Embed Size (px)
Citation preview

Journal of Operations Management 22 (2004) 63–89
Strategic, structural contingency and institutional explanations inthe adoption of innovative manufacturing practices
Mikko A. Ketokivi a,∗, Roger G. Schroederb
a Department of Industrial Engineering and Management, Helsinki University of Technology,P.O. Box 5500, FIN-02015 HUT, Finland
b Operations and Management Science, University of Minnesota, Minneapolis, MN, USA
Received 1 April 2003; received in revised form 29 October 2003; accepted 2 December 2003
Abstract
The main argument in this paper is that in order to understand the phenomenon of how innovative manufacturing practicesdiffuse we need to invoke theoretical arguments other than the ones that are conventionally used. In particular, neo-institutionalarguments can shed light on the determinants of manufacturing practice adoption and implementation. We juxtapose boththeoretically and empirically three different theoretical perspectives that can be used to address the phenomenon: strate-gic contingency, structural contingency and neo-institutional arguments. A preliminary empirical test of the three com-peting perspectives is tested in a sample of 164 manufacturing plants. We find that the institutional perspective explainsmuch more of the variance in the practices adopted and implemented by the plants than either the structural contin-gency or the strategic contingency theories. This motivates future research using some of the less familiar theoreticalapproaches.© 2004 Elsevier B.V. All rights reserved.
Keywords:Manufacturing strategy; Institutional theory; Contingency theory; Manufacturing practices
1. Introduction
From time to time, operations management (OM)scholars have made empirical observations which im-ply that managerial action sometimes defies economicrationality:
1. Factories are managed wrong, they were managedwrong in the 1960s and not much has changed sincethen (Skinner, 1969, 1996a).
2. Managers may feel an urge to “do something aboutJIT and total quality management (TQM)”, whether
∗ Corresponding author. Tel.:+358-50-376-1095.E-mail address:[email protected] (M.A. Ketokivi).
this makes sense strategically or not (Dean andSnell, 1996, p. 464).
3. TQM spread very rapidly in the 1980s and 1990sdespite the “mixed results and high-profile failures”(Powell, 1995, p. 17).
Underlying the three observations described abovelies an explanation that on its face seems to denya number of key aspects and assumptions of eco-nomic profit-maximization rationality, one of the cor-nerstones and basic assumptions in OM research. Now,if we accept the position that one of the tasks of theOM scholar is to learn to understand and explain em-pirical phenomena, it behooves us to search for anexplanation. In doing this, we clearly need to invoke
0272-6963/$ – see front matter © 2004 Elsevier B.V. All rights reserved.doi:10.1016/j.jom.2003.12.002

64 M.A. Ketokivi, R.G. Schroeder / Journal of Operations Management 22 (2004) 63–89
theories somewhat different from the ones we havetraditionally used.
Theories used in OM research have traditionally—albeit often implicitly—been based onclosed rationalsystems theory(Scott, 1998 [1981]) as well as appliedmicroeconomics and organization economics (Bankerand Khosla, 1995). More recently, open rationalsystemsexplanations, such as offshoots of the struc-tural contingency theory, have been introduced (e.g.,Kotha and Orne, 1989). In typical empirical studies,we often look at the different aspects of organiza-tions such as manufacturing plants by breaking themdown in a reductionist manner into their constituentparts, and then analyzing them—through methodsakin to comparative structural analysis(Woodward,1994 [1965])—to determine how variance in specificstructural arrangements and organizational routines(e.g., manufacturing practices) correlates with oper-ational and economic performance. This approachclosely parallels input-heterogeneity arguments ofapplied organization-economic perspectives such asthe resource-based view (Wernerfelt, 1984) and therelated capability-based view (Teece et al., 1997). Notsurprisingly, the resource-based view has gained muchattention in OM theorizing as of late (e.g.,Amundson,1998; Schroeder et al., 2002; Vastag, 2000).
In order to address the phenomena described above,however, we must step outside the realm of strictprofit-maximizing economic rationality. To this end,institutional theory has much to offer.
2. What is the institutional argument?
For our purposes, we defineinstitutionalized prac-tice as “a set of organizational routines that be-comes perceived as economically valuable even inthe absence of empirical evidence of its economiceffectiveness.”1 Hence, the focus here is on how man-
1 This definition bears resemblance toSelznick (1957). The maindeparture from Selznick here is that Selznick’s approach is es-sentially a sociological one, ours is economic. Another point ofdeparture is the level of analysis;Selznick (1957)was mainlyconcerned about howorganizationsbecome institutionalized, “in-fused with value beyond the technical requirements of the task athand” (p. 17). We are primarily interested in individual manufac-turing practices which parallels the micro-organizational focus ofthe neo-institutionalist approaches (DiMaggio and Powell, 1991).
ufacturing practices become institutionalized, that is,perceived as valuable and worth pursuing, despitelack of direct evidence. A case in point, the diffusionof lean manufacturing is, at least in part, properlyviewed through an institutional mimicry lens: mim-ickers attributed Toyota’s success to its manufacturingsystem and upstream supply network management,and hence tried to mimic the manufacturing systemlong before the link to economic performance wasfirmly established. The same can be said of TQM andother manufacturing practices.
When we search for institutional explanations inthe extant OM literature, we conclude that a numberof authors have claimed that institutional explana-tions and application of institutional theory in theOM literature are scarce and empirical work is vir-tually nonexistent (Banker and Khosla, 1995; Choiand Eboch, 1998; St. John et al., 2001). At the sametime, these authors have identified the potential valueof institutional theory in OM research.
Now, the claim that institutional explanations inOM are scarce begs many questions.2 After all, everyresearch endeavor in management research invokes aninstitutional argument of sorts. For instance, the prin-ciples of economic rationality and profit-maximizationare institutions, that is, institutionalized principlesthat define economically rational action (DiMaggioand Powell, 1991). Hence, all empirical OM researchthat examines the determinants of high performanceinvokes an institutional argument. Indeed, those ofus who have applied transaction cost economics orevolutionary economics in our work have also appliedspecific economic variants of the institutional theory(Scott, 2001 [1995], pp. 28–33).
Because institutional explanations come in aplethora of shapes and forms with little agreementon the specifics (DiMaggio and Powell, 1991; Scott,
2 When OM scholars such asSt. John et al. (2001)state thatinstitutional explanations in OM are scarce they refer to theo-ries of organizational isomorphism, examinations of the distinctlysociological mechanisms through which organizations become toresemble one another over time (DiMaggio and Powell, 1983).A key element in the isomorphism argument is that business or-ganizations seeklegitimacy in addition to economic efficiency,and the focus is on “the ways in which institutional mechanisms[constrain] organizational structures and activities” (Scott, 2001[1995], p. 75). Theories of isomorphism are just a small fractionof institutional theory.

M.A. Ketokivi, R.G. Schroeder / Journal of Operations Management 22 (2004) 63–89 65
1987), it is important to explicitly define which vari-ant is being applied. Indeed, different theoreticalperspectives define the central concept, institution,in drastically different ways (DiMaggio and Powell,1991, pp. 7–8). Most fundamental sociological vari-ants of the institutional theory take a stab at thevery foundations of social life, meaning and so-cially constructed reality by developing a theory ofthe sociology of knowledge(Berger and Luckmann,1991 [1966]). In contrast, in a far more limited butstill rather ambitious endeavor neo-institutional eco-nomics examines economic institutions within thecapitalist system, their determinants and implicationsto performance (Williamson, 1985). In yet starkercontrast, one narrow sub-stream of neo-institutionaleconomics looks at how business organizations mimicone another in attempts to enhance economic per-formance (e.g.,Haunschild and Miner, 1997). Insum, because institutional theories are formulated indifferent disciplines, such as economics, sociologyand political science (Scott, 2001 [1995]), and arevery heterogeneous in their approaches and levels ofanalysis, speaking ofthe institutional theory is notwarranted. Because the foundations of institutionaltheory are well described in the extant organizationtheory literature, instead of covering them here werefer the reader to two excellent general treatmentsof institutionalism:DiMaggio and Powell (1991)andScott (2001 [1995]).
To summarize, while OM scholars have recognizedthe potential value of importing theoretical frame-works and arguments from the organization theory andthe general management literature (Amundson, 1998),the application of institutional arguments—because oftheir ubiquity as well as ontological, epistemologicaland theoretical heterogeneity—must be approachedwith caution. The aim of this paper is to explorethe potential applicability of certain neo-institutionalarguments, and in particular mimicry and coercion ar-guments, to account for the observations described atthe beginning of the paper. We do this by a conceptualtreatment of the topic as well as a preliminary empir-ical test of the neo-institutional mimicry and coercionargument. Before this we conclude the introductionby brief discussions of two relevant aspects of thisinquiry: the behavioral theory of the firm and treat-ing organization, not performance, as the dependentvariable.
2.1. Behavioral theory of the firm
In discussions within the neo-institutional eco-nomic theory scholars have drawn heavily upon thebehavioral theory of the firm (Cyert and March, 1992[1963]) in setting the basic assumptions for theirresearch. Three key elements of behavioral theoryinvoked in this paper arebounded rationalityand therelated satisficing principleand local searches. Byadmitting bounded rationality theorists acknowledgethat decision-makers are intendedly economically ra-tional (assumes no principal-agency problems), butthere are bounds on this rationality, which is re-flected in managerial behavior. The related satisficingprinciple holds that information is costly and there-fore, decisions made under uncertainty are not ex-plicitly economically rational. Instead of optimizingdecision-makers satisfice, that is, seek a solution thatis “good enough” (Cyert and March, 1992 [1963];March and Simon, 1993 [1958]). In search for solu-tions managers—because of their bounded rationalityand time constraints—search for solutions primarilyin their own immediate environment.
2.2. Analyzing organization as the dependentvariable
Few OM scholars have examined the antecedentsor determinants of organizational structure and infras-tructure, to useHayes and Wheelwright (1984)termi-nology (seeMcKone et al., 1999, for an exception).Instead, researchers have looked at the performanceimplications of various organizational forms and prac-tices (e.g.,Dean and Snell, 1996; Flynn et al., 1995a).This, of course, is understandable as empirical OMresearch seeks prescriptive insight.
However, in order to address the phenomenadescribed in the introduction, we should take theorganization—not performance—as the dependentvariable. Specifically, prior to trying to explain theperformance effects of total quality management, weshould first look at the motivation behind the adop-tion and implementation of specific TQM practices.This, we submit, is logical prior to studies that exam-ine TQM-performance relationships; the antecedentsof organization may well become contingency fac-tors in the performance relationships (Dean andSnell, 1996).

