Upload
datam38
View
58
Download
12
Tags:
Embed Size (px)
DESCRIPTION
This thesis presents an investigation into mathematical modelling of natural circulationin high grade batch vacuum pans.Batch vacuum pans are an important part of a sugar factory, with the circulation insuch vessels being a key factor in successful sucrose extraction. The flow within a batchvacuum pan is laminar with three phases (molasses, crystal and vapour) present, and isdriven by buoyancy, which results from vapour formation due to boiling. Numerical modellingof natural circulation in batch vacuum pans has been limited in the past by computationalpower and available computer software, and has suffered from the necessity forvery restrictive assumptions to make modelling possible.The thesis uses computational fluid dynamics (CFD) as a tool to develop an improvedbatch vacuum pan model to investigate the detailed distribution of velocity and temperaturewithin a batch vacuum pan at various stages throughout the strike. A segmentedmodelling approach has been developed where the vacuum pan is divided into two segments:the space inside the calandria tubes (the calandria tube segment), and the remainingpart consisting of a downtake and the space above and below the calandria (the externalflow segment). The external flow segment is modelled using the standard CFDapproach, whereas the calandria tube segment is represented by a one-dimensional finitevolume model. The two segments are coupled together to obtain the overall model of theentire vacuum pan.The calandria tube segment is the key to the vacuum pan model as the majority of thedriving force for natural circulation is developed from the vapour formed due to boilingwithin the calandria tubes. The one-dimensional constant wall temperature tube modeldeveloped within this thesis demonstrates, for most parameters, reasonable agreementwith previous experimental data. The tube model results have been presented in the formof characteristic curves showing pressure difference, heat transfer and evaporation rate asfunctions of mass flow rate. These curves provide a new insight into the boiling processwithin calandria tubes. Improvement of the one-dimensional model predictions wouldrequire more experimental data pertaining to the volume fraction distribution in the axialand radial directions, as well as an improved correlation for the boiling heat transfercoefficient.Quasi-static, two-dimensional, axi-symmetric CFD simulations of the vacuum panwere performed for three discrete levels of filling, representing the start, middle and endiiiof the batch process. It was found that the magnitude of the flow speed through the tubesdecreases drastically with increasing level within the vacuum pan. This reduction has twocauses: first, the effect of increased viscosity with increasing head; and second the effectof the increased boiling point with increasing head. Both of these effects combine togive a much lower heat transfer rate within the tubes, thus producing less vapour to drivethe flow. As the head above the calandria increases, the size, strength and existence ofrecirculation zones also increases. These recirculation zones do not provide any assistancein circulating the flow through the tubes.The simulations provide an improved understanding of the mechanisms producingnatural circulation and allow suggestions of possible improvements to vacuum pan designs.With the large change in fluid viscosity from start to finish of the boiling process,combined with the change in saturation profile due to the increasing head, it is difficult toconceive a batch vacuum pan design that will operate at the maximum heat transfer andevaporation point for all times during the strike.The model developed produces a preliminary tool for analysis of vacuum pan operation,and may be applied to both batch and continuous pans. The segmented modellingapproach, which is a novel contribution of this work, also provides a framewo
Citation preview
Studies on Modelling Circulation in SugarVacuum Pans
Thesis submitted by
Darrin William STEPHENS BE(Hons) Qldin March 2001
for the degree of Doctor of Philosophyin the School of Engineering
James Cook University
Statement of Access
I, the undersigned, the author of this thesis, understand that James Cook University willmake it available for use within the University Library and, by microfilm or other means,allow access to users in other approved libraries.All users consulting this thesis will have to sign the following statement:
In consulting this thesis, I agree not to copy or closely paraphrase it in wholeor in part without the written consent of the author; and to make proper publicwritten acknowledgement for any assistance which I have obtained from it.
Beyond this, I do not wish to place any restriction on access to this thesis.
Signature Date
i
Abstract
This thesis presents an investigation into mathematical modelling of natural circula-tion in high grade batch vacuum pans.
Batch vacuum pans are an important part of a sugar factory, with the circulation insuch vessels being a key factor in successful sucrose extraction. The flow within a batchvacuum pan is laminar with three phases (molasses, crystal and vapour) present, and isdriven by buoyancy, which results from vapour formation due to boiling. Numerical mod-elling of natural circulation in batch vacuum pans has been limited in the past by compu-tational power and available computer software, and has suffered from the necessity forvery restrictive assumptions to make modelling possible.
The thesis uses computational fluid dynamics (CFD) as a tool to develop an improvedbatch vacuum pan model to investigate the detailed distribution of velocity and temper-ature within a batch vacuum pan at various stages throughout the strike. A segmentedmodelling approach has been developed where the vacuum pan is divided into two seg-ments: the space inside the calandria tubes (the calandria tube segment), and the remain-ing part consisting of a downtake and the space above and below the calandria (the ex-ternal flow segment). The external flow segment is modelled using the standard CFDapproach, whereas the calandria tube segment is represented by a one-dimensional finitevolume model. The two segments are coupled together to obtain the overall model of theentire vacuum pan.
The calandria tube segment is the key to the vacuum pan model as the majority of thedriving force for natural circulation is developed from the vapour formed due to boilingwithin the calandria tubes. The one-dimensional constant wall temperature tube modeldeveloped within this thesis demonstrates, for most parameters, reasonable agreementwith previous experimental data. The tube model results have been presented in the formof characteristic curves showing pressure difference, heat transfer and evaporation rate asfunctions of mass flow rate. These curves provide a new insight into the boiling processwithin calandria tubes. Improvement of the one-dimensional model predictions wouldrequire more experimental data pertaining to the volume fraction distribution in the axialand radial directions, as well as an improved correlation for the boiling heat transfercoefficient.
Quasi-static, two-dimensional, axi-symmetric CFD simulations of the vacuum panwere performed for three discrete levels of filling, representing the start, middle and end
iii
of the batch process. It was found that the magnitude of the flow speed through the tubesdecreases drastically with increasing level within the vacuum pan. This reduction has twocauses: first, the effect of increased viscosity with increasing head; and second the effectof the increased boiling point with increasing head. Both of these effects combine togive a much lower heat transfer rate within the tubes, thus producing less vapour to drivethe flow. As the head above the calandria increases, the size, strength and existence ofrecirculation zones also increases. These recirculation zones do not provide any assistancein circulating the flow through the tubes.
The simulations provide an improved understanding of the mechanisms producingnatural circulation and allow suggestions of possible improvements to vacuum pan de-signs. With the large change in fluid viscosity from start to finish of the boiling process,combined with the change in saturation profile due to the increasing head, it is difficult toconceive a batch vacuum pan design that will operate at the maximum heat transfer andevaporation point for all times during the strike.
The model developed produces a preliminary tool for analysis of vacuum pan opera-tion, and may be applied to both batch and continuous pans. The segmented modellingapproach, which is a novel contribution of this work, also provides a framework for futuremodel improvements as new experimental data becomes available.
Acknowledgements
The author wishes to thank the following people for their valuable contributions:Mr Santo Russo, my high school maths teacher for his timely display of confidence in
my schooling abilities, without such display this thesis would never have been written.My parents Dennis and Susan, my brother Peter and nephew Liam for their constant
love, support and encouragement throughout the duration of the thesis.Dr Jonathan Harris, whose supervision, enthusiasm and vast engineering knowledge
especially in the field of computational fluid dynamics was invaluable to me.The Sugar Research and Development Corporation, for financial assistance.Dr Philip Schneider, lecturer in the Discipline of Chemical Engineering, for informa-
tion relating to the operation and control of vacuum pans, especially the Macknade Millvacuum pan.
Mr Paul Britton for providing the much deserved stress relief with the numerous fish-ing expeditions, and for also being a great mate.
Mr Scott Anderson and Mr Dave Kauppila for their friendship, ideas, and enduranceof many hours of conversations with me.
Finally, my deepest appreciation goes to Tammy, my loving partner, for her under-standing and support during the concluding stages of this thesis.
