-
7/27/2019 State of the Art - Laubscher
1/21
55
Cave Mining--The State of the Art
D.H. Laubscher*
INTRODUCTION
The expression "cave mining" will be used here to refer to
all
mining operations in which the ore body caves naturally
afterundercutting and the caved material is recovered through
drawpoints. The term encompasses block caving, panel
caving,inclined-drawpoint caving, and front caving. Caving is
the
lowest-cost method of underground mining, provided that
drawpoint size and handling facilities are tailored to suit
thecaved material and that the extraction horizon can be
maintained for the life of the draw. 1
The daily production from cave-mining operations throughout
the world is approximately 370 kt/d. Table 55.1shows
production broken down by layout.
By way of comparison, the South African gold mines produce
350 kt/d.
Today, several open-pit mines currently producing in excess of50
kt/d are examining the feasibility of implementing low-cost,
large-scale underground mining methods. Several undergroundcave
mines that produce high tonnages are planning to
implement dropdowns of 200 m or more. This will result in
aconsiderable change in their mining environments. These
changes will necessitate more detailed mine planning, ratherthan
the simple projection of current mining methods to greater
-
7/27/2019 State of the Art - Laubscher
2/21
depths.
As more attention is directed to mining large, competent
orebodies with low-cost underground methods, it is necessary
todefine the role of cave mining. In the past, caving has
beenconsidered for rock masses that cave and fragment readily.
The
ability to better assess the cavability and fragmentation of
ore
bodies, the availability of robust load-haul-dump (LHD)machines,
an understanding of the draw control process,
suitable equipment for secondary drilling and blasting,
andreliable cost data have shown that competent ore bodies with
coarse fragmentationl can be mined at a much lower cost
using
caving rather than with drill-and-blast methods. However,
once
a cave layout has been developed, there is little scope
forchange.
Aspects that have to be addressed are cavability,
fragmentation,
draw patterns for different types of ore, drawpoint or
drawzonespacing, layout design, undercutting sequence, and
support
design.
Table 55.2shows that there are significant anomalies in
thequoted performance of different cave operations.
It is common to find that old established mines that
havedeveloped standards during the course of successful mining
in
the upper levels of an ore body are resistant to change and
do
not adjust to the ground control problems that occur as
miningproceeds to greater depths or as rock types change. Mines
that
have experienced continuous problems are more amenable
toadopting new techniques to cope with a changing mining
situation. Detailed knowledge of local and regional
structural
geology, the use of an accepted rock mass classification to
characterize the rock mass, and knowledge of regional andinduced
stress environments are prerequisites for good mine
planning. It is encouraging to note that these aspects are
receiving more and more attention.
-
7/27/2019 State of the Art - Laubscher
3/21
The Laubscher rock mass classification system provides both
in
situ rock mass ratings (IRMR) and rock mass strength. Such a
classification is necessary for design purposes. The IRMR
defines
the geological environment, and the adjusted or mining rockmass
ratings (MRMR) consider the effects of the mining
operation on the rock mass. Figure 55.1is a flow sheet of
theMRMR procedure with recent modifications. The reader is
encouraged to read the paper "The IRMR/MRMR Rock
MassClassification System for Jointed Rock Masses" by Laubscher
andJakubee, which is included in this volume. The ratings
describe
in detail cavability, subsidence angles, failure
zones,fragmentation, undercut-face shape, cave-front
orientation,
undercutting sequence, overall mining sequence, and
supportdesign.
FACTORS AFFECTING CAVING OPERATIONS
-
7/27/2019 State of the Art - Laubscher
4/21
The 25 parameters that should be considered beforeimplementing
any cave mining operation are set out in Table
55.3. The parameters in capital letters are a function of
theparameters that follow in the same box. Many parameters
areuniquely defined by the ore body and the mining system and
are
not discussed further. The parameters considered later arecommon
to all cave-mining systems and need to be addressed if
any form of cave mining is contemplated.
CavabilityMonitoring a large number of caving operations has
shown that
two types of caving can occur--stress and subsidence caving.
However, it is better to use the terms "vertical extension"
to
mean upward propagation of the cave and "lateral extension"
tomean the propagation of the cave as a caved block is
expanded.
