Embed Size (px)
Citation preview

International Journal of Scientific & Engineering Research Volume 3, Issue 8, August-2012 1 ISSN 2229-5518
IJSER © 2012
http://www.ijser.org
Studies on Biodegradability and Mechanical Properties of High Density
Polyethylene/Corncob Flour Based Composites
Obasi, Henry .C.
Department of Polymer and Textile Engineering, Federal University of Technology, Owerri, P.M.B. 1526,
Imo State, Nigeria.
Corresponding author: Obasi, H.C., [email protected]; Tel: +2348039478014
Abstract
In this study, corncob flour obtained from a waste product of corn threshing processing was blended with high
density polyethylene via melt extrusion to produce HDPE/Corncob biodegradable composites. Plastics
composites filled with corncob flour are materials that offer a credible alternative for using this botanical
resource considering the production of low dense materials with some specific properties. The composite
sample showed a decrease in tensile strength and elongation at break and an increase in Young’s Modulus as
the filler content increases. PE graft- maleic anhydride (PE-g-MA) was added as a coupling agent. The
presence of PE-g-MA gave rise to better properties for modified corncob flour composite (HDPE/CCF1) than
the unmodified corncob flour composite (HDPE/CCF) indicating better dispersion and homogeneity of corncob
flour to the PE-g-MA matrix. High water absorption resistance and low biodegradation rate of HDPE/ CCF1 as
compared with HDPE/CCF showed the effect of coupling agent on the composite. However, water absorption
and weight loss of composites buried in soil indicated that both were biodegradable, even at high levels of
corncob flour substitution.
Keywords: Corncob flour, HDPE, PE-g-MA, Mechanical properties, Biodegradability.
1. INTRODUCTION

International Journal of Scientific & Engineering Research Volume 3, Issue 8, August-2012 2 ISSN 2229-5518
IJSER © 2012
http://www.ijser.org
Synthetic polymeric materials have been
extensively used globally due to their
excellent chemical, physical and mechanical
properties. These properties on the other
hand have made them very resistant to
microorganisms and other natural
degradation forces, so they remain in the
environment after disposal. This had led to
environmental problems and also in addition
to the land shortage problems for solid waste
management [1]. Almost everywhere, plastic
waste can be seen thereby creating increased
costs on the collection and disposal of solid
municipal wastes.
Recycling is seen as an attractive and
alternative approach to solve this waste
problem. However, not all plastics are
recyclable and most end up in municipal
burial sites. The production and use of
biodegradable polymers are considered as
possible route to produce the dependence on
landfills in solving solid waste problems.
Many attempts have been made on the
compounding of petroleum based polymers
with natural biopolymers such as cellulose,
starch, lignin, chitin and chitosan to produce
new products with improved properties and
as a way to accelerate polymer
biodegradation [2], [3], [4], [5], [6], [7].
These natural biopolymers are abundant,
cheap, renewable and completely
biodegradable. Using natural biopolymers as
fillers to reinforce the composite materials
offers the following benefits when compared
with mineral fillers [8], [9]: light weight,
strong and rigid, environmentally friendly,
economical, renewable and abundant
resource. On the contrary, the demerits of
the materials are [10]: degradation by
moisture, poor surface adhesion to
hydrophobic polymers, non-uniform filler
sizes, not suitable for high temperature
application and its susceptibility to fungal
and insect attack.
Biocomposites consist of a polymer
(degradable or non-degradable) which is a
matrix polymer and cellulose material which
act as the reinforcing filler. However, blends
of biopolymer and polymer in addition to
being susceptible to water absorption exhibit
inferior mechanical properties because the
hydrophilic character of the biopolymer
leads to poor adhesion with the hydrophobic
polymer.
There have been many studies on the use of
biofillers as reinforcers in biodegradable
polymer biocomposite systems. These
reinforcing materials can be naturally
degraded by microorganisms and play a
major role in degrading natural organic
substances in the ecosystem [11], [12]. We
have studied the application of corncob flour
(CCF) as reinforcing filler in the
biocomposites. Corncob flour (CCF) is an
abundant waste product obtained from the
woody core of a maize ear that has limited
industrial applications. The use of CCF as
reinforcing material for biocomposite can
represent the conversion to industrially
useful biomass energy [13].
The purpose of this study was to produce
composites of high density polyethylene
(HDPE) and corncob flour (CCF). However,
properties of HDPE become significantly
worse when blended with biofiller due to the
poor compatibility between the two phases.
This condition requires a compatibilizer
and/or a coupling agent to enhance the