iv
CONTENTS v
Contents
Statement of Access i
Abstract ii
Acknowledgements iv
List of Figures ix
List of Tables xiv
List of Symbols xv
Statement of Sources xxii
1 Introduction 11.1 Types of Batch Vacuum Pans . . . . . . . . . . . . . . . . . . . . . . . . 3
1.1.1 Coil Pans . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41.1.2 Calandria Pans . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
1.1.2.1 Flat Plate Fixed Calandria . . . . . . . . . . . . . . . . 71.1.2.2 Inclined Plate Calandria . . . . . . . . . . . . . . . . . 71.1.2.3 Floating Calandria . . . . . . . . . . . . . . . . . . . . 111.1.2.4 Horizontal Pan . . . . . . . . . . . . . . . . . . . . . . 12
1.2 Survey Of Australian Mills . . . . . . . . . . . . . . . . . . . . . . . . . 131.2.1 Survey results . . . . . . . . . . . . . . . . . . . . . . . . . . . . 131.2.2 Survey Part A . . . . . . . . . . . . . . . . . . . . . . . . . . . . 141.2.3 Survey Part B . . . . . . . . . . . . . . . . . . . . . . . . . . . . 141.2.4 Survey Summary . . . . . . . . . . . . . . . . . . . . . . . . . . 17
1.3 Circulation in Batch Calandria Vacuum Pans . . . . . . . . . . . . . . . . 181.3.1 Importance of Circulation . . . . . . . . . . . . . . . . . . . . . . 181.3.2 Description of Circulation . . . . . . . . . . . . . . . . . . . . . 18
CONTENTS vi
1.3.3 Factors Affecting Circulation . . . . . . . . . . . . . . . . . . . . 231.3.3.1 Heat Transfer . . . . . . . . . . . . . . . . . . . . . . . 231.3.3.2 Resistance to Circulation . . . . . . . . . . . . . . . . . 251.3.3.3 Circulation Measurements in Pans . . . . . . . . . . . . 25
1.3.4 Modelling Circulation . . . . . . . . . . . . . . . . . . . . . . . 271.4 Summary . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
2 Vacuum Pan Modelling 302.1 Processes in batch vacuum pan operation . . . . . . . . . . . . . . . . . . 302.2 Approach to pan modelling . . . . . . . . . . . . . . . . . . . . . . . . . 322.3 Industrial Pan . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 352.4 Summary . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
3 Fluid properties and governing equations 373.1 Fluid properties . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
3.1.1 Density . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 383.1.2 Rheological properties . . . . . . . . . . . . . . . . . . . . . . . 383.1.3 Surface tension . . . . . . . . . . . . . . . . . . . . . . . . . . . 413.1.4 Thermal conductivity . . . . . . . . . . . . . . . . . . . . . . . . 413.1.5 Specific heat . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 413.1.6 Boiling point elevation . . . . . . . . . . . . . . . . . . . . . . . 423.1.7 Discussion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
3.2 Multiphase fluid flow modelling . . . . . . . . . . . . . . . . . . . . . . 443.2.1 Governing equations for laminar flow . . . . . . . . . . . . . . . 44
3.2.1.1 Equations of motion and energy for a single phase . . . 453.2.1.2 Averaging . . . . . . . . . . . . . . . . . . . . . . . . . 493.2.1.3 Averaged equations of motion and energy for multiple
phases . . . . . . . . . . . . . . . . . . . . . . . . . . 503.2.2 Closure relations for multiphase flow . . . . . . . . . . . . . . . . 52
3.2.2.1 Interfacial mass transfer . . . . . . . . . . . . . . . . . 533.2.2.2 Interfacial momentum transfer . . . . . . . . . . . . . . 543.2.2.3 Interfacial energy transfer . . . . . . . . . . . . . . . . 56
4 Calandria Tube models 594.1 Single phase flow . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60
4.1.1 Hydrodynamic and thermal entrance lengths . . . . . . . . . . . 60
CONTENTS vii
4.1.2 Thermally developing Hagen-Poiseuille flow . . . . . . . . . . . 634.1.3 Thermal boundary layer development . . . . . . . . . . . . . . . 654.1.4 Thermally and Hydraulically developing flow . . . . . . . . . . . 68
4.2 Multiphase flow . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 724.2.1 One-dimensional channel flow . . . . . . . . . . . . . . . . . . . 73
4.2.1.1 Simplified governing equations for one-dimensional two-phase flow . . . . . . . . . . . . . . . . . . . . . . . . 73
4.2.1.2 Numerical modelling of one-dimensional two-phase flow 764.2.1.3 One-dimensional two-phase flow with homogeneous phase
change . . . . . . . . . . . . . . . . . . . . . . . . . . 834.2.2 One-dimensional tube boiling models . . . . . . . . . . . . . . . 87
4.2.2.1 Uniform wall heat flux . . . . . . . . . . . . . . . . . . 884.2.2.2 Fixed wall temperature . . . . . . . . . . . . . . . . . . 984.2.2.3 Tube characteristic curves . . . . . . . . . . . . . . . . 112
4.2.3 CFX-4.2 Two-dimensional boiling models . . . . . . . . . . . . . 1244.2.3.1 RPI boiling model . . . . . . . . . . . . . . . . . . . . 1244.2.3.2 Modifications to the RPI boiling model . . . . . . . . . 127
4.2.4 Summary . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 134
5 Overall vacuum pan model 1365.1 Numerical modelling . . . . . . . . . . . . . . . . . . . . . . . . . . . . 136
5.1.1 Segment coupling . . . . . . . . . . . . . . . . . . . . . . . . . 1445.1.2 Virtual mass test case . . . . . . . . . . . . . . . . . . . . . . . . 1465.1.3 Model results . . . . . . . . . . . . . . . . . . . . . . . . . . . . 148
5.1.3.1 Low head . . . . . . . . . . . . . . . . . . . . . . . . . 1495.1.3.2 Medium head . . . . . . . . . . . . . . . . . . . . . . . 1555.1.3.3 High head . . . . . . . . . . . . . . . . . . . . . . . . 160
5.1.4 Comparison of results . . . . . . . . . . . . . . . . . . . . . . . . 1655.2 Non-isothermal flow . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1695.3 Transient circulation in a vacuum pan . . . . . . . . . . . . . . . . . . . 173
6 Summary, Conclusions and Recommendations 1766.1 Summary and Conclusions . . . . . . . . . . . . . . . . . . . . . . . . . 1766.2 Recommendations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 179
6.2.1 Future experimentation . . . . . . . . . . . . . . . . . . . . . . . 1806.2.2 Future numerical models . . . . . . . . . . . . . . . . . . . . . . 181
CONTENTS viii
Bibliography 182
A Glossary of terms 192
B Vacuum pan survey 196B.1 Survey form . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 197B.2 Tabulated survey results . . . . . . . . . . . . . . . . . . . . . . . . . . . 199B.3 Graphical survey results . . . . . . . . . . . . . . . . . . . . . . . . . . . 202
C One-dimensional computer code 209C.1 MATLABTM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 209C.2 FORTRAN fixed heat flux . . . . . . . . . . . . . . . . . . . . . . . . . 210C.3 FORTRAN fixed wall temperature . . . . . . . . . . . . . . . . . . . . . 220
D CFX-4.2 input files 232D.1 Natural convection and single phase case . . . . . . . . . . . . . . . . . . 232D.2 Low case . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 234D.3 Medium case . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 238D.4 High case . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 242
E Copies of published papers 247
F Algorithms for the overall vacuum pan model 265F.1 Surface degassing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 265F.2 Tube-pan coupling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 266
LIST OF FIGURES ix
List of Figures
1.1 Overview of the sugar manufacturing process. . . . . . . . . . . . . . 21.2 Howards vacuum pan. . . . . . . . . . . . . . . . . . . . . . . . . . 41.3 The Van Vlissigen vacuum pan. . . . . . . . . . . . . . . . . . . . . 51.4 Modern coil vacuum pan. . . . . . . . . . . . . . . . . . . . . . . . . 61.5 Flat plate fixed calandria vacuum pan. . . . . . . . . . . . . . . . . . 81.6 Webre vacuum pan. . . . . . . . . . . . . . . . . . . . . . . . . . . . 91.7 Diametral vacuum pan. . . . . . . . . . . . . . . . . . . . . . . . . . 101.8 Inclined plate calandria vacuum pan. . . . . . . . . . . . . . . . . . . 111.9 Floating calandria vacuum pan. . . . . . . . . . . . . . . . . . . . . 121.10 Cross sectional view of a horizontal vacuum pan. . . . . . . . . . . . 131.11 Chart showing types of A grade vacuum pans used by respondent
mills. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 151.12 Idealised circulation movement in a vacuum pan. . . . . . . . . . . . 201.13 Scheme for circulation movement due only to eruptive boiling. . . . 201.14 Hills proposed circulation pattern. . . . . . . . . . . . . . . . . . . . 221.15 Sectional view of a single tube in a pan. . . . . . . . . . . . . . . . . 23
2.1 Segmented approach to vacuum pan modelling. . . . . . . . . . . . 332.2 Illustration of pump flow circuit. . . . . . . . . . . . . . . . . . . . . 342.3 Sectioned view of the batch vacuum pan used in this study. . . . . . . 36
4.1 Various stages of heat transfer in forced convective boiling in a tube. . 594.2 Laminar, hydrodynamic boundary layer development in a tube. . . . . 614.3 Thermal boundary layer development in a heated tube. . . . . . . . . 624.4 Illustration of control volume over a section of the thermal boundary
layer. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 664.5 Illustration of assumed temperature profile within the tube given by
Equation 4.24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 674.6 Geometry of tube model. . . . . . . . . . . . . . . . . . . . . . . . . 69
LIST OF FIGURES x
4.7 Single phase heat transfer, CFX-4.2 results. . . . . . . . . . . . . . . 704.8 Comparison of local Nusselt number for numerical and theoretical so-
lutions. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 704.9 Comparison of theoretical and numerical simulations of hydraulic entry
lengths. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 724.10 Channel geometry used for simulations . . . . . . . . . . . . . . . . . 774.11 Comparison of MATLAB TM and CFX-4.2 results for mass transfer only. 794.12 Comparison of MATLAB TM and CFX-4.2 results, momentum transfer
only . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 804.13 Comparison of MATLAB TM and CFX-4.2 results, heat transfer only . 814.14 Comparison of MATLAB TM and CFX-4.2 results, mass and momen-
tum transfer. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 824.15 Comparison of MATLAB TM and CFX-4.2 results, heat transfer. . . . 834.16 One-dimensional homogeneous phase transfer model results. . . . . . 864.17 Predicted distributions of (a) volume fraction; (b) temperature; and (c)
pressure in a heated calandria tube containing molasses, current model,using volume fraction weighted friction term. . . . . . . . . . . . . . 94
4.18 Predicted distributions of (a) volume fraction; (b) temperature; and (c)pressure in a heated calandria tube containing molasses, Atkinson et al.(2000), using two-phase flow friction factor. . . . . . . . . . . . . . . 95
4.19 Effect of slip ratio on model solution. . . . . . . . . . . . . . . . . 984.20 Temperature gradient through the wall of the tube. . . . . . . . . . . 994.21 Thermal circuit of steam heated tube. . . . . . . . . . . . . . . . . . 1004.22 Simplified thermal circuit of steam heated tube. . . . . . . . . . . . . 1004.23 Rouillards (1985a) experimental apparatus. . . . . . . . . . . . . . . 1024.24 Comparison single phase and boiling Nusselt numbers. . . . . . . . . 1044.25 Criterion for incipient boiling. . . . . . . . . . . . . . . . . . . . . . 1064.26 Illustration of heat transfer division between single phase and subcooled
boiling regimes. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1084.27 Pressure driving force, p
tp
, as a function of tube mass flow rate, lowhead case. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 114
4.28 Pressure driving force, ptp
, as a function of tube mass flow rate,medium head case. . . . . . . . . . . . . . . . . . . . . . . . . . . . 115
4.29 Curve showing zoomed section of Figure 4.28. . . . . . . . . . . . . 115
LIST OF FIGURES xi
