Embed Size (px)
DESCRIPTION
Storage Vacuum Collapse
Citation preview

Journal of Loss Prevention in the Process Industries 13 (2000) 83–89www.elsevier.com/locate/jlp
Protecting atmospheric storage tanks against vacuum collapse
Michael L. GriffinCorporate HSE Department, The Procter and Gamble Company, Sharon Woods Technical Center, Heekin Building, 11310 Cornell Park Drive,
Cincinnati, OH 45242, USA
Received 1 November 1999; received in revised form 13 November 1999; accepted 13 November 1999
Abstract
Vacuum collapse causes many accidents involving equipment with low pressure ratings such as atmospheric storage tanks andbins. This paper presents methods to establish the appropriate relief capacities and specify pressure relief devices to protect atmos-pheric storage tanks and other similar equipment against this hazard. Calculations are based on simple heat balance and fluid flowcalculations. 2000 Elsevier Science Ltd. All rights reserved.
Keywords:Vacuum; Collapse; Tanks; Condensation; Protection
1. Introduction
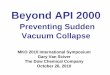
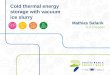
One of the more common accidents involving atmos-pheric storage tanks, road tankers (tank trucks), andother low pressure equipment is vacuum collapse underexternal pressure (Figs. 1 and 2). These accidents resulteither from failure to recognize the hazard, or from fail-ure to provide sufficient relief capacity to maintain theinternal pressure above the maximum allowable vacuumcapability of the equipment. Many accidents of this typeare described in the literature (Sanders 1990, 1993).
The principle means of protecting equipment againstvacuum collapse is relatively simple — provide suf-ficient gas or vapor (usually air or an inert gas) to replacethe volume of any liquid withdrawn plus any vapor con-densed to keep the minimum pressure in the equipmentwithin acceptable limits.
2. Vacuum collapse hazards
There are three common sources of vacuum other thanthose purposely used for process reasons such as blow-ers, eductors, fans, vacuum pumps, etc. These vacuumsources are liquids pumped or drained from the equip-ment, ambient cooling of gas in the head space, andvapor condensed inside the equipment. The first two are
E-mail address:[email protected] (M.L. Griffin)
0950-4230/00/$ - see front matter 2000 Elsevier Science Ltd. All rights reserved.PII: S0950-4230 (99)00074-1
covered in API RP 2000 (American Petroleum Institute,1998). The third, condensed vapor, is often overlooked.The vapor, usually steam, is condensed inside the equip-ment by either ambient cooling or by a cool liquid sprayinto the head space of the equipment.
A much less likely hazard, cooling of hot gases in theequipment following a fire is not covered here; but themethods used for normal gas cooling due to heat lossescan be extended for this case when it is a credible risk.This equipment will probably also need to be protectedagainst an external fire exposure. This will often requirea relatively large vent that may well determine therequired vent size.
The first step in providing protection for vacuum haz-ards is to determine the required flow rate of makeupgas or vapor.
3. Gas cooling due to ambient heat losses
The venting requirement for ambient cooling of gasin the equipment is relatively small. API RP 2000 rec-ommends a volumetric dry air venting capacity (atatmospheric pressure and 15.6°C [60°F]) equal to 18%of the volume of the equipment per hour up to a volumeof 3180 cubic meters (840,000 US gallons). Above thiscapacity the volumetric allowance is reduced, decliningto 9% of the total volume for a capacity of 28,500 cubicmeters (7,500,000 US gallons), or higher. This allow-ance is based on a heat transfer rate of 63 W/m2 (20

84 M.L. Griffin / Journal of Loss Prevention in the Process Industries 13 (2000) 83–89
Nomenclature
A Heat transfer surface area, m2 (ft2)AO Open vent relief (vent) area, m2 (in2)C Orifice discharge coefficient, dimensionless. Use a value of 0.8 for a length-to-diameter ratio#2
(short, straight vent) and 0.6 when the 2,L/D ratio #4 (180° long radius return bend).Cp Heat capacity of the liquid spray, J/kg-°C (BTU/lb-°F)dO Diameter of open vent, meters (inches)DHv Latent heat of vaporization of the vapor condensed, J/kg (BTU/lb)DT Temperature difference between ambient and the vapor inside the equipment, or temperature increase
of a cool liquid spray,°C (°F)gC Gravitational constant, 980.32 cm/sec2 (32.174 feet/sec2)Hv Initial enthalpy of the vapor condensed, J/kg (BTU/lb)HL Final enthalpy of the condensed vapor, J/kg (BTU/lb)k Ratio of the heat capacities —Cp/Cv
M Molecular weight (29 for air)MAV Equipment maximum allowable vacuum rating referred to atmospheric pressure, kPa (psi). For
example, a MAV of 2.55 kPa (0.37 psi) corresponds to a absolute pressure limit of 98.75 kPa (14.33psi).