International Journal of Scientific & Engineering Research Volume 3, Issue 8, August-2012 3 ISSN 2229-5518
IJSER © 2012
http://www.ijser.org
compatibility between the two immiscible
phases and to improve the mechanical
properties of the composites. In this present
study, the incorporation of additive in the
corncob based HDPE composites has been
considered as a means of improving the
mechanical properties and biodegradability
of plastic materials made from these blends.
In this regard, the effect of filler loading and
maleic anhydride as a coupling agent on the
mechanical properties and biodegradability
of corncob filler/HDPE blend has been
investigated.
2. EXPERIMENTAL
2.1 Materials
The high density polyethylene (HDPE)
matrix used in this study was supplied by
Ceeplast Industry Ltd, Aba, Nigeria. It is a
product of Indorama Group, a subsidiary of
Eleme Petrochemical Company Ltd Nigeria
with a density of 0.965g/cm3 and a melt
flow index (MFI) of 16g/10 min.
Polyethylene graft maleic anhydride (PE-g-
MA) was obtained from Sigma-Aldrich
chemical corporation. The bio-flour used as
the reinforcing filler was corncob flour
(CCF) was obtained from Agro-produce
market, Aba as woody core of maize ear and
then processed to obtain corncob flour. The
CCF mesh size used was 300mm.
2.2 Sample Preparation
The CCF was melt-blended with HDPE in
an extruder. The filler was first oven dried
as 90˚C for 24 h to adjust its moisture
content and then stored in a polyethylene. A
laboratory size extruder Haake Rheomex
CTW 100p was used for compounding
corncob flour and high density PE. The
screw speed was 50 rpm and the temperature
range varied from 150 to 170˚C. CCF
loadings were from 40, 45, 50, 55 and 60 wt.
(%). PE-g-MA was used at an amount of 2
wt (%) based on the weight of filler. The hot
press process involved preheating at 170˚C
for 10 min followed by compression at the
same temperature for 4minutes. After this,
the sample was allowed to cool down at
ambient temperature and the samples were
carefully removed from the moulds.
2.3 Mechanical Testing
Tensile tests were carried out using a
universal Instron tensile tester 3366
according to ASTM D 638 with the samples
obtained as described. Tensile properties
were measured at room temperature at
5mm/min crosshead speed to obtain the
tensile strength, elongation at break and
Young’s modulus.
2.4 Water Absorption Study
The water absorption tests were conducted
for the various sample specimens. Each
sample was weighed prior to immersion in
distilled water. Weight gains were recorded
by periodic removal of the specimens from
the water. Moisture on the surface of the
sample was removed with filter paper, re-
weighed and the percentage water
absorption calculated. Results were recorded
every 1 week for 9 weeks. The percentage
water absorption was calculated according
to the equation:

International Journal of Scientific & Engineering Research Volume 3, Issue 8, August-2012 4 ISSN 2229-5518
IJSER © 2012
http://www.ijser.org
Where, W0 and W1 are the weights of dried
sample and the sample after exposure to
water absorption respectively.
2.5 Soil Burial Test
Biodegradation of the samples was studied
by the soil burial test method. Blend samples
with 3.0 x 3.0 x 1.5 mm dimensions were
dried and weighed to obtain a dry weight.
These samples were then buried in the test
soil at depth of 15 cm from the surface for 9
weeks. After 1-week, the samples were
carefully washed with water and dried to
obtain a new weight. The percentage weight
loss was calculated using the equation:
Where, W2 and W3 are the weights of dried
sample before and after burial in the soil.
3. RESULTS AND DISCUSSION:
3.1 Mechanical Tests
Mechanical properties are great significance
for all bio-filled polymer composites
applications. Figs 1-3 show the effect of
filler loading on tensile strength, elongation
at break and Young’s modulus for
HDPE/CCF1 and HDPE/CCF composites.
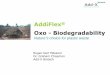
We observed that the tensile strength for
HDPE/CCF decreased continuously with
increasing filler loading (Fig. 1). It was thus
clear that the mechanical incompatibility of
the two phases was great and would increase
with the filler content. This behavior has
been described in similar studies and has
been explained by the increase of the
interfacial area with filler loading [14], [15].
Though lower tensile strength at break was
observed for HDPE/CCF1 composites
compared with neat HDPE, this decrease
was smaller than that of the HDPE/CCF
composites. The absolute value of tensile
strength for all compatibilized HDPE/CCF1
composites was higher than that of
uncompatibilized HDPE/CCF composites.
This behaviour could be attributed to the
reaction of the hydrophilic –OH groups from
the filler and the acid anhydride groups from
PE-g-MA, thus forming ester linkage, as
established in the literature works [16]. The
reaction fosters strong adhesion between
filler and matrix interface creating thus a
better stress transfer from the matrix to the
filler leading to higher tensile strength [17].
Simple adhesion of the polymer to the filler
through weak bonding or induction
interactions is experienced in the absence of
chemical modification.
Incorporation of the filler resulted in a
decrease in elongation at break. Fig. 2 shows
the effect of filler loading on the elongation
at break of HDPE/CCF1 and HDPE/CCF
composites. We observed that the elongation
at break for the composites decreases with
increasing filler loading. The reduction of
the elongation at break with the increasing
filler loading indicates the inability of the
filler to support the stress transfer from
polymer matrix to filler. It can be seen that
the elongation at break for HDPE/CCF1 is
lower than for HDPE/CCF. These
observations were in agreement with the
results presented by researchers [18], [19].
However, the effect of the compatibilizer
was not evident on this property.

International Journal of Scientific & Engineering Research Volume 3, Issue 8, August-2012 5 ISSN 2229-5518
IJSER © 2012
http://www.ijser.org
Results obtained from Young’s modulus
determination indicated that increasing filler
loading showed a tendency to increase the
composite stiffness for HDPE/CCF1 and
HDPE/CCF composites (Fig.3).
The increase in modulus was observed
because as starch content is increased, filler-
filler interaction becomes more pronounced
than filler-matrix interaction. Again, the
increased modulus corresponds to more
filler where its intrinsic properties as a
request agent exhibit high stiffness
compared to polymeric material [20]. This is
in agreement with the result reported by
Ardhyananta et al [21]. Some researchers
have also related the increase in composites
rigidity with the reduction in polymer chains
mobility in the presence of the filler [22].
The Young’s modulus for HDPE/CCF1 with
the addition of compatibilizer showed a
higher modulus than the uncompatibilized
HDPE/CCF. This result might be due to the
compatibilizing effect of the PE-g-MA in
the composites which enhanced high
interfacial interaction between the fillers and
PE matrix in which the fillers strengthen the
composite materials.
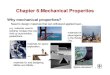
3.2 Water Absorption
The effects of corncob flour on water
absorption of the blends for the
compatibilized HDPE/CCF1 and
uncompatibilized HDPE/CCF composites
after immersion in water for 1-week interval
of time for 9 weeks are shown in figs. 4 and
5. From the figures, water absorption for
both compatibilized and uncompatibilized
composites increased with the increase in
corncob loading. This is due to the
hydrophilic nature of the corncob flour by
virtue of the presence of an abundant
hydroxyl groups which are available for
interaction with molecules. Again, as the
filler loading increases, agglomerate
formation increases thus creating difficulties
in achieving a homogenous dispersion of
filler in the composite. This results in water
molecules penetration into the composites
through voids created by agglomeration
which increases water absorption of the
composites [23], [24].
The figures showed lower percentage of
water absorption by HDPE/CCF1 as
compared to the HDPE/CCF composites.
The compatibilized HDPE/CCF1 composite
has better adhesion between the matrix and
the filler, reducing the formation of
agglomerates. Thus modification of the
corncob flour led to the decrease in the
number of free hydroxyl groups on the
surface, reducing the percentage of water
absorption.
3.3 Soil Burial Test
The biodegradability of corncob flour
blended with HDPE was estimated using
soil burial test method. Figs. 6 and 7 show
changes in weight ratio (initial
sample/buried sample) with time for the
HDPE/CCF1 and HDPE/CCF buried in the
soil. In the soil, water diffuses into the
composite sample, causing swelling and
enhancing biodegradation. The weight loss
of the sample after burial in the soil for 9
weeks was determined. The weight was
observed at each time point over the period
of study was larger with increasing starch
content in the composite. This means that
percent weight loss of both compatibilized