Vertical extension caving occurs in virgin cave blocks when
the
stresses in the cave back exceed the strength of the rock
mass.Caving can stop when a stable arch develops in the cave
back.
The undercut must be increased in size or the boundariesweakened
to induce further caving. High horizontal stresses
acting on steep dipping joints increase the MRMR. This was
the
situation in block 16 at the Shabanie Mine. A stable back
was
formed when the undercut had a hydraulic radius of 28 and
theMRMR was 64. When block 7 (adjacent to block 16) caved, the
horizontal confining stress was removed, which resulted in a
reduction in the MRMR to 56 in block 16. At this point,
caving
occurred.
Lateral extension caving occurs when lateral restraints on
theblock being caved are removed by mining adjacent to the
block.This often results in a large stress difference, leading to
rapid
propagation of the cave and limited bulking.
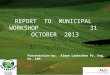
Figure 55.2, based on a worldwide experience base,
illustrates
caving and stable situations in terms of the hydraulic
radius
(area divided by perimeter) for a range of MRMR values. An
additional curve has been added to account for the stability
thatoccurs with equidimensional shapes.
All rock masses will cave. The manner of their caving and
thefragmentation need to be predicted if cave mining is to be
implemented successfully. The rate of caving can be slowed
by
-
7/27/2019 State of the Art - Laubscher
5/21
control of the draw since the cave can propagate only if there
isspace into which the rock can move. The rate of caving can be
increased by a more rapid advance of the undercut, butproblems
can arise if an air gap forms over a large area. In thissituation,
the intersection of major structures, heavy blasting,
and the influx of water can result in damaging airblasts.
Rapid,uncontrolled caving can result in an early influx of
waste.
In conventional layouts, the rate of undercutting (RU) should
be
controlled so that the rate of caving (RC) is faster than the
rateof damage (RD) due to abutment stresses. Thus, RC > RU >
RD.
However, in areas of high stress, the rate of caving must be
controlled to maintain an acceptable level/amount of
seismicactivity in the cave back. Otherwise, rock bursts can occur
insuitably stressed areas (pillars and rock contacts). As
advance
undercutting will be used in these situations, damage to the
undercut and production levels will not be a problem.
The stresses in the cave back can be modified to some extent
bythe shape of the cave front. Numerical modeling can be a
useful
tool for helping an engineer determine the stress
patternsassociated with possible mining sequences. An undercut
face
that is concave towards the caved area provides better controlof
major structures. In ore bodies having a range of MRMRs, the
onset of continuous caving will be in the lower-rated zones
if
they are continuous in plan and section. This effect is
illustratedin Figure 55.3B, where the class 5 and 4B zones are
shown to becontinuous. In Figure 55.3A, the pods of class 2 rock
are
sufficiently large to influence caving, and cavability should
bebased on the rating of these pods. Good geotechnicalinformation,
as well as information from monitoring the rate of
caving and rock mass damage, is needed to fine-tune this
relationship.
Particle Size Distribution
In caving operations, the degree of fragmentation has a
bearing
on
Drawpoint spacing
Dilution entry into the draw column
Draw control
Draw productivity
-
7/27/2019 State of the Art - Laubscher
6/21
Secondary blasting and breaking costs
Secondary blasting damage
The input data needed to calculate the primary fragmentationand
the factors that determine the secondary fragmentation as afunction
of the caving operation are shown in Figure 55.4.
Primary fragmentation can be defined as the size distribution
of
the particles that separate from the cave back and enter thedraw
column. The primary fragmentation generated by
subsidence caving is generally more coarse than that
resultingfrom stress caving. The reasons for this are (1) the more
rapid
propagation of the cave, (2) the rock mass disintegrates
primarily along favorably oriented joint sets, and (3) there
is
little shearing of intact rock. The orientation of the cave
front orback with respect to the joint sets and the direction of
principal
stress can have a significant effect on the primary
fragmentation.
Secondary fragmentation is the reduction in the size of the
original particles as they move through the draw column.
