Embed Size (px)
Citation preview

NPTEL Phase II : IIT Kharagpur : Prof. R. N. Ghosh, Dept of Metallurgical and Materials Engineering || | |
1
Module 38
Structural steel I
Lecture 38
Structural steel I

NPTEL Phase II : IIT Kharagpur : Prof. R. N. Ghosh, Dept of Metallurgical and Materials Engineering || | |
2
Keywords : Killed, semi‐killed & rimming steel, properties of structural steel, steel specification, strong
structural steel, mechanism of strengthening, strain hardening, grain refinement, solid solution
strengthening, precipitation hardening, cold & hot working
Introduction By now you have a fairly good idea on the basic concepts of physical metallurgy. Next few
modules will be devoted to the applications of physical metallurgy. The main focus will be to
illustrate with examples how the basic principles that you have learnt so far have been used to
improve the performance of a variety of engineering materials. Let us begin this module with
structural steel, the most widely used and abundantly available material of construction. Bulk of
steel produced all over the world comes under this category. These are used as load bearing
components. These are available in various forms and shapes like plates, rods, sheet, I section,
T section, channels, angles, rods, wires, wire ropes, bars, pipes, and tubes. It is the main
material of construction of buildings, sheds, ware house, hangers, bridges, towers, power
plants, refineries, automobiles, commercial vehicles, ships, railway carriages, storage vessels,
pipe lines, and varieties of other applications. The main features or characteristics of structural
steel are as follows:
• Cheapest material of construction (next to cement and concrete) • Accounts for 90‐95% of world steel production • %C < 0.25 virtually plain carbon steel • Residual elements present: S, P, Mn & Si • Microstructure consists of mostly ferrite and a little pearlite • Fairly good strength and ductility • Good hot and cold workability • Poor hardenability • Good weldabilty
The last three decades have seen significant improvement in the strength and toughness of
structural steel. This has led to a substantial reduction in the weights of the load bearing
structures of automobiles commercial vehicles and rolling stocks. This has made these more
fuel efficient. This has been achieved primarily by thermo mechanical processing with the
addition of exceedingly small amounts of alloying elements having strong affinity for carbon.
The improvement in properties is mainly due to grain refinement. This is the only strengthening
mechanism that can improve both the strength and the toughness of steel. It needs a much
more precise control on the processing parameters during every stages of steel making. The
concurrent development of equipment and facility to maintain these within close limits were
also crucial for the successful implementation of such basic concepts into practice. The quality
of steel depends to a great extent on the processing route and the ability to control harmful
elements (S, P, O, N, H, etc) within a specified limit. The bulk of steel today comes from the BF

NPTEL Phase II : IIT Kharagpur : Prof. R. N. Ghosh, Dept of Metallurgical and Materials Engineering || | |
3
(Blast Furnace), BOF (Basic Oxygen Furnace) and CC (Continuous Casting) route or the DRI
(Direct reduced Iron), EAF (Electric Arc Furnace), and CC route. A major trend today is the
increased use of recycled steel scrap. This is often a source of several harmful elements (Sn, Cu,
etc) which must be removed during steel making. Introduction of large scale vacuum degassing,
stream degassing, ladle treatment and vacuum arc re‐melting has also played a major role in
the improvement in the quality of steel being produced today. Oxygen is used to remove
carbon from molten iron. A part of it remains in solution when the amount of carbon in iron
goes down. Unless it is removed it would be impossible to produce defect free casting or to
make alloy addition. Let us first look at the basic principle involved in the control of the amount
of oxygen present in steel with respect to ingot route of steel making which is still practiced for
certain grades of steel.
Killed, semi killed & rimming steel:
Oxygen is used to remove the impurities (unwanted solutes) present in steel. The list of
impurities includes C, S, P, etc. Once these are removed to the desired level, a part of the
oxygen remains within the molten iron. At a given temperature there is an inverse relationship
between the concentration of dissolved oxygen [O] and carbon [C] in the molten iron. This is
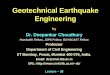
shown with the help of a set of %C versus %O plots at two different temperatures in a diagram
in slide1. The solubility product defined as ([C] [O]) is a function of temperature. It decreases as
the temperature of the molten iron drops as it is cools in an ingot mold. The dissolved oxygen in
steel makes it brittle. It is removed effectively by adding elements having very strong affinity for
oxygen in the form of Ferro‐Alloys. These are known as de‐oxidizers. Elements like Si or Al
reacts with dissolved oxygen to form solid particles of oxides. Some of these may float up and
get removed while the steel is still molten but a substantial part may remain entrapped within
the dendritic channels during solidification. These are retained as inclusions within the steel
even after it has solidified. Fully de‐oxidized steel is known as killed steel. It solidifies within the
mold quietly without much agitation. Solidification of steel is accompanied by shrinkage. Every
attempt is made to impose the condition of directional solidification so that it begins at the
bottom and the top is the last to solidify. It is often necessary to use hot top or to add
exothermic mixture at the top of the solidifying steel. Slide 1 also shows the solidification
behavior of molten steel with a set of ingots under three different conditions.
Killed steel: It is characterized by a pronounced shrinkage cavity. This is often referred to as
pipe. A part containing the pipe has to be cropped and scrapped. Therefore the yield is low.
This is why ingot route for killed steel has now been replaced by continuous casting for bulk
steel production. Killed steel has little dissolved oxygen. It is ductile it has low DBTT. However it
is not so clean. It has inclusions.

