Embed Size (px)
Citation preview

Stress Rate Dependence of Fracture Strength in Pre-Cracked SiliconNitride Ceramics Doped with Ytterbium Oxide
Yi Pan
Deparment of Materials Science and Engineering, Zhejiang University, Hangzhou 310027, China
Jow-Lay Huang,w Chun-Te Li, and Wen-Tse Lo
Department of Materials Science and Engineering, National Cheng-Kung University, Tainan, Taiwan 701, Republic of China
High-temperature dynamic fatigue behavior has been investi-gated in 6 wt% ytterbium oxide and 2 wt% alumina-doped sil-icon nitride ceramics by nitrogen gas pressure sintering. Thespecimens were pre-cracked by Vickers indentation to preventcreep damage and to ensure dynamic fatigue dominating. Thetests were performed in four-point flexure in air at temperaturesof 10001, 12001, 13001, and 14001C and by varying the loadingrate from 1, 0.5, 0.1–0.01 mm/min at each temperature. Theanalyses were conducted by plotting fatigue stress against load-ing rate at each testing temperature in double logarithm coor-dinates. The material was found to be the least susceptible (thehighest slow crack exponent number N) to slow crack growth at12001C, as reflected by the comparison of the plot slopes for thefour testing temperatures. The explanation and analyses takeinto consideration the grain-boundary phase crystallization,crack healing, and oxidation during testing evidenced by X-ray diffraction and transmission electron microscopy. The frac-ture surfaces were characterized by three well-defined zones,namely zone I, II, and III, referring to the pre-cracked area,slow crack growth area, and fast fracture area, respectively.
I. Introduction
SILICON nitride ceramics have been intensively studied over thepast decade for their potential applications as high-temper-
ature structural materials.1,2 Although early expectations inapplications as gas turbines by utilizing the excellent thermo-mechanical properties of these materials were not realized, theaccomplishment of the last decade has led to the implementationof silicon nitride cutting tools, bearings, turbochargers, enginevalves, and other wear-resistant components. However, the suc-cessful utilization of silicon nitride in the above applications stillrequires more extensive studies on the preparation and charac-terization of these materials. Gas pressure sintering with the aidof some sintering additives, microstructure evolutions towardwhisker-like b-Si3N4 grains, crystallization behavior of triple-pocket phase, and mechanical properties at high temperatureshave been the great concerns of many researchers.3–5
Because of the covalent bond and the extremely low self-dif-fusion constant, sintering of silicon nitride is inherently difficultand has to be enhanced by some oxide sintering additives.6
Many researches have devoted themselves to searching for goodsintering aids for liquid-phase sintering. The criteria for choos-ing the sintering additives are as follows: (i) effective promotion
of sintering, (ii) refractory of grain-boundary phase formed bythe additives, and (iii) high degree of crystallization in the grain-boundary phase.7–9 The most common additives are Y2O3 plusAl2O3, which work well in liquid-phase formation and conse-quent densification by the liquid-phase sintering, but poorly inthe crystallization of the second phase at the grain-boundaryarea. Yb2O3 has been the second choice10 and was found to bemore effective than Y2O3 in strengthening the materials besidessatisfying the above criteria. Kondo et al.11 also found that sin-ter-forged silicon nitride with 13 wt% Yb2O3 additive showedmuch better mechanical properties both at room temperatureand elevated temperature up to 15001C than conventional sili-con nitride. Vetrano et al.12 studied the liquid-phase sinteringeffect of Yb2O3 on silicon nitride ceramics. They found that 5and 10 vol% Yb2O3 doping could fully densify silicon nitrideceramics. 5 vol% Yb2O3 doping and sintering left the secondphase amorphous, but the post-sintering heat treatment made it80 vol% crystallized by forming Yb2Si2O7. However, 10 vol%Yb2O3 doping led the second phase to be 70% crystallized(Yb10Al2Si3O18N4) after sintering, and to be completely crystal-lized to be a combination of Yb2Si2O7 and Yb2Si2O5 by post-sintering heat treatment. Lu13 systematically studied the depend-ence of mechanical properties of silicon nitride ceramics onYb2O3 content, and concluded that Yb2O3 content greater than5 wt% is necessary for both boundary-phase crystallization andstrengthening.
