Embed Size (px)
Citation preview

Steel Making
• Rolling Process
• Metallurgical Aspects
• Material Specifications and Chemistries
• Standard Mill Practices
• Miscellaneous Tables & Data
• Elastic Section Modulus
• Plastic Section Modulus
• Moment of Inertia
• SI Conversion Factors
• Structural Shape Size Groupings for Tensile Property Classifications
• Nomenclature
Steel Making
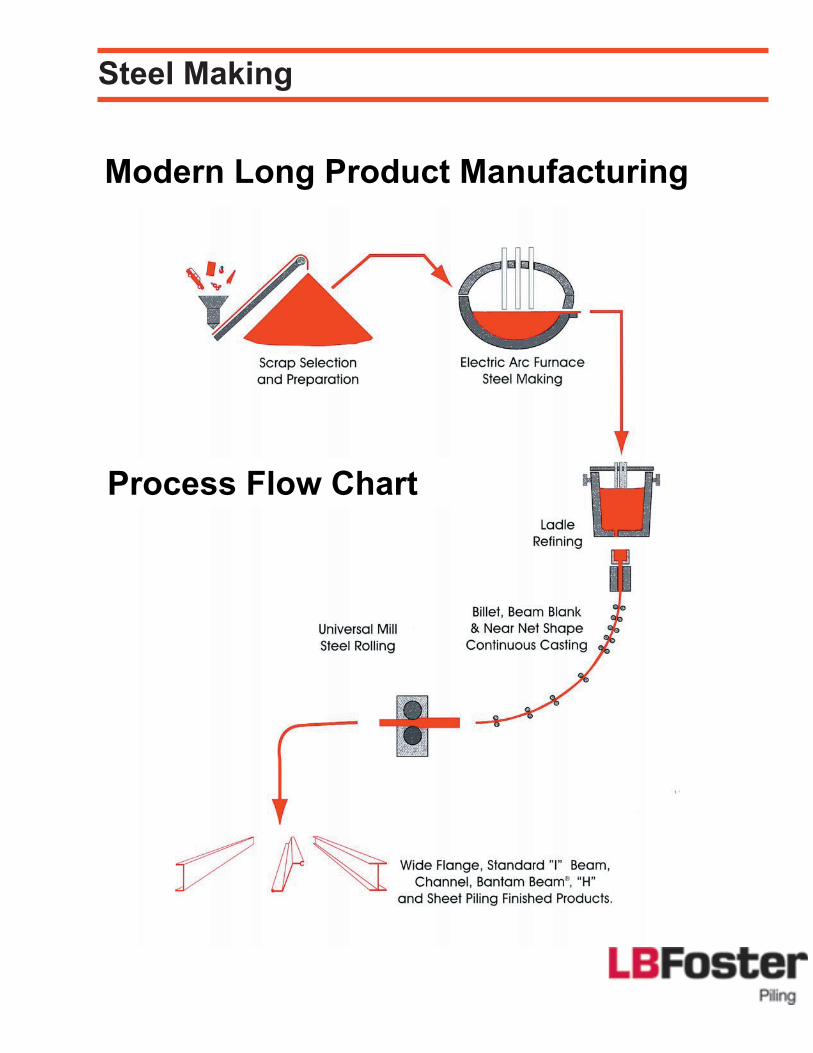
Modern Long Product Manufacturing
Process Flow Chart
Steel Making
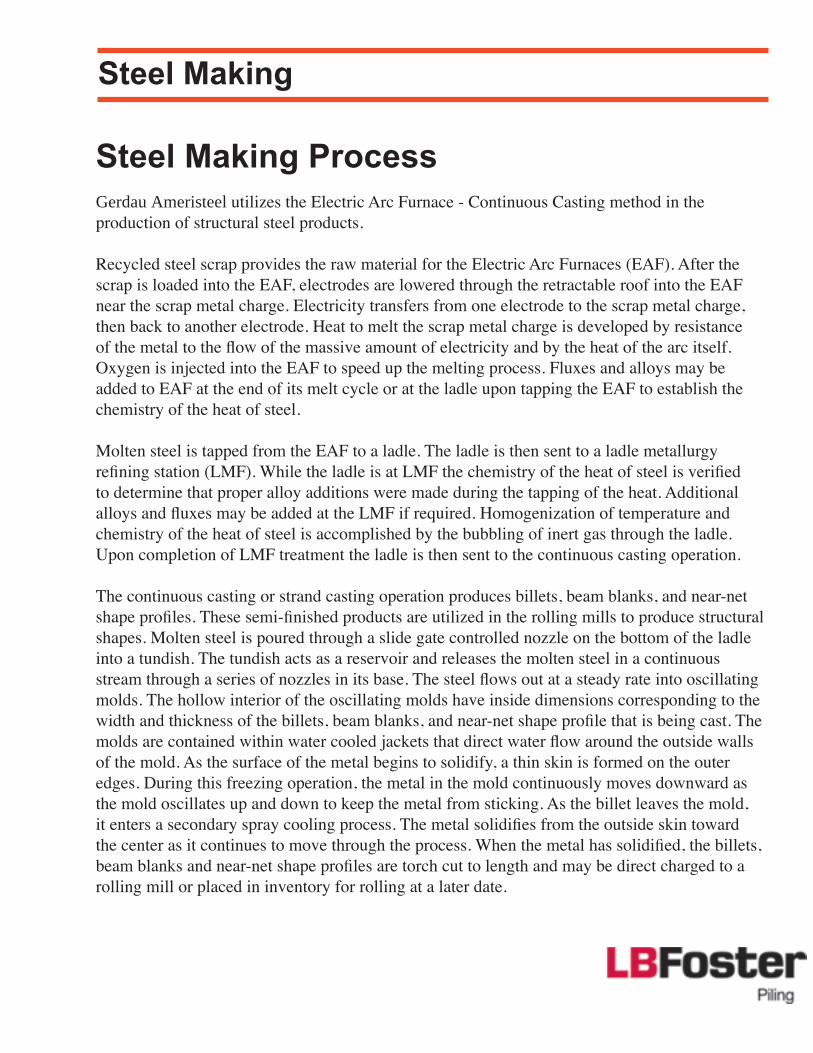
Steel Making ProcessGerdau Ameristeel utilizes the Electric Arc Furnace - Continuous Casting method in the production of structural steel products.
Recycled steel scrap provides the raw material for the Electric Arc Furnaces (EAF). After the scrap is loaded into the EAF, electrodes are lowered through the retractable roof into the EAF near the scrap metal charge. Electricity transfers from one electrode to the scrap metal charge, then back to another electrode. Heat to melt the scrap metal charge is developed by resistance of the metal to the flow of the massive amount of electricity and by the heat of the arc itself. Oxygen is injected into the EAF to speed up the melting process. Fluxes and alloys may be added to EAF at the end of its melt cycle or at the ladle upon tapping the EAF to establish the chemistry of the heat of steel.
Molten steel is tapped from the EAF to a ladle. The ladle is then sent to a ladle metallurgy refining station (LMF). While the ladle is at LMF the chemistry of the heat of steel is verified to determine that proper alloy additions were made during the tapping of the heat. Additional alloys and fluxes may be added at the LMF if required. Homogenization of temperature and chemistry of the heat of steel is accomplished by the bubbling of inert gas through the ladle. Upon completion of LMF treatment the ladle is then sent to the continuous casting operation.
The continuous casting or strand casting operation produces billets, beam blanks, and near-net shape profiles. These semi-finished products are utilized in the rolling mills to produce structural shapes. Molten steel is poured through a slide gate controlled nozzle on the bottom of the ladle into a tundish. The tundish acts as a reservoir and releases the molten steel in a