Catalysis and Reaction Engineering Laboratory, Department of Chemical Engineering, 11 0 Science Place, University of Saskatchewan, Saskatoon, Saskatchewan, Canada S7N 5C9
Received January 12, 1995@
The conversion of canola oil (used as a representative feed material for waste oils and fats) was studied in the presence and absence of steam using silica-alumina, HZSM-5, and 4 Hybrid catalysts. The hybrid catalysts were prepared by adding H-Y to silica-alumina in the weight ratios 1:3 and 3:l and HZSM-5 to silica-alumina in the weight ratios 1:3 and 3:l. The conversions were performed at atmospheric pressure, a temperature range of 400-550 "C, and weight hourly space velocities of 1.8 and 3.6 h-l (WHSV) in a fixed bed reactor. The objective was to investigate the production of both liquid and gaseous hydrocarbon products from the catalytic conversion of canola oil. In addition, it was intended to study the effect of steam on the product selectivities. The conversions were high on all the catalysts and ranged between 81 and 100%. Conversion to an organic liquid product (OLP) varied significantly with temperature and space velocity. The yields were between 22-53 wt % with silica-alumina and between 23 and 63 wt % with HZSM-5 catalyst. In most cases, hydrocarbons formed the major components in the OLP. HZSM-5 provided a high selectivity for aromatic hydrocarbons than silica-alumina catalyst, while the selectivity for aliphatic hydrocarbons was higher with silica-alumina than HZSM-5 catalyst in the OLP products. The olefidparaffin ratio in the gas products was low but it increased tremendously in the presence of steam, indicating that dehydrogenation reactions were predominant in the presence of steam. The gas yield increased with temperature and decreased with increase in WHSV. Ethylene, propylene, isobutylene, propane, and n-butane were some of the major components of the gas products. Prolonged catalyst life (decrease in coke formation) and enhanced olefin formation were the main advantages of cofeeding steam during conversion. When zeolite catalysts were added to silica-alumina catalyst, the coke formation and OLP yields decreased whereas the gas yields increased. With silica-alumina-H-Y hybrid catalysts, the aromatic content of OLP increased, resulting in an overall increase in the hydrocarbon content of the OLP. On the other hand, the aromatic hydrocarbon content increased a t the expense of aliphatic hydrocarbons. With silica-alumina-HZSM-5 hybrid catalysts, the hydrocarbon content of the OLP was similar to those obtained with pure HZSM-5 catalyst; i.e., they were composed mostly of aromatic hydrocarbons and only small fractions of aliphatic hydrocarbons. In general, cracking and aromatization reactions increased significantly with addition of H-Y or HZSM-5 to silica-alumina.
Introduction
In several branches of industry, especially in the food industry and rendering plants, large quantities of oils and fats of vegetable or animal origin are produced as waste. The disposal of these waste oils is of environ- mental concern. At present the most widely employed method of disposal is deposition and incinerati0n.l On the other hand, the chemical processing of these waste oils and fats into value-added products is yet to be explored in detail despite its potential as a source of gasoline range hydrocarbon^,^^^ b i~d ie se l ,~ ,~ and other
* Author to whom all correspondence should be addressed. @Abstract published in Advance ACS Abstracts, May 15, 1995. (1) Pudel, F.; Lengenfeld, P. Proc. First Biomass Con6 Americas:
Energy, Environ., Agric. Ind., Burlington, USA, 1993, 928-930. (2) Prasad, Y. S.; Bakhshi, N. N.; Mathews, J. F.; Eager, R. L. Can.
J . Chem. Eng. 1986, 64, 285-292. (3) Craig, W.; Coxworth, E. Proc. Sizth Can. Bioenergy R&D
Seminar, Richmond, Canada, 1987, 407-411. (4). Reed, T. B. Proc. First Biomass Con6 Americas: Energy,
Environ., Agric. Ind., Burlington, USA, 1993, 797-814. ( 5 ) Reece, D.; Peterson, C. L. Proc. First Biomass Conf: Americas:
Energy, Enuiron., Agric. Ind., Burlington, USA 1993, 891-901.
hydrocarbon products.6 Catalytic conver~ion,~,~ which is one of the routes through which these oils could be chemically processed, needs to be explored much fur- ther. In this study, the potential for the production of hydrocarbons from the catalytic conversion of canola oil was investigated. Canola oil (which is widely used as a cooking oil) was chosen as a model material t o represent these oils and fats.
In the commercial processing of petroleum crudes, traditionally, amorphous silica-alumina has been used as cracking catalyst. However, with the advent of zeolite catalysts, most often, small amounts of these zeolites catalysts (typically H-Y) are added to amor- phous silica-alumina catalysts.7 Up to 15 w t % zeolites in silica-alumina have been reported. Higher catalytic activity, higher gasoline yields, production of gasolines containing larger percentages of paraffinic and aromatic hydrocarbons, lower coke formation, increased isobutane production, and higher conversions per pass are some
(6) Boocock, D. G. B.; Konar, S. K.; Mackay, A.; Chang, P. T. C.;
(7) Gary, J. H.; Handwerk, G. E. Petroleum RefiningTechnology and Liu, J. Fuel 1992, 71, 1291-1297.
Economics; Marcel Dekker, Inc.: New York, 1984.
0887-0624/95/2509-0599$09.00/0 0 1995 American Chemical Society

600 Energy & Fuels, Vol. 9, No. 4, 1995 Katikaneni et al.
of the reported advantages of adding zeolites to amor- phous silica-alumina. Since limited information is available on the catalytic conversion of vegetable oils with these traditional catalysts, these numerous ad- vantages are yet to be exploited in the processing of vegetable oils. Thus, in this work, it was of interest to explore the conversion of canola oil over silica-alumina and its mixtures (termed hybrid catalysts) with a number of zeolite catalysts, namely, H-Y and HZSM-5.
it has been reported that the catalytic conversion of some oxygenated compounds and oils in presence of water or steam improved catalyst life and enhanced the yield and selectivity for C d 4 olefins. For instance, Oudejans et a1.8 observed from their studies on ethanol conversion to hydrocarbons over HZSM-5 catalyst that in the presence of water the catalyst life improved substantially. Also, Sharma et aL9 used steam as cofeed during the catalytic conversion of tall oil over HZSM-5 catalyst. They observed a decrease in the coke formation compared to the opera- tion without steam. In addition, the gas product was highly olefinic in nature. Furthermore, a considerable increase in concentration of liquid hydrocarbons was observed. A similar observation was made by Adjaye et al.1° during a study on the effect of cofeeding steam on the conversion of a wood-derived bio-oil to fuels and chemicals over HZSM-5 catalyst. They found that addition of steam improved catalyst life and signifi- cantly enhanced the olefidparaffin ratio of the gas products. However, these works were performed mainly with HZSM-5 catalyst. Also, the rdnge of temperature was limited. Consequently, in this work, in addition to HZSM-5 catalysts, we have examined also the conver- sion of canola oil over silica-alumina and hybrid catalysts in the presence of steam.
Thus, the present study was undertaken in order to investigate the conversion of canola oil over two cata- lysts (namely, silica-alumina and HZSM-5) and hybrid catalysts (composed of mixtures of silica-alumina and H-Y and silica-alumina and HZSM-5). The objective was to explore the potential for the production of various hydrocarbon products from the conversion of waste oils and fats. The influence of steam on the yield and the product distribution was also investigated.
In the
Experimental Section
Composition of Canola Oil. The canola oil used in the present study was the degummed and refined variety. It was obtained from C.S.P. Foods, Saskatoon, Canada. It consisted of about 60 wt % oleic acid, 20 wt % linoleic acid, 10 wt % linolenic acid, 2 wt % stearic acid, 4 wt % palmitic acid, and small amounts of eicosenic and erucic acids. These fatty acids were present in the oil as their respective triglycerides."
Catalyst Preparation and Characterization. Silica- alumina catalyst was obtained from Union Carbide. Y-type zeolite also was obtained from Union Carbide in the am- monium-exchanged form. To produce the protonated form, it was heated at 600 "C in a constant flow of argon for 1 h. The HZSM-5 catalyst used in this study was synthesized following
(8) Oudegans, J. C.; Van DenOosterkamp, P. F.; van Bekkum, H. Appl. Catal 1984, 3, 109-115.
(9) Sharma, R. K.; Bakhshi, N. N. Fuel Process Technol. 1991,27, 113-130. (10) Adjaye, J. D.; Sharma, R. R; Bakhshi, N. N. In Advances in
Thermochemical Biomass Conversion; Bridgwater, A. V., Ed., Blackie A&P: London, 1994; pp 1032-1046.
(11) Acman, R. G. Rapeseed Assoc. Can. 1979, 45, 12-14.
the procedure described by Chen et a1.12 Details on its preparation and characterization have been given e1~ewhere.l~ The important physical characteristics of these catalysts can be found in an earlier work by Katikaneni et al.I4
Silica-alumina catalyst is amorphous but possesses both Bronsted and Lewis acid configurations which are generated by steam treatment.15 The acid sites are linked to its catalytic activity. Most of these acid sites are buried in inaccessible locations, thus, leading to low acidity and consequently lower activity compared to zeolite catalysts. The BET surface area, average pore size and silica to alumina ratio of the silicao- alumina catalyst used in this work were 320.7 m2/g, 31.5 A, and 0.79,14 respectively.