NPTEL Phase II : IIT Kharagpur : Prof. R. N. Ghosh, Dept of Metallurgical and Materials Engineering || | |
4
Rimming steel: De‐oxidation can also be carried out by allowing the residual carbon to react
with the dissolved oxygen in molten steel as it cools within an ingot mold. The excess carbon
and oxygen reacts to form bubbles of CO. The bubbles float up due to the difference in density
causing severe agitation within the molten metal. This is called rimming action. The product is
known as rimming steel. The main characteristic of this process is the absence of shrinkage
cavity as it is offset by the presence of a large number of tiny CO gas bubbles. The pores in the
ingot get welded during subsequent rolling / hot working. The steel is relatively clean as there
are no solid oxide inclusions. The yield too is high. The rim of the ingot is extremely pure.
However rimming steel does have some amount of dissolved oxygen. Therefore DBTT of
rimming steel is higher than that of the killed steel.
Killed, semi killed & rimming steelBulk steel production: impurities in hot metal are
removed by oxidation. It picks up oxygen. The above classification is based on how it is removed.
%C
%O
T
C + O = CO
[C] [O] = k : f(T)As T decreases this rimming
reaction (CO bubbles) occurs.
killed SK rimming
Ingots
Semi‐killed steel: This is where de‐oxidation is partly due to addition of ferroalloys and partly
due to the rimming action. As a result the size of the pipe that forms due to shrinkage is
relatively small. The yield is therefore a little better than that of the killed steel.
Continuous casting (CC):
Bulk of steel today comes from either BOF/CC or Electric Arc Furnace / CC route. Molten steel
from either BOF or EAF comes to the casting unit in ladle. A number of operations like de‐
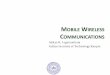
oxidation and alloy additions before casting are done while it is in the ladle. Figure 1 gives a
Slide 1

NPTEL Phase II : IIT Kharagpur : Prof. R. N. Ghosh, Dept of Metallurgical and Materials Engineering || | |
5
sketch showing different parts of a continuous casting unit. Liquid steel from the ladle is
transferred into a tundish where there is a protective layer of slag. It prevents pickup of
impurities from the surrounding. Liquid steel from the tundish enters into a water cooled
copper mold through a submerged entry nozzle. A layer of molten and solid flux cover is
maintained over the liquid within the mold. As solidification begins from the mold wall, excess
solute present in steel gets rejected into the liquid where some these might react to form
inclusions that float up and get captured by the flux. This is how a relatively homogeneous
continuously cast billets or slabs are produced. Although the setup is expensive the cost of steel
produced by this route is significantly less because of higher yield, high productivity, lower
rejection and fewer downstream processing steps. Above all the quality of steel is far superior.
However it needs more precise control of temperature and composition of liquid steel. Some of
these are achieved through vacuum degassing and ladle refinement. During this stage some of
the harmful elements are removed and some useful elements are added. This is often referred
to as secondary steel making. It has been covered well by Ahindra Ghosh in his book on
Secondary Steelmaking: Principles & Application, CRC Press (2000).
Properties of structural steel:
Microstructure of structural steel consists of ferrite and pearlite. Ferrite is soft whereas pearlite is hard. The amount of pearlite increases as %C increases. The strength of structural steel
Tundish
Copper mold
Billet
Liquid steel
Protective slag layer
Submerged entry nozzle Mold flux
Impurities move
into the liquid
Fig 1: Shows a schematic representation of different parts of a continuous casting (CC) unit.
Solubility of impurities in solid is less. Therefore atoms of such elements move into the liquid
during solidification. This helps minimize the level of segregation in the cast billet or slab.