66 M.A. Ketokivi, R.G. Schroeder / Journal of Operations Management 22 (2004) 63–89
System of
manufacturing
practices
Strategic goals
Institutional
effects
Environmental*
contingenciesPerformance
1
2
3
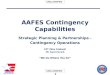
Fig. 1. Three propositions explaining the implementation of manufacturing practices. (1) Structural contingency proposition; (2) strategiccontingency proposition; (3) institutional proposition. (∗) Environmental contingencyrefers to the aspects of the externalbusiness environmentas well as the internaltask environment, the two basic elements of the structural contingency argument.
In Fig. 1, we summarize three general proposi-tions regarding the determinants of organizationalstructure (e.g., system of manufacturing practices):the strategic contingency proposition (Dean andSnell, 1996), the structural contingency proposition(Burns and Stalker, 1961; Lawrence and Lorsch,1967), and the institutional proposition (DiMaggioand Powell, 1983; Haunschild and Miner, 1997). Inthis paper, we lay a foundation for a neo-institutionalargument that is applicable in OM research. Wealso offer a preliminary simultaneous empirical testof this proposition vis-à-vis the two contingencypropositions.
3. Neo-institutional arguments ofisomorphism
In order to make sense of the three phenomenaour colleagues have described in the introduction, wecan invoke certain arguments developed by a num-ber of neo-institutional economists and sociologists.The economic variant of the neo-institutional argu-ment chosen here (seeHaunschild and Miner, 1997)differs slightly from the better-known sociological ar-gument popularized byDiMaggio and Powell (1983)in that under the economic paradigm we make theassumption that, for instance, mimickers are strictlyeconomically motivated, that is, they seek economicefficiency. The sociological argument, in turn, positsthat mimickers are primarily motivated by attempts
at legitimacy3 (DiMaggio and Powell, 1983), or theyare trying to create an external referent of prestige(Perrow, 1961). Further, the sociological variant of themimicry argument posits that formal structure can in-deed be a form of “myth and ceremony” (Meyer andRowan, 1977), which is in contrast with the economicargument that builds heavily on the structural func-tionalist argument that formal and informal structuresserve specific functional (here, economic) goals. Theapproach chosen here is decidedly functionalist.
In accord withDiMaggio and Powell (1983), weembrace the three mechanisms that lead to organiza-tions resembling one another in certain aspects arethe mimetic, normative and coercive mechanisms,although we do not make a clear distinction betweenthe normative and the coercive. Further, unlike in thesociological variant of the theory, we assume thatactions are economically motivated. For instance, aplant manager wishes to benchmark another plant’sproduction planning process in an attempt to improveefficiency. In the benchmarking process, mimicryundoubtedly takes place. In the coercion (or norma-tive) argument, a powerful customer may require thesupplier to adopt certain practices or principles, per-haps be ISO 9000 and 14000 certified, for instance.Because the supplier does not want to lose its maincustomer’s business, it complies. In fact, it may even
3 An organization islegitimatewhen external stakeholders regardit as being compliant with patterns and standards of acceptablebehavior and structure.

M.A. Ketokivi, R.G. Schroeder / Journal of Operations Management 22 (2004) 63–89 67
find that the practices it implemented because of thecoercion indeed improved its efficiency.
Both the economic and sociological views ofmimicry arerational4 perspectives in that both makethe assumption that mimickers seek benefits, suchas additional resources. However, the means throughwhich these benefits are sought are categorically dif-ferent. Here we focus on the economic efficiency andintentional profit-maximization form of rationality,because it clearly fits better the extant OM paradigmsand theories. The sociological view is properly viewedas building onnormative rationality, which “refersto choices induced by historical precedent and socialjustification” (Oliver, 1997, p. 701).
Finally, the sociological vs. economic argumentsare not strictly separable categories: all economicmimicry arguments are in part sociological in thatmimicry often takes place through inter-organizationaland interpersonal social networks (Galaskiewicz andWasserman, 1989; Westphal et al., 1997). This isa direct consequence ofGranovetter (1985)thesisthat economic action is always embedded in a socialcontext.
3.1. Extant empirical evidence
There are no explicit or direct studies of theneo-institutional isomorphism argument in OM. How-ever, there are studies in the general managementliterature that are highly relevant to the OM audience.One of the main thrusts of this article is that OMscholars simply cannot ignore the systematic empir-ical evidence supporting institutional theories thatin varying degrees challenge the notion of expliciteconomic rationality in the de facto behavior of man-agers. The key findings relevant to OM are discussedin the following.
First, we know that for instance factories mimic oneanother through various benchmarking efforts (e.g.,Voss et al., 1997). So-calledbest practicesare of-ten diffused through partnerships, inter-organizationalnetworks, consultancy firms, trade conventions and the
4 It is somewhat disconcerting that for one reason or anothereconomists have de facto taken monopoly over the termrationality.When we speak of the economic variant of rationality in thispaper, we use the termeconomic rationalityor profit-maximizationrationality. To be sure, other forms of rationality exist aside fromeconomic (Oliver, 1997; Simon, 1997[1946]).
like. Intuitively, we are inclined to believe that manu-facturing managers, for instance, are not engaging insuch behavior in order to appear legitimate, as definedabove. Instead, they seek ways of improving economicperformance. To be sure, many explanations regard-ing the adoption of innovative manufacturing practicesfrom Japan evolved around organizational mimicryand the search for improved efficiency (e.g.,Lillrank,1995). A more recent phenomenon is the widespreadparticipation of companies in the activities of the Sup-ply Chain Council (http://www.supply-chain.org), aglobal network of over 600 companies that collabora-tively seeks solutions to supply chain challenges. In-evitably, learning and diffusion of practices throughmimetic mechanisms takes place.
Second, there is direct empirical evidence thatcertain administrative and technological innovationsspread through inter-organizational effects. In theirstudy of the diffusion of TQM in hospitals,Westphalet al. (1997)find that TQM principles and practicesdiffuse through mimetic mechanisms. They find thatdiffusion among early adopters is motivated by eco-nomic efficiency, while late adopters adopt TQM insearch of legitimacy. The most interesting finding,however, has to do with how the content of TQMchanges as time evolves.DiMaggio and Powell (1983)posit that organizations become to resemble one an-other in the mimicry process, hence, the content ofthe innovation or the organizational form that diffusesbecomes narrower and more fixed as time passes.However, in Westphal et al. (1997)study, the ex-act opposite happened, the content of TQM becamebroader among late adopters, the process did notlead to isomorphism. This is somewhat puzzling andcautions us to proceed carefully in adopting mimicryarguments in OM.
Third, other direct examinations of the economicmimicry argument have tackled the question “Whodo organizations mimic?” In a study of investmentbankers,Haunschild and Miner (1997)identify threemodes of imitation:
1. Frequency-based imitation: mimicking actionsthat have been taken by a large number oforganizations.
2. Trait-based imitation: mimicking organizationsbased on their selected traits, such as size or per-formance.

68 M.A. Ketokivi, R.G. Schroeder / Journal of Operations Management 22 (2004) 63–89
3. Outcome-based imitation: mimicking those actionsthat have seemingly resulted in success in otherorganizations adopting the practice.
Clearly, discussions of the imitation of Japanesemanufacturing practices evolved around outcome-based imitation, where US manufacturers, for in-stance, attributed Japanese success to its system ofmanufacturing practices (e.g.,Schonberger, 1986).From a scientific point of view, that this attribution isjustified is questionable: the evidence is largely cir-cumstantial, and inferring cause-effect relationshipsmay not be warranted (Strang and Macy, 2001).
Fourth, we also know that organizations maybecome to resemble one another through coercivemechanisms. For instance, powerful customers mayuse their power to diffuse certain practices, whichmay in part explain the diffusion of JIT practices inJapan. The ISO certification may also be interpretedusing the coercive isomorphism argument: a companymay be forced to adopt ISO 9000, because it maybe required for all suppliers in the specific industry.However, they may also wish to display a signal of le-gitimacy, without being directly coerced into adoption(Anderson et al., 1999).
Finally, Dean and Snell (1996)offer indirect ev-idence of the institutional argument by concludingthat the implementation of just-in-time, TQM and ad-vanced manufacturing technologies is not related tothe strategic goals of the manufacturer as strongly asexpected under the economic rationality and strategiccontingency paradigms. This led Dean and Snell to theconclusion that “[m]anagers [appear to] feel consider-able pressure to ‘do something’ about quality and JIT,whether this makes sense strategically or not” (Deanand Snell, 1996, p. 464). This conclusion clearly pointstowards institutional arguments, because there is noeconomically rational reason for feeling such pres-sure, let alone act upon it. Another interesting findingis that ofChoi and Eboch (1998), who posit that thelink from TQM to operational plant performance isweak, but the link from TQM to customer satisfactionis strong. One possible interpretation of this is thatcustomers may perceive TQM implementers as legiti-mate (and are hence report high customer satisfactionin surveys), even if TQM had no effect on operationalperformance. Again, we interpret this finding as in-direct evidence of the institutional argument, which
clearly warrants more theory development as well asempirical research.
Much of the empirical research in mimicry focuseson organizational routines (Miner and Raghavan,1999). This is particularly interesting, because muchof the empirical research in OM focuses on organi-zational routines, such as manufacturing practices.Therefore, theories of organizational mimicry canhelp OM scholars understand OM phenomena onthe one hand and inform institutional theories in themanagement literature on the other.
3.2. Is the institutional isomorphism argument afashion argument?
Some authors, such asAbrahamson (1991), havediscussed the diffusion of innovations under the rubricof fashion. Although there may be a fine line that sep-arates cases of institutional isomorphism from fash-ion, we wish to keep the fashion argument separate.The fashion argument makes categorically differentassumptions in comparison with the economic variantof the institutional argument. Those adopting the latestfashionable practices or principles, we submit, are notacting under the assumptions of the behavioral theoryof the firm, that is, intended but bounded economicrationality. Therefore, explaining such behavior is outof the scope of this paper and the theory developed;other forms of rationality must be assumed to examinefashion. Perhaps a better perspective on managementfashion is indeed a psychological one, which wouldsuggest that “fashions are in demand because they sa-tiate individuals’psychologicalneeds” (Abrahamson,1996, p. 271). We do not view the fashion argument asfitting with the sociological variant of the institutionalargument either, because it is difficult to fathom howbeing fashionable could legitimize a business organi-zation. Fads and fashions are short-lived and fickle,legitimation is a process that may take decades. Nomatter what the institutional theory variant adopted,institutions are properly viewed as durable entities(Berger and Luckmann, 1991 [1966], p. 99).
3.3. Propositions for empirical study in OM
Based on the previous discussion andFig. 1, wepresent three propositions for empirical scrutiny inthe context of manufacturing practices. Indeed, the

