Embed Size (px)
Citation preview

State of the Art/Concepts for the Future(1999)
Evaluation ofAutomated CleaningPerformance (2000)
Verification ofPerformanceParameters (2002)
What Exactly Is It ThatCan Be Certified? (2003)
ZENTRALSTERILISATION
Suppl.2
D 2596 F 2003 September Vol. 11
International Journal of Sterile Supply
Deutsche Gesellschaft fürSterilgutversorgung e.V.
Medical Device Processing
Best of Forum1999–2003
Chirurgie-Instrumenten-AG (CIA) Berlinin Zusammenarbeit mit dem Brandenburgischen Bildungswerk für Medizin und Soziales e. V.

1 ZENTRALSTERILISATION 11. Jahrgang 2003
EDITORIAL Prof. Dr. Peter HeegEditor in Chief
C leaning, disinfection and sterilisation have not alwayscommanded the level of attention they are now being
paid in the medical setting. Even when sterilisation, and so-mewhat later disinfection, became a trendy topic particularlyin the aftermath of European standardisation and internatio-nalisation of markets, few people initially showed any inte-rest in cleaning. The rather helpless view expressed herewas that ultimately everything would be sterilised in any ca-se. But that cleaning is an indispensable prerequisite for ef-fective disinfection and sterilisation and should not be disre-garded when making efforts to improve quality assurance –by no means a completely novel insight – is something ofwhich many people became aware only towards the end ofthe 1990s. T. Fengler and his colleagues from the Surgical In-struments Study Group (with its very apt German acronym”CIA“) in Berlin must be thanked for being one of the first tonot only address the myriad unresolved issues but, togetherwith devoted specialists from universities and industry, to un-dertake concrete steps, too. In 1999 the first forum titled”State of the art – concepts for the future“ was held in Düs-seldorf in the course of the Medica exhibition. This topic wasto set a trend, and was followed by similar events in 2000(Düsseldorf) as well as in 2002 and 2003 (both in Berlin). Thelatter were organised in collaboration with Brandenburg Edu-cational Institution for Medicine and Social Affairs under theauspices of the German Society for Sterile Supply (DGSV),thus attesting to the increasingly broader discussion baseand the growing interest being elicited among specialists.
Designed along the lines of a ”Best of ...“, this present sup-plement summarises important contributions in order to give allparticipants and interested parties as comprehensive as possi-ble a picture of the state of the art in the field of medical device
processing. The main focus is initially on enhancement of clean-ing efficacy and demonstrating proof of such. To begin with, thissupplement serves to take stock of the current situation, and thengoes on to concentrate on issues relating to monitoring andverification of processes. It presents basic processes such assurface analysis, radionuclide method or protein detection as wellas practical procedural aspects such as how to select suitableprocess challenge devices or how to organise process docu-mentation. A range of quality management issues is covered,the most important of which being just what it is that we shouldbe able to certify (2003). Legal aspects are being attributed in-creasingly more importance in the wake of the amendment ofthe German Medical Devices Act in 2002 and following publi-cation of the guideline of the Robert Koch Institute on pro-cessing medical devices, and these must be discussed in thelight of medical, technical and organisational conditions and re-quirements.
Many questions will be answered in this supplement, butmany will also remain unresolved and some problems will cometo light only on focusing in greater detail on the matter. I hopethat this synopsis of medical device processing will have a far-reaching impact and, in particular, will contribute in hospitalsand other healthcare establishments to an accretion of knowl-edge and to promoting a greater understanding of the work car-ried out there. Ultimately, it is the personnel there we have tothank for good quality, i.e. safe and optimally functioning med-ical devices. At the same time, it is hoped that these contribu-tions will serve as thought-provoking impulses for further de-velopments and as a source of new ideas. The pace of innova-tion in medicine, as in quality management, is rapid and anyonewho ceases trying to be better will soon prove to be not goodenough. �

2CENTRAL SERVICE Volume 11 2003
CONTENTSFORUM
2
1 EditorialState of the Art – Concepts for the Future (1999)
4 T. Fengler: Historical Developments in Hygiene, in Particular in Cleaning
5 T. Fengler: What is Clean, What is Pure? HygienicInstruments in Surgery and Endoscopy
6 L. Jatzwauk: Thermoelectric Verification of Washer-Disinfector Effectiveness
8 K. Roth: Validation of Cleaning – the RadionuclideMethod as a Quantitative Procedure for SpatialResolution
10 T. Fengler, H. Pahlke: Medical Device Processing asa Quality Circuit...and Where One Can Go Wrong
Evaluation of Automated Cleaning Performance (2000)
10 H. Pahlke, T. Fengler: Optimisation of Process Sequences in Washer-Disinfectors in Situ
11 M. Pietsch: Measuring Washer-Disinfector Cleaning Effectiveness with Instrument Process Challenge Devices
12 H. Frister: Quantitative Protein Monitoring withthe Modified OPA Method Using the Eluate – Validation of the Method
13 D. Steudten: The Role of Water Quality in Clea-ning Performance and Sterilisation
16 L. Jatzwauk: Ultrasound – an Important but HithertoNon-Standardised Factor in Instrument Processing
Verification of Performance Parameters (2002)
18 A. Bosch: Disinfection and Sterilisation Must NotBe Just a Matter of Belief – Machine-IndependentProcess Monitoring
19 H. Frister, W. Michels: Sampling and AnalyticalMethods Used to Monitor Cleaning of MedicalProducts to be Sterilised
20 T. Fengler, H. Pahlke: Centralisation as a QualityMeasure
Forum „Medical Device Processing“ – Five Years Later
The ”Forum“ started in 1999 on the Medica Fair, Duesseldorf. Actually, it wasabout a year earlier, while we were running the first German Multicenter Stu-dy on organic material remaining on surface parts of medical devices. Six in-strument designs with six samples each were investigated, in six CSSD withtheir different technical facilities and work process parameters, located in fivedifferent towns.
The “MRSA Study Part I” was completed and finally published in 2001(Zentr Steril 2001; 9 (1): 20–32) . It showed that on about every third instrumentproteinacious structures and/or components of blood could be found. For thefirst time the prevalence of proteinacious material on processed instrumentswas proven without answering the question of its clinical significance. This ne-cessitates a different study design and was not our aim.
The completion of the first part of this study already was a highly deman-ding task, and we came in closer contact not only with hospitals but also withcompany research and development departments. This was the starting pointfor the idea to create a forum to talk about what we believe was neglected un-til then: cleaning as the most important step in the quality chain of sterile pro-cessing.
And then, we were three: Dr. W. Michels (Miele, Guetersloh), H. Pahlke(City Hospital Moabit, Berlin), and myself (Chirurgie-Instrumenten-AG [CLEAN-ICAL] which means Surgical Work Group, Berlin). It was our wish to promoteresearch in cleaning of medical devices deemed for so-called ”sterile“ use onhuman beings. In 1999, we covered three days with ”State of the Arts/FutureConcepts“. The character of an open forum was chosen to suit the setting wit-hin a fair. However, we learned that visitors only participated for a while, andwe never had the kind of compact audience which enables fruitful discussions.
”Evaluation of Automated Cleaning Performance” was the focus of the Fo-rum in 2000, again at the Medica. Complaints about the selected day and thecompetitive situation with the Medica led us to the decision to finally move thelocation to the German capital Berlin.
Here, the first friday in February became a “jour fixe” and in 2002, we con-centrated on the “Verification of Performance Parameters”. Again at the samelocation, the Forum 2003 “What Can Be Certified?” related formal aspects tothe verification of identified parameters of the stepwise process of sterile pro-cessing.
The next Forum 2004 will cover the topic ”What is Possible, What is Ne-cessary?“, with new speakers, but old problems. And we will continue doing itfor You and the common task of medical device processing.
Dr. Thomas W. Fengler, Editor
Th. W. Fengler H. Pahlke W. Michels

3 CENTRAL SERVICE Volume 11 2003
21 A. Brömmelhaus: Testing Washer-Disinfectors(WD) and Process Documentation
22 L. Jatzwauk: Validation Methodology for Automated Instrument Processing
24 R. Reichl: Validation of Cleaning with SurfaceAnalytical Methods
25 Masthead
26 R. Hussel: Documentation, Quality Control and Verification of Performance Parameters for Medical Device Processing
27 T. Fengler, H. Pahlke: Is All in Order with Sterilised Medical Devices?
30 T. Fengler, H. Pahlke: Experiences Gained from Reorganisation of Different CSSDs with “Inventory Protection”
What Exactly Is It That Can Be Certified? (2003)
31 T. Fengler et al.: Again: What is Clean, What is Pure?
37 K. Roth: Cleaning: What Is Verifiable?
38 A. Brömmelhaus: Optimising Automatic Cleaning(in Washer-Disinfectors – WDs)
40 L. Jatzwauk: What Is the Role of Ultrasound in Instrument Processing?
41 H.-W. Krusius: Reorganisation Measures forOptimisation of Sterile Supply Logistics atMarien-Hospital Marl
42 M. Mohr: Dosage and Selection of Detergents and Disinfectants
45 W. Michels, D. Heider: Standards for Washer-Disinfector Appliances and Testing the Cleaningof Flexible Endoscopes
47 V. Maute: Assure Supply Sequences for Functional Medical Devices
48 List of Authors
The following firms have kindly contributed to this Supplement:
Zehnacker Cleanical (Main Sponsor)
Miele Professional
Schülke & Mayr GmbH
Karl Storz GmbH & Co. KG
Ebro Electronic GmbH & Co. KG
Hupfer Metallwerke GmbH & Co. KG
Maquet AG
NMI
SMP GmbH
DMB Apparatebau GmbH

Historical Developments in Hygiene, in Particular in Cleaning
T. Fengler (1999)
T he instrument is the surgeon’s ex-tended hand. It dissects, grasps,
holds, prises apart, binds, cauterises andpenetrates bodily tissues. And in doingso, it can act as a vehicle for microorgan-isms and toxins. Its surface must be con-structed such that it does not give rise toallergic, toxic or inflammatory reactions. Inparticular, diffusion of surface adhesions(biological materials, disinfectant residues)or material constituents (plasticizers fromsynthetic materials, metal ions, insulationparticles) into bodily tissues must be keptto a minimum.
Throughout the ages it was necessaryto practise ”minimally invasive“ surgery(MIS) if the patient was to survive – evenbefore the advent of anaesthesia, haemo-stasis and antisepsis. Starting with trepa-nation of the skull (Early Stone Age 2000B.C.) through Hippocrates (”What herbsdo not cure, will be cured by iron“ 460–366B.C.), the ”Caesarean“ section, the Ara-bian medical expertise as described byAbu-L-Quasim or Avicenna, the Indian in-sights as portrayed in the Vedas, medi-cine has come a long way to the present-day hospital hygiene.
The Bible makes references to smo-king and boiling (4th Book of Moses31:21–24). In 450 BC water was stored incopper or silver vessels, to ensure its suit-ability for drinking. Aristotle advised Alexan-der the Great to boil water before using itas drinking water for his armies. Through-out the ages wine, vinegar and honeyhave been used for wound dressings. Thefirst record of the role of hygiene in diseaseprevention is attributable to Galen v. Perg-amon (129–199).
The surgeon’s trade was practised byscarifiers, barbers (pulling teeth, splittingfuruncles), judges (torture as proof of ev-idence during the Middle Ages, the needof reconvalescence before going on trial)and military commanders (amputations)and was hazardous at least as far as the
patient’s life was concerned. Only the ad-vent of anaesthesia, haemostasis and hy-giene (antisepsis, asepsis together withthe discovery of antibiotics) made it pos-sible to successfully conduct surgery asfrom the middle of the 19th century.
Patients with infectious diseases wereplaced in isolation for the first time in 1576,in the Julius Hospital, Wuerzburg. Thebook titled ”Wundarztneyisches Zeug-haus“ (translation of the surgical arma-mentarium by Johannes Schultheiss =Schultetus) was published in Ulm in the17th century. Around this time, Antonivan Leuwenhoeck was apparently the firstperson ever to observe bacteria using a mi-croscope he had developed himself.
However, up till the 19th century on-ly a tenuous link could be established be-tween poor water, putrefied foodstuffs, in-adequate hygiene (no sewage system)and epidemics (plague, dysentery, cholera).People believed in miasmas (disease-en-gendering vapours) and subscribed to thenotion of the homeostatic equilibrium the-ory of health (blood, bile, phlegm andurine). Following the Industrial Revolution,increasingly more people lived togetherin cities. Inadequate sewage systems andcramped living conditions promoted thespread of infectious organisms. The word”pestilence“ is derived from plague, withits infectious connotations.
During the Crimean War (1854-56),the American War of Independence (1861-65) and the Franco-Prussian War (1870-71)wound infections (gangrene, tetanus, sep-sis) claimed a greater number of victimsthan did direct enemy fire. Following shotinjuries, these deadly infections were con-tracted directly from the projectile pene-trating the body tissue together with (con-taminated) clothing particles, and thusopening up a portal of entry. Or (hours todays later) infection occurred at the site ofthe dressing via the amputation saw oranother surgical instrument, which were
used in quick succession for several pa-tients – effective decontamination wasnot possible, or even known.
Despite all this, the sterilisation processwas an established method already in1860: by resorting to ”preservation“, food-stuffs for the soldiers were rendered im-perishable during the American Civil War.Likewise, the autoclave with its safetyvalve was also known in principle (Henry,1832).
Carbolic acid and phenol were intro-duced for wound disinfection (Lemair1860). Joseph Lister pioneered the tech-nique of disinfecting gauze with carbolicacid for use as dressing material (1867).This was later superseded by alcoholwhich is less damaging to the skin(Reinicke 1896). Fuerbringer recom-mended hand disinfection with 80 % al-cohol.
Heat sterilisation with saturated steamis attributed to Louis Pasteur. In the courseof his famous speech to the ScienceAcademy in Paris (1878) he declared that,in his capacity of surgeon, he used onlyperfectly cleaned instruments, he alwayswashed his hands with the utmost careand heated dressings, sponges and rins-ing solutions to adequately high temper-atures (110–150 °C) in order to kill all mi-crobes. Neuber (1883) advocated boilingsurgical clothing; the surgeons should takefrequent baths and wash their arms andhands preoperatively. Redard had laundrysterilised thermally rather than chemical-ly. And von Bergmann, his pupil David-sohn, the latter’s assistant Schimmel-busch, who spearheaded the asepticmovement in Europe, must also be men-tioned. Kimmler described ”Modern Sur-gical Dressing“ (1897).
Lugol was the first person to use iodinesolution (Paris 1829). Ignaz Semmelweisintroduced the practice of hand disinfectionwith chlorinated water to reduce the mor-tality rate associated with puerperal fever
FORUM INSTRUMENT PROCESSING 1999
4CENTRAL SERVICE Volume 11 2003
ZENTRALSTERILISATION
Suppl. 2

STATE OF THE ART – CONCEPTS FOR THE FUTURE
5 CENTRAL SERVICE Volume 11 2003
ZENTRALSTERILISATION
Suppl. 2
(”the deadly handshake“ of students whowent directly to the puerperal ward fromthe pathology department) (Budapest1847). Max von Pettenkofer is known asthe founder of hygiene.
Emil von Behring discovered ”cura-tive serum“ (1890), leading to the intro-duction of the active vaccine against diph-theria (1913). Paul Ehrlich formulated thetheory of antigen-antibody binding (1891),discovered the methylene blue stain formalaria and chemotherapeutics againstinfections (1910).
Rudolf Virchow (Pathologist, 1821–1902)pioneered social medicine and foundedMoabit Hospital. Robert Koch promulgat-ed the theory of infection, discovered thecausative agents of anthrax, cholera andtuberculosis, and worked also at MoabitHospital, among other places (1882). TheGram stain is a special stain with whichcyan-violet Gram-positive cocci and bur-
gundy-red Gram-negative rods can be iden-tified. But this stain does not permit a dis-tinction to be made between mycobac-teria and treponemes (1884).
Gustav Adolf Neubauer was the firstperson to use a separate room as an op-erating theatre, this being an importantlandmark in the development of asepsis(1885). Carl Schimelbusch constructed asterile supply container, attended to or-ganising surgery and compiled the mono-graph ”Guide to aseptic wound treatment“(Berlin 1892). Mathias Lautenschlaegerinstalled autoclaves in the first real centralsterile supply department of a hospital(Charite Hospital, Berlin, 1890).Alexander Fleming discovered by chancepenicillin as a ”contaminant“ on bacterialcultures because of the formation of in-hibitory zones (1929). From now on it waspossible to treat the cause of bacterial in-fections, even if today microbial resist-
ance and the development of new antibi-otics are vying for the upper hand in an in-creasingly close race.
Remark:
The word ”hygiene“ derives from Hygieia,daughter of Asklepios. As the descendantof the god of healing, she personified healthamong the ancient Greeks. Asklepios orAesculapius on Epidauros, was a son ofApollo; it is not certain who his motherwas. He inherited his healing powers fromhis foster father, the centaur Cheiron. Butthese proved to be his downfall. He wasnot content to just heal the living, he want-ed to reawaken the dead too. This wasdeemed dangerous by Zeus, father of thegods, and he killed him by lightning. ✦
What is Clean, What is Pure?Hygienic Instruments in Surgery and Endoscopy
T. Fengler (1999)
C leaning is the most important step insterile supply processing, but to date
it cannot be quantified. It serves to preventnosocomial infections. A prospective clin-ical observational study of the functionalcapabilities and decontamination of new,tubular instruments that could be dis-mantled was conducted for cases wherelaparoscopy was indicated (1). As tracer in-struments, 3 trays were selected eachwith 100 OR cycles: straight scissors, ob-tuse straight/curved forceps, sharp straightinsulated forceps, bipolar forceps. The pa-rameters instrument handling, break-downs, type of cleaning, visual conditionbefore/after automated cleaning were doc-umented for each instrument. Protein de-tection was carried out after elution withsodium dodecyl sulphate (SDS) as per theOPA method (ortho-phthialdehyde), in ad-dition to erythrocyte testing with sticks.Based on these in vivo investigations, in
vitro rests were carried out to investigateinstrument design, surface roughness andany other parameters affecting the clean-ing performance.
In vivo, visual inspection of the extentof contamination/cleanliness (1–3) showedsignificant correlations between the useof different cleaning techniques for theparameters design, ultrasound and pumpperformance of the washer-disinfectors.This permits inferences to be made as re-gards the suitability of the instrument de-sign and cleaning sequences conductedduring sterile supply processing. Electro-surgical deployment means that cleaninggets completely out of control. Residueswere detected in 20% of the instrumentsused. In 5 out of 8 cases the sites con-cerned were the internal surfaces of tu-bular instruments which could not be vi-sually accessed. The reuse profiles of in-struments can be enhanced by dismantling
them. This also assures a reliable cleaningoutcome as it facilitates visual inspectionand makes it possible to tailor stocks to theexpected wear.
In vitro, robustness, reproducibilitysensitivity and specificity of the OPAmethod were investigated using differentexperimental designs. Instrument designand roughness were shown to exert a sig-nificant influence on the recovery rate,something that must be borne in mind forclinical rinse tests because here the quan-tity of the baseline soil is not known. A highrecovery rate of more than 90% is need-ed for results to be endowed with suffi-cient power.
As regards the instrument design,more attention must be paid to itsamenability to cleaning and to its sus-ceptibility to contamination. This has beenattested to in in vivo investigations car-ried out by the Surgical Instruments Work-

T est methods based on the use ofscrews or tubular sections contami-
nated with Enterococcus faecium ATCC6057 to verify the effectiveness of disin-fection processes operating above at 80 °Care endowed with only very limited pow-er. After exposure to a temperature of75 °C for just 1 minute, it is no longer pos-sible to culture this test organism becauseit has a decimal reduction time (D value)of 1.28 minutes on exposure to moist heatat 68 °C. The fact that mechanical removalof these test organisms from the surfaceof screws can be achieved especially in de-fibrinated blood with reduction factors be-tween 3 and 5 log levels is by no meansrepresentative of jointed or lumened in-struments, and this imposes the need tointerpret in relative terms the findings pro-duced by biological indicators for assess-ment of disinfection efficacy.
The process parameters temperatureand exposure time are the chief determi-nants of reliable microbicidal action. Theseare the only parameters that can be con-tinually reproduced in the washer-disin-fectors. Conversely, mechanical removalof biological soils/microorganisms (clean-ing efficacy) is largely dependant on themachine type and load as well as on thechanging mechanics mediated by the
cleaning solution. Type tests for instru-ment washer-disinfectors have yieldedexperimental data for the requisite tem-perature and exposure times, or have atleast postulated these (HBV, HCV). There-fore over the past 3 years, when con-ducting routine checks for these process-es we measure only the disinfection tem-peratures and exposure times, while ful-ly omitting microbiological tests in the ma-chine, as recommended by the RobertKoch Institute. But while we do not in-clude the cleaning performance in de-contamination efficacy, we check the for-mer by means of a simple, but difficult toremove, test soil (dried mustard).
We used temperature dataloggersmanufactured by ebro Electronic to meas-ure temperature. These wireless test in-struments, measuring around 30 x 50 mm,are equipped with a PT 1000 sensor. Us-ing special software, the loggers are pro-grammed individually at the interface (andlater evaluated in the same manner), witha measurement frequency of 10 secondsproving adequate. The logger has a stor-age capacity of around 3100 measure-ments. Resolution is given as 0.1 °C witha precision of ± 0.3 °C. The loggers are cal-ibrated at the factory. They are placed be-tween the instruments in the washer-dis-
infector and then subjected to disinfec-tion. It is not necessary to provide for anycable fittings for measurements withinthe washer-disinfector. The loggers tra-verse the washer-disinfector or tunnelwashers together with the instruments.Logger programming, measuring tasksduring one or several instrument disin-fection programmes and subsequent eval-uation on a PC can be carried out at anylocation and at any time.
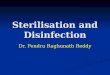
The temperature course within thecleaning chamber of an instrument wash-er-disinfector operated as per the specifi-cations of the BGA (Former German Fed-eral Health Office) /RKI programme is giv-en in figure 1. The differences in temper-ature between the disinfection and clean-ing phase (A), neutralisation and interme-diate rinsing (B) as well as drying (C) canbe easily discerned. Scan Data facilitiesmean that the associated temperature canbe displayed for any desired point in time(shown here for the beginning of drying).One can note that practically no differencein temperature is detectable between thetwo dataloggers placed in the upper andlower tray between the instruments in thedisinfection and cleaning phase. This isbecause the cleaning solution is heatedtogether with the instruments. This can
Thermoelectric Verification of Washer-Disinfector Effectiveness
L. Jatzwauk (1999)
FORUM INSTRUMENT PROCESSING 1999
6CENTRAL SERVICE Volume 11 2003
ZENTRALSTERILISATION
Suppl. 2
ing Group (CIA) at Moabit Hospital, Berlin.The reuse profiles of instruments can beenhanced by dismantling them. This alsoassures a reliable cleaning outcome as itprovides for visual/tactile inspection oftheir ”inner life“. This approach also makesit possible to tailor instrument stocks to ex-pected wear; however, the transmissionof force between the surgeon’s hand andthe working end of the instrument on hu-man tissue is adversely affected.
Selective clinical in vivo investigations,such as the Multicentre Residual Conta-
mination Study of Processing (MRSA) con-ducted since autumn 1998 by the Work-ing Group for Cleaning in Automated Pro-cessing (IRA) are needed to optimise pro-cessing safety and instrument design forinstruments that can only be dismantledto a certain extent (arthroscopy, trauma-tology, neurosurgery, ENT) (2).There is reason at present to claim thatminute proteinaceous adhesions are ofclinical relevance because many factorscan adversely affect patient recovery. Inthe interest of a properly documented
quality assurance system and of optimi-sation of the washer-disinfector configu-ration ”validated“ sterile supply process-ing must be verified, too. ✦
References1. Fengler T., Pahlke H., Bisson S., Kraas E.: The Clini-
cal Suitability of Laparoscopic Instrumentation. SurgEndosc 2000; 14: 388–394.
2. Fengler T., Pahlke H., Bisson S., Michels W.: AreProcessed Surgical Instruments Free of Protein? Zen-tr Steril 2001; 9 (1): 20–32.