continuous stream through a series of nozzles in its base. The steel flows out at a steady rate into oscillating molds. The hollow interior of the oscillating molds have inside dimensions corresponding to the width and thickness of the billets, beam blanks, and near-net shape profile that is being cast. The molds are contained within water cooled jackets that direct water flow around the outside walls of the mold. As the surface of the metal begins to solidify, a thin skin is formed on the outer edges. During this freezing operation, the metal in the mold continuously moves downward as the mold oscillates up and down to keep the metal from sticking. As the billet leaves the mold, it enters a secondary spray cooling process. The metal solidifies from the outside skin toward the center as it continues to move through the process. When the metal has solidified, the billets, beam blanks and near-net shape profiles are torch cut to length and may be direct charged to a rolling mill or placed in inventory for rolling at a later date.

Steel Making
Metallurgical AspectsGerdau Ameristeel produces Carbon and High Strength Low Alloy (HSLA) steels for its structural products.
Carbon Steel - Steel is considered to be carbon steel when no minimum content is specified or required for chromium, columbium (niobium), molybdenum, nickel, titanium, vanadium, or any other element, to obtain a desired alloying effect and when the specified minimum for copper does not exceed 0.40 percent, or when the maximum content specified for any of the following elements does not exceed the following percentages: manganese 1.65, silicon 0.60, copper 0.60.
High Strength Low Alloy (HSLA) Steel - is comprised of a group of steels with chemical composition developed to impart higher mechanical property values and, in certain grades of these steels, greater resistance to atmospheric corrosion than is obtainable from carbon steel.
Common Elements found in steel
Carbon - is used as a strengthening element. It is maintained at a level consistent with weldability and ductility.
Manganese - contributes to strength and hardness.
Phosphorus - results in increased strength and hardness, and improves resistance to atmospheric corrosion.
Sulfur - higher levels decrease ductility, toughness and weldability, aids machinability.