4.30 Pressure driving force, ptp
, as a function of tube mass flow rate, highhead case. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 116
4.31 Curve showing zoomed section of Figure 4.30. . . . . . . . . . . . . 1164.32 Heat flow rate as a function of tube mass flow rate, low head case. . . 1174.33 Curve showing the heat flow rate as a function of tube mass flow rate,
medium head case. . . . . . . . . . . . . . . . . . . . . . . . . . . . 1174.34 Curve showing the heat flow rate as a function of tube mass flow rate,
high head case. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1184.35 Evaporation rate as a function of tube mass flow rate, all head cases. . 1194.36 Pressure driving force, p
tp
, as a function of tube mass flow rate forliquid buoyancy, all head cases. . . . . . . . . . . . . . . . . . . . . 121
4.37 Pressure driving force, ptp
, as a function of tube mass flow rate forthe combined effects of liquid buoyancy and vapour, low head case. . 121
4.38 Pressure driving force, ptp
, as a function of tube mass flow rate forthe combined effects of liquid buoyancy and vapour, medium head case. 122
4.39 Curve showing zoomed section of Figure 4.38. . . . . . . . . . . . . 1224.40 Pressure driving force, p
tp
, as a function of tube mass flow rate forthe combined effects of liquid buoyancy and vapour, high head case. . 123
4.41 Curve showing zoomed section of Figure 4.40. . . . . . . . . . . . . 1234.42 Two-dimensional model, CFX-4.2 results. . . . . . . . . . . . . . . . 130
5.1 Plan view of ring layout, superimposed onto tube layout. . . . . . . . 1375.2 Plan view of tube layout for the vacuum pan. . . . . . . . . . . . . . 1375.3 Two-dimensional axi-symmetric geometry used for numerical simula-
tions. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1385.4 Coarse computational mesh produced for the low head case. . . . . . 1405.5 Coarse computational mesh produced for the medium head case. . . . 1415.6 Coarse computational mesh produced for the high head case. . . . . . 1425.7 Geometry used for virtual mass simulations. . . . . . . . . . . . . . . 1475.8 Contours of liquid speed for low head case properties with (a) no virtual
mass; (b) virtual mass . . . . . . . . . . . . . . . . . . . . . . . . . . 1475.9 Contours of liquid speed for high head case properties with (a) no vir-
tual mass; (b) virtual mass. . . . . . . . . . . . . . . . . . . . . . . . 1485.10 Plot of liquid speed for single phase natural convection, low head case. 1515.11 Pressure contour plot for single phase natural convection, low head case. 151
LIST OF FIGURES xii
5.12 Plot of liquid speed for two-phase flow in the vacuum pan, low headcase. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 152
5.13 Pressure contour plot for two-phase flow in the vacuum pan, low headcase. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 152
5.14 Plot of vapour volume fraction for two-phase flow in the vacuum pan,low head case. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 153
5.15 Evaporation rate operating point for low head case. . . . . . . . . . . 1535.16 Heat flow operating point for low head case. . . . . . . . . . . . . . 1545.17 Plot of liquid speed for single phase natural convection, medium head
case. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1565.18 Pressure contour plot for single phase natural convection, medium head
case. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1575.19 Plot of liquid speed for two-phase flow in the vacuum pan, medium
head case. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1575.20 Pressure contour plot for two-phase flow in the vacuum pan, medium
head case. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1585.21 Plot of vapour volume fraction for two-phase flow in the vacuum pan,
medium head case. . . . . . . . . . . . . . . . . . . . . . . . . . . . 1585.22 Evaporation rate operating point for medium head case. . . . . . . . 1595.23 Heat flow operating point for medium head case. . . . . . . . . . . . 1605.24 Plot of liquid speed for single phase natural convection, high head case. 1615.25 Pressure contour plot for single phase natural convection, high head case. 1625.26 Plot of liquid speed for two-phase flow in the vacuum pan, high head
case. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1625.27 Pressure contour plot for two-phase flow in the vacuum pan, high head
case. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1635.28 Plot of vapour volume fraction for two-phase flow in the vacuum pan,
high head case. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1635.29 Evaporation rate operating point for high head case. . . . . . . . . . 1645.30 Heat flow operating point for high head case. . . . . . . . . . . . . . 1655.31 Effect of the bubble column on the net pressure driving force. . . . . 167
6.1 Areas for future vacuum pan research. . . . . . . . . . . . . . . . . . 179
B.3-1 Distribution of batch pan sizes (m3): . . . . . . . . . . . . . . . . . . . 202B.3-2 Distribution of batch pan sizes (t). . . . . . . . . . . . . . . . . . . . 202
LIST OF FIGURES xiii
B.3-3 Distribution of calandria tube lengths. . . . . . . . . . . . . . . . . . 203B.3-4 Distribution of calandria tube diameters. . . . . . . . . . . . . . . . . 203B.3-5 Distribution of massecuite heights above calandria. . . . . . . . . . . 204B.3-6 Distribution of pan boiling times. . . . . . . . . . . . . . . . . . . . 204B.3-7 Distribution of pan age. . . . . . . . . . . . . . . . . . . . . . . . . . 205B.3-8 Distribution of batch pan manufacturers. . . . . . . . . . . . . . . . . 205B.3-9 Distribution of pan side shape. . . . . . . . . . . . . . . . . . . . . . 206B.3-10 Pan side shape versus pan size. . . . . . . . . . . . . . . . . . . . . . 206B.3-11 Massecuite height versus pan size. . . . . . . . . . . . . . . . . . . . 207B.3-12 Tube diameter versus pan size. . . . . . . . . . . . . . . . . . . . . . 207B.3-13 Tube length versus pan size. . . . . . . . . . . . . . . . . . . . . . . 208
LIST OF TABLES xiv
List of Tables
1.1 Summary of responses to Part A of the survey. . . . . . . . . . . . . 141.2 Statistical summary of batch pan characteristics. . . . . . . . . . . . 15
4.1 Graetz series solution eigenvalues and constants. . . . . . . . . . . . 644.2 Required governing equation terms for the one-dimensional flow cases . 774.3 Parameters and inlet conditions for numerical simulations. . . . . . . 784.4 Comparison of model predictions with Rouillard (1985a) measurements. 954.5 Comparison of constant wall temperature model predictions with Rouil-
lard (1985) measurements. . . . . . . . . . . . . . . . . . . . . . . . 1114.6 Parameters used for characteristic curve generation. . . . . . . . . . . 1134.7 Summary of calandria tube boiling models. . . . . . . . . . . . . . . 134
5.1 Conversion of tubes to rings. . . . . . . . . . . . . . . . . . . . . . . 1385.2 Parameters used for vacuum pan simulations. . . . . . . . . . . . . . 1435.3 Results for two-phase flow in the vacuum pan, low head case. . . . . 1545.4 Results for two-phase flow in the vacuum pan, medium head case. . . 1595.5 Results for two-phase flow in the vacuum pan, high head case. . . . . 164
B.2-1 Responses of the individual mills to Part A of the survey . . . . . . . . 199B.2-2 Summary of results for Part B of the survey. . . . . . . . . . . . . . . 201
List of Symbols
a constant used in Equations 1.2 and 1.3
A surface area
A
1l
; A
2l
areas of influence
A
c
cross-sectional area
A
dg
area of cell face on degassing surface
A
i
particle surface area per unit volume
A
ph
constant used in Equation 1.1
A
pr
projected area
B body force tensor
C
0
distribution parameter
C
d
drag coefficient
C
p
specific heat at constant pressure
CV coefficient of variation of the crystal size distribution
C
L
lift coefficient
C
vm
shape dependent constant used in Equation 3.56
C
v
specific heat at constant volume
d particle diameter
d
0
constant used in Equation 4.88
xv
LIST OF SYMBOLS xvi
d
bw
bubble diameter at detachment
D tube diameter
D
c
cavity diameter
D
d
downtake diameter
DS dry substance
E interfacial energy transfer tensor
f friction factor or bubble detachment frequency
F
d
particle drag force
F
d
v
particle drag force per unit volume
F
l
lift force per unit volume
F
vm
virtual mass force per unit volume
g gravitational acceleration vector
G fluid mass flux
G
n
Graetz constants
h convective heat transfer coefficient
h
fg
heat of vaporisation
H static enthalpy
H
st
stagnation enthalpy
k thermal conductivity
K consistancy
K
max
constant used in Equation 4.65
L mean crystal size or tube length
m constant used in Equation 1.1 or constant used in Equation 4.86
LIST OF SYMBOLS xvii
M interfacial momentum transfer tensor
n flow behaviour index
n
00 nucleation site density
n
b
constant used in Equation 1.1
n
p
number of particles per unit volume
n
tube
number of tubes
p pressure in a fluid
p
n
constant used in Equation 4.86
p
err
RMS error in pressure
p
tol
pressure error tolerance
e
p volume averaged pressure
P reduced pressure or purity
e
P volume averaged reduced pressure
q thermal flux vector
q
00 heat flux
Q heat transfer per unit volume
r radial position
_r constant used in Equation 4.41
r
b=mo
volume ratio of bubbles to molasses
r
0
tube radius
R bubble radius
R
i
thermal resistance inside the tube
R
o
thermal resistance in condensation layer on tube surface
LIST OF SYMBOLS xviii
R
tw
thermal resistance of tube wall
S source tensor
S slip ratio
t time
t
err
RMS error in temperature
t
tol
temperature error tolerance
t
w
waiting time
T temperature
T
0
reference temperature or free stream temperature
T
ref
temperature which static enthalpy is zero
u velocity vector
u average axial velocity
U relative velocity between particle and surrounding fluid
V volume or mean fluid velocity
V
dg
velocity of vapour normal to degassing surface
V
c=mo
volume ratio of crystal to molasses
V
r
vapour rise velocity
w
th
tube wall thickness
W volumetric flow rate
x position vector
x distance along tube
x
non-dimensional tube length
X
h
hydraulic entry length
LIST OF SYMBOLS xix
X
t
thermal entry length
z quality
Non-dimensional numbers
C
h
Stanton number
Nu Nusselt number
Re Reynolds number
Pe Peclet number
Pr Prandtl number
Greek letters volume fraction or thermal diffusivity
coefficient of thermal expansion
Kronecker delta tensor
t
thermal boundary layer thickness
density difference
p change in pressure
p
tp
net pressure driving force
T
0
constant used in Equation 4.88
T
avg
average temperature difference
T
sup
wall superheat
z change in quality
shear rate
mass flux
LIST OF SYMBOLS xx
n
Graetz eigenvalues
density
0
density at reference temperature T0
e
volume averaged density
apparent dynamic viscosity
0
apparent molasses viscosity
stress tensor
surface tension
non-dimensional temperature
shear stress
shear stress tensor
wetting contact angle
volume averaged vapour flux
Subscriptsc condensation
e evaporation
g gas or vapour phase
in inlet
k kth phase
l liquid phase
m mean
nb nucleate boiling
LIST OF SYMBOLS xxi
p particle
q quenching
s surface
sat fluid at equilibrium or saturation
sb subcooled boiling
sp single phase
sw water at saturated conditions
tot total
tp two-phase
w wall
x axial position
Superscriptsin inlet
sat fluid at equilibrium or saturation
Statement of Sources
DeclarationI declare that this thesis is my own work and has not been submitted in any form for an-other degree or diploma at any university or other institution of tertiary education. Infor-mation derived from the published or unpublished work of others has been acknowledgedin the text and a list of references is given. I would like to acknowledge the contributionsof Dr Jonathan Harris, Dr Philip Schnieder and Mr Bruce Atkinson to the accompanyingco-authored papers.
