Embed Size (px)
DESCRIPTION
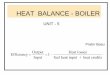
80%. 15%. HP steam. PRS unit. Flue gases. losses. 3%. PowerPRDS PlantUnit. Fuel 100%. BoilerProcess PlantPlant. 55% to process. 2%. losses. Blow down. Condensate. 20%. 5%. Standard Steam Circuit - Energy Balance. Selection of Working Pressure. - PowerPoint PPT Presentation
Citation preview

Trainer [email protected]
Standard Steam Circuit - Energy Balance
Boiler ProcessPlant Plant
Power PRDS Plant Unit
Fluegases
Blowdown
HP steam PRS unit
Condensate
losses
losses
Fuel100%
15%
5%
80%
3%
55% to process
20%
2%

Trainer [email protected] Selection of Working Pressure
• What is the right pressure for given processObjective should be process temp.Heating water to 850C can be achieved using steam at any pressure above atmospheric.
• Would you use steam at - (a) 2 barg.sat.
Or (b) at 7 barg.sat. Or (c) superheated at 2barg.2000C?
• For indirect heating, latent heat released will be -(a) 517.6 Kcal/Kg.(b) 489.9 Kcal/Kg. 5.3% more consumption(c) 517.6 Kcal/Kg. At a very slow rate

Trainer [email protected] Selection of Working Pressure -
contd.
For indirect heat transfer process -
The right choice is ‘the lowest possible’.Rule of thumb - Pressure giving T(steam) + 350C
For Direct heat transfer process -
It does not matter so long as you ensure thorough mixing of steam with the product.

Trainer [email protected]
This will have the following advantages:
Smaller bore steam mains needed and therefore less heat (energy) loss due to the smaller surface area.
Lower capital cost of steam mains, both materials such as pipes, flanges and support work and labour.
Lower capital cost of insulation (lagging).
Dryer steam at the point of usage because of the drying effect of pressure reduction taking place near the equipment.
The boiler can be operated at the higher pressure corresponding to its optimum operating condition, thereby operating more efficiently.
The thermal storage capacity of the boiler is increased, helping it to cope more efficiently with fluctuating loads, and a reduced risk of priming and carryover
How much reduction in thermal storage capacity of a 10.5 barg rated boileroperated at 7 barg.?
Distribute at High Pressure

Trainer [email protected]
On the basis of:
Fluid Velocity Pressure Drop
How Do We Pipe Size?
SpiraxCustomer

Trainer [email protected]
Pipe Sizing
Greater Cost Greater Heat Loss Greater Volume of Condensate
Formed
Lower Pressure to Steam Users, or Not Enough Volume of Steam Water Hammer and Erosion

Trainer [email protected]
Methods of Steam-pipe Sizing
Velocity Method
For saturated steam system
Ideally suited for Process use
Pressure Drop Method
For superheated steam
Ideally suited for Power Plants & Co-gen units

Trainer [email protected]
Methods of Steam-pipe Sizing - contd.
Factors governing the method to be used -
Steam Pressure and Temperature
Size of distribution network
Longer lengths
Larger pipe sizes
Criticality of pressure drop & th.stresses
Mostly for Power plants and HP cogen

Trainer [email protected]
Methods of Steam-pipe Sizing
Rules of thumb to be followed -
Maximum velocity 15 m/s for LP wet steam(flash steam)
25 m/s for sat.steam long lengths
30 m/s for sat.steam short tappings
40 m/s for superheated steam
Normal Pressure Drop Less than 10% inlet pressure
Less than 1 Kg/cm2 for given length of piping.
Equivalent length of piping - Add 10% for fittings in the line.