M.A. Ketokivi, R.G. Schroeder / Journal of Operations Management 22 (2004) 63–89 69
three are competing propositions in that they at-tempt to explain the same phenomenon from differentperspectives.
Proposition 1 (P1): Manufacturing practices are adopted and implemented explicitly for strategic reasons(the strategic contingency argument).
Proposition 2 (P2): Manufacturing practices diffuse through neo-institutional mechanisms such as mimicryand coercive pressures (the neo-institutional argument).
Proposition 3 (P3): Manufacturing practices reflect the structural contingencies imposed upon theorganization by its environment (the structural contingency argument).
Table 1summarizes the three propositions, their the-oretical foundations as well as common empirical op-erationalizations of the key concepts used in the extantliterature.
We make a somewhat disconcerting observationfrom Table 1: the operationalization of a number ofkey constructs in the extant literature is problematic.Sizeis a case in point: that we observe a correlationbetween organization size and, say, implementationof a manufacturing practice may be interpreted in (atleast) two ways. On the one hand, size is a proxyfor complexity, larger organizations tend to be morecomplex than small ones. For this specific reason,size has been used as a key contingency variable inthe structural contingency theory (Donaldson, 2001).One such contingency argument in this specific con-text could be that TQM practices, for instance, maysuit large and complex companies better than smallones (Powell, 1995). On the other hand, size canalso be a proxy for similarity: a significant size ef-fect can also arise from the institutional mimicryargument, organizations mimic those who are sim-ilar to them in size (Haunschild and Miner, 1997).Therefore, the empirical evidence for the two views,the institutional mimicry argument and the struc-tural contingency argument, is confounded.Table 1presents a number of other empirically confoundedpropositions as well. We notice that all operational-izations except the strategic contingency hypothesesconfound two theories in that a given variable can beargued to operationalize two theoretical constructs.At the same time, the strategic contingency argumentcan be separated from the other two, enabling atleast a preliminary empirical test of the conventionalOM argument (strategic contingency argument, seeDean and Snell, 1996) vis-à-vis the other argumentsmore commonly found in the organization theoryliterature.
Our research strategy in the empirical portion ofthis paper is as follows: we examine how much theindividual variables inTable 1explain variance in the
dependent variables, the implementation of specificmanufacturing practices. We then look at the varianceexplained by the three specific theories by summingup all the individual variable contributions relevant tothe specific proposition. This way if one variable isconfounded with two theories, both theories get creditfor it.
4. Preliminary empirical analysis
In the remainder of the paper, we conduct a pre-liminary test of the three theoretical propositionsexplaining the implementation of a number of innova-tive manufacturing practices using the manufacturingplant as the unit of analysis. We analyze data collectedin 1994–1997 from 164 mid-sized to large (at least100 employees) manufacturing plants in five coun-tries (Germany, Italy, Japan, the United Kingdom,and the United States) in three industries (automo-tive suppliers, machinery, and electronics) as part ofthe second round of theWorld-Class Manufacturing(WCM) Project (Flynn et al., 1994; Schroeder andFlynn, 2001). Stratified sampling was used to obtaina similar number of plants for each industry–countrycombination.
The data were obtained through written surveys,where multiple informants within each plant, rang-ing from the top plant management and businessunit level informants to shop floor supervisors andemployees. Only one plant per business unit or cor-poration was included so as to avoid interdependenceof observations. Data in each country were gatheredin the native language of each country, and question-naires were translated and back-translated to checkfor consistency across the five countries (Behlingand Law, 2000). The implementation of manufac-turing practices was measured using multi-item

70M
.A.
Ke
tokivi,
R.G
.S
chro
ed
er/Jo
urn
al
of
Op
era
tion
sM
an
agem
en
t2
2(2
00
4)
63
–8
9
Table 1Theoretical propositions and operationalizations in the three perspectives
Theoretical concept(the relevant proposition)
Operationalization Strategiccontingencyargument (P1)
Neo-institutionalargument (P2)
Structuralcontingencyargument (P3)
References
Strategy (P1) Ranking of operational goals Yes No No Adam and Swamidass (1989); Miles andSnow (1978); Dean and Snell (1996)
Proximity, similarity (P2) Country of operation No Yes No Galaskiewicz and Wasserman (1989);Haveman (1993); Miner and Raghavan(1999)
Proximity, similarity (P2) Industry classification No Yes No Galaskiewicz and Wasserman (1989),Haveman (1993); Haunschild andMiner (1997)
Similarity (P2), complexity (P3) Log (number of employees) No Yes Yes Child (1972); Haunschild and Miner(1997); Powell (1995)
Quality managementphilosophy (P2)
Internalization of qualityphilosophy principles
No Yes No Levitt and March (1988); Osterman(1994); Zbaracki (1998)
Similarity (P2), taskinterdependence (P3)
Process choice No Yes Yes Thompson (1967); Hayes andWheelwright (1979); Miner andRaghavan (1999)
Task uncertainty (P2, P3) Divergence inoperational goal rankings
No Yes Yes Burns and Stalker (1961); Woodward(1994 [1965])
Exposure to new ideas(P2), complexity (P3)
Percentage of total salesinternational
No Yes Yes Osterman (1994)
Market power Market share Control variable Osterman (1994)Pliability of the organization Age of the organization Control variable Stinchcombe (1965)

M.A. Ketokivi, R.G. Schroeder / Journal of Operations Management 22 (2004) 63–89 71
psychometric scales. The details of these scales canbe found inAppendix A.
Sixty-five percent of the plants contacted agreed toparticipate in the study. This high response rate wasachieved by contacting each plant manager personallyby telephone and by promising the participating plantsa profile report where the plant was compared to otherplants in the industry. The psychometric measurementinstruments used in the study were pilot tested andchecked for reliability and validity (Flynn et al., 1994).The data has been used in several studies and existinganalyses of the industry, size and location of respond-ing and non-responding firms have not indicated anysignificant differences (Flynn et al., 1999, p. 259).
4.1. Manufacturing practices examined
We examine the degree of implementation forthe following manufacturing practices (see alsoAppendix A for scale content):
1. Cross-functional cooperation: the degree to whichdifferent departments and individuals within theplant coordinate their activities and efforts.
2. JIT manufacturing: the degree to which the manu-facturing plant seeks to eliminate waste and min-imize inventories through measures such as setuptime reduction, frequent resupply and delivery, andplant layout.
3. Cross-training: the degree to which shop-floor em-ployees receive training to perform multiple oper-ational tasks.
4. Long-term supply chain relationships: the degreeto which the plant emphasizes the development ofrecurring arrangements, supplier involvement, andclose communications with its suppliers, instead offocusing on competitive bidding and arm’s lengthrelationships.
5. Design for manufacturability: the degree to whichthe plant’s products are designed such that man-ufacturing them is easy through practices such assimplified design and reduced parts counts.
These five elements have received attention in theOM literature and are considered by many as practicesthat contribute to economic success (e.g.,Banker andKhosla, 1995; Dean and Snell, 1996; Dow et al., 1999;Flynn et al., 1995a,b; Schmenner and Swink, 1998).They are therefore prime candidates for exploring the
theoretical arguments. All five practices have been ex-plicitly posited to be related to certain manufacturingstrategies (Table 2), which enables an explicit test ofthe strategic contingency argument (P1).
The degree of implementation for each practice ismeasured through factor scores from a confirmatoryfactor analysis, a high value implying high degree ofimplementation. Details of the reliability and valid-ity assessments can be found inAppendix A. Cross-functional cooperation, cross-training and design formanufacturability are estimated from first- order fac-tors, while JIT and supply chain relationships are es-timated from second-order factors. More specifically,JIT consists of three correlated first-order constructs:frequent delivery by suppliers, setup time reductionand pull system support. The supply chain relation-ships construct consists of long-term supplier rela-tionships and long-term customer relationships. Thesetwo supply chain dimensions are highly correlated,hence, we collapse them into a single construct foranalysis.
Because we had multiple informants from variousorganizational levels at each plant, we chose the mostrelevant and appropriate informants for each con-struct: top plant management reported on constructssuch as supply chain relationships, while productionsupervisors and shop floor employees reported ondaily activities such as setup time reduction efforts,pull system support and the like. This ensured a properkey informant selection and helped us avoid com-mon informant bias across constructs, and especiallybetween the independent and dependent variables.
4.2. Strategic priorities
Three plant management-level informants—theplant manager, the plant superintendent and the plantresearch study coordinator—were asked to rank theimportance of specific manufacturing priorities. Thespecific priorities used in this analysis are: cost, con-formance quality, performance quality, volume flexi-bility, design flexibility, fast delivery, on-time deliveryand cycle time. The theoretical and practical relevanceof these dimensions has been established in the extantliterature (Hayes and Wheelwright, 1984; Hill, 2000[1989]). In the analyses we use a weighted average ofthe three rankings within the plant as the plant scorefor each separate goal. The weights are determined

72M
.A.
Ke
tokivi,
R.G
.S
chro
ed
er/Jo
urn
al
of
Op
era
tion
sM
an
agem
en
t2
2(2
00
4)
63
–8
9
Table 2Specific propositions in the strategic contingency view
Low cost Conformance quality Volume flexibility Design flexibility Fast delivery Cycle time
Cross-functional cooperation+ Flynn et al. (1995a,b) + Adler et al. (1999) + Adler et al. (1999)
Design for manufacturability+ Swamidass and
Newell (1987)+ Banker andKhosla (1995)
+ Dean andSusman (1989)
+ Banker andKhosla (1995)
+ Womack andJones (1994)
+ Dean andSusman (1989)+ Schonberger (1986)
JIT+ Dean and Snell (1991) + Swamidass and
Newell (1987)+ Swamidass andNewell (1987)
+ Swamidass andNewell (1987)
+ Dean andSnell (1991)
+ Swamidass andNewell (1987)
+ Zipkin (1991) − Zipkin (1991) − Zipkin (1991)
+ Zipkin (1991)
Cross-training− Adler et al. (1999) + Adler et al. (1999) + Adler et al. (1999) + Schmenner and
Swink (1998)+ Schmenner andSwink (1998)
− Youndt et al.(1996)
+ Swink andHegarty (1998)
+ Swink andHegarty (1998)
+ MacDuffie (1995)
Supplier relationships+ Swamidass andNewell (1987)
+ Adler et al.(1999)
+ Adler et al.(1999)
+ Schmenner andSwink (1998)
+ Schmenner andSwink (1998)
+ Banker andKhosla (1995)
+ and− signs indicate whether the authors suggest the practices fits or does not fit the strategic goal.