Signature Date
xxii
Chapter 1
Introduction
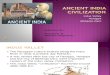
As Australias second largest export crop and Queenslands largest rural commodity, sugaris a major contributor to the Australian economy. Australia is currently one of the worldslargest exporters of raw sugar, producing four percent of the worlds sugar and exporting12 percent of the total global free sugar trade (Queensland Sugar Corporation 2000).Raw sugar is produced from the milling and processing of sugar cane, and an overviewof the process is shown in Figure 1.1. A glossary is provided in Appendix A to assistwith the numerous terms used within the sugar industry. The main stages involved in theproduction of raw sugar are:
1. Sugar cane is brought to the mill where it is weighed, dumped into a cane carrierand then passed through a shredder which breaks and rips the stalks into fine pieces.
2. The shredded cane (prepared cane) is crushed by passing it through a series ofheavy rollers. Crushing extracts the sugar containing juice which is pumped awayfor processing. The cane fibre (bagasse) is used as fuel in the mill furnace.
3. The juice, containing many impurities, is mixed with lime and heated. The limeprecipitates impurities which settle out in large vessels known as clarifiers.
4. The clarified juice is concentrated to a syrup by evaporating some of the water fromit under partial vacuum in a series of connected vessels, called evaporators.
5. The syrup is boiled again under greater vacuum in a vacuum pan until crystals ofraw sugar are formed. In Australia, this process of boiling to produce raw sugar isperformed in three stages. Each stage is assigned a letter, ie., A, B, and C so thatthe products from each stage can be labelled to show where they have come from.
1
CHAPTER 1. INTRODUCTION 2
Therefore the first vacuum pan is called the A, the second B and the third C.Sugar produced in each pan is called the A, B, and C sugar. Typically A andB sugar is the raw sugar sold by the mill, while C sugar is retained for use asseed crystals for A and B pans. Once boiled, the mixture of molasses and sugarcrystals from A and B pans continues onto the next processing stage. Howeverfor the C vessel there is an intermediate stage, the cooling crystalliser. Since theC pan is dealing with material having the lowest purity, boiling becomes verydifficult. Increasing the concentration of the solution by evaporating water from itin the vacuum pan is no longer possible. Continued sugar crystal growth can onlybe obtained by changing the solubility of the sugar in the solution. This is achievedby cooling the solution in a vessel called a cooling crystalliser.
6. The solution of molasses and sugar crystals (massecuite) is then spun at high speedin a round, perforated basket (centrifugal). Spinning separates the crystals from themassecuite, leaving the crystals behind in the basket.
7. The raw sugar from the centrifugals is dried by tumbling through hot air in a rotatingdrum and then transferred to storage bins.
Figure 1.1: Overview of the sugar manufacturing process. (The Australian Sugar Indus-try: The Heritage of the Industry 1985)
The solubility of sucrose changes rather little with temperature. It is 68 g/100 g at roomtemperature and 74 g/100 g at 60C (Carpenter 1973). For this reason, only a smallamount of sugar can be crystallised out of solution by cooling, as described above. Thesugar must instead be crystallised by evaporating the water until crystallisation by evap-oration becomes more difficult than crystallisation by cooling. The boiling point of asaturated sugar solution at 101.3 kPa is 112C. Sugar is heat sensitive and, at this tem-perature, the thermal degradation is too great. The boiling is therefore done under the
CHAPTER 1. INTRODUCTION 3
highest practical vacuum at a boiling point of 65C. This process of boiling the sugarsolution can be classified under two types of operations, continuous or batch. Continuousoperation is achieved by continually introducing seed crystals as well as syrup, and alsocontinually removing the product. The batch operation consists of the continual or peri-odic introduction of syrup, but the product is not removed until the end of the process.This thesis is focused on the boiling of sugar in high grade (low impurities) vacuum pans(A pans). Furthermore, the research only considers vacuum pans associated with thebatch operation as these are by far the most prevalent type in Australia (See Section 1.2).
An outline of the process involved with the batch operation of vacuum pans is asfollows:
1. An initial volume of syrup (graining volume) is added to the pan and raised to asuper saturation just below the limit for nucleation, by evaporating water from thesyrup.
2. The correct number of small seed crystals, designed to produce the desired sizecrystals on completion of the boiling, are added to the pan.
3. Evaporation and syrup feeding rates are controlled, so that the super saturation isas high as possible, to achieve the fastest possible rate of crystal growth without thegrowth of any new crystals.
4. The contents of the pan, a very viscous mixture of sugar crystals and molasses,commonly called massecuite, is removed and spun in a centrifuge to separate thecrystals from the molasses.
The aim of sugar crystallisation can be summarised is two-fold. Primarily, the sugar inthe syrup must be changed into a crystalline state that permits its separation from themolasses in a centrifuge. Secondarily, it is necessary that the amount of sucrose presentin the syrup be transformed into crystals with the highest efficiency (lowest energy usage),leaving little sucrose in the final molasses.
1.1 Types of Batch Vacuum Pans
Edward Charles Howard first invented the batch vacuum pan in 1813 (Warne 1968), andit was basically similar to those used today. A drawing of Howards vacuum pan is shownin Figure 1.2. The pan consists of a saucer shaped vessel which is heated from below
CHAPTER 1. INTRODUCTION 4
by steam, and the vacuum is provided by a barometric syphon arrangement which alsohas provision for condensate removal. Present pans are mostly vertical cylindrical ves-sels, which can have a heating surface consisting of a coil or an array of vertical tubes.Although vertical pans are the most common they are not the only types of pan design.Warne (1968) outlines some of the modifications to Howards invention along with somealternative pan designs, such as the horizontal and continuous pans.
Figure 1.2: Howards vacuum pan, from Warne (1968).
1.1.1 Coil Pans
Coil pans are vertical evaporators operated under vacuum. The heating surface is com-prised of numerous coils commonly made from copper, to which live steam is admitted.The coils are independent and are commonly 10 cm to 15 cm in diameter.
The first coil pan to be used for sugar crystallisation was the Van Vlissingen pan shownin Figure 1.3, which appeared in the first part of the 19th century. The Van Vlissingen coilpan consisted of a spherical shaped vessel with a single spiral heating coil. In later yearsthe pan body was changed to a vertical cylindrical shape, and is shown in Figure 1.4.
Over the years of use the trend has been to decrease the ratio between the height anddiameter of the coil pans, shorten the length of the coils, use live steam as opposed toexhaust steam and to reduce the resistance to fluid movement. Methods of reducing theresistance offered to the fluid movement have been to flatten the coils, use concentriccircles and to minimise the number of clamps holding the coils (Perk 1953).
Coil pans were predominantly used in Queensland in the earlier years with figures of112 coil pans in 1948 and 117 coil pans in 1951 compared to 18 and 16 calandria pans,respectively (Venton 1953).
CHAPTER 1. INTRODUCTION 5
Perk (1961) suggests that the advantages of coil pans are that they have a small initialvolume and that the heating surface increases with height. Small initial volumes are aresult of only using the lower coils for heating. As the massecuite height increases, steamis admitted into the next layer of coils, facilitating an increased heating surface area. Thisincreasing heating surface with height is an advantage because, as the massecuite heightincreases, the heat transfer coefficient decreases as a result of increasing viscosity. Theviscosity of the massecuite increases with liquid level in the vessel due to the increase inconcentration of the solution (caused by the evaporation of water from the solution) andthe increase in the crystal content of the mixture (from the crystallisation process). Wright(1974) attributes the trend away from the use of coil pans towards calandria pans to therelatively high maintenance costs of coil pans. The most common problem associatedwith coil pans are the leaks that occur in the joint between coils.
1.1.2 Calandria Pans
Generally calandria pans are large cylindrical vessels, with conical bottoms. Calandriais the name given to an array of vertical tubes forming the heating surface. Calandriapans are similar to evaporators, but have shorter and larger diameter tubes. Several typesof calandria pans have been developed over the years with many different modifications.The distinct types are:
Figure 1.3: The Van Vlissigen vacuum pan, from Honig (1959).