High resistances to mechanical loading and deformation atelevated temperatures have been the main expectation for siliconnitride. Slow crack growth or sub-critical crack growth (SCG)and creep are two simultaneously occurring damage mecha-nisms that may be operational at elevated temperatures. Manyceramic materials including silicon nitride are susceptible toSCG. The crack in ceramics can be extended by a load eventhough the stress intensity K is less than the fracture toughnessKC of the ceramics. According to Ritter,14 the SCG velocity v isdependent on the ratio of K to KC by a power law. For mode 1,the power law is expressed as
v ¼ AKI
KIC
� �N
(1)
where KI is the applied stress intensity and KIC is the criticalstress intensity (fracture toughness). This equation holds onlywhen KIoKIC. Subcritical crack growth parameter,N, is termedthe subcritical crack growth exponent number and A is the up-per limit of slow crack growth velocity. N and A are constantsdetermined only by the materials and environment. Larger N,i.e. less susceptibility of materials to SCG, is always desired forthe materials. However, monitoring of crack growth in order tomeasure the velocity is usually sophisticated and determinationof N by directly using the above equation is thus hardly feasible.Fortunately for brittle materials, Evans15 showed that the sub-critical crack growth parameters, A and N, can be determined
JournalJ. Am. Ceram. Soc., 88 [7] 1914–1920 (2005)
DOI: 10.1111/j.1551-2916.2005.00425.x
1914
M. Cinibulk—contributing editor
Supported by National Science Council of the Republic of China under contract No.NSC89-2216-E-006-071 and NSC90-2216-E-006-048.
wAuthor to whom correspondence should be addressed. e-mail: [email protected]
Manuscript No. 186499. Received December 16, 2002; approved February 1, 2005.

using dynamic fatigue, wherein fatigue strength, sf, is measuredas a function of stress rate, ds/dt, and both are related by theequation as follows:
sf ¼ B N þ 1ð ÞSN�2i
dsdt
� �1=ðN þ 1Þ(2)
where Si is the inert strength, and B is a constant factor com-bining A, N, and KIC and crack shape factor Y. The pre-deriv-ative factor in the bracket can be treated as a constantcharacterized by the materials and environment. The aboveequation can be simply rewritten as
sf ¼ Cdsdt
� �1=ðN þ 1Þ(3)
This equation makes it feasible to determineN by plotting log sf
against log(ds/dt) that were recorded from, for example, a four-point flexure test at a certain temperature in a faxed environ-ment.
Since the establishment of the theory and the experimentalproofs by several researchers,16 dynamic fatigue study has beenan effective technique to study the performances of silicon ni-tride ceramics containing different sintering additives and pre-pared by different methods. Wereszczak et al.17,18 investigatedthe dynamic fatigue behavior and the stress corrosion damage athigh temperatures in Si3N4 with 6 wt% Y2O3 prepared by in-jection molding and hot isostatic pressing. Choi and John19 useda pre-loading technique to study the failure mechanisms at con-stant stress rates and high temperatures for some advanced ce-ramics, such as Si3N4 and Al2O3. Dusza et al.20 focused work onSi3N41SiC nanocomposite in terms of its dynamic fatigue be-havior at 13501C.
Studies on fracture surface morphologies of ceramic materialsafter high-temperature dynamic fatigue are significant in under-standing the process. Wereszczak17,18 and Dusza20 defined stresscorrosion and stress oxidation damage zones on the fracturesurfaces of yttria-doped Si3N4 and Si3N4-related ceramic com-posites. Huang and Jih21 found three different zones on the dy-namic fatigue-damaged surface of the SiC–AlN composite, butthe boundaries of the zones were not well defined. Zeng22 ob-served the fracture surface of SiCw–Al2O3 composites andstressed that slow crack growth and SCG dominated the frac-ture process during high-temperature dynamic fatigue.
However, studies of dynamic fatigue behavior of Yb2O3-doped Si3N4 are still few. Lu13 conducted some investigationson it but limiting himself at room temperature. More extensiveinvestigations on the dynamic fatigue behavior, at high temper-ature in particular, in Yb2O3-doped Si3N4 are necessary for en-abling the use of the materials in applications.
The work reported in this paper is a study of high-tempera-ture dynamic fatigue in gas pressure-sintered Si3N4 fluxed with 6wt% Yb2O3 and 2 wt% Al2O3. In order to emphasize dynamicfatigue, the specimens were pre-cracked by indentation so thatthe dynamic fatigue was a unique mechanism for the damage ofthe specimens and high-temperature creep was prevented. At-tention has been paid to the temperature dependence of dynamicbehavior involving the slow crack growth exponent number,crystallization of the grain-boundary phase, crack healing, andcrack surface oxidation during high-temperature testing. Theinfluence of the structural and environmental factors on the dy-namic fatigue behavior of the materials is discussed. The frac-ture surfaces of dynamic fatigue at high temperatures wereobserved and are analyzed. Slow crack growth in high-temper-ature dynamic fatigue of silicon nitride ceramics is found to bedominant and responsible for the failure and damage of thematerials.