Theprocesses to which particles are subjected determine the
size
distribution which reports to the drawpoint. A strong, well-
jointed material can result in a stable particle shape at a
low
draw height. Figure 55.5shows the decrease in particle size
fordifferent draw heights and coarse (less jointed) to fine
(well
jointed) rock masses. A range of RMRs will result in a wider
range of particle sizes than that produced by rock with a
single
rating. This is due to the fact that the fine material tends
tocushion larger blocks and prevents further attrition of these
blocks. This difference is illustrated in Figure 55.3B, in
which
class 5 and class 4 material is shown to cushion the
largerprimary fragments from class 3 material. A slow rate of
draw
results in a higher probability of time-dependent failure as
thecaving stresses have more time to work on particles in the
draw
column.
-
7/27/2019 State of the Art - Laubscher
7/21
-
7/27/2019 State of the Art - Laubscher
8/21
-
7/27/2019 State of the Art - Laubscher
9/21
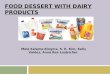
Fragmentation is the major factor determining drawpoint
productivity. Experience has shown that 2 m3 is the largestblock
that can be moved by a 6-yd3 LHD and still allow an
acceptable rate of production to be maintained. In Figure
55.6,the productivity of a layout using 3.5-, 6-, and 8-yd3
LHDs
loading to a grizzly is related to the percentage of
fragments
larger than 2 m3. The use of secondary explosives is based
on
the amount of oversized rock that cannot be handled by a
6-yd3LHD.
A computer simulation program has been developed forcalculating
primary and secondary fragmentation. The results
obtained from this program are confirmed by underground
observations.
Drawzone SpacingDrawpoint spacings for grizzly and slusher
layouts reflect the
spacing of the drawzones. However, in the case of LHD
layoutswith a nominal drawpoint spacing of 15 m, drawzone
spacing
can vary from 18 to 24 m across the major apex (pillar),
depending on the length of the drawbell. This situation
occurs
-
7/27/2019 State of the Art - Laubscher
10/21
when the length of the drawpoint crosscut is increased to
ensurethat an LHD is straight before it loads. In this case, the
major
consideration (optimum ore recovery) is compromised byincorrect
use of equipment or a desire to achieve ideal loadingconditions.
The drawzone spacings for 30 m center-to-center
production drift spacings are shown in Figure 55.7, with
thecritical distance being across the major apex. It can be seen
that
the length of the drawbell can be increased from 8 to 10 m
andthe production drift spacing to 32 m without affecting the
major
apex spacing. There still will be interaction in the
drawbell.
Sand model tests have shown that there is a relationshipbetween
the spacing of drawpoints and the interaction ofdrawzones. Widely
spaced drawpoints develop isolated
drawzones with diameters defined by the fragmentation. When
drawpoints are spaced at 1.5 times the diameter of the
isolateddrawzone (IDZ), interaction occurs. Interaction also
improves as
drawpoint spacing is decreased, as shown in Figure 55.8. Theflow
lines and the stresses that develop around a drawzone are
shown in Figure 55.9. The sand model results have been
confirmed by observation of the fine material extracted
duringcave mining and by the behavior of material in bins. The
question is whether this theory, which is based on
isolateddrawzones, can be wholly applied to coarse material,
where
arching (spans) of 20 m have been observed. The collapse of
large arches will affect the large area overlying the
drawpoint,as shown in Figure 55.10. The formation and failure of
arches
lead to wide drawzones in coarse material, so that drawzone
spacing can be increased to the spacings shown in Figure
55.10.
-
7/27/2019 State of the Art - Laubscher
11/21
The frictional properties of the caved material must also be
recognized. Low-friction material can flow greater distances
when under high overburden load, and this can mean widerdrawzone
spacings. It is therefore logical to expect that when a
-
7/27/2019 State of the Art - Laubscher
12/21
line of drawbells is drawn this creates a large low-density
zone.Similarly, when lines of drawbells are drawn on alternate
shifts
good interaction will result. The draw program at the
HendersonMine broadly follows this pattern.
There is a need to continue with three-dimensional model
tests
to establish some poorly defined principles, such as the
interaction across major apexes when the spacing of groups
ofinteractive drawzones is increased. Numerical modeling could
possibly provide the solutions for the draw behavior of
coarselyfragmented material.
