Embed Size (px)
Citation preview

Structure Sample
Single Jersey Plain
Needle set out
1 1
Cam arrangement
F
K
Single Lacoste
Needle set out
1 2
Cam arrangement
F1 F2 F3 F4
K T K K
K K K T

Double Lacoste
Needle set out
1 2
Cam arrangement
F1 F2 F3 F4 F5 F6
K T T K K K
K K K K T T
Polo Pique
Needle set out
1 2
Cam arrangement
F1 F2 F3 F4
K K T T
T T K K

Terry
Needle set out
1 2 3 2
Cam arrangement
F1 F2 F3 F4
K T K M
K M K M
K M K T
1X1 Rib
Needle set out
D 1 1
C 1 1
Cam arrangement
D K
F
C K

Single Jersey Plain With Full Feeder
Spandex
Needle set out
1 1
Cam arrangement
F
K
Single Jersey Plain( Feeder Stripe)
With Full Feeder Spandex
Needle set out
1 1
Cam arrangement
F
K
.

Single Jersey Plain (Engineering
Stripe)
Needle set out
1 1
Cam arrangement
F
K
Plain Interlock
Needle set out
D 1 2
C 1 2
Cam arrangement
K M
D M K
F1 F2
C K M
M K
Quality Management System:
Knitted Fabric Faults:
Many types of fault may be found in knitted fabric due to many reasons. These faults occurred
sometimes due to defective parts of machine, or sometimes due to use of defective raw materials.
Some faults occur very frequently and some faults occur rarely. Here some frequently occurring
faults in knitted fabric are given below;
Faults Sample
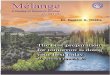
Hole
Sample 1
Causes:
The main cause is yarn breakage which
happens due to;
Too tight take down tension
Yarn with weak spot.
Clogged surface of yarn guide or
feeder.
Defective or damaged needles.
Remedies:
Main remedy is avoiding yarn breakage and
using defect free needles. Other than these
the followings may help;
Use of fault free yarn.
Using smooth surface of yarn passage
to needle.
Properly adjusting take down tension.
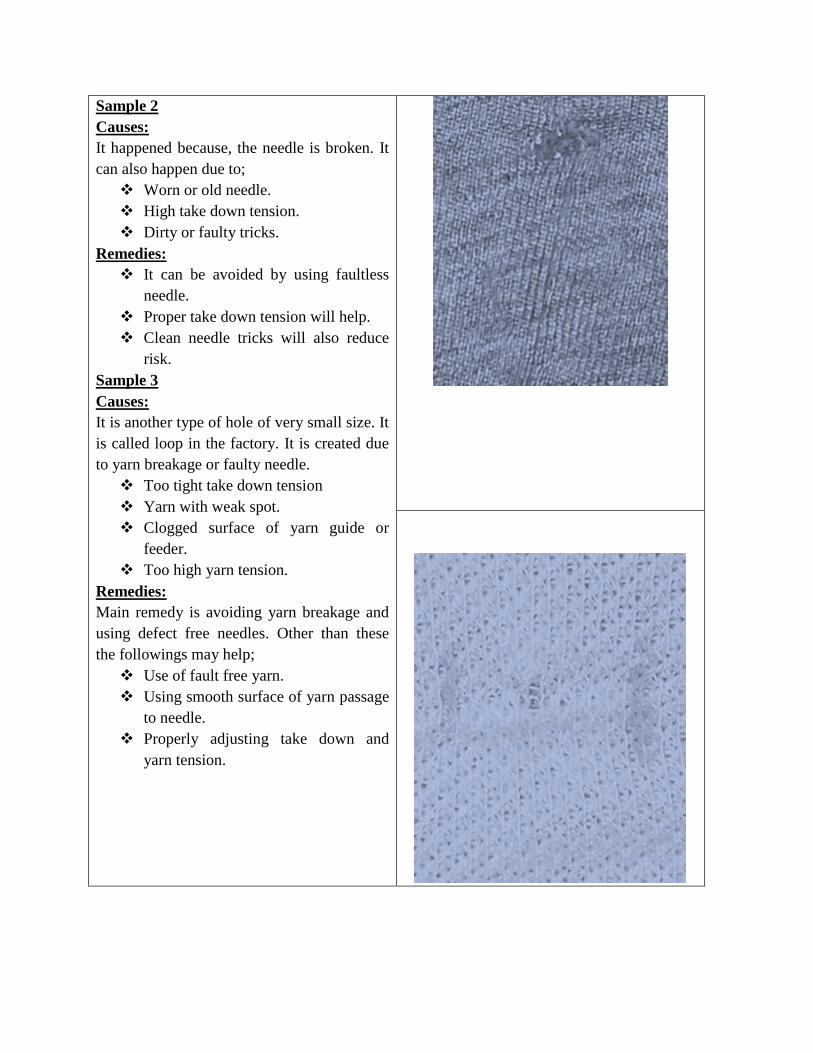