II. Experimental Procedure
The commercial powders of Si3N4 (D505 0.2 mm, SN-E10, UBECorporation, Yamaguchi, Japan), Yb2O3 (Ventron, Karlsruhe,Germany), and Al2O3 (AKP, Sumitomo, Japan) were used asthe starting powders of this study. The powders were well mixedin accordance with Si3N4:Yb2O3:Al2O35 92:6:2 in weight byball milling. The green parts of 4 mm� 5 mm� 50 mm in di-mension were made by uniaxial pressing (25 MPa) and isostaticpressing (500 MPa). The bars were embedded in the same pow-der mixture and then sintered at 18001C for 1 h in nitrogen of 10atmospheres. The sintered bars with a relative density of 99%and above were sized to 3 mm� 4 mm� 50 mm on a grindingmachine, the standard dimension for flexure tests, and then pol-ished with diamond paste (0.1 mm) and chamfered to eliminatetiny cracks on the edges.
In order to avoid creep and allow dynamic fatigue to dom-inate the main mechanism for damage at high temperatures, thebar samples were pre-cracked. Each of the well-finished barspecimens was indented at the center of its prospective tensilesurface on a gravity-loaded indenter (AKASHI AVK-A) under196 N for 30 s. Only those indented bars having crack sets lon-gitudinal and vertical to the length direction of the bar were usedfor the dynamic fatigue test. These regularly pre-cracked barswere annealed at 9001C for 1 h to get rid of any sharp residualstress distribution. Later experiments proved that pre-crackingcan effectively avoid high-temperature creep, allowing dynamicfatigue to be the dominant mechanism of fracture.
The high-temperature dynamic fatigue experiments were con-ducted in the mode of four-point flexure (inner/outer span: 20/40 mm) on a universal test machine (Instron 8511, Norwood,MA). For each test, 10001, 12001, 13001, and 14001C were gen-erated, respectively, by heating at 101C/min and maintained for5 min in a hot stage attached to the machine, and the loadingrates (actuator cross-head speed), dy/dt, of 1, 0.5, 0.1, and0.01 mm/min at each temperature were preset instead of stressrates (ds/dt) and accurately executed by the electrical motor.The temperature and the actuator cross-head displacement, y,were displayed as functions of time. Since the bar samples werepre-cracked by indentation and the high-temperature creep wasavoided, the dynamic fatigue under banding in this study isconsidered in the elastic range so that the relationship betweends/dt and dy/dt can be described by
dsdt¼ 6Ed
L2
� �dy
dt
� �(4)
where L is the outer span, d the thickness of the specimen, and Eelastic modulus. As far as only the estimation of N is concerned,the plot of log sf against log(ds/dt) (Eq. (3)) is equivalent to theplot of log sf against log (dy/dt).
According to Dwivedi and Green,16 the apparent SCG expo-nentN0 directly obtained using Eq. (3) from the pre-cracked barsis different from the true SCG exponent N of non-cracked andotherwise the same bars. They are, however, related to eachother by
N ¼ 4N 0 � 2
3(5)
In order to explain the results obtained in the high-temper-ature dynamic fatigue, the materials were further characterizedby most conventional methods. The phases were analyzed onthe X-ray diffractometer (XRD, Rigaku D/max-II B, Tokyo,Japan), microstructures and morphology were observed usingscanning electron microscopy (SEM, Model JSM-5800LV,JEOL, Peabody, MA), transmission electron microscopy(TEM) and high resolution TEM (HRTEM), etc. Besidessome normal treatments, the samples for SEM examinationswere plasma etched in a gas mixture of CF4 and O2 (95/5 in flowrate) with a pressure of 62 Pa at a power of 220 w for 70 s. TEM
July 2005 Stress Rate Dependence of Fracture Strength 1915

foils were prepared by standard techniques involving slicing andpunching of the samples into discs of 3 mm diameter and 100 mmthickness, and then dimpling and ion milling to perforation. Allsamples were coated lightly with amorphous carbon to preventcharging in the microscope.
III. Results and Discussion
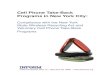
Measured fatigue strengths at different temperatures are plottedversus loading rate in Fig. 1. Each data point is an average of thedata of 10 samples tested at the same condition, and the stand-ard deviation is shown by the error bar at each data point. Forall testing temperatures, the linearity of log sf versus log(dy/dt)of each sample is obvious, and a straight line is thus drawnby the least square criterion. The slope of each straight line, 1/(N011), can be determined and the apparent and true SCG ex-ponents, N0 and N, are then calculated, and N is summarized inTable I. For comparison purpose, dynamic fatigue parametersof Y2O3-doped Si3N4 obtained at high temperatures by previousresearchers and that of Yb2O3-doped Si3N4 at room tempera-ture reported by Lu13 are also presented in Table I.