International Journal of Scientific & Engineering Research Volume 3, Issue 8, August-2012 6 ISSN 2229-5518
IJSER © 2012
http://www.ijser.org
and uncompatibilized composite increases
continuously with increase in the number of
weeks indicating that the samples
continuously degrade with increase in the
length of time and suggested that
microorganisms consume starch and create
pores in the PE matrix. However,
HDPE/CCF1 had a lower weight loss ratio
than the HDPE/CCF. The higher
biodegradation of HDPE/CCF may be
caused by the same factors leading to its
higher water absorption and lower
mechanical properties.
4. CONCLUSION
Woody core of a maize ear was milled, dried
and used as filler in HDPE composite. It was
observed that it is plausible to use this waste
product of the maize grain cob as low cost
filler, in view of the properties obtained
from the products. The composites stiffness
was seen to increase with increasing filler
loading. Though tensile strength decreased
slightly, they were improved in the presence
of the coupling agent PE-g-MA due to the
formation of an ester linkage not present in
HDPE/CCF. This account for the differences
in properties and behaviour showed by the
two composite materials.
Both HDPE/CCF1 and HDPE/CCF
demonstrated increase in water absorption
and weight loss with increase in starch
content. High water resistance and low
biodegradation loss rate of HDPE/CCF1,
however, were observed when compared
with HDPE/CCF composites.
ACKNOWLEDGMENT: The research
received no specific grant from any funding
agency in the public, commercial or not-for-
profit sectors
REFERENCES
1. A.A. Shah, F. Hasan, A. Hameed, and
S. Ahmed, “Biological Degradation of
Plastics: A Comprehensive Review”.
Biotechnol Adv., 26: 246-265, 2008.
2. D. Bikiaris, E. Pavlidou, J. Primos, I.
Alric, E. Borredon, and C.
Panayiotou, “Biodegradation of
Octanoated Starch and its blends with
LDPE”. Polym. Degrad. Stab. , 60:
437-447, 1998.
3. U.S. Ishiaku, K.W. Pang, W.S. Lee,
and Z.A.M. Ishak, “Morphology and
Rheological Properties of blends of
Chemically Modified Thermoplastic
Starch and Polycaprolactone”. Eur.
Polym. Journal, 38: 393, 2002.
4. Y. Oda, H. Asar, T. Urakami, and K.
Tonomura, “Biodegradable Polymers
and Environmental Interaction”. J.
Ferment. Bioeng. , 80: 265, 1995.
5. F. Deli-Innocenti, G. Bellia, M. Tosin,
A. Kapanen, and M. Itavaara,
“Methods and Procedures to Assess
Compost Maturity and Stability”.
Polym Degrad Stab. , 73: 101, 2001.
6. E. Psomiadou, I. Arvanitoyannis, C.
Biliaderis, H. Ogawa, and N.
Kawasaki, “Selective Ethylene-
Permeable Zeolite Compost double-
layered Film for Novel Modified
Atmosphere Packaging”. Carbohydr.
Polym. , 33: 227, 1997.
7. L. Wang, W. Ma, R. Gross, and S.P.
McCarthy, “Toughening Modification