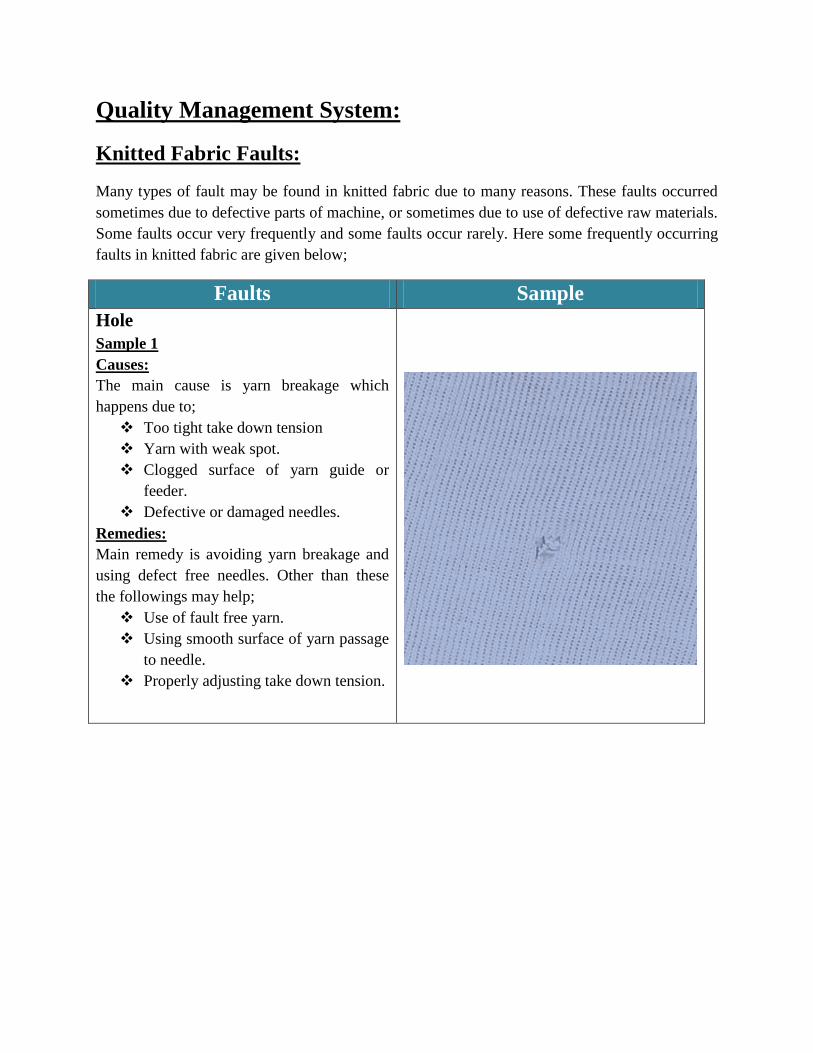
Sample 2
Causes:
It happened because, the needle is broken. It
can also happen due to;
Worn or old needle.
High take down tension.
Dirty or faulty tricks.
Remedies:
It can be avoided by using faultless
needle.
Proper take down tension will help.
Clean needle tricks will also reduce
risk.
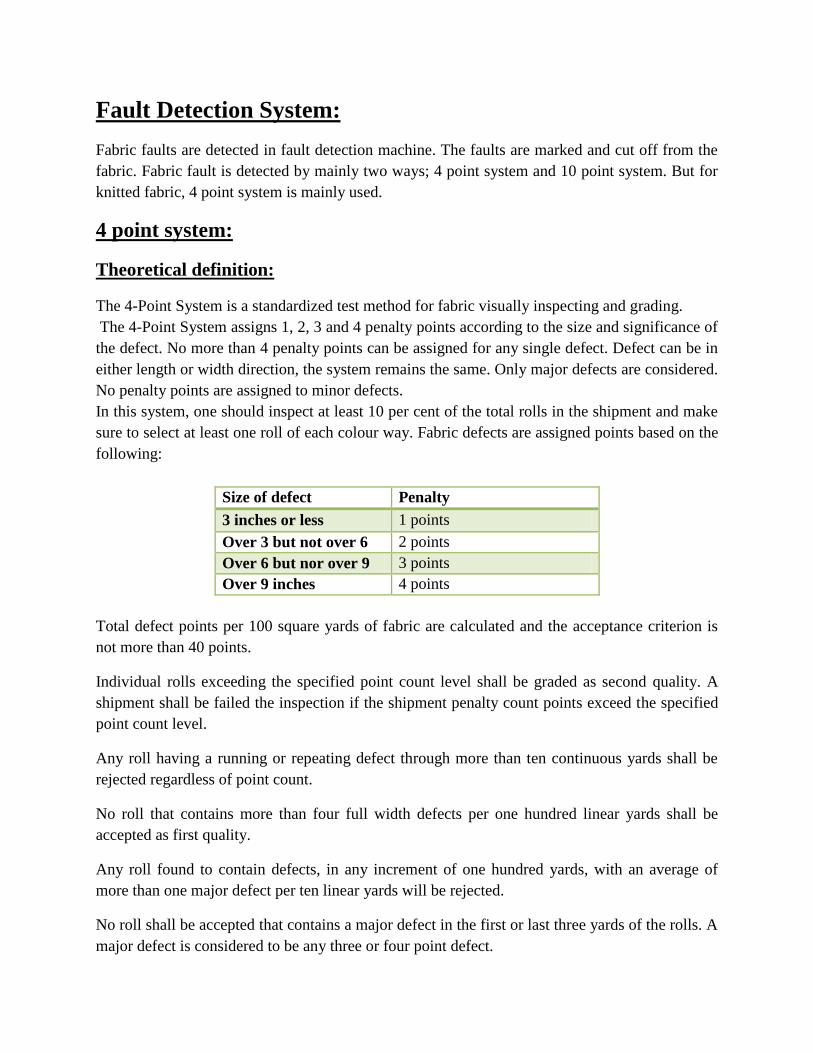
Sample 3
Causes:
It is another type of hole of very small size. It
is called loop in the factory. It is created due
to yarn breakage or faulty needle.
Too tight take down tension
Yarn with weak spot.
Clogged surface of yarn guide or
feeder.
Too high yarn tension.
Remedies:
Main remedy is avoiding yarn breakage and
using defect free needles. Other than these
the followings may help;
Use of fault free yarn.
Using smooth surface of yarn passage
to needle.
Properly adjusting take down and
yarn tension.