M.A. Ketokivi, R.G. Schroeder / Journal of Operations Management 22 (2004) 63–89 73
empirically throughmultitrait-multimethod analysis(e.g.,Bagozzi et al., 1991) so that the weights for themore reliable (in a psychometric sense) informantsare higher than for the less reliable informants (seeJunttila, 2000, for details). A low value on the priorityscore implies high priority.
4.2.1. Divergence in goals as measure of taskuncertainty
Based on the three within-plant rankings of pri-orities we also construct a measure to capture theconvergence or divergence in operational goals. WeuseBourgeois (1985)goal diversity measureto op-erationalize this divergence. High divergence in per-ceived operational goals, we submit, is a indicatorof task uncertainty, which is one of the key con-tingencies in structural contingency theory: the lessagreement among the three managers within the plantas to what the important priorities are, the higher thetask uncertainty.
4.3. Internalization of the quality managementphilosophy
One of the key institutional mimicry concepts isthe degree to which management has adopted thequality management philosophy. Now, one might ar-gue that adopting the quality management philosophyis a strategic choice, and thus should be incorpo-rated into the strategic contingency argument. Wetake a bit more critical stance (from a strategy pointof view) toward the quality management philoso-phy (seeZbaracki, 1998) and submit that the qualitymanagement philosophy had, by the time this datawas collected, become institutionalized (Tolbert andZucker, 1996) in the sense that we have defined itin this paper. Therefore, those who have adopted thequality management philosophy view TQM-relatedpractices as worthwhile pursuing. This is not to saythat TQM practices cannot yield higher performanceor that these decision-makers are not economicallymotivated, rather, the argument here is that such adop-tion must be viewed from an institutional, not strate-gic contingency theory, point of view. This is indeedone theoretical explanation toDean and Snell (1996)observation that in the 1990s managers “felt the needto do something about TQM.” Also, the pioneer ofthe quality movement, W.E. Deming, was quoted in
Senge (1992)as saying: “Total quality stops peoplefrom thinking.” While we consider this statement abit extreme, it fits well with the bounded rational-ity assumptions. Engaging in mimicry of others—orseeking other ways to enhance legitimacy in theeyes of the customer—instead of carefully examin-ing one’s strategic and environmental contingenciescould, to an extent, be viewed as “stopping thinking”.Imitation is an economical alternative to innovationwhen the stakes are high (Oliver, 1997). Imitationis also an alternative in times of rapid change orhigh uncertainty, when analyzing the environmentalcontingencies, for instance, may be an impossibletask.
We operationalize the TQM philosophy internal-ization by a multi-item psychometric scale, wherethree management-level informants rate statementsrelated to the overall quality management philosophy.There are no implications made to specific practicesin the scale content so as to avoid tautologies (seeAppendix A). A high value on this scale implies highdegree of internalization.
4.4. Other variables
The plant accountant at each plant provided the fol-lowing information: number of employees (measuringorganization size and hence similarity and complex-ity, seeTable 1; we used the logarithm of size in ourmodels), percentage of the plant’s products sold inter-nationally (thus measuringexposure to new ideasandcomplexity), market share (market power) and plantage (pliability of the organization). The argument that,for instance, newer plants are more pliable than oldones is based onStinchcombe (1965)argument thatorganizations are “frozen at birth”. Therefore, the hy-pothesis is that it is easier for newer plants to adoptinnovative manufacturing practices. Justification forthe other variables comes from the references given inTable 1.
A process engineer at each plant also providedus with the information on manufacturing processchoice. This variable is important, because it gives usa proxy oftask interdependence, another central con-cept in structural contingency theory. Process choiceis a good proxy for task interdependence in manu-facturing plants as job shops, for instance, tend tobe less task-interdependent than, say, assembly lines.

74 M.A. Ketokivi, R.G. Schroeder / Journal of Operations Management 22 (2004) 63–89
Industry
Country
Volume
flexibility
Design
flexibility
Cycle time
Strategy
variables
Quality
philosophy
Plant size
Plant age
Process
choice
Structural
contingency
and
institutional
variables
% exports
Low cost
Conform-
ance quality
Fast
deliveryDesign for
manufacturability
Cross-functional
cooperation
JIT
Supply chain
relationships
Cross-training of
employees
Independent variables Dependent variables
Goal
diversity
ControlsMarket
share
Performance
quality
On-time
delivery
Fig. 2. Multivariate general linear model (MGLM) design.
Process choice is operationalized followingHayes andWheelwright (1979)conceptualization. Of course,process choice is also a proxy for similarity, because asignificant process choice effect might also arise fromthe fact that when organizations mimic one another,they tend to mimic similar companies. Process choiceis perhaps one of the most salient organizational traitsin manufacturing plants, therefore, process choice isa prime candidate for trait-based mimicry. A highvalue on the process choice score indicates high taskinterdependence.
4.5. Multivariate general linear model (MGLM)design
Because of multiple potentially intercorrelated de-pendent variables and both categorical as well ascontinuous predictors, we analyze the data as amul-tivariate general linear model(MGLM) (Fig. 2).5
5 We note that the design is in point of fact amultivariate anal-ysis of covariance(MANCOVA) design. However, the fundamen-tal departure from conventional MANCOVA in our study is thatthe continuous covariates are notnuisance variables, they are in-deed variables of theoretical interest. In order to avoid misleadingconnotations, we use the termmultivariate general linear modelinstead.
Before estimating the MGLM model we examined theintercorrelations of the independent variables in orderto identify potential problems with multicollinearity.The average intercorrelation in the independent vari-ables is 0.14, and there is only one correlation thatexceeds 0.60 in absolute value. The variance infla-tion factors are all well below the suggested cutoffvalue of 10 (Hair et al., 1998 [1984]). Table 3givesa summary of the MGLM results. Five sets of overallresults are given, one for each dependent variable.The full details and parameter estimates can be foundin Appendices B and C.
From a statistical point of view, the MGLM modelexplains a high proportion of the variance in the fivedependent practice variables. On average 46% of thetotal variance is explained (P < 0.001 for all five mod-els). Now, considering that the dependent variables aremeasured with error, with reliabilities around 0.7–0.9(which limits the total variance explainable), this 46%is very significant, not just from a statistical point ofview. We also note that practically all of the varianceexplained is attributable to the theoretically relevantvariables, control variables have a marginal effect. Thethree theories, taken together, have high explanatorypower. Now, the interesting question is the relativemerit of each.

M.A. Ketokivi, R.G. Schroeder / Journal of Operations Management 22 (2004) 63–89 75
Table 3Results of the Cartesian approach
Variance explained (percentage of total)
Cross-functionalcooperation
Design formanufacturability
JIT Cross-training
Supplierrelationships
Strategic contingency proposition 8 3 2 2 8Neo-institutional proposition 40 34 24 28 58Structural contingency proposition 3 6 5 3 1
The first observation fromTable 3is obvious: thevariables operationalizing the structural similarityand proximity constructs (and hence the institutionalproposition) have the highest explanatory value. Ev-idence for the contingency propositions, while sta-tistically significant, is clearly weak in explainingvariance, in comparison. This is in part congruentwith the empirical evidence that motivated the cri-tique of the structural contingency theory (e.g.,Child,1972). However, the result is somewhat disconcertingto the strategic choice proponents as well, becausethe strategic contingencies do not seem to explainimplementation either. However, before we draw anyconclusions, we will conduct an alternative analysisof the strategy hypothesis.6
4.5.1. Alternative test of the strategy hypothesisIn testing the strategy proposition, we used the
method which the organization theorist LexDonaldson(1996)labels theCartesianapproach. In the Cartesianapproach, each dimension of interest is consideredseparately and no clustering is performed. Theclus-teringapproach, where observational units are dividedinto relatively homogeneous clusters using clusteranalysis, is indeed presented as an alternative way ofconducting the analysis.Donaldson (1996)prescribesthe Cartesian approach over clustering as it uses allavailable information (see pp. 108–129).
We take no side on the issue of which methodshould be used, but in order to ensure that the lack ofsupport for the strategy hypothesis is not due to themethod chosen, we conduct an alternative analysisusing the clustering approach. This method has been,of course, used in extant OM research byMiller andRoth (1994)and in the follow-up work byFrohlich
6 We thank the Associate Editor for suggesting this.
and Dixon (2001). Instead of entering each priorityvariable into the MGLM model, we first cluster theplants along these priority dimensions using clusteranalysis. We then conduct a similar MGLM analysisto examine how much variance in the practice vari-ables is explained by the cluster membership. In thisanalysis, the individual competitive priority variablesare replaced by the categorical cluster membershipvariable. Because the choice for the number of clus-ters is rather arbitrary, we try out four different clustersolutions, namely, the 2-cluster, 3-cluster, 4-clusterand 5-cluster solutions. The 5-cluster solution is in-teresting for two reasons: (1) the clusters resemble toan extent the Miller and Roth taxonomy and (2) the5-cluster solutions explains the highest proportion ofvariance compared to the other cluster solutions (this,on the other hand, was to be expected as the 5-clustersolution has the highest number of degrees of free-dom: the larger the number of groups, the larger thevariance explained). In the 5-cluster solution, we findtwo clusters that resemble Miller and Roth’scaretak-ers in that they emphasize cost competitiveness overother priorities. We also identify a group that Millerand Roth labeledmarketeers, who in our analysesemphasize quality and design flexibility. Interestingly,we also identify a cluster, where all priorities are con-sidered to be roughly of equal importance, with nospecific priorities topping others. We might call thiscluster thegeneralists(cf. Boyer et al., 1996).
However, more important than what the clustersare labeled is the proportion of variance explained inthe degree of implementation of the selected practicesby the cluster variable.Table 4gives a summary ofthis alternative analysis. The entries given for eachof the propositions refer to the exact same figuresfrom the Cartesian analysis, only with the priorityvariables have been replaced with strategic cluster

76 M.A. Ketokivi, R.G. Schroeder / Journal of Operations Management 22 (2004) 63–89
Table 4Results of the cluster analysis approach
Variance explained (percentage of total)
Cross-functionalcooperation
Design formanufacturability
JIT Cross-training Supplierrelationships
Strategic contingency proposition 0 (3) 1 (6) 3 (6) 4 (6) 3 (3)Neo-institutional proposition 43 36 26 27 56Structural contingency proposition 3 6 5 3 0
membership. The entry in parentheses for the strate-gic contingency proposition is the proportion of vari-ance explained whenonly the cluster membership isincluded in the model. Of course, proper control vari-ables and other relevant variables should be includedin the model before making comparisons.
The Cartesian and clustering analyses give slightlydifferent results, but the substantive conclusion regard-ing the merits of the strategic contingency argumentare identical. This ensures that the apparent lack ofsupport for the strategy hypothesis was not due to thechoice of the statistical method.
5. Discussion
From the statistical analysis, our first conclusion isthat all theories have merit: the two contingency ar-guments and the institutional argument are true in thesense that they have statistical explanatory power. Butin light of this evidence we conclude that some argu-ments are empirically more compelling than others.
The two factors with the highest explanatory valuein the models are the country of origin and top manage-ment internalization of the quality management philos-ophy (the MGLM details are reported inAppendicesB and C). Now, neither of the two is related to thecontingency arguments in the extant literature: contin-gency theory does not explain why plants within thesame country tend to be similar. Further, contingencyarguments do not explain why being receptive to thequality management philosophy leads to acceptanceand adoption of the selected innovative practices.
One of the more plausible theoretical argumentsas to why these two factors are significant is indeedthe institutional isomorphism argument: local searchescombined with trait-based and outcome-based imita-tion as well as certain coercive mechanisms is one fea-sible explanation. Of course, the explanation is an in-
ductive one and relies on proxy variables. Be that as itmay, this study clearly demonstrates that we must seekexplanations other than the strategic and structuralcontingency arguments to explain the phenomenon.We offer this provocative evidence as preliminary.
The MGLM results echo the observation made byDean and Snell (1996): strategic contingencies havesurprisingly little merit in explaining why certainplants implement certain manufacturing practices (seealsoAdam and Swamidass, 1989, p. 195). These re-sults are also in accord withSkinner (1996b)claim thatdifferent management tools, such as JIT and TQM,are adopted with little consideration given to strategicgoals and strategic fit. While the strategic contin-gency theory has some merit, we clearly have to lookat other complementary and perhaps even alternativeexplanations if we wish to explain the phenomenon.Even without making comparisons with the other twotheoretical propositions, the variance accounted forby the strategic contingency variables is uncomfort-ably low for the strategic contingency theorist. This,of course, is not to say that the strategic contingencytheory is flawed in a normative sense; it merely tellsus that for one reason or another, de facto operationalpriorities and adoption of certain high-profile manu-facturing practices are not systematically linked. Insum, strategic contingency theory, perhaps because itspredominantly normative approach, does not explainthe phenomenon: it may tell us how things shouldbe (i.e., one should try to find a proper fit betweenthe environment and the organization), but fails toexplain why things are how they are (i.e., managershave trouble finding the state of proper fit).
5.1. How about the bundling argument?
A number of scholars have argued that in ex-plaining the adoption of innovative manufactur-ing practices, we should take into account the