It can be found in Table I that, in almost the same temper-ature range (10001–14001C), the Yb2O3-doped Si3N4 materialsprepared in this study have less susceptibility (higher N) thanmost Y2O3-doped Si3N4 to subcritical crack growth. This is inline with the findings of Kondo11 and Lu13 that Yb2O3-dopedSi3N4 has better mechanical properties and greater dynamic fa-tigue parameters including N at room temperature. It is also
found that the highest N (N5 60) was obtained in the dynamicfatigue test at 12001C and thatN0s obtained at 13001 and 14001Care lower than N obtained at 10001C.
Phase compositions detected by XRD of the Si3N4 before andafter the dynamic fatigue tests at different temperatures are dis-played in Fig. 2. As usual, a-Si3N4 turned out to be b-Si3N4 afterthe sintering in this study, and the b-Si3N4 was well maintainedin all high-temperature dynamic fatigue tests. The XRD profilesof the as-sintered silicon nitride and that tested at 10001C shownothing but b-Si3N4, indicating that the crystalline grain-bound-ary phase was not formed under the two conditions. However,the XRD profiles of the samples after the dynamic fatigue testsat 12001, 13001, and 14001C show the existence of Yb2Si2O7 inaddition to b-Si3N4, strongly suggesting the crystallization of thegrain-boundary phase.
The XRD results can be confirmed by TEM examinations ofthe silicon nitride specimens after dynamic fatigue tests at dif-ferent temperatures. Bright field images and diffraction patternsat grain-boundary areas (M and T) and inside silicon nitridegrains (G and G) are illustrated in Figs. 3 and 4 for the samplestested at 10001 and 12001C, respectively. The diffraction patternat M in Fig. 3 is a diffused ring, but that at T in Fig. 4 is spotty,suggesting that the grain-boundary phase is amorphous after the
−2.0 −1.5 −1.0 − 0.5 0.0 0.5
1.9
2.0
2.1
2.2
2.3
2.4
Fat
igue
str
engt
h (σ
)
251
199
158
126
100
79
Loading rate (mm/min)0.01 0.1 0.5 1
Log
fatig
ue s
tren
gth
(σ)
Log loading rate (mm/min)
n′=8.08
n′=45.19
n′=21.61
n′=8.81
1000°C 1200°C 1300°C 1400°C
Fig. 1. Fatigue strength as a function of loading rate at 10001, 12001,13001, and 14001C in ambient air. The samples were pre-cracked by in-dentation under 196 N.
Table I. Summary of the Fatigue Parameter n Obtained Under Different Processing Conditions
Materials Additives Processing Testing temperature (1C)
Slow crack growth
exponent (N)
6Yb2A–Si3N4 6 wt% Yb2O3/2 wt% Al2O3 Gas pressure sintering 1000 28.151200 59.591300 10.111400 11.08
Room temperature 111.313
PY6–Si3N4 6 wt% Y2O3 HIPed 1370 5.8–10.917
Injection molded/HIPed 1000 2118
1200 1318
1400 3.918
NC132–Si3N4 Unknown Unknown 1100 18.623
30 vol% SiCw/Si3N4 1100 8819
1300 2019
Si3N4120 wt% SiC 5 wt% Y2O3 HP 1350 7.120
96 wt% Alumina Unknown Unknown 1000 819
10 20 30 40 50 60
1300 C
1400 C
-Si3N4 Yb2Si2O7 SiO2
1200 C
1000 C
RT
Inte
nsi
ty (
a.u
.)
2 (°)
Fig. 2. X-ray diffraction (XRD) profiles of silicon nitride after dynamicfatigue tests at 10001, 12001, 13001, and 14001C. The XRD profile of as-sintered silicon (RT) nitride is also displayed for comparison.
1916 Journal of the American Ceramic Society—Pan et al. Vol. 88, No. 7

test at 10001C, and almost fully crystallized after the test at12001C.
The above results provide important information that thecrystallization temperature of the grain-boundary phase is above10001C. During the test at 12001C, the grain-boundary phasemight be just crystallized, but was not softened yet so that itgave the highest N. However, testing at 13001 and 14001C gavelowest N0s, which may be because of the crack surface oxidationrather than softening at these temperatures because curved barswere not found even in the tests at 14001C. For the samples pre-cracked by indentation, dynamic fatigue dominated the damageof the sample rather than softening caused by high-temperaturecreep.