Silicon - is one of the principal deoxidizers used in steelmaking and contributes to strength and hardness.
Copper - contributes to strength and enhances resistance to atmospheric corrosion.
Other elements such as chromium, columbium (niobium), molybdenum, nickel, nitrogen, titanium, and vanadium may be added singly or in combination for their beneficial effects on strength, toughness, atmospheric corrosion resistance, and other desirable properties.
Incidental or Residual Elements - In all steels small quantities of certain elements are unavoidably retained from raw materials. This is especially true of steel produced from recycled steel scrap. The elements of copper, nickel, chromium, molybdenum and tin are always present as residual elements in steel produced from a scrap base. Unless the chemical composition of the steel specifies a minimum and maximum of these elements, they and others that may be present are considered as incidental and are commonly referred to as residual.
Steel Making
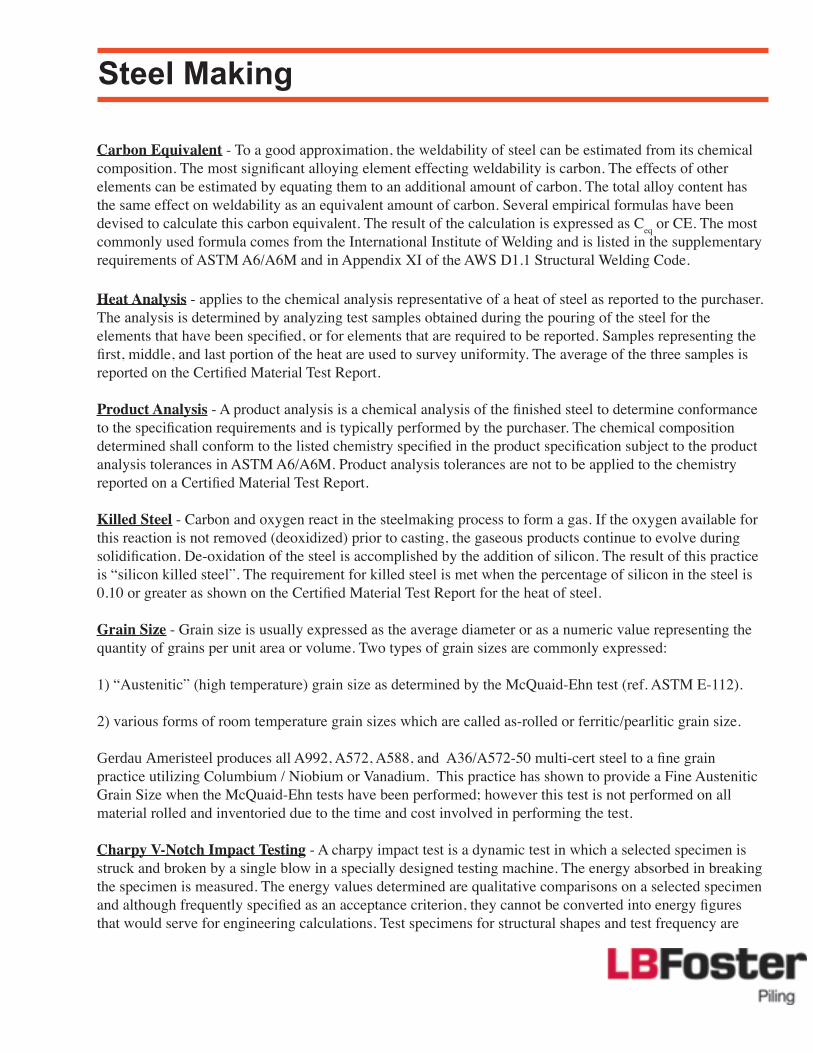
Carbon Equivalent - To a good approximation, the weldability of steel can be estimated from its chemical composition. The most significant alloying element effecting weldability is carbon. The effects of other elements can be estimated by equating them to an additional amount of carbon. The total alloy content has the same effect on weldability as an equivalent amount of carbon. Several empirical formulas have been devised to calculate this carbon equivalent. The result of the calculation is expressed as Ceq or CE. The most commonly used formula comes from the International Institute of Welding and is listed in the supplementary requirements of ASTM A6/A6M and in Appendix XI of the AWS D1.1 Structural Welding Code.
Heat Analysis - applies to the chemical analysis representative of a heat of steel as reported to the purchaser. The analysis is determined by analyzing test samples obtained during the pouring of the steel for the elements that have been specified, or for elements that are required to be reported. Samples representing the first, middle, and last portion of the heat are used to survey uniformity. The average of the three samples is reported on the Certified Material Test Report.
Product Analysis - A product analysis is a chemical analysis of the finished steel to determine conformance to the specification requirements and is typically performed by the purchaser. The chemical composition determined shall conform to the listed chemistry specified in the product specification subject to the product analysis tolerances in ASTM A6/A6M. Product analysis tolerances are not to be applied to the chemistry reported on a Certified Material Test Report.