The catalytic properties of zeolite ZSMd are attributed to both its strong acid sites and the three-dimensional system of intersecting channels which is made up of elliptical straight channels (5.1 x 5.5 A) and near circular zigzag channels (5.4 x 5.4 A).I6J7 The acid sites in HZSM-5 which are located on its intercrystalline surface are all accessible. Molecules such as xylenes, cyclohexane and 1,3,54rimethylbenzene have been found to diffuse readily in HZSM-5 catalyst. The BET surface area, average pore size, and silica to alumina ratio obtained for the HZSM-5 used in this work were 329 m2/g, 5.4 A (medium pore), and 56,14 respectively. The silica to alumina ratio of 56 gives it a relative cracking activity (relative to an equal volume of silica-alumina) of about These proper- ties of HZSM-5 catalyst are ~onsidered'~- '~ beneficial for cracking and aromatization of heavy feeds. In addition, the structural nature are responsible for its shape selective characteristics and improved thermal stability.
H-Y is a large pore zeolite catalyst which possesses both Bronsted and Lewis acid sites. However, its acidity is lower than that of HZSM-5 but higher than silica-alumina. Its pore size and structure are large enough to admit large molecules such as naphthalene, mesitylene and neopentane.16J1 The BET surface area, average pore size, and silica to alumina ratio obtained for the H-Y catalyst used in this work were 119 m2/ g, 7.4 A, and 6,14 respectively.
The hybrid catalysts were prepared by thoroughly mixing the individual catalysts in different proportions. The catalysts are designated as follows: HZ-33, mixture of 33 wt % silica- alumina and 66 wt % HZSM-5; HZ-66, mixture of 66 wt % silica-alumina and 33 wt % HZSM-5; HY-33, mixture of 33 wt % silica-alumina and 66 wt % H-Y HY-66, mixture of 66 wt % silica-alumina and 33 wt % H-Y.
Experimental Setup and Procedure. The experimental data were obtained at atmospheric pressure in a continuous downflow mode using a fixed bed microreactor. The reactor was operated at 1.8 or 3.6 h-' and a temperature range of 290- 410 "C. Details of the experimental set-up, reactor operation, product collection, and analytical procedures are given else- where.lg
Briefly, to perform a run, the reactor was first loaded with 2 g (for 3.6 h-l) or 4 g (for 1.8 h-l) catalyst and brought to the reaction temperature in a stream of argon flowing at 2 Lk. When the desired temperature was attained, the argon flow was stopped and the canola oil and steam fed to the reactor
(12) Chen, N. Y.; Miale, J. N.; Reagan, W. J. U.S. Patent 4,112,056,
(13) Adjaye, J. D.; Bakhshi, N. N. Biomass Bioenergy, in press. (14) Katikaneni, S. P. R.; Adjaye, J. D.; Bakhshi, N. N. Can. J . Chem.
Eng., in press. (15) Campbell, I. Biomass, Catalysis and Liquid Fuels; Holt, Rien-
hart and Winston: London, 1983. (16) Bhatia, S. Zeolite Catalysis: Principles and Applications; CRC
Press Inc.: Baco Raton, FL, 1990. (17) Szostak, R. Molecular Sieves: Principles of Synthesis and
Identification; Van Nostrand Reinhold: New York, 1989. (18)Chen, N. Y.; Garwood, W. E.; Dwyer, F. G. Shape Selective
Catalysis in Industrial Applications; Marcel Dekker Inc.: New York, 1989.
(19)Adjaye, J. D.; Sharma, R. K.; Bakhshi, N. N. Proceedings of the XVth Conference on Energy from Biomass and Wastes; IGT: Chicago, 1991; 783-803.
1973.
Catalytic Conversion of Canola Oil to Hydrocarbons
by a micrometering pump (Eldex, Model A-60-S) in an oil to steam ratio of 1:4. In the runs without steam, the canola oil was pumped as such. An experimental run lasted for 30 min. The reaction products leaving the reactor were separated into liquid (by trap cooling with a condenser) and gas products. The liquid product was distilled at 200 "C and a vacuum of 172 Pa using a Buchi GKR-50 distillation unit. Vacuum distillation of the liquid products yielded two fractions: a volatile and nonvolatile fraction which were identified as the "distillate" and "residue", respectively. The water content of the distillate fraction was measured and the amount of organic liquid product (OLP) was determined by difference. The OLP was one of the desired products.
The gas product was collected over a brine solution. The spent catalyst was later removed from the reactor and washed with acetone. Similarly, the inside surface of the reactor was washed with acetone. The acetone-soluble portion was des- ignated as "residual oil". The washed catalyst was then dried at 100 "C for 1 h followed by heating in an air flow for about 1 h at 600 "C to regenerate it. The difference in weight before and after regeneration of the washed catalyst was termed "coke".
Chemical Analysis. The composition of the OLP was determined by gas chromatography (Carle GC 500). The Carle GC was equipped with a 50 m long fused silica capillary column and a flame ionization detector (FID). The tempera- ture in the GC oven was programmed to increase from 50 to 200 "C and an analysis took approximately 45 min. The identity of the peaks was determined by GC/MS analysis (FinnigadMAT 4500 GC-MS) and by using known pure compounds and calibration mixtures (PolyScience Corp.). For each analysis, the individual compounds identified were placed under similar chemical groups. These groups included alco- hols, ketones, aliphatic hydrocarbons, and aromatic hydrocar- bons. Those peaks which could not be identified under the available data base were termed "unidentified fraction".
The gaseous products also were analyzed (Carle GC 500) using a combination of packed and capillary columns. The sample was injected onto a 2 m long precolumn, packed with OV-101 silicone oil. All components lighter than ethane passed rapidly through this column, and then the C3+ components were back-flushed onto the fused silica capillary column. Ethane and the lighter components were then passed through a 2 m Porapak Q and a 3 m molecular sieve 13X column to separate C1, CZ, CO, and COz which were measured by TCD. The C3+ components were measured by FID. After normal- ization of the components, an average molecular weight was calculated for the gaseous product. The weight of the gas fraction was determined from the average molecular weight and the weight fraction of the gas evolved. The identity of the peaks were determined using pure compounds and calibra- tion mixtures.
Results and Discussion The definitions for the terms conversion, yield, and
selectivity as used in this work are given by the following:
conversion (%) = (1 - (R (wt %)/(lo0 - UA (wt %)) x 100 (1)
yield (wt %) = (P (g)/canola oil fed (g)) x 100 (2)
selectivity, S = ( P (wt %))/(lo0 - P (wt %) - UA (wt %)) (3)
where UA is t h e unaccounted fraction and P are t h e products, i.e., coke, gas, organic liquid product, water, hydrocarbons, etc., and R is residue.
Energy & Fuels, Vol. 9, No. 4, 1995 601
Table 1. Mass Balances (wt % of Canola Oil) and Composition of OLP for the Conversion of Canola Oil
over Silica-Alumina Catalyst (Non-steam) 400 "C 450 "C 500 "C
product 1.8" 3.6" 1.8" 3.6" 1.8" 3.6" coke 36.0 27.0 13.0 12.0 10.0 10.0 gas 11.0 6.0 29.0 16.0 45.0 33.0 organic liquid product 40.0 43.0 51.0 53.0 42.0 44.0 aqueous fraction 4.0 10.0 2.0 7.0 1.0 5.0 residue 7.0 13.0 4.0 10.0 1.0 7.0 unaccounted 2.0 1.0 1.0 2.0 1.0 1.0 conversion 94.8 86.9 95.9 89.8 98.9 92.9
Composition (wt % of OLP) of Organic Liquid Product methanol 5.2 4.9 4.9 3.9 3.4 6.2 aliphatic hydrocarbons 30.1 19.4 21.9 13.2 14.3 12.5 acetone 11.3 7.9 7.7 5.1 3.5 3.6 benzene 1.3 2.1 3.1 2.5 4.6 4.7 toluene 4.2 3.2 5.2 4.6 9.5 7.0
o-xylene 1.6 1.6 2.0 2.6 3.4 2.5 (m+p)-xylenes 3.9 3.0 4.1 4.3 9.3 6.2 propylbenzene 0.7 1.4 2.5 2.6 3.8 1.9 Cg+aromatic hydrocarbons 16.4 14.1 14.7 12.5 19.0 11.4 total aromatic hydrocarbons 28.4 25.4 33.6 31.4 52.9 36.2 unidentified 25.0 42.4 31.9 46.4 25.9 41.9
ethylbenzene 0.3 - 2.0 2.3 3.3 2.5
a WHSV, h-l.
In all the runs, the overall mass balances was better than 93%. A number of runs were repeated in order to check their reproducibility. The experimental error was found to be less than 5% in all the runs. In the case of runs carried out with steam, the amount of water fed to the reactor was subtracted from t h e total amount of water in order to determine the amount of water formed during reaction. In t h e following sections, first, the conversion of canola oil in the presence and absence of steam over the pure catalysts, i.e., silica-alumina and HZSM-5, are presented. Second, t h e role of s team is examined in detail. Next, the compositions of the gas products a r e examined. Finally, the results obtained with hybrid catalysts are presented and discussed. In each case, the objective was to investigate the produc- tion of hydrocarbons in both the gas and liquid products.