Fly
Causes:
If dyed yarn, melange yarn and grey yarn are
used in knitting at the same floor, colored fly
may be found in the fabric. It happens
because of;
Improper covering of the machine.
Careless air blowing.
Insufficient cleaning.
Remedies:
To avoid this;
The knitting machines should be
covered or divided by some covering
which would help reducing fly
contamination.
Cleaning has to be done carefully.
Thick Place
Causes:
It happens due to faulty yarn or slub yarn
which creates thick horizontal line in the
fabric of small length.
Remedies:
By using fault free yarn, this fault can be
avoided.

Needle Line
Causes:
It happens due to one and only reason, that is
needle breakage. Needle breakage can
happen due to;
Too high take up tension.
High yarn tension
Old needle.
Large knots or slub in the yarn.
Remedies:
It can be avoided by using needles which are
not defected. To do so;
Old needles should be replaced.
Fault free yarn should be used
Take down tension should be adjusted
correctly.
Oil Spot
Sample 1
Causes:
It happened due to too much oiling of the
machine parts.
Remedies:
Proper amount of oiling may help avoiding
this fault.

Sample 2
Causes:
It happens due to;
Too much lubrication.
Dirty tricks and sinker.
Use of improper needle oil.
Remedies:
It can be avoided by;
Avoiding excessive oiling of machine
parts.
Proper cleaning of needles, sinkers,
tricks etc.
Use of proper needle oil.
Press Off
Causes:
It happens when;
The yarns are not properly laid in
needle hooks.
Too loose take down tension is
applied.
Defective needles are used.
Needle timing is wrong.
Improper yarn tension is set.
Remedies:
It can be avoided by;
Using defect free needles.
Using correct needle timing.
Applying correct take down and yarn
tension.
Fault Detection System:
Fabric faults are detected in fault detection machine. The faults are marked and cut off from the
fabric. Fabric fault is detected by mainly two ways; 4 point system and 10 point system. But for
knitted fabric, 4 point system is mainly used.
4 point system:
Theoretical definition:
The 4-Point System is a standardized test method for fabric visually inspecting and grading.
The 4-Point System assigns 1, 2, 3 and 4 penalty points according to the size and significance of
the defect. No more than 4 penalty points can be assigned for any single defect. Defect can be in
either length or width direction, the system remains the same. Only major defects are considered.
No penalty points are assigned to minor defects.
In this system, one should inspect at least 10 per cent of the total rolls in the shipment and make
sure to select at least one roll of each colour way. Fabric defects are assigned points based on the
following:
Size of defect Penalty
3 inches or less 1 points
Over 3 but not over 6 2 points
Over 6 but nor over 9 3 points
Over 9 inches 4 points
Total defect points per 100 square yards of fabric are calculated and the acceptance criterion is
not more than 40 points.
Individual rolls exceeding the specified point count level shall be graded as second quality. A
shipment shall be failed the inspection if the shipment penalty count points exceed the specified
point count level.
Any roll having a running or repeating defect through more than ten continuous yards shall be
rejected regardless of point count.
No roll that contains more than four full width defects per one hundred linear yards shall be
accepted as first quality.
Any roll found to contain defects, in any increment of one hundred yards, with an average of
more than one major defect per ten linear yards will be rejected.
No roll shall be accepted that contains a major defect in the first or last three yards of the rolls. A
major defect is considered to be any three or four point defect.