FORUM INSTRUMENT PROCESSING 1999
8CENTRAL SERVICE Volume 11 2003
ZENTRALSTERILISATION
Suppl. 2
be detected only at the end of the dryingphase and is attributable to the different po-sitions of the loggers vis-à-vis the fan. Theincrease in the temperature-time graphicdisplay during the disinfection phase, whichis the chief determinant of antimicrobialaction, shows temperatures of around95 °C over a period of 14 minutes. Com-parison, as practised hitherto, of the tem-peratures and exposure times actuallyreached during the disinfection phase withthe aforementioned guide values or withthe washer-disinfector manufacturer’sspecification represents one means ofprocess control.
Still more accurate assessment is pos-sible if the quantity of heat, exerting an in-fluence, is calculated and assessed exact-ly on the basis of the time and temperatureparameters measured. Using WINWERTsoftware the efficacy of chemical disin-fection can be calculated in the form of aprocess-specific F value, by comparing theverified disinfection process with a refer-ence process. Such a process at 93 °C orat another temperature can be used as areference process. WINWERT calculates Fvalues as per the following formula:
F = t x 10T- 93.0
F = F value
t = exposure time
T = disinfection temperature at respec-tive point in time
z = exponent quantifying the effect of thetemperature on antimicrobial action(mainly given as 10)
C ouncil Directive 93/ 42/ EEC of 14June 1993 concerning medical de-
vices states in Annex 1(13.6h):”If the device is reusable, information
on the appropriate processes to allow reuse,including cleaning, disinfection, packagingand, where appropriate, the method of ster-
Validation of Cleaning – the Radionuclide Methodas a Quantitative Procedure for Spatial Resolution
K. Roth (1999)
ilisation of the device to be resterilised,and any restriction on the number ofreuses...“. Moreover, the German MedicalDevices Act (MPG), stipulates that the re-processing procedure must be validated.
Set against this background, a largeseries of investigations was carried out
at the Test Centre for Medical Devices(PMP), in order to elucidate the possibili-ties and limitations in respect of process-ing of surgical instruments and to validatesuitable methods. In the course of theseinvestigations it was revealed that con-ventional test methods, often based on mi-
F9310 = 1 is used to denote an assumed dis-
infection process whose microbicidal ac-tion corresponds to a one-minute processat 93 °C. Using this evaluation process theheating phases as from 60 °C or fluctuatingtemperatures can be incorporated exactlyinto the antimicrobial action. The advan-tages of thermoelectrical verification ofwasher-disinfector effectiveness comparedwith microbiological testing reside in thespeed of calculation, with the result beingproduced immediately after measurement.The known fluctuation range for biologicaltest systems (resistance and number of
test organisms, quality of transport and eval-uation) is avoided. Likewise, an imbalancedtime-temperature ratio (overkill) can also bedetected, as can an inadequate heat effect.
The majority of washer-disinfectorstested in a hospital setting (stand-alonedevices) were in operation prior to intro-ducing thermoelectric testing at F93
10 > 20.Considerable temperature reductions andtime saving were possible here. On theother hand, F93
10 < 1was noticed continu-ally for 2 tunnel washers without the bio-logical indicators used here ever having giv-en any reason for complaints. ✦
z
Fig. 1
Time [hr:min:sec/DD.MM.YY

STATE OF THE ART – CONCEPTS FOR THE FUTURE
9 CENTRAL SERVICE Volume 11 2003
ZENTRALSTERILISATION
Suppl. 2
crobiological procedures, are not enoughto reliably verify all processing steps. Ac-cordingly, it is not sufficient to merelycheck disinfection or sterilisation with thecustomary test organisms. The wide-spread belief that a good disinfection re-sult correlates with good cleaning was re-peatedly proven to be incorrect, which iswhy each processing step – cleaning, dis-infection and sterilisation – has to be val-idated separately. In the course of theseinvestigations we also examined to whatextent single-use instruments wereamenable to reprocessing and we com-pared them with reusable instrumentsused for similar indications.
To validate processing, we used the fol-lowing methods: cleaning outcome wasmainly checked with the radionuclidemethod, permitting quantitative resultswith spatial resolution. Technetium 99, ahard gamma emitter, was used as a testmarker. Technetium was added to the testsoil (blood) and the instrument was con-taminated to simulate a worst-case sce-nario. Activity was measured before andafter cleaning with a gamma camera andthe quantity and location of residual con-tamination was determined on the basisof the data and images. This procedureconstitutes an in vitro test method. In or-der to be able to get a picture of the clean-ing quality of clinically used and re-processed instruments, various surfaceanalytical and mass spectroscopy inves-tigations were carried out, supported by
light and scanning electron microscopy(SEM) images.
In addition to assessment of thecleaning result, these methods also pro-vide information on the material behav-ioural profiles of instruments. However,the instruments have to be destroyedto obtain samples. Following success-ful validation of cleaning, the disinfec-tion and sterilisation processes were ver-ified using microbiological test methods,with a half cycle being run for sterilisa-tion tests.
Based on examples, implementation ofthe test methods is demonstrated andvalidation of processing procedures de-scribed by way of example.
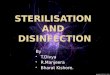
Depending on the statement of theproblem, suitable methods of investigationare individually selected for validation of re-processing procedures, so as to obtain aresult endowed with the necessary pow-er using as few investigations as possible.The flow chart (Fig. 1) shows a suitable testsequence that we used for validation ofprocessing for single-use devices. ✦
Fig. 1: Validation of processing
Number of instrumentsrequired Instruments
Cleaning
Preparation
REM XPS/EDX
Light microscopy
Microbiological testing
Evaluation
Radionuclide method (RNM)
Cont
rol
Cont
rol
Cleaning
Contamination Tc99 Contamination withtest organisms
Disinfection
P. a
erug
inos
a
E. fa
eciu
m
S. a
urea
us
Half
cycl
e I
Half
cycl
e II
Half
cycl
e III
Half
cycl
e I
Half
cycl
e II
Half
cycl
e III
ETO sterilisationB. subtilis
Steam sterili-sation
B. stearotherm.

FORUM INSTRUMENT PROCESSING 2000
10CENTRAL SERVICE Volume 11 2003
ZENTRALSTERILISATION
Suppl. 2
Medical Device Processing as a Quality Circuit...and Where One Can Go Wrong
T. Fengler*, H. Pahlke (1999)
L aws, standards and directives createthe legal framework which must be
observed when processing medical de-vices for sterile use on patients. Docu-mentation and quality management thenensure that proof of this can be furnishedat all times.
To begin with, a record must be keptof which medical device is beingprocessed and of whether such a processcan be carried out at all under the given cir-cumstances. A comprehensive operatingmanual must be available.
Successful completion of the processsteps must be recorded for each load.Functional testing, maintenance tasks andassembly of the trays/sets are a precon-dition for subsequent use in the OR andthese must be documented, in particular
in the case of high-frequency (HF) instru-ments, including accessories. Even after30 years, it must be possible to identify theperson who carried out testing (by meansof signature or code).
Sterilisation, which is the final pro-cessing step, calls for the most compre-hensive regulatory documentation. Fromthe Bowie-Dick test through load assem-bly and inspection to microbiological test-ing involving spot checks conducted atdifferent timepoints, everything has al-ways been documented. If documenta-tion is properly maintained, it must bepossible to furnish proof of the entire pro-cessing circuit traversed by the instru-ments used for a surgical procedure. On-ly such detailed evidence can exoneratea hospital facing a liability claim.
The provisions of the Medical DevicesOperator Ordinance decree that validat-ed processes be used. This means thata process must be chosen which fur-nishes documentary proof of ongoing ef-fectiveness and which must be used byeach qualified staff member. Using aQuality Manual, similar to that used foraccreditation purposes, each individualstep and parameter ca10n be recorded.Such an approach prevents each staffmember from devising his/her own sys-tem and thus making it impossible tohave a validated process. This is partic-ularly true for manual processing tasks,especially in the case of medical devicesthat cannot be subjected to automatedprocessing. ✦
Optimisation of Process Sequences in Washer-Disinfectors in Situ
H. Pahlke, T. Fengler* (2000)
New washer-disinfectors are greetedwith much enthusiasm in every
CSSD, and it is hoped that they will makeworkloads lighter. But these expectationsoften fail to come to fruition, giving rise togreat disappointment.
In most cases help is readily at hand.The problem will appear to have beenovercome by selecting a higher detergentdosage setting, while at the same timeprolonging the time. Using patience anda systematic approach, washer-disinfec-
tors can, and must, be adapted to the lo-cally prevailing conditions.
Since the washer-disinfectors are sup-plied with factory (default) settings, theycannot take account of the local waterconditions nor of the detergents used inthe respective hospital. Hence checkingthe water quality must come within thescope of commissioning for a new ma-chine. As a first step here, it is enough tocheck the water hardness (analytical meas-ures are called for if the problem persists).
As regards the detergent, the lowest de-tergent dose specified by the manufactur-er for the respective water hardness mustbe used to begin with. The water quality canbe considerably enhanced by addingdeionised (demineralised) water (lowerdose with improved cleaning result).
Once these measures have been tak-en the entire process should be checkedwith a datalogger. The data now obtainedwill show the different times at which thecleaning solution is filled, the heating

EVALUATION OF AUTOMATED CLEANING PERFORMANCE
11 CENTRAL SERVICE Volume 11 2003
ZENTRALSTERILISATION
Suppl. 2
times, hold times for cleaning and thermaldisinfection as well as the drainage timesand drying phase. At the same time, onecan identify at what temperature the wa-ter inlet is activated and the diverse clean-ing and rinse cycles initiated. These pa-rameters are paramount for an optimallyset washer-disinfector.
It is not beneficial to make provisionfor a temperature of more than 40 °C forthe water inlet when (pre-) cleaning surgi-cal instruments. A lower temperatureshould be selected here. Only rarely shouldhot water supply be selected, since sucha shortened heat-up time will also shortenthe cleaning cycle: ”cleaning is not a race!“Automated programmes that are thus short-ened produce inferior cleaning results.
The cleaning temperature, time anddetergent dosage must be tailored to thedetergent itself. A higher temperaturemust be selected for some detergents,whereas others will produce excellent re-sults if optimally dosed even at 45 °– 50 °C.”Too much is not enough“: overdosagecan counteract a successful cleaning out-come just as underdosage can. And any-where there is foam, no particles or dis-solved substances will be transported!
Five minutes are enough for the cleaningphase. One can shorten this period evenfurther by subjecting the instruments tobrief preliminary treatment in a suitableultrasonic bath (see L. Jatzwauk, K. Roth)and/or hand shower (with spray protec-tion). Provision must be made here foradequate intermediate rinsing to prevententrainment of the cleaning chemicals.
The number of preliminary and finalrinse phases must be set individually inline with the locally prevailing circum-stances. If enough demineralised wateris available, it should not be used only forthe final rinse. To prevent entrainmentof soils and/or cleaning chemicals provi-sion must be made for adequate openingof the outlet valve. The time needed todrain the cleaning solution from the in-struments must definitely be borne inmind for tubular instruments (MIS, ENT,trauma). The same holds true for the drying phase.Here the temperature and time must betailored to the contents of the load, i.e.checks must be made to see after whatperiod of time the instruments are dry inorder to avoid unnecessarily long dryingtimes. It must also be borne in mind that
excessively high temperatures can leadto alteration of certain materials.
The load time often depends on thetype of pipes used within a particular es-tablishment. It is not uncommon for longerfilling times (up to 8 min per filling task) toresult from old, calcified water pipes, andthese can add up for several cleaning cy-cles. The load time can also be consider-ably prolonged by an inadmissible increasein pressure when adding deionised (dem-ineralised) water. This thus gives rise to loadtimes of 1.5 h and more, whereas an op-timally set washer-disinfector would man-age with a load time of 1 hour (incl. drying)!
Adopting a patient and systematic ap-proach, most washer-disinfectors can beset such that the desired cleaning resultis achieved without having to unneces-sarily extend the load times and withouthigher dosage of chemical substances.
Any deviations in the cleaning pro-gramme can be detected later by usingdataloggers, thus facilitating trouble-shooting and subsequent redefinition ofparameters (see above). Parameter defi-nition can additionally provide proof of ad-equate disinfection performance, as out-lined already in Forum 99 (see p. 10). ✦
Measuring Washer-Disinfector Cleaning Effectivenesswith Instrument Process Challenge Devices
M. Pietsch (2000)
T he instruments used in minimally in-vasive surgery (MIS) are amongst the
most difficult to process. The German So-ciety for Hospital Hygiene (DGKH) pub-lished an interim recommendation in 1998for verifying the processing performanceof the washer-disinfectors used to processMIS instruments. The aim here was toinitiate a series of standardisation meas-ures.
However, this document recommendsonly visual inspection as a means of check-
ing the effectiveness of the cleaningprocess. But in view of the design oflumened instruments, visual inspection isonly possible from the outside or, at most,by a few millimetres at both ends into theinterior of the instrument. Only by resort-ing to the use of a narrow, rigid endo-scope, such as that used in urology, canthe internal surfaces also be inspectedand qualitatively evaluated. But distin-guishing between blood residues and rustmarks can be a problem.
To establish an alternative quantifyingprocess, initial tests for protein detectionwere conducted using the modified OPAmethod.
The shafts of original MIS instrumentsand process challenge devices designedby the DGKH were contaminated with so-lutions comprising sheep blood, mucinand mixtures of both components. Afterexposure in a washer-disinfector (Miele,Gütersloh, Germany), these shafts wereremoved either after cleaning or after

FORUM INSTRUMENT PROCESSING 2000
12CENTRAL SERVICE Volume 11 2003
ZENTRALSTERILISATION
Suppl. 2
cleaning and thermal disinfection and werethen checked for residual protein con-taminants. Already after the cleaning phasemore than 90% of the shafts were de-clared to be free of protein. The averageextinction value of positive instrumentswas reduced from 0.021 to 0.013 by theadditional cleaning effect engendered dur-ing the disinfection phase on using a fullprogramme; this value was thus withinthe detection limit for protein contami-nants. Visual inspection of the internalshaft surfaces, which had been conduct-ed in parallel, demonstrated that this resid-ual contamination was below the thresh-old for visual detection. The DGKH processchallenge device evinced the same be-haviour as the original instruments and isthus suitable for such investigations. These
data furnish proof that, on using appro-priate process technology, proteins canbe reliably eliminated already during thecleaning phase when subjecting MIS shaftinstruments, which can be dismantled, toautomated processing.Nonetheless, despite of our results, a fewinstruments proved to be still contami-nated in the protein detection test on avery low level. This could be due to the elu-tion technique, cleaning method used inthe washer-disinfector or to the contam-ination procedure.
In any case the data collected provethat quantitative verification of the clean-ing performance yields additional infor-mation on the condition of an instrumentand can thus improve hygienic safety pri-or to using the instrument. ✦
Quantitative Protein Monitoring with the Modified OPAMethod Using the Eluate – Validation of the Method
H. Frister (2000)
Q uantitative measurement of pro-teinaceous residual contaminants
on and in surgical instruments is an im-portant element of the quality assuranceconcept governing verification of clean-ing efficacy. The method of choice for pro-tein monitoring is the modified OPAmethod that is capable of measuring,quickly and with high analytical accuracy,proteins, peptides and free amino acids insodium docecyl sulphate (SDS) eluate.
The measuring principle underlyingquantitative measurement is a specific,stochiometric reaction between primary α-and β-terminal amino groups and ortho-phthal-dialdehyde (OPA) in the presenceof N,N-dimethyl-2-mercaptoethyl-ammo-nium chloride as a thiol component. Theisoindole derivates formed during this re-action are highly stable and can be meas-ured photometrically at 340 nm. Thismethod is characterised by the fact thatit is easy to use and needs only shortanalysis times. Furthermore, it is a reli-able and validated method which in re-
spect of linearity, robustness, repro-ducibility and sensitivity provides for reli-able protein monitoring results. Using thismethod it is therefore possible to photo-metrically detect substances right downto the picomol range, as has been clearlydemonstrated for the most diverse sub-stances such as for 19 free amino acids,various di-, tri- and tetra-peptides as wellas proteins (globulins, albumin, and ca-sein) of bovine and human origin.
In view of the extremely low detectionlimit of the OPA method, the OPA reactionsolution must be expertly produced andsample materials must be handled in amanner that rules out contamination, oth-erwise false positive results could be ob-tained. Another factor that can lead tofalse results is failure to effect photometricacquisition of blank or intrinsic extinctionvalues for the various test matrices. Per-sonnel should also be conversant withconductance of photometric measure-ments or be properly trained if this is notthe case. ✦
Fig. 1: Technique of rinsing of a speculum toobtain eluate after addition of 5 ml SDS
Fig. 1: Contamination of a DGKH process chal-lenge device with a mixture of sheepblood and mucin

EVALUATION OF AUTOMATED CLEANING PERFORMANCE
13 CENTRAL SERVICE Volume 11 2003
ZENTRALSTERILISATION
Suppl. 2
The Role of Water Quality in Cleaning Performance and Sterilisation
D. Steudten (2000)
T he constituents of drinking water timeand again lead to discolorations and de-
posits when cleaning and sterilising instru-ments. Using suitably treated water theseproblems can be avoided. This paper de-scribes the well-established and traditionaltreatment methods based on reverse osmo-sis and ion exchange. Outlined in addition isa new electrochemical and continuousprocess for production of ultra pure water.This process is able to reliably produce wa-ter quality for both sterilising and cleaninginstruments. There is excellent separation ofsilicic acid without any breakthrough. Thesystem operates without any extra costs orregeneration chemicals and has thus a pio-neering role in environmental friendlinessand cost reduction.
The water quality is of paramount impor-tance for successful instrument cleaningand sterilisation. Corrosion, deposits anddiscolorations can appear on the instru-ments. For example, compounds com-prising the elements
• iron
• copper
• manganese
• magnesium
• silicon (encountered relatively often)can cause discolorations due to de-posits
Corrosion can be caused by
• chlorides (pitting corrosion at contents> 120 mg/l)
• iron particles (extraneous rust, sec-ondary corrosion).
At most, only traces of iron and man-ganese are found in German drinking wa-ter. The Drinking Water Treatment Regu-lation (TVO) permits only max. 0.1 mg/liron and 0.05 mg/l manganese. An iron-and manganese-removal system must be
connected downstream for any types ofspring water which exceed these values.Here pressurised filter systems are usedto precipitate and filter the iron and man-ganese by means of oxidation. Any resid-ual traces are effortless retained in theensuing treatment process in an ion ex-changer.
Copper ions entering the water fromthe pipe material are easily removedthanks to their high affinity for the ion ex-changer.
Chlorides are removed both by meansof ion exchange and reverse osmosis. Iftheir content in the raw water is higher(> 120 mg/l) the water used for cleaningmust also be treated to prevent corrosion.Iron particles resulting from dissolved rustfrom the water pipes cannot be removedby means of ion exchange but this is byall means possible using reverse osmosis(RO). To protect the membrane, provisionmust be made for adequate particle sep-aration (min. 5 µm) prior to reverse os-mosis.
When cleaning, the instruments arerinsed with demineralised water mainlyonly in the last rinse cycle so as to precludeany adverse effects that could be mediatedby the water constituents. Thereforemixed-bed ion exchangers are often usedwith the washer-disinfector for the lastrinse cycle(s). In general, these function im-peccably and are able to remove all dis-solved minerals, including those that cangive rise to deposits. RO systems fittedwith membranes for demineralisation ofthe raw water are often used in caseswith a high water consumption.
In many instances the quality of the pu-rified water obtained suffices for clean-ing, but not for sterilisation. Drinking wa-ter quality as specified by EN 285 cannotas a rule be obtained from reverse os-mosis on its own. While the latter is ca-pable, depending on the type of mem-
brane and design, of separating 96-99.5%of minerals, the residual mineral contentis often too high. Therefore a combina-tion of RO systems and ion exchangersconnected upstream is used.
When water is treated using reverseosmosis and mixed-bed ion exchangers,the requisite water quality can be effort-lessly achieved and the aforementionedproblems avoided since all the interferingconstituents are removed to a level belowtheir respective limit values. However, ifthe raw water used contains silicic acid(SiO2), the ion exchangers must be oper-ated in a particular manner to prevent sil-icate deposits. This holds true, too, evenif a reverse osmosis facility is connecteddownstream. While in principle silicic acidis retained by an ion exchanger, it suffersthe drawback that, as a weakly dissociat-ed acid, it has only a low affinity for the ex-changer resin and thus is only weakly
Fig. 1: Loading scheme of cartridge
Sulfate
Chloride
Carbonic acid
Silicic acid