International Journal of Scientific & Engineering Research Volume 3, Issue 8, August-2012 7 ISSN 2229-5518
IJSER © 2012
http://www.ijser.org
of PLLA/PBS blends via in situ
Compatibilization”. Polym. Degrad.
Stab. , 59: 161, 1998.
8. Herrara-Franco, Valadez-Gonzalez,
and M. Cervantes-uc, “Development
and Characterization of HDPE-Sand-
Natural Fibre Composite”. Composite
Part B: Engineering, 28 B: 331-343,
1997.
9. A. Maulida, M. Nasir, and H.P.
Khalil, “Hybrid Composites Based on
Natural Fibre”. Proceedings of
Symposium in Polymeric Materials,
Penang, 1-2 June, 216 – 219, 2000.
10. H. Belmares, A. Barrera, and M.
Monjaras, “New Composite Materials
from Natural hard Fibres”. Part 2.
Fatigue Studies and a Novel Fatigue
Degradation Model. Engineering
Chemical Product Research and
Development, 20(3): 367-378, 1999.
11. J.A. Ratto, P.J. Stenhouse, M.
Auerbach, J. Mitchell, and R. Farrell,
“Processing, Performance and
Biodegradability of Thermoplastic
Aliphatic Polyester Starch System”.
Polymer, 40: 6777-88, 1999.
12. V.A. Alvarez, A.N. Fraga, A.
Vazquez, “Effects of the Moisture and
Fibre content on the Mechanical
Properties of Biodegradable Polymer
Sisal Fibre Biocomposites”. J. Appl.
Polym. Sci., 91. 4007-16, 2004.
13. H.S. Kim, H.S. Yang, H.J. Kim, and
H.J. Park, “Thermogravimetric
Analysis of Rice husk flour filled
Thermoplastic Polymer Composites”.
J. Therm. Anal. Cal., 76:395-404,
2004.
14. A.M. Piva, S.H. Steudner, and H.
Wiebeck, “Physico-mechanical
Properties of Rice husk powder filled
Polypropylene Composites with
Coupling Agent Study”. In:
Proceedings of the Fifth International
Symposium on National Polymer and
Composites, Sao Pedro/SP, Brazil,
2004.
15. S.Y. Lee, H.S. Yang, H.J. Kim, C.S.
Jeong, B.S. Lim, and J.N. Lee, “Creep
Behavior and Manufacturing
Parameters of wood flour filled
Polypropylene Composites”.
Composite Structures, 65(3-4): 459-
469, 2004.
16. H.S. Yang, M.P. Wolcott, H.S. Kim,
S. Kim, and H.J. Kim, “Properties of
Lignocellulosic Material filled
Polypropylene Biocomposites made
with different Manufacturing
Processes”. Polymer Testing, 25(2):
668-676, 2006.
17. M. Morreale, R. Scaffaro, A. Mario,
and F.P. Mantia, “Effect of adding
wood to the Physical Properties of a
Biodegradable Polymer”. Composites,
42:214, 2007.
18. I.M. Thakore, S. Iyers, A. Desai, A.
Lele, and S. Devi, “Morphology,
Thermochemical Properties and
Biodegradability of LDPE/starch
Blends”. J. Appl. Polym. Sci.,
74:2791-2802, 1999.
19. N.T. Ahmed, R.S. Singhal, P.R.
Kulkarni, D.D. Kale, and M. Pal,
“Studies on Chenopodium quinoa and
Amaranthus paniculatas Starch as
Biodegradable filler in LDPE Films”.
Carbohydrate Polym. , 31:157-160,
1996.
20. M. Jacob, S. Thomas, and K.T.
Varughese, “Mechanical Properties of

International Journal of Scientific & Engineering Research Volume 3, Issue 8, August-2012 8 ISSN 2229-5518
IJSER © 2012
http://www.ijser.org
Sisal/oil Palm hybrid Fibre
Reinforced Natural Rubber
Composites”. Composite, Science
and Technology, 64:955-965, 2004.
21. H. Ardhyananta, H. Ismail, and T.
Takeichi, “Effect of Organoclay
loading and Ethylene glycol on
Mechanical, Morphological and
Thermal Properties of Ethylene vinyl
acetate/organoclay Nanocomposite”.
J. Reinforced Plastics and Comp.,
26:789, 2007.
22. A.K. Rana, B.C. Mandal, R. Mitra, R.
Jacobson, A. Rowell, and N.
Banerjee, “Short Jute fibre Reinforced
Polypropylene Composites: Effect of
Compatibilizer”. J. Appli. Polym.
Sci., 62(2): 239-338, 1998.
23. A.R. Sanadi, J.F. Hunt, D.F.
Caulfield, G. Kovacsvolgyi, and B.
Destree, “High Fibre-Low Matrix
Composites: Kenaf
fibre/Polypropylene. The Sixth
International Conference on Wood
Fibre-plast Compos. , 121-124, 15-16,
USA, 2001.
24. I.D. Danjaji, R. Nawang, U.S.
Ishiaku, H. Ismail, and Z.A.M. Mohd
Ishak, “Degradation Studies and
Moisture uptake of Sago-starch-filled
LLDPE Composites”. Polym.
Testing, 21:75-81, 2001.