Trainer [email protected] Pipeline Capacities at Specific Velocities
PressureVelocity kg/hbar m/s 15mm 20mm 25mm 40mm 50mm 80mm
100mm 150mm
1.0 15 8 17 29 65 112 260 470 1020
25 12 26 48 100 193 445 730 1660
40 19 39 71 172 311 640 1150 2500
4.0 15 19 42 70 156 281 635 1166 2460
25 30 63 115 270 450 1080 1980 4225
40 49 116 197 456 796 1825 3120 7050
10.0 15 41 95 155 372 626 1485 2495 5860
25 66 145 257 562 990 2205 3825 8995
40 104 216 408 910 1635 3800 6230 14390

Trainer [email protected]
Steam-pipe Sizing Examples
Size the line to carry -
(a) 300 kgs/hr.steam at 1 barg to FWT 150 m.away
(b) 1100 kgs/hr.steam at 10 barg to a drier 300m.away
(c) Superheated steam 2TPH at 15 barg.300C to turbine at a distance of 50 m.

Trainer [email protected]
Waterhammer - a phenomenon
Steam has low density but high velocity
WP 10 barg Density 5.5 Kg/m3 Velocity 25m/s
Condensate has high density but low velocity
WP 10 barg Density 909 Kg/m3 Velocity 3m/s
Impact or Momentum = Mass X VelocityCondensate having 160 times mass density travelling
at 10 times it’s normal velocity will exert
1600 times greater impact.

Trainer [email protected]
WaterhammerSAGGING MAIN
Slug of water from condensate
Vibration and noise caused by
waterhammer
Condensate

Trainer [email protected]
What is water-hammer?
Water-hammer is the hammer like impact due to fluid flow in a pipeline.
This can happen in any line carrying two-phase flowSteam lines with lot of condensed steam not properly drainedCondensate lines with flashing of condensate in the line.
The effect would be - Severe mechanical vibrations Heavy leakages from joints Ruptured pipelines

Trainer [email protected]
Ineffective, and Proper Drain Points
Steam
Steam
Condensate
PocketSteam trap
Correct
Incorrect
25/30mm
Cross-Section
Cross-Section

Trainer [email protected] Warm Up Loads/Running Loads(kg)
per 50m of Steam Main
SteamPressureBar g 50 65 80 100 125 150 200 250 300 350 400 450 500 600
99.59.3
15.111.3
19.714.1
28.116.5
38.120.6
49.424.5
7431.5
10539
13946.5
16451.5
21660
27264
32072
43688
109.99.8
15.711.9
20.414.6
29.216.9
39.621.3
51.325
7733
10941
14449
17154
22462
28267
33275
46390
1210.410.9
16.513.0
21.615.7
30.717.7
41.722.5
54.126
81.136
11545
15253
18059
23667
29873
35081
48897
MAINS SIZE-mm
Figures in italics represent running loads
Ambient temperature 200C, insulation efficiency 80%

Trainer [email protected]
Calculation of Pipe Expansion
Expansion ( ) = L x )
Where: L = Length of pipe between anchors (m) C = Expansion coefficient
0
0
t
t o
x (mm
= Temperature difference

Trainer [email protected] Recommended Support Spacing
for Steel Pipes
Nom. PipeSize mm.Steel/Copper
Interval of Horizontal runmetres
Interval of Vertical run metres
Bore O/D Mild Steel Copper Mild Steel Copper
1215
1518
--2.0
1.01.2
--2.4
1.21.4
2025
2228
2.42.7
1.41.7
3.03.0
1.72.0
3240
3542
2.73.0
1.72.0
3.03.6
2.02.4
5065
5467
3.43.7
2.02.0
4.14.4
2.42.4
80100
76108
3.74.1
2.42.7
4.44.9
2.93.2
125150
133159
4.44.8
3.03.4
5.35.7
3.64.1
200250
194267
5.15.8
----
6.05.9
----

Trainer [email protected]
Twin Pipe Support Bracket
Rollers for Steel Pipework
Chair & Roller Chair Roller & Saddle

Trainer [email protected]
Air Venting
Steam Main
Thermodynamic Steam Trapwith optional Blowdown andfor ease of maintenance a universal coupling
Air
Balanced Pressure Air Vent