CHAPTER 1. INTRODUCTION 6
Figure 1.4: Modern coil vacuum pan, from Meade (1964).
CHAPTER 1. INTRODUCTION 7
1. The flat plate fixed calandria, with central downtake (see Figure 1.5),
2. The inclined plate calandria (see Figure 1.8),
3. The floating calandria (see Figure 1.9), and
4. The horizontal pan (see Figure 1.10).
Most calandria pans have the same shape with the only difference being the heating sur-face arrangement. Meade (1964) suggested that the angle of the bottom sides should notbe less than 20 with the horizontal.
1.1.2.1 Flat Plate Fixed Calandria
Developed in 1852 by Joseph Walker, the flat plate fixed calandria is currently the mostrecognised type of calandria pan. The heating surface is fixed in place and consists ofnumerous vertical tubes held in place with a flat tube plate at the top and bottom. Steamis introduced in the cavity surrounding the tubes and bounded by the tube plates.
The circulation inside the flat plate fixed calandria pan is driven by natural convec-tion and the ideal fluid movement is up through the calandria tubes and down through thecentral downtake. Alfred Webre made a modification to the pan by adding a mechanicalcirculator in the hope of improving the speed of circulation within the pan, see Figure1.6 (Webre 1933). Measurements performed by Nicklin & Beale (1960) on the speed ofcirculation of C massecuite within a Webre vacuum pan showed an improvement whencompared with the measurements of natural convection of C massecuite made by We-bre (1933). The biggest disadvantage with mechanical circulators is the large amountof power required to drive them. Another modification was to move the position of thedowntake from the centre to the circumference. This type of pan is known as the Diame-tral pan and is shown in Figure 1.7. Hugot & Jenkins (1959) suggest that the diametralpans increased heating surface in the axial plane and the location of the descending flowalong the cooler exterior wall should promote better fluid movement under natural convec-tion. Despite the proposed improvement to fluid movement within the pan, the diametraldesign was never widely adopted by the sugar industry.
1.1.2.2 Inclined Plate Calandria
An inclined plate calandria vacuum pan is very similar to the flat plate calandria vacuumpan, the difference being the tube plates are now inclined. The reason for using inclined
CHAPTER 1. INTRODUCTION 8
Figure 1.5: Flat plate fixed calandria vacuum pan, from Meade (1964).
CHAPTER 1. INTRODUCTION 9
Figure 1.6: Webre vacuum pan, from Meade (1964).
CHAPTER 1. INTRODUCTION 10
Figure 1.7: Diametral vacuum pan, from Hugot and Jenkins (1972).
CHAPTER 1. INTRODUCTION 11
plates is generally because they offer easier cleaning (Hugot & Jenkins 1972). The ca-landria arrangement may be fixed or suspended inside the pan body. Inclined tube platesmay have the same angle of inclination, or there can be a difference in the inclinationangle between the top and bottom tube plates with the top typically being steeper. Hugot& Jenkins (1972) indicates that French engineers generally adopt 25for the first case ofboth top and bottom tube plates having the same angle, and 10 - 25 for the second case.However there is no apparent standard for the angles of inclination. Figure 1.8 shows anexample of an inclined plate calandria vacuum pan.
Figure 1.8: Inclined plate calandria vacuum pan, from Hugot and Jenkins (1972).
1.1.2.3 Floating Calandria
The floating calandria design has been around for a long time, first appearing as the Elginfloating calandria vacuum pan just after the development of the fixed calandria vacuumpan. It was developed as a solution to the problem of increasing the natural circulationof massecuite. The centre downtake region is disposed of and replaced with an annulardowntake. The massecuite flows up through the calandria tubes, radially towards theoutside walls and down through the annular space. Figure 1.9 shows a modern version ofthe floating calandria pan.
CHAPTER 1. INTRODUCTION 12
Measurements performed by Wright (1966) on fixed calandria and floating calandriapans showed that while the circulation speeds of the floating pans were comparable tothe fixed pans, the percentage of time spent in circulation was considerably inferior to thefixed calandria pans, i.e, the floating calandria pans had more dead spots or recirculationzones than the fixed calandria pans. These results however are for a limited sample ofvacuum pans and therefore cannot be considered conclusive.
Figure 1.9: Floating calandria vacuum pan, from Baikow (1982).
1.1.2.4 Horizontal Pan
The horizontal vacuum pan was first developed by Fives Lille-Cail in 1963 (see Figure1.10), and was an obvious deviation from the standard shapes of pans, which had becomecommon. This pan, unlike the other pan types, has a plane of symmetry, rather than anaxis of symmetry. This allows for a low graining volume (initial volume within the pan,in which starting crystals are introduced), as well as reducing the height of massecuiteabove the heating surface. The heating surface is an arrangement of flat plates instead oftubes. A disadvantage of such a pan is that it occupies a greater horizontal space for thesame volume.
CHAPTER 1. INTRODUCTION 13
1.2 Survey Of Australian MillsA survey1 of Australian sugar mills was carried out to determine their usage of high grade(A) vacuum pans. The survey formed a part of the Sugar Research and DevelopmentCorporation (SRDC) project JCU010: Mathematical modelling of circulation and crys-tallisation in vacuum pans and was carried out solely by the author. The objectives of thesurvey were to gain an overview of the installed base of A grade vacuum pans in currentuse and to determine the characteristics of a typical pan to be modelled using computa-tional fluid dynamics. The emphasis of the survey was placed on high grade batch panssince they are the object of the present study. Information sought in the survey includedthe type of pan (batch or continuous), the types of batch pans installed (e.g., coil, fixedcalandria, etc.) and more detailed information on each pan such as capacity, side shape,tube length, tube diameter, manufacturer and age. The identities of the mills have beenkept confidential and the mills are only listed by a code number.
1.2.1 Survey results
A blank survey form is attached in Appendix B. The form is comprised of two sections:Part A seeks to gain general information on pan types and Part B requests detailed in-formation on each high grade batch pan at the mill. All 29 Australian sugar mills wererequested to complete the survey. Initially, telephone contact was established with engi-
1An examiner highlighted the exsistence of a confidential report produced by BSES for all Australianfactories before 1989 and 10 factories since then.
Figure 1.10: Cross sectional view of a horizontal vacuum pan, from Hugot and Jenkins(1972).
CHAPTER 1. INTRODUCTION 14
neering staff at each mill. The survey forms were subsequently mailed out to the contactperson. Where necessary, follow up telephone calls were made to request forms that werenot returned in a timely manner. Despite the follow up calls, only 22 of the 29 millsresponded to the survey.
1.2.2 Survey Part A
The responses to Part A of the survey are shown in Table B.2-1 in Appendix B. Thesedata are summarised in Table 1.1 and illustrated in Figure 1.11.
Pan type Number of unitsContinuous 5Batch - coil 4Batch - fixed 68
Batch - floating 7
Table 1.1: Summary of responses to Part A of the survey.
The 22 mills responding to the survey have an installed base of 84 high grade pans. Ofthese, 5 are continuous pans and 79 are batch pans. The batch pans can be divided into theearlier coil pans (4) and calandria pans (75). The calandria pans may be further dividedinto fixed calandria pans (68) and floating calandria pans (7). Thus, fixed calandria pansare by far the preferred option at present, accounting for more than three quarters ofthe installed base. On average, each mill responding has 3.1 batch fixed calandria pans(standard deviation of 1.3 pans). Interestingly, 8 of the mills responding use mechanicalstirrers on their high grade pans, and stirrers are installed on 16 out of a total of 79 batchpans.
1.2.3 Survey Part B
Part B of the survey requested more details for each batch calandria pan. The responsesto Part B of the survey are presented in Table B.2-2 in Appendix B. There are a number ofpoints to note about Table B.2-2. Some mills responded with a pan size in tonnes whereasothers specified volume. A massecuite density of 1450 kg/m3 was assumed to convertbetween the two. Respondents provided a range of tube lengths in some cases becausethe calandria tapered in the radial direction. For these cases the average tube length isreported and the results are marked accordingly. Most mills did not specify whether thetube diameter was internal, external or nominal so there is some uncertainty about what
CHAPTER 1. INTRODUCTION 15
the tube diameter column really represents. The massecuite height column refers to themaximum height of massecuite above the top of the calandria. A statistical summary ofthe characteristics of batch pans in current use is presented in Table 1.2. These data werecomputed from results given in Table B.2-2. The pan size data gathered from the survey
Pan characteristic Mean Standard deviation Sample sizeTube length (mm) 1132 207.0 75
Tube diameter (mm) 107.5 15.1 75Massecuite height (mm) 2050 534 75
Boiling time (hrs) 2.75 0.65 53Pan age (yrs) 20 13.51 32
Table 1.2: Statistical summary of batch pan characteristics.
illustrated a bimodal distribution and hence the averages of this data have not been givenin Table 1.2. The bimodal distribution in pan sizes resulted from the need for increasedprocessing capacity within sugar factories. The pan sizes in a sugar factory are directlyrelated to the crushing or processing capacity of the milling untis within the factory. Inthe last 20 years the processing capacity of milling untis has been dramatically increased(in some cases the processing capacity has doubled) leading to the requirement for largerpan sizes to handle the increase in process streams. Despite the increase in pan size, theheating arrangement (tubes) and operating practices have changed little during the periodof capacity growth. The pan characteristics reported are illustrated in a series of figurespresented in Appendix B. These are discussed here in turn.
ContinuousBatch - coilBatch - floating Batch - fixed
5.9%
4.7%
8.3%
81.1%
Figure 1.11: Chart showing types of A grade vacuum pans used by respondent mills.
CHAPTER 1. INTRODUCTION 16
Figures B.3-1 and B.3-2 show the number of pans versus the pan size in cubic metresand tonnes, respectively. Due to the bimodal size distribution these figures indicate themost common pan sizes are approximately 100 and 200 t, with small groups of panshaving a size around 100 t. The use of 200 t pans has only been common practice in thelast 20 years, illustrated by the lower number of 200 t pans compared to 100 t.