M.A. Ketokivi, R.G. Schroeder / Journal of Operations Management 22 (2004) 63–89 77
interdependence of these practices. Because ofinterdependence, practices are adopted in bundles, notindividually: MacDuffie (1995)argues that manufac-turing practices constitute a system of interdependentpractices, and that there is an economicorganizinglogic that explains this bundling (see alsoSelznick,1957, p. 3). This is a noteworthy argument as a numberof OM authors have observed correlations betweenthe implementation of specific practices as well (e.g.,Flynn et al., 1999). The five practices are correlatedin this study as well. What is interesting, however, isthat the residuals from the MGLM analysis are notcorrelated with one another. This means that oncethe effect of the explanatory variables is taken out ofthe dependent variables, no correlation remains. Thisis clearly evidence against the bundling argument;if there are indeed functional or causal relationshipsbetween the practices, they should remain after theeffects of common institutional and structural contin-gency variables are taken out. Hence, even though thefive practices are correlated in our sample, we cannotinterpret that as evidence of MacDuffie’s bundlingargument. Bundling may occur here because of com-mon institutional mechanisms (e.g., one mimics oris coerced by ISO 9000 to adopt several practicessimultaneously), but this is categorically differentfrom MacDuffie’s system-theoretic organizing logicargument. In sum, rather than providing evidence forMacDuffie’s bundling argument, the evidence clearlypoints to the rationallyloose couplingand the associ-atedminimal functional integrationof organizationalelements (Meyer and Rowan, 1977)
5.2. Implications for practice-performance studies
This study has two implications for futurepractice-performance studies. First, in studies thatexamine the interrelationships and causal systemmechanisms among manufacturing practices, it is im-perative that the effect of the common institutionalantecedents be eliminated before testing hypothesesregarding functional relationships. We concluded inthis study that the inter-practice correlations disap-peared after controlling for the effects of commonantecedents, the most significant of which were de-cidedly non-strategic variables. The correlation be-tween, say, JIT and supply chain relationships, couldbe argued to arise from the functionalist position
that stable and reliable supply chain relationships arerequired for JIT to function properly. This may benormatively the case, however, in our sample thiscorrelation disappears when the common antecedentsare controlled, implying spurious rather than causalcorrelations between the de facto use of these twomanagement approaches—the observation is not tobe interpreted as support of the normative claim.
Second, much like the structural contingency the-orists who bring to bear the concept offit in exam-inations of performance, OM scholars must addresscontingencies in their practice-performance studies.The contingency implication in this study is whetheror not the practices adopted are adopted for the rightreasons. In examinations of competitive operationalperformance, theright reason—from a normativeprofit-maximization point of view—has to do withstrategic contingencies. Based on the scant (althoughstatistically significant) evidence for the strategiccontingency argument in this study as well as otherstudies, we suspect that some of the non-findings inthe extant practice-performance studies may resultfrom companies adopting practices for the wrong(in the strategic sense) reasons. Hence, seeking uni-versal links between, say JIT implementation andoperational performance, should be avoided, becausethe failure to identify a link may well be caused bythe fact that in the sample there are plants that haveadopted JIT by uncritical mimicry of others (theyhave “stopped thinking”). In engaging in mimicry,the imitator seldom has full access to the imitatee’sproduction system, hence, the practice implementedin the imitator’s plant is “likely to constitute a sub-stantial mutation of the original, employing differentresponses to a large number of the specific challengesposed by the overall production problem” (Nelson andWinter, 1982, p. 123). Clearly, this contingency mustbe taken into account in practice-performance studies.
5.3. Managerial implications
Manufacturing practices must be adopted for theright strategic reasons. The empirical evidence inthis paper suggests that from a descriptive point ofview these strategic contingencies may not be wellunderstood by manufacturing managers. This maylead to a situation where the manufacturing structureand infrastructure does not match the manufacturing

78 M.A. Ketokivi, R.G. Schroeder / Journal of Operations Management 22 (2004) 63–89
strategy, a phenomenon first identified in the seminalwork of Skinner (1969).
In Table 2, we presented the strategic contingen-cies suggested in the extant literature. Our results im-ply that truly understanding what this practice-strategymatrix looks like and being able to mold the man-ufacturing structure and infrastructure accordingly isone way of achieving an operations-based competi-tive advantage. Our results also suggest that becauseof bounded rationality, manufacturing managers mayengage in mimicry of others in shaping their manu-facturing practices, resulting in a mismatch betweenstrategy and actual operations.
6. Limitations
We offer the empirical evidence as preliminary. Themain reason for this is that some of the variables usedin the analyses are not direct measures of the theoret-ical concepts. While proxy variables are common inmanagement research, we have highlighted the prob-lems with using such approximate measures. The mainproblem identified here is that the proxies commonlyused do not have a clear one-to-one correspondencewith a single theoretical concept (Greene, 2000 [1986],p. 380). This, of course, is a challenge in all opera-tionalizations of theoretical constructs.
One important direct operationalization missing inthe current study ismimicry. Specifically, we needmore direct measures of theextent to whicha givenplant mimics others, as well as an indication ofwhomthey mimic. This would enable a more clear-cut em-pirical separation of the structural contingency and in-stitutional mimicry arguments. Right now the empiri-cal results rely on the proximity and similarity prox-ies, some of which are confounded with other argu-ments (e.g., country effects could arise from variancein national cultures7). At the same time, the strong
7 However, national culture arguments easily become tautolo-gies. For instance, “explaining” the higher degree of implementa-tion of collective-oriented practices (team work, participative man-agement) in Japan because of the comparatively more collectivenational culture is largely a tautology. The institutional argumentis theoretically more sound because it explicitly considers mecha-nisms through which units of observation become to resemble oneanother. Also, the institutional and the national culture arguments,although not the same thing (e.g.,Jepperson, 1991, p. 150) are byno means mutually exclusive or contradictory.
preliminary evidence clearly warrants more empiricalstudies on how manufacturing practices diffuse, andwhy, for instance, the diffusion of JIT has producedso many failures along with successes (Chung, 1996;Saraph and Sebastian, 1992; Zipkin, 1991).
7. Conclusion
The central question in management research is“Why do some firms perform better than others?” InOM, we have often approached this question throughlarge-sample comparative analyses of organizations(e.g., manufacturing plants). We have found that cer-tain practices and structural arrangements are relatedto operational and financial performance, but little cu-mulative and systematic evidence exists.
In this paper, we have approached manufacturingpractices from what we consider a logically priorstep to practice-performance studies. Specifically,we have examined what explains the adoption andimplementation of manufacturing practices often as-sociated with TQM and lean manufacturing. We posita priori that we may need other than the conventionalsystem-theoretic and organization-economic explana-tions to account for the phenomena our colleagueshave observed and documented. We examine theimplementation of specific manufacturing practicesfrom three competing perspectives, two contingencyperspectives and the institutional isomorphism per-spective.
Our first finding, that the contingency argumentsdo not adequately explain why certain plants adoptcertain practices, echoes the results of extant researchresults in both the OM and organization theory liter-ature. We further find that the institutional mimicryargument may have more merit in explaining thephenomenon. This implies that if we wish to ex-plain the phenomenon, we must step outside ourconventional ways of thinking. The economic variantof the institutional isomorphism argument is intu-itive, close enough to conventional theories in OMand based on the evidence offered here a seriouscontender to conventional contingency explanations.However, we highlight the preliminary nature of thesefindings.
Institutional arguments are ubiquitous in all man-agement research, including OM. We have discussed

M.A. Ketokivi, R.G. Schroeder / Journal of Operations Management 22 (2004) 63–89 79
the neo-institutional isomorphism argument to explainOM phenomena. Employing more realistic assump-tions regarding managerial behavior, we conduct apreliminary test of the argument and find that thisapproach is likely much more fruitful in explain-ing observed phenomena than are our conventionalcontingency arguments. This warrants more empiri-cal research into the determinants of organizationalstructure and adoption of practices. Because of thestrong implications to practice-performance studies,
Appendix A. Measurement instrument reliability and validity
This appendix gives the details on the psychometric scales and well as the results of the confirmatory factoranalyses performed on the scaled constructs. The following abbreviations are used for the different informants:
ACCT Plant AccountantHRM Human Resource ManagerIM Inventory/Purchasing ManagerISM Information Systems ManagerPC Production Control ManagerPE Process EngineerPM Plant ManagerPRC Plant Research CoordinatorPS Plant SuperintendentQM Quality ManagerSA Supervisor, Group A (two supervisors)SB Supervisor, Group B (two supervisors)WRK-1 Worker, Group 1 (four workers)WRK-2 Worker, Group 2 (four workers)WRK-3 Worker, Group 3 (four workers)
The psychometric measurement instruments use a 1–5 Likert Scale. The scaling for the practices is done suchthat a high value on the scale implies high intensity of implementation. For top management internalization ofquality management a high value implies high degree of internalization.
A.1. Convergent and discriminant validity and reliability
examinations of these antecedents must not besidestepped in OM research.
Acknowledgements
The authors would like to thank Xavier Castaner, BalaChakravarthy, David Knoke, Susan Meyer Goldstein,the reviewers and the Associate Editor for their helpfulcomments on earlier drafts of this paper.
Construct Subconstruct Item Factorloading
Compositereliability
Discriminantvalidity
Cross-functional XC1 0.81 0.84 YesXC2 0.78XC3 0.79XC4 0.70
Supply chain relationship Supplier relationships SR1 0.62 0.78 YesSR2 0.67SR3 0.62

80 M.A. Ketokivi, R.G. Schroeder / Journal of Operations Management 22 (2004) 63–89
Construct Subconstruct Item Factorloading
Compositereliability
Discriminantvalidity
SR4 0.62SR5 0.70
Customer relationships CR1 0.65 0.79 YesCR2 0.68CR3 0.63CR4 0.66CR5 0.68
Design for manufacturability DM1 0.38 0.76 YesDM2 0.66DM3 0.61DM4 0.67
JIT Frequent delivery bysuppliers
FD1 0.67 0.76 YesFD2 0.61FD3 0.58FD4 0.41FD5 0.83
Setup time reduction ST1 0.82 0.85 YesST2 0.58ST3 0.67ST4 0.74ST5 0.80ST6 0.58
Pull system support PS1 0.60 0.58 YesPS2 0.29PS3 0.42PS4 0.55PS5 0.44
Cross-training XT1 0.75 0.78 YesXT2 0.45XT3 0.71XT4 0.80
Quality management philosophy QM1 0.73 0.86 YesQM2 0.82QM3 0.62QM4 0.56QM5 0.86QM6 0.76
Discriminant validity is tested by the confirmatory factor analysis approach by fixing inter-construct correlationsto 1 one at a time and looking at the change in overall fit (e.g.,Bagozzi, 1980). All statistical tests gave a highlysignificant results, implying discriminant validity.