Inspection:
For different knitting faults, the following table is followed for assigning points.
Procedure In this system fabric quality is evaluated by penalty points per 100 square yards.
Formula:
Points / 100 sq. yd. = (Total points in roll X 36 X 100)/ (Total length in yards X width in inches)
So, to evaluate fabric quality you need to know fabric width and length of the inspected roll. In
knits; fabrics are sourced in weight and supplier does not mention length. That's why when it
comes to use 4 point system in knits fabric, inspector finds it difficult to use given formula for
calculating penalty points. To use the 4 point system for fabric inspection it is needed to
calculate length of the fabric in a roll.
Evaluation of fabric quality of Knitted fabric in 4 point system
Step#1: Measuring fabric length in a roll.
Generally the following specification in knitted fabric roll found
Weight of the roll (in Kgs)
Fabric weight Grams per square meter (GSM) and
Fabric width (inches)
For example, fabric weight of a roll is 50 kgs, fabric GSM 250 and fabric width (W) 46 inches.
The following formula is used to know approx. length of the roll with above information.
Fabric length (in meters) = Fabric weight X 1000 / (Fabric GSM X Fabric Width X 0.0254)
Using data from above example
Fabric length (L) = (50 X1000)/ (250 X 46 X0.0254) = 171.17 Meters
Step#2: Converting fabric length into yards.
Multiplying factor is 1.09361
Fabric length in yards = 171.17 X 1.09361 = 187.2
Step#3: Calculating total penalty points.
Suppose total 34 penalty points are given to the above roll. Once the length is found of each
fabric roll, the above formula can be used to calculate points per 100 square yards.
Point /100 square yards = (Total penalty points X 36 X 100)/ (Roll length X Width in inches)
= (34X36 X 100)/(187.2 X 46)
= 14.21
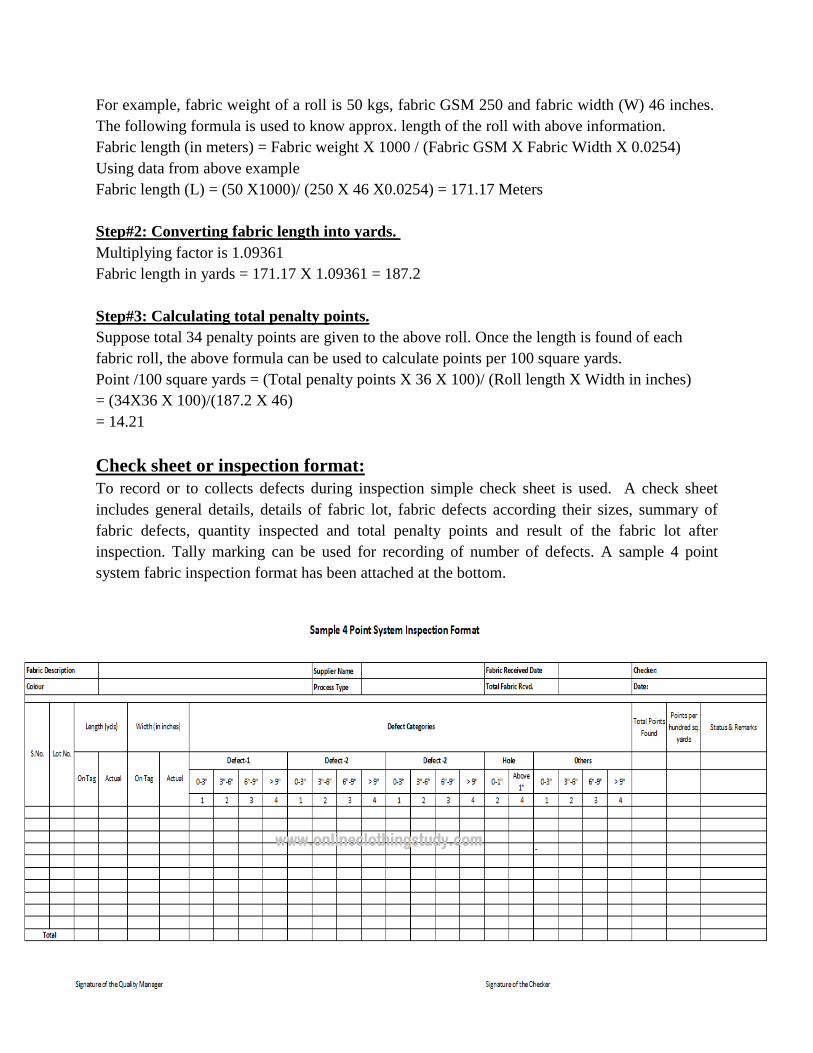
Check sheet or inspection format:
To record or to collects defects during inspection simple check sheet is used. A check sheet
includes general details, details of fabric lot, fabric defects according their sizes, summary of
fabric defects, quantity inspected and total penalty points and result of the fabric lot after
inspection. Tally marking can be used for recording of number of defects. A sample 4 point
system fabric inspection format has been attached at the bottom.