NPTEL Phase II : IIT Kharagpur : Prof. R. N. Ghosh, Dept of Metallurgical and Materials Engineering || | |
6
depends on the amount of pearlite and its lamellar spacing. Finer the pearlite higher is the strength. Usually structural steel is used in normalized condition (air cooled). The degree of fineness is therefore dependent on the section size of the component. Slide 2 shows the effect %C on the mechanical properties of steel. It follows the rule of mixture. Note that the increase in strength is accompanied by loss of ductility. The slide also includes a table giving the lower and the upper limits of strength and ductility. Note that P stands for pearlite and CR denotes cooling rate in this slide.
Effect of % C on properties of + P steel
YS
UTS
BHN
0 0.8% C
%RA
%El
%C 0 0.8
BHN 50 200
UTS 250 750
YS 100 400
%El 40 10
%RA 70 25
Strengthening follows rule of mixture. It increases with increasing % P. CR depends on section size.
Steel specification:
The properties of steel depend primarily on its composition and processing. The bulk of
structural steel are hot rolled and air cooled. Besides C it also has certain amounts of impurities
(unwanted elements like S & P) and some amount of intentionally added Si (as deoxidizer) and
Mn (added primarily to reduce the harmful effects of S on the properties of steel). As a result
the phase diagram and the CCT (or theTTT) diagram of such steel are likely to be different from
those of the plain carbon steel. With increasing concentration of alloying element %C in Pearlite
decreases. It means that the effective concentration of C in steel increases as the concentration
of alloying elements increases. Often to interpret the structure of steel the contribution of each
alloying element is expressed in terms of its carbon equivalent. The expressions for carbon
equivalents are derived empirically. These are extremely useful in predicting the structure,
hardenabilty and HAZ (Heat Affect Zone) of steel. One of the earliest and still popular
expressions is the one introduced by the International Institute of Welding (IIW). This is as
follows:
(1)
Slide 2

NPTEL Phase II : IIT Kharagpur : Prof. R. N. Ghosh, Dept of Metallurgical and Materials Engineering || | |
7
It was found so useful that it was incorporated either as it is or with a little modification in
several material standards. For example AWS (American Welding Society) introduced an
additional factor, ‘Si/6’ to include the effect of Si which is invariably present in almost all grades
of steel.
Steel specificationISS C07: %C ~ 0.07; C15: %C ~ 0.15; 15Mn1:
0.15C 1Mn; 25Mn1S14 (?)
AISI-SAE
xx25: %C~0.25; xx=10 carbon steel, 11: resulfurized; 13: Mn steel; 40: Mo steel; 41: CrMo; 43:NiCrMo; 51:0.8Cr; 52:1.45Cr; 61: CrV, 92: SiMn: Example: 1025 0.5 C steel; 52100: ball bearing steel 1.45Cr1C
BS old
BS 970
En 24 ~ SAE4340: 1.8Ni0.8Cr0.25Mo0.4C
xxx (A/M/H) xx: A: analysis; M: mechanical property; H: hardenability; last digits: C
UNS Unified numbering system: G: carbon steel; S: stainless; T: tool steel; UNS G 10200 (?)
Although it is possible to make steel of various compositions by a variety of processing routes it
is necessary to classify these into different groups and grades for the benefit of the steel
producer and the user. The need was felt ever since the time steel became available in bulk for
the construction of variety products and structures. One of the earliest and well documented
systems of describing the types of steel was that developed by AISI (American Iron and Steel
Institute) and SAE (Society of Automobile Engineers). A numerical index system consisting of 4
digits was introduced to represent a specific grade of wrought steel. The numbers are used in
such a manner that it gives at least a partial description of the composition of steel. Alphabets
are also used to denote the presence elements like B (Boron) or L (Lead).
Table 1: Numerical Index System used by AISI / SAE for the designation of wrought steel
Designation Type of steel Remarks
10xx Plain carbon steel (S & P < 0.05, Mn < 1.65) 1030 means %C is 0.30
11xx Resulphurized carbon steel S added to improve machinability
12xx Resulphurized & rephosphorized steel
13xx 1.75% Mn steel
23xx 3.5%Ni steel “3” denotes % Ni
31xx 1.25%Ni 0.65%Cr steel “1” denotes % Ni
40xx 0.25%Mo steel “0” denotes %Mo = 0.25
Slide 3