Killed Steel - Carbon and oxygen react in the steelmaking process to form a gas. If the oxygen available for this reaction is not removed (deoxidized) prior to casting, the gaseous products continue to evolve during solidification. De-oxidation of the steel is accomplished by the addition of silicon. The result of this practice is “silicon killed steel”. The requirement for killed steel is met when the percentage of silicon in the steel is 0.10 or greater as shown on the Certified Material Test Report for the heat of steel.
Grain Size - Grain size is usually expressed as the average diameter or as a numeric value representing the quantity of grains per unit area or volume. Two types of grain sizes are commonly expressed:
1) “Austenitic” (high temperature) grain size as determined by the McQuaid-Ehn test (ref. ASTM E-112).
2) various forms of room temperature grain sizes which are called as-rolled or ferritic/pearlitic grain size.
Gerdau Ameristeel produces all A992, A572, A588, and A36/A572-50 multi-cert steel to a fine grain practice utilizing Columbium / Niobium or Vanadium. This practice has shown to provide a Fine Austenitic Grain Size when the McQuaid-Ehn tests have been performed; however this test is not performed on all material rolled and inventoried due to the time and cost involved in performing the test.
Charpy V-Notch Impact Testing - A charpy impact test is a dynamic test in which a selected specimen is struck and broken by a single blow in a specially designed testing machine. The energy absorbed in breaking the specimen is measured. The energy values determined are qualitative comparisons on a selected specimen and although frequently specified as an acceptance criterion, they cannot be converted into energy figures that would serve for engineering calculations. Test specimens for structural shapes and test frequency are

Steel Making
selected in accordance with ASTM A673 “Sampling Procedures for Impact Testing of Structural Steel.” An impact test consists of three specimens taken from a single test coupon. The average of which shall comply with the specified minimum with not more than one value below the specified minimum, but in no case below either two thirds of the specified minimum or 5 ft.-lbf., whichever is greater. The impact properties of steel can vary within the same heat and piece. The purchaser should be aware that testing of one shape does not provide assurance all shapes of the same heat will be identical in toughness with the product tested.
Impact testing is performed only when required by the material specification or by request on the initial purchase order from a customer. Gerdau Ameristeel's standard production is typically capable of meeting a minimum impact value of 25 ft-lbf at test temperatures of 10°F and above. Impact test values can not be certified or guaranteed without the actual tests being performed. Requirements for lower test temperatures require review on an individual basis.
Imperfections - may be present on the surface of structural shapes. Imperfections which do not affect the utility of these products are not considered injurious. ASTM specification A6 makes allowance for these types of imperfections in Section 9. Quality Section 9 states;” The material shall be free of injurious defects and shall have a workmanlike finish.” Note 2 states; “Unless otherwise specified, structural quality steels are normally furnished in the as-rolled condition and subjected to visual inspection by the manufacturer. Non-injurious surface, or internal imperfections, or both may be present in the steel delivered and may require conditioning by the purchaser to improve appearance of the steel or in preparation for welding, coating, or further processing.”
Limitations of Inspection - There are a number of intrinsic features in the production of structural shapes that affect the properties or conditions of the finished products. Those effects cannot always be precisely known. It is not possible at the present time to identify any reasonable or practical methods of testing or inspection that will ensure the detection and rejection of every piece of steel that varies from the specified requirements with regard to dimensional tolerances, mechanical properties, surface or internal conditions. Therefore, it is technically impossible to give unconditional certification of complete compliance with all prescribed requirements. This fact is manifest to those having a technical knowledge of the subject and is recognized in applying a factor of safety in the design of structural steel.
Steel Making
Material Specifications & ChemistriesThe following listings indicate the ASTM grades that Gerdau Ameristeel can produce in structural shapes.The A36/A572-50 multi-cert. grade is our standard production grade and meets the requirements of A36,A572-50, AISC Tech Bulletin #3 and ASTM A992. The ASTM A992 grade was recently approved byASTM and applies only to Wide Flange Shapes. Other ASTM, Industry or International specifications andgrades can be supplied from these grades provided the additional testing and certification requirements aredefined on the customer purchase order.
Structural GradesASTM A36 Mild Steel, General Building Grade.
ASTM A572-50 High-Strength Low-Alloy, General Building Grade.
A36/A572-50 Multi-Certified, Meets ASTM A36, ASTM A572-50, AISCTech bulletin # 3, and ASTM A992.
A572-50 w/ AISC Tech. Bulletin # 3 AISC Specification. Same as A572-50, except max. yield of65, Fy/Fu of .85, and Carbon equivalent of .50% max.
ASTM A992 New ASTM HSLA Specification. Same spec. as AISC Tech.Bulletin #3. Applies to WF Beams only.
