Embed Size (px)
Citation preview

8/3/2019 Standard Engineering Reamers
http://slidepdf.com/reader/full/standard-engineering-reamers 1/5
STANDARD ENGINEERING REAMERS
Reamers are available in a set range of sizes and types to cover most standard engineering uses. The
various types of reamers can be divided into two main groups:
1) Hand reamers
2) Machine reamers

8/3/2019 Standard Engineering Reamers
http://slidepdf.com/reader/full/standard-engineering-reamers 2/5
HAND REAMERS:
As the name implies they are intended for use by hand and can all be identified by the square end to
the shank. This square is for a tap wrench to hold and turn the reamer during use.
PARALLEL HAND REAMER:
Used to finish pre-drilled holes to a fixed size. A different reamer is required for each size of hole.
To allow the reamer to be used by hand it has a slight taper ground on the end. This taper allows the
reamer end to part enter the hole before reaming. This taper is not pronounced, but a change of
width in the land can be seen where the taper and parallel portions meet. Due to the taper this
reamer is not intended for blind holes.
TAPER PIN REAMER:
Used to produce a tapered hole to suit a tapered pin. Taper pins are not used as often today in
engineering but they provide a simple method of locating and locking two parts together which can
be taken to pieces and reassembled without special tools. The hand wheels on the Harrison Lathes
in our workshop are fixed using taper pins.
The reamer has a constant taper along it’s cutting edge of 1:48 if imperial and 1:50 if metric. The
reamers are available in a fixed range of sizes and for each size a taper drill and pin is available.
The use of a taper drill is not obligatory, they can be used with a parallel drill hole but it takes
longer to ream and is harder to keep angle true.
Note! Taper drills have to cut on the end and sides which would produce very broad pieces of swarf
extending full length of lip which are difficult to remove because they jam in the flutes of the drill.
To break the swarf up into smaller pieces the drill has a series of notches ground at intervals along
the land giving the cutting effect of a series of short drills instead of one long one.
CLOCK MAKERS BROACH:
not really an engineering reamer, more a relic from the days of hand made clocks. Originally it was
used for enlarging holes in brass clock plates to take bushes and spindles. The broach consists of a
hardened taper with five flat faces ground on it. Due to the very negative cutting angle the material
does not snatch or tend to pull on. The slow taper is very useful for enlarging holes between drillsizes when fitting the barrel to keywork. When used as originally for clock making a finishing
reamer without any flats would be used to burnish any marks left from the reamer.
8/3/2019 Standard Engineering Reamers
http://slidepdf.com/reader/full/standard-engineering-reamers 3/5
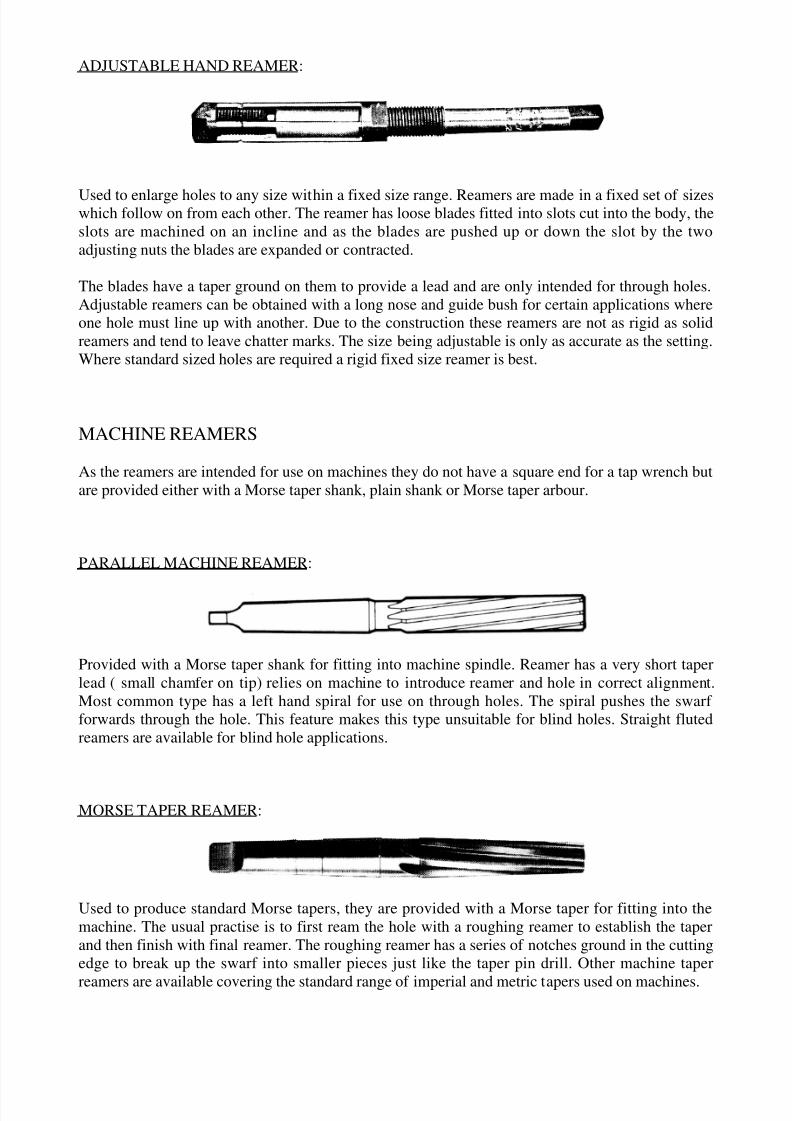
ADJUSTABLE HAND REAMER:
Used to enlarge holes to any size within a fixed size range. Reamers are made in a fixed set of sizeswhich follow on from each other. The reamer has loose blades fitted into slots cut into the body, the
slots are machined on an incline and as the blades are pushed up or down the slot by the two
adjusting nuts the blades are expanded or contracted.
The blades have a taper ground on them to provide a lead and are only intended for through holes.
Adjustable reamers can be obtained with a long nose and guide bush for certain applications where
one hole must line up with another. Due to the construction these reamers are not as rigid as solid
reamers and tend to leave chatter marks. The size being adjustable is only as accurate as the setting.
Where standard sized holes are required a rigid fixed size reamer is best.
MACHINE REAMERS
As the reamers are intended for use on machines they do not have a square end for a tap wrench but
are provided either with a Morse taper shank, plain shank or Morse taper arbour.
PARALLEL MACHINE REAMER:
Provided with a Morse taper shank for fitting into machine spindle. Reamer has a very short taper
lead ( small chamfer on tip) relies on machine to introduce reamer and hole in correct alignment.
Most common type has a left hand spiral for use on through holes. The spiral pushes the swarf
forwards through the hole. This feature makes this type unsuitable for blind holes. Straight fluted
reamers are available for blind hole applications.
MORSE TAPER REAMER:
Used to produce standard Morse tapers, they are provided with a Morse taper for fitting into the
machine. The usual practise is to first ream the hole with a roughing reamer to establish the taper
and then finish with final reamer. The roughing reamer has a series of notches ground in the cutting
edge to break up the swarf into smaller pieces just like the taper pin drill. Other machine taper
reamers are available covering the standard range of imperial and metric tapers used on machines.