NPTEL Phase II : IIT Kharagpur : Prof. R. N. Ghosh, Dept of Metallurgical and Materials Engineering || | |
8
43xx 1.8%Ni, 0.50‐0.65Cr, 0.25%Mo steel 4340: %C = 0.40
51xxx 0.8‐1.05%Cr 51110 means %C is 1.1
61xx 0.8‐0.95Cr, 0.1‐0.15V
81xx 0.3Ni 0.4Cr 0.12Mo
92xx 0.85Ni 2.0Si
93xx 3.25Ni 1.25Cr0.12Mo
Similar designations have evolved ever since by several countries and organizations. A set of
alphanumeric digits is used to represent different grades of steel. The numbering system often
provides some idea about the composition, processing or the yield strength of steel. For
example ASTM A27 U60‐30 represents casting grade of plain carbon steel. The number 60
denotes its UTS in ksi and 30 = YS. The numbering system does not give any idea about its
composition. You need to look at the full specification to get the details. However from the
magnitude of YS you get an estimate of its %C. It should be around 0.25 if the same level of YS is
to be obtained without any expensive heat treatment process. By and large the designation of
steel has evolved over the years by the manufacturers, buyers, society or countries more by
convention rather than any scientific basis. Some of the more popular and widely used
designation systems for steel and other engineering materials are as follows:
• ASTM (American Society of Testing Materials)• BS (British Specification: OLD / NEW)• UN (ISO)• UNS (Unified Numbering System: USA)• DIN (Germany)• AFNOR (France)• UNI (Italy)• JIS (Japan)• GOST (Russia)• IS (India)
The designation systems that are followed by users / buyers and manufacturers are numerous. Therefore it is necessary to have conversion tables from one system to another. An example of the same is given in table2.
Table 2: An example of equivalent grades of plain carbon steel under different designation system
ASTM BS UNS DIN AFNOR UNI JIS GOST LC 1015 040A15 G10150 Ck15 XC15 C15 S15C
1020 040A20 G10200 C22 C20 C21 S20C 1050.2 MC 1030 080A30 G10300 C30 XC32 C30 S30C 1050.3
1050 080M50 G10500 C50 XC50 C50 S50C 1050.5 HC 1080 060A78 G10800 Ck75 XC75 C75 1050.8

NPTEL Phase II : IIT Kharagpur : Prof. R. N. Ghosh, Dept of Metallurgical and Materials Engineering || | |
9
Table 3 gives an idea about the Indian Standard (IS) specifications used for the designation of different types of steel. This is primarily based on the composition of steel. However apart from composition the properties of steel depend on its section size / shape and the processing route. The details are given in the specification.
Table 3: An example of the designation system adopted by the Indian Standard (IS)
Designation Composition Type
C07 0.07C Plain carbon steel
55Mn1 0.55C 1Mn Medium carbon steel
05Mn75 0.05C 0.75Mn Low carbon steel
25Mn1S14 0.25C 1Mn 0.14S Free cutting steel (good machinability)
T 118 1.18C Tool steel
T105Cr1Mn60 1.05C 1Cr 0.6Mn Low alloy tool steel
T75W18Cr4V1 0.75C 18W 4Cr 1V High speed tool steel
Strong structural steel:
The strength of steel depends on its composition and the way it has been processed. The
simplest way to improve its strength is to increase its %C. This is certainly the cheapest of all
alloying elements used to improve its strength. There are several benefits that may accrue from
the use of high strength structural steel. It makes structures lighter resulting in significant
savings in the transportation and the material handling costs during its entire life cycle. If it
forms a part of automobile, aircraft, or railway carriage the impact is much more. It significantly
brings down the running cost by making these more fuel efficient. Ever since the fuel crisis of
the 1970’s there have been concerted efforts from various sectors to improve the strength of
steel without adversely affecting other useful properties of steel. This is where the growing
knowledge of physical metallurgy proved to be useful. The four basic methods of improving the
strength of metals are as follows:
• Work (Strain) hardening• Grain refinement• Solid solution strengthening• Precipitation hardening
The metals are ductile even though their melting points and elastic modulus are high. This is
primarily because of the presence of crystal defects known as dislocations. It is extremely
difficult to produce dislocation free metal crystals by conventional processing routes. Extremely
thin filaments or whiskers of Fe are known to have been produced by vapor deposition
technique. The widths of such whiskers are too small to contain a dislocation. The strength of
such whiskers is of the order of 10GPa. This is quite close to the theoretical strength of defect
free crystal. However this cannot be a feasible route for the production of ultra high strength
steel in tonnage scale. Nevertheless by suitable combination of alloying and thermo‐mechanical
processing steels having nearly the same orders of strength are routinely being manufactured.
A few of these are listed below:

NPTEL Phase II : IIT Kharagpur : Prof. R. N. Ghosh, Dept of Metallurgical and Materials Engineering || | |
10
• Cold drawn 1%C steel ~ 3 GPa• Bainitic steel 0.8C ~ 1.5GPa• Low alloy Martensitic steel: ~ 2GPa
Work (Strain) hardening: Metals we use are mostly polycrystalline. Plastic deformation alters the shape of the grains or
the individual crystals of which the metal is made. The deformation of individual grains occurs
by dislocation glide. The distance through which it can move is governed by its grain size. It
cannot cross a grain boundary to move over to a neighboring grain. Every new dislocation that
is generated from the dislocation sources would remain within the grain. This results in an
increase in dislocation density. The increase in shear strength is proportional to the square root
of dislocation density. Slide 4 illustrates with the help of a set of diagrams the nature of stress
strain plots of single and polycrystalline metal.
Strain hardening
III
III
I: Easy glide: interaction with forest dislocation
II: Linear hardening: Duplex slip :Cottrell -Lomer locks & jogs
III: Softening: cross slip
SC PC
0 Gb
Dislocation density increases with cold work
The basic principles were already explained in module 9 & 13. The deformation behavior of SC
(a single crystal) depending on its orientation may consist of three distinct stages. The type of
dislocation interactions that takes place are indicated in the above slide. Recall that denotes resolved shear stress on a slip plane along a specific slip direction and is the corresponding resolved shear strain. During stage I slip occurs only on one slip system. Therefore the
magnitude of strain hardening is negligible. Significant stain hardening occurs during the stage
II. This is because of dislocation glide occurring on multiple slip planes and the formation of
Cottrell ‐ Lomer locks and dislocation pileups. This imposes severe restriction on the average
glide distance of a dislocation leading to significant strain hardening. The stage III sets in when
the dislocations get stuck up at obstacles (Grain boundary or Cottrell – Lomer lock) move over
Slide 4