The grain-boundary crystallization was realized during heat-ing at 101C/min and holding at 12001C and above for 8 min.This is rather short, as compared with that reported by manyprevious researchers. For example, Vetrano et al.12 reported thatpost-sintering heat treatment for 12 h at 12501C in N2 was nec-
essary for the grain-boundary crystallizations in 5 vol% and10 vol%Yb2O3-doped Si3N4. The reason why the crystallizationin this study came into operation in such a short time may bebecause of the oxygen atmosphere in which the dynamic fatiguewas conducted. The oxidation of silicon nitride led to the quickformation of SiO2, which then instantly reacted with Yb2O3 toproduce crystalline Yb2Si2O7.
Besides the grain-boundary crystallization, crack healing dur-ing the dynamic fatigue testing at 12001C could also cause theincrease in critical slow crack growth exponent, N. Figures 5 (a)and (b) show the crack morphologies of the silicon nitride heattreated at 12001C for 8 min in air, which was the same as thecondition of the dynamic fatigue test at 12001C. The crackhealings are quite obvious in the midway of crack (Fig. 5(a)) andat the crack tip where the sharp tip is blunted (Fig. 5(b)). Thedriving force of the healing and blunting between two crackedsurfaces is attributed to the high specific surface energy of newlycracked surfaces and high stress field, particularly at the cracktip. The relatively strong driving force promotes diffusion andjoining at a temperature relatively low in contrast with its sin-tering temperature.
The dynamic fatigue parameters N tested at 13001 and14001C are lower than that at 12001C, and even lower thanthat at 10001C at which the grain-boundary phase was keptamorphous. Since the bar samples were pre-cracked and high-temperature creep was avoided, and curved bars were never seeneven tested at 14001C, the lower N can only be attributed to thestrong oxidation of silicon nitride during the tests at 13001 and14001C in air. Figure 6 shows the oxygen and ytterbium atomicpercentages determined by EDS on the surface and cross sectionof the silicon nitride specimens being dynamic fatigue tested at10001, 12001, 13001, and 14001C. Considerable amount of ox-ygen was detected on the surface rather than the cross section ofthe samples tested at a temperature of 13001C and above. Were-szczak17 studied the influence of oxidation on slow crack growthof silicon nitride materials and concluded that oxidation moti-vates slow crack growth. His conclusion was drawn based on animportant fact that dynamic fatigue tests in inert atmospheresalways gave higher slow crack growth exponent N than the testsin ambient air at otherwise same conditions. It is certainly pre-sumed that the lower N obtained in the tests at 13001C andabove of this study is attributed to the oxidation of silicon ni-tride base materials.
The greatestN obtained in the dynamic fatigue test at 12001Chas been thought to be due to the crystallization of the grain-boundary phase. The crystalline phase was determined (Fig. 2)to be Yb2Si2O7, in which the molar ratio of Yb2O3 to SiO2 is 1:1.The silicon nitride powder used in this study should not havesuch a high content of SiO2. The formation of crystallineYb2Si2O7 apparently required oxidation of silicon nitride tosome extent. In our case, the oxidation of silicon nitride pro-duced silicon dioxide instead of gaseous silicon monoxidebecause of high oxygen partial pressure in air.23 It may be sug-gested that the oxidation of silicon nitride at 12001C in air for 5–8 min yielded silicon dioxide, which was then consumed to formcrystalline Yb2Si2O7. This can also explain why the crystalliza-tion of grain-boundary phase occurred in a few minutes in thisstudy rather than 12 h in nitrogen atmosphere reported by Vet-rano et al.12 The deficiency of oxygen in Vetrano’s experimenthindered the crystallization of the grain-boundary phase, thusleading to a time-consuming process. When tested at 13001Cand higher, oxidation became more rigorous, producing silicondioxide more than that required for Yb2Si2O7 formation. Thenewly formed silicon dioxide formed on the crack surface playeda negative role in the slow crack propagation as reported byWereszczak.17
For further understanding of the dynamic fatigue behavior,the fractured surfaces after dynamic fatigue tests under differentconditions were observed using SEM. Typical fractured surfacesafter dynamic fatigue tests at the same temperature of 13001Cbut different loading rates (1, 0.5, 0.1, and 0.01 mm/min) can beseen in Fig. 7. And those at the same loading rate of 0.1 mm/min
Fig. 4. Transmission electron micrograph of silicon nitride specimenfatigue tested at 12001C in ambient air. (a) bright field image, (b) dif-fraction pattern of G in (a), (c) diffraction pattern of T in (a).
Fig. 3. Transmission electron micrograph and diffraction patterns ofsilicon nitride specimen dynamic fatigue tested at 10001C in ambient air.(a) bright field image, (b) diffraction pattern at G in (a), (c) diffractionpattern at M in (a).