Condensate Feedwater
Vaporisation residues ≤1.0 mg/kg ≤10 mg/l
Silicon oxide SiO2 ≤0,1 mg/kg ≤1 mg/l
Iron ≤0.1 mg/kg ≤0.2 mg/l
Cadmium ≤1.0 mg/kg ≤0.2 mg/l
Lead ≤0.005 mg/kg ≤0.005 mg/l
Heavy metal traces apartfrom iron, cadmium, lead ≤0,1 mg/kg ≤0,1 mg/l
Chloride Cl ≤0.1 mg/kg ≤2 mg/l
Phosphate P2 O5 ≤0.1 mg/kg ≤0.5 mg/l
Conductivity at 20° C ≤3 µS/c ≤15 µS/cm
pH value 5 to 7 5 to 7
Colour Colourless ColourlessClear ClearNo residues No residues
Hardness ≤0.02 nmol/l ≤0.02 nmol/l
Fig. 4: Contaminants in condensate and feedwater. Proposed maximum values for steam contaminantsNote: The use of feedwater or steam with constituents exceeding those values given in the tablecan greatly shorten the life span of the steriliser and can render the manufacturer’s warranty orguarantee invalid.
FORUM INSTRUMENT PROCESSING 2000
14CENTRAL SERVICE Volume 11 2003
ZENTRALSTERILISATION
Suppl. 2
bound. Other anions are bound essen-tially much more strongly (e.g. chlorides,sulphates, nitrates, etc.).
Hence what happens is that the silicicacid is initially bound, only to be then dis-placed by other ions and deposited againin subsequent resins, from which it is dis-placed once again. Therefore a loaded ionexchanger has different loading zones(Fig. 1), depending on the degrees of affin-ity that the individual ions have for theresins and on the proportions of the lattercompared with other ions.
So, if an ion exchanger is loaded, onefirst of all notices silicic acid breakthrough.
A major drawback here is that silicicacid is barely detectable on the basis ofconductivity.
The amount of breakthrough is equalto the total anion content and hence amajor load of silicic acid is discharged.Measurements conducted by us alreadymany years ago with a cartridge operatedin Hamburg revealed that even at 5 µS/cmit had contained a silicic acid content ofmore than 150 mg/l.
To easily obtain water that is free of sili-cic acid, it is recommended that twomixed-bed cartridges be connected in se-ries and conductivity measured betweenthe two cartridges (Fig. 2).
Once the conductivity value begins torise in the first cartridge, it should be with-
drawn and replaced by the second car-tridge; a freshly regenerated cartridge thentakes the place of the second cartridge.With this approach, silicic acid break-through will be intercepted by the sec-ond cartridge. But one must ensure thatboth cartridges are regenerated simulta-neously at regular intervals regardless of
the conductivity value displayed. One is al-so strongly advised against replacing car-tridge 1 only in the presence of high con-ductivity. Reason: by virtue of the fact thatcartridge 2 will have intercepted silicicacid breakthrough from preconnected car-tridge 1, it will to an extent contain a cer-tain amount of silicic acid when it is trans-
Fig. 2: Mixed bed ion exchanger connected inseries
1: Mixed bed cartridge 12: Mixed bed cartridge 23: conductivity gauge
Fig. 3: Typical installation of a reverse osmosis/ion exchanger combination
1: reverse flushing filter2: separator3: conductivity gauge4: reverse osmosis system5: storage unit6: pressure increasing device7: ion exchanger8: conductivity gauge

EVALUATION OF AUTOMATED CLEANING PERFORMANCE
15 CENTRAL SERVICE Volume 11 2003
ZENTRALSTERILISATION
Suppl. 2
ferred to position 1. Anything that is nowtaken up additionally augments the contentof this type of load.
At some point the entire resin layerwill be loaded with silicic acid due to thisdisplacement and this will not be pickedup by conductivity measurements. Oneway to engage in selective monitoring isto examine the water regularly for silicicacid using a commercially available test kit.But this is a more laborious approach.Even if a combination of reverse osmo-sis/ion exchangers is used, the afore-mentioned applies as far as silicic acid isconcerned. At most, the shelf live of theion exchangers will be prolonged. If wa-ter consumption is high, mixed-bed ionexchangers alone become uneconomicaldue to the high regeneration costs.
Hence the combination reverse os-mosis/ion exchangers is generally em-ployed. Fig. 3 depicts a typical assemblyof such a complete system. Pretreatmentwith reverse osmosis prolongs the serv-ice life of the ion exchangers by a factorof 10 to 20.Other water constituents will not be dis-cussed here, because these can gain ac-cess to purified water only if the cartridgesare fully exhausted. This is because all oth-er ions are preferentially taken up by the ex-changer and give rise to a high conductiv-ity on breakthrough. Measurement equip-
ment will clearly draw the operator’s at-tention to this state. In principle, sterilisa-tion is also adversely affected by the samewater constituents that interfere with clean-ing. EN 285, table 1 lists the limit values forboiler feedwater (see Fig. 4). Here, too,the major hazard is posed by silicic acid. Theother constituents can be easily reduced bymeans of reverse osmosis and ion ex-changers to below their limit values.
A new method involving further treat-ment of the permeate of the reverse os-mosis system is becoming increasinglymore popular. This is known as electro-deionization (EDI). This method was initiallydeveloped by Forschungsinstitut Jülich(Jülich Research Institute) and then furtherdeveloped by the license holders as mar-ketable products and introduced underthe name ”El Ion“. This system compris-es an ion exchanger cell with a very smallvolume of resin. The water to be treatedis passed at a very high speed throughthis cell and conductivity is reduced to< 0.1 µS/cm. The resin is continuously re-generated during operation because of aconnected electrical field. Hence onlyminute quantities of current are needed in-stead of regeneration chemicals. In itsmost simple layout, the cell consists ofthree chambers (Fig. 5).
The incoming water (RO system per-meate with a conductivity value of
≤ 30 S/cm) flows into a chamber, equippedwith a cation exchanger, which is bor-dered by a cation exchanger membrane.In this chamber cations from the waterstream are exchanged for protons (H+
ions) from the ion exchanger resin. An an-ode with a plated surface is in direct con-tact with the resin bed. Here protons areelectrochemically generated, maintainingthe resin in a continually and partiallycharged state. Because of the electricalfield, cations and protons migrate throughthe resin bed and the cation exchangermembrane (CM) into a concentrate com-partment. The water exiting from the an-ode compartment is weakly acidic in linewith the proportion of cations removedand the remaining anion content.
This next chamber through which thewater flows is filled with anion exchang-er resin and bordered by an anion ex-changer membrane (AM). The hydroxylions needed for resin regeneration areproduced on a stainless steel cathode.Here anions and hydroxyl ions movethrough the resin bed and through the an-ion exchanger membrane (AM) into theconcentrate compartment. The salt loadcollected is continually removed from theconcentrate compartment with a smallquantity of permeate (10%). Depending onthe design of the RO system, this amountof water is returned or filtered off withthe RO system concentrate.
Two-stage cells are used to producepurified water, with the water producedfrom the first stage serving as feedwater
Fig. 5: Schematic view of the ”Jülich cell“
Cationexchangechamber
Antionexchangechamber
Concentratechamber
Concentrate: 200 µS/cmPure water: 55 nS/cm
RO: 10 µS/cm
Fig. 6: Typical installation of a reverse osmosis system with integrated El-Ion system
1: reverse flushing filter2: separator3: water softening4: reverse osmosis system5: El-Ion unit6: storage unit7: pressure increasing device

FORUM INSTRUMENT PROCESSING 2000
16CENTRAL SERVICE Volume 11 2003
ZENTRALSTERILISATION
Suppl. 2
0.055 µS/cm is then obtained after thesecond stage. A typical complete systemwith which these results can be obtainedis depicted in Fig. 6.
At this juncture, the following El-Ion at-tributes are pointed out:
• The process operates continually andwithout the use of regeneration chem-icals.
• The cell has a very basic design with aminimum of membranes and ion ex-changer resins.
• Relatively thick resin chambers in thecm range with good flow properties
(high flow speed with major substanceexchange and little pressure loss).
• There is intermediate displacement inpH value as a result of single-resin bedsinstead of mixed-resin beds.
• This reduces the microbial count and sil-icates are separated.
• Direct electrode contact prevents mi-crobial contamination of the resins.
• A German and an international patentapplication have been filed.
• There is no need for monitoring, re-placement or dispatch of ion exchang-ers, with their attendant costs. ✦
Ultrasound – an Important but Hitherto Non-Standardised Factor in Instrument Processing
L. Jatzwauk (2000)
D uring test runs for the first destroy-er of the British Marines in 1894, Sir
John I. Thornycroft and Sydney W. Barn-aby noticed strong vibrations originatingfrom the propeller screw. These they be-lieved were caused by large gas bubblesthat were formed as the screw rotatedand then imploded due to the water pres-sure. This phenomenon became known ascavitation. Later, targeted cavitation wasno longer generated only by mechanicalpressure but also by intensive soundwaves in fluids. Alfred L. Loomis was thefirst chemist to detect in 1927 the un-usual effects of intensive sound wavesin liquids and thus founded what is knownas sonochemistry. This discipline tendedto be ignored and regained importanceonly in the 1980s when inexpensive andpowerful ultrasound generators were in-troduced.
The term ”ultrasound“ denotes soundwaves with frequencies above 16 kHz,i.e. 16 000 oscillations per second, andwhich are outside the human hearingrange. Ultrasound waves compress and
expand the liquid in an ultrasonic bath inan alternating pattern, giving rise to bub-bles with a diameter of up to 100 mi-crometers in the presence of an adequatesound intensity. These grow and shrinkin line with the compression and expan-sion phases, but continue to increase involume until they have reached a criticalsize, only to then implode. Initially, thegas bubbles present in the liquid dissolveand attenuate implosion or the bubblesrise to the surface (degassing). Later, thebubbles contain hardly any more gas.When such bubbles implode (genuine cav-itation) their contents are heated greatly,in some cases up to 5500 °C. However,these temperatures are maintained only fora little more than a microsecond; much tooshort for thermal disinfectant action, butadequate for gradual heating of the liquidin the ultrasonic bath. It is the transientlyhigh temperatures that trigger the chem-ical reactions (sonochemistry) and lightflashes (sonoluminesence).
If solid surfaces (e.g. instruments) arepresent in the liquid, bubble implosion will
be targeted towards the surface such thata liquid jet is formed and crashes againstthe surface at a speed of around 400 kilo-metres per hour. And while the mi-crocurrents and particle oscillations me-diated by ultrasound exert a positive in-fluence on the cleaning process, it is thecavitation on the surface of the instru-ments and not the ultrasound itself whichis the chief determinant of cleaning, andthus the mechanism deliberately deployedby the equipment manufacturers.
Cavitation presupposes the presenceof a minimal sound intensity, somethingthat is not assured in every ultrasonicbath, nor at all locations in the ultrasonicbath and is generated only after a certaindegassing time that depends on the liq-uid being used in the ultrasonic bath.Measurements have furnished proof thatcavitation in an ultrasonic bath is not ho-mogeneously distributed. The aluminiumfoil positioned vertically in an ultrasonicbath shows, at defined distances fromthe half of the ultrasound wavelength,characteristic perforated patterns as a re-
for the second stage. This type of prototypecell has already been in continuous opera-tion for more than 22,000 hours and hasyielded stable values. With a total ion ex-changer resin volume of 0.75 l, some 2.4million litres of purified water have been pro-duced with this cell or – calculated as Na-Cl equivalent – around 10 kg salt removed.
With an RO permeate baseline con-ductivity of 5–20 µS/cm, the first stage ofthe cell already produces a water qualityin the range of 0.1 to 1µS/cm. This alreadysuffices for most applications. Fully dem-ineralised, ultra pure water with a theo-retical limit conductivity of up to

EVALUATION OF AUTOMATED CLEANING PERFORMANCE
17 CENTRAL SERVICE Volume 11 2003
ZENTRALSTERILISATION
Suppl. 2
sult of cavitation. In between, there is noevidence of activity. These perforated pat-terns are a logical corollary of the wavesused in the ultrasonic baths and at whosepressure centres cavitation mainly takesplace.
Since sonochemical reactions are alsocaused by cavitation, the kinetics of thesereactions show an equal measure of het-erogeneity when it comes to local distri-bution in the different ultrasonic baths.Points of minimal reaction velocities aregenerally found in the vicinity of the ul-trasonic bath outlet because no sonotrodesare positioned there. In all ultrasonic bathscavitation results in an increase in the tem-perature of detergent and disinfectant so-lutions ranging from room temperature toabove 50 °C, but because of the diver-gent use of frequencies seen in medical
practice it is virtually impossible to stan-dardise this. The cavitation used in the ul-trasonic baths employed for processingmedical instruments is not enough to ef-fect morphologic disintegration of bacte-ria, viruses or fungi, as seen in laboratoryultrasound equipment. On the contrary,there have been more reports of bacteri-al multiplication in cleaning solutions inultrasonic baths.
However, since the 1970s it has al-ready been known that the microbicidal ac-tion of chemical disinfectants can be po-tentiated in ultrasonic baths. This effecthas been proven for bacteria, envelopedand non-enveloped viruses, fungi and pro-tozoa. It is manifested for different mi-croorganisms, albeit not with the sameintensity. Potentiation of the detergentand disinfectant action for medical in-
struments in ultrasonic baths holds outmost interesting prospects of being ablein future to process medical instrumentsquicker, while using lower doses of dis-infectants. But this presupposes thatsound intensity and cavitation can bemeasured and thus standardised.
Until matters have progressed thusfar, any information relating to enhancedcleaning action and above all to potentiateddisinfectant action is valid only for the re-spective type of ultrasonic bath specifiedin the expert opinion. This also applies forthe following: information on the disin-fectants and detergents, degassing time,the test load with instruments used andonly for positions in the ultrasonic bath atwhich the germ carriers or bacterial sus-pensions had been placed. ✦

FORUM INSTRUMENT PROCESSING 2002
18CENTRAL SERVICE Volume 11 2003
ZENTRALSTERILISATION
Suppl. 2
Disinfection and Sterilisation Must Not Be Just a Matterof Belief – Machine-Independent Process Monitoring
A. Bosch (2002)
For as long as we have been perform-ing disinfection and sterilisation of
medical devices with the aid of heat, themanufacturers and operators of these ma-chines have been looking for ways to con-trol and document these processes. Up tothe present day, these methods are gen-erally not independent of the machinewhose parameters are to be checked (log-ic control, integrated measurement equip-ment that is independent of the process).
One of the first control methods wasbased on biological indicators aimed at in-activating bacteria, which in itself was alogical approach as this was precisely thegoal of the sterilisation process. It wasknown that bacteria could be killed whensubjected to heat and moisture, but the ex-act interplay between these processeswas not yet known at the beginning ofthe last century. To date, biological indi-cators continue to be used as a controlmethod. Standard EN 285 (1996) still de-crees that newly designed sterilisers mustbe tested with bacterial spores. This stan-dard does not state that regular tests(every 3 months) must be carried out us-ing biological indicators. Whether this stip-ulation is complied with or not depends onthe respective regulations in force at na-tional or local level. These tests are notsuitable for verification purposes in aneveryday setting due to the associatedlong incubation time (batch control).
A control method that now tends to berarely used is the employment of a glassmaximal thermometer that is sterilised aspart of the sterilisation load (very impre-cise). Efforts to control sterilisation process-es have gained considerable momentumsince the 1950s. Initially, indicator adhe-sive tapes were used; by undergoing achange in colour these indicated whethera product had been sterilised or not.
Bowie and Dick used this indicator ad-hesive tape as a prototype for designingtheir test pack. The adhesive tape is stuckonto a sheet of paper in the shape of across and in this manner placed as an in-
dicator sheet in a laundry pack to furnishproof of whether good air removal/steampenetration has taken place. This test con-tinues to be the world standard, albeit itmust be stated that this indicator sheet hasbeen improved in the meantime and hasalso been regulated in a standard. It pro-vides information only on the location atwhich it is positioned.
But just what happens in everydaypractice? After servicing or repairs, the en-gineer often takes just any Bowie & Dicktest pack that he may find in the depart-ment and then proceeds to carry out thetest. If the test result is unsatisfactory, thetest will be repeated until it produces thedesired result! We do not believe that thisapproach reflects the intent of the corre-sponding standards (DIN EN 285, 554).
The steriliser control system mostcommonly used in hospital sterilisation de-partments is chemical indicators. These en-able the operator to control the process andrelease medical devices in a sterile state. Butthe quality of many commercially availablechemical indicators varies considerably, asnoted in the standard. Evaluation of process-es to be checked with chemical indicatorsthat undergo a change in colour in respectof time, temperature and moisture dependslargely on the assessor’s visual competenceand accuracy. This matter is further com-pounded by the fact that a vast proportionof the male population is colour blind, thuscalling into question the credibility of colour-based methods. Furthermore, it must bepossible to continually document the test re-sult, something that can be a problem in thecase of colour indicators (indicator under-goes ageing process, as does the paperespecially on exposure to light and becauseof different storage factors).
Disinfection und sterilisation processesare described in detail in standards. Standardsand directives are generally based on phys-ical measuring methods with definition of lim-it values. For disinfection and sterilisation itis mainly the temperature, pressure andtime, set appropriately vis-à-vis each other,
which produce the desired sterilisation re-sult. This is based on experience of steamsterilisation gleaned over the past 150 years.(The historic background to this is given inthe following German publication: ”DieGeschichte der Hitzesterilisation und einigeihrer Standards“, B. Knöller, mhp-Verlag,Wiesbaden, Germany; ISBN 3-88681-049-6).
The limit values applicable to a processthat has not been properly executed areexplicitly defined in standards. The pro-cesses are analysed on the basis of thesecriteria. Hence disinfection and sterilisa-tion is no longer a matter of belief. It isnow time to update control and docu-mentation of these processes. The stateof the art – in some instances dictated bydevelopments in the foodstuffs industry –provides the mechanisms, with the help ofdataloggers, for swift and simple controland documentation of these processes.For many decades now physical measur-ing systems (loggers) and test procedureshave been available which could also havehad their use in the field of medical de-vice processing. The spore tests datingback more than 100 years which wereused to check canned foods and then usedto check sterility are one such example.
The deployment of dataloggers ushersin a novel approach to the monitoring ofphysical sterilisation parameters. In addi-tion to temperature and pressure, the timeduring which the prescribed values areachieved is also acquisitioned.
In view of their greater power, preci-sion and reproducibility, preference shouldbe given if at all possible to physical meth-ods over chemical or biological indicatorsystems.
For example, a sterilisation engineerchecks a steriliser after repair (tempera-ture, time, pressure and steam penetra-tion) and passes on the results to the op-erator in the CSSD. This assures the op-erator that he can place the steriliser in op-eration again, pursuant to the pertinentprovisions. He can refer to the processdata in the event of any queries. ✦

VERIFICATION OF PERFORMANCE PARAMETERS
19 CENTRAL SERVICE Volume 11 2003
ZENTRALSTERILISATION
Suppl. 2
The first step in the analytical monitor-ing of the evaluation of cleaning per-
formance in practise is to find a suitablemethod of sampling. This must enable thehighest possible recovery rate in the meas-urement area of defined cleanliness of anyprotein present in blood, mucus, etc. whichmay be present on the medical device.
To this end publications describe howinstrument surfaces are wiped with a cot-ton swab dampened with water or deter-gent, or how surfaces are rinsed (eluted)with a detergent solution. The detergentof choice is 1% sodium dodecyl sulphatesolution, the tenside described in the lit-erature as performing best at denaturingproteins (in the sense of unwinding and dis-solving them). Experiments using the swabmethod, in the simplified circumstances ofstainless steel surfaces contaminated withdefined amounts of heparinised sheep’sblood (not reactivated), showed dependingon the swabbing method and quantitiesused, recovery rates in part of plainly lessthan 80%. Here, the thinner the layer ofcontamination the worse was the recov-ery rate. On the other hand, using the SDSelution method and reactivated heparinisedblood, the recovery rate was consistentlygreater than 80%. Here, the thinner the lay-er of contamination, the greater the re-
covery rate- this was using thin, but still vis-ible layers of contaminant. Concerninggreater amounts of contamination thantested, it became obvious that if the con-tamination has to be removed manuallyand is visibly obvious, it need not be quan-tified. There are also other experimentsthat demonstrate the particular suitabilityof SDS-solution.
The use of SDS solution to extract sam-ples means that the protein analytical meth-ods of Bradford, Eosin and Lowry cannot beimplemented. This is because protein colourcomplexes do not form in this solution. SDSsolution does not cause a fundamental prob-lem when using the Biuret method or themore sensitive BCA method that is basedon the Biuret method. Here it depends onthe conception of the test kit. Saccharosedoes however interfere with the Biuret re-action, and falsifies the results. Mucus,which is a commonly found contaminant ofmedical products, contains saccharose. Thismeans that the method is not suitable whenquantitative measurements of such resid-ual soil are required. However for semi-quantitative measurements on the spot inpractise, it is quite sufficient. Practical test-kits are available on the market.
The modified OPA method is themethod of choice in the laboratory for
quantitative determination of proteina-ceous residual soil such as blood, mucusetc. The principle of quantitative meas-urement is based on the specific sto-chiometric reaction between primary α-and ε-terminal amino groups with ο-ph-thaldi-aldehyde (OPA), in the presence ofN,N-dimethyl-2-mercaptoethyl-ammoni-umchloride as the thiol component. Theiso-indole derivatives thus formed havean astonishingly high stability and can bedetected photometrically at 340nm. Themethod is a safe and valid one. Good re-sults with regard to linearity, robustness,reproducibility and sensitivity are obtained.
The extremely low detection limit ofthe method means that when the modi-fied OPA method is used in practise, thecareful mixing of the OPA reagent as wellas contamination-free handling of the sam-ple material is essential; otherwise falsepositive results cannot be ruled out. Falseresults can also stem from failing to recordphotometric measurements of blind valuesand intrinsic extinction values of the vari-ous investigated sample matrices. Thepersonnel conducting the experimentsshould be familiar with the implementationof photometric measurements and trainedto carry out the OPA method. ✦
Sampling and Analytical Methods Used to MonitorCleaning of Medical Products to be Sterilized
H. Frister* and W. Michels (2002)