P1a Upstream (atmospheric) pressure on vent, Pa (psia)P2a Downstream pressure (at the MAV) in equipment during vacuum venting, Pa (psia)DP Pressure difference across the vent, Pa (psi)Q Ambient heat loss, or heat transferred to cool liquid spray, J/sec(BTU/hr)Rg Universal gas constant, 8314.3 J/kg-mole-°K (1545 ft-lbm/lb f-°R)TAMB Ambient air temperature,°C (°F)T0 Initial temperature of makeup gas, K (°R)TSTM Steam temperature,°C (°F)U Overall heat transfer coefficient, J/m2-sec-°C (BTU/ft2-hr-°F)VAIR Volumetric flow of makeup gas at 15.6°C (60°F), m3/hr (ft3/hr)VL Volumetric liquid pump-out or drain-out rate, m3/sec(ft3/hr)WAIR Mass flow of makeup gas, kg/sec(lb/hr)WCOND Mass of condensed vapor, kg/sec(lb/hr)WH2O Mass flow of cool liquid spray, kg/sec(lb/hr)r Density of air, kg/m3 (lb/ft3). The density of dry air at 21°C (70°F) and one atmosphere pressure is
about 1.2 kg/m3 (0.075 lb/ft3).
BTU/ft2-hr). This value does not include the conden-sation of steam or other vapor in the equipment. RP 2000recommends an engineering review when the vaporspace temperature in an uninsulated tank exceeds48.9°C (120°F).
Example: A 100 m3 (26,400 US gallon) capacity stor-age tank contains a low vapor pressure petroleum frac-tion. How much makeup air is required to offset theeffects of ambient cooling of the gas in the head spaceof the tank?
VAIR50.183100 m3/hr518 m3/hr
To convert from this volumetric basis to akg/sec(lb/hr) weight basis, multiply by the density of airat 1.2 kg/m3 in SI units, or 0.075 lb/ft3 in English (foot–pound–second) units.
WAIR518 m3/hr31.2 kg/m33hr/3600 sec50.006 kg/sec.
4. Liquids pumped or drained from the equipment
Calculating the makeup rate is simple for the liquidspumped or drained from the equipment:
1. Determine the maximum liquid volumetric flow ratein m3/sec(ft3/hr)
2. Provide sufficient relief capacity to replace this vol-ume with gas or vapor.
WAIR5r VL51.2VL (SI units)

85M.L. Griffin / Journal of Loss Prevention in the Process Industries 13 (2000) 83–89
Fig. 1. Atmospheric storage tank after a vacuum collapse.
WAIR5r VL50.075VL (English units)
Consider liquid siphons as potential liquid dischargehazards. Several years ago, a manufacturing facilityneeded to chemically wash three new stainless steel,atmospheric storage tanks before placing them into ser-
Fig. 2. Road tanker after vacuum collapse.
vice. The pressure vacuum vent valves that normallyprotected the tanks against vacuum collapse were iso-lated from the tank to avoid a material incompatibilityproblem with the wash solution. To decrease the timerequired to fill the tanks, the normal transfer pump sup-plying the tanks was temporarily replaced with anotherpump with about ten times larger capacity. The washsolution was pumped into the three interconnected tanks(Fig. 3). When the solution overflowed from the lasttank, the supply pump for the wash solution was turnedoff. Soon after the pump was turned off, the last tank inthe series began to collapse (Fig. 4).
Subsequent investigation revealed that this accidentwas caused by wash water siphoned from that tank. Thetank was not capable of withstanding the vacuum pro-duced and collapsed. The flow rate through the overflowprevented air from entering the tank through the over-flow to break the vacuum. The higher liquid flow rateand the location of the overflows at the top of the tankrather than on the shell below the shell-to-roof connec-tion contributed to the failure. The overflow location waschosen to make sure that the entire interior surface ofeach tanks was washed.