International Journal of Scientific & Engineering Research Volume 3, Issue 8, August-2012 9 ISSN 2229-5518
IJSER © 2012
http://www.ijser.org
FIGURES
Fig 1: Effect of filler loading on the tensile strength of CCF-filled HDPE composites
Fig 2: Effect of filler loading on the elongation at break of CCF-filled HDPE composites
0
2
4
6
8
10
12
14
16
18
0 40 45 50 55 60
Ten
sile
Str
en
gth
(MP
a)
Filler loading (% wt)
HDPE
HDPE/CCF1
HDPE/CCF
0
2
4
6
8
10
12
14
16
0 40 45 50 55 60
Elo
nga
tio
n a
t b
reak
(%
)
Filler loading (% wt)
HDPE
HDPE/CCF1
HDPE/CCF

International Journal of Scientific & Engineering Research Volume 3, Issue 8, August-2012 10 ISSN 2229-5518
IJSER © 2012
http://www.ijser.org
Fig 3: Effect of filler loading on the Young’s modulus of CCF-filled HDPE composites
Fig 4: Water absorption versus time of HDPE/CCF1 at different filler loadings
110
115
120
125
130
135
140
145
150
155
0 40 45 50 55 60
Yo
un
g's
Mo
du
lus
(MP
a)
Filler loading (% wt)
HDPE
HDPE/CCF1
HDPE/CCF
0
2
4
6
8
10
12
14
16
1 2 3 4 5 6 7 8 9
Wat
er a
bso
rpti
on
(%)
Time (Weeks)
HDPE
HDPE/40 CCF1
HDPE/45 CCF1
HDPE/50 CCF1
HDPE/55 CCF1
HDPE/60 CCF1

International Journal of Scientific & Engineering Research Volume 3, Issue 8, August-2012 11 ISSN 2229-5518
IJSER © 2012
http://www.ijser.org

International Journal of Scientific & Engineering Research Volume 3, Issue 8, August-2012 12 ISSN 2229-5518
IJSER © 2012
http://www.ijser.org
Fig 5: Water absorption versus time of HDPE/CCF at different filler loadings
0
5
10
15
20
25
1 2 3 4 5 6 7 8 9
Wat
er
abso
rpti
on
(%)
Time (Weeks)
HDPE
HDPE/40 CCF
HDPE/45 CCF
HDPE/50 CCF
HDPE/55 CCF
HDPE/60 CCF

International Journal of Scientific & Engineering Research Volume 3, Issue 8, August-2012 13 ISSN 2229-5518
IJSER © 2012
http://www.ijser.org
Fig 6: Weight loss versus time of HDPE/CCF1 at different filler loadings
0
2
4
6
8
10
12
14
16
18
20
1 2 3 4 5 6 7 8 9
Wei
ght
Loss
(%)
Time (Weeks)
HDPE
HDPE/40 CCF1
HDPE/45 CCF1
HDPE/50 CCF1
HDPE/55 CCF1
HDPE/60 CCF1

International Journal of Scientific & Engineering Research Volume 3, Issue 8, August-2012 14 ISSN 2229-5518
IJSER © 2012
http://www.ijser.org
Fig 7: Weight loss versus time of HDPE/CCF at different filler loadings
0
5
10
15
20
25
1 2 3 4 5 6 7 8 9
Wei
ght
Loss
(%
)
Time (Weeks)
HDPE
HDPE/40 CCF
HDPE/45 CCF
HDPE/50 CCF
HDPE/55 CCF
HDPE/60 CCF