FORUM INSTRUMENT PROCESSING 2002
20CENTRAL SERVICE Volume 11 2003
ZENTRALSTERILISATION
Suppl. 2
Centralisation as a Quality Measure
T. Fengler*, H. Pahlke (2002)
R arely is a hospital able to provide allits sterile supplies without the help
of an external supplier. Proof of sterility isregularly furnished here indirectly (!) bymeans of proper and continual documen-tation of a processing procedure that isdeemed reliable, and which also includesspore tests, etc. Processes are deemed”reliable“ in accordance with how theyare rated in respect of the current stockof knowledge and the state of the art.This status is conferred by laws, stan-dards and directives which, if not com-plied with, will surely result in the burdenof proof being shifted in the event of aclaim.
We are thus moving away from whatwas accepted as the norm in the past,where each operating theatre had ideallyits own processing facilities in an adja-cent room, ”close to the action“, and in-stead we are acquainting ourselves withideas which make provision for monitor-ing of ordered sequences.
Without centralisation of uniform pro-cesses, it would be difficult to provide fortheir regular and uniform repetition (vali-dation), because they involve tasks exe-cuted by many staff members, specialequipment and automatic machines. Staffbehave differently when each personmember does their own thing in their ownworking area. But the technical equipmentand facilities requiring high investmentscannot be provided in infinite numbersand properly installed on the clean andunclean side.
It must be possible to verify all phas-es of medical device processing and thesemust comply with the quality standardsstipulated by the hospital in conformancewith the current stock of knowledge andthe state of the art (see above). This starts
already with procurement, correct posi-tioning of the medical devices after use inthe OR, avoidance of wet transportation,timely delivery of supplies to both the pro-cessing department and to the user (sur-gical staff, ”client“, in the OR).
For reorganisation purposes, it is im-portant first of all to take an inventory andthen compile a catalogue of measures.Do you know what instruments and oth-er medical devices are still tucked away invarious drawers? How are things when itcomes to process sequences, setting thevarious process parameters, the level ofstaff training, organisation of work flowpatterns?
Who is authorised to carry out repairsand order spare parts, and are the latterthen registered as part of the inventory?These controlling endeavours would begreatly facilitated if each instrument hadan unambiguous identification code, sothat instrument cycles could be record-ed, their extent of wear estimated and or-dering of new supplies automated (trace-ability and tractability). This would makeverification of performance parametersmuch easier where the medical devicesare concerned.
At present, it is much easier to verifyhow processing procedures unfold (i.e.performance) thanks to the use of data-logging systems and process-step-controlmeasures. This dispenses with the needfor certain discussions, because figures(physical parameters) speak louder thanwords. Furthermore, these developmentsincrease motivation because staff can viewtheir performance in an objective light, re-lying on statistics rather than on visual in-spection for assessment purposes.
Alas, controlling is often a novel terri-tory whose ramifications have not yet
found their way down to the basement,where processing is generally conductedin conditions characterised by poor light-ing and visibility. How can an under-standing of the relevant arguments thenbe achieved there? Therefore the solu-tion often sought here is to turn to theexternal contractor because it is oftenbeneficial to take away the decision-mak-ing powers from the known decision mak-ers within the establishment, as regardsmatters that find a (broad) consensus.
The ”arbiter“ often becomes an ac-tive player if the reorganisational meas-ures can be accepted. This gives rise toservice contracts or subsidiaries togetherwith services’ experts.
An important requirement here is thatpersonnel should be respected and thatthe expertise associated with all propos-als be passed on to them. Time and againit comes to light that there is no time forstaff training in the everyday hospital rou-tine, so accordingly staff will have no un-derstanding of the need for proceduraland structural changes. ”We’ve alwaysdone that in this way“ is a claim oftenheard, with mention as to why. So in prin-ciple there are two options:
– In-/outsourcing
– Reorganisation of the services’ area(Consulting, Management)
External services can be verified on the(new) basis of the contractually agreedtarget line, i.e. documentary proof must beprovided of well-organised processes(parametric assessment) and reorganisedstructures (QM Manual), thus assuringthe resultant quality of the CSSD. In somecircles – see Medical Devices Act (MPG)– this is also known as validated pro-cessing. ✦

VERIFICATION OF PERFORMANCE PARAMETERS
21 CENTRAL SERVICE Volume 11 2003
ZENTRALSTERILISATION
Suppl. 2
IntroductionAccording to the regulations for the use ofmedical products, the entire procedure ofprocessing medical products consistingin cleaning, disinfection and sterilisationmust be carried out using validated meth-ods, which can be documented (1). In thepast sterilisation was the centre of generalinterest, and a series of guidelines andstandards were produced on validation ofprocesses. The cleaning and disinfectionsteps were discounted at first, although itis generally known that successful steril-isation can only be achieved if previouscleaning is adequate.
Because of the development of evermore complex and delicate instruments,cleaning and monitoring of cleaning resultsbecame increasingly the focus of interest.Thus cleaning methods were continuallyimproved, and new baskets and insertswere developed for the safe processing ofdelicate instruments such as those used inMIS or Urology (Fig.1). Concomitantly meth-ods such as the OPA-method for deter-mining residual soil on instruments were de-veloped, which allowed measurement ofcleaning performance (2).
In Germany in practise even today WDappliances are routinely almost exclusivelytested using microbiological methods.These methods do not differentiate be-tween reduction of microbial count causedby rinsing and dilution or by killing, andcertainly do not give evidence about theactual cleaning performance of the appli-ances. Decimation caused by the effect oftemperature is a factor that can be farmore simply and accurately monitored us-ing thermoelectric measurements. Thecleaning performance has then to berecorded independently.
Thermometric testsBecause of these factors the drafted normprEN 15883 for thermal disinfection meth-
ods in WD appliances is not proposing theuse of microbiological tests. Rather, the dis-infecting performance of the appliances isto be periodically tested via thermometricmeasurements. The drafted norm sets A0-values as the disinfection parameter. The A0-value quotes the amount of heat neces-sary for successful disinfection, and is de-fined as the equivalent time in seconds at80 °C at which the stipulated disinfection isattained. Disinfection is generally consid-ered to be sufficient at an A0- value of 600secs. which can be obtained for example at80 °C/10 mins. or at 90 °C/1 min. If partic-ularly temperature-resistant germs are pres-ent such as the Hepatitis B virus, an A0-val-ue of 3000 secs. is recommended, whichcan be reached for example at 90 °C/5mins.
In order to test the disinfection per-formance of WD appliances, temperaturemeasurements should be obtained fromappliance-independent temperature log-gers placed at various positions within the
wash cabinet, and also directly on the washload. These thermometric measurementsshould be carried out directly after com-missioning a WD appliance, and also afterprogramme alterations or servicing of suchan appliance. How often such measure-ments are routinely conducted should bedecided in the area of quality control. Thedrafted standard requires the appliances tobe equipped with an entry port so thatsensors can be fixed in various positionsinside the cabinet. As an alternative, cable-free thermologgers can be used. Theseare put into the WD appliance along withthe instruments. When the process is over,a temperature/time curve can be read offa PC and documented (3).
Monitoring cleaning performanceOf course it is also necessary to conductcleaning performance tests on the WD ap-pliance as well as the aforementioned ther-
Testing Washer-Disinfectors (WD) and ProcessDocumentation
A. Brömmelhaus (2002)
Fig. 1: Injector basket for MIS and urology – facilitates cleaning of delicate lumened instruments andconsiderably shortens the time required for reprocessing this kind of devices

Validation Methodology for AutomatedInstrument Processing
L. Jatzwauk (2002)
T he German Medical Devices Act re-quires that all users not only validate
the sterilisation processes used, but ad-ditionally the preceding cleaning and dis-infection processes, too. Similar recom-mendations are given in the amended sec-tions on medical device processing in theGuideline for Hospital Hygiene and Infec-tion Prevention of the Robert Koch Insti-tute (RKI).
This demand for reliable instrumentprocessing is legitimate. However, its im-
plementation appears to be something ofa problem because, unlike with steam ster-ilisation, it is not known to date by whatmeans disinfection and, in particular, clean-ing are to be validated. As regards medicaldevice cleaning, there is a lack of scientif-ically corroborated data on just how cleana medical device must be after cleaning. Noris it known to date what quantities of resid-ual contamination have an adverse effecton sterilisation processes or could even di-rectly damage the health of patients.
However, since the demand for validationof medical device processing enshrined inthe Medical Devices Operator Ordinancemust be properly and bindingly imple-mented, until such time as uniform stan-dards and validation processes are in place,the solution is to avail of the existing con-trol methods for automated disinfection aswell as of individual specifications and meth-ods for checking medical device cleaning.
Validation of automated washer-disin-fectors means furnishing documentary
FORUM INSTRUMENT PROCESSING 2002
22CENTRAL SERVICE Volume 11 2003
ZENTRALSTERILISATION
Suppl. 2
mometric measurements. The drafted stan-dard does not suggest the use of processchallennge devices, as these cannot mim-ic the various geometrical shapes of in-struments (4). The drafted standard directsthe reader to an informal appendix on thesubject of test contaminants, which lists anumber of possible alternatives. A glanceat this list throws up a few surprises. It in-cludes contaminants that are used in mi-crobiological tests in order to hinder therinsing off of germs, for example semolina,egg-yolk or wallpaper paste. Materials suchas these of course have little practical rel-evance, and may during tests lead to falseconclusions about cleaning performance.The listed blood contaminants do havesome practical relevance, but still cannot re-flect competently the complexities of con-tamination found on actual instruments.These include various mixtures of blood,mucus, fat etc. that are not presently re-flected by a standardised test soil.
The most important step in the prac-tical monitoring of cleaning is thereforethe visual checking of instruments for re-maining soil after processing in WD ap-pliances. For a more objective assess-ment of soil, and to monitor areas, whichare hard or impossible to see, a recentlydeveloped and rapid protein-test kit can be
used. Any possible residual protein on theinstrument is eluted using a SDS-solution.The detection of protein in the eluate fol-lows using the semi-quantitative Biuretmethod that has been modified to suitthese specific circumstances. In this waythe residual soil on a medical product canbe determined on the spot and the clean-ing performance for quality control of pro-cessing medical products can be randomlychecked. Thus the appropriate perform-ance of the processing method can betested, weak points in the processing de-tected, and the cleanability of instrumentscan be determined.
Process documentationAs well as conducting periodic tests on thedisinfecting and cleaning performance,the user must regularly ensure and docu-ment that his method parameters, whichare necessary for the success of decont-amination, always coincide with thoseused in the routine tests. Therefore theuser of the WD appliance has to carry outa process/load documentation of param-eters relevant to hygiene, such as clean-ing and disinfecting temperature, holdingtime, detergent concentration etc. so thatsuccessful decontamination is compre-hensibly guaranteed. The documentation
can be printed out on paper or carried outelectronically.
Using this approach of process/loaddocumentation, the regular periodic per-formance checks via thermometric meth-ods and monitoring of cleaning perform-ance, the requirements of a validated de-contamination are satisfied, and qualitycontrol is made possible. In this way ahigh level of safety is attained for the sub-sequent sterilisation and reuse of instru-ments on patients. ✦
References1. Verordnung über das Errichten, Betreiben und An-
wenden von Medizinprodukten (Medizinprodukte-Betreiberverordnung-MPBetrieb V) vom 29.6.1998,BGBI I (1998) (Prescriptions for the setting-up and useof medical products)
2. Frister, H., Michels, W.: Vergleichende Bewertungund Optimierung der Reinigungsleistung maschinellerDekontaminationsverfahren. Hyg Med 1994; 19 (10):673–688. (Comparative assessment and optimisa-tion of the cleaning performance of automated de-contamination methods.)
3. L. Jatzwauk: Thermische Desinfektionswirkung vonReinigung- und Desinfektionsautomaten. Zentr Ster-il 2001; 9 (1): 14–16. (The effect of thermal disinfectionin cleaning and disinfecting appliances.)
4. Arbeitskreis Instrumentenaufbereitung: Stellung-nahme des Arbeitskreises Instrumentenaufbereitungzur Prüfung von RDT-Automaten mit Reini-gungsindikatoren. Aseptica 2000; 6 (3). (Workshop onInstrument Processing: Statement of the WorkingParty Instrument Processing for the testing of WDD-appliances using cleaning indicators.)

VERIFICATION OF PERFORMANCE PARAMETERS
23 CENTRAL SERVICE Volume 11 2003
ZENTRALSTERILISATION
Suppl. 2
proof that the processes used, bearing inmind the installation and operating condi-tions at the user’s premises, i.e. repro-ducibly achieve the intended (specified)cleaning and disinfection efficacy
– when using defined detergents and/ordisinfectants
– for the temperature and exposure timesused
– for the specific mechanics of the clean-ing solution
– for the respective quantity and type ofload with particular instruments.
Appraisal of Technical FacilitiesAt the start of validation the available tech-nical facilities must be appraised. Can theinstalled technical facilities, the washer-dis-infector at all give the performance ex-pected by the user? Appraisal of equip-ment at the time of commissioning is theresponsibility of the supplier and/or in-stallation firm. For revalidation, previoustechnical servicing/inspection can yieldappropriate information.
The user should insist on obtainingprotocolled information on machine pro-gramming (temperatures, exposure times,dosage quantities). The respective waterquality (softened or demineralised water)as well as under certain circumstancesthe water pressure should be checkedand documented. A check must be con-ducted to establish whether appropriatetrays are available for the respective med-ical devices.
Specification and Appraisal ofDisinfection Efficacy
Disinfection means restoring an apparatus,while taking account of its previous history,to a condition which when used can nolonger act as a source of infection. Re-quirements for the disinfection efficacy arebased on risk analysis. If an instrument is con-taminated with hepatitis B/C viruses or ifthis cannot be ruled out, then this apparatusposes a risk of infection, disinfection process-es that are effective against hepatitis virus-es must be used and proof of a reduction oftheir titres by at least 4 log levels must befurnished. For thermal disinfection, pursuantto prEN ISO 15883-1 A0 values of 3000 sec-onds at 80 °C or another corresponding time-temperature ratio must be selected (e.g. 5min at 90 °C). If this is not possible, 600seconds at 80 °C or equivalent A0 value will
suffice. These reduce the microbial count ofdefined bacteria and fungi as well as of heat-sensitive viruses by at least 5 log levels. Theexisting ”BGA Requirements“ (93 °C and 10min) which continue to be valid can serve asa suitable specification for older washer-dis-infectors (programme cards) that cannot, oronly with considerable effort, be repro-grammed.
In our hospital the thermal disinfectionperformance is verified by means of ther-moelectric measurement of disinfectiontemperatures and exposure times withdataloggers (ebro-Electronic, Ingolstadt,Germany). Calculation of A0 (F) values forthe disinfected supplies should take prece-dence over defined time-temperatureplateaus, because by referring to temper-atures during the heat-up phase it is pos-sible to provide for energy- and time-sav-ing operation. As opposed to the well-known biological indicators (Enterococcusfaecium on screws or tubular sections)thermoelectric measurements enable oneto reduce excessively large time-temper-ature ratios. The result is available imme-diately after finishing the measurements.Special attention must be paid to criticalcheckpoints in the device, i.e. respiratorytubes or, when low loads are used, the lo-cation directly between the rotors.
Chemothermal disinfection process-es can be checked with the existing bio-logical indicators using Enterococcus fae-cium in defibrinated blood or semolina onscrews or tubular sections.
Specification and Appraisal ofCleaning Efficacy
The biological indicators used to verify thechemothermal disinfection efficacy, asrecommended in the BGA guideline, donot produce reliable data on the cleaningof medical devices during processing pro-cedures because neither the type of testsoils nor the their germ carriers are rep-resentative of everyday practice. Myriadinvestigations have proved that there is nocorrelation between a reduction in the mi-crobial count and the cleaning action (ref-erences can be obtained from the author).To date, no standards have been estab-lished or are generally recognised for ver-ifying cleaning efficacy.
Again, risk analysis is one of the firststeps taken in practice. The method usedto verify cleaning efficacy of a processingprocedure must be tailored to the instru-
ment contamination encountered in a par-ticular setting. The (potential) occurrenceof coagulated (dried) blood on instrumentsis indicative of soils that are difficult to re-move (surgical instruments). If blood-me-diated soils can be essentially ruled out,cleaning will be less of a problem (wash re-ceptacles, anaesthesia materials).
”Cleantest indicators“ (PVP Hygiene-kontrolltechnik, Limbach-Oberfrona, Ger-many) has proved useful for verification ofsurface cleaning of medical devices thatare easy to clean. These are stuck ontosites that are potentially difficult to clean.If residues of the coloured test contami-nant can still be detected on completionof processing, this will point to fully inad-equate cleaning efficacy as far as these in-struments are concerned. This method iseasy and inexpensive and can be affixedto medical devices of different designs.
Semi-quantitative findings on the clean-ing performance of an instrument pro-cessing procedure are yielded by ”TOSI in-dicators“ (Biologische AnalysensystemeGmbH, Lich, Germany) which are repre-sentative of difficult-to-remove test soils.Using suitable carriers, lumened instru-ments can also be simulated. This methodcan be recommended, too, for validationof cleaning processes difficult-to-removecontaminants.
Frequency of Validation of Disin-fection and Cleaning Processes
The Guideline for Hospital Hygiene andInfection Prevention of the Robert Koch In-stitute recommends that the effective-ness of washer-disinfectors be verifiedevery six months. To date, only the disin-fectant action must be checked.
Based on risk analysis on site, this rec-ommendation can be modified to meet theindividual situation. Intricate instrumentprocessing procedures entailing a greaterrisk of infection must be verified more fre-quently (flexible endoscopes: every 3months) than relatively straightforwardprocesses posing less risk of infection(washing receptacles, sliders: once yearly).
Additional verification of the cleaningefficacy appears warranted, in additionalto the annual check, when commissioningnew washer-disinfectors or changing thedetergent and/or process control. It is al-ways required in addition if visual soilscan be detected on the instruments afterprocessing. ✦

FORUM INSTRUMENT PROCESSING 2002
24CENTRAL SERVICE Volume 11 2003
ZENTRALSTERILISATION
Suppl. 2
T he characteristic properties of bound-ary-surface and microstructure ana-
lytical- processes such as low informationdepth, high spatial resolution and pro-nounced detection sensitivity permit com-prehensive – albeit selective – examinationof the surfaces of materials:
Contamination analysis
• Element composition (qualitative andquantitative analysis)
• Chemical compounds (qualitative andquantitative analysis)
• Lateral distribution (element and com-pound distribution images)
• Layer thickness
Examination of the material surface fol-lowing cleaning
• Alteration of element composition (qual-itative and quantitative analysis)
• Alteration of chemical compounds (qual-itative and quantitative analysis)
• Lateral distribution (element and com-pound distribution images)
• Material damage (corrosion)
Due to its typical trait of performing analy-sis in atomic dimensions, boundary surfaceresearch permits greater insights intoprocesses unfolding in areas that remaininaccessible to human senses. Using thisfacility, it is thus possible to design and tai-lor to individual requirements – e.g.amenability to cleaning – new surfacesand materials going beyond the realm ofconventional analysis.
IntroductionThe difficulties encountered in trying toinactivate the insoluble scrape prion pro-tein PrPSc using conventional sterilisationprocesses have led to the situation that re-liable cleaning has now become the mostimportant step of the entire chain whenprocessing medical devices.
Strictly speaking, perfect cleaning meansremoval of all contaminants from the sur-face of the respective medical device, in-cluding all pathogens. But what actuallyhappens in practice in many cases is avery different story.
Hence there is all the greater need foranalytical methods that guarantee robustcharacterisation of medical device sur-faces. However, as a rule it is possible toobjectively assess cleanliness and thecleaning outcome on surfaces only byidentifying and quantifying the residualcontamination as well as by analysing themicrostructure and the chemical compo-sition of the material surface of the in-strument or of the medical device to besterilised. The composition of an initiallycontaminated and then cleaned surfaceis generally complex (Fig. 1).
In principle, different methods can beused to characterise a cleaned surface: par-ticle count methods, contact angle meas-urements, UV-VIS spectroscopy, light mi-croscopy, scanning electron microscopy,secondary ion mass spectrometry, X-ray
photoelectron spectroscopy, radionuclidemethod, measurement and assessment ofsurfaces by means of evaporation rates,analysis of non-volatile residues, thermo-gravimetric methods, total organic carbon(TOC) analysis, phase formation analyses,gas chromatography/ mass spectrometryand Fourier’s transformation infrared spec-troscopy The correct choice of a method willas a rule depend on the requirements be-ing addressed to the measurement results.The medical device must be destroyed toimplement some of these methods.
MethodsInvestigation and testing of the cleanlinessof medical device surfaces were conduct-ed at the Natural and Medical Sciences In-stitute at the University of Tuebingen (NMI)using boundary-surface and microstructure-analytical methods. To identify the medicaldevice locations least amenable to cleaningthe radionuclide method, conducted bySMP GmbH, was employed in the courseof investigations of the cleaning behaviour.
Validation of Cleaning with Surface Analytical Methods
R. Reichl (2002)
Fig. 1: Composition of an initially contaminated and then cleaned surface
chemically un-changed residues
residues ofthe detergent
residues chemicallyaltered by detergents
layers generatedby detergents(intended)
surface chemicallyand topographicallyaltered
corrosion
clean surface
detergent diffusion
heat

VERIFICATION OF PERFORMANCE PARAMETERS
25 CENTRAL SERVICE Volume 11 2003
ZENTRALSTERILISATION
Suppl. 2
However, it is not possible to carry outthese procedures in a hospital setting.Rather, they serve to design instrumentsthat lend themselves to cleaning, assuringsafe processing from the moment of initialconception right through to parameter ver-ification. Hence in terms of the procedureadopted, this approach is very similar tothat used in sterilisation. Surface charac-terisation can be effected, inter alia, bymeans of light microscopy (LM), scanningelectron microscopy (SEM) and X-ray pho-toelectron spectroscopy (XPS).
Light Microscopy (LM)
Light microscopy is employed already atthe time of preparing samples for SEMand XPS. One important advantage of thismethod resides in the reproduction ofcolours in the light microscopy images.
Scanning Electron Microscopy (SEM)
In addition to magnification that can beas high as 100 000-fold, the main advan-tage conferred by SEM images is the enor-
mous depth of focus. Even three-dimen-sional objects measuring several millime-tres in diameter are depicted throughoutin sharp focus.
X-Ray Photoelectron Spectroscopy (XPS)
Contaminants are often present as thin,topographically uniform layers, hence theycannot be identified with SEM. To identifysuch contaminants, the chemical compo-sition of the surface is analysed with XPS,which also gives an insight into the prove-nance of the contaminants. By quantifyingthe contamination, it is possible to objec-tively assess the cleanliness of a surface.The adhesion mechanisms of specific con-taminants can also be investigated in orderto determine how materials respond tocleaning. XPS has proved to be a suitableanalytical method in such circumstances.
Standard Surfaces
How clean is a surface that is recognisedas being clean? What is definitely true isthat in reality there is no such thing as an
atomically clean surface. In a large indus-trial joint project carried out by NMI, a vastnumber of instrument surfaces that weredeemed to be clean were subjected toXPS analysis. From the element concen-trations thus obtained, mean values werecalculated with their associated standarddeviations. These XPS investigationsformed the basis for definition of what isknown as ”standard surfaces“. By meansof qualitative and quantitative comparisonwith any arbitrary surface they permit ob-jective and quantitative assessment ofcleanliness. ✦
Masthead
Editor in ChiefP. Heeg, Tübingen, Germany
EditorsP. Heeg, Tübingen (D), P. Hooper, Banbury (GB),W. Renders, Brugge (B)
Advisory Editorial BoardW. Accoe, Gent (B), A.L. Boks, Rotterdam (NL), M. Borneff-Lipp, Halle (D), E. Dennhöfer, Köln (D),P.A. de Vries, Utrecht (NL), J. Holdener, Zürich(CH), S. Krüger, Grünendeich (D), R. Machmerth, Mainz (D), A.P. Mercieca,Sydney (AUS), T. Miorini, Graz (A), E. Pfeifer,Waldkraiburg (D), A. Schneider, Pforzheim (D),G.A. Sills, Nottingham (GB), P. Weber,Winterthur (CH), T. Zanette, Tübingen (D)
Central Service is the official publication of theGerman Society for Sterile Supply e.V. (DGSV)
Publishermhp-Verlag GmbH, Marktplatz 13, D-65183 Wiesbaden ✆ +49 (0) 611/505 93-31,Fax: -11, E-mail: [email protected]
Editorial StaffDr. Gudrun Westermann,✆ +49 (0) 611/505 93-35, Fax: -11E-mail: [email protected]
Advertising SalesWalter Bockemühl ✆ +49 (0) 611/505 93-32
Rate CardRate card No. 11/2003
PrintingDruckerei Chmielorz GmbH, Ostring 13, D-65205 Wiesbaden-Nordenstadt
PaperTerraprint mat ”chlorine-free”, 90 g/sq.m
Publication ScheduleBimonthly: February, April, June, August,October, December
Subscription Rates
Single issue: c 8.70 (plus postage, tax included).Annual subscription rate (6 issues, postage andVAT included)Germany: c 52.59, Europe:c 60.30, World: (air mail) c 73.16.
Unless cancelled before August 31st of thecurrent year, the subscription is automaticallycontinued for another year. Subscription ordersshould be sent to the publisher.
Copyright
All rights reserved. No part of this publicationmay be reproduced, transmitted in any form or
by any means without the prior written permis-sion of mhp-Verlag GmbH. One photocopy ofindividual articles or parts thereof may be madefor personal use only. © mhp-Verlag GmbH 2003
Trademarks
The use of general descriptive names, trade
names, trademarks, etc., even if these are not
especially identified, is not to be taken as sign
that such names may accordingly be used freely
by anyone.
Editor in Chief, Editorial Board and publis-
her do not guarantee for articles published outsi-
de the editorial part of the journal (especially
advertising, industrial and congress information)
contained in this journal. Authors who are men-
tioned with their full name and who are not
member of the editorial staff publish articles in
their own responsibility. Editors and publishers
are not liable for these articles. The opinions
expressed in this journal are those of the
authors and not necessarily those of the editors
and the publisher.
ISSN 1612-0108