Draw Control
Draw control requirements are shown in Figure 55.11and
Table55.4. The grade and fragmentation in the dilution zone must
beknown if sound draw control is to be practiced. Figure 55.12
shows the value distribution for columns A and B. Both
columns
have the same average grade of 1.4%, but the valuedistribution
is different. The high grade at the top of column B
means that a larger tonnage of waste can be tolerated beforethe
shutoff grade is reached.
-
7/27/2019 State of the Art - Laubscher
13/21
In LHD layouts, a major factor in poor draw control is
thedrawing of fine material at the expense of coarse material.
Strict
draw control discipline is required so that the coarse ore
isdrilled and blasted at the end of the shift in which it reported
inthe drawpoint.
It has been established that the draw will angle towards
less
dense areas. This principle can be used to move the
materialoverlying the major apex by creating zones of varying
density
through the differential draw of lines of drawbells.
Dilution
The percentage of dilution is defined as the percentage of
the
ore column that has been drawn before the waste materialappears
in the drawpoint. It is a function of the amount ofmixing that
occurs in the draw columns. Mixing is a function of--
Ore draw height
Range in fragmentation of both ore and waste
Drawzone spacing
Range in tonnages drawn from drawpoints
The range in particle size distribution and the minimumdrawzone
spacing across the major apex will give the height of
the interaction zone (HIZ). This is illustrated in Figure
55.13.There is a volume increase as the cave propagates so that
a
certain amount of material must be drawn before the cavereaches
the dilution zone. The volume increase, or swell factors,
is based on the fragmentation and is applied to column
height.Typical swell factors for fine, medium, and coarse
fragmentation
are, respectively, 1.16, 1.12, and 1.08.
-
7/27/2019 State of the Art - Laubscher
14/21
A draw control factor is based on the variation in tonnages
from
working drawpoints (Figure 55.14). If production data are
notavailable, the draw control engineer must predict a likely
draw
pattern. A formula based on the above factors has beendeveloped
to determine the dilution entry percentage.
Dilution entry = (A - B)/A #8734;C #8734;100,
where A = draw-column height H swell factor
B = height of interactionand C = draw control factor.
The graph for dilution entry was originally drawn as a
straightline, but underground observations show that, where the
dilution occurs early, the rate of influx follows a curved line
with
a long ore "tail" (Figure 55.15). Figure 55.16shows that
dilutionentry is also affected by the attitude of the drawzone,
which canangle towards higher overburden loads.
-
7/27/2019 State of the Art - Laubscher
15/21
Layouts
Eight different horizontal LHD layouts and two inclined
drawpoint
LHD layouts are used at various operating mines. An example ofan
inclined LHD layout is shown in Figure 55.17. The El Teniente
layout is shown in Figure 55.18and the Henderson Mine layout
in Figure 55.19. Numerical modeling of different layouts
showedthat the Teniente layout was the strongest and had
severalpractical advantages. For example, the drawpoint and
drawbell
are on a straight line, which results in better drawpoint
support
and flow of ore. If there is brow wear, the LHD can back into
theopposite drawpoint. The only disadvantage is that the layout
does not have the flexibility to accommodate the use of
electric
LHDs such as does the herringbone.
-
7/27/2019 State of the Art - Laubscher
16/21
A factor that needs to be resolved is the correct shape of
the
major apex. It is thought that a shaped pillar will assist in
therecovery of fine ore. Also, in ore bodies characterized by
coarse
fragmentation, there is less chance that stacking will
occur(Figure 55.20). The main area of brow wear is immediately
above the drawpoint. If the vertical height of the pillar above
thebrow is small, failure of the top section will reduce the
strength
of the lower section and result in aggravated brow wear.
-
7/27/2019 State of the Art - Laubscher
17/21
More thought must be given to the design of LHD layouts to
provide a maximum amount of maneuver room within aminimum size
of drift opening. Thus larger machines can be
used within the optimum drawzone spacings. Another aspectthat
needs attention is LHD design, that is, to reduce the length
and increase their width. While the use of large machines
mightbe an attraction, it is recommended that caution be
exercised
and that a decision on machine size be based on a
correctassessment of the required drawzone spacing in terms of
fragmentation. The loss of revenue that can result from
dilution
far exceeds the lower operating costs associated with
largermachines.