ASTM A572-60 High-Strength Low-Alloy Specification.
ASTM A572-65 High-Strength Low-Alloy Specification.
ASTM A529-50 High-Strength Non-Alloyed. Generally used in the metalbuilding industry. Previous plate specification which nowincludes structural shapes.
ASTM A588 A,B,&C High-Strength Corrosion-Resistant. General Building Grade.
ASTM 328 Sheet Pile Specification.
ASTM A690 High-Strength Low-Alloy Corrosive-Resistant Specificationused in H piles and Sheet piles
CSA G40.21 50W Canadian Specification for High-Strength Low Alloy GeneralBuilding Grade Specification.
Steel Making

Steel Making
Steel Making
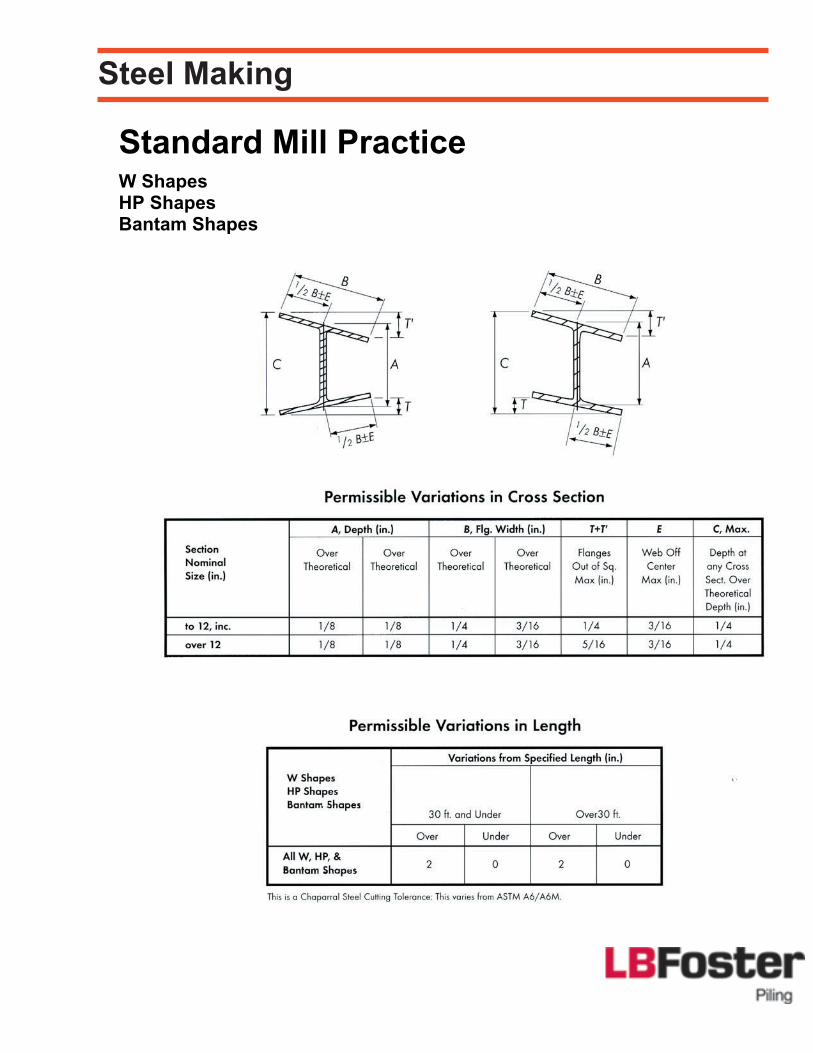
Standard Mill Practice W Shapes HP Shapes Bantam Shapes

Steel Making
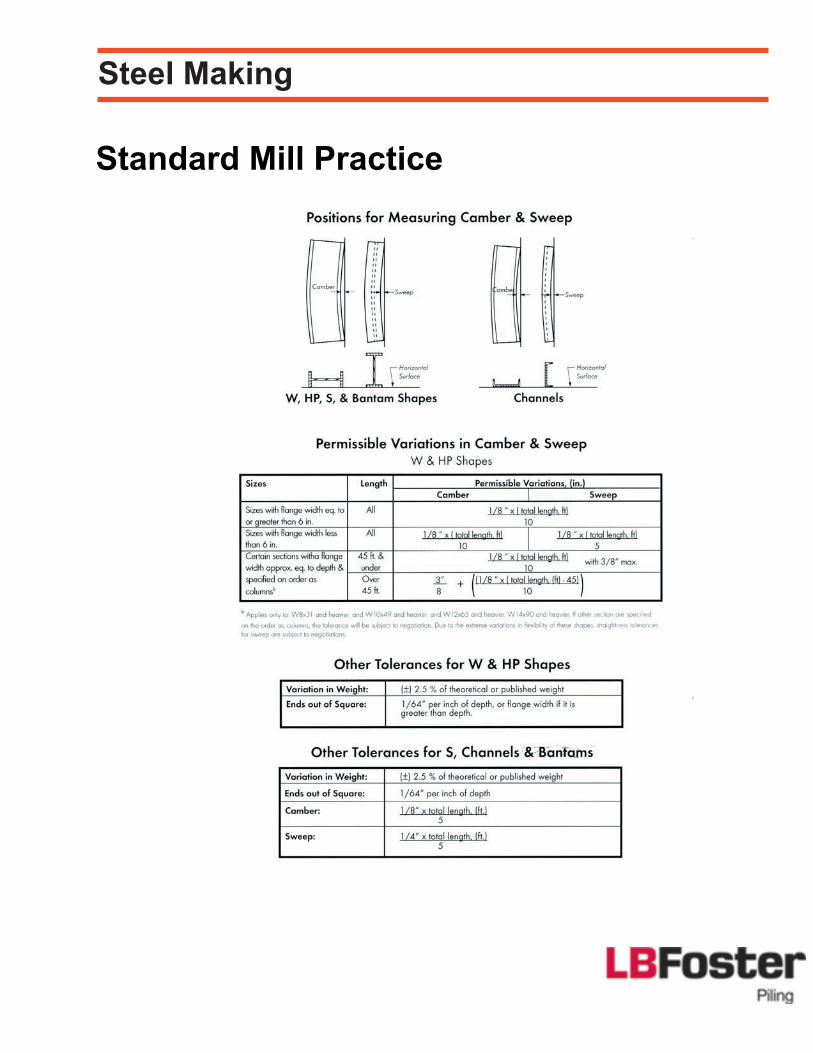
Standard Mill Practice
Steel Making
Standard Mill Practice
Steel Making
Steel Products Tables and Data
• Elastic Section Modulus
• Plastic Section Modulus
• Moment of Inertia
• SI Conversion Factorsa
• Structural Shape Size Groupings for tensile Property Classifications
• Nomenclature