M.A. Ketokivi, R.G. Schroeder / Journal of Operations Management 22 (2004) 63–89 81
A.2. Measurement instrument content
The ‘Informants’ column identifies the people who responded to the specific item.
Item Description Informants
XC 1 Direct labor employees are involved to a great extent (on teams or consulted)before introducing new products or making product changes
PM, PE, QM
XC 2 Manufacturing engineers are involved to a great extent before the introductionof new products
PM, PE, QM
XC 3 There is little involvement of manufacturing and quality people in the earlydesign of products, before they reach the plant
PM, PE, QM
XC 4 We work in teams, with members from a variety of areas (marketing,manufacturing, etc.) to introduce new products
PM, PE, QM
SR 1 We strive to establish long-term relationships with suppliers PE, QMSR 2 Our suppliers are actively involved in our new product development process PE, QMSR 3 Quality is our number one criterion in selecting suppliers PE, QMSR 4 We use mostly suppliers which we have certified PE, QMSR 5 We maintain close communication with suppliers about quality considerations
and design changesPE, QM
CR 1 We frequently are in close contact with our customers PE, QMCR 2 Our customers give us feedback on quality and delivery performance PE, QMCR 3 Our customers are actively involved in the product design process PE, QMCR 4 We strive to be highly responsive to our customers’ needs PE, QMCR 5 We regularly survey our customers’ requirements PE, QM
DM 1 We make an effort, in the design process, to list only the specifications whichare really needed
PM, PE
DM 2 The emphasis in part design is on minimizing the part count PM, PEDM 3 Our engineers make an effort to simplify our product designs PM, PEDM 4 The parts we produce are designed for ease in manufacturability and assembly PM, PE
FD 1 Our suppliers deliver to us on a just-in-time basis IM, SBFD 2 We receive daily shipments from most suppliers IM, SBFD 3 Our suppliers are certified, or qualified, for quality IM, SBFD 4 We have long-term arrangements with our suppliers IM, SBFD 5 We can depend upon on-time delivery from our suppliers IM, SB
ST 1 We are aggressively working to lower setup times in our plant IM, SBST 2 We have converted most of the setup time to external time while the machine
is runningIM, SB
ST 3 We have low setup times of equipment in our plant IM, SBST 4 Our crews practice setups to reduce the time required IM, SBST 5 Our workers are trained to reduce setup time IM, SBST 6 Management emphasizes importance of setup time reduction IM, SB
PU 1 We have laid out the shop floor so that processes and machines are in closeproximity to each other
SB, WRK 3
PU 2 Direct Labor is authorized to stop production for quality problems SB, WRK 3

82 M.A. Ketokivi, R.G. Schroeder / Journal of Operations Management 22 (2004) 63–89
Item Description Informants
PU 3 We use a kanban pull system for production control SB, WRK 3PU 4 We have low work-in-process inventory on the shop floor SB, WRK 3PU 5 When we have a problem on the production floor, we can identify its location
easilySB, WRK 3
XT 1 Employees at this plant learn how to perform a variety of tasks/jobs SA, WRK 1,2XT 2 The longer an employee has been at this plant, the more tasks or jobs they
learn to performSA, WRK 1,2
XT 3 Employees are cross-trained at this plant so that they can fill in for others ifnecessary
SA, WRK 1,2
XT 4 At this plant, employees only learn how to do one job/task SA, WRK 1,2
QM 1 All major department heads within our plant accept their responsibility forquality
PM, PE, QM
QM 2 Plant management provides personal leadership for quality products andquality improvement
PM, PE, QM
QM 3 The top priority in evaluating plant management is quality performance PM, PE, QMQM 4 Our top management strongly encourages employee involvement in the
production processPM, PE, QM
QM 5 Plant management creates and communicates a vision focused on qualityimprovements
PM, PE, QM
QM 6 Plant management is personally involved in quality improvement projects PM, PE, QM
Appendix B. MGLM results, the Cartesian approach
Boldface font indicates statistical significance at the 0.10 level.
Dependent variable Parameter Estimate S.E.t P-value η2
Cross-functional cooperation Intercept −0.28 0.48 −0.58 0.56 0.00Exports (%) 0.00 0.00 −0.31 0.76 0.00Plant age 0.00 0.00 0.82 0.41 0.00Log (number of employees) 0.11 0.06 1.64 0.10 0.02Market share 0.00 0.00 −0.67 0.50 0.00Process choice 0.00 0.00 −0.12 0.90 0.00Internalization of TQM 0.58 0.07 8.79 0.00 0.35Goal divergence −0.13 0.13 −1.04 0.30 0.01Industry, electronics 0.01 0.14 0.04 0.97 0.00Industry, machinery 0.09 0.15 0.65 0.52 0.00Industry, transportation N/A – – – –Country, Germany −0.09 0.22 −0.42 0.68 0.00Country, Italy −0.50 0.21 −2A1 0.02 0.04Country, Japan −0.15 0.20 −0.75 0.46 0.00Country, United Kingdom −0.16 0.21 −0.73 0.47 0.00Country, USA N/A – – – –

M.A. Ketokivi, R.G. Schroeder / Journal of Operations Management 22 (2004) 63–89 83
Dependent variable Parameter Estimate S.E.t P-value η2
Strategy cluster 1 −0.10 0.19 −0.55 0.59 0.00Strategy cluster 2 0.02 0.32 0.05 0.96 0.00Strategy cluster 3 −0.02 0.19 −0.09 0.93 0.00Strategy cluster 4 0.02 0.23 0.08 0.94 0.00Strategy cluster 5 N/A – – – –
Design for manufacturability Intercept 0.40 0.49 0.82 0.41 0.00Exports (%) 0.00 0.00 0.68 0.50 0.00Plant age 0.00 0.00 1.08 0.28 0.01Log (number of employees) −0.16 0.06 −2.52 0.01 0.04Market share 0.00 0.00 −0.80 0.42 0.00Process choice 0.00 0.00 1.61 0.11 0.02Internalization of TQM 0.40 0.07 6.00 0.00 0.20Goal divergence −0.05 0.13 −0.37 0.71 0.00Industry, electronics −0.01 0.14 −0.09 0.92 0.00Industry, machinery −0.04 0.15 −0.26 0.80 0.00Industry, transportation N/A – – – –Country, Germany 0.09 0.23 0.40 0.69 0.00Country, Italy 0.09 0.21 0.41 0.68 0.00Country, Japan 0.69 0.20 3.41 0.00 0.07Country, United Kingdom 0.09 0.21 0.41 0.68 0.00Country, USA N/A – – – –Strategy cluster 1 0.12 0.19 0.66 0.51 0.00Strategy cluster 2 −0.12 0.32 −0.39 0.70 0.00strategy cluster 3 −0.08 0.19 −0.41 0.68 0.00Strategy cluster 4 −0.02 0.23 −0.07 0.95 0.00Strategy cluster 5 N/A – – – –
Cross-training Intercept −0.03 0.52 −0.07 0.95 0.00Exports (%) 0.00 0.00 0.13 0.89 0.00Plant age 0.00 0.00 −1.73 0.09 0.02Log (number of employees) 0.12 0.07 1.80 0.07 0.02Market share 0.00 0.00 0.54 0.59 0.00Process choice 0.00 0.00 1.04 0.30 0.01Internalization of TQM 0.26 0.07 3.68 0.00 0.08Goal divergence −0.03 0.14 −0.22 0.83 0.00Industry, electronics 0.05 0.15 0.31 0.75 0.00Industry, machinery −0.15 0.16 −0.93 0.36 0.01Industry, transportation N/A – – – –Country, Germany −0.36 0.24 −1.49 0.14 0.01Country, Italy −1.01 0.23 −4.46 0.00 0.12Country, Japan −0.57 0.22 −2.65 0.01 0.05Country, United Kingdom −0.43 0.23 −1.88 0.06 0.02Country, USA N/A – – – –Strategy cluster 1 −0.43 0.20 −2.12 0.04 0.03Strategy cluster 2 −0.32 0.35 −0.92 0.36 0.01Strategy cluster 3 −0.18 0.20 −0.89 0.38 0.01

84 M.A. Ketokivi, R.G. Schroeder / Journal of Operations Management 22 (2004) 63–89
Dependent variable Parameter Estimate S.E. t P-value η2
Strategy cluster 4 −0.43 0.25 −1.71 0.09 0.02Strategy cluster 5 N/A – – – –
Just-in-time Intercept −0.66 0.39 −1.68 0.10 0.02Exports (%) 0.00 0.00 0.88 0.38 0.01Plant age 0.00 0.00 0.45 0.66 0.00Log (number of employees) 0.13 0.05 2.45 0.02 0.04Market share 0.00 0.00 −0.65 0.52 0.00Process choice 0.00 0.00 0.10 0.92 0.00Internalization of TQM 0.28 0.05 5.22 0.00 0.16Goal divergence −0.07 0.10 −0.64 0.53 0.00Industry, electronics −0.01 0.12 −0.05 0.96 0.00Industry, machinery −0.09 0.12 −0.79 0.43 0.00Industry, transportation N/A – – – –Country, Germany −0.25 0.18 −1.37 0.17 0.01Country, Italy −0.07 0.17 −0.43 0.67 0.00Country, Japan 0.17 0.16 1.03 0.31 0.01Country, United Kingdom −0.22 0.17 −1.28 0.20 0.01Country, USA N/A – – – –Strategy cluster 1 −0.13 0.15 −0.85 0.39 0.00Strategy cluster 2 −0.41 0.26 −1.57 0.12 0.02Strategy cluster 3 0.07 0.15 0.43 0.67 0.00Strategy cluster 4 −0.07 0.19 −0.37 0.72 0.00Strategy cluster 5 N/A – – – –
Relationships Intercept 0.03 0.39 0.07 0.94 0.00Exports (%) 0.00 0.00 −0.52 0.60 0.00Plant age 0.00 0.00 0.50 0.62 0.00Log (number of employees) 0.00 0.05 −0.05 0.96 0.00Market share 0.00 0.00 0.45 0.65 0.00Process choice 0.00 0.00 0.47 0.64 0.00Internalization of TQM 0.63 0.05 11.88 0.00 0.49Goal divergence −0.01 0.10 −0.11 0.91 0.00Industry, electronics −0.08 0.11 −0.66 0.51 0.00Industry, machinery −0.18 0.12 −1.53 0.13 0.02Industry, transportation N/A – – – –Country, Germany 0.14 0.18 0.78 0.44 0.00Country, Italy 0.12 0.17 0.71 0.48 0.00Country, Japan −0.21 0.16 −1.32 0.19 0.01Country, United Kingdom 0.20 0.17 1.18 0.24 0.01Country, USA N/A – – – –Strategy cluster 1 −0.06 0.15 −0.43 0.67 0.00Strategy cluster 2 −0.52 0.26 −2.02 0.04 0.03Strategy cluster 3 0.04 0.15 0.25 0.80 0.00Strategy cluster 4 −0.09 0.19 −0.47 0.64 0.00Strategy cluster 5 N/A