Image: Sample format for 4-Point system for fabric inspection.
Practically Used Procedure in the Factory
Practically the fabric roll of 20kg is taken and inspected in the fabric inspection machine where
the fabric is passed over a lighten surface as lights are placed under the inclined surface. The
fabric is passed at a uniform speed. The inspector looks for any types of faults and when he finds
any, he stops the machine and marks the faulty area with yellow color or cuts off the faulty area.
The faults are detected in 4 point system which is already mentioned. But in factory, the process
differs from the theoretical process. Here the faults are detected in the following way;
If a fault is found, for example; a fly, then it is marked and given 1 point. If another fly is found
within 3-6 inches, another point is increased for it, so 2 points in total. If another fly is found in
the next 3 inches, then again 1 more point is increased and 3 points in total is given. If any fly is
found after 9 inches, another point is increased and 4 points in total is given. If more than one fly
is found in the 0-3 inches area, it is given 1 more point. But if any fly is found in same line in
any position of the fabric, no point is given. But a fly can be found at any position along the full
width of the fabric, for that reason, the full width is considered in case of taking the range of 0-3
inches or 3- 6 inches and point is given to any faults according to the range given above.
If any fly is found after 9 inches, it is given 4 points in total. But it is not applicable for full
length of the fabric. If a fly is found after 3-4 meter of the previous one, the whole procedure is
restarted from there as the 1st one is given 1 point and the followings are done as described
before.
Some very commonly found knitting faults and the points are given below;
Knitting faults Points
Hole
Fly
Press off
Slub
Star mark
Needle line/ Sinker line/ Vertical line
Barre mark/ Horizontal line
4
1
4
1
4
4
4
Total points are calculated from the following formula;
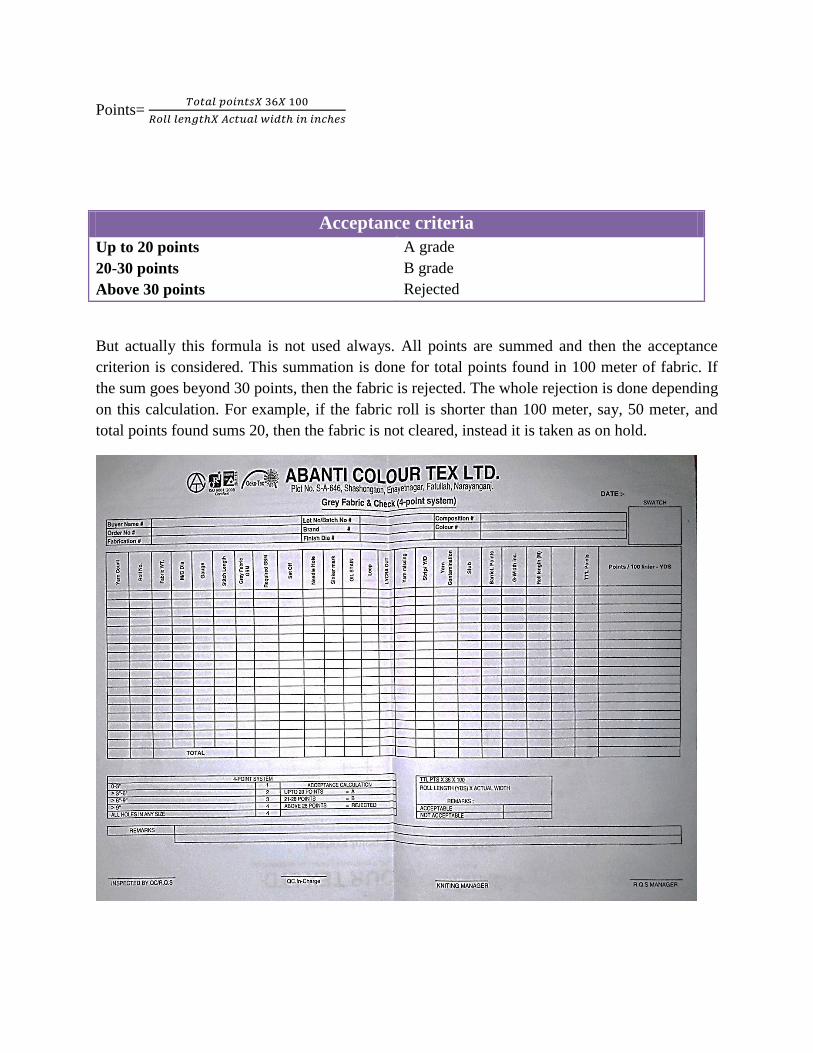
Points= 𝑇𝑜𝑡𝑎𝑙 𝑝𝑜𝑖𝑛𝑡𝑠𝑋 36𝑋 100
𝑅𝑜𝑙𝑙 𝑙𝑒𝑛𝑔𝑡ℎ𝑋 𝐴𝑐𝑡𝑢𝑎𝑙 𝑤𝑖𝑑𝑡ℎ 𝑖𝑛 𝑖𝑛𝑐ℎ𝑒𝑠
Acceptance criteria
Up to 20 points
20-30 points
Above 30 points
A grade
B grade
Rejected
But actually this formula is not used always. All points are summed and then the acceptance
criterion is considered. This summation is done for total points found in 100 meter of fabric. If
the sum goes beyond 30 points, then the fabric is rejected. The whole rejection is done depending
on this calculation. For example, if the fabric roll is shorter than 100 meter, say, 50 meter, and
total points found sums 20, then the fabric is not cleared, instead it is taken as on hold.
Maintenance:
Maintenance is defined as a process which is used to retain a product or restoring a product to a
satisfactory operational condition. It is very essential in every part of textile factory as the
machines need better care for smooth and continuous running. The main objectives of
maintenance programme are;
Retaining equipment at maximum operating speed and productivity.
Ensuring best possible level of quality of product.
Minimizing idle time.
Cleaning the equipment.
Maintenance mainly of two types;
1. Planned maintenance
2. Breakdown maintenance
Planned Maintenance:
It is a more technical approach as maintenance is done to avoid any possible breakdown. It
requires a planning, scheduling section for maintenance. A routine is made for this type of
maintenance and it is done on daily or weekly or monthly basis. It is a type of routine
maintenance where the maintenance is done according a routine or schedule and steps are taken
to ensure any avoidance of breakdown. The procedure of routine maintenance is described
below;
Routine Maintenance:
Routine maintenance usually denotes those activities of maintenance which are bare minimum to
ensure efficient working of machines. These activities have to be performed according to
predetermined frequencies which are based on technical and quality considerations.
Routine Maintenance Tasks Followed In The Factory:
Daily work
Positive feeder checking.
Oil line checking.
Take up roller checking.
Needle, cam box, sinker cleaning.
The yarn guides, tensioners, feeders cleaning.
Cleaning the floors in every 30 minutes.