Example: The maximum transfer rate from a tank is15 liters/sec (240 US gpm). Calculate how much makeupair is required to replace the liquid removed from thetank.
WAIR5r VAIR51.2 kg/m330.015 m3/sec50.018 kg/sec.
5. Condensation by ambient cooling
The amount of vapor condensed by ambient heatlosses,Q (kg/sec or lb/hr), can be calculated from theelementary thermodynamic equation:

86 M.L. Griffin / Journal of Loss Prevention in the Process Industries 13 (2000) 83–89
Fig. 3. Flow diagram for storage tanks involved in siphoning incident.
Fig. 4. Top of atmospheric storage tank collapsed by a vacuum pro-duced by a siphon.
WCOND5Q/DHV5UADT/DHV
The major difficulty in calculating these ambient heatlosses is to determine an appropriate value of the overallheat transfer coefficient,U (J/m2-sec-°C or BTU/ft2-hr-°F) to use. There are a number of articles on this subjectgoing back forty years (Stuhlbarg, 1959; Kumanna &Kothari, 1982).
It is important to recognize that short-term events suchas a sudden rainstorm can significantly increase the
instantaneous rate of heat loss, especially for uninsulatedequipment. These events are not significant in the calcu-lation of average heating requirements, but can be criti-cally important in sizing over-pressure protection. Ahigher heat transfer coefficient is necessary to protectequipment against these transient conditions. Stuhlbarg(1959) recognized the effect that condensing vapors haveon heat transfer rate and used a higherU value for caseswhere steam would condense inside the equipment.Similarly, rain water flowing across the uninsulated roofof a tank changes the mode of heat transfer and substan-tially increases the heat loss.
The Company practice on which this article is basedinitially used a coefficient of 28 J/m2-sec-°C (5 BTU/ft2-hour-°F) for uninsulated equipment. This heat transfercoefficient proved to be too low in practice and the coef-ficient was increased to a more conservative value of 56J/m2-sec-°C (10 BTU/ft2-hour-°F). This higher value hasprovided adequate relief area over many years of experi-ence.
This coefficient does not include any credit for insu-lation. Credit for insulation can be taken. This substan-tially reduces the ambient cooling load and the ventingcapacity required for this hazard.
The heat transfer area generally used is the area of thetop and of the shell above the minimum liquid level inthe equipment. Include the bottom area if the equipmentdoes not contain liquid.
Example: The head space of a 4 m diameter×8 m highflat-bottom storage tank (exposed surface area=113 m2)with an MAV=3.5 kPa (0.51 psi) contains steam from asteam blowout at atmospheric pressure. Calculate howmuch makeup air is required to replace the steam con-densed by ambient heat losses, if no credit is taken fortank insulation.
U50.056 kJ/m22 sec2°C
TAMB521°C
TSTM599°C (saturated steam at 3.5 kPa)

87M.L. Griffin / Journal of Loss Prevention in the Process Industries 13 (2000) 83–89
DHV52399.5 kJ/kg
WCOND5UADT/DHV50.056 kJ/m22sec2°C3113 m2
3(99221)°C/(2399.5 kJ/kg)
WCOND50.21 kg steam/sec
Correcting for the weight of air and neglecting anyvolume increase due to temperature rise, the equivalentamount of air required to make up for the steam con-densed by the ambient losses and the water spray is:
WAIR50.21 kg steam/sec(m3/0.5783 kg steam)
(1.2 kg air/m3)50.436 kg air/sec.
The density used is the density of steam at the satu-ration temperature, 99°C.
Condensation by ambient cooling can introduceanother hazard if the vapor space in the tank containswater vapor or steam that keeps any flammable vaporbelow its lower flammable limit (LFL). Partial conden-sation of steam or water vapor can allow the flammablevapors to reach the LFL, especially when condensingsteam is replaced with air from an open vent.