July 2005 Stress Rate Dependence of Fracture Strength 1917

but different temperatures (10001, 12001, 13001, and 14001C)with features similar to those seen in Fig. 7 were also observed(but the corresponding micrographs are not shown here).
The first common feature of these fractured surfaces is threedistinct zones, namely zones I, II, and III, found in each surface.Zone I is believed to be the pre-cracked part by indentationbefore the dynamic test, and is semicircle shaped. Zone II is theslow crack growth area, and was formed under the action of
the stress concentration along the crack front of zone I. Since thedynamic fatigue test was in four-point flexure and the pre-crackby indentation was on the tensile surface, slow crack growthtook place as early as when the stress intensity factor along theedge of zone I was still less than the fracture toughness-dynamicfatigue. The velocity of slow crack growth has been expressed byEq. (1). With increasing load and slow crack front movement,the stress intensity factor at the crack front increased and finallyreached the fracture toughness. Then, the slow crack growthterminated and fast crack growth started to form zone III untilthe specimen was broken. The formation of zone II was the mosttime consuming so that it was subject to both stress action andoxidation. This is why the slow crack growth zone (zone II)is also termed stress—oxidation-damaged zone by Were-szczak.17,18 The boundaries between neighboring zones are quiteclear, suggesting that each zone was formed by a differentmechanism.
The second common feature of these fractured surfaces is thatthere is no viscous flow traces on all of them formed under anyconditions and are brittle fractured surfaces. The brittle fracturesurfaces prove that indentation pre-cracked samples effectivelyavoided high-temperature creep, and the dynamic fatigue dom-inated the damage of the samples.
The boundary between zones II and III has been thought tobe a line around which the stress intensity factor just reaches thefracture toughness of the material in the process of fatiguecracking. In Fig. 7 and the observation on fractured surfacesafter dynamic fatigue tests at the same loading rate but differenttemperatures, it can be seen that the boundary contour betweenzones II and III is semi-ellipse-shaped as the loading rate is highor the temperature is low, and becomes a horizontal line other-wise. The crack initiation, slow crack growth, and final fracturein the dynamic fatigue tests are further illustrated in Fig. 8. It isknown that the stress intensity factor KI is given by
KI ¼ s pað Þ0:5 (6)
where s is the stress, and a is the half-crack length. The stressgradient along thickness (reverse to direction Y) will cause anuneven distribution of KI on the boundary contour betweenzones I and II. Starting from the semicircle boundary betweenzones I and II, the velocity of slow crack growth along the lon-gitudinal (X and �X) direction of specimen was greater thanthat along the vertical (Y) direction because of the stress gradi-
Fig. 5. Typical scanning electron microscopy photographs showing crack-propagating path with the observation of (a) crack healing (b) crack tipblunting. Crack was introduced by indentation at room temperature and annealed at 12001C for 8 min.
0
10
20
30
40
50
60
1000 1200 1300 1400
Test temperature (°C)
Ato
m p
erce
ntag
e (%
)
Yb-s Yb-c
O-s O-c
tensile surface
Cross-section
Specimen
Fig. 6. Oxygen and ytterbium content (atom%) detected by EDS onthe surface and cross-section center of silicon nitride after fatigue test atdifferent temperatures. S stands for surface, and C for cross-sectioncenter. The subscripts -s and -c indicate surface and cross-section center,respectively.
1918 Journal of the American Ceramic Society—Pan et al. Vol. 88, No. 7

ent (maximum stress on the tensile surface) along the specimenthickness (Y) in bending. This is why the boundary betweenzones II and III was a semi-ellipse and even a horizontal linerather than a semicircle.
Both lower loading rate and higher testing temperature led tothe tendency discussed above to become more severe, but theyhad different mechanisms. High testing temperature lowers theslow crack growth exponent N (Figs. 1 and 2), leading to astronger dependence of crack velocity on stress intensity factorKI according to Eq. (1). Therefore, for the same ratio of KI/KIC,higher testing temperature (lower N) leads to a faster slowcracking, while at a lower loading rate (low stress rate), theslow crack growth will last longer in time, and the stress gradientand KI distribution are allowed to fully come into effect, par-ticularly on slow crack growth along the longitudinal direction.
The distance between two boundaries dividing the three zonesin the vertical direction is a better definable parameter describingthe size of slow crack growth (or stress–oxidation damaged)zone (zone II) than that in the longitudinal direction. The sizesof zone II measured on the fractured surfaces after dynamicfatigue tests under the same loading rate of 0.1 mm/min butdifferent temperatures (10001, 12001, 13001, and 14001C) areplotted against dynamic fatigue testing temperature in Fig. 9.At the testing temperature of 12001C and loading rate of0.1 mm/min, zone II was found to be the smallest in size andsemi-ellipsical in shape, which is reasonable, for the highest N at12001C led to the lowest slow crack velocity.