NPTEL Phase II : IIT Kharagpur : Prof. R. N. Ghosh, Dept of Metallurgical and Materials Engineering || | |
11
to the cross slip plane. As a result there is some amount of strain softening. The shape of the
stress strain plot is a strong function of the orientation of the crystal with respect to its tensile
axis. For example the stage I may be totally absent.
The deformation behavior of a polycrystalline (PC) metal would depend on the orientation and
the number of individual grains in a unit volume. A typical tensile stress () versus strain () plot is shown in slide 4. Unlike multiple stages in the case of SC it has only two stages: elastic and
plastic. This suggests that because of the constraints imposed by the neighboring grains
deformation occurs in PC only when there is slip taking place on multiple slip systems in every
grain. Note that the strength of PC increases with increasing strain beyond its yield point. The
yield strength in tension is approximately twice the yield strength in shear. In short the increase
in strength due to work hardening may be given by:
∆ (2)
The dislocation density in annealed metal may be in the range 105 – 106 per mm2. It may
increase to around 109 – 1010 per mm2 as a result of cold work. It short the dislocation density
can increase by four orders of magnitude due to cold work. This suggests that the increase in
strength due to strain hardening can be 100 folds. Therefore in principle the strength of low
carbon steel could be increased from 100MPa to around 10GPa. However this may be of
theoretical interest. Cold work makes steel brittle. Such a material may not be of any use.
Grain refinement: Grain boundaries act as dislocation barriers. The total plastic deformation () is proportional to dislocation density (). Recall that , where b is Burgers vector and x is the average distance a dislocation could move by glide. With increasing strain the number of dislocations in
the pileups at the grain boundaries increases. When it exceeds a certain number, the
dislocation at the tip of the pileup overcomes the barrier to allow further deformation to take
place. Using this concept the following relation between the yield strength and grain size (d)
can be obtained. This is known as the Hall –Petch equation (see module 13).
√ (3)
Thus the increase in yield strength due to grain refinement is given by:
∆ /√ (4)
The effect of grain refinement is illustrated with the help of a set of diagrams in slide 5. A
decrease in grain size from 1mm to 1m can result in a six fold increase in its yield strength.
This is the only strengthening mechanism that has no adverse effect on ductility and toughness.

NPTEL Phase II : IIT Kharagpur : Prof. R. N. Ghosh, Dept of Metallurgical and Materials Engineering || | |
12
Grain refinement
Because of back stress pile up can
have a limited no. of dislocations
Hall – Petch relation
0
k
d
YS
1/√d100
6001mm 1m
Solid solution strengthening:
When a dislocation moves in a pure metal it has to overcome only the resistance offered by a
periodic array of identical atoms. This is known as the friction stress (0). In a solid solution
however apart from the friction stress it has to overcome the resistance due to the stress fields
surrounding the solute atoms present in the matrix. The solid solution strengthening is
therefore primarily due to the interaction between the stress fields of a solute atom in the
lattice with that of a nearby dislocation. The magnitude of the stress field is a function of the
difference in the atomic diameter of the matrix and that of the solute. If the solute atoms are
smaller than that of the solvent, the nature of the stress field around it is tensile. Therefore the
preferred sites for smaller atoms are the upper half of the slip plane of an edge dislocation. This
is because the stress field within this region is compressive. The same logic can be extended to
the case of larger atoms. These are surrounded by compressive stress field. The preferred
locations of such atoms are beneath the slip plane. Thus every dislocation in a solid solution is
likely to have an atmosphere of solute atoms. This is often referred to as Cottrell atmosphere.
Slide 6 gives a schematic representation of a dislocation lying on a slip plane where there are a
few solute atoms. The solute atoms can be visualized as points where the dislocations are
pinned or anchored. Let F be the force needed to unpin the dislocation from an anchor and d
be the average distance between two anchors or solute atoms. Higher the concentration of
Slide 5