An explosion occurred in a surge tank between thedigester and pulp refining in a South Georgia Kraft pulpmill early one morning. The ambient temperature at thetime of the explosion was approximately 0°C (32°F),unusually cold for the area. The explosion separated thetop from the 32-foot diameter surge tank and it fell tothe ground 140 feet below (Fig. 5). The investigationteam attributed the explosion to the concentration of
Fig. 5. Tank top on ground below the digester surge tank following an explosion of by-product flammable gases.
flammable vapors when part of the accompanying watervapor in the surge tank condensed on the side of theuninsulated tank. The flammable vapors, more volatilethan the water vapor, are by-products of the Kraft pulp-ing process. The investigation team identified the mostlikely ignition source for the explosion as pulp falling15 to 20 feet through the head space to the pulp levelin the tank.
6. Condensation by cool liquid spray
Similarly, the amount of vapor (gm/sec or lbs/hr) thatwill be condensed by a cool liquid spray can be calcu-lated using a basic heat balance:
WCOND5Q/(HV2HL)5WH20CpDT/(HV2HL)
whereHV is the initial enthalpy of the vapor andHL isthe final enthalpy of the condensed vapor at a saturationpressure equal to the MAV of the equipment.
Example: A 20°C water spray enters the same steam-filled storage tank with a MAV=3.5 kPa (0.508 psi) at5 liters/sec(80 US gpm). Calculate how much makeupair is required to replace the steam condensed by thespray.
The saturation temperature of water at 3.5 kPa vac-uum (97.8 kPa absolute) is 99°C. Then,
WCOND55 kg/sec34.1868 kJ/kg2°C3(99
220)°C/(2673.95283.86)kJ/kg
WCOND50.64 kg steam/sec condensed.

88 M.L. Griffin / Journal of Loss Prevention in the Process Industries 13 (2000) 83–89
Correcting for the weight of air as before:
WAIR50.64 kg steam/sec(m3/0.5783 kg steam)
(1.2 kg air/m3)51.33 kg air/sec.
7. Relief device sizing
Add the individual makeup requirements that canoccur simultaneously to get the total requirement. Thisis usually the total of the hazards present unless there isa specific reason why one hazard will not be presentsimultaneously with the others.
The next step is to size an appropriate relief device.The usual relief used is a pressure-vacuum vent valve(PVVV) or an open vent. Even if an inert gas blanketmaintains positive pressure on the equipment, good prac-tice is to provide a backup relief source to prevent col-lapse should the inert gas supply fail.
When use of an open vent is not appropriate, use themanufacturer’s capacity data to select an appropriatePVVV. Standard PVVV capacities are usually given inNm3/hr at either 0°C or 15°C in metric units (SCFM at60°F in English units) based on 100% over-pressure; thatis, with the final pressure in equipment double the press-ure at which the PVVV begins to open. This means thatthe pressure at which the PVVV begins to open must be50% of the maximum allowable vacuum rating of theequipment to use the maximum capacity of the PVVV.This span can be reduced by the use of a pilot-oper-ated PVVV.
Use an orifice calculation to size open vents. It ispossible to use the simpler equation for a non-compress-ible fluid (Crane Company, 1982) if the inlet-to-outletabsolute pressure ratio,P2a/P1a, is 0.975, or greater(MAV #2.55 kPa, or 0.37 psia) without introducing asignificant error.
WAIR50.0003512d2oC(DP r)0.5 (SI units)
Solving for do:
do5[(WAIR/(0.0003512C(DP r)0.5))]0.5
Substituting the value forr(1.20 kg/m3 for air at oneatmosphere and 21°C) into the equation, the finalresult is:
do5[(WAIR/(0.0002720C(DP)0.5))]0.5
560.63[(WAIR/C(DP)0.5)]0.5
NOTE: This and the following equations for sizingvent diameter are specific for air at atmospheric pressure.
Do not use these equations to size vents for other gasesor vapors or for other inlet conditions.