In every 15 days
Gear box checking.
All bearing greasing.
All needles, cam, sinker cleaning by oil.
Full machine checking.
Breakdown Maintenance:
This system is used only when the machine breaks down. It is unplanned system, but since there
is no planning, scheduling etc, not much concern has to be given on maintenance department
when only this system is used.
Examples of breakdown maintenance done in the factory are given below;
For any breakage of needles, it is replaced immediately.
In case of any mechanical or electrical problem, technician is called.
Other than these, the machine parts are cleaned every time before setting up the machine for a
new product.

Setting the Machine:
The needle set out and cam arrangements are set as planned before for different fabric
structures. The machine used in this factory contain latch needle. For single jersey
machine, latch needles are a bit longer while the latch needle of double jersey machine is
a bit shorter. The single jersey machines contain sinker along with every needle which is
the second primary knitting element of a knitting machine. It holds down the old loop
during the needle making the new loop. In double jersey machine, here is no sinker,
instead the needles of alternate beds help holding down the old loop.
To set up the knitting elements and the whole machine, some tools are required. Some of
them are shown below;
Equipment Uses
Pulley Key or Allen Key
It is used to adjust VDQ
pulley diameter of the
machine.
Handle
It is used to adjust yarn
tension and to rotate the
cylinder for one or a couple
of times if required when the
machine is stopped.