M.A. Ketokivi, R.G. Schroeder / Journal of Operations Management 22 (2004) 63–89 85
Appendix C. MGLM results, the clustering approach
Dependent variable Parameter Estimate S.E.t P-value η2
Cross-functional cooperation Intercept −0.82 0.56 −1.45 0.15 0.01Exports (%) 0.00 0.00 −0.42 0.67 0.00Plant age 0.00 0.00 1.20 0.23 0.01Log (number of employees) 0.11 0.06 1.78 0.08 0.02Market share 0.00 0.00 −0.45 0.66 0.00Process choice 0.00 0.00 −0.38 0.71 0.00Internalization of TQM 0.56 0.06 8.66 0.00 0.34Goal divergence −0.16 0.13 −1.24 0.22 0.01Priority, low cost 0.06 0.05 1.12 0.27 0.01Priority, quality −0.03 0.07 −0.48 0.63 0.00Priority, vol. flexibility −0.12 0.12 −1.03 0.31 0.01Priority, delivery 0.11 0.12 0.91 0.36 0.01Priority, cycle time 0.25 0.08 2.94 0.00 0.06Priority, des. flexibility 0.00 0.08 −0.03 0.98 0.00Industry, electronics −0.01 0.14 −0.08 0.94 0.00Industry, machinery 0.12 0.14 0.86 0.39 0.01Industry, transportation N/A – – – –Country, Germany −0.01 0.22 −0.05 0.96 0.00Country, Italy −0.41 0.20 −2.02 0.05 0.03Country, Japan −0.05 0.19 −0.26 0.80 0.00Country, United Kingdom −0.11 0.21 −0.52 0.60 0.00Country, USA N/A – – – –
Design for manufacturability Intercept 0.77 0.59 1.32 0.19 0.01Exports (%) 0.00 0.00 0.84 0.40 0.00Plant age 0.00 0.00 1.08 0.28 0.01Log (number of employees) −0.17 0.06 −2.62 0.01 0.05Market share 0.00 0.00 −0.67 0.50 0.00Process choice 0.00 0.00 1.36 0.18 0.01Internalization of TQM 0.39 0.07 5.73 0.00 0.19Goal divergence 0.00 0.13 0.00 1.00 0.00Priority, low cost −0.05 0.06 −0.89 0.38 0.01Priority, quality −0.12 0.07 −1.58 0.12 0.02Priority, vol. flexibility −0.12 0.13 −0.96 0.34 0.01Priority, delivery 0.02 0.12 0.15 0.88 0.00Priority, cycle time 0.04 0.09 0.45 0.66 0.00Priority, des. flexibility 0.04 0.08 0.53 0.60 0.00Industry, electronics 0.03 0.14 0.18 0.86 0.00Industry, machinery 0.00 0.15 0.01 0.99 0.00Industry, transportation N/A – – – –Country, Germany 0.14 0.23 0.63 0.53 0.00Country, Italy 0.11 0.21 0.52 0.60 0.00Country, Japan 0.71 0.20 3.51 0.00 0.08

86 M.A. Ketokivi, R.G. Schroeder / Journal of Operations Management 22 (2004) 63–89
Dependent variable Parameter Estimate S.E. t P-value η2
Country, United Kingdom 0.15 0.22 0.68 0.50 0.00Country, USA N/A – – – –
Cross-training Intercept −0.53 0.65 −0.82 0.42 0.00Exports (%) 0.00 0.00 −0.37 0.71 0.00Plant age −0.01 0.00 −1.69 0.09 0.02Log (number of employees) 0.11 0.07 1.51 0.13 0.02Market share 0.00 0.00 0.22 0.82 0.00Process choice 0.00 0.00 1.25 0.21 0.01Internalization of TQM 0.26 0.07 3.50 0.00 0.08Goal divergence 0.06 0.15 0.39 0.70 0.00Priority, low cost 0.10 0.06 1.65 0.10 0.02Priority, quality 0.04 0.08 0.47 0.64 0.00Priority, vol. flexibility −0.04 0.14 −0.30 0.76 0.00Priority, delivery 0.00 0.13 0.03 0.97 0.00Priority, cycle time −0.03 0.10 −0.27 0.79 0.00Priority, des. flexibility 0.02 0.09 0.22 0.82 0.00Industry, electronics 0.02 0.16 0.16 0.88 0.00Industry, machinery −0.14 0.16 −0.85 0.40 0.00Industry, transportation N/A – – – –Country, Germany −0.37 0.25 −1.51 0.13 0.02Country, Italy −0.98 0.24 −4.17 0.00 0.11Country, Japan −0.50 0.22 −2.27 0.02 0.03Country, United Kingdom −0.36 0.24 −1.53 0.13 0.02Country, USA N/A – – – –
Just-in-time Intercept −1.14 0.48 −2.39 0.02 0.04Exports (%) 0.00 0.00 1.05 0.30 0.01Plant age 0.00 0.00 0.43 0.67 0.00Log (number of employees) 0.13 0.05 2.51 0.01 0.04Market share 0.00 0.00 −0.51 0.61 0.00Process choice 0.00 0.00 0.07 0.94 0.00Internalization of TQM 0.28 0.05 5.20 0.00 0.16Goal divergence −0.08 0.11 −0.78 0.44 0.00Priority, low cost −0.03 0.05 −0.64 0.52 0.00Priority, quality 0.05 0.06 0.90 0.37 0.01Priority, vol. flexibility 0.01 0.10 0.06 0.95 0.00Priority, delivery 0.08 0.10 0.84 0.40 0.00Priority, cycle time 0.08 0.07 1.17 0.24 0.01Priority, des. flexibility 0.02 0.07 0.24 0.81 0.00Industry, electronics −0.02 0.12 −0.15 0.88 0.00Industry, machinery −0.07 0.12 −0.59 0.56 0.00Industry, transportation N/A – – – –Country, Germany −0.19 0.18 −1.06 0.29 0.01Country, Italy −0.02 0.17 −0.09 0.93 0.00Country, Japan 0.23 0.16 1.42 0.16 0.01

M.A. Ketokivi, R.G. Schroeder / Journal of Operations Management 22 (2004) 63–89 87
Dependent variable Parameter Estimate S.E. t P-value η2
Country, United Kingdom −0.22 0.18 −1.27 0.21 0.01Country, USA N/A – – – –
Relationships Intercept −0.28 0.47 −0.59 0.55 0.00Exports (%) 0.00 0.00 −0.62 0.53 0.00Plant age 0.00 0.00 0.32 0.75 0.00Log (number of employees) 0.00 0.05 −0.10 0.92 0.00Market share 0.00 0.00 0.36 0.72 0.00Process choice 0.00 0.00 0.98 0.33 0.01Internalization of TQM 0.65 0.05 12.14 0.00 0.51Goal divergence −0.06 0.10 −0.56 0.58 0.00Priority, low cost 0.04 0.05 0.86 0.39 0.01Priority, quality 0.06 0.06 1.00 0.32 0.01Priority, vol. flexibility −0.08 0.10 −0.84 0.40 0.00Priority, delivery 0.21 0.10 2.15 0.03 0.03Priority, cycle time −0.15 0.07 −2.18 0.03 0.03Priority, des. flexibility 0.04 0.06 0.64 0.52 0.00Industry, electronics −0.07 0.11 −0.59 0.56 0.00Industry, machinery −0.20 0.12 −1.67 0.10 0.02Industry, transportation N/A – – – –Country, Germany 0.24 0.18 1.34 0.18 0.01Country, Italy 0.17 0.17 1.01 0.31 0.01Country, Japan −0.25 0.16 −1.57 0.12 0.02Country, United Kingdom 0.18 0.17 1.06 0.29 0.01Country, USA N/A – – – –
References
Abrahamson, E., 1991. Managerial fads and fashions: the diffusionand rejection of innovations. Academy of Management Review16 (3), 586–612.
Abrahamson, E., 1996. Management fashion. Academy ofManagement Review 21 (1), 254–285.
Adam Jr., E.E., Swamidass, P.E., 1989. Assessing operationsmanagement from a strategic perspective. Journal ofManagement 15 (2), 181–203.
Adler, P.S., Goldoftas, B., Levine, D.I., 1999. Flexibility versusefficiency? A case study of model changeovers in the Toyotaproduction system. Organization Science 10 (1), 43–68.
Amundson, S.D., 1998. Relationships between theory-drivenempirical research in operations management and otherdisciplines. Journal of Operations Management 16 (4), 341–359.
Anderson, S.W., Daly, J.D., Johnson, M.F., 1999. Why firms seekISO 9000 certification: regulatory compliance or competitiveadvantage? Production and Operations Management 8 (1), 28–43.
Bagozzi, R.P., 1980. Causal Models in Marketing. Wiley, NewYork.
Bagozzi, R.P., Yi, Y., Phillips, L.W., 1991. Assessing constructvalidity in organizational research. Administrative ScienceQuarterly 36 (3), 421–458.
Banker, R.D., Khosla, I.S., 1995. Economics of operationsmanagement: a research perspective. Journal of OperationsManagement 12 (3,4), 423–435.
Behling, O., Law, K.S., 2000. Translating Questionnaires andother Research Instruments: Problems and Solutions. SagePublications, Thousand Oaks, CA.
Berger, P.L., Luckmann, T., 1991 [1966]. The Social Constructionof Reality: A Treatise in the Sociology of Knowledge, Reprintof the first ed. Doubleday, Garden City, New York.
Bourgeois Jr., L.J., 1985. Strategic goals, perceived uncertainty,and economic performance in volatile environments. Academyof Management Journal 28 (3), 548–573.
Boyer, K.K., Ward, P.T., Leong, K.G., 1996. Approaches tothe factory of the future: an empirical taxonomy. Journal ofOperations Management 14 (4), 297–313.
Burns, T., Stalker, G.M., 1961. The Management of Innovation.Tavistock, London.