Starting from:
WAIR51891d2oC(DP r)0.5
and substituting the values forr(0.075 lb/ft3 for air atone atmosphere and 21°C) into the equation, the corre-sponding equation in English units is:
do5[(WAIR/310.7C(DP)0.5)]0.5
50.04394[(WAIR/(DP)0.5)]0.5
If the pressure ratio,P2a/P1a, is less than 0.975(MAV .2.55 kPa, or 0.37 psi), use the orifice equationfor compressible fluids (Crowl & Louvar, 1990, p. 99).This is to prevent errors caused by changes in gas den-sity with pressure
WAIR5CAoP1a[(2gcM(k/(k21))(P2a/P1a)(2/k)
2(P2a/P1a)((k+1)/k)/RgTo)]0.5
Using the specific SI units defined earlier, this equ-ation is:
WAIR55.88310−4CAoP1a[(2gcM(k/(k21))(P2a/P1a)2/k
2(P2a/P1a)(k+1)/k/RgTo)]0.5
The introduction of a new term,l, simplifies the equ-ation. This term includes the functions ofk, (Cp/Cv), andthe pressure ratio (P2a/P1a), plus several constants:
l5[(2gcM(k/(k21))(P2a/P1a)2/k2(P2a/P1a)(k+1)/k/Rg)]0.5
Substituting the values ofgc (9.80665 m/sec2), Rg
(8314.3 J/kgmole-K), and ofk (1.40), andM (29) andfor air into the equation gives the result:
l50.4893[((P2a/P1a)1.42862(P2a/P1a)1.7143)]0.5
where:
0.48935[(2gcM(k/k21)/Rg)]0.5
This equation forl is valid for critical P2a/P1a ratiosdown to 0.5275 for air. At lower values ofP2a/P1a, setl equal to 0.1266.
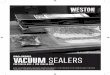
Fig. 6 is a graph ofl versusP2a/P1a.Then the equation forWAir expressed in terms ofl
and solved forA is:
Ao53.122WAIR(To)0.5/CP1al
The corresponding equations in English units, usingthe value ofl from Fig. 6 is:
Ao56.579310−5WAIR(To)0.5/CP1al

89M.L. Griffin / Journal of Loss Prevention in the Process Industries 13 (2000) 83–89
Fig. 6. Graph showingl versus ratio ofP2a/P1a.
Example: The total makeup air flow required forliquid withdrawal, gas cooling and condensation byambient air cooling and water spray calculated above is1.875 kg/sec. Size an open vent with 180° return bend(C=0.6) to protect the tank (MAV=3.5 kPa) against vac-uum collapse.
P2a/P1a5(101.323.5)/101.350.965
Since, P2a/P1a,0.975, use the calculation method forcompressible flow.
Ao53.122WAIR(T)0.5/CP1al
l50.0480
Ao53.12231.8753(293.15)0.5/(0.6310132930.0480)
Ao50.0343m2 or 343cm2
and the minimum vent diameter is 0.209 m or 20.9 cmIn these examples, the vent area required for conden-
sation by ambient cooling alone (56.7 cm2) is almost 20times larger than the area required for gas ambient coo-ling and liquid transfer (3.1 cm2). Overlooking a con-densation hazard can easily result in an undersized vent,and the potential for vacuum collapse.
8. Permanent vs. temporary pressure drops
The pressure drops defined in the preceding equationsare for flange taps at one pipe diameter upstream and
0.5 diameter downstream of the orifice. The diameterof the vent is usually much smaller than the equivalentdiameter of the vented equipment. Atb=0.1, the perma-nent pressure loss is approximately 97% of the measureddrop and atb=0.2, the permanent pressure loss is about93.5% (McCabe & Smith, 1956, pp. 107–108). The cal-culated pressure drops are good, conservative approxi-mations of the permanent pressure drops.
References
American Petroleum Institute (1998).RP 2000, Venting Atmosphericand Low-Pressure Storage Tanks, Non-refrigerated and Refriger-ated (5th ed.), American Petroleum Institute, April, (pp. 5–7).
Crane Company (1982).Flow of Fluids through Valves, Fittings andPipe (Metric ed.) — SI Units. Technical Paper No. 410M, CraneCo., (pp. 3–5).
Crowl, D. A., & Louvar, J. F. (1990).Chemical Process Safety: Funda-mentals with Applications.Prentice-Hall, Inc.
Kumanna, J. D., & Kothari, S. P. (1982).Chemical Engineering, 10(5), 127–132.
McCabe, W. L., & Smith, J. C. (1956).Unit Operations of ChemicalEngineering.McGraw-Hill Book Company.
Sanders, R. E. (1990).Plant/Operations Progress, 9 (1), 61.Sanders, R. E. (1993).Management of Change in Chemical Plants:
Learning from Case Histories.Oxford (UK) and Boston (MA):Butterworth-Heinemann.
Stuhlbarg, D. (1959).Petroleum Refiner, 38 (4), 143.