IV. Conclusions
Ytterbia-doped silicon nitride ceramics prepared by nitrogen gaspressure sintering exhibit less susceptibility to slow crack growthin dynamic fatigue (higher slow crack growth exponent number,N) at elevated temperatures than yttria-doped silicon nitride ce-ramics studied previously. Vickers indentation crack on the ten-
Crack initiation
� Zone I, is formed by applied indentation at room
temperature.
Crack growth
� Although K < K , Slow crack growth takes place.
� Oxidation-assisted slow crack growth at high temperature in
ambient air environment.
� Crack growth rate is higher in X-axis direction than in Y-axis
direction.
� Zone II, the stress-oxidation damage zone with a rougher
fracture surface.
� The area of zone II increased with temperature increasing
and load rate decreasing.
Final fracture
� K > K again, fast fracture occurs.
� Zone III, formed by fast fracture with a smooth
surface.
Zone I
Zone II
Zone III
tensile
compressive
X
Y
Fig. 8. Schematic illustration showing the extending behaviors of thestress–oxidation damage zone at elevated temperatures in ambient airenvironment.
Fig. 7. Fractured surfaces of silicon nitride specimens after dynamic fatigue test with (a) 1 mm/min, (b) 0.5 mm/min, (c) 0.1 mm/min, and (d) 0.01 mm/min loading rate at 13001C. Three distinguishable zones were observed for each test condition.
July 2005 Stress Rate Dependence of Fracture Strength 1919

sile surface of a bending sample eliminates high-temperaturecreep and allows slow crack growth-dynamic fatigue to domi-nate the damage of the sample at temperature up to 14001C.Four-point flexure test of pre-cracked bar samples is an effectivemethod to study dynamic fatigue behavior even at high temper-atures. The highest N (N5 60) was obtained in the dynamicfatigue test at 12001C, and N0s obtained at 13001 and 14001Care lower than N obtained at 10001C.
Temperature of the dynamic fatigue behavior is found to bedependent on the crystallization of the grain-boundary phase,crack healing, and oxidation of crack surfaces in the silicon ni-tride ceramics without involvement of softening and creep.Yb2Si2O7 as the crystalline grain-boundary phase was detectedby XRD for the samples dynamic fatigue tested at 12001C andabove. Grain-boundary phase crystallization and crack healingincrease the slow crack growth exponent number. Crack surfaceoxidation may benefit the crystallization, e.g. tested at 12001C inair in this study, but lowers the slow crack growth exponentnumber if it is overdone at higher temperature.
All fracture surfaces after dynamic fatigue tests have threewell-defined zones: zones I, II, and III. Zone I is believed to bethe pre-cracked part by indentation before dynamic test and issemicircular shaped. Zone II, the slow crack growth area, or saya sweeping stress-oxidation damage zone, was formed under theaction of the stress concentration along the crack front of zone I.The slow crack growth terminates at the boundary between zoneII and III, at which the stress intensity factor reaches the fracturetoughness, and then fast crack growth initiates formation ofZone III until the specimen is broken.
References
1A. Rosenflanz, ‘‘Silicon Nitride and Sialon Ceramics,’’ Curr. Opin. Solid StateMater. Sci., 4, 453–9 (1999).
2M. Taguchi, ‘‘Application of High-Technology Ceramics in Japanese Auto-Mobiles,’’ Adv. Ceram. Mater., 2 [4] 752–62 (1987).
3C. W. Li and J. Yamanis, ‘‘Super-Tough Silicon Nitride with R-CurveBehavior,’’ Ceram. Eng. Sci. Proc., 10 [7–8] 632–45 (1989).
4A. Okada and N. Hirosaki, ‘‘Effects of Microstructure on the R-CurveBehaviour of Sintered Silicon Nitride,’’ J. Mater. Sci., 25, 1656–61 (1990).
5G. Himsolt, H. Knich, H. Huebner, and F. W. Kleinlein, ‘‘Mechanical Prop-erties of Hot-Pressed Silicon Nitride with Different Frain Structure,’’ J. Am.Ceram. Soc., 62 [1–2] 29–32 (1979).
6J. L. Huang, L. M. Din, H. H. Lu, and W. H. Chan, ‘‘Effect of Two-StepSintering on the Microstructure of Si3N4,’’ Ceram. Int., 22, 131–6 (1996).