Conversion of Canola Oil with Silica-Alumina Catalyst. As mentioned earlier, silica-alumina cata- lyst was selected because of its proven characteristics as a cracking catalyst in the commercial processing of petroleum crudes6. In addition, in our earlier work13 on t h e conversion of a wood-derived oil (i.e,, bio-fuel), it was observed that silica-alumina catalyst was highly selective for aliphatic hydrocarbons which were mainly in the kerosene boiling point range. As a result, this catalyst was selected for t h e catalytic conversion of canola oil. The conversions and overall mass balances a re given in Tables 1 (without steam) and 2 (with steam). Also included in these tables a re the composi- tions of the liquid products.
As expected, the conversion of canola oil over silica- alumina catalyst increased with temperature and de- creased with increased space velocity. The conversions were high and ranged between 81 and 99%. On the other hand, the conversion of canola oil to OLP in- creased with temperature to maximum values at 450 "C and thereafter decreased. For instance, at 1.8 h-' (in t h e presence of steam, Table 2), t h e amount of OLP increased from 42 wt % at 400 "C to 44 wt % at 450 "C and thereafter it decreased to 22 wt % at 550 "C. The decrease after 450 "C was mostly due to conversion of canola oil a n d o r OLP to gas product. Since the produc-

602 Energy & Fuels, Vol. 9, No. 4, 1995
Table 2. Mass Balances (wt YO of Canola Oil) and Composition of OLP for the Conversion of Canola Oil
over Silica-Alumina Catalyst (with Steam) 400°C 450 "C 500°C 550 "C
product 1.8" 3.6" 1.8" 3.6a 1.W 3.6" 1.8" 3.6"
Katikaneni et al.
Table 3. Mass Balances (wt % of Canola Oil Feed) and Composition of OLP for the Conversion of Canola Oil
over HZSM-5 Catalyst (Non-steam) 400 "C 450 "C 500 "C
1.8" 3.6a 1.W 3.6a 1.P 3.6"
coke 20.0 15.0 9.0 8.0 5.0 4.0 2.0 1.0 gas 21.0 16.0 34.0 25.0 53.0 44.0 70.0 64.0 organicliquid 42.0 49.0 44.0 50.0 33.0 40.0 22.0 27.0
aqueousfraction 5.0 7.0 4.0 5.0 3.0 4.0 2.0 3.0 residue 9.0 11.0 7.0 9.0 4.0 6.0 1.0 2.0 unaccounted 3.0 2.0 2.0 3.0 2.0 2.0 3.0 3.0 conversion 90.7 88.7 92.8 90.7 95.9 93.8 98.9 97.9
Composition (wt % of OLP) of Organic Liquid Product alcohols 5.5 4.3 3.4 6.5 3.5 4.7 1.6 2.0 acetone 13.5 9.7 7.4 4.8 4.1 2.9 0.6 0.5 aliphatic hydro- 30.8 22.5 21.2 19.2 13.2 14.0 5.2 4.9
benzene 1.5 1.9 2.1 3.5 4.1 4.9 7.1 8.2 toluene 3.8 3.3 5.0 3.9 8.6 7.5 12.5 11.5 ethylbenzene - - 1.5 1.7 2.5 2.4 3.9 3.6 o-xylene 1.5 1.1 1.5 0.7 2.8 2.2 3.8 3.3 (m+p)-xylenes 3.6 2.6 5.3 2.8 7.8 6.1 9.6 7.8 propylbenzene 0.5 - 2.1 1.3 2.2 1.7 2.7 1.9 Cg+ aromatic 7.2 5.6 9.5 11.0 11.7 10.6 18.3 15.3
total aromatic 18.1 14.5 27.0 24.9 39.7 35.4 57.9 51.6
unidentified 32.1 49.0 41.0 44.6 39.5 43.0 34.7 41.0
product
carbons
hydrocarbons
hydrocarbons
a WHSV, h-l.
coke 3.0 5.0 4.0 5.0 5.0 4.0 gas 25.0 17.0 34.0 25.0 50.0 44.0 organic liquid product 63.0 57.0 56.0 54.0 41.0 40.0 aqueous fraction 3.0 10.0 1.0 8.0 - 5.0 residue 3.0 9.0 1.0 7.0 - 4.0 unaccounted fraction 3.0 2.0 4.0 1.0 4.0 3.0 conversion 96.9 90.9 98.9 92.9 100 95.8
Composition (wt % of OLP) of Organic Liquid Product methanol 2.1 2.6 1.5 - - 0.3 aliphatic hydrocarbons 1.6 4.2 0.9 1.6 0.3 0.9 acetone 2.4 3.8 0.8 0.9 - - benzene 10.2 9.8 10.4 9.0 10.5 5.6 toluene 29.5 26.7 32.4 29.2 36.3 25.7 ethylbenzene 7.3 8.0 6.0 6.7 4.9 5.1 o-xylene 5.2 4.6 6.7 6.1 8.4 8.3 (m+p)-xylene 18.8 17.4 22.0 21.4 26.7 25.7 propylbenzene 6.2 8.9 6.0 7.2 5.7 6.8 CS+ aromatic hydrocarbons 5.0 4.1 4.9 5.5 3.1 10.8 total aromatic hydrocarbons 82.2 79.5 88.4 85.1 95.6 88.0 unidentified fraction 11.5 9.9 8.4 12.4 4.1 10.8
a WHSV, h-l.
Table 4. Mass Balances (wt % of Canola Oil) and Composition of O W for the Conversion of Canola Oil
over HZSM-5 Catalyst (with Steam)
tion of hydrocarbons was of prime interest, the hydro- carbon content of the OLP is examined in detail below.
Hydrocarbon Content of Organic Liquid Prod- uct Obtained with Silica-Alumina Catalyst. The organic liquid product obtained with silica-alumina contained between 4 and 31 wt % aliphatic hydrocar- bons and 14-58 wt % aromatic hydrocarbons. These were mainly Cs-Cg fuel range hydrocarbons. The main aliphatic hydrocarbons were 3-methylpentane, hexene, 3-methylhexane, 2,2,4-trimethylpentane (isooctane), 3-methylheptane, and 2,2,54rimethylhexane. In par- ticular, the yield of isooctane which has an octane rating of 100 was exceptionally high (60430% of the aliphatic hydrocarbon content) especially between 400 and 450 " C . Among the aromatic hydrocarbons, toluene and xylene were the main products in addition to Cg+ aromatic hydrocarbons.
It is interesting to note that as the temperature was increased the aliphatic content of OLP decreased tre- mendously, whereas the aromatic hydrocarbon content increased. A similar observation was obtained13 during the conversion of a biofuel with silica-alumina catalyst. At the moment no explanation has been found for the increased aromatization with increased temperature. However, this result implies that it may be possible to obtain the desired ratio of aliphatic to aromatic hydro- carbons just by adjusting the reaction temperature. The results also show that the hydrocarbon content of OLP decreased when the space velocity was doubled from 1.8 to 3.6 h-l. Thus, to obtain high hydrocarbon content (i.e., both aromatic and aliphatic) of OLP, the reactor should be operated at low space velocities. However, the operating temperature should be determined based on the desired products, i.e., whether aliphatic or aromatic hydrocarbon.
Conversion of Canola Oil with HZSM-6 Catalyst. The conversion of canola oil (Tables 3 and 4) over HZSM-5 was exceptionally high and ranged between 91
400 "C 450 "C 500 "C 550 "C
product 1.8" 3.6" 1.8" 3.6" 1.8" 3.6" 1.8" 3.6"
gas 32.0 20.0 45.0 34.0 60.0 50.0 75.0 63.0 organicliquid 54.0 61.0 49.0 57.0 36.0 44.0 23.0 33.0
aqueousfraction 4.0 5.0 2.0 3.0 1.0 2.0 - 1.0
unaccounted 2.0 3.0 1.0 2.0 2.0 2.0 2.0 2.0 conversion 93.7 91.7 97.9 96.9 98.9 97.9 100 98.9
Composition (wt % of OLP) of Organic Liquid Product
- - coke 2.0 3.0 1.0 1.0 - -
product
residue 6.0 8.0 2.0 3.0 1.0 2.0 - 1.0
alcohols 1.0 3.7 0.4 2.7 0.8 1.0 0.4 - acetone 1.7 2.9 0.9 0.5 0.6 0.5 - - aliphatic hydro- 3.7 4.7 0.6 2.5 0.4 0.4 - -
benzene 6.5 9.5 7.8 9.8 9.6 14.4 10.3 10.4 toluene 22.2 24.8 25.8 27.7 29.2 35.0 30.8 32.8 ethylbenzene 7.3 7.1 3.8 5.2 3.5 3.2 3.0 3.0 o-xylene 5.3 4.2 6.6 5.5 7.5 6.7 8.0 7.9 (m+p)-xylenes 19.7 16.6 20.2 19.1 22.7 21.1 22.5 23.2 propylbenzene 6.8 5.0 4.0 3.8 3.4 2.2 2.8 2.2 Cs+aromatic 7.8 2.3 12.0 2.9 8.4 3.9 9.8 4.9
total aromatic 75.6 69.5 80.2 74.0 84.3 86.5 87.2 84.4
unidentified 18.0 19.2 17.9 20.3 13.9 11.6 12.4 15.6
carbons
hydrocarbons
hydrocarbons
a WHSV, h-l.
and 100% for HZSM-5. On account of these high conversions the effect of temperature and space velocity on the conversion was small. For instance, at 1.8 h-l (Table 4), the conversion at 400 "C was 93.7% compared to 100% at 550 "C. Also, at 400 "C, when the space velocity was doubled from 1.8 to 3.6 h-l, the conversion decreased by only 2% to 91.7%. In general, however, the conversion increased with temperature. On the other hand, it decreased when the space velocity was doubled. Prasad et. a1.2 also observed high conversions (greater than 85% and steam to oil ratio of 4) of canola oil even at temperatures below 400 "C. The high conversions were probably due to the effectiveness of HZSM-5 catalyst to convert the oleic, linoleic, palmitic,

Catalytic Conversion of Canola Oil to Hydrocarbons
and linolenic fatty acids (belonging to the carboxylic groups) which are the main components of canola oil. In an earlier work by Adjaye and Bakhshi,20 it was observed that compounds with the carboxylic functional group were highly reactive over HZSM-5 catalyst with conversions above 90% at temperatures between 330 and 410 "C.