NPTEL Phase II : IIT Kharagpur : Prof. R. N. Ghosh, Dept of Metallurgical and Materials Engineering || | |
13
solute atoms shorter is the distance between the anchors. If xf denotes the number of solute
atoms / unit area of the slip plane then d is given by1/ . Therefore the force needed to
unpin a dislocation from an anchor (or a solute atom) is equal to F/d = . If denotes the
applied resolved shear stress, the force per unit length of the dislocation is equal to b. Thus: ∝ . The increase in strength due to the addition of an alloying element is given by
∆ (5)
Solid solution strengthening
Solute atoms having different size exerts a force / unit length
F/d = b also d ∞ 1/√xf
20.25
0.83 f f
Fx G x
b Substitutional
atoms
Interstitial atoms produces symmetric distortion in fcc
but asymmetric in bcc. Offers higher effect as it
blocks both edge & screw dislocations
1 2
7.5 f
Gx
The proportionality constant k3 in equation 5 depends on the difference between the diameters
of the two atoms. The higher the difference higher is the strengthening. However a large
difference in diameter puts a restriction on the amount of solute that can be accommodated
within the lattice. The constant k3 also depends on the type of the solute element and the
crystal lattice of the parent metal. Interstitial atoms like C & N in iron are more effective in
pinning dislocations. The effect is more pronounced in ferrite because it has BCC structure
where the interstitial sites are asymmetric. The stress field surrounding such sites in a crystal
has hydrostatic as well as shear stress field. Therefore it can effectively pin both edge and screw
dislocations.
Slide 6

NPTEL Phase II : IIT Kharagpur : Prof. R. N. Ghosh, Dept of Metallurgical and Materials Engineering || | |
14
Precipitation strengthening:
Particle looping vs cutting
Smaller precipitate: cutting more likely
Initial stage: small coherent particles form & f keeps increasing till its limiting
value. Strength increases due to both f & r
Once f reaches its limit particles coarsen & become large enough to allow looping
r
Looping f1/2/r
cutting f1/2 r1/2
CRSS
f
The strength of steel can also be significantly improved by precipitation hardening (strengthening). Precipitates act as obstacles to the movement of dislocations. There are two ways a dislocation can move beyond a precipitate. It could move through the precipitate by cutting it into two halves. This mode of movement is called cutting. Alternatively it may move beyond the precipitate by leaving dislocation loops surrounding the precipitates. This is known as looping. The mechanism of hardening was explained in detail in module 30. The factors determining the magnitude of strengthening are the volume fraction (f) of the precipitate and its size (radius r). Slide 7 shows the effect of f and r on the shear strength of steel in the presence of precipitates. The figure in this slide suggests that for a given f the stress needed to cut the precipitate increases with r. It reaches a peak when it intersects the stress at which a loop can form around the precipitate. If r increases beyond this, the strength decreases. In order to get the highest strength f should be as high as possible and r should be just large enough to resist cutting and small enough to allow looping. Thus the increase in strength due to
precipitation strengthening (ps) is given by:
∆ (6)
The resultant strength of steel due to all the four mechanisms is thus given by:
/√ / (5)
You may wonder why martensitic transformation has not been included as a separate
mechanism of strengthening. This is because martensite owes its strength due to a combination
of several factors. These are solid solution strengthening, fine grain size and high dislocation
density.
Slide 7

NPTEL Phase II : IIT Kharagpur : Prof. R. N. Ghosh, Dept of Metallurgical and Materials Engineering || | |
15
Strength versus ductility (or toughness):
Strength vs. ductility
Brittle
ductile
Hardness
YS
TS%El
DBTT
% C, %, % Pearlite
Grain refinement is the only mechanism that improves YS , ductility, toughness & lowers DBTT
High strength is not the only criterion for the selection of materials for structural applications.
Often there is an inverse relationship between strength and ductility. You may be able to
achieve significant strengthening in steel by increasing its carbon content, by cold work, by
giving special heat treatment, by precipitation hardening or by grain refinement. However
strengthening is often associated with loss of ductility. Hard drawn steel wires are brittle. Try to
bend it. It would crack. Slide 8 shows the nature of ‐ plots of ductile and brittle forms of
steel. Elastic modulus of steel is insensitive to processing. The initial parts of the two plots are
identical. Ductile material is characterized by high ductility (for example annealed steel)
whereas brittle material may fail much before plastic deformation sets in (for example hard
drawn steel wire). Structural steels normally are not used in hardened and tempered
conditions. The most common way of increasing its strength is either by adding carbon or by
cold work. Slide 8 shows the effect of these on the strength (TS & YS), ductility (%El) and ductile
to brittle transition temperature (DBTT). As you increase %C in steel the amount of pearlite in
the microstructure increases. Pearlite being a fine mixture of soft ferrite and hard cementite
has much higher strength than that of ferrite. This is why with increasing %C, the strength (TS &
YS) of structural steel increases. However %El decreases as YS or TS continues to increase. With
increasing strength the DBTT too increases. High DBTT means the material is susceptible to
brittle failure. It is certainly undesirable. For most structural applications DBTT should be below
0°C. As against these, grain refinement can improve the strength of steel without any loss of
ductility or an increase in its DBTT. This is the current trend in improving the strength of
structural steel. This can be achieved by controlled thermo‐mechanical processing.
Slide 8