Figure B.3-3 shows the variation of tube length within the pans sampled. These resultsshow a large number of pans have a tube length around 850 - 975 mm, with a smallernumber in the range 1100 - 1300 mm. One pan has an unusually long tube length of1465 mm. As mentioned above, the average tube length was used for the small numberof calandria pans for which a range of tube length was reported.
Figure B.3-4 shows the variation of tube diameter within the sample of pans. Com-mon diameters occur at 100, 110 and 125 mm with smaller numbers at 90 and 95 mm.Unlike the tube length, the tube diameter is limited to standard tube sizes. However,as mentioned above, it is not known in most cases whether the respondents specified in-ternal, external or nominal diameters. If the values could be adjusted to account for wallthickness it is likely they would fall into distinct bands occurring at the standard tubediameters (e.g., 90, 100 and 125 NB in medium or heavy gauge).
Figure B.3-5 illustrates how the maximum height of massecuite above the calandriavaries. This figure shows a cluster of heights in the range 1600 - 1700 mm. An outlier isreported at 2950 mm but it is doubtful whether the pan would boil at this level.
Figure B.3-6 shows the variation of boiling time between the pans sampled. All thepans have a boiling time between 2 and 3.5 h with an average of 2.75 h.
Not many respondents specified the age of their pans (32 out of 75 pans). This lowresponse could be due to a loss of records due to the age of the units. Figure B.3-7illustrates the distribution of estimated pan age. It is interesting that the average age ofpans in the sample is 18.5 years. Given the steady rise in production over the past 5 years,this observation suggests that there will be a number of mills that will need to upgradetheir pan stage in the near future.
Figure B.3-8 shows that there are five manufacturers reported. Of these, NQEA ap-pears to be the major player along with Walkers and Bundaberg Foundry. Due to the costand restrictions of transport it is likely that the choice of manufacturer is related to the lo-cation of the mill in relation to the manufacturer (i.e., mills will usually select the closestmanufacturer to reduce transport and associated costs). Thus, the distribution of manu-facturers reported here could be skewed by the geographical location of the respondentmills.
CHAPTER 1. INTRODUCTION 17
Figure B.3-9 shows the number of pans with flared versus straight sides, with flaredsides being the most common. These results may be indicative of a trend in the industry toreduce the height of massecuite above the calandria to aid circulation. Space constraintsat the mill could also play a role in selection of side shape as new pans are usually largerand have to fit within the existing factory.
Figure B.3-10 shows the relationship between pan size and shape. It is evident fromthis figure that the use of straight side pans reduces as the pan size increases. Again, thiscould be related to efforts to improve circulation in larger pans by reducing height abovethe calandria, or be related to available headroom at the mill. At smaller pan sizes thestraight side design appears to be more prevalent. Due to the lack of data on pan age, nodistinction could be made between the side shape and the age of the pans, although it islikely a relationship may exist.
Figure B.3-11 shows the maximum height of massecuite above the calandria versuspan size. The trend line shows there is a tendency to use lower massecuite levels for largerpans. The factor most likely to influence this trend is the age of the pans. As mentionedabove, newer pans are larger because of the increased throughput required by the mills,and many of the newer pans have been manufactured with flared sides to allow for lowermassecuite levels. The reasoning behind this is that lower massecuite levels promotebetter circulation through a reduced static head and, hence, boiling temperature. Whilethe reduced boiling temperature would tend to increase the amount of vapour produced inthe tubes, no-one has been able to provide evidence that the circulation is improved.
Figure B.3-12 shows the relationship between tube diameter and pan size. This plotshows a scattering of data over the range of tube sizes reported. The trend line in Fig-ure B.3-12 does show that, even though the data appears to be scattered, there is a ten-dency to use larger diameter tubes for larger pan sizes.
Figure B.3-13 shows a plot of tube length versus pan size. It is difficult to see thetrend of short tubes with large pan size as the tube length of many smaller pans has beenshortened over time. The reasoning behind this is that shorter tubes requires less materialin the pan at the begining of the boiling process, this leads to higher sugar removal fromthe molasses.
1.2.4 Survey Summary
The overall survey results indicate that 94.1% of high grade vacuum pans are batch pansand only 5.9% are continuous. Of all the batch pans, 4.7% are coil pans, 8.3% are floatingcalandria and 81.1% are fixed calandria type. These results suggest that this thesis should
CHAPTER 1. INTRODUCTION 18
maintain its focus on modelling a fixed calandria batch vacuum pan as this type is mostprevalent in the Australian sugar industry.
1.3 Circulation in Batch Calandria Vacuum Pans
1.3.1 Importance of Circulation
Good circulation as used in this thesis is a circulatory movement that provides mixing ofthe pan contents to give uniform conditions within the pan at any pan level. Tomp (1937)gives several reasons why good circulation is required:
1. Less boiling time required owing to improved heat transmission.
2. More efficient use of low pressure steam.
3. More even formation of crystals, as there will be better intercourse between themolasses and the graining crystals.
4. Less molasses produced and with better exhaustion.
5. Improved colour of the crystals, due to a more uniform size.
6. Better spinning qualities of the sugar in the centrifugals.
7. Less dilution water required to dissolve conglomerates or false grain.
8. Less danger of overheating and caramelisation.
9. Better affining qualities for raw sugar (improved washing of the sugar crystals).
10. More uniform temperatures in the pan and thus a more even degree of super satura-tion of the whole pan content, which speeds up crystallisation.
All sugar cane technologists agree that good circulation within vacuum pans is important,but there is little known about the circulation within the pans.
1.3.2 Description of Circulation
Webre (1933) proposed that the driving force for circulation within vacuum pans is com-prised of two parts:
CHAPTER 1. INTRODUCTION 19
1. The decreased weight of the material at the outer periphery, due to its increasedtemperature, as compared with the heavier specific gravity of the cooler materialgoing down the centre.
2. The force due to the massecuite in the outer periphery being lightened at the boilinglevel due to the liberation of vapour bubbles, which decreases the specific gravityin the zone of ebullition (formation of bubbles).
Boiling is the process of changing a fluid from a liquid state into a gaseous state; it occurswhen the vapour pressure of the fluid in the liquid state is equal to or greater than theexternal pressure.
Both of the above driving forces have the same effect on the massecuite; namely, theyreduce its specific gravity allowing it to rise. Webre (1933) went further to suggest that noebullition occurs more than 12 inches (304.8 mm) below the surface. This suggestion wasbased on the increased boiling point with depth and observations of the pan thermometer.Assuming that no ebullition occurs more than 12 inches (304.8 mm) below the surfaceleads to the argument that, when the pan level is higher than 12 inches above the tube topplate, no boiling can occur in the calandria tubes. This reasoning is supported by Jenkins(1941) in his description of the mechanisms of circulation. Hugot & Jenkins (1959) alsogive further support of Webres suggestions, with them suggesting that the circulation ispoor at the end of the strike, since the pan is filled with very viscous and dense massecuitewith boiling restricted to a thin layer at the surface. From this, it is suggested that indesigning a pan one should only consider the end of the strike condition since it has thepoorest circulation. They emphasise that while a vacuum pan is essentially an evaporator,no evaporation takes place in the tubes under final strike conditions. They fully agree withWebre that due to the effects of hydrostatic head, the massecuite is merely heated in thetubes and does not release any vapour bubbles until near the surface of the massecuite,where the reduced hydrostatic pressure reduces the boiling point to the temperature of theheated massecuite.
Wright (1966) offers a different scheme for circulation by suggesting, without offeringsubstantiating theoretical or experimental evidence, that spasmodic vapour formation inthe calandria tubes could be driving the circulation. Wright (1966) gives two figuresdemonstrating the two different schemes for circulation movement. Figure 1.12 showsthe idealised circulation movement while Figure 1.13 shows the circulation scheme inwhich the movement is due only to eruptive boiling.
CHAPTER 1. INTRODUCTION 20
Figure 1.12: Idealised circulation movement in a vacuum pan, from Wright (1966).
Figure 1.13: Scheme for circulation movement due only to eruptive boiling, fromWright (1966).
CHAPTER 1. INTRODUCTION 21
Skyring & Beale (1967) give experimental evidence to refute suggestions that vapourbubbles do not occur in the calandria tubes under end of strike conditions. Their experi-ments were for a single tube heated with steam and filled with C massecuite.
This author offers an explanation for the conflicting thoughts of Webre (1933), Hugot& Jenkins (1959) with those of Skyring & Beale (1967). Webres suggestion was based onthe pan thermometer, which in a pan with good circulation gives the average temperatureof the massecuite. It is quite plausible that the local temperature in the region near thetube walls is higher than the boiling temperature, thus bubble formation will occur. Thesebubbles continue to grow until at some point they detach from the wall and move towardsthe centre of the tube, where they will encounter cooler massecuite which may or maynot cause them to collapse. This type of boiling is commonly referred to as sub-cooledboiling, and it occurs when the average temperature of a fluid is less than that required forboiling, but with local temperatures higher than the boiling point.
Hill (1969) offers a different perspective on the mechanisms of boiling. Using theobservations of Skyring & Beale (1967) and Wright (1966) he suggests that there is arelatively cool layer of massecuite which exists just above the top tube plate, and is notparticularly associated with the downtake. Assuming that such a layer exists, Hill uses itspresence to propose a new mechanism of boiling.
"Vapour coming from the tubes condenses and heats it (the fluid). A ba-sically unstable situation now develops, with a hot layer developing whichwould flash" vigorously if only it could move closer to the massecuite sur-face. Finally the local boiling point is reached in some particular locality,where small bubbles form. As these rise into zones of lower pressure theyexpand. Hot massecuite carried up with the bubbles flashes" at the lowerpressure, and feeds the bubbles further. As the bubbles continue to rise andgrow, the hydrostatic pressure beneath is reduced, drawing in more hot mate-rial beneath and flashing it. In this way a chain reaction develops, culminatingin the formation of a vigorous local froth pipe" or geyser" which transportshot massecuite directly from the bottom tube plate to the surface. Cooled anddegassed massecuite descends around the geyser", and the action continuesuntil sufficient cool material accumulates at the bottom to stop the originalbubble formation. The temperature of this bottom region must build up againbefore the cycle can repeat."