Since the organic liquid product (OLP) contained the desired hydrocarbon fraction, it was of interest to obtain high yields of the OLP. The amount of OLP varied between 23 and 63 wt % of canola oil. It decreased significantly with temperature. For instance, at 1.8 h-l (Table 4) the yield of OLP at 400 "C was 54 wt % compared to 23 wt % at 550 "C indicating that a major fraction of OLP was converted to gas. When the space velocity was doubled, the amount of OLP increased showing that in order to obtain high yields of OLP the reactor should be operated at low temperatures and high space velocities. These conditions will not affect the conversion since they are already very high. The effect of these conditions on the yield of the desired hydrocarbon product is discussed below.
Hydrocarbon Content of Organic Liquid Prod- uct Obtained with HZSM-5 Catalyst. The composi- tions of OLP are given in Tables 3 and 4. It primarily consisted of aromatic hydrocarbons. A small fraction of alcohols (0.3-3.7 wt %), acetone (0.5-3.8 wt %), and aliphatic hydrocarbons (0.3-4.7 wt %) was also identi- fied. Since the hydrocarbon content was of particular interest it is discussed in detail below:
The OLP consisted of between 69.5 and 87.2 wt % aromatic hydrocarbons and up t o 4.7 wt % aliphatic hydrocarbons. Benzene, toluene, xylenes, and propyl benzene were the main hydrocarbons. These com- pounds fall within the gasoline boiling point range and have high octane numbers. The high amount of aro- matic hydrocarbons is typical of shape selective HZSM-5 catalyst. Also, these compounds are important raw materials for the production of a number of chemicals. For instance, toluene (with yields between 22 and 36.3 wt %) is a raw material for the production of chemicals such as phenol and benzoic acid. Xylenes (between 20.8 and 35.1 wt %) are also important for the production of phthalic anhydride and terephthalic acid which is an essential compound for polyester fiber production. At both space velocities studied the amount of aromatic hydrocarbons in the OLP generally increased with temperature. However, when the space velocity was doubled the aromatic content decreased. Thus, it can be seen that with HZSM-5 catalyst, the best conditions for producing high hydrocarbon content in the liquid product is at high temperatures and low space velocities.
Comparison of Selectivity Characteristics be- tween Silica-Alumina and HZSM-5 Catalysts. The results show that HZSM-5 produced more hydrocarbons than silica-alumina. These hydrocarbons were mainly aromatic in nature. On the other hand, silica-alumina produced a significant amount of aliphatic hydrocarbons compared to aromatic hydrocarbons. A similar observa- tion was made by Adjaye et al.13 during the conversion of a wood-derived oil with HZSM-5 and silica-alumina. They observed that HZSM-5 was highly selective for C7 and Cg aromatic hydrocarbons whereas silica-alumina did not have any preferential selectivity toward any
(20) Adjaye, J. D.; Bakhshi, N. N. Biomass Bioenergy, in press,
Energy & Fuels, Vol. 9, No. 4, 1995 603
Table 5. Composition (wt % of Amount of Gas) of Gas Product from the Conversion of Canola Oil over
Silica-Alumina Catalyst (Non-steam) 400 "C 450 "C 500 "C
1.8" 3.6" 1.8" 3.6" 1.8" 3.6"
methane ethylene ethane propylene propane isobutane n-butane isobutylene cis-2-butene trans-2-butene c5 co c02 total cZ-c4 olefins
C d
WHSV, h-I.
0.6 0.8 3.1 2.6 5.5 4.7 3.4 4.0 5.1 4.6 5.9 6.3 1.2 1.6 4.4 4.1 6.8 5.2 7.4 12.0 13.7 13.4 13.0 16.6
21.2 15.0 15.8 14.8 14.2 10.8 3.2 1.5 3.6 3.4 6.9 6.6
24.0 18.5 17.3 16.9 11.0 10.3 5.7 7.4 7.0 8.5 9.1 10.2
4.7 2.0 0.5 0.2 0.6 0.3 18.0 16.0 13.2 16.9 15.4 16.1 4.5 4.2 2.7 4.9 5.1 6.5 0.2 8.4 4.4 0.5 0.9 0.6 1.8 6.0 7.8 7.6 5.4 6.1
25.4 28.0 27.8 27.7 28.9 33.4
4.2 2.6 1.5 1.0 0.3 -
100 100 100 100 100 100
particular set of products. However, the aliphatic hydrocarbon content was higher in the OLP compared with HZSM-5 catalyst. The high aromatic hydrocarbon selectivity with HZSM-5 is due to its shape-selective property. In the HZSM-5 structure, the existence of defined pore sizes and pore structure are known to enhance cyclization reactions which are essential for aromatization.16 On the other hand, silica-alumina has a broad pore size distribution and no pore structure (i.e. amorphous in nature). Consequently, its products do not have a defined distribution.13J5
The OLP obtained with silica-alumina contained a higher unidentified fraction (25-45 wt % of OLP) compared to HZSM-5 (4-21 wt % of OLP). This unidentified fraction contained mostly components with boiling points above 300 "C. Thus, HZSM-5 catalyst produced components in the liquid phase with low boiling points implying that the extent of cracking with HZSM-5 catalyst was much higher than with silica- alumina catalyst. In the literature15J6 also, it has been reported that acidic zeolite catalyst are about 4 orders of magnitude more active as cracking catalysts com- pared to silica-alumina. The higher activity has been linked to relatively easy accessibility of the catalytically acid sites in zeolites compared to silica-alumina.16 Hence, in the cracking of petroleum crudes, small amounts of zeolite catalyst are added to silica-alumina in order to enhance its cracking activity.
Both these catalysts produce acetone which is a useful industrial chemical. In particular, the amount of ace- tone obtained with silica-alumina was very significant at 400 "C (13.5 wt %) but decreased progressively to 0.6 wt % at 550 "C.
Gas Product Composition. In this section, the gas product compositions are examined in detail for hydro- carbon content. Of major interest is the olefinic content of the gas phase. The compositions at various temper- atures and space velocities are given in Tables 5 and 6 (silica-alumina) and Tables 7 and 8 (I-IZSM-5). The gas composition consisted entirely of hydrocarbon gases (C1-C6), CO, and CO2.