The ProblemIn recent times there has been an in-creasing awareness of hospital infections,attributable in some cases to improperprocessing of reusable instruments (med-ical devices). These shortcomings nowhighlight the need for documentation ofprocess sequences and verification of pa-rameters, which is why a quality assur-ance system is to be introduced for ster-ile supplies. In Germany, this has alreadybeen determined in principle since theend of the 1980s (Code of Social Law). On-ly by adopting such an approach can theinfection risk be minimised and proof fur-nished that all processing steps have beencorrectly adhered to.
Today, it is possible to organise a com-plete sterile supply management systemby using computers with correspondingsoftware and observing the prescribedsequences. In the meanwhile, similar stan-dards (EN, ISO) governing sterile pro-cessing of reusable medical devices are inforce in many countries. The demandsaddressed by such standards to the ster-ilisation department personnel are not low,especially if one bears in mind that evenat present staff are under pressure to re-duce costs and optimise the quality of theservices rendered.
The Solution In 1999 the Australian company PrecisionMedical was commissioned to develop asoftware system to meet these require-ments. The order for this was awardedby Central Coast Health Service, a publichospital group (70 km to the north of Syd-ney). The key demand was to deliver asystem that exactly met the needs of acentral sterilisation department for med-ical devices; at the same time it should beeasy to operate and comply with statuto-
FORUM INSTRUMENT PROCESSING 2002
26CENTRAL SERVICE Volume 11 2003
ZENTRALSTERILISATION
Suppl. 2
Documentation, Quality Control and Verification of Performance Parameters for Medical Device Processing
R. Hussel (2002)
ry provisions. The system ”STS – Steril-izing Tracking System“ was introduced inDecember 1999 and won a prize for thehospital, the ”Baxter Innovation in Health-care“ Award.
A key feature of the STS System in-volves the use of a portable computer witha barcode reader (Fig. 1). The main ad-vantage of such a device is that manual da-ta acquisition is dispensed with. A quick andcorrect means of data acquisition had beeninvented. All processing steps are docu-mented by scanning a barcode label.
By scanning the barcode label for eachprocessing step and using the extensiveinstrument register in the STS System,the following data are also concurrentlyregistered:
• date, time and name of staff memberentrusted with loading the machine
• which devices were used
• date, time and name of staff memberentrusted with unloading the machine
• visual image of a test result
• parametric release by using a datalog-ger (temperature, pressure)
• date, time and name of staff memberentrusted with distribution within thehospital
• documentation of costs (for internal ac-countancy purposes)
• sterile supply warehouse managementfor multiple storage sites in differenthospitals
• date, time and name of staff memberusing the device on a patient
• proof of costs for complete operationalcost control
• date, time and name of staff memberentrusted with return to CSSD
• report on condition of supplies
In addition to documentation of sterilemedical devices, the use of single-usemedical devices can also be documented(Fig. 2). This is particularly important forcontrol of implants and other invasive de-vices used for patients. Just as in the caseof instruments, so here too instrumentrecall is possible at all times and the sys-tem is able to precisely locate the re-spective device.
The user has access to an extensivesupply of statistical data thanks to auto-mated documentation. These data areused to plan and optimise future instru-ment deployment, enhance new pur-chases, optimise equipment utilisationand control repair and servicing of instru-ments.
An inventory management system isalso incorporated. An instrument registerfeatures all instruments, with operatinginstructions based on figures and videos.The system can also be used for trainingpurposes. It can be adapted to differentcoding systems and languages. Tracka-bility and traceability of single medical de-vices – not only of trays – become possi-ble. ✦
Fig. 1: Scanning of packed devices with a porta-ble computer

VERIFICATION OF PERFORMANCE PARAMETERS
27 CENTRAL SERVICE Volume 11 2003
ZENTRALSTERILISATION
Suppl. 2
Fig. 2: Medical devices on the track – each one leaving individual traces which can be used for documentation purposes, economic considerations and incase of liability
Instrument return Identification Print container list Affix label
Scan labelPrint label
Visual inspectionParametric release
Department(direct distribution)
Hand over to departmentUsage on patientProcurement
Single-usedevices
Unusedsupplies
Warehouse
Cleaning
Distribution Unloading
Packing
Loading procedure
Is All in Order with Sterilised Medical Devices?T. Fengler*, H. Pahlke (2002)
Hygienic medical devices inthe ”cutting“ disciplines
The surgeon bears responsibility forthe surgical procedure, and also forthe medical devices used in thecourse of such an intervention. Thelatter are governed by product liabili-ty legislation, which can also make li-abil ity infringements punishablecrimes. They are also regulated, inparticular, by the German Medical De-
vices Act (MPG), which has now beenamended for the second time. Itmakes no difference whether the de-vice concerned is a single-use orreusable instrument, in either case itmust comply with pertinent legisla-tion, regulations and directives as re-gards its functional capabilities andstate of hygiene. Any deviation fromthese provisions means that the bur-den of proof is quickly shifted to the
person conducting processing and inthe event of any legal proceedingsthis person would have to have an ex-pert confirm that the alternative pro-cedure used was equivalent in termsof patient safety (see table 1). Herethe legislator has deliberately not leftclarification of the intended purposeof the medical device exclusively inthe hands of the manufacturer (”pow-er to define“), so that if a validated

FORUM INSTRUMENT PROCESSING 2002
28CENTRAL SERVICE Volume 11 2003
ZENTRALSTERILISATION
Suppl. 2
procedure is used the hospital is au-thorised in principle to process sin-gle-use products – provided that thisis worthwhile… The issue of whetherthe patient is to be informed that aprocessed device is being used is acontroversial topic in Germany.
Special attention should be given tothe guideline recently published bythe Robert Koch Institute (RKI). Thisclassifies medical devices into threecategories in terms of their suitabilityfor processing. For example, heat-sen-sitive cardiac catheters are assigned toClass III C (critical, with particularlystringent processing requirements); akidney dish would belong to Class IA. A medical device is deemed criticalif it comes into contact with body ar-eas that are deemed ”autologous“ andsterile; in general this means that itpenetrates the mucosal/skin barrierand mainly comes into contact withblood, something that happens whenmerely taking a blood sample.
The cleaning problems associatedwith sterile supply processing havebecome exacerbated since minimallyinvasive techniques became an es-tablished practice mainly for electiveprocedures (i.e. no vital indications).The instruments have become moredelicate and more intricate; they are al-so more susceptible to malfunction-ing and are not so easy to clean. Butcleaning is the most important step inprocessing. However, neither sterili-ty nor a successful cleaning outcomecan be measured directly. Only thecontrary outcome, i.e. contamination,can be detected – but unfortunatelynot always in the Central Sterile Sup-ply Department (CSSD) before being
used on the next patient. We havebeen able to demonstrate this in phaseI of the first ”multicentre study ofcleaning during sterile processing“(known by its German acronym as”MRSA“) to be conducted in Germany(1). In six centres we subjected vari-ous types of instruments (ranging fromspecula to trocars) from ”cutting“ dis-ciplines (from gynaecology to trauma-tology) to three tests for residual pro-tein contamination (haemoglobin, pep-tide and amine detection). It was pos-sible to rinse off residues from oneout of every two to three instruments,as reported in Forum 2000. Consider-ation must be given to the type of in-strument to be used for a procedure:
the less urgent a procedure, the longerthe choice of instrument should bepondered. How come that a liposuc-tion cannula or a Veres needle is notclassified as a single-use device? Bothare just as difficult to clean as the clas-sic intramedullary reamer (fig. 1).
The necessity for an operationshould be viewed in the context ofthe underlying clinical manifestation.Every surgical procedure entails a riskand this should not be increased byusing potentially infectious medicaldevices. Nonetheless, it must bepointed out that the rate of postop-erative infections has never been aslow in the history of mankind as it istoday (in industrialised countries).
What can, what should ”sterile“processing be able to deliver?
After surgery, the biologically con-taminated (with blood, fat, mucous,possibly bone fragments, disinfectantor contrast media residues) instru-ments are transported in a dry stateto the CSSD in sealed, protective con-tainers. There they are dismantled forprecleaning; hopefully an ultrasonicbath is also available. They shouldthen be placed in a washer-disinfec-tor/dryer such that spray shadowingis ruled out (figures 2 and 3).Fig. 1: Intramedullary reamer
Device appraisal (medical)
• Urgency of surgical procedure
• Vital indications (e.g. following an accident)
• Elective indication (e.g. gallbladder removal)
• Optional indication (e.g. liposuction)
• Suitability of the medical device
• Functional capabilities/ergonomics of medical device (in respect of selected surgical technique)
• Adequate provision of medical devices on trays/sets
• Availability on appointed OR day
Device appraisal (technical and logistic)
• Availability of functional, processable and processed medical devices on standardised trays
• Timely provision of medical devices calls for adequate stocks with suitably equipped trays/sets andqualified personnel in the Central Sterile Supply Department (CSSD)
• Provision and disposal of ”single-use instruments“
• Amenability to cleaning as the decisive criterion when assessing possible reuse (risk analysis)
• Calculation as regards reuse/single use
• Central processing of medical devices is necessary because of reproducibility of work and pro-cess documentation, equipment installation/availability.
Table 1 Device appraisal is part of risk analysis
Fig. 2: Spray shadowing

VERIFICATION OF PERFORMANCE PARAMETERS
29 CENTRAL SERVICE Volume 11 2003
ZENTRALSTERILISATION
Suppl. 2
Fig. 3: Spray shadowing
It is here that the cleaning and (ther-mal) disinfection process is essen-tially carried out, under mainly repro-ducible conditions. Therefore prefer-ence should definitely be given to au-tomated processes over manual pro-cedures. This does not imply thatmanual cleaning is superfluous. Ofthe thousands of instruments pro-cessed daily, there are always somethat have to be manually cleaned (per-sonnel protection must be assured).
The (hopefully!) now dry instru-ments and equipment are then han-dled for the last time: for inspectionof functioning and (visual) cleanliness,for packing and final steam sterilisa-tion ( in most cases, otherwiseformaldehyde vapour, ethylene oxide,plasma sterilisation). All process stepsmust be documented in detail andverif ied by means of dataloggerswherever possible. Another task tobe discharged by the processor is toensure traceabiliy of any individualinstrument (matrix or barcode),transponder) and to link this infor-mation to the patient’s file. The med-ical device must not pose any risk to
the patient. This to begin with im-plies how the device is handled bythe surgeon and its safe functioning,but also refers to its hygienic safety,calling to mind the ongoing reportsof diseases such as AIDS, BSE or ofpathogens such as hepatitis viruses,staphylococci, streptococci and my-cobacteria, the latter of which are en-countered more commonly in a hos-pital setting.
Legally, reprocessing is viewed asa special form of medical device serv-icing. But this presupposes that theoperating manual gives appropriateinstructions for safe sterile supplyprocessing rather than making refer-ences to outdated practices (e.g. met-al wire brushes). The processor bearsjoint responsibility if he does not ex-press any interest in the availability orobservance of the operating manual.On the other hand, the manufacturerhas a duty of product observation.For example, if it comes to light thatcertain devices are being handled ina manner that does not comply withthe prescribed method, he must issuepublic warning instructions. If single-
use devices are being processed themanufacturer must provide informa-tion on the associated hazards. If heneglects to do so, he would be heldjointly responsible in the event of a li-ability claim. Processing does not atpresent come within the purview ofEuropean legislation, hence discus-sions at national level are importantand effective. ✦
References1. Fengler T., Pahlke H., Bisson S., Michels W.: Are
Processed Surgical Instruments Free of Protein? Zentr Steril 2001; 9 (1): 20–32.

FORUM INSTRUMENT PROCESSING 2002
30CENTRAL SERVICE Volume 11 2003
ZENTRALSTERILISATION
Suppl. 2
In Germany, legislation and the recom-mendations of specialist committees
give the impression that everything is inorder in the German Central Sterile Sup-ply Departments (CSSDs), and that all thatis needed is a final brush up.
Right up to the present day medical de-vices continue to be processed in somesettings whose facilities date back to the1970s, at a time when dishwashers weremodified to meet hospital requirementsand the tray system magnified in enor-mous proportions to meet the process-ing needs. This alone reveals that what wehave here are, in particular, structural prob-lems, and not only the hospital manage-ment’s presumed lack of interest in theCSSD but in addition a lack of financial re-sources. Of course, it is also easier to gainacceptance for the need for procurementof state-of-the-art medical therapy equip-ment than for a long overdue modernisa-tion of the CSSD.
One solution would be to implementthese modernisation measures with a min-imum of expenditure. To that effect, theservices of an external consultant wouldhave to be enlisted, as such a personwould not be influenced by locally pre-vailing circumstances and would be ableto objectively approach the project and, forsome time at least, to listen impartially toall parties concerned: ranging from thehospital management through nursingservices to the hospital engineering serv-ices and workers’ council.
To begin with, an inventory of the cur-rent situation from the CSSD viewpoint istaken – an angle that is unknown in manyhospitals. This analysis highlights the in-terfaces to the ‘clients’: OR and wards.Here it will come to light for the first timethat any changes in the CSSD, be it in re-spect of working patterns or merely real-location of space, always have repercus-sions on other areas.
After more in-depth analysis, the possi-bilities for change will be revealed. This ap-plies for work flow patterns just as it doesfor structural changes. Now the hospitalis asked what type of changes are to bemade. Everything, from a minimal solu-tion (e.g. improvement of working pat-terns) to construction of a new building ata different location, must be jointly dis-cussed, with meticulous appraisal of theissues involved. Of course, the ability tofinance such a project is the key to the newCSSD; demand (internal and external) forprocessed medical devices must be as-sured in the long term.
Here a few examples: it is possible toincrease the CSSD capacity and once againto assure provision with sterile supplies by
– optimising washer-disinfector pro-grammes
– discontinuing the existing practice ofwet transportation
– changing work flow patterns and
– introducing appropriate packaging.
In some cases analysis reveals that thereare indeed too few instruments available.Only after taking a detailed inventory of ex-isting stocks should the number of addi-tional instruments needed be decided.This should not necessarily be carried outby an instrument manufacturer. Poolingand leasing are possible solutions here toreduce capital investment needed for oth-er staff or technical measures.
In cases where structural alterationsare necessary, all avenues must be ex-plored to finance this project while incur-ring minimal costs. Already at the plan-ning stage, a lot of money can be savedby involving the CSSD experts right fromthe outset, before support walls are con-structed at the wrong sites. Once the hos-pital engineering services and the con-sultant have discussed the various possi-bilities and the expected difficulties, a very
accurate blueprint of the reconversionproject can already be drawn up, thusserving on the one hand to impose thenecessary limitations on the architectsand planning engineers, and on the otherhand making it possible for the user tolater execute meaningful work flow pat-terns in appropriate surroundings.
Consideration is given to the use ofmedical devices that have already been inservice (equipment, instruments, acces-sories, parts) and which (in some cases af-ter upgrading) meet the relevant require-ments, particularly in the case of largeequipment (ultrasound, washer-disinfector,steriliser). Equipment, which could by allmeans give a further ten years of serv-ice, is always becoming available as a re-sult of modernisation, expansion or closureof other hospitals. In present times thehospitals’ equipment park, which wasabandoned due to changes in health poli-cies, should also be used.
Nor is it possible to stock up only withnew instruments. In many cases wheninventories are taken in various hospitalsone comes across instrument stores ofconsiderable value. Often a telephone callis all that is needed to avail of the contentsof this store at a reasonable price. Here,too, it is important to define priorities whenprocuring instruments. Often an invento-ry of trays brings to light the ”greatestcommon multiple“: gradually, everythingrequested by a surgeon has been addedto the tray.
Removal of unused instruments callsfor permission from the surgical depart-ment and involves an extra effort, whichexplains why often more than half of theinstruments on a tray have not been used,but continue to be sterilised on each oc-casion. This prolongs the processing time(more trays must be kept available), in-creases the weight of the tray (often be-yond the permitted limit of 10 kg) and in-
Experiences Gained from Reorganisation ofDifferent CSSDs with ”Inventory Protection“
T. Fengler*, H. Pahlke (2002)

WHAT CAN BE CERTIFIED?
31 CENTRAL SERVICE Volume 11 2003
dividual instruments are subjected togreater wear (with attendant repair andreplacement costs).
Another possibility for restructuring isto combine the services of two or morehospitals as a single service company witha qualified partner for what is known as the”hotel services“ of a hospital. Hospitals,too, are capable of begetting daughters!Working with a minimum shareholder fromthe infrastructural services’ area, this jointbusiness venture under the aegis of thehospital would pave the way for a profes-sional partnership based on mutual trust.
The most important, and also legallystipulated, measure is that personnel qual-ification must be ensured in parallel; thisis something that is often urgently need-ed but is not permitted by the hospitalroutine. Unfortunately, expertise on a lev-el of that required by a sterilisation assis-tant is not assured on a large scale, despite
the fact that such an investment couldcut costs for the hospital in the long term.
Furthermore, a check must be carriedout to elucidate and select just what tasksshould be discharged by the CSSD: shouldan equipment park be maintained for au-tomated processing of the receptaclesused for washing on the wards – so as tomake them available again to the sameward? Is this (personnel) investment jus-tified? Must the washing tunnel for thehospital transport system be in the CSSD?Must all kidney dishes belonging to the oralcare set (some 800 daily) be processed inthe CSSD? Must each oral care set besterile? Or are there no single-use babybottles, kidney dishes, etc.?
Likewise, the medical devices andtheir manufacturing conditions must bequeried. Must the CSSD really producesterile wooden spatulas, bearing in mindthat they are commercially available at
half the price? Must all processing de-mands be met, or is it better to call for andimpose a standard?
Cost-conscious sanitation often callsfor an external expert who as an ”honestbroker“ must also be able to get thingsdone. This person is not part of the con-flicting network of interests in the hospi-tal hierarchy; he asks questions, propos-es solutions, asks for instructions but,wisely, refrains from issuing any himself(acceptance, liability) and documents hiswork in a report that is handed over tothe responsible parties. He will be judgedby his performance and by the success ofthe measures involved. And, indeed, thisis how the CSSD is appraised, which at thevery least is the hospital’s heart chamber.Everything must be done to assure itsfunctions and performance – verificationmust take precedence here over themuch-vaunted validation! ✦
ZENTRALSTERILISATION
Suppl. 2
Again: What is Clean, What is Pure?T. Fengler*, H. Pahlke, K. Roth, W. Michels (2003)
Successful cleaning of surgical instru-ments is a basic prerequisite for suc-
cessful disinfection and sterilisation. Theverification methods currently employed, asoutlined to an extent in the annex to draftstandard prEN 15883-1, are described. Adistinction must be made between meth-ods conducted directly on the medical de-vice, often necessitating destruction of thedevice, and those using the rinse solution(eluate), which do not involve device de-struction and can be used for several com-parative methods depending on the quali-ty of the sample recovered. No referenceis made to microbiological testing becausethe cleaning problems are more compre-hensive, and also because considerablemethodological problems arise due to a re-duction of the microbial count in the sus-pension (see also Michels, page 19).
All methods involved here are indi-cating methods, i.e. they measure only
study is also to be advocated (see our”MRSA“ study part 1).Until such a time as standardised processchallenge devices and test soils are avail-able as part of agreed test methods (i.e.before their development), it is importantthat the user in the CSSD can have re-course to a suitable method to verify thecleaning efficacy when processingreusable surgical instruments and that therole of spot checks as part of quality as-surance is understood, Validation of ster-ile supply processing presupposes thateach individual process step is validated.
IntroductionThe German Medical Devices Act (MPG)and the Medical Devices Operator Ordi-nance call for validation of the process se-quences used for instrument processing.
constituents of any residual contamina-tion from the last patient (e.g. peptidecompounds, amino groups or haemoglo-bin); some require a test soil (e.g. ra-dionuclide, sheep blood, bovine albumin,mucin). Elution tests using sample re-covery presuppose that the recovery rateis known hence these can yield low val-ues. Methods conducted directly on theinstrument are not suitable for clinical rou-tine because they mean that the medicaldevice must be taken out of operation fora longer period of time or must be de-stroyed.
In addition to specialist knowledge ofthe diverse methods, the person(s) con-ducting such tests must therefore knowjust what is being attempted here in orderto select the proper test method (e.g. typetest, cleaning outcome in washer-disin-fector, routine spot checks). The variousmethods must be validated; a multicentre