88 M.A. Ketokivi, R.G. Schroeder / Journal of Operations Management 22 (2004) 63–89
Child, J., 1972. Organization structure, environment andperformance: the role of strategic choice. Sociology 6, 1–22.
Choi, T.Y., Eboch, K., 1998. The TQM paradox: relations amongTQM practices, plant performance, and customer satisfaction.Journal of Operations Management 17 (1), 59–75.
Chung, C.A., 1996. Human issues influencing the successfulimplementation of advanced manufacturing technology. Journalof Engineering and Technology Management 13 (3,4), 283–299.
Cyert, R.M., March, J.G., 1992 [1963]. A Behavioral Theory ofthe Firm, second ed. Prentice-Hall, Englewood Cliffs, CA.
Dean Jr., J.W., Snell, S.A., 1991. Integrated manufacturing and jobdesign: moderating effects. Academy of Management Journal34 (4), 776–804.
Dean Jr., J.W., Snell, S.A., 1996. The strategic use ofintegrated manufacturing: an empirical examination. StrategicManagement Journal 17 (6), 459–480.
Dean Jr., J.W., Susman, G.I., 1989. Organizing for manufacturabledesign. Harvard Business Review 67 (1), 28–36.
DiMaggio, P., Powell, W., 1983. The iron cage revisited:institutional isomorphism and collective rationality inorganizational fields. American Sociological Review 48 (2),147–160.
DiMaggio, P.J., Powell, W.W., 1991. Introduction. In: DiMaggio,P.J., Powell, W.W. (Eds.), The New Institutionalism inOrganizational Analysis. University of Chicago Press, Chicago,IL, pp. 1–40.
Donaldson, L., 1996. For Positivist Organization Theory: Provingthe Hard Core. Sage Publications, Thousand Oaks, CA.
Donaldson, L., 2001. The Contingency Theory of Organizations.Sage Publications, Thousand Oaks, CA.
Dow, D., Samson, D., Ford, S., 1999. Exploding the myth: doall quality management practices contribute to superior qualityperformance? Production and Operations Management 8 (1),1–27.
Flynn, B.B., Sakakibara, S., Schroeder, R.G., 1995a. Relationshipbetween JIT and TQM: practices and performance. Academyof Management Journal 38 (5), 1325–1360.
Flynn, B.B., Schroeder, R.G., Flynn, E.J., 1999. World classmanufacturing: an investigation of Hayes and Wheelwright’sfoundation. Journal of Operations Management 17 (3), 249–269.
Flynn, B.B., Schroeder, R.G., Sakakibara, S., 1994. Aframework for quality management research and an associatedmeasurement instrument. Journal of Operations Management11 (4), 339–366.
Flynn, B.B., Schroeder, R.G., Sakakibara, S., 1995b. The impact ofquality management practices on performance and competitiveadvantage. Decision Sciences 26 (5), 659–691.
Frohlich, M.T., Dixon, J.G., 2001. A taxonomy of manufacturingstrategies revisited. Journal of Operations Management 19 (5),541–560.
Galaskiewicz, J., Wasserman, S., 1989. Mimetic and normativeprocesses within an interorganizational field: an empirical test.Administrative Science Quarterly 34 (3), 454–479.
Granovetter, M., 1985. Economic action and social structure: theproblem of embeddedness. American Journal of Sociology91 (3), 481–510.
Greene, W.H., 2000 [1986]. Econometric Analysis, fourth ed.Prentice Hall, Upper Saddle River, NJ.
Hair, J.F., Anderson, R.E., Tatham, R.L., Black, W.C., 1998 [1984].Multivariate Data Analysis, fifth ed. Macmillan, New York.
Haunschild, P., Miner, A., 1997. Modes of interorganizationalimitation: the effects of outcome salience and uncertainty.Administrative Science Quarterly 42 (3), 472–500.
Haveman, H.A., 1993. Follow the leader: mimetic isomorphismand entry into new markets. Administrative Science Quarterly38 (4), 593–627.
Hayes, R.H., Wheelwright, S.C., 1979. Link manufacturing processand product life cycles. Harvard Business Review 57 (1), 133–140.
Hayes, R.H., Wheelwright, S.C., 1984. Restoring our CompetitiveEdge: Competing through Manufacturing. Wiley, New York.
Hill, T.J., 2000 [1989]. Manufacturing Strategy: Text and Cases.third ed. McGraw-Hill, New York.
Jepperson, R.L., 1991. Institutions, institutional effects andinstitutionalism. In: P.J., DiMaggio and W.W. Powell (Eds.),The new institutionalism in organizational analysis. Universityof Chicago Press, Chicago, IL, pp. 143–163.
Junttila, M.A., 2000. Toward a theory of manufacturing strategy.Ph.D. Dissertation. University of Minnesota, Minneapolis, MN.
Kotha, S., Orne, D., 1989. Generic manufacturing strategies: aconceptual synthesis. Strategic Management Journal 10 (3),211–231.
Lawrence, P.R., Lorsch, J.W., 1967. Organization and Environment:Managing Differentiation and Integration. Harvard University,Boston, MA.
Levitt, B., March, J.G., 1988. Organizational learning. AnnualReview of Sociology 14, 319–340.
Lillrank, P., 1995. The transfer of management innovations fromJapan. Organization Studies 16 (6), 971–989.
MacDuffie, J.P., 1995. Human resource bundles and manufacturingperformance: organizational logic and flexible productionsystems in the world auto industry. Industrial and LaborRelations Review 48 (2), 197–221.
March, J.G., Simon, H.A., 1993 [1958]. Organizations, second ed.Wiley, New York.
McKone, K.E., Schroeder, R.G., Cua, K.O., 1999. Total productivemaintenance: a contextual view. Journal of OperationsManagement 17 (2), 123–144.
Meyer, J.W., Rowan, B., 1977. Institutionalized organizations:formal structure as myth and ceremony. American Journal ofSociology 83 (2), 340–363.
Miles, R.E., Snow, C.C., 1978. Organizational Strategy, Structure,and Process. McGraw-Hill, New York.
Miller, J.G., Roth, A.V., 1994. A taxonomy of manufacturingstrategies. Management Science 40 (3), 285–304.
Miner, A.S., Raghavan, S.V., 1999. Interorganizational imitation:a hidden engine of selection. In: Baum, J.A.C., McKelvey, B.(Eds.), Variations in Organization Science. Sage Publications,Thousand Oaks, CA, pp. 35–62.
Nelson, R.R., Winter, S.G., 1982. An Evolutionary Theory ofEconomic Change. Belknap Press of Harvard University Press,Cambridge, MA.

M.A. Ketokivi, R.G. Schroeder / Journal of Operations Management 22 (2004) 63–89 89
Oliver, C., 1997. Sustainable competitive advantage: combininginstitutional and resource-based views. Strategic ManagementJournal 18 (9), 697–713.
Osterman, P., 1994. How common is workplace transformation andwho adopts it? Industrial and Labor Relations Review 47 (2),173–188.
Perrow, C., 1961. Organizational prestige: some functions anddysfunctions. American Journal of Sociology 66 (4), 335–341.
Powell, T.C., 1995. Total quality management as competitiveadvantage: a review and empirical study. Strategic ManagementJournal 16 (1), 15–27.
Saraph, J.V., Sebastian, R.J., 1992. Human resource strategies foreffective introduction of advanced manufacturing technologies(AMT). Production and Inventory Management Journal 33 (1),64–70.
Schmenner, R.W., Swink, M.L., 1998. On theory in operationsmanagement. Journal of Operations Management 17 (1), 97–113.
Schonberger, R., 1986. World-Class Manufacturing: The Lessonsof Simplicity Applied. Free Press, New York.
Schroeder, R.G., Bates, K.A., Junttila, M.A., 2002. A resource-based view of manufacturing strategy and the relationship tomanufacturing performance. Strategic Management Journal23 (2), 105–117.
Schroeder, R.G., Flynn, B.B. (Eds.), 2001. High PerformanceManufacturing: Global Perspectives. Wiley, New York.
Scott, W.R., 1987. The adolescence of institutional theory.Administrative Science Quarterly 32 (4), 493–511.
Scott, W.R., 1998 [1981]. Organizations: Rational, Natural, andOpen Systems, fourth ed. Prentice Hall, Englewood Cliffs, NJ.
Scott, W.R., 2001 [1995]. Institutions and Organizations, seconded. Sage Publications, Thousand Oaks, CA.
Selznick, P., 1957. Leadership in Administration. Harper & Row,New York.
Senge, P., 1992. Building learning organizations. The Journal forQuality and Participation 15 (2), 30–38.
Simon, H.A., 1997 [1946]. Administrative Behavior, third ed.Macmillan, New York.
Skinner, W., 1969. Manufacturing-missing link in corporatestrategy. Harvard Business Review 50 (3), 136–145.
Skinner, W., 1996a. Manufacturing strategy on the “S” curve.Production and Operations Management 5 (1), 3–14.
Skinner, W., 1996b. Three yards and a cloud of dust: industrialmanagement at century end. Production and OperationsManagement 5 (1), 15–24.
Strang, D., Macy, M.W., 2001. In search for excellence: fads,success stories, and adaptive emulation. American Journal ofSociology 107 (1), 147–182.
St John, C.H., Cannon, A.R., Pouder, R.W., 2001. Change driversin the new millennium: implications for manufacturing strategyresearch. Journal of Operations Management 19 (2), 143–160.
Stinchcombe, A., 1965. Social structure and organization. In:March, J. (Ed.), Handbook of Industrial Organization. RandMcNally, Chicago, IL, pp. 142–193.
Swamidass, P.M., Newell, W.T., 1987. Manufacturing strategy.Management Science 33 (4), 509–524.
Swink, M., Hegarty, W.H., 1998. Core manufacturing capabilitiesand their links to product differentiation. International Journalof Operations & Production Management 18 (4), 374–396.
Teece, D.J., Pisano, G., Shuen, A., 1997. Dynamic capabilities andstrategic management. Strategic Management Journal 18 (7),509–533.
Thompson, J.D., 1967. Organizations in Action: Social ScienceBases of Administrative Theory. McGraw-Hill, New York.
Tolbert, P.S., Zucker, L.G., 1996. The institutionalization ofinstitutional theory. In: Clegg, S., Hardy, C., Nord, W.R.(Eds.), Handbook of Organizational Studies. Sage Publications,London, pp. 175–190.
Vastag, G., 2000. The theory of performance frontiers. Journal ofOperations Management 18 (3), 353–360.
Wernerfelt, B., 1984. A resource-based view of the firm. StrategicManagement Journal 5 (2), 171–180.
Westphal, J.D., Gulati, R., Shortell, S.M., 1997. Customization orconformity? An institutional and network perspective on thecontent and consequences of TQM adoption. AdministrativeScience Quarterly 42 (2), 366–394.
Williamson, O.E., 1985. The Economic Institutions of Capitalism.Free Press, New York.
Womack, J.P., Jones, D.T., 1994. From lean production to the leanenterprise. Harvard Business Review 72 (2), 93–104.
Woodward, J., 1994 [1965]. Industrial Organization: Theory andPractice, second ed. Oxford University Press, London.
Voss, C.A., Åhlström, P., Blackmon, K., 1997. Benchmarking andoperational performance: some empirical results. InternationalJournal of Operations & Production Management 17 (10),1046–1058.
Youndt, M.A., Snell, S.A., Dean Jr., J.W., Lepak, D.P., 1996.Human resource management, manufacturing strategy, and firmperformance. Academy of Management Journal 39 (4), 836–866.
Zbaracki, M.J., 1998. The rhetoric and reality of total qualitymanagement. Administrative Science Quarterly 43 (3), 602–636.
Zipkin, P.H., 1991. Does manufacturing need a JIT revolution?Harvard Business Review 69 (1), 40–46.