With silica-alumina catalyst, the gas composition consisted of between 25 and 34 wt % C2-Q olefins (Table 5). In the presence of steam, the C2-C4 olefin fraction increased significantly to between 45 and 54
604 Energy & Fuels, Vol. 9, No. 4, 1995
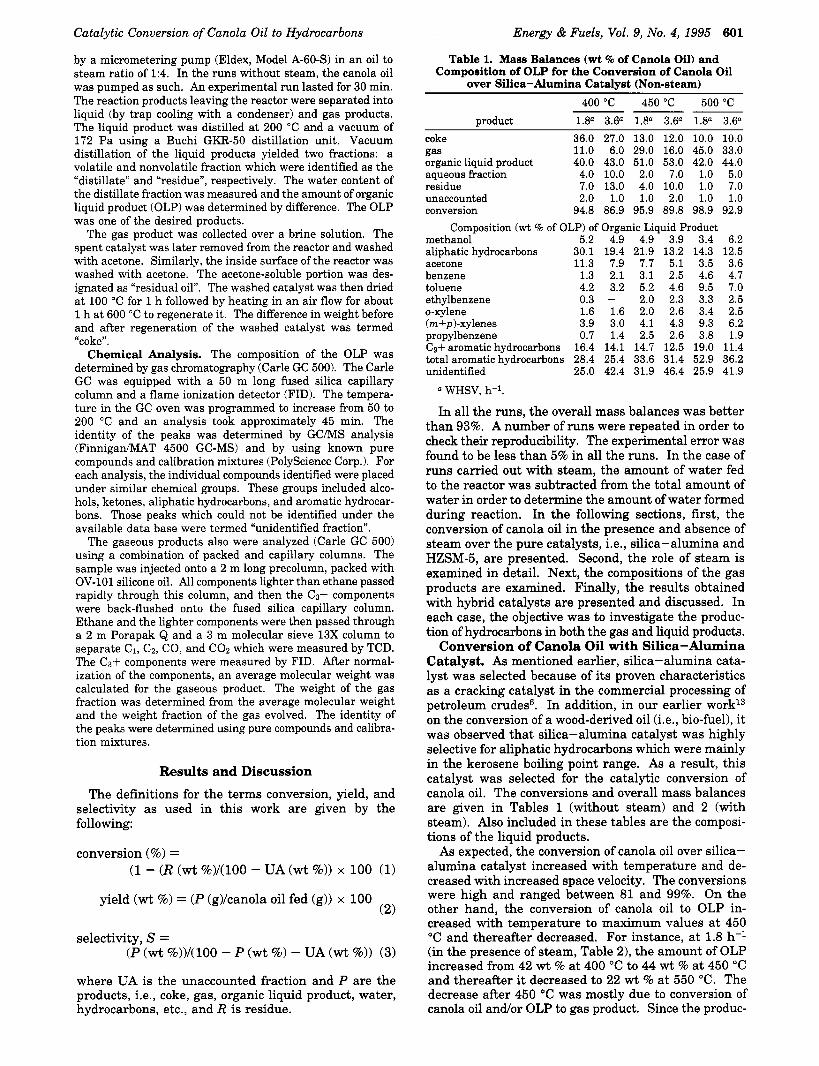
Table 6. Composition (wt % of Gas Product) of Gas Product for the Conversion of Canola Oil over
Silica-Alumina Catalyst (with Steam) 400 "C 450 "C 500 "C 550°C
product 1.8" 3.6" 1.8" 3.6" 1.8a 3.6" 1.8"
methane 6.7 4.3 8.8 3.4 5.0 5.6 11.8 ethylene 10.4 6.1 11.7 7.8 6.6 10.1 13.6 ethane 8.6 3.8 11.2 5.7 7.5 8.5 13.9 propylene 13.8 11.0 24.1 18.1 19.7 18.3 14.8 propane 6.6 5.1 16.3 13.0 12.2 8.7 11.8 isobutane 2.7 14.1 5.4 12.8 18.7 2.9 5.2 n-butane 6.9 5.2 4.5 4.1 2.6 5.2 5.1 isobutylene 8.4 9.3 6.4 9.2 9.0 9.1 7.2 1-butene 3.0 3.1 1.1 1.8 0.9 2.5 1.8 cis-2-butene 6.3 7.3 1.4 10.3 8.2 6.5 4.6 trans-2-butene 9.2 10.0 1.8 3.3 1.5 7.2 3.6 c5 10.0 11.0 1.7 4.8 1.2 9.0 2.5
co 2.5 2.1 3.4 2.8 4.1 2.6 2.4 coz 3.6 2.5 1.8 1.9 2.8 2.2 1.6 total 100 100 100 100 100 100 100 G-C4olefins 51.1 46.8 46.5 50.5 45.9 53.7 45.6
cS+ 1.1 2.5 0.2 1.0 0.2 1.6 -
a WHSV, h-l.
Table 7. Composition (wt % of Amount of Gas) of Gas Product for the Conversion of Canola Oil over HZSM-6
Catalyst (Non-steam) 400 "C 450 "C 500 "C
1.8a 3.6" 1.8a 3.6" 1.8" 3.6"
Katikaneni et al.
methane 1.3 0.3 0.8 0.7 2.2 3.8 ethylene 2.0 4.4 6.6 6.7 10.4 17.7 ethane 2.1 0.9 1.8 1.6 3.8 5.3 propylene 3.6 9.5 12.8 14.1 15.6 21.7 propane 39.6 29.3 31.2 26.7 32.8 22.0 isobutane 4.1 3.5 6.1 5.2 5.4 4.1 n-butane 24.6 22.4 17.9 16.2 11.4 8.5 isobutylene 2.3 3.2 4.0 5.1 5.9 5.3 cis-2-butene 4.4 6.2 3.7 5.2 2.3 1.1 trans-2-butene 4.0 5.0 2.0 4.0 0.1 0.3 c5 9.1 10.5 7.6 9.9 5.3 4.1 cS+ 1.4 1.7 1.7 2.9 2.3 - co 0.1 1.6 2.1 0.1 0.4 4.3 c02 1.4 1.6 1.8 1.7 2.1 1.8 total 100 100 100 100 100 100 Cz-C4olefins 16.3 28.3 29.1 35.1 34.3 46.1
a WHSV, h-I.
Table 8. Composition (wt % of Gas Product) of Gas Product for the Conversion of Canola Oil over HZSM-5
Catalyst (with Steam) 400 "C 450 "C 500 "C 550 "C
product l.gn 3.6= 1.W 3.6" 1.8O 3.6" 1.8= 3.6"
methane 0.5 0.4 3.7 1.1 3.0 3.9 8.7 7.1 ethylene 13.1 12.1 7.7 6.1 16.7 14.5 14.4 17.8 ethane 0.4 0.7 5.4 2.5 3.2 5.6 10.1 8.6 propylene 34.3 31.4 36.0 29.0 30.0 29.9 23.9 26.1 propane 5.4 8.2 13.9 12.5 16.5 18.6 18.8 18.7 isobutane 5.3 6.4 11.7 16.7 6.0 7.7 4.9 4.4 n-butane 2.5 11.5 3.8 5.3 6.3 4.1 4.9 3.8 isobutylene 12.2 7.4 7.8 10.9 8.5 6.3 5.6 4.8 1-butene 3.5 2.3 0.7 1.0 1.8 0.8 1.2 0.9 cis-2-butene 3.8 3.2 0.9 4.0 1.8 1.4 1.2 0.8 trans-2-butene 5.3 3.5 0.9 2.4 1.7 1.2 1.2 1.1 c5 5.4 2.7 1.5 1.4 0.5 1.0 0.9 1.3 c6+ 1.5 0.6 - co 5.2 5.0 2.9 3.4 2.5 2.4 1.9 2.3 coz 1.6 4.6 1.9 3.6 1.5 2.7 2.2 2.2 total 100 100 100 100 100 100 100 100 C2-Cd olefins 72.2 59.9 54.0 53.4 60.5 54.2 47.5 51.5
- - - - -
WHSV, h-l.
wt % of the gas phase. Between 6 and 11 wt % ethylene, 11 and 24 wt % propylene, and 5 and 11 wt % isobutylene were obtained. These gases are of high
interest in the petrochemical industry where they are used as building blocks for the production of poly- ethylene and polypropylene and MTBE. These results show that the conversion of canola oil in the presence of steam may be a potential source for the production of these olefins. The results show that the effect of temperature and space velocity on the fraction of olefins in the gas phase was small. For instance, a t 1.8 h-l (Table 6) increasing the temperature from 400 to 550 "C resulted in a change of only 5.5 wt % and in the absence of steam (Table 5) the change was even smaller (only 4.5 w t %).
With HZSM-5 catalyst, the gas composition consisted of 16-46 wt % CZ-c4 olefins (without steam, Table 7). In the presence of steam (Table 8) significantly higher amounts of CZ-c4 olefins were obtained which com- prised over 72 wt % of gas phase at 1.8 h-l and 400 "C. However, with increase in temperature and space velocity, the concentration of olefins decreased but was always higher than 47 wt % of gas phase (Table 8). Propylene (23-36 wt %) and ethylene (6-18 wt %) were the main constituents among the olefins. The best conditions for their production were a t 450 "C and 1.8 h-' for propylene and 550 "C and 3.6 h-l for ethylene.
With both catalysts, the C02 content was usually low with highest 4.6 wt % a t 3.6 h-l and 400 "C for HZSM-5 catalyst (with steam) and highest 7.8 wt % a t 1.8 h-l and 450 "C with silica-alumina (without steam). The amount of CO was also low with highest 5.2 wt % for HZSM-5 and 8.4 wt % for silica-alumina.
The Role of Steam. In order t o examine the role of steam during the conversion of canola oil, the results for non-steam operation were compared with those obtained with steam. A number of striking differences were observed especially in the coke formation, yield of organic liquid product (OLP), hydrocarbon content of the OLP and the olefidparaffh ratio of the gas phase. These observations are discussed in detail below.
Effect of Steam on Coke Formation. Without steam the amount of coke formed with silica-alumina and HZSM-5 was 10-39 and 3-7 wt %, respectively. However, when the canola oil was converted in the presence of steam these values dropped to 1-20 and 1-3 wt % over silica-alumina and HZSM-5, respec- tively. For instance, when upgrading was carried out with steam a t 1.8 h-l and 400 "C, 20 and 2 wt % coke were produced with silica-alumina and HZSM-5, re- spectively, compared with 39 and 4 wt % under similar operating conditions without steam. These decreases are also confirmed by plots of the selectivity for coke formation on both catalysts (Figures 1 and 2). It can be seen that with HZSM-5 catalyst, the selectivity for coke was low and also decreased significantly with temperature. On the other hand, in the absence of steam, coke selectivity decreased to a minimum value and then increased. With silica-alumina, it can be seen that, although the coke selectivity decreased with tem- perature, the values in the presence of steam were much lower. A similar observation was made by Adjaye et al.1° during the upgrading of a bio-oil. in the presence and absence of steam. They observed up to 60% reduction in the amount of coke formed when upgrading was carried out in the presence of steam compared to the operation without steam. Thus, in order t o prolong

Catalytic Conversion of Canola Oil to Hydrocarbons
0.5
0.4
v1
i. 0.3 i J1 # u 0.1
0.1
0.0 3
\ m.... .... ........... ?.,,\
" ..,% -..y".... ..... '......%.>
*.::::*::::::..,.,. ........ ..p
D 4 0 0 5 0 0 6 0 0
Temperature, oc Figure 1. Selectivity for coke formation with silica-alumina catalyst.