Steel Making
Sx Elastic Section ModulusWeight Economy
Selection TableSections in bold are �Weight Economy Sections�
SX

Steel Making
Sx Elastic Section ModulusWeight Economy
Selection TableSections in bold are �Weight Economy Sections�
SX

Steel Making
Z Plastic Section ModulusWeight Economy
Selection TableSections in bold are �Weight Economy Sections�
ZX
Steel Making
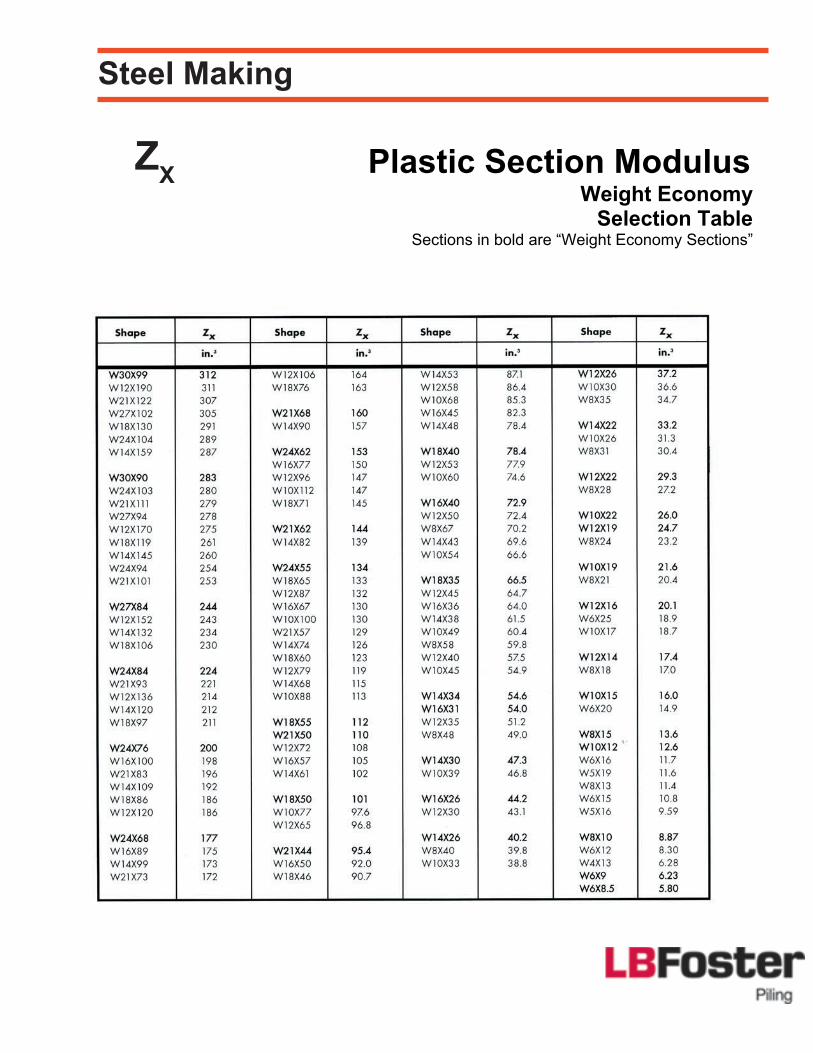
Zx Plastic Section ModulusWeight Economy
Selection TableSections in bold are �Weight Economy Sections�
ZX