NPTEL Phase II : IIT Kharagpur : Prof. R. N. Ghosh, Dept of Metallurgical and Materials Engineering || | |
16
Cold working:
Cold working & annealing of steelB
HN
Temp0 700
250
Recovery
Re-crystallization
Grain growth
BW CW Recryst FG
Cold working increases S/V. It means more nucleation sites
LC steel mostly
%C
910
Annealing temp
Pearlitic area remains elongated
Slide 9 illustrates with the help of a set of sketches how extremely fine grains can be produced
in low carbon steel by cold work and annealing. Low carbon steel is made of mostly grains of
ferrite. During cold work the grains get elongated. The surface area to volume ratio (S/V)
increases. The dislocation density within the grains is much higher. Therefore the net stored
energy per unit volume (Gv) too is much higher. The state of cold work is thermodynamically
unstable although it could remain in that state indefinitely at room temperature. In principle
cold worked steel could be used as it is unless ductility or toughness is an important criterion of
acceptance. The cold worked steel can be annealed at a temperature below A1 (the lower
critical temperature). Normal annealing time is 1 hour. Slide 9 shows how the hardness is
expected to change with increasing annealing temperature. There may be an initial increase in
hardness. This is due to strain ageing. During cold working dislocations move away from the
solute atmosphere. With a little thermal activation during low temperature annealing the
solute atoms move towards dislocations and occupy positions of lowest energy. This makes the
dislocations immobile. Therefore the strength increases. Simultaneously the dislocations too
rearrange themselves into a low energy configuration. On the whole during the recovery stage
there may not be any significant loss of hardness. However for grain refinement the next stage
of annealing called re‐crystallization is more important. This is the stage where the elongated
grains are replaced by a new set of strain free grains. The large S/V ratio and high dislocation
density provides more numbers of favorable sites for the nucleation of such grains. Recall the
expressions for the critical nucleus size, activation barrier, degree of cold work (stored energy)
and nucleation rate:
Slide 9

NPTEL Phase II : IIT Kharagpur : Prof. R. N. Ghosh, Dept of Metallurgical and Materials Engineering || | |
17
∗∆
: As cold work (Gv) increases r* decreases (6)
∆ ∗∆
: As cold work increases the activation barrier decreases (7)
∝∆ ∗
: As cold work increases nucleation rate increases (8)
The key to get fine grain structure is to have high prior cold work, high S/V ratio, high
nucleation rate, and a relatively lower annealing temperature. A high annealing temperature
may lead to excessive grain growth. Therefore it should be avoided. The annealing at a
temperature below A1 does not have any effect on the pearlitic areas. These too get elongated
get elongated during cold work. This shape is retained even after annealing. This is because the
morphology of cementite cannot undergo any change at such a low temperature and a short
annealing time. The microstructure of low carbon steel after cold work and annealing may
consist of elongated pearlitic regions in a matrix of ferrite. Such a structure is likely to exhibit
anisotropic behavior. The only way to avoid this is to anneal above A1 or above A3
temperatures. The ferrite grain size after such treatment may not be that fine.
Hot working:
Deformation processing of metals above its re‐crystallization temperature is known as hot
working. The temperature of re‐crystallization depends on the microstructure, the amount of
cold wok, the strain rate and the duration of thermal exposure. By and large it is around 0.5
times its melting point in °K. The strain rate during hot working is quite high and the time gap
between different stages of deformation may be short. Therefore hot working of most metals is
done at 0.7‐0.9Tm. The temperature at which the last stage of deformation is given is of
considerable importance in all thermo mechanical processing. It determines the final
microstructure and the properties of the product. During hot working recovery, re‐
crystallization and grain growth may occur. These are thermally activated processes. At higher
temperatures the re‐crystallization time is short. The material softens quickly. Therefore the
load on the hot rolling mill is never too high. However in order to get a fine grain structure it
may be necessary to increase the amount reduction per pass, lower the finish rolling
temperature, and adopt a relatively faster cooling so that the grain growth can be suppressed.
The prior austenite grain size also affects the properties of steel after hot working. If the initial
grain size is less the final grain size is going to be even finer. If the initial grain size is coarse the
final grain size is unlikely to be fine. This is illustrated with the help of a set of diagrams in slide
10. Fine austenite grains provide more nucleation sites. Therefore the final structure is still
finer.