Undercutting
Undercutting is one of the most important aspects of cave
mining since not only is a complete undercut necessary toinduce
caving, but the undercut method can reduce thedamaging effects of
induced stresses.
The normal undercutting sequence is to develop the drawbell
and then to break the undercut into the drawbell, as shown
inFigure 55.18. In environments of high stress, the pillars
andbrows are damaged by the advancing abutment stresses. The
Henderson Mine technique of developing the drawbell with
long
holes from the undercut level reduces the time interval
andextent of damage associated with postundercutting. To
preserve
stability, the Henderson Mine has also found it necessary
todelay the development of the drawbell drift until the bell
must
be blasted (Figure 55.19).
The damage caused to pillars around drifts and drawbells
byabutment stresses is significant and is the major factor in
brow
wear and excavation collapse. Rock bursts also occur in
theseareas. The solution is to complete the undercut before
development of the drawpoints and drawbells. The "advanced
-
7/27/2019 State of the Art - Laubscher
18/21
undercut" technique is shown in Figure 55.21.
In the past, it was considered that the height of the
undercut
had a significant influence on caving and, possibly, the flow
ofore. The asbestos mines in Zimbabwe had undercuts of 30 m
with no resulting improvement in caving or fragmentation.
Thelong time involved in completing the undercut often led to
ground control problems. Good results are obtained withundercuts
of minimum height, provided that complete
undercutting is achieved. Where gravity is needed for the flow
ofblasted undercut ore, the undercut height needs to be only
half
the width of the major apex. This results in an angle of repose
of45#176; and allows the ore to flow freely.
Support RequirementsIn areas of high stress, weak rock will
deform plastically andstrong rock will exhibit brittle, often
violent, failure. If there is a
large difference between the RMR and MRMR values, yielding
support systems are required. This is explained in Figure
55.22.
-
7/27/2019 State of the Art - Laubscher
19/21
Prestressed cables have little application in underground
situations unless it is to stabilize fractured rock in a
low-stressenvironment. The need to constrain the rock laterally and
for
lining surfaces such as concrete cannot be too highlyemphasized.
Support techniques are illustrated in Table 55.5.
The use of cable bolts in brows is common practice, but
oftenthese bolts are not installed in a pattern that takes into
account
joint spacing and orientation. Cable bolts should not be
installed
in highly jointed ground, as the bolts do not apply
lateralrestraint to the brow and serve only hold blocks in
place.
-
7/27/2019 State of the Art - Laubscher
20/21
CONCLUSIONS
Cavability can be assessed provided accurate geotechnical
dataare available and geological variations are recognized. The
MRMR system provides the necessary data for an
empiricaldefinition of the undercut dimension in terms of the
hydraulic
radius.
Numerical modeling can assist an engineer in understanding
anddefining the stress environment.
Fragmentation is a major factor in assessing the feasibility
of
cave mining in large, competent ore bodies. Programs are
beingdeveloped for predicting fragmentation, and even the less-
sophisticated programs provide good design data. The
economicviability of caving in competent ore bodies is determined
by LHD
productivity and the cost of breaking large fragments.
Drawpoint and drawzone spacings for coarser material need tobe
examined in terms of recovery and improved mining
environments. Spacings must not be increased to loweroperating
costs at the expense of ore recovery.
The interactive theory of draw and the diameter of an
isolated
drawzone can be used in the design of drawzone spacings.
Complications occur when drawzone spacings are designed onthe
basis of primary fragmentation and the secondary
fragmentation is significantly different.
ACKNOWLEDGMENTS
This paper presents an update of the technology of cave
mining.
It is not possible to quote references since the bulk of the
datasupporting the contents of this paper have not been
published,and the basic concepts are known to mining engineers.
However, it is appropriate to acknowledge the contributions
from discussions with the following people in Canada,
Chile,South Africa, and Zimbabwe: R. Alvarez, P.J. Bartlett,
N.J.W.Bell, T. Carew, A.R. Guest, C. Page, D. Stacey, and A.
Susaeta.
The simulation program for the calculation of primary and
secondary fragmentation was written by G.S. Esterhuizen at
-
7/27/2019 State of the Art - Laubscher
21/21
Pretoria University.
1. Bushman's River Mouth, South Africa.