FORUM INSTRUMENT PROCESSING 2003
32CENTRAL SERVICE Volume 11 2003
ZENTRALSTERILISATION
Suppl. 2
Medical devices categorised as ”Critical C“must be subjected to the most rigorousquality management demands (certifica-tion). It is well known that medical devicecleaning is particularly important for suc-cessful sterilisation (Chan-Myers, De-sCoteaux, Fengler, Marshburn, Nystroem,Rutala).
At present there is no calibrated meas-urement equipment to determine justwhat constitutes successful cleaning. Thestate of the art invoked in practice involvesvisual/tactile inspection of the cleaned anddisinfected instruments. The degree ofcleaning and hence the quality of thatwhich is designated as ”sterilised“ oncompletion of the processing cycle willbe based on this. Surface deposits – rang-ing from simple soils (e.g. blood-cloggedcannula) to biofilms of mucous-producingbacteria (Exner, Rijnars, Riouful) – mustnot pose a danger to patients. But as op-posed to endoscopy, it is only rarely pos-sible here to definitively attribute occur-rence of infection to a single cause (Chu,Coghill, Fengler, Ojajarvi, Rutala).
Using the methods described below forverification of cleaning, industry (manufac-turers) and users now have at their disposalthe first such methods (albeit of a limited na-ture) for checking the cleaning outcomeduring cleaning, thermal disinfection anddrying in washer-disinfectors/dryers.
A distinction must be made, on the onehand, between measurement methodscarried out directly on the instrument (e.g.element analysis) or additionally with a testsoil on the instrument (e.g. radionuclidemethod) and, on the other hand, those per-formed (e.g. with photometry) using therinsing solution after having rinsed off theinstrument (e.g. with sodium dodecyl sul-phate (SDS)) with a clinical or test soil.
Draft standard prEN ISO 15883-1 (firstpublished in Oct. 1999, currently beingrevised, and to be put to a new vote),which specifies performance requirementsfor washer-disinfectors, also addressesthe issue of verification of cleaning efficacy.Test soils are listed in annex B, albeit on-ly those used in the past for microbiolog-ical testing with biological indicators. Theaim here originally was to reduce the num-ber of active microorganisms before ac-tually verifying disinfection, rather thantesting the cleaning success by microbialrecovery. Apart from the investment re-quired for reproducible preparation of suit-able suspensions and from having to makethe difficult choice of finding suitable mi-croorganisms, this methodology does not
directly check the cleaning dynamics, be-cause the number of organisms is reducedduring the entire process and their inacti-vation is in all probability not only due tocleaning (Michels, Fengler et al.).
The following therefore outlines themethods available for verification of clean-ing efficacy. These include methods car-ried out with the eluate to test for resid-ual contamination of a clinical origin (with-out knowing the magnitude of the base-line contamination). These are of muchrelevance in practice and are performed inthe sterile supply department. However,these methods do not measure the re-duction dynamics; a defined in vitro testsoil must be used to that effect.
For quantification of these methods, inaddition to the eluate method there aremeasuring methods that can be effecteddirectly on the instrument surface (spotchecks, entire surface). Instrument analy-ses or similar can be carried out with theeluate for type testing medical devicesand for commissioning washer-disinfec-tor/dryers. The former mean that the med-ical device must be taken out of operationfor some time (or often permanently as itmust be destroyed), which explains whythey tend to be used for clinical, single-use”disposable“ medical devices.
MethodsIn addition to the distinction made bet-ween elution (rinse) and direct measure-ment methods, the type of sample re-covery from the surface must also beborne in mind. Swab tests used to that ef-fect have only a demonstrative function,as a defined sample recovery is hardlypossible.
Directly on the medical device
All methods entailing measurements onthe instrument mean that the instrumenthas to be taken out of operation, at leastfor some time, and must often be de-stroyed so that it can be examined. Hence,apart from optical methods (visual in-spection, microscope) such methods areused for type tests (risk analysis, MedicalDevice Directory – MDD) and require themedical device to be dispatched to thelaboratory (laboratory tests).
Visual/tactile inspection of the surface of the medical device
Today, the degree of contamination on in-struments before cleaning and after au-
tomated processing in the washer-disin-fector/dryer is mainly checked by meansof visual/tactile inspection for cleanliness;this is documented. These findings canthen be compared with analytical methods.
Radionuclide method
Here tracer proteins are chemically boundwith a radionuclide. Technetium 99 is usedas a tracer. This is a hard gamma emitter,with a short half life, which is added to atest soil (e.g. blood). The test instrumentis contaminated in a process that simulatesa worst-case scenario.
This is the only method that permitsvery accurate measurement of the re-duction of the test soil, while concurrent-ly measuring its distribution throughoutthe medical device before/after cleaning.It does not necessitate destruction of thedevice. Provision must be made for pro-tection against radiation (Kirst, Schrimm).Temporal considerations must be observedbecause of the half-life requirements, forexample sample dispatch is not possible(after application of the radioactive testcontamination).
Activity is measured with a gammacamera before and after cleaning. The re-sultant difference serves as the basis forcalculating the residual contamination us-ing the time and half life.
Element Analysis
Here a defined section of the surface is ex-amined to elucidate its element pattern.From this can be inferred which substancesand substance mixtures were present; theelement profile of a clean surface can al-so be filtered out using a series of tests,depending on the materials used. Thismakes provision for formulation of a high-ly sensitive standard (finger prints), whichcan then be referred to the degree of clean-liness required clinically – to be yet de-fined (Roth, Personal Notes).
Quantification of residual contamina-tion is to be referred only to the surfaceexamined, rather than to the medical de-vice as a whole. Generally, it entails de-struction of the device, and should there-fore only be used for instruments that areno longer to be used (Reichl).
Qualitative Wipe Tests (wipingoff a surface)
Colorimetric swap ninhydrin test
The swap must be moistened with ster-ile, distilled water and is used to wipe offthe instrument surface to be examined.

WHAT CAN BE CERTIFIED?
33 CENTRAL SERVICE Volume 11 2003
ZENTRALSTERILISATION
Suppl. 2
The surface wiped off should not be lessthan 5 cm2 but no bigger than 50 cm2. Nocomparative measurements are expectedhere.
One drop (around 0.05 ml) of the nin-hydrin solution is applied to the swab andleft to dry in the air for 5 minutes. The ap-pearance of a purple colour is indicative ofprotein/amino acid residues and no fur-ther treatment is required. If there is nochange in colour, the swab is placed in adrying cabinet and heated for one hour to110 °C (De Bruijn).
The appearance of a purple colour issupposed to be indicative of residual pro-tein. The test sensitivity is sufficient to de-tect glycine at a concentration of 2 mg/m2
(caution: do not allow the swab to comeinto contact with the skin – this leads tofalse positive results!) (De Bruijn).
Qualitative colorimetric Biuret test (Konicas Swab’N’Check)
The reagent solution is prepared from 2components before the test. A definedquantity of reagent A is mixed with a dropof reagent B by mixing it in a test tube.
To carry out the biuret test, a definedsurface is wiped off with a swab that hasbeen moistened with 1 % sodium dodecylsolution (SDS). Using a blank test, one mustrule out that the result obtained is not dueto an intrinsic reaction of the cotton swab.
The size of the surface should be10 cm2 unless stated otherwise. This sur-face is wiped off twice in a longitudinal andtraverse direction. Quantification of thismethod is not possible.
The swab is then ”washed out“ in thereagent solution using gentle movements.Following a 10-minute reaction time, thechange in colour is compared to a colourchart. This chart ranges from greenthrough grey and bright purple to dark pur-ple (green: 0-25 mg protein content is in-terpreted as a positive result). Higher val-ues are defined as protein contamination.
This method is based on what isknown as the biuret reaction, showing re-action to proteins and peptides with atleast 2 CO-NH groups. The reaction be-tween carbamyl urea in alkaline solutionwith copper ions produces a change incolour between grey and purple depend-ing on the quantity. According to the man-ufacturer’s instructions, the detection lim-it for this method is up to 55 mg proteincontent (depending on the type of pro-tein) and thus in a range that can no longerbe seen with the naked eyed.
Rinse Methods (here: SDS elution)
Preliminary remark: a common feature ofall rinse methods is that they rinse off”less than all“ from the medical device sur-face – nonetheless, it should be borne inmind that this is being done after alreadyhaving completed the cleaning cycle. Any-thing that can no longer be rinsed off canremain permanently on the instrument,but this is not necessarily the case. Thegreater the quantity of eluate, the harderit will be to conduct measurements dueto the dilution factor. Particles – whetherdetectable or not – likewise shift the re-sults in the direction of false negative re-sults (Fengler). If the eluate quantity istoo small for the surface to be rinsed off,the rinse effect is lost and the recovery rateis reduced. It should be above 90% andcan be determined only with a definedtest soil, for its composition.
For sample recovery, the instrumentsurface to be examined is rinsed off witha small volume (50 ml/10 ml) 1% SDSover a certain period (allowing breaks). Toexamine the entire surface of an instru-ment, this is placed in a PE bag, which isclosed after addition of 5 ml SDS. The bagis gently moved to and fro, and repeat-edly changed from one hand to the otherto ensure that the SDS solution hasreached all surfaces (see Frister, p. 12).
To examine internal channels of MISinstruments, the instruments are securedon a stand such that the distal end is stand-ing in a glass beaker. A disposable syringeis connected to the other end by means ofsilicone tube sections. By withdrawing thesyringe and emptying it, the instrument isflushed repeatedly with 5 ml 1% SDS in thebeaker. In the case of trocar sleeves witha lateral opening (e.g. location of valve),this opening must be sealed first of all withparaffin film (parafilm) (Frister/Michels).
Semi-quantitative colorimetrichaemoglobin stick test (Sangur)
This highly standardised ”Sangur“ test isused to measure haemoglobin and ery-throcytes by means of the pseudoperox-ydase reaction (on test strips to be im-mersed in the eluate).It is also suitablefor conducting comparative semi-quanti-tative tests and provides information onblood contamination of the eluate. It wasdeveloped for urine diagnosis and is a suit-able alternative in the presence of deter-gents such as SDS, albeit not for all dis-infectants (see manufacturer’s descrip-tion, Boehringer, Mannheim, Germany).
As regards the measurement precision,the degree of haemolysis is imprecise, asis the number of red blood cells still in thesolution (particle error). Like all colorimetricmethods entailing visual comparison ofcolours, this also has a range that can beinterpreted by the investigator.
Colorimetric modified biuret test
This test measures peptides (Merck,Darmstadt, Germany). 1 ml of the recov-ered SDS solution is transferred with apipette to a test tube. Now, 1 ml of reagentI is added and the preparation is left tostand at room temperature for 5 minutes.Then 2 drops of reagent II and 2 drops ofreagent III are added. After mixing, prepa-ration 2 is allowed to stand for 2 minutesand the change in colour is then assessedwith the colour chart (Fengler et al. [9]).
The appearance of a purple colour com-plex is inversely proportional to the proteinconcentration, i.e. colourless means thatmore than 80 mg/ml protein equivalent ispresent as bovine albumin and a purplecolour is indicative of markedly less or noprotein. Appropriate dilution series can beused for more precise measurements.
Quantitative BCA method
The BCA method is based on the biuretmethod, but with enhanced sensitivitydue to addition of bicinchonin acid in thecomplex. But it is more onerous to carryout than the simple biuret measurement.Here, too, mucous can be an interferencefactor when interpreting results (en-doscopy, gynaecology, ENT).
Bradford method
This is a chemical/photometric methodduring which stains (Coomassie brilliantblue G-250 or eosin B [4’-5’-dibromo-2’-7’-dinitrofluorescein]) form protein-stain com-plexes in acidic solution, which can be de-tected at 595 nm or 540 nm.
Formation of protein-stain complexesis disrupted by salts, buffers and deter-gents. Nor are they formed in the presenceof triton x 100 of sodium dodecyl sulphate.
UV absorption method
The concentration of uniform proteins iseasiest determined by measuring UV ab-sorption. The aromatic amino acids tyro-sine and tryptophan absorb light at 275-280nm. A calibration curve is drawn for theproteins to be measured.
If diverse and unknown proteins are in-volved, there will be no uniform pattern of

FORUM INSTRUMENT PROCESSING 2003
34CENTRAL SERVICE Volume 11 2003
ZENTRALSTERILISATION
Suppl. 2
absorption due to the different propor-tions of aromatic amino acids. Bovine al-bumin is often used as a reference protein.Interference is also attributable to otherUV-active constituents such as nucleicacid and buffer substances.
Errors mediated by nucleic acids can becorrected by performing duplicate tests at235 nm and 280 nm using the formula Cprotein = (E 235–E 280)/2.5 l (mg/ml). Theeffects of light scattering and turbidity can-not be compensated for; this holds true forall photometric methods based on Lam-bert-Beer law for homogeneous solutions.
Modified OPA method
This is a photometric method carried outin vitro in the laboratory. In the presenceof N-N-dimethmy-2-mercaptoethylammo-nium chloride, free terminal amino groupsof proteins react with ο-phthialdehyde toform fluorescent 1-alkylthio-2-alkylisoin-doles that can be detected at 340 nm.Chemical reaction takes place in SDS so-lution with tetraborate buffer pH 9.3. Pro-teins undergo denaturation, in respect oftheir folding, under these conditions.
Interference factors can arise fromplasticizers in the synthetic materials used(check in advance!) as well as partial mask-ing of the amino groups by glutardialde-hyde residues. Attention must be paid tothe effects of light scattering, i.e. any sam-ples with particles must be discarded. Butthe following applies in principle: visualcontaminants need not necessarily bequantified as they are obvious (Fengler,Frister, Michels, Orzechowski).
ATP method
This method is based on the production oflight by the luciferin/luciferase reaction ofglow-worms. All cells, organic substratesand enzymes producing adenosine triphos-phate (ATP), can be measured in a partic-ular concentration range by means of bi-oluminescence. This reaction gives riseto a continual light utilisation which is pro-portional to the ATP concentration. In thecase of automated processing, this is atemperature-regulated process. Since ATPis very unstable, it is often reduced tonon-measurable ADP and phosphor (P).
DiscussionNot every test soil is necessarily suitable
for test purposes
To what extent the chosen test soil cor-responds to the real contamination en-
countered during an operation is some-thing that must still be validated in respectof its suitability as a test soil for a testmethod. If the instrument comes into con-tact during the operation not only withblood but additionally with other sub-stances such as fat and other tissue con-stituents, detergents, solution residues, in-struments are exposed to those sub-stances at high frequency (HF), giving riseto thermally mediated adhesions.
The test soil must be applied to re-flect the prevailing conditions. A soil thatis never encountered in practice onlyserves to bring up false results, as it sug-gests that proof is being furnished that asurgical instrument is amenable to clean-ing. Worst-case scenarios can go too farif used under semi- or non-critical condi-tions (e.g. external fixing device in trau-matology).
Cleaning cannot be verified in theCSSD using electron beam microscopyor other ”borderline“ analyses, becausethis requires destruction of the instru-ment. But since instruments are neededfor surgery, are available only in limitednumbers and cannot be destroyed at will,also because of their high costs, such sur-face-analytical methods can be used on-ly in limited cases for scientific investiga-tions. This must be borne in mind whenit comes to the common practice of de-manding statistics when formulating stan-dards.If the baseline contamination is not known,as is the case in clinical sterile supply pro-cessing, it is only possible to measure theresidual contamination by means of oneof the indicator methods described here.At present, it is not possible to measureall contaminants, ranging from inorganictoxic substances, pyrogens, endo-and ex-otoxins to protein mixtures, carbohydratesand fats. Therefore, task definitions mustbe tailored to the capabilities inherent inthe respective method used – for instance,the contaminants to be expected from in-struments used in a bronchoscopic setting(while of a proteinaceous nature) will dif-fer from those encountered in a trauma-tological bone operation.
There is at present only a limited num-ber of standardised methods which havealready been adequately tested in multi-centre trials and laboratory tests for in-specting cleanliness. While the afore-mentioned methods, compared with ear-lier test soils (semolina, BAMS, HuckerSoil, egg yolk) tend to be of clinical rele-vance and can be standardised, they
nonetheless only show the currently meas-urable components of a special type ofcontaminant.
If a suitably equipped laboratory isavailable, the eluate method with photo-metric measurement can be performed.This is likely to yield more accurate re-sults than the wipe and test-strip methods.This also provides for optimisation of thecleaning process.
Different issues, different methods
Using different methods, it is possible toeither detect the residual contaminationcontent or by means of a test kit to meas-ure the dynamics of a reduction processfrom the eluate or directly on the instru-ment surface. Quantitative methods pre-suppose that the baseline quantity and/orthe ensuing contaminant quantity can bemeasured. All wipe tests permit only qual-itative colorimetric methods which havelimited quantitative power.
The basic cleaning performance of anautomated process can be elucidated witha process challenge device (PCD) and atest soil, without having to resort to clin-ical investigations by means of spotchecks. At present, there are no general-ly recognised and adequately validatedPCDs, test soils and evaluation methods,only proposals for the test phase.
Microbiological testing with biologicalindicators must not be equated with test-ing the cleaning performance. The soilsused here were formerly intended for re-ducing the recovery rate, so as to min-imise the loss of microorganisms beforecommencing the actual test (”adhesive“for retention of test microorganisms).
Visual inspection is the simplest andpresently most important method. It can beused only to a certain extent for jointedand lumened instruments, whose insidescannot be inspected. Nor is it always pos-sible to distinguish between the depositsencountered. There is no method that canbe conducted on site for quantitative meas-urement of all potential contaminants suchas blood, fat, bone marrow, mucous, etc.Nonetheless, these are found together withprotein (due to mucous and blood).
The standardisation committees (e.g.CEN/TC 102 WG 8) assume that soils orig-inating from the patient are of a proteina-ceous nature. Therefore protein analysisis the method of choice for determiningcleaning efficacy for surgical instruments,while bearing in mind that an unknownbaseline contaminant of differing compo-sition is always encountered in the clini-

WHAT CAN BE CERTIFIED?
35 CENTRAL SERVICE Volume 11 2003
ZENTRALSTERILISATION
Suppl. 2
cal setting (differing levels of mucous,bone marrow).
In the Sangur test we have a simple,commonly used, semi-quantitative testfor detection of haemoglobin and ery-throcytes – which is thus very specific inrespect of clinically relevant soils. But itdoes not appear to be sensitive enough,as revealed by our multicentre studies(Fengler et al. [7, 9]). When processingsurgical instruments false results can al-so be obtained, e.g. due to the presenceof various detergents in the disinfectants.The Sangur test was developed for urineanalysis and is therefore easy to perform,even if it also put to other uses than thoseoriginally intended. Nonetheless, as ahaemoglobin test it has proved to be avery specific in respect of human residualcontamination (only blood) and is useful forgeneral orientational purposes.
Interference factors can impinge onthe results produced by all variants of thebiuret test which measure cleaning effi-cacy by wiping off a more or less definedinstrument surface with a cotton swab,which is then washed out in the test so-lution. This test method cannot be usedif, for example, ammonium sulphate, glyc-erine or saccharose (mucous) are pres-ent. Nor is it possible to compare exactquantities because the result will dependon the size of the surface wiped off, themethod of wiping and the amount of pres-sure exerted on the swab.
The ninhydrin method is a qualitativeorientational test that originated in theUnited Kingdom and has been includedin prEN 15883-1. But this is not suitablefor evaluation of the cleaning result whenprocessing surgical instruments. A drop ofninhydrin is added after wetting a cottonswab with sterile, distilled water and wip-ing off a surface > 5 cm2. The appearanceof a purple colour is indicative of residualprotein. While this change in colour is sup-posed to indicate protein contamination,some cotton swabs do not change coloureven in the presence of proteins. Thechange colour will also depend on thetype of protein.
For all eluate methods based on rins-ing, any residual contaminants presentmust first be dissolved. Detection is aimedat those substances to be found primari-ly together with proteins in surgical in-struments. Residues of mucous or fat canproduce errors for some methods, as canthe presence of detergents, disinfectantsor amines (e.g. plasticizers from synthet-ic materials).
Correct sample recovery that is able to re-cover at least three-quarters of the existingprotein is an important precondition here.This is assured in most cases with SDSsolution because this surfactant is particu-larly suitable in view of the denaturation interms of protein folding. However, suitableplastic bags must be used to recover therinse solution (eluate); this should not con-tain any substances that could falsify the re-spective method (plasticizers, see above).
Sample recovery is very difficult forsome intricate filigree instrument designs,particularly from lumens. Visual inspec-tion of such regions is not possible. Byattempting recovery with defined proteinsoils, the power of eluate methods couldbe enhanced by defining the recovery ratewith a test soil, for instance for the irriga-tion channels of dental hand pieces (DeBruijn).
What is important for tests of practicalrelevance that are carried out in the CSSDis the assurance that the instruments areavailable. This is the case where the re-covery from the eluate is concerned, withthe eluted instrument being clean in addi-tion. Recovery from the eluate must notgive rise to any chemical alteration of theinstruments which could render them dan-gerous when put to use (value conserva-tion). A spot check during sterile supplyprocessing could thus constitute an appli-cation.
Attention must be paid to assuring ab-solutely clean handling. The detection lim-its of some methods (OPA, micro-BCA)is within the range of protein determina-tion for a fingerprint.
As opposed to test-strip methods, pho-tometric methods call for a suitable labo-ratory and for commensurate expertiseas far as the methodology of eluate meas-urements are concerned. Hence with themajority of methods it is not possible toimmediately measure the level of con-tamination on site in the CSSD as a batchcontrol. Various biuret methods can beused as simple semi-quantitative tests fororientational purposes on site, but theseare prone to a mucous-mediated error.
If a laboratory with a suitable pho-tometer and quartz glass cuvettes are avail-able, preference should be given to pho-tometric methods. A clear (no turbidity)eluate that is free of particles is needed forcorrect measurements. Depending on themethod, the correct wavelength must beobserved for measurements. The extinc-tion values of the measurement can thenbe converted into protein equivalents (BSA)
to visualise the clinical residual contami-nation. It can be assumed that the clean-ing result obtained after processing surgi-cal instruments will never be 100%, whichis why instruments have to be sterilised.
The radionuclide method can be per-formed without destroying the instrument,but cannot furnish proof of complete clean-ing of an instrument that had been previ-ously put to clinical use. Based on theclearly visible residual soils on previouslymarked, applied proteins weak points canbe detected in the instruments in respectof processing and thus these can be com-pared with diverse cleaning methods. Thisgives the manufacturer the opportunity topropose a validated processing method tothe user.
The radionuclide method is suitable fortype testing new instruments or older com-plex instruments which have already beenin operation and have lumens that cannotbe visually inspected so as to be able to de-fine a suitable process for the user – clean-ing must then be defined in practice. Sincethe German Medical Devices Act (MPG)mandates that validated instrument pro-cessing be conducted, the manufacturermust also subsequently define the clean-ing processes to be used in the CSSD forcertain instruments that have been on themarket for a long time (cannulas, bonemarrow boring devices)
This method is particularly suitable forminimally invasive surgical instruments thatcannot be dismantled in order to identifythose surfaces that cannot, or cannot suf-ficiently, be reached by the cleaning solu-tion. Since a radioactive marked test soil isneeded here, such as human blood, thismethod differs from other methods only inrespect of occupational health considera-tions. While the other methods focus onresidual soils after use in surgery, the ra-dionuclide method provides direct proof ofthe cleaning efficacy for a known test soil.
If eluate-based methods are to demon-strate cleaning efficacy, the question aris-es as to what extent the eluate containsall residual soils or whether proteins orother soils that have not yet been dis-solved are still adhering to the instrumentsurface (and have not been dissolved).
Selective detection of pure fibrin de-posits as a blood constituent cannot be ef-fected with an SDS eluate alone becauseit is difficult to dissolve fibrin using SDS(elute once again). Elution with NaOHwould be advisable here or the addition of0.5% NaOH to the 1% SDS. But extremecaution is needed when handling NaOH