0.10
0.04
v)
6 0.06 I 0.04
i
0.01
0.w 3 0 0 4 0 0 5 0 0 I
Tmperature, OC
Figure 2. Selectivity for coke formation with HZSM-5 cata-
Table 9. Comparison of the Product Yields (wt % of Canola Oil) for the Conversion of Canola Oil over
HZSMd Catalyst in the Presence and Absence of Steam and at Different Run Times
lyst.
400 "C, 1.8 h-l WHSV without steam with steam conditions
run time, min coke gas aqueous fraction organic liquid product residue unaccounted fraction conversion
30 90 30 90 3.0 10.0 2.0 3.0
25.0 15.0 32.0 30.0 3.0 3.0 4.0 4.0
63.0 60.0 54.0 53.0 3.0 10.0 6.0 7.0 3.0 2.0 2.0 3.0
96.9 89.8 93.9 92.8
catalyst life, it would be desirable to carry out the conversion of canola oil n the presence of steam.
In order to study in detail the beneficial effect of steam in improving the life of the catalysts, two ad- ditional runs (with and without steam) were performed with HZSM-5 catalyst where in this case the runs were allowed to proceed for longer time periods (90 min). The objective was to examine the effect of steam on the activity of the catalysts (deactivation due to coke forma- tion) over a longer time period. The results are pre- sented in Table 9 and compared with similar runs carried out for 30 min. These results show that without steam the fraction of canola oil that was converted to
Energy & Fuels, Vol. 9, No. 4, 1995 605
0.3
3 0 0 4 0 0 5 0 0 8 0 0
Temperalure, OC
Figure 3. Selectivity for organic liquid product with HZSM-5 catalyst.
0.1
0.7
0.8 m
0.5
9 0
0.4
0.3
n.2 3 0 0 4 0 0 5 0 0 (i
Temperature, OC
0
Figure 4. Selectivity for organic liquid product with silica- alumina catalyst.
coke increased from 3 (30 min) to 10 wt % (90 min). On the other hand, with steam, the amount of coke was 2 wt % (30 min) and increased to 3 wt % after 90 min. These results were translated to higher conversion after 90 min for in the presence of steam (92.9%) compared to operation without steam (89.8%). The higher conver- sions signify that higher catalyst activity were obtained during the steam operation compared to the operation without steam.
Two explanations have been mentioned2 as the rea- sons underlying the reduction in coke formation in the presence of steam. One reason is the suppression of coke forming reactions as a result of competitive ad- sorption between the coke precursors and water mol- ecules on the acid site of catalyst. The other reason has been attributed to the partial gasification of coke deposits by steam.
Effect of Steam on the Selectivity for Organic Liquid Product. A comparison of the selectivity for the production of OLP from steam and non-steam operations shows a number of interesting trends (Fig- ures 3 and 4). With HZSM-5, the selectivity values (Figure 3) were lower in the presence of steam compared to the operation without steam when the conversion was carried out at 1.8 h-l. However, when the space velocity was increased to 3.6 h-l, higher OLP selectivities were obtained in the presence of steam. Thus, these results show that it is possible to manipulate the space velocity

606 Energy & Fuels, Vol. 9, No. 4, 1995 Katikaneni et al.
P "*" I Lrgrmd
m p
... 3 0 0
..... * ................ # ......... // . *;$:.+Z ............. Q..... ............... Q
..p /p D.y m'
4 0 0 5 0 0
Temperature, OC
6 I
Figure 5. Selectivity for aromatic hydrocarbons with silica- alumina catalyst.
and steam addition in order to optimize the selectivity for OLP. These results also show that to optimize the selectivity for OLP with HZSM-5 catalyst, the conver- sion should be carried out at 1.8 h-l, 400 "C, and in the absence of steam.
With silica-alumina (Figure 4) an entirely different scenario was observed. At 400 "C, higher selectivities for OLP were obtained in the presence of steam. On the other hand, at 450 and 550 "C, the selectivity for OLP was lower with steam compared to the operation without steam. The results also show that with silica- alumina catalyst, the best conditions for optimizing the selectivity for OLP is at 3.6 h-l, 450 "C, and in the absence of steam.
These results show that upgrading in the presence of steam decreased the optimum selectivity for OLP production. However, comparison of the changes in the OLP selectivity between the two operations (i.e., steam and non-steam) does not follow any general trend. In the literature also, different results have been obtained with different oils. For instance, Adjaye et al.1° ob- served increases in the amount of organic liquid product during the upgrading of a wood-derived bio-oil with HZSM-5 in the presence of steam compared to operation without steam. On the other hand, Sharma and Bakhshi8 observed no major changes in the amount of organic liquid product during the conversion of crude tall oils to fuels and chemicals with and without steam. These results show that the effect of steam on the yield of the organic liquid product is complicated and varies with different catalysts and different feeds.
Effect of Steam on Hydrocarbon Production. The yields of aromatic hydrocarbons were lower in the presence of steam compared to the operation without steam. With silica-alumina catalysts, the yield was between 3 and 15 wt % lower and with HZSM-5 it was between 2 and 11 wt % lower than in the absence of steam. Plots of the aromatic hydrocarbon selectivity are shown in Figure 5 for silica-alumina and Figure 6 for HZSM-5. It is seen that, although the presence of steam did not appreciably alter the trend in the selectivity with temperature, the selectivities were higher in the absence of steam compared to the presence of steam.
Plots (Figures 7 and 8) of c 6 - C ~ aromatic hydrocarbon fraction of OLP also show that although the degree of
1.3
1.1
h
> a
B g 0.9
c 0 CI
5 0.7
5 2 0.5 3
0.3
0.1 3
Figure 6. Selectivity for aromatic hydrocarbons with HZSM-5 catalyst.
0.04
0.03
400 OC. 3.6 WHSV
6 7 8 6 7 8
Carbon Number
Figure 7. Selectivity for c6-c8 aromatic hydrocarbons with silica-alumina catalyst.
0.4
0.3
m .i. 1 0.2 a m
0.1
0.0
400 OC, 3.6 WHSV
400 OC. 1.8 WHSV
6 7 8 6 7 8
Carbon Number
Figure 8. Selectivity for C6-cg aromatic hydrocarbons with HZSM-5 catalyst.
aromatization is decreased, the extent of the selectivities for the individual aromatic hydrocarbons is complex and does not follow a general trend. For instance, with HZSM-5, a t 1.8 h-l, the selectivity for C7 (representing the toluene eaction) was higher in the absence of steam
Catalytic Conversion of Canola Oil to Hydrocarbons
0.2
'?,
1
1 0.1
e"
0.0 3 D 4 0 0 5 0 0
Temperature, OC
Figure 9. Selectivity for aliphatic hydrocarbons with silica- alumina catalyst.
0.04
v1 0.03 .&
51 d
b f 9
0.02 j
0.01
0.00 a
b ............. .............. :.* 5 0 0 4 0 0 6
Temperature, OC
Figure 10. Selectivity for aliphatic hydrocarbons with HZSM-5 catalyst.
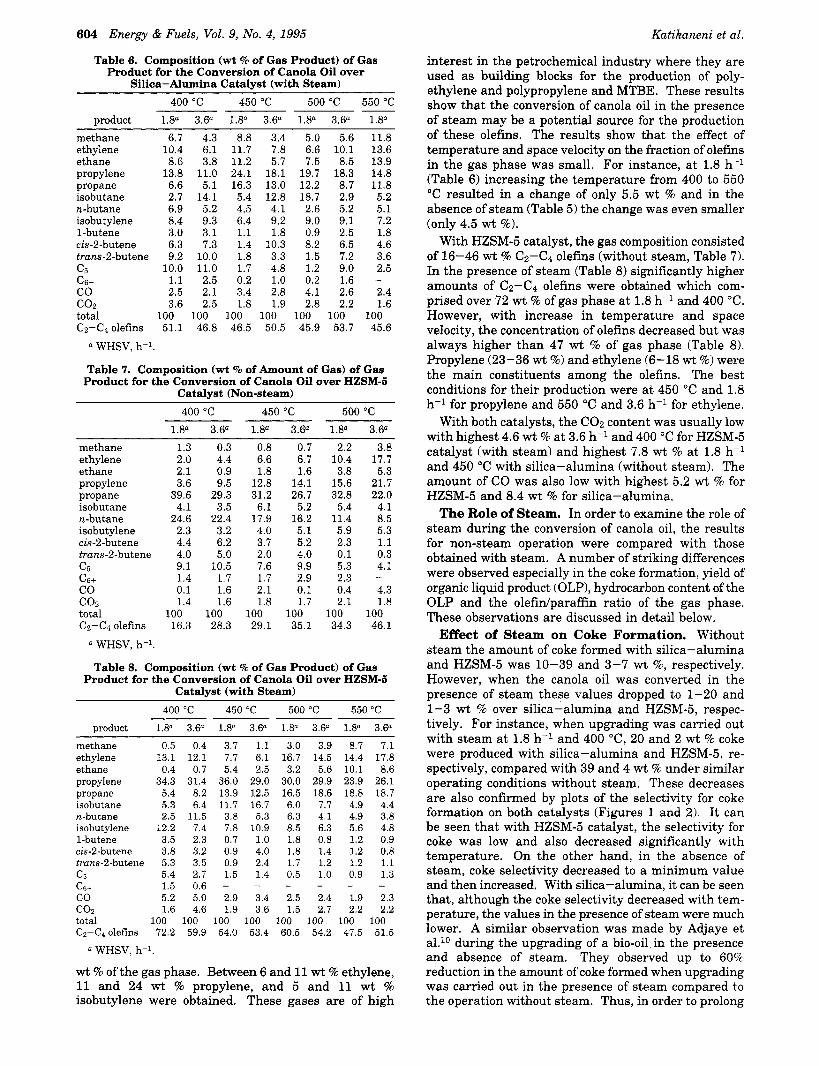
than in the presence of steam. However, a t 3.6 h-l, the values were very close. With silica-alumina, at 1.8 h-l, in the absence of steam, no C7 aromatic hydrocarbon was produced compared to a selectivity of 0.0167 in the presence of steam.