8/3/2019 Standard Engineering Reamers
http://slidepdf.com/reader/full/standard-engineering-reamers 4/5
SHELL REAMERS:
Consists of a hollow reamer that fits onto a Morse taper shank or arbour. Reamer teeth are generally
the same as a solid parallel reamer. Used for larger sizes to reduce the cost by reducing the amount
of HSS in the cutter. Reamer shell can be discarded when worn out and the arbour reused.
CHUCKING REAMER:
Consists of a reamer with similar teeth to a parallel reamer but with a shorter cutting length. The
shank can be made parallel for gripping in a collet or with a Morse taper.
USE OF REAMERS
For the most accurate results the hole should be bored true before reaming. Note! Due to it’s design
a twist drill is inherently unstable, can wander and will rarely produce a round hole. If the position
of the hole is not vital them reaming after drilling is satisfactory. In engineering reaming after
drilling is usually done by holding the reamer in a “floating holder”. This allows the reamer to
move and find the centre of the hole without any danger of bending or breaking the reamer.
GENERAL RECOMMENDATIONS FOR REAMING HOLES
1) Correct speed for machine reamer is half speed and twice feed of same size drill.
2) All reamers should not be turned backwards even when retracting from reamed holes. Itdamages the cutting edge.
3) Always leave sufficient material to be reamed but do not leave more than manufacturers
recommendations. Insufficient material will give poor finish and increase reamer wear due to
rubbing action. Excessive cuts will overload reamer and could break it.
4) When reaming on drill press, ream hole immediately after drilling hole to ensure accuracy of
location.
5) Avoid damage to reamer cutting edges when not in use.

8/3/2019 Standard Engineering Reamers
http