Trainer [email protected]
Heat Emission from Bare PipesTemp. diff. Steam to Air
Pipe Size
15mm 20mm 25m 32mm 40mm 50mm 65mm 80mm 100mm 150mmo C W/m
56 54 65 79 103 108 132 155 188 233 324
67 68 82 100 122 136 168 198 236 296 410
78 83 100 122 149 166 203 241 298 360 500
89 99 120 146 179 205 246 289 346 434 601
100 116 140 169 208 234 285 337 400 501 696
111 134 164 198 241 271 334 392 469 598 816
125 159 191 233 285 321 394 464 555 698 969
139 184 224 272 333 373 458 540 622 815 1133
153 210 255 312 382 429 528 623 747 939 1305
167 241 292 357 437 489 602 713 838 1093 1492
180 274 329 408 494 556 676 808 959 1190 1660
194 309 372 461 566 634 758 909 1080 1303 1852

Trainer [email protected]
Calculation of Heat Transfer
Q = U. A. t
Where Q =heat transfer rate (W)
U =overall heat transfer coefficient (W/m2K)
A =mean surface area (m2)
t =temperature difference (K)

Trainer [email protected]
THERMAL INSULATION
TO REDUCE HEAT LOSS
TO PROTECT FROM DAMAGE/BURNS
TO PROVIDE WEATHER PROOFING

Trainer [email protected]
DESIRED PROPERTIES
THERMAL
–TEMP.RESISTANCE–LOW CONDUCTIVITY
MECHANICAL
–SHOCK RESISTANCE–POROSITY FOR AIR BINDING
CHEMICAL
–INERT ACTIVITY

Trainer [email protected]
INSULATION MATERIALS
MINERAL WOOL (IS-3677)
- Most commonly used
GLASS WOOL
- Specified as alternative
CALCIUM SILICATE OR MAGNESIA
- Use as Refractory
ASBESTOS
- Used for small lines

Trainer [email protected]
INSULATION MATERIALS
• WIRENETTING
- TO KEEP INSULATION IN PLACE
• SURFACE COVERING
- TO PROTECT INSUL. FROM DAMAGE
- GI/AL SHEET OF 22/24g THK.
- CEMENT PLASTER
- THERMOSETTING COMPOUND

Trainer [email protected] INSULATION
APPLICATION METHODSWIREBRUSHING HOT SURFACES
PREPARATION OF INSULATION MATTRESSES OF CORRECT DENSITY
(USUALLY 120 OR 150 Kg/M3)
WRAPPING WITH WIRENETTING
(USUALLY 24g GI WIRENET USED)
BINDING THE LINEAR JOINTS

Trainer [email protected]
APPLICATION (contd.)
SURFACE COVERING WITH METAL
(USUALLY AL.CLADDING WITH 22g OR 24g SHEET)
JOINT PREPERATION WITH OVERLAP TO AVOID WATER SEEPAGE.
MAKING BOXES FOR FITTINGS SUCH AS VALVES AND FLANGES.
MITER CUT SHAPES FOR BENDS.

Trainer [email protected]
INSULATION STANDARD
CURRENTLY IS-7413 IS APPLICABLE
SPECIFIES METHODS OF
–MATERIAL SELECTION–APPLICATION OF INSULATION MATERIALS–MEASUREMENTS OF FINISHED SURFACES.

Trainer [email protected]
HEAT LOSS FROM UNINSULATED SURFACES
INTERNAL TEMP. HEAT LOSS
IN DEG.C IN KCAL/HR.M2
• 291
• 894
200 3065
• 6690
400 12115

Trainer [email protected] HEAT LOSS FROM INSULATED
SURFACES
244320370455400
170220255310420300
122150190244338200
7395135100
364750
100thk80thk65thk50thk40thk25thkTemp
Temp.in deg.C Thk. In mm. and Heat Loss in Kcal/hr/sq.mtr.

Trainer [email protected] ECONOMIC THICKNESS OF
INSULATION
80805050400
80655040300
80505040200
65504025150
50402525100
2525252550
FlatsDia >150Dia > 50Dia < 50TEMP.