Steel Making
Ix Moment of InertiaWeight Economy
Selection TableSections in bold are �Weight Economy Sections�
IX

Steel Making
Ix Moment of InertiaWeight Economy
Selection TableSections in bold are �Weight Economy Sections�
IX
Steel Making
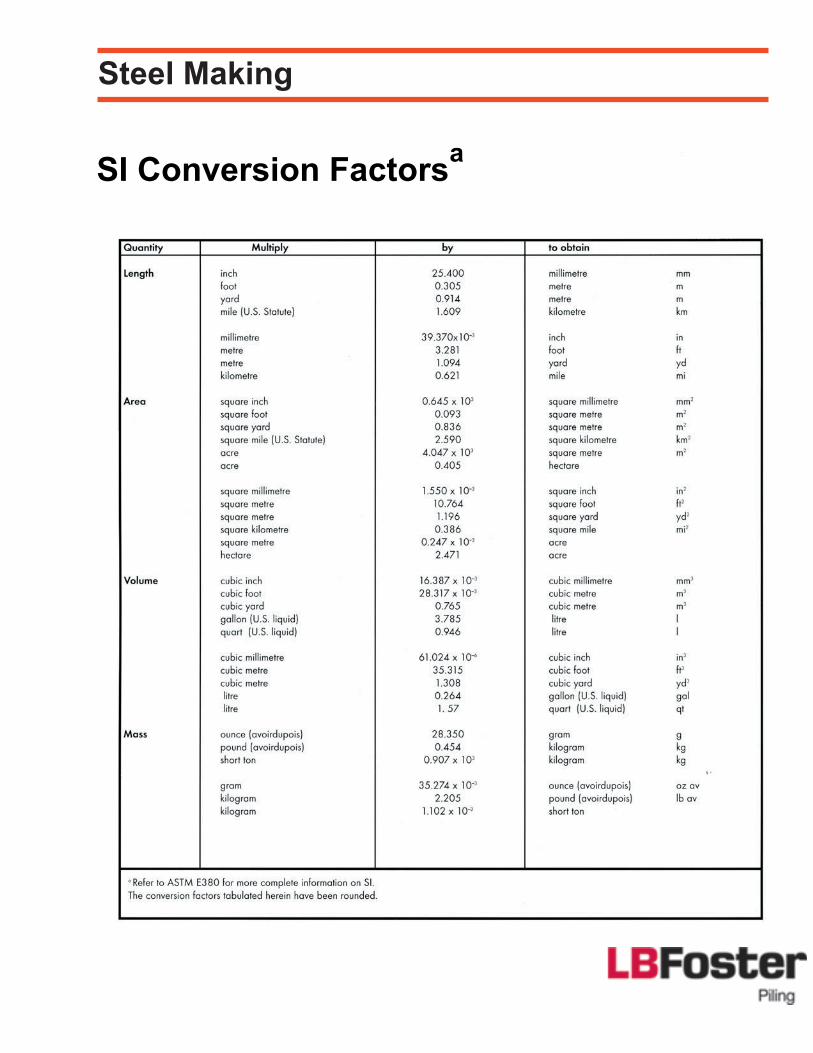
SI Conversion Factorsa
Steel Making
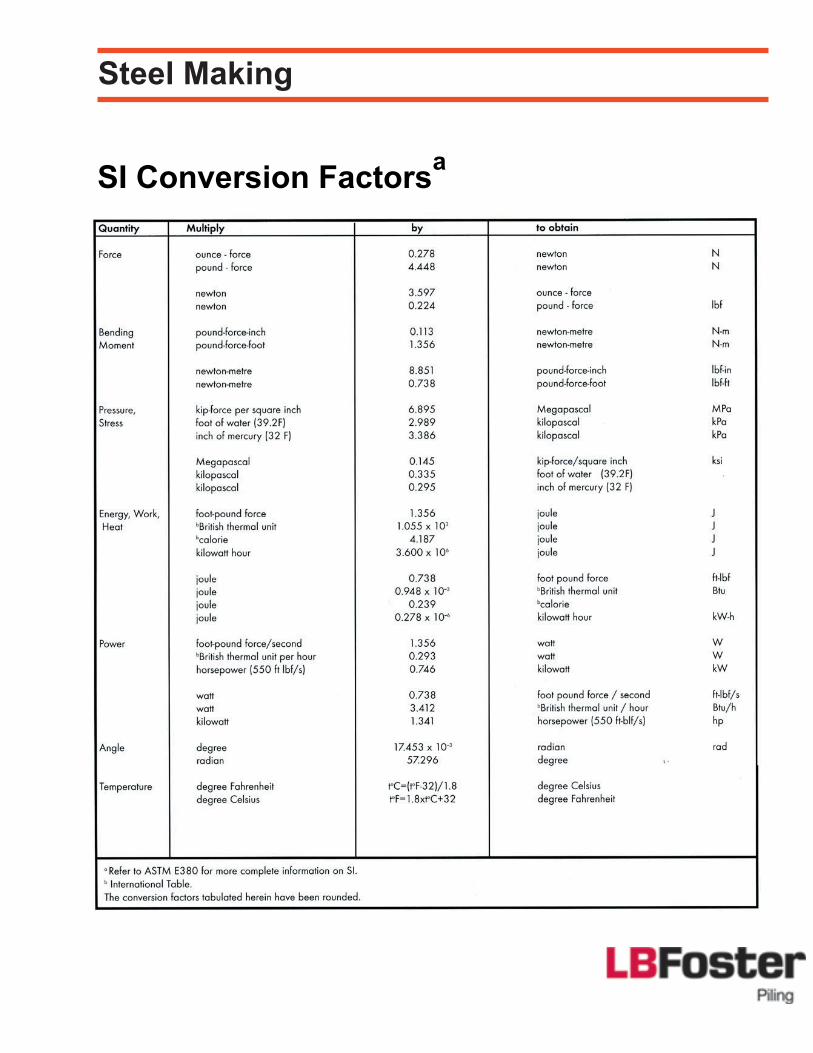
SI Conversion Factorsa

Steel Making
Structural Shape Size Groupings for Tensile Property Classifications
Steel Making
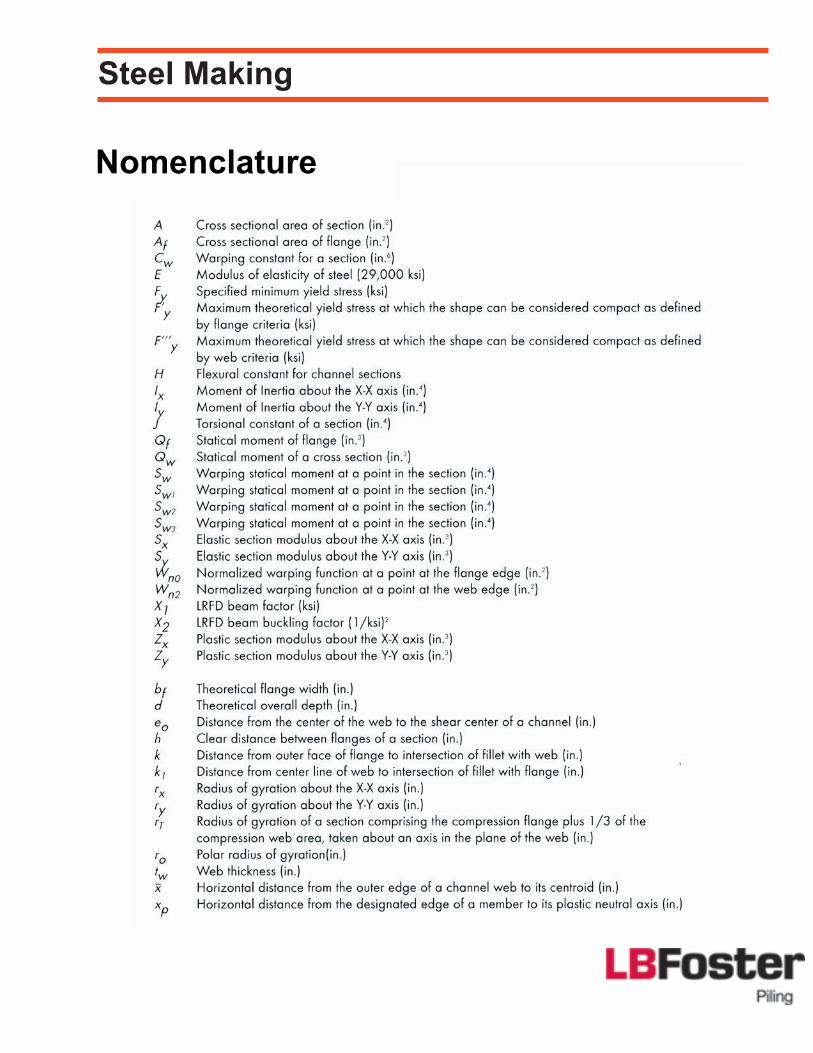
Nomenclature