Embed Size (px)
Citation preview

Steps in the Development of the GTL Process
R. L. Espinoza, D. S. Jack, H. A. Wright, J. D. Allison and S. R. Landis
Ponca City Technology Center, ConocoPhillips, PO Box 1267, Ponca
City, OK 74602 1. Introduction A commercial GTL process requires the synthesis of several different technologies with the core ones being those closely related to the generation of synthesis gas (CO + H2), Fischer-Tropsch synthesis and refining the F-T products. The methodology for the development of these technologies is similar, although some components (eg catalysis, reactor, modeling, etc) may be present in a higher degree in any given one, depending upon the stage of development. In this paper, and based on our experience, we will summarize the main technical development areas and the degree of detail necessary as a function of the project stages. 2. First Phase: Definition of the basic technology components The full development of a GTL technology is an expensive process that may require an investment of a few hundred million dollars. Even this first definition stage, or exploratory stage, may require a considerable investment. There should therefore already be some basic ideas and/or preliminary experimental results that justify this first phase. Typical activities at this stage are: - Catalyst screening. It is desirable to concentrate on a pre-selected main catalysis system (e.g., Fe or Co for FT, noble metal or standard refinery type FT wax hydrocracking catalyst for products upgrading), although work should include other systems to maximize chances for significant innovation. Normally this stage is characterized by a large amount of short experimental tests in micro reactors, with full characterization on only selected samples. There is an important input from the open literature (to avoid re-inventing the wheel) and a high creativity component. Catalyst deactivation studies are mostly confined to the identification of deactivation mechanism(s). Different catalyst supports and preparation techniques are studied at this stage. - Selection of the reactor system. This should proceed in close coordination with the catalyst development due to the strong interdependence between these two elements. Micro reactors are commonly used, predominantly fixed bed and CSTR type reactors. This stage is characterized by the identification of the main advantages and disadvantages of the various reactor types and technical challenges for reliable commercial application. - Preliminary modeling. Development of global kinetic equations, preliminary selectivity correlations, preliminary reactor(s) models based mainly on literature data for hydrodynamics, heat and mass transfer, solubilities, diffusion effects, etc - Process integration. It is important to begin full time process engineering activities to understand how the emerging technologies fit into a commercial flow scheme. This activity also provides guidance to the technology team regarding the most important areas of research focus to ensure commercial success. Early process optimization proposals are developed. 3. Second Phase: Pilot Plants and definition of choice technology In this stage, the type of reactors to be further developed has been identified, as well as the catalysts families and final desired products spectra. This phase is characterized by a period of focusing for the various developmental activities. Final products are produced in larger
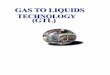
amounts and their properties are expected to be similar to those expected in commercial plant. - Catalysis. This is a period of consolidation for the accuracy of predictive versus observed behavior. Efforts now concentrate on characterization, support design, stability, selectivity, costs and beginning of scale-up efforts. Design must be adapted to the characteristics of the selected reactor(s) and their effect on catalyst performance. - Reactors. Depending upon the type selected, some hydrodynamic data are now available from smaller reactors and proposed solutions to their characteristic shortcomings are preliminarily tested and designs improved. A period of deeper technological understanding begins. - Modeling. New data are used to improve existing models. Accuracy is improving and they can be used for preliminary commercial design. More sophisticated tools (like CFD) can now be developed. - Process Integration. Optimum current technology configuration of the GTL process is now proposed, although it may still be subject to further improvement during the next phase. These results will help to focus the technical development even further. 4. Third Phase: Demonstration Plant At this point, the main components of the GTL technology have been developed and will be put to the test. No major changes should occur, although an incremental improvement on the technology is expected. Final products are fully representative of commercial ones. - Catalysis. The scale-up of the catalysts preparation to commercial size batches is completed well ahead of the plant start-up. Efforts now concentrate on the demonstration of all the elements of catalyst performance, and some “polishing up” is still expected. These elements have been considered in the design of the system, including requirements for efficient process integration. - Reactors. The design and construction have concentrated not only on economic factors but also on reliability. Catalyst development results have played an important role. - Modeling. Data from the larger reactor size should only result in minor improvements. Models are consolidated for commercial design. - Process Integration. Desired plant configuration is defined. Reactor and catalysts characteristics have been taken into account. Figures 1 and 2 illustrate the catalyst development process. Figure 1 is a typical example of industrial catalyst development. During the first or exploratory stage, the selected catalyst family do not perform optimally and the increase in performance – in this case catalyst intrinsic activity – is not high. The reason is that the chosen catalyst family must also fulfill other requirements like physical properties, selectivity, deactivation behavior and be adequate to the characteristics of the most probable reactor to be selected. At the onset of the second or consolidation stage, where the contribution of surface characterization increases and as the understanding of the catalyst system increases, there is a better match between predicted and expected catalyst behavior. This facilitates the design of improved versions of the same family of catalysts. The goal in this stage is to improve the performance of the chosen catalyst family in a fast manner, getting as close to the optimum as possible. During the later part of this phase, resources allocated to the identification of improved catalyst systems – probably a different catalyst family - should increase to avoid stagnation.
Prepr. Pap.-Am. Chem. Soc., Div. Fuel Chem. 2003, 48(2), 725

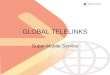
Figure 2 is an example of one of the constraints that are frequently encountered in industry during the catalyst development process. In this case, the methane selectivity was another parameter that had to be improved, while at the same time increasing the catalyst activity. Notice that as the understanding of the catalyst behavior increased, it was possible to keep lowering the selectivity towards the undesired methane production. This continuous improvement began to stagnate towards the later part of the second stage, probably indicating that we are reaching the optimum limits for the current catalyst family, when the catalyst is operated in the desired reactor and at the optimum range of operating conditions, as identified in the overall plant optimization studies. This paper will include more examples to illustrate the typical activities during the different development stages of a GTL technology, like characterization activities, catalyst batch sizes, reactor sizes, model evolution, carbon efficiency, product generation, and reactor development tools (e.g. cold flow models).
00.20.40.60.81
1.21.41.61.82
1998 1999 2000 2001 2002 2003 2004
Cat
alys
t Act
ivity
Fac
tor
Figure 1. Typical improvement in catalyst activity as system understanding improves.
Figure 2. Relative Methane selectivity vs time. Reaching catalyst family limits?
0.50 1998
1.25 1.50
1.25 1.00 0.75
1999 2000 2001 2002 2003
Prepr. Pap.-Am. Chem. Soc., Div. Fuel Chem. 2003, 48(2), 726