Hill (1969) suggests that such geysers occur continually all over the area of the ca-landria. His description of the proposed boiling mechanism in a pan tends to split the
CHAPTER 1. INTRODUCTION 22
traditional pan circulation in two, termed body circulation" and footing circulation".For body circulation four phases may be distinguished as shown in Figure 1.14:
1. A bottom layer of erratic temperature and thickness.
2. Vigorously boiling rising columns.
3. Cool descending material.
4. Cool stagnant material.
For footing circulation the flow is through the downtake, under the calandria and upthrough the tubes (i.e., part of the traditional circulation).
The description of the formation of geysers" by Hill (1969) tends to explain theeruptive" boiling reported by Wright (1966). However Wright supposed the eruptiveboiling originates in the tubes.
Figure 1.14: Proposed circulation pattern, from Hill (1969).
Tait, Greig & Abernethy (1995) give their interpretation of the various stages of heattransfer and fluid flow which occur within a heated calandria tube (see Figure 1.15). Theysplit the flow into four zones, which are shown in Figure 1.15. Hydrostatic head sup-presses boiling in the initial zone (Zone 1). This zone makes no contribution to circula-tion. Boiling commences in Zone 2 as the fluid is heated further. This zone contributesslightly to circulation as there are bubbles present. The bubbles continue to grow untilthey reach the size of the tube, this constitutes Zone 3, slug flow. This zone contributesmost to circulation. Zone 4 is where the bubbles continue to expand due to the decreasein hydrostatic head until eventually they collapse. This zone does not contribute to circu-lation because of the low bubble residence time.
CHAPTER 1. INTRODUCTION 23
1.3.3 Factors Affecting Circulation
As explained so far, the motive force for circulation agreed to by most technologists is theformation of bubbles, which tend to lift the massecuite to the surface. Factors that affectcirculation are the amount of heat being transferred to the massecuite and resistance tothe movement of the massecuite.
1.3.3.1 Heat Transfer
Factors affecting heat transfer are the temperature of the heating steam, the condensatefilm thickness, the thermal resistance of the tube wall (which generally remains constant),and the resistance on the inside of the tube wall due to the massecuite and vapour bubbles.Austmeyer (1986) states that, at the end of boiling, the resistance within the tube accountsfor more than 90% of the total resistance. Tait et al. (1995) give two reasons for theincreased thermal resistance inside the tubes near the end of strike.
1. Velocity decreases as the end of strike nears.
2. Viscosity increases as the crystal content increases.
Limited experimental data for the boiling heat transfer of viscous sugar solutions are avail-able. Garyazha & Kulinghenko (1975) and Kulinghenko, Garyazha & Didushko (1983)
Figure 1.15: Sectional view of a single tube in a pan, from Tait, Grieg, and Abernethy(1995).
CHAPTER 1. INTRODUCTION 24
present experimental results for pool boiling of various concentration sugar solutions.They present their results in the common exponential form used for most boiling heattransfer correlations
h = A
ph
q
00n
b
p
m (1.1)
where h is the heat transfer coefficient (W=m2:K), q00 is the heat flux, and p is the pres-sure in bar. The effect of pressure on the developed nucleate boiling heat transfer rate isexponential and is equal to m ' 0:15: The constant A
ph
, which incorporates the effectof physical constants of the sugar solution, varies with the type of liquid and ranges from2.75 for water to 3.55 for water containing 80% sugar. Unfortunately they did not reportthe value of A
ph
for when massecuite was used. The exponent nb
varies from 0.7 to 0.6for increasing concentrations of sucrose, and from 0.6 to 0.2 for increasing crystal contentin massecuites.
Other fundamental research involving the boiling of sugar solutions has been per-formed. The purpose of this work is not to gain an understanding of the heat transfercoefficient, but rather to understand bubble formation and growth rates in pool boilingof sugar solutions. Details of this work can be found in Mayinger & Hollborn (1977),Stephen (1977), and Keshock & Siegel (1964).
Austmeyer (1980) and Rouillard (1985a) performed experimental investigations intothe boiling of sugar solutions under forced and natural circulation conditions in a singletube boiling apparatus. The experiments of Austmeyer (1980) focused on pure sugar so-lutions with concentrations in the range 0-70% sugar and involved both forced and naturalcirculation conditions. Measurements taken included axial and radial temperature profilesusing thermocouples and velocity profiles using conductivity probes. Rouillards exper-iments (Rouillard 1985a) covered a much wider range of fluid conditions, from syrupthrough to massecuite. His measurements included axial temperature, pressure, and voidfraction profiles. All of the experiments were forced circulation using a positive displace-ment pump. The work of Austmeyer (1980) and Rouillard (1985a) will be discussedfurther in later Chapters.
Batterham & Norgate (1975) performed extensive measurments of superheat withinthe liquid of a conventional floating calandria pan with a volume of 81 m3. The resultsof these measurements showed that the temperature rise through the tubes was generallyless than 0.6C, with the rising liquid maintaining its temperature to within 30 cm of thesurface where a drop of 1.5C was noted. These results give some guidence to the flashbehaviour discussed in Chapter 5.
CHAPTER 1. INTRODUCTION 25
1.3.3.2 Resistance to Circulation
Factors influencing resistance to circulation, include the drag produced by the shape andtype of the pan and the viscosity of the massecuite. While the first factor will be discussedhere, the effect of viscosity will be discussed later in Section 3.1.2.
1.3.3.2.1 Drag ResistancesIn the past, literature shows that skin friction values in boiling flow were never quan-
tified, leaving doubt about the size of the pressure drop components compared to otherfactors. Instead most technologists used some relationship between the pressure drop dueto friction in the upward path (through the calandria tubes) to the pressure drop due tofriction in the downward path (downtake) as a basis for designing pans.
Jenkins (1958) suggests that for optimum circulation the pressure drop through thedowntake should be as low as possible. He offers
p
1
= ap
2
(1.2)
as a relationship between the pressure drop through the calandria (p1
) to the pressuredrop through the downtake (p
2
), where a is a large constant of proportionality. Usingthis relationship, and assuming the flow is given by Poiseuilles equation, the viscosityis constant, and that no boiling occurs in the tubes, Jenkins derives an expression for theratio of the tube diameters (D) to the downtake diameter (D
d
)
D
D
d
2
=
1
p
an
tube
(1.3)
where ntube
is the number of tubes. For a centre well pan Jenkins suggests a value of a =81 is reasonable.
He goes on to recommend that short tubes with large diameters give maximum flowfor a given circulating force. This statement was later criticised by Allan (1962), whooffers his own theory that long tubes, not short tubes, provide for good circulation. Fordetails of many other facets involved with the design of batch vacuum pans see, Hugot &Jenkins (1972).
1.3.3.3 Circulation Measurements in Pans
The actual measurement of the rate of circulation in any particular pan has not proveneasy. Several indirect methods have been used in the past. Webre (1933) used an in-
CHAPTER 1. INTRODUCTION 26
genious method for calculating the average velocity of circulation within a vacuum panfrom the measurement of the evaporation rate. Assumptions involved in the method are noebullition in the tubes and an ideal flow pattern. Honig (1959) refers to the Java method.In this method two pairs of electrodes are used, one pair being one metre vertically abovethe other. Water is added to the contents of the pan to alter the local conductivity. Theconductivity change is first noticed by the lower electrodes, and the circulation in the pancarries the disturbance in conductivity to the upper electrode, which therefore registersthe change in conductivity. The time interval between the disturbances is an inverse mea-sure of the circulation rate. This Java method has also been referred to as the conductivitymethod. Behne (1938) used this method for testing several types of vacuum pans.
Bosworth & Duloy (1950) used a hot wire anemometer for pan circulation measure-ments. In a hot wire anemometer heat is supplied electrically at a constant rate to a smalllength of wire. Heat is removed from the wire by the moving fluid at a rate that depends onthe temperature difference between the wire and the fluid. Bosworth & Duloy (1950) em-ployed a hot wire thermocouple anemometer instead of the usual resistance thermometertype anemometer for their measurements, to overcome changes in the fluid temperatureand composition as the boiling proceeded. A more detailed explanation of their instru-ment, its use, and their results can be found in their paper. Bosworth, McDonald & Rush(1953) give details of modifications made to the instrument described by Bosworth &Duloy (1950) to allow several measurements to be made simultaneously.
Wright (1966) describes the radioisotope tracer method developed by the Sugar Re-search Institute in conjunction with the Australian Atomic Energy Commission AdvisoryService. In this method the movements of a small radioisotope capsule inserted into theboiling massecuite are followed by means of external gamma ratemeters. The capsule hasa density very close to that of the massecuite and circulates with it. This type of methodis rather statistical and, showed the areas of high velocity, stagnation and recirculationthroughout the pan. Stringent work place health and saftey laws now prohibit this type ofexperiment from being performed in factories.
Scale modelling of the circulation within mechanical circulated vacuum pans per-formed by Hill, Nicole & Fifie (1969) allowed the measurement of the flow velocitiesand impeller power. The scale models they used ranged from 1/13th to 1/6th of full size.Small resin particles (diameter ' 1 mm, and correct density) were added to the sugarsolution and an intense light provided by a spotlight was used to illuminate a thin sheetin the vertical, diametral, and horizontal planes. A camera recorded flow patterns of theilluminated particles, using suitable time exposures of known duration. The velocities of
CHAPTER 1. INTRODUCTION 27
the resin particles were given by the division of the length of the illuminated track theyleft on the image by the exposure time. This form of flow visualisation is unfortunatelylimited to the region above the heating arrangement.