FORUM INSTRUMENT PROCESSING 2003
36CENTRAL SERVICE Volume 11 2003
ZENTRALSTERILISATION
Suppl. 2
(occupational safety) and instrument al-terations cannot be ruled out.
Detection of complete cleaning is pos-sible only by destroying the instrumentand performing analysis across its entiresurface, something that is not realistic interms of feasibility and clinical routinechecks. This laboratory test is of interestonly when applying for a marketing licencebefore placing the instrument on the mar-ket and for conducting investigations inthe event of damage. Accordingly, all meth-ods have advantages for specific task def-initions as shown for the most importantmethods (no microbiological methods, asexplained at the outset) in table 1.
SummaryUsing the modified OPA method, whichhas been used for many years for analy-sis in dairy research, analyses endowedwith sufficient power can be performed inthe protein range, and this can be furtherenhanced with the addition of NaOH.
The radionuclide method is ideal fortype testing, and does not necessitate de-struction of the instrument. Here, too, alot of experience has been gleaned overthe years with radionuclide diagnostics.
With a half life of 6 hours, technetium issuitable for practical use. But this methodbecomes more difficult when used forverifying the performance of washer-dis-infectors/dryers in the CSSD. It is urgently recommended that a methodbe developed to check cleaning of surgi-cal instruments so as to be able to verifyand document the performance of thecleaning step in sterile supply processing– only if this is accomplished will validationprove meaningful. Which of the methodsdescribed here might prove suitable forone or the other CSSD should be the fo-cus of further investigations, to be con-ducted under scientific conditions. Dueto the paucity of research investment,methodical validation, in particular, con-tinues to be a problem. ✦
References1. Chan-Myers H, McAlister D, Antonoplos P: Natural
bioburden levels detected on rigid lumened medicaldevices before and after cleaning. Am J Infect Con-trol 1997; 25 (6):471–476.
2. Chu NS, McAlister D, Antonoplos PA: Natural biobur-den levels detected on flexible gastrointestinal en-doscopes after clinical use and manual cleaning.Gastrointest Endosc 1998; 48 (2): 137–142.
3. Coghill SB, Mason CH et al.: Endoscopic biopsy for-ceps and transfer of Tissue between cases. Lancet1998; (18): 388–389.
4. DesCoteaux JG, Poulin EC, Julien M, Guidoin R:Residual organic debris on processed surgical in-struments. AORN 1995; 62 (1): 23–30.
5. De Bruijn ACP, Orzechowski THJ, Wassenaar C: Val-idation of the ninhydrin swab test to monitor clean-ing of medical instruments. Zentr Steril 2001: 9 (4):235–247.
6. Exner M, Tuschewitzky GJ, Scharnagel J: Influenceof biofilms by chemical disinfectants and mechani-cal cleaning. Zentralbl Bakteriol Mikrobiol 1987: Hyg[B]183 (5–-6): 549–563.
7. Fengler ThW, Pahlke H, Kraas E: Clinical suitabilityof laparoscopic instrumentation. Prospective clini-cal study of function and hygiene. Surg Endosc 2000;14 (4): 388–394.
8. Fengler ThW, Michels W et al.: Forum 2000: Instru-menten-Aufbereitung – Prüfung maschineller Reini-gungsleistung. Medica 2000, Düsseldorf (22.-25.11.2000) Referateband 1–36, Herausgeber ThWFengler (2000).
9. Fengler TW, Pahlke H, S. Bisson, W. Michels: Sindaufbereitete chirurgische Instrumente proteinfrei?(Are Processed Surgical Instruments Free of Pro-teins?) Ergebnisse der klinischen MulticenterstudieAufbereitung (MRSA). Zentr Steril 2001; 9 (1): 20–32.
10. Frister H, Meisel H, Schlimme E: Modifizierte OPA-Methode zur Charakterisierung von Proteolyse-Pro-dukten. Milchwissenschaft 1986; (41): 483–486.
11. Kirst E, Jahn D: Einsatz der Isotopen-Indikator-Meth-ode für die Untersuchung von Reinigungssystemenunter Alltagsbedingungen in der Milchindustrie. ZGesamte Hyg 1987; 33 (10): 529–531.
12. Lösche Ch, Fengler Th, Pahlke H, Kraft M, Kraas E,Boenick U: Aufbereitung von Instrumenten der min-imal-invasiven Chirurgie – Stand und Perspektiven.Biomedizinische Technik 2000; 45 (6): 175–181.
Surface analysis Analysis of eluate Radionuclide method(on medical device) (rinsing) (on medical device)
Site Lab Practical setting (hospital) Lab
Investigation(of medical device) Onerous No implications for ongoing tests Onerous
(radiation protection)
Precision High High – but depends on High – depending on coupling rate ofrecovery rate (< 100%) radionuclide on test substance
Test substance Not necessary Not necessary, but possible Necessary
Medical device testing (type) Medical device specimen Medical devices or their samples Medical device samplePractical test possible on site in hospital
Method (equipment) Physical or chemical Physical or chemical Physical, taking account of
(div. physical measuring (photometer, chemicals) chemical propertiesinstruments, chemicals)
Test Often involves destruction of Non-destructive, hence several analytical Non-destructive; it may also be possiblesample device and comparative methods can be to use same device for further
carried out on same sample device analytical and comparative methods
Investment High Usually low High
Costs per sample High Low Low
Table 1 Comparison of methods for detection of recontamination on surfaces of medical devices: direct measurement on specific device, often entailing itsdestruction, or indirect measurement of eluate (instrument not destroyed)

WHAT CAN BE CERTIFIED?
37 CENTRAL SERVICE Volume 11 2003
ZENTRALSTERILISATION
Suppl. 2
W ith the coming into force of theGerman Medical Devices Act
(MPG) and the Medical Devices OperatorOrdinance new requirements apply forverification of the cleaning process andof the cleaning result. At present, thecleaning process is generally monitoredwith process challenge devices (PCDs)and dataloggers. But acquisition of thesedata alone does not yield any reliable in-formation on the quality of cleaning sinceonly some of those parameters that havesubsequent implications for successfulcleaning are recorded. By subjecting sur-gical instruments to type tests (ideally,before placing them on the market), theminimal requirements for the parameterscan be defined, so as to ensure subse-quent reliable cleaning. Compliance withthese parameters must be verified anddocumented during the cleaning process.
IntroductionAmong the various definitions and re-quirements for validation the followingstatement draws attention: ”Validationserves to furnish documented proof, us-ing a scientifically recognised test method,of the ongoing effectiveness when facedwith the most challenging demands“. Thisis a requirement that in most validationprocesses is observed only to a certainextent. Validation should target the worst-case scenario. This demand applies toboth the extent of contamination and tothe state of the washer-disinfector as wellas the mechanism of action of the clean-ing detergents. In most validated process-es no special attention is paid to eitherthe machine performance or to the ef-fects generated by chemical detergents.In most cases only one programme cycleis defined, covering the parameters time,temperature and concentration of the de-tergent. Evaluation of the cleaning out-
come is then left in practice to the userwho faces problems, especially when itcomes to evaluating instruments cate-gorised by the Robert Koch Institute (RKI)as semicritical b and critical b. This is be-cause only limited visual access is per-mitted to the critical sites. A validatedprocess that takes account of all parame-ters of influence could be one solution tothis dilemma and should also be vigor-ously advocated by the user.
Which Parameters AffectSuccessful Cleaning and Must
They Be Defined?Normally, time, temperature, mechanicaland chemical factors are specified usingwhat is known as Sinner circuit. Whiletime and temperature can be recordedrelatively easily by means of dataloggers,things are markedly more difficult when itcomes to the mechanical and chemicalaspects.
a) Mechanical Cleaning Performance
Often, the mechanical cleaning perform-ance is monitored with PCDs that are in-tended to simulate intricate instrumentdesigns. A specific test soil that had beenapplied must be removed during the clean-ing process. The extent of residual con-tamination, which must be visually evalu-ated, constitutes the basis for any con-clusions drawn as regards the cleaningperformance. Using these types of PCDs,it is possible only to a certain extent todraw inferences on the cleaning effec-tiveness of the washer-disinfector, on theselected programme and on the chemicalsubstances, but certain problems medi-ated by specific instrument constructionswill not come to light.
If the water jet comes into contactwith the surface of instruments of simpledesign and without joints or lumens, en-
ergy is released when the water dropletbursts, and this then produces a goodcleaning result. A similar mechanism isobserved in an ultrasonic bath where largeamounts of energy are released on im-plosion of the vacuoles in the water. It isalways assumed that the water jet or theultrasound wave can optimally reach thesurface. In the case of ultrasound, atten-tion must also be paid to temperature,load and the level to which the bath isfilled.
Things become more complicated fortubular or jointed instruments. Here thecleaning mechanisms must be selective-ly deployed at the intended site of action.In general suitable insertion carts are usedto that effect, but the low cleaning pres-sure generated by the majority of wash-er-disinfectors is a problem in the case oftubular instruments. Our experiencesdemonstrate that, depending on the in-strument design, satisfactory cleaning re-sults are obtained only for cleaning pres-sure values that are markedly higher thanone bar. Furthermore, in most machinesflow through the instruments (patency) isnot automatically checked. In the case ofinstruments that cannot be dismantled, itis best to check this manually with a handpistol before the actual cleaning process.To achieve good external cleaning results,the instruments should also be placed inthe washer-disinfectors in defined posi-tions (that have been verified in advance).In particular, the jointed regions must beoptimally positioned in respect to the wa-ter jet. The customary practice of placingthe instruments on trays tends to preventtargeted cleaning, which is why ultrason-ic precleaning is indicated in such cases.
To assure the mechanical cleaning per-formance, the following parameters mustbe validated, defined and finally verified:water temperature, cleaning time, cleaningpressure and assured access by cleaning
Cleaning: What Is Verifiable?K. Roth (2003)

FORUM INSTRUMENT PROCESSING 2003
38CENTRAL SERVICE Volume 11 2003
ZENTRALSTERILISATION
Suppl. 2
solution to all critical sites of the medical de-vices placed in the washer-disinfector.
b) Effect of Cleaning Chemicals
In an age where vCJD poses a threat, de-tergents with pH > 10 are required be-cause of their superior efficacy againstprions. But the pH value is very much afunction of the water quality! To what ex-tent a pH > 10 really does protect againstprions remains open. Besides, alkalinitycan be achieved in different ways.
The foam generated by the chemicaldetergent is also another important as-pect, because a large amount of foam canlead to a considerable reduction in thewater pressure. The foam must be in-vestigated in respect of blood contami-nation, something that unfortunately ispossible in very few washer-disinfectorsdue to the absence of a transparent pane.
To be borne in mind additionally arethe duration of action, dosage amount anddosage temperature. Compromises areoften made in particular in the case of theduration of action in order to expedite theprocess cycle. But if one views this in thecontext of the total time needed for the en-tire processing procedure, it turns out tobe negligible.
Attention should also be paid to how thechemical detergents are stored. For ex-ample, if an enzymatic detergent is storedin the machine in a canister, the action ofthe enzyme can be markedly reduced dueto the effect of the heat generated in themachine, thus in turn producing poorercleaning results.
To ensure successful chemical clean-ing performance, the following parame-ters must be validated, defined and final-ly verified: type of chemical substances,application spectrum and duration of ac-tion, dosage amount and temperature,foam profile and water quality.
Who Must Supply Which Information?
Pursuant to the new standard EN/ISO17664 the relevant information must beprovided by the instrument manufacturerto the user. Non-specific terms such as al-kaline or enzymatic detergents should beavoided, while specifying at least the ex-act procedure with information on the ma-chine, chemicals and water quality to beused for validation. Only this approach willreassure the user that provision has beenmade for the appropriate and requisite
cleaning performance of previously vali-dated instruments. However, the user isresponsible for verifying and documentingthe relevant parameters.
European CLEANTEST ResearchProject
In a joint research project involving 8 com-panies processes are being developed toyield relevant data on the cleaning cycle.As a first step, the cleaning behaviourevinced by MIS instruments is investi-gated with the radionuclide method. Ifnecessary, changes are made to the in-strument design. The cleaning detergentsare optimised, as is the washer-disinfec-tor. In addition to data acquisition in the ma-chine a logger-based monitoring systemis used. Following successful validation,the instruments, machine and chemicalsubstances are used for one year in a hos-pital setting. Spot checks conducted for di-verse instruments while in use in the hos-pital as well as final boundary-surfaceanalyses are intended as a means ofdemonstrating that a system validated un-der worst-case conditions will producethe desired success and guarantee pa-rameter control during cleaning. ✦
Optimising Automatic Cleaning (in Washer-Disinfectors – WDs)
A. Brömmelhaus (2003)
T he question of quality control and val-idation for instrument reprocessing
is only a sensible one if reprocessing meth-ods are optimised, and results are of ad-equate quality. As well as this of course,methods must be developed and estab-lished to assess objectively the successof the reprocessing.
Over 30 years ago the first automat-ic WDs for reprocessing surgical instru-
ments and other medical products weredeveloped, originating from the more andmore common household and commer-cial dishwashing machines. During thefirst few years of the development of au-tomatic WDs, personal safety, and there-fore disinfection, was the centre of at-tention. In the last decade the focus ofmethod development was on cleaning.This development was definitely partly
facilitated by progress in medical tech-nology. Surgical instrument structure be-came ever more complex (MIS instru-ments), so that cleaning requirementswere also increasingly demanding. There-fore the appliances, and in particular thetrays, were further developed, and opti-mal cleaning methods were introduced.
Despite this, in practice, one can stillcome across technical methods from the

WHAT CAN BE CERTIFIED?
39 CENTRAL SERVICE Volume 11 2003
ZENTRALSTERILISATION
Suppl. 2
early days of automated WDs. For exam-ple the so-called ”BGA“ process: Bun-des-Gesundheits-Amt – German FederalHealth Authority – with heating up to93 °C, which renders cleaning more diffi-cult, especially with respect to protein re-moval).
Sometimes MIS instruments or otherinstruments with a lumen are even re-processed without a suitable insert basket.Obviously, such shortcomings in the re-processing should be recognised and re-moved during quality certification. It is notreally sensible to pursue quality control, ifthe quality delivered no longer reachestoday’s quite demanding standards.
The subject of optimising cleaning hasbecome additionally explosive because ofthe current problem with prions. In theconcluding report of the Robert Koch In-stitute (RKI) task force, it is advised thatfor general prophylaxis against prion trans-mission (via possibly contaminated in-struments) a so-called ”optimised“ re-processing method should be used, whichhas carefully chosen key parameters. With-in these defined conditions it is presumedthat the reduction of prions on the instru-ments is reached by simple washing.Therefore it is naturally necessary to op-timise the method as much as possiblewith regard to protein reduction.
What constitutes optimised automat-ic reprocessing? The foundation is provid-ed first by the current efficient automaticWDs, (which already conform to the re-quirements of the future standard prENISO15833-x). It continues with interfaces,process documentation, and optimised at-taching systems, jets and rinse-cases forthe various instruments. Cleaning can on-ly be successful if the instruments arecompletely impacted by water.
Even using the most modern appli-ance technology, the best possible clean-ing can only be carried out using opti-mised methods. This means that in thefirst step of method optimisation, tech-niques need to be developed to comparecleaning efficiencies. Because blood isthe main contaminant when reprocess-ing instruments, the experiments con-ducted to optimise methods should usea suitable blood-contaminant. Proteinanalysis should be carried out in order todetermine the residual contamination.The modified OPA method has provedto be the most useful here. Sodium do-
decyl sulphate solution is used for elution,and the residual contamination is deter-mined photometrically.
An optimal process should be carriedout according to the ”VARIO“ programmewhich was introduced about 10 yearsago. The use of an alkaline detergent isnecessary for the very best cleaning per-formance. The ideal pH value for remov-ing blood is about pH 11.5. Most instru-ments can be reprocessed at this pH with-out coming to any harm. Gentle pro-cessing of rigid fibre-optics is even pos-sible, if suitably composed detergentsand appropriate baskets are used. Meth-ods employing these pH values can alsobe used in the area of eye surgery. How-ever it is necessary to make sure that anacid rinsing phase follows the cleaningphase. This ensures that the alkalinity isflushed out of or is neutralised in the nar-row cannulae and handles. The pH valueis checked at the end of the process, dur-ing routine and process verification.
Anodised metals are the only materi-als that can be damaged by such pH val-ues, but this material is seldom used forsurgical instruments. Cleaning should becarried out at 55 °C. Coagulation only oc-curs at higher temperatures. A tempera-ture holding time of 5 minutes duringcleaning has proved to be generally suffi-cient in practice. Lengthening the holdingtime does not significantly improve thecleaning performance. This is because
protein removal under these conditionsdoes not depend on a chemical reaction;cleaning depends on mechanical andphysico-chemical factors, such as elec-trostatic and hydrophobic interactions.
It makes more sense to optimise theprerinse phase than to lengthen the clean-ing phase, in order to prevent blood fromcausing heavy foam formation during thecleaning phase. Foam has a negative ef-fect on the mechanics of cleaning andtherefore on cleaning performance. It wasrecently shown that even so-called ”low-foaming“ alkaline detergents, some ofwhich have been in use for some time, arenot always able to compensate for foamformation, and may even make it worsewhen in combination with blood.
Thermal disinfection comprises the fi-nal stage of the method. The parametersof disinfection should be designed to con-form to the A0-value of the new standardsfor automatic WDs.
As well as these factors, there are oth-ers that play an important role in the clean-ing result. For example water quality is asignificant factor in reprocessing quality.This is not only important during rinsing,to produce a suitably spotless and mate-rial-friendly result, but also has a direct in-fluence on cleaning performance. Becauseof the buffering effect of softened water,the pH value drops, which naturally has adirect negative effect on the cleaning per-formance. This means that in future, itwould make sense to stipulate fully demin-
Fig. 1: Vario programme – superior to the BGA programme concerning its cleaning efficacy

FORUM INSTRUMENT PROCESSING 2003
40CENTRAL SERVICE Volume 11 2003
ZENTRALSTERILISATION
Suppl. 2
eralised water as a requirement in thestandardisation and quality control forcleaning machines.
When regarding this multitude of fac-tors and their synergetic effects influenc-ing cleaning, it becomes obvious thatmeaningful quality control and processverification of automatic cleaning can on-ly be reached by a measurement of resid-ual contamination. In addition to this, thegeometry of the medical products to be re-processed is of course extremely varied,and the contamination on the instrumentsmay vary according to area of use and op-erator. The most important measure toensure cleaning quality is therefore a thor-
ough visual control of the cleaning resultson all reprocessed instruments (100% in-spection). Clearly, visual control is alwayssubjective, and for many instruments on-ly partially possible because of their geom-etry. Therefore these visual checks shouldbe completed by protein analysis methods,both as random samples and for regularcleaning verification. These protein analy-sis methods should be designed to besimple, to be carried out on the spot, bythe personnel operating the cleaning ap-pliances. Any possible protein contami-nation needs to be easy to detect.
Recently just such a test has becomeavailable. This test kit determines the pres-
ence of protein. The first step is the elu-tion of possible protein residues; the sec-ond is the semi-quantitative determina-tion of possible protein presence usingthe modified Biuret test. A colour reac-tion gives information about the cleanlinessof the instruments.
Optimising cleaning methods is onlypossible through knowledge of the com-plex processes occurring in automaticWDs. Through recognising and graspingthe significance of the influence of possi-ble synergetic effects it may be possiblein the future to develop even more ef-fective techniques. ✦
O ver the past few years ultrasonicbaths have become an established
feature of instrument cleaning in inpatientand outpatient departments in the healthservices. These baths are being operatedin all central service departments as wellas in half of the endoscopy suites. Currentrecommendations on processing medicaldevices view ultrasonic cleaning as suit-able, especially for instruments that are dif-ficult to clean as well as for stubborn soils.But on the other hand, the theoretical fun-damentals underlying ultrasonic cleaning,as compared with those of washer-disin-fectors or sterilisers, are virtually unknownto the personnel in central service de-partments and in endoscopy suites.
Therefore validation of the cleaningeffect mediated by the ultrasonic bath isan indispensable requirement for effec-tive instrument processing. This cleaningeffect achieved in an ultrasonic bath of
lower intensity is essentially attributableto cavitation. Measurement of cavitationeffects in ultrasonic baths, of differentsizes and manufacture, in health care es-tablishments by means of an aluminiumfoil revealed major differences in the ul-trasonic baths from various manufacturers.Furthermore, the addition of disinfectantsand, in particular, degassing of the deter-gent/disinfectant solution greatly influ-ences cavitation. The degassing timesspecified by the manufacturers are in mostcases too short.
Current instrument processing rec-ommendations make numerous refer-ences to ensuring proper loading of trays,while increasing ultrasonic shadowing.However, no further explanations are giv-en for this. Nor is account taken of thefact that if stationary waves are presenteven in an empty ultrasonic bath cavitationwill show regional differences.
Despite loading with only a few instru-ments in only one location, divergent clean-ing results are obtained for the instru-ments in accordance with their position inthe bath and with the distance from theoscillators. The same holds true for de-contamination effects in the germ carriertest.
Oscillating ultrasonic baths produce auniform cleaning effect on the instruments.The decontamination action achieved withmanual cleaning with a brush is infinitelysuperior to that of a much longer treat-ment in an ultrasonic bath.
Chemical disinfection processes areexpedited in ultrasonic baths. This effectis not due to the presence of hard cavi-tation and its magnitude varies for differ-ent bacterial species and fungi. There-fore, the efficiency of ultrasound in in-strument processing has to be investi-gated specifically. ✦
What Is the Role of Ultrasound in Instrument Processing?
L. Jatzwauk (2003)