NPTEL Phase II : IIT Kharagpur : Prof. R. N. Ghosh, Dept of Metallurgical and Materials Engineering || | |
18
Effect of austenite GS on hot worked structure
Coarse grain
Fine grain
CCT diagram
T
time Finer initial GS finer is the final structure
Coarse
Fine
Fine
Finer
The grain size of austenite also affects the CCT diagram. The diffusion controlled processes like
the formation ferrite and pearlite get suppressed. Therefore coarse grain austenite is likely to
have relatively more amount of pearlite.
Summary In this module we learnt about structural steel and how these are designated. The properties of
such steel are determined by its composition and processing. Steel is primarily an iron carbon
alloy. %C in bulk of the structural steel is less than 0.25. Apart from carbon it has Si and Mn. The
former is added as a de‐oxidizer whereas the latter is added to fix S which is invariably present
in steel. The total amount of Si & Mn may not exceed 2%. P is the other unwanted element
present in steel. It makes steel brittle. S & P should be within 0.05%. We also looked at the ways
the strength of steel can be improved. Steel is amenable to all the four mechanisms of
strengthening. However, strengthening due to increased carbon or other alloy addition, cold
work or precipitation hardening is accompanied by loss of ductility and toughness. Such steel
may also become prone to brittle failure because all the three strengthening processes increase
DBTT. Grain refinement is the only mechanism that improves strength without any adverse
effects on its ductility and toughness. We also saw how by deformation processing grain size
can be controlled.
Slide 10

NPTEL Phase II : IIT Kharagpur : Prof. R. N. Ghosh, Dept of Metallurgical and Materials Engineering || | |
19
Exercise:
1. Microstructure of a cold rolled annealed mild steel sheet shows elongated pearlitic
region in equiaxed ferritic matrix. Comment on the processing route that will give this
type of microstructure.
2. Name three common grades of steel produced by ingot route. Which of these has
higher yield?
3. Why does compressive stress develops at the surface in a case carburized and
subsequently case hardened steel?
4. Why low carbon content is preferred in most structural application? Is high strength not
a major criterion?
5. What is the composition of the steel designated as 25Mn1S14? What is the role of sulfur
in this steel?
Answer: 1. Elongated pearlite is a sign of cold work whereas equiaxed ferrite means annealed
structure. It looks that the steel was cold worked when both pearlite and ferrite got elongated. Later on annealing just below eutectoid temperature ferrite has re‐crystallized but pearlite remains untransformed. To modify pearlite shape it must be heated above the eutectoid temperature.
2. Steel produced by ingot route is classified as killed, semi‐killed and rimming steel. This is based on the way the dissolved oxygen in molten steel is removed. Rimming steel has the highest yield. The oxygen gets removed by the reaction between dissolved carbon and oxygen with evolution of CO bubbles as the steel cools in mold. This gives the rimming action. Formation of solid crust at the top of the ingot does not allow the gas to go out. It remains entrapped as porosity and balance the shrinkage associated with solidification. There is no shrinkage pipe. Therefore the entire ingot without cropping can go for hot rolling. The pores get welded during hot working.
3. This is illustrated with the help of following diagram. Here we have high carbon steel with lower Ms & Mf temperature at the surface whereas core is a low carbon steel with higher transformation temperatures (Ms & Mf). Therefore transformation occurs first in core with expected expansion when surface is still soft austenite and therefore it can allow the core to expand (due to transformation) by plastic deformation. When martensite starts forming at the surface accompanied by volume expansion the core which is now strong will inhibit this. This is why there is a residual compressive stress at the surface.

NPTEL Phase II : IIT Kharagpur : Prof. R. N. Ghosh, Dept of Metallurgical and Materials Engineering || | |
20
4. Often structural steel is supposed to have additional properties like weldability &
formability apart from high strength. Low carbon content gives better formability &
weldability. Loss in strength due to lower carbon is made up by grain refinement
through controlled thermo‐mechanical processing with addition of micro‐alloy elements
like Nb, V, & Ti. They prevent grain growth during hot rolling.
5. This is a free cutting steel having 0.25% carbon, 1% Mn and 0.14% S. In presence of Mn,
S is present as MnS inclusion. This improves machinability. It is mostly used for making
nuts & bolts. If Mn is not present then S forms a low melting eutectic between Fe & FeS.
This segregates along austenite grain boundary leading to hot shortness. This is
undesirable. This is why in most steel S is less than 0.05%.
Ms1
Ms2
Mf2
Mf1 surface
core
C S
T
tc ts
Note that transformation would start at tc within core although it is at a higher temperature whereas when transformation starts at surface at ts transformation at core is complete.