Circulation velocities obtained from the above measurement techniques and exper-iments cover a wide range of conditions and vacuum pan designs. A summary of thefindings is as follows:
Webre (1933) Calculation of circulation velocity performed on an impeller driven calan-dria pan with C massecuite, velocity reported was 0.45m/s.
Behne (1938) Measurements made on various geometry calandria type vacuum pans,with A, B, and C massecuites. The maximum circulation velocity re-ported for the A massecuite was 0.16 m/s, with an average velocity of0.08 m/s being recorded. The maximum velocity was recorded in a fixedcalandria vacuum pan.
Bosworth & Duloy (1950) Measurements were made at a series of points in a range ofmill vacuum pans covering both coil and calandria types. The average valuesof circulation velocities reported by the authors was; 0.1 m/s for A masse-cuite, 0.04 m/s for B massecuite, and 0.02 m/s for C massecuite.
Bosworth et al. (1953) Measurements made on a single coil type vacuum pan boiling anA massecuite. The maximum recorded velocity was 0.12 m/s with an aver-age velocity of 0.025 m/s.
Wright (1966) Measurements were made on six high grade (A) vacuum pans. Of the sixdifferent pans, three were the fixed calandria type and three the floating ca-landria type. The maximum reported velocity was 0.25 m/s, with an averagevelocity for the six pans of 0.17 m/s.
1.3.4 Modelling Circulation
There have been very few attempts at modelling vacuum pans.Hill et al. (1969), used scale models of mechanically circulated vacuum pans for their
work. However natural convection in vacuum pans cannot be simulated on a reduced scalebecause some of the similarity conditions that would have to be observed are mutuallyincompatible (Hill et al. 1969).
CHAPTER 1. INTRODUCTION 28
Bunton (1981) presented a PhD thesis on two-phase flow and crystallisation in a vac-uum pan sugar crystalliser. He developed a mathematical model of a vacuum pan basedon the fundamentals of two-phase flow. The model was two-dimensional above the calan-dria, but one-dimensional and lumped equations elsewhere. Even though crystallisationis mentioned in the title of his thesis, it is not included in the mathematical model. Usinghis experimental correlations, Rouillard (1985a) developed a one-dimensional model ofa calandria tube, which predicted the driving force for circulation provided by the tubeas a function of flow rate and heat transfer. Using the results of this model, and assum-ing that the only other resistance to flow is provided by the downtake, Rouillard (1985a)presented a simple pan circulation model that predicted the overall circulation rate withina vacuum pan. However, the simple pan circulation model showed considerable scatterwhen compared with measured data (Rouillard 1985b), suggesting that improvements inboth the modelling and correlations are possible.
Brown, Alexander & Boysan (1992) modelled fluid flow in a stirred vacuum pan usingthe CFD code Fluent. The model is very simple, with the tubes being modelled as con-centric rings, with assumptions of no boiling in the tubes, Newtonian fluid and adiabaticconditions.
Despite the computational limitations in modelling vacuum pans the models that havebeen produced, even though they may be simplified, have still revealed problems suchas dead spots above and below the calandria and downward fluid flow for the innermosttubes.
1.4 SummaryHigh grade vacuum pans are an important part of a sugar factory, and most sugar technol-ogists agree that the circulation within vacuum pans is a key factor in successful crystalli-sation. However, with the trend towards larger pans and greater output, it is more difficultto maintain good circulation without undesirable formation of recirculation zones, hot orcold spots and associated non-uniformity in supersaturation, which in turn can lead to lowcrystal growth, poor size distribution and the possible formation of fine grain. Mechani-cal stirrers have been suggested as a method of improving poor circulation within batchvacuum pans, but they have relatively high capital and operating costs, and the expense isusually not justified2.
2In recent times mechanical stirrers are being increasingly justified to improve heat transfer rate as therebecomes a need to reduce the pressure of the heating vapour to achieve improved steam economy.
CHAPTER 1. INTRODUCTION 29
Past research into circulation within batch vacuum pans has involved sparse mea-surements of velocity and fluid temperature within pans, scale modelling, and limitednumerical simulations.
The nature of the fluid and the operating conditions of vacuum pans have restrictedthe measurements of velocity and temperature. These restrictions have meant that de-tailed information about the velocity and temperature fields within vacuum pans is stillunknown. This lack of measurement data has led to many different views on the nature ofcirculation within batch vacuum pans and its effects on crystallisation.
Scale modelling has been performed on different mechanical circulating arrangementsin order to improve their efficiency, thus decreasing their relatively high operating costs.Scale modelling has only allowed the determination of the flow pattern and averaged ve-locities for mechanical circulators, with information about temperature gradients withinthe fluid being still unknown. Scaling of natural circulation cannot be performed becausesome of the similarity conditions that would have to be observed are mutually incompati-ble.
Limited numerical modelling of the fluid flow, heat transfer and crystallisation inbatch vacuum pans has been performed. Of the models that have been developed, nonehave incorporated the three components of a batch vacuum pan (fluid flow, heat transferand crystallisation). Numerical modelling has previously been limited by computationalpower and available software, which has resulted in very restrictive assumptions beingmade to allow modelling.
Chapter 2
Vacuum Pan Modelling
This chapter initially outlines the problem being addressed by this thesis. Details are givenof pan operation, including a discussion of the physical processes that must be accountedfor. Also discussed are the modelling requirements, the modelling approach chosen andrelated assumptions. Most importantly, a description of the vacuum pan chosen for mod-elling will be presented.
2.1 Processes in batch vacuum pan operation
Batch vacuum pans operate over a cycle or strike. The operating process during the strikeis as follows:
1. The pan is filled to just above the calandria tube top with a mixture of syrup andseed crystals.
2. Vacuum is applied to the vessel ( 15 kPa absolute).
3. Heating steam is admitted into the calandria (external to the tubes), with a pressurerange of 80-200 kPa (absolute).
4. Boiling commences, and is quite vigorous due to the low pressure (low fluid level inthe pan), and high heat transfer coefficient (high circulation due to low viscosity).
5. Boiling causes evaporation of water from the solution increasing the sucrose con-centration.
6. Growth of the seed crystals occurs due to the increased sucrose concentration.
30
CHAPTER 2. VACUUM PAN MODELLING 31
7. Addition of more syrup is used to control the concentration of the sucrose in thesolution, preventing spontaneous nucleation of new sucrose crystals.
8. The level in the pan rises as more syrup is added to the vessel, this increasing levelchanges the boiling point of the solution as the hydrostatic pressure increases.
9. Eventually the height of fluid in the pan has reached a point where the pan evapo-ration rate has fallen to a point where it is less productive to have a higher chargetaking a longer cycle time. This is the final stage of boiling where concentrationtakes place without molasses or syrup being fed into the pan in order to increasethe strike crystal content. At this point the mixture of sugar crystals and molasses(massecuite) is removed from the pan and passed to the centrifugal stage for sepa-ration.
A batch strike of high grade (A) massecuite has a duration of 2-3 hours depending onthe capacity of the pan and the heating steam available.
Circulation in vacuum pans occurs naturally. The driving force for circulation is thebuoyancy force due to vapour formation plus a small component due to the density changewith temperature. The pan circulates at a rate where this driving force is balanced by fric-tional resistance in the calandria and downtake circuit. The rate of circulation is a strongfunction of massecuite height above the calandria. This is because the saturation temper-ature (i.e., the temperature at which boiling occurs) is dependent on the absolute pressureand hence liquid level. At the beginning of the strike in a batch pan the height abovethe calandria is low and vigorous boiling takes place within the calandria tubes, leadingto strong overall circulation. As the liquid height above the calandria increases the in-creased hydrostatic pressure raises the saturation temperature. This suppresses vapourformation in the calandria tubes and leads to reduced circulation. This reduction in circu-lation is compounded by the increase in massecuite viscosity throughout the strike, andthus an increased frictional resistance in the downtake and calandria tubes. This increasein massecuite viscosity throughout the strike is a function of the composition of the mo-lasses and the presence of sugar crystals, as discussed in Section 3.1.2. At the end ofthe strike the height above the calandria can be sufficient to completely suppress vapourformation (i.e., boiling) in the calandria tubes. Complete suppression of vapour formationin the calandria tubes dramatically reduces the circulation speed, as the driving force isnow only dependent on density change with temperature. With the dramatic reduction incirculation velocity, heat transfer and evaporation virtually cease. It is at this point that nofurther crystallisation can occur and the product (massecuite) is removed from the pan.
CHAPTER 2. VACUUM PAN MODELLING 32
2.2 Approach to pan modelling
A complete multi-dimensional vacuum pan model should be able to predict circulation,evaporation rate, crystal growth, and distribution of velocity and temperature within thepan, all functions of time over the strike. Such a comprehensive model is currently con-sidered not feasible.
One-dimensional models (e.g. Rouillard 1985a) have been used to examine overalloperation of pans. These models do not give details of distribution of velocity or heattransfer within the vessel, and show considerable scatter when compared with measuredevaporation rates (Rouillard 1985b). Some two-dimensional attempts have been madeto model flow and temperature distribution within a vacuum pan (Bunton 1981, Brownet al. 1992). However these models have serious deficiencies, which limit their usage(see Section 1.3.4) . Computational fluid dynamics (CFD) was first applied to processingAustralian cane sugar six years ago (Harris, Robinson & Vigh 1995, Steindl 1995), andhas come to play an important role in the understanding of the flow and heat transferin factory processes and in the assessment of modifications to vessel designs (Steindl1997, Sima & Harris 1999). The greatest strength of computational fluid dynamics (CFD)is its ability to provide a local description of the flow.
The present thesis aims to use computational fluid dynamics (CFD) as a tool to de-velop an improved pan model to investigate the detailed distribution of velocity and tem-perature within the pan at various stages throughout the strike. The standard CFD mod-elling approach is to divide the geometry (or computational d