Prasad et a1.2 and Choudhary and Sansare21 also observed similar reductions in aromatization and linked this observation to the effect of water vapor on reducing the rates of the hydrogen transfer reactions. Nay& and Choudhary22 also mentioned that the decrease in aro- matization may be linked to modification of the acid site distribution of HZSM-5 in the presence of steam com- pared to the operation steam.
The selectivities for aliphatic hydrocarbons for silica- alumina and HZSM-5 are shown in Figures 9 and 10, respectively. The selectivity for aliphatic hydrocarbons was significantly affected by the presence of steam. Taking HZSM-5 as an example, the selectivity increased in the presence of steam at low temperatures but were lower at high temperatures, especially 550 "C.
In general, the overall selectivity for hydrocarbons decreased in the presence of steam (Figures 11 and 12). With both catalysts, the highest selectivities were
(21) Choudhary, V. R.; Sansare, S. V. Appl. Catal. 1984,10, 147-
(22) Nayak, V. S; Choudhary, V. R. Appl. Catal. 1984, 10, 137- 153.
145.
Energy & Fuels, Vol. 9, No. 4, 1995 607
b
f
B 0.3 t" 3
0.2
0.1 3 0 0 4 0 0 5 0 0 5
Temperature,OC
0
Figure 11. Overall hydrocarbon selectivity with silica- alumina catalyst.
0
Figure 12. Overall hydrocarbon selectivity with HZSM-5 catalyst. obtained at 1.8 h-l. Thus, best conditions for optimizing the selectivity for hydrocarbons is without steam and a t 400 "C with HZSM-5 and at 500 "C with silica- alumina.
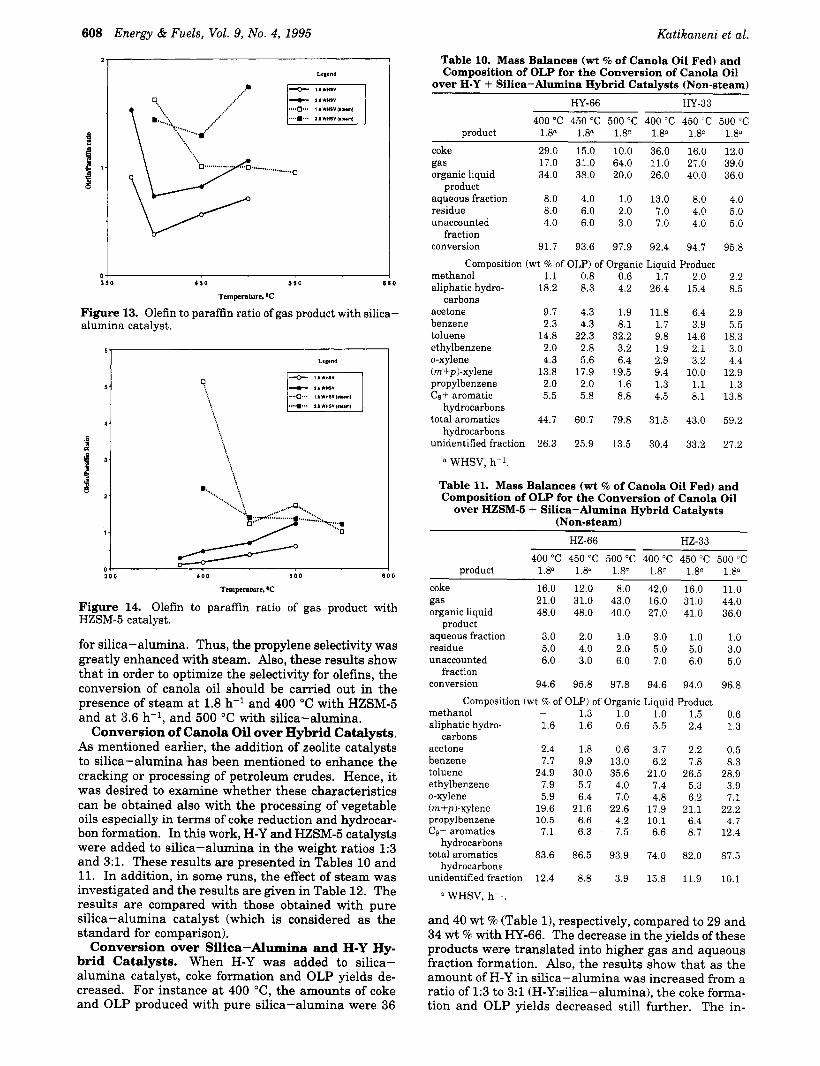
Effect of Steam on the Olefinic Content of the Gas Product. Plots of the olefidparaffin ratio with temperature for both catalysts are shown in Figures 13 and 14. It can be seen that, for both catalysts, there was a tremendous increase in the olefidparaffin ratio a t all temperatures in the operation with steam. Thus, by performing the conversion in the presence of steam, the amount of olefins in the gas phase could be increased significantly. Prasad et a1.2 also observed significant increases in the amount of olefins during the conversion of canola oil with HZSM-5 catalysts in the presence of steam. They linked these increases to a partial decou- pling of aromatization reaction from olefin formation reactions, thus resulting in relatively higher amounts of ( 2 2 4 3 5 olefins and a corresponding decrease in aromatic hydrocarbons. In this work, the major changes occurred in the C Z - C ~ olefin fraction. For example, without steam the amount of propylene was between 7 and 21 wt % of gas for silica-alumina and between 2 and 22 wt % of gas for HZSM-5. However, in the presence of steam, these values increased tremendously for HZSM-5,23 and 36 wt % of gas and 11 and 24 wt %
Energy & Fuels, Vol. 9, No. 4, 1995 Kutikuneni et al.
Table 10. Mass Balances (wt % of Canola Oil Fed) and Composition of OLP for the Conversion of Canola Oil
over H-Y + Silica-Alumina Hybrid Catalysts (Non-steam) HY-66 HY-33
400°C 450°C 500°C 400°C 450°C 500°C product 1.8" 1.8" 1.Ba 1.8" l.@ 1.8"
coke 29.0 15.0 10.0 36.0 16.0 12.0 gas 17.0 31.0 64.0 11.0 27.0 39.0 organic liquid 34.0 38.0 20.0 26.0 40.0 36.0
aqueous fraction 8.0 4.0 1.0 13.0 8.0 4.0 residue 8.0 6.0 2.0 7.0 4.0 5.0 unaccounted 4.0 6.0 3.0 7.0 4.0 5.0
conversion 91.7 93.6 97.9 92.4 94.7 95.8 Composition (wt % of OLP) of Organic Liquid Product
methanol 1.1 0.8 0.6 1.7 2.0 2.2 aliphatic hydro- 18.2 8.3 4.2 26.4 15.4 8.5
acetone 9.7 4.3 1.9 11.8 6.4 2.9 benzene 2.3 4.3 8.1 1.7 3.9 5.5 toluene 14.8 22.3 32.2 9.8 14.6 18.3 ethylbenzene 2.0 2.8 3.2 1.9 2.1 3.0 o-xylene 4.3 5.6 6.4 2.9 3.2 4.4 (m+p)-xylene 13.8 17.9 19.5 9.4 10.0 12.9 propylbenzene 2.0 2.0 1.6 1.3 1.1 1.3 Cg+ aromatic 5.5 5.8 8.8 4.5 8.1 13.8
total aromatics 44.7 60.7 79.8 31.5 43.0 59.2
unidentified fraction 26.3 25.9 13.5 30.4 33.2 27.2
product
fraction
carbons
hydrocarbons
hydrocarbons
(1 WHSV, h-l.
Table 11. Mass Balances (wt % of Canola Oil Fed) and Composition of O W for the Conversion of Canola Oil
over HZSMQ + Silica-Alumina Hybrid Catalysts (Non-steam)
HZ-66 HZ-33 400°C 450°C 500°C 400°C 450°C 500°C
product 1.8" 1.8" 1.8" 1.8= 1.8" 1.W
coke 16.0 12.0 8.0 42.0 16.0 11.0 gas 21.0 31.0 43.0 16.0 31.0 44.0 organic liquid 48.0 48.0 40.0 27.0 41.0 36.0
aqueous fraction 3.0 2.0 1.0 3.0 1.0 1.0 residue 5.0 4.0 2.0 5.0 5.0 3.0 unaccounted 6.0 3.0 6.0 7.0 6.0 5.0
conversion 94.6 95.8 97.8 94.6 94.0 96.8
product
fraction
..................