WHAT CAN BE CERTIFIED?
41 CENTRAL SERVICE Volume 11 2003
ZENTRALSTERILISATION
Suppl. 2
Reorganisation Measures for Optimisation of Sterile Supply Logistics at Marien-Hospital Marl
H.-W. Krusius (2003)
E fforts to further improve upon an al-ready well-functioning process are
surely in the interest of all parties bearingresponsibility for such matters. Each andevery day, heavy sterile supply contain-ers and trays must be repeatedly movedaround in every hospital for the processchains associated with sterile supply lo-gistics. In this respect, the provisions ofoccupational safety have to be borne inmind, i.e. weights above 10 kg must def-initely be avoided!
Marien-Hospital was on the lookoutfor an intelligent, personnel-friendly solu-tion, which should also cut down on pro-cedures relating to repacking the sterilesupplies as well as on those involving sub-sequent transportation, loading the ster-iliser and storage at the sites of use. Inview of the existing structural layout ofthis 316-bed hospital, it was also neces-sary to work out precisely how to conveythe sterile supplies to the transport pointsince there was no extra space availablefor a walk-in transfer area.
A logistical solution that involved hav-ing the sterile supplies transported out-side the establishment arose with theamalgamation in 1997 of Marien-HospitalMarl with Gertrudis-Hospital, Westerholt,and when St. Sixtus-Hospital, Haltern,joined the Catholic Hospitals of Marl/West-erholt two years later. This was by nomeans an easy task for the ”Hospital Trio“,known as Krankenhaus GmbH, which hadnow more than 716 beds and a staff ofaround 1400, making it one of the biggesthospital establishments in the Reckling-hausen district.
As a specialist for sterile logistics, thecompany Hupfer in Coesfeld, Germany,was able to come up with a system tomeet these complex requirements, de-livering this through initial-equipment/spe-cialist distributor channels. It was possibleto take account, to the user’s satisfaction,
of the prevailing structural conditions be-cause the ”Känguruh-System“ could becustomised to meet the specific require-ments.
The Hupfer ”Känguruh-System“ con-sists, inter alia, of a closed transport trol-ley, into which the insertion rack is fitted.The sterile supplies are placed in this in-sertion rack, using height-adjustable tracks.To ensure that complete segregation be-tween the clean and unclean area can beobserved by the sterilisation team, underthe supervision of the head of sterilisa-tion and OR, the insertion rack is con-veyed from the transport trolley and trans-ferred to permanently mounted storageplatforms exclusively with transfer trol-leys so that the insertion rack itself nev-er comes into contact with the ground.The transfer trolleys are also used to trans-port the fully loaded insertion rack to thesteriliser, where it is parked so that the in-sertion rack can be used at the same timeas a loading rack for the steriliser. Advan-tageous as far as disinfection and sterili-sation are concerned is the fact that theentire system is made of stainless steel18/10, material 1.4301. A hygiene expertopinion has also been issued for the ”Kän-guruh-System“.
The closed transport trolleys whichmove along the unclean floor of the hall areconveyed to a matching Hupfer pass-through cabinet. The two-way, electricallocking mechanism used for locking thecabinet doors ensures that the closedtransport trolley can be loaded with thenow already sterilised and loaded insertionrack only when the hall doors have beenclosed again. With their ingeniously con-ceived truck transportation system, the”Hospital Trio“ are providing for optimalsupply and delivery of sterile supplies be-tween the respective establishments. Ithas been possible to make considerablesavings by using this well-organised ex-
ternal transportation of sterile supplies inconjunction with a Hupfer ”Känguruh-Sys-tem“ instead of conventional sterile sup-ply transport trolleys, because in all cas-es the insertion racks are withdrawn atthe site of use and the closed transporttrolleys can be used immediately againfor disposal of the used instruments andcontainers using other insertion racks thatare already on standby. The last recon-version tasks were successfully completedin the newly constructed CSSD at Marltowards the end of 2000. ✦
Fig. 1: Removal of the sterile supply unit (StU)from the transport trolley

FORUM INSTRUMENT PROCESSING 2003
42CENTRAL SERVICE Volume 11 2003
ZENTRALSTERILISATION
Suppl. 2
B efore one can think about dosage(dose quantity) of a detergent or dis-
infectant, one must first of all select theseproducts. But when making this selectionone should not disregard the technical in-formation relating to dosage (powder orliquid product; maximal possible dosequantity).
Selecting detergents and disinfectants
The choice of detergent and disinfectantwill depend on a number of factors, hencethe following issues must be clarified:
– What medical devices are to beprocessed?
– Can these be subjected to thermal dis-infection (93 °C) and also the thermalsterilisation (steam sterilisation)?
– What risk is posed by the materials tobe processed?
– What technical facilities are availablefor processing and what processingmethods are to be used?
– Is material compatibility assured, e.g.in respect of alkaline products?
The recommendations and memorandaof the Robert Koch Institute (RKI) will helpto provide answers to these questions(see under References).
Risk assessment can be carried outfor the medical devices to be processedby referring to the RKI recommendation”Hygiene Requirements for ProcessingMedical Devices“ (1). According to this, de-vices are classified into uncritical, semi-critical and critical, with examples of eachcategory being given. A further distinc-tion is made on the basis of the diverse
Dosage and Selection of Detergents and Disinfectants
M. Mohr (2003)
processing requirements (A – no particu-lar requirement; B – more stringent re-quirements; C – ultra stringent require-ments) (table 1).
This recommendation also gives pre-liminary information on the chemical com-position of potential detergents and dis-infection, while also pointing out thosesubstances that appear to be unsuitable
Classification of Medical Devices (examples)
Uncritical Semicritical CriticalECG electrodes A) speculum A) wound clamps
B) gastroscopes B) MIS trocars
C) not suitable for steam sterilisation
Table 1: Classification of Medical Devices (examples)
Table 2: General Procedure for Processing Medical Devices (RKI)
Heat resistant (suitable for steam sterilisation) Heat sensitive (not suitable for steam sterilisation)
Categories Direct contact with No direct contact with No direct contact No direct contact Direct contact withCNS, etc. possible CNS, etc. with CNS, etc. with CNS, etc. CNS, etc.
Semicritical A Semicritical A Semicritical B Critical C Critical C(e.g. speculum) (e.g. speculum) (e.g. gastroscope)
Critical A Critical A(e.g. wound clamps) (e.g. wound clamps)
Critical B(e.g. MIS trocars)
Non-fixing pre-treatment/precleaning Yes Yes Yes Yes Yes
Cleaning/ Automated cleaning/ Manual cleaning/ Manual cleaning/ Automated cleaning/disinfection disinfection disinfection disinfection disinfection
Alkaline detergent Also neutral detergent Also neutral detergent Alkaline detergent
Sterilisation Steam sterilisation Steam sterilisation Suitable sterilisation Suitable sterilisation Clarify if reuse is permittedor final disinfection,also with aldehydes

WHAT CAN BE CERTIFIED?
43 CENTRAL SERVICE Volume 11 2003
ZENTRALSTERILISATION
Suppl. 2
Alkaline cleaning is recommended (e.g. us-ing heated NaOH solution) since this isknown to be highly efficacious for dissolu-tion of protein and lipid residues in additionto its antimicrobial efficacy. However, thestability of the medical devices vis-à-vis al-kaline products must definitely be borne inmind. Ultimately, what is decisive whenchoosing a product is evidence that a prod-uct or process is demonstrably able to as-sure the requisite cleaning performance.
The disinfectants specified in the listcompiled by the German Society for Hy-giene and Microbiology (DGHM) are in-tended for manual disinfection of medicaldevices and not for automated disinfection.Therefore the efficacy profile of such prod-ucts when used in a washer-disinfectorshould be verified by consulting expertopinions issued by the respective manu-facturer, bearing in mind the conditionsencountered in automated processing.
The RKI memorandum ”Variant Creutz-feldt-Jacob Disease“ (vCJD) gives infor-mation on partially efficacious and non-efficacious agents for inactivation of prions,as well as recommendations for cleaningand disinfection when a risk of iatrogenictransmission of vCJD cannot be directlydetected (2).
Automated cleaning/disinfection shouldbe conducted in washer-disinfectors us-ing a cleaning step in an alkaline milieu (>pH 10) for an increased, non-protein-fix-ing process temperature of e.g. 55 °C. Thebest results can be achieved by using de-tergents based on NaOH or KOH, while in-cluding surfactants, with an exposure timeof 10 minutes. Depending on the detergentused, the temperature can be as high as93 °C. This is possible in particular for high-ly alkaline detergents.
Table 2 (table 11 of aforementionedRKI memorandum) lists the general RKI re-
quirements for processing and for chem-ical composition of products.
Special instructions for processing flex-ible endoscopes can be consulted in the”Hygiene requirements for processingflexible endoscopes and endoscopic ac-cessories“ (3).
Solutions made of surface, non-foam-ing substances (surfactants), enzymaticdetergents or combinations of clean-ing/disinfectant substances of demon-strated efficacy should be used for clean-ing purposes. Alkaline cleaning is knownto be highly efficacious for dissolution ofprotein and lipid residues in addition to itsantimocrobial efficacy. To date, no un-equivocal evidence has been produced todemonstrate the superiority of any indi-vidual substance compared with others.Approved disinfectants from the DGHM orRKI lists are used for manual processing.No such list is available for automated pro-

FORUM INSTRUMENT PROCESSING 2003
44CENTRAL SERVICE Volume 11 2003
ZENTRALSTERILISATION
Suppl. 2
cessing. Therefore only detergents anddisinfectants whose suitability and effi-cacy have been proven and documentedin expert opinions should be used.
In general all recommendations pointout that fixing processes, e.g. aldehydes,should be avoided for cleaning. Prefer-ence should be given to automatedprocesses, but manual processes contin-ue to be possible. When choosing deter-gents and disinfectants, attention shouldof course be paid to ensure that they arecompatible with the medical devices tobe processed, as well as with any otherproducts used for processing.
From the above information, one gen-eral recommendation can be inferred forselection of detergents and disinfectants.Table 3 (general table for selection of de-tergents and disinfectants) can be used asa general guide to processing medical de-vices.
Dosage of detergents and disinfectants
The manufacturer’s instructions must beobserved when conducting manual pro-cessing, both in respect of cleaning anddisinfection. The correct detergent con-centration, which assures a good cleaningresult, should always be selected. Thereis no need to use a surfeit of detergent.For correct dosage, the adjuncts suppliedsuch as dosing pump or dosing beakershould be used, also to assure proper doc-umentation (error avoidance, validation,certification). The disinfectant concentra-tion will depend on the required exposuretime. But the exposure time selectedshould reflect the locally prevailing condi-tions. There is no point in providing a rel-atively highly concentrated disinfectantsolution for e.g. 15-minute exposure timeif the instruments are then left for onehour in the disinfectant solution.
For automated processing the detergentsand disinfectants must be dosed by meansof pumps designed for the specific ma-chine, Attention must be paid here to en-sure that dosage recommendations givenby the detergent/disinfectant manufac-turer are also in line with the programmecycles and dosage facilities available inthe machine. In addition, the dosing pumpsshould be set and operated such that therequired dose quantity is also conveyed tothe cleaning solution. ✦
ReferencesRKI Recommendations and Memoranda
1. Hygiene requirements for processing medical de-vices, Federal Gazette, 2001; 44: 1115–1126.
2. Variant Creutzfeldt-Jacob Disease (vCJD); FederalGazette, 2002; 45: 376–394.
3. Hygiene requirements for processing flexible endo-scopes and endoscopic accessories; Federal Gazette2002; 45: 395–411.
Table 3: General Recommendations for Selecting Detergents and Disinfectants
Heat resistant (suitable for steam sterilisation) Heat sensitive (not suitable for steam sterilisation)
Direct contact with No direct contact with No direct contact No direct contact Direct contact withCNS, etc. possible CNS, etc. with CNS, etc. with CNS, etc. CNS, etc.
Semicritical A Semicritical A Semicritical B Critical C Critical C(e.g. speculum) (e.g. speculum) (e.g. gastroscope)
Critical A Critical A(e.g. wound clamps) (e.g. wound clamps)
Critical B(e.g. MIS trocars)
1) Non-fixing pre- Alkaline or neutral Neutral detergent or Neutral detergent or Alkaline or neutraltreatment/precleaning detergent disinfectant cleaning disinfectant cleaning detergent
(aldehydefree) (aldehydefree)
2) Cleaning/ Automated cleaning/ Manual cleaning/ Manual cleaning/ Automated cleaning/disinfection disinfection disinfection disinfection disinfection
Alkaline detergent Also neutral detergent Also neutral detergent Alkaline detergent
3) Sterilisation Steam sterilisation Steam sterilisation Suitable sterilisation Suitable sterilisation Clarify if reuse is permittedor final disinfection,also with aldehydes
Gastroscopes:
Neutral detergent (withenzymes) + chemo-thermal disinfection(aldehyde-based oraldehyde-free)

WHAT CAN BE CERTIFIED?
45 CENTRAL SERVICE Volume 11 2003
ZENTRALSTERILISATION
Suppl. 2
T he periodic performance testing ofwasher-disinfector appliances in Ger-
man hospitals was, in the past, almostsolely conducted using so-called bio-indi-cators (in accordance with the Guidelinesof the German Federal Health Authority[BGA] on testing thermal disinfectionmethods in cleaning machines, 1980).
According to the commentary on theguidelines, the procedure should test dis-infection, and not the literal washing awayof germs by cleaning. If growth was deter-mined, i.e. the disinfecting performancewas insufficient, the customer service tech-nician usually noted that although the pa-rameters of thermal disinfection for loadingthe appliance had been complied with, thecleaning of the test items and test con-tamination was problematical. The micro-biological testing technique is not sufficient,because it cannot differentiate betweencleaning and disinfection performance.
The thermal kinetics of killing variousmicroorganisms is generally well under-stood. Thus the destructive effect on amicrobiologically contaminated load, of adefined temperature and holding time isalso known. The European draft standardprEN ISO 15883-1 therefore intends, thatto test the disinfection performance, itmust be possible to measure the tem-perature and holding time at the load itself,at the inserts and at the internal chamberwalls. These values are then comparedwith the stipulated specifications of the A0-concept. Thus it is ensured that regula-tion and control (via the two temperaturegauges at the reference point in the ap-pliance) are such that the conditions arethe same at all other points in the recir-culation and in the chamber interior. Thecleaning performance is tested and as-sessed independently of the disinfectionperformance. This results in a more ob-jective and differentiated assessment ofthe disinfection performance as well as thecleaning performance. This is so eventhough the current testing of cleaning per-
formance is rather dubious, because thetesting methods have not been validat-ed. At least thorough visual inspection ofthe processed instruments, and more ob-jectively (in particular for instrument partswhich cannot be inspected visually), ran-dom sampling by removing eluate andconducting a test to determine the pres-ence of protein, can be carried out.
In order to obtain the greatest possi-ble acceptance of the prEN ISO 15833, andalso to allow those who do not yet wantto utilise this new concept to retain the op-tion of microbiological testing, the micro-biological tests can be used additionally.
There is a consensus that microbio-logical control of disinfection performanceis indispensable for the processing of flex-ible endoscopes in automatic washer-dis-infectors, on account of the synergetic ef-fect of temperature, contact time andchemistry.
However, there will always be a meas-ure of washing-off and dilution via thecleaning and dilution steps involved, whichis difficult to categorise. Moreover hy-gienists and microbiologists design thesetests, so that the cleaning performance isalso assessed microbiologically.
Of course, cleaning does contribute tothe reduction of existing microorganisms;but it is questionable whether the surfacesto be cleaned are free of other unwantedsubstances to exactly the same extent.The relationship between the reduction oforganisms and the removal of soil is notnecessarily a simple linear one. Particu-larly after the removal of gross macro-scopic soil (90–99%) the various adhesiveproperties and mechanisms of soil and mi-croorganisms are relevant. These dependon the parameters of cleaning (mechanics,temperature, contact time, chemistry, wa-ter quality), surface structure and compo-sition. The reduction of soil and that of mi-croorganisms (or test germ applied as amarker) definitely have different kinetics.
When testing cleaning of surgical instru-ments (by elution with 1% sodium dode-cyl sulphate solution followed by chemicalanalysis for protein determination), we hadalways insisted on a recovery rate of pos-sible protein of at least 80%.
But the following question arises: howmany of the possibly existing microor-ganisms are recovered and detected bythe microbiological test? In the HYGEAstudy, channels were flushed out withphysiological salt solution and investigat-ed for the presence of microorganisms.Especially here, the recovery rate is ofparticular significance. In microbiology onethinks in terms of logarithmic units, whichcan easily be misleading.
Of course it is insignificant whether aparticular disinfection performance resultsin a reduction of 5.6 x 105 or 1.12 x 105,because in both cases we are dealing witha reduction of more than 99.999%. But ifone starts with 5.6 x 105 germs, and on-ly 1.12 x 105 are recovered, this has quitea different significance, because it is a re-covery rate of only 20%. Therefore onecannot deduce a valid conclusion from it.
Because there are many studies thatinclude similar experiments, but rather un-critically do not present a recovery value,(i.e. experiment lacks validation), we de-cided to go into the question of microbi-ological recovery.
Stainless steel and Teflon sheets werecontaminated with various concentrationsof Bacillus subtilis suspension. The sus-pension of spores was dried for 30 min-utes. at room temperature, then it wassuspended in sterile water by shaking vig-orously for 15 minutes. The suspensionthus obtained was diluted according to apredefined system, and plated out onCaSo jelly as in DAB 10. After incubatingat 35 °C for two days, the colonies werecounted. The population of the survivinggerms was obtained by multiplication withthe dilution factors.
Standards for Washer-Disinfector Appliances andTesting the Cleaning of Flexible Endoscopes
W. Michels*, D. Heider

FORUM INSTRUMENT PROCESSING 2003
46CENTRAL SERVICE Volume 11 2003
ZENTRALSTERILISATION
Suppl. 2
The recovery rate from contaminated stain-less steel sheets was significantly higherthan that from Teflon sheets. Using a highgerm concentration of 107 the recoveryrate for stainless steel was >90%, but on-ly <10% for Teflon. At the low germ con-centration of 104, the microbiological re-covery rate for stainless steel was muchlower (54%) and the rate for Teflon wasequally lowered. The smaller the startinggerm population, the smaller the micro-biological recovery rate.
Further experiments are being con-ducted to discover more about the fac-tors influencing recovery rate. These ex-periments confirm the strong adhesion ofBacillus subtilis to Teflon, which is de-scribed in the literature. They show thatthe recovered germ count is reduced bymore than a whole log10 unit. The unfor-tunate dependence of the recovery rate onthe initial germ count makes these mi-crobiological experiments appear invalid. Fig. 1: Microbiological recovery of Bacillus subtilis after rinsing stainless steel and Teflon sheets
Initial germ count [cfu/ml]
Stainless steel
Teflon

WHAT CAN BE CERTIFIED?
47 CENTRAL SERVICE Volume 11 2003
ZENTRALSTERILISATION
Suppl. 2
In fact the opposite ought to be true: thelower the actual initial germ count, thebetter the recovery rate should be. Theseresults are very thought-provoking, espe-cially as the experiments were conductedwithout additional contamination. In con-clusion, while microorganisms might bevalid to examine disinfection dynamics,they are obviously not as helpful to eval-uate cleaning efficiency. The ongoing dis-cussions of this matter in the standardcommittees should acknowledge thesefacts, and these results should also beconsidered for the methodology of mi-crobiological testing of surfaces with dif-ferent affinity (materials), as for examplein flexible endoscopes. ✦
ReferencesBellon-Fontaine M.-N., Fourniat J.: Adhésion des micro-organismes aux surfaces. Publisher Technique & Docu-mentation, Paris 1995 (ISBN : 2-85206-992-X
The advent of the ”Kenus System“marks the beginning of a new era in
medical device management in the hospi-tal. It is the first computerised control andmanagement system to be used for a med-ical device in a hospital setting. Thanks toits simple operation, remarkable efficiencyand comprehensive facilities, this systemconstitutes the ideal basis for a state-of-the-art quality management system and formeeting all business management re-quirements for accountancy and invest-
ment planning, because it makes provisionfor tracking a medical device once it hasbeen registered and labelled.
The ”Kenus Matrix“ is the cornerstoneof this system. This is a two-dimensionalcode affixed to the instrument, compris-ing an unambiguous identification num-ber allotted by the hospital. This code canfeature up to 3116 characters in minimalspace. The information is encoded hori-zontally and vertically in the matrix. It of-fers a very high degree of security and
Assure Supply Sequences for Functional Medical Devices
V. Maute

FORUM INSTRUMENT PROCESSING 2003
48CENTRAL SERVICE Volume 11 2003
ZENTRALSTERILISATION
Suppl. 2
virtually rules out substitution errors. Thematrix can be easily affixed to any instru-ment, regardless of manufacturer, andthus provides for continual registration ofthe hospital’s entire arsenal of instruments.
In addition, the matrix can be acquisi-tioned at the speed of seconds using asmall, easily operated digital camera andtransferred via a cable connection to the”Kenus Manager“ software. The camerareads and inputs the data without any er-
This system gives the hospital a completeoverview and documentation right downto the individual instrument and thus com-plete transparency as far as costs are con-cerned The German Society for SterileSupply (DGSV) awarded its InnovationPrize to this system in 2001. And so youwill have each and every instrument un-der control! ✦
rors, thus preventing the type of errors en-countered with manual entry of instrumentidentification numbers. This software isthe most vital component of the system.The manager is a multifunctional SQL data-bank based on Windows and comprisesadministrative modules for batch docu-mentation, tray management, repairs andreprocessing, placing orders, warehous-ing, documentation, validation of work se-quences and planning surgical procedures.
Albert Bosch, ebro Electronic, Klaproos 8, 5935 CE Steyl, Netherlands, E-mail: [email protected]
Dr. rer. nat. Andreas Brömmelhaus, Miele Professional, Carl-Miele-Str. 29, 33332 Gütersloh, Germany,E-mail: [email protected]
Dr. med. Dipl.-Ing. Thomas W. Fengler, Zehnacker Cleanical GmbH, Arolser Allee 66, 13407 Berlin, Germany,E-mail: [email protected], Internet: www.cleanical.de
Prof. Dr. rer. nat. Hermann Frister, Fachbereich Bioverfahrenstechnik, Fachhochschule Hannover, Heisterbergallee 12,30453 Hannover, Germany, E-mail: [email protected]
Reinhard Hussel, Precision Medical, P.O. Box 6263, West Gosford NWS 2250, Australia,E-mail: [email protected]
Dr. Lutz Jatzwauk, Universitätsklinikum Carl-Gustav Carus, Krankenhaus-Hygiene, Fetscherstr. 74, 01307 Dresden, Germany,E-mail: [email protected]
Hans-Werner Krusius, Head of Marketing Dept., Hupfer Metallwerke GmbH & Co. KG, Dieselstr. 20, 48653 Coesfeld,Germany, E-Mail: [email protected]
Volker Maute, Serviceleitung, Karl Storz GmbH, Mittelstr. 8, 78532 Tuttlingen, Germany, E-mail: [email protected]
Dr. rer. nat. Winfried Michels, Applikationsforschung, Miele Professional, Carl-Miele-Str. 29, 33332 Gütersloh, Germany,E-mail: [email protected]
Dipl. Ing. Michael Mohr, Schülke & Mayr GmbH, Forschung und Entwicklung, Robert-Koch-Str. 2, 22851 Norderstedt,Germany, E-mail: [email protected]
Prof. Dr. med. Michael Pietsch, Johannes-Gutenberg-Universität, Abt. Hygiene und Umweltmedizin, Hochhaus am Augustus-platz, 55131 Mainz, Germany, E-mail: [email protected]
Dr. rer. nat. Rudolf Reichl, NMI Naturwissenschaftliches und Medizinisches Institut and der Universität Tübingen,Markwiesenstr. 55, 72770 Reutlingen, Germany, E-mail: [email protected]
Klaus Roth, SMP GmbH, Paul-Ehrlich-Str. 40, 72076 Tübingen, Germany, E-mail: [email protected]
Dietmar Steudten, SG-Wasseraufbereitung und Regenerierstation, Fahrenberg 8, 22885 Barsbüttel, Germany,E-mail: [email protected]
List of Authors