1 no T-L key
It is used to put Lycra
package at its creel.
2.5 no L-L key
It is used for feeder spring
adjustments.
3 no L-L key
It is used for yarn tension
adjustments.
4 no L-L key
It is used for feeder ring.
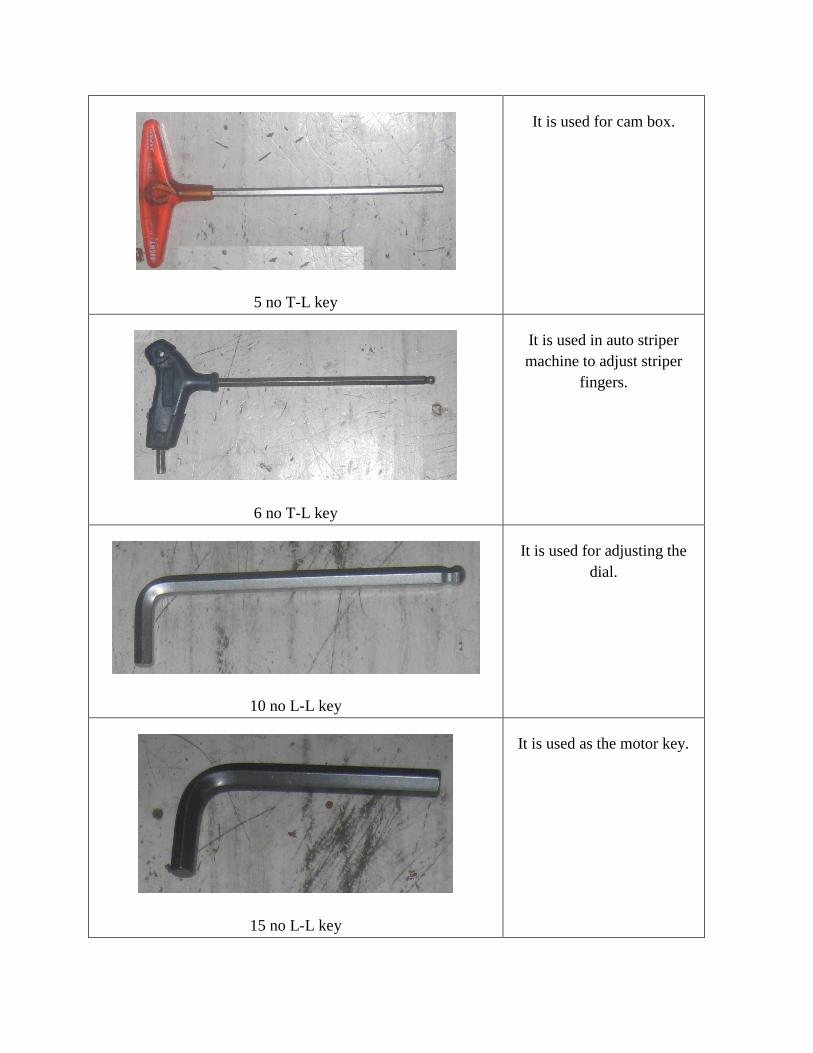
5 no T-L key
It is used for cam box.
6 no T-L key
It is used in auto striper
machine to adjust striper
fingers.
10 no L-L key
It is used for adjusting the
dial.
15 no L-L key
It is used as the motor key.

There are some other tools used for various purposes. Some of those tools are given below;
Use:
To set different type of nuts
and bolts
Tightening & loosening of
nuts & bolts.
Adjustable Wrench
Use:
To set nuts and bolts.
Tightening & loosening of
nuts & bolts.
Double Head Spanner
Use:
To set nuts and bolts.
Tightening & loosening of
nuts & bolts.
Single Head Spanner
Use:
To fitting varies type screw.
Tightening & loosening of
nuts & bolts.
Flat Screw Driver
Use:
To beat metal parts.
Hammer

Use:
To hold m/c parts,
Cut metal wire,
Set nuts and bolts.
Multi-Pliers
Use:
To cut metal wire.
Cutting-Pliers
Use:
To hold and set m/c parts
in thin or narrow space.
Long Nose-Pliers