3 5 0 4 5 0 5 5 0 6 5 0
Temperalure. OC
Figure 13. Olefin to paraffin ratio of gas product with silica- alumina catalyst.
. . . . % t ... ..... ....
%. ......a
'$::::+::::::: ...... *... ....... ... ::a, ...... .... a '"0 d r -
0 4 I 3 0 0 4 0 0 5 0 0 e o 0
Temperature, OC
Figure 14. Olefin to paraffin ratio of gas product with HZSM-5 catalyst.
for silica-alumina. Thus, the propylene selectivity was greatly enhanced with steam. Also, these results show that in order to optimize the selectivity for olefins, the conversion of canola oil should be carried out in the presence of steam at 1.8 h-l and 400 "C with HZSM-5 and at 3.6 h-l, and 500 "C with silica-alumina.
Conversion of Canola Oil over Hybrid Catalysts. As mentioned earlier, the addition of zeolite catalysts to silica-alumina has been mentioned to enhance the cracking or processing of petroleum crudes. Hence, it was desired to examine whether these characteristics can be obtained also with the processing of vegetable oils especially in terms of coke reduction and hydrocar- bon formation. In this work, H-Y and HZSM-5 catalysts were added to silica-alumina in the weight ratios 1:3 and 3:l. These results are presented in Tables 10 and 11. In addition, in some runs, the effect of steam was investigated and the results are given in Table 12. The results are compared with those obtained with pure silica-alumina catalyst (which is considered as the standard for comparison).
Conversion over Silica-Alumina and H-Y Hy- brid Catalysts. When H-Y was added to silica- alumina catalyst, coke formation and OLP yields de- creased. For instance at 400 "C, the amounts of coke and OLP produced with pure silica-alumina were 36
Composition (wt % of OLP) of Organic Liquid Product met h a n o 1 - 1.3 1.0 1.0 1.5 aliphatic hydro- 1.6 1.6 0.6 5.5 2.4
acetone 2.4 1.8 0.6 3.7 2.2 benzene 7.7 9.9 13.0 6.2 7.8 to 1 u e n e 24.9 30.0 35.6 21.0 26.5 ethylbenzene 7.9 5.7 4.0 7.4 5.3 o-xylene 5.9 6.4 7.0 4.8 6.2 (m+p )-xylene 19.6 21.6 22.6 17.9 21.1 propylbenzene 10.5 6.6 4.2 10.1 6.4 CQ+ aromatics 7.1 6.3 7.5 6.6 8.7
total aromatics 83.6 86.5 93.9 74.0 82.0
unidentified fraction 12.4 8.8 3.9 15.8 11.9
carbons
hydrocarbons
hydrocarbons
0.6 1.3
0.5 8.3
28.9 3.9 7.1
22.2 4.7
12.4
87.5
10.1 a WHSV, h-l.
and 40 wt % (Table 11, respectively, compared to 29 and 34 wt % with HY-66. The decrease in the yields of these products were translated into higher gas and aqueous fraction formation. Also, the results show that as the amount of H-Y in silica-alumina was increased from a ratio of 1:3 to 3:l (H-Y:silica-alumina), the coke forma- tion and OLP yields decreased still further. The in-

Catalytic Conversion of Canola Oil to Hydrocarbons
Table 12. Mass Balances (wt % of Canola Oil Fed) for the Conversion of Canola Oil over Hybrid Catalysts in the
Presence of Steam HZ-66 HZ-33 Hy-66 HY-33 450°C 450°C 450°C 450°C
product 1.8" 1.8" 1.8a 1.8@
coke 9.0 14.0 11.0 13.0 gas 28.0 28.0 30.0 24.0 organic liquid product 52.0 45.0 45.0 47.0 aqueous fraction 5.0 5.0 5.0 9.0 residue 5.0 7.0 8.0 6.0 unaccounted fraction 1.0 1.0 1.0 1.0 conversion 94.9 92.9 91.9 96.0
Composition (wt % of OLP) of Organic Liquid Product methanol 1.8 1.3 1.1 2.5 aliphatic hydrocarbons 3.9 5.9 14.5 20.9 acetone 2.2 2.6 5.5 7.8 benzene 5.6 4.9 2.8 2.5 toluene 25.4 21.4 18.3 12.4 ethylbenzene 5.4 5.0 1.9 1.5 o-xylene 6.0 5.4 4.9 1.9 ( m +p)-xylene 19.5 19.6 15.6 8.9 propylbenzene 7.7 7.4 3.1 2.2 Cg+ aromatic hydrocarbons 7.0 11.2 7.2 10.5 total aromatic hydrocarbons 76.6 74.9 53.8 39.9 unidentified fraction 15.5 15.3 25.1 28.9
" WHSV. h-l.
creased gas yields signify enhanced cracking reactions. Enhanced cracking reactions are the result of increased acidity of the hybrid catalyst which are due to the presence of H-Y. It is well known that H-Y catalyst possesses higher acidity than silica-alumina18J9 and also its acid sites (i.e., catalytically active sites) are much more readily accessible than those of silica- alumina. Hence, the increased gas yields. The increase in aqueous fractions with increase in the amount of H-Y in silica-alumina catalyst imply increased deoxygen- ation by dehydration. Deoxygenation reactions are necessary for higher hydrocarbon formation.
The amount of H-Y in silica-alumina significantly influenced the composition of the OLP. In particular, with increase in the proportion of H-Y, the aromatic hydrocarbon content of OLP increased at the expense of aliphatic hydrocarbons. These results signify in- creased aromatization reactions which is expected on account of the shape selective nature of H-Y catalyst. It is interesting to note that the main components of both the aromatic and aliphatic fractions were similar to those obtained with pure HZSM-5 and pure silica- alumina catalysts, respectively.
Conversion over Silica-Alumina and HZSM-6 Hybrid Catalysts. Observations which are similar t o those obtained with mixtures of silica-alumina and H-Y hybrid catalysts were also obtained when HZSM-5 was added to silica-alumina catalysts. In this case too, the coke and OLP yields decreased whereas the gas yields increased. In addition, the conversions generally in- creased with increase in the HZSM-5 content of the catalyst. It is also interesting to note that the hydro- carbon content of the OLP was similar to those obtained with pure HZSM-5 catalyst; i.e., they were composed mostly of aromatic hydrocarbons and only small fraction of aliphatic hydrocarbons. Also, the unidentified frac- tion (which was composed mainly of components with boiling points higher than 300 "C) decreased drastically as HZSM-5 was added to silica-alumina. These results imply that the rates of cracking and aromatization
Energy & Fuels, Vol. 9, No. 4, 1995 609
reactions increased significantly with addition of HZSM-5 to silica-alumina.
Gas Product Composition with Hybrid Cata- lysts. When H-Y catalyst was added to silica-alumina, the olefinic content of the gas products decreased. In particular, the yields of ethylene and propylene de- creased whereas those of propane and n-butane in- creased. For instance, at 500 "C and 1.8 h-l, the yields of ethylene, propylene, and propane with pure silica- alumina were 5.9, 13, and 14.2 wt %, respectively. These values changed to 2.2, 1.5, and 35.2 wt %, respectively, with HY-66 hybrid catalyst. These changes imply that the addition of H-Y to silica-alumina prob- ably enhanced hydrogenation reactions at the expense of dehydrogenation reactions which are vital for olefin formation. On the other hand, there were no major changes in the gas composition with HZSM-5 + silica- alumina hybrid catalysts.
Effect of Steam with Hybrid Catalysts. The effect of steam on the product distribution was similar to those obtained with pure silica-alumina or HZSM-5 catalyst. The product distribution for runs carried out at 450 "C, 1.8 WHSV, with the four hybrid catalysts are given in Table 12. In this case too, the coke formation decreased, gas formation decreased, and the extent of aromaticity decreased, while aliphatic hydrocarbon formation in- creased. The reasons for these changes have already being discussed in the section on The Role of Steam.
Summary and Conclusions
1. A maximum organic liquid product of 51 and 63 wt % were obtained with silica-alumina and HZSM-5 catalysts, respectively. The maximum aromatic hydro- carbons produced from these catalysts were 57 and 96 wt % of OLP with silica-alumina and HZSM-5, respec- tively. The maximum aliphatic hydrocarbons were 31 and 5 wt % of OLP, respectively. Compared with HZSM-5, silica-alumina catalyst provided a higher selectivity for aliphatic hydrocarbons whereas HZSM-5 provided a high selectivity for aromatic hydrocarbons.
2. The gaseous products consisted mainly of CZ-C~ hydrocarbon gases. Ethylene, propylene, propane, and n-butane were the major products.
3. The beneficial effect of co-feeding steam with canola oil was prolonged activity (reduction in coke formation) of catalyst and increased olefidparaffin ratio. However, the selectivity for hydrocarbons, and in par- ticular aromatic hydrocarbons in the organic liquid product, decreased.
4. The addition of H-Y or HZSM-5 to silica-alumina resulted in decreased coke formation, decreased OLP yields, and increased gas yields when compared with pure silica-alumina catalyst. The results show that the addition of zeolites to silica-alumina catalyst was a potential route by which catalytic cracking and aroma- tization reactions can be increased in silica-alumina catalyst.
EF950007F