7T. Nishimura, M. Mitomo, and H. Suematsu, ‘‘High Temperature Strength ofSilicon Nitride Ceramics with Ytterbium Silicon Oxynitride,’’ J. Mater. Res., 12 [1]203–9 (1997).
8M. K. Cinibulk, G. Thomas, and S. M. Johnson, ‘‘Grain-Boundary-PhaseCrystallization and Strength of Silicon Nitride Sintered with a YSiAlON Glass,’’J. Am. Ceram. Soc., 73 [6] 1606–12 (1990).
9C.-M. Wang, X. Pan, M. J. Hoffmann, R. M. Cannon, and M. Ruhle, ‘‘GrainBoundary Films in Rare-Earth-Glass Based Silicon Nitride,’’ J. Am. Ceram. Soc.,79 [3] 788–92 (1996).
10T. Nishimura, M. Mitomo, and H. Suematsu, ‘‘High Temperature Strength ofSilicon Nitride Ceramics with Ytterbium Silicon Oxynitride,’’ J. Mater. Res., 12 [1]203–9 (1997).
11N. Kondo, Y. Suzuki, T. Miyajima, and T. Ohji, ‘‘High Temperature Me-chanical Properties of Sinter-Forged Silicon Nitride with Ytterbia Additive,’’J. Euro. Ceram. Soc., 23, 809–15 (2003).
12J. S. Vetrano, H.-J. Kleebe, E. Hampp,M. J. Hoffmann, M. Ruhle, and R. M.Cannon, ‘‘Yb2O3-Fluxed Sintered Silicon Nitride,’’ J. Mater. Sci., 28, 3529–38(1993).
13H.-H. Lu ‘‘Investigation of Microstructure and Mechanical Properties of Sil-icon Nitride Ceramics’’; Ph.D. Thesis, National Cheng-Kung University, June2001.
14J. E. Ritter, ‘‘Engineering Design and Fatigue of Brittle Materials,’’ Fract.Mech. Ceram., 4, 667–86 (1978).
15A. G. Evans, ‘‘Slow Crack Growth in Brittle Materials Under Dynamic Load-ing Conditions,’’ Int. J. Fract., 10 [2] 251–9 (1974).
16P. J. Dwivedi and D. J. Green, ‘‘Determination of Subcritical Crack GrowthParameters by In Situ Observation of Indention Cracks,’’ J. Am. Ceram Soc., 78[8] 2122–8 (1995).
17A. A. Wereszczak and K. Breder, ‘‘Role of Oxidation in the Time-DependentFailure Behavior of Hot Isostatically Pressed Silicon Nitride at 13701C,’’ J. Am.Ceram. Soc., 76 [11] 2919–22 (1993).
18A. A. Wereszczak, T. P. Kirkland, and K. Breder, ‘‘High Temperature Dy-namic Fatigue Performance of a Hot Isostatically Pressed Silicon Nitride,’’Mater.Sci. Eng., A191, 257–66 (1995).
19S. R. Choi and P. John, ‘‘Preloading Technique as a Tool to Indentify FailureMechanisms in Constant Stress-Rate Testing of Advanced Ceramics at ElevatedTemperatures,’’ Ceram. Eng. Sci. Proc., 32, 91–9 (2000).
20J. Dusza, P. Sajgakik, and M. Steen, ‘‘Dynamic Fatigue of a Si3N41SiCNanocomposite at 13501C,’’ Mater. Sci. Eng., A291, 250–5 (2000).
21J. L. Huang and J. M. Jih, ‘‘Investigation of SiC-AlN: Part 3, Static and Dy-namic Fatigue,’’ Mater. Res. Soc., 10 [10] 651–8 (1995).
22K. Zeng and K. Breder, ‘‘Dynamic Fatigue of an Al2O3/SiCWisker Composi-tion Water,’’ Ceram. Eng. Sci. Proc., 12 [9–10] 2233–50 (1991).
23Y. H. Zhang and L. Edwards, ‘‘Cyclic Fatigue Crack Growth Behaviour ofSilicon Nitride at 14001C,’’ Mater. Sci. Eng., A256, 144–51 (1998). &
1000 1100 1200 1300 14000
200
400
600
800
1000
1200
1400
Testing temperature (°C)
Str
ess-
Oxi
datio
n da
mag
e zo
ne s
ize,
dy
(µm
)
80
100
120
140
160
180
Fat
igue
str
engt
h (M
Pa)
Fig. 9. Variation of the size of stress–oxidation damage zone and fa-tigue strength obtained at 0.1 mm/min loading rate and different testingtemperatures.
1920 Journal of the American Ceramic Society—Pan et al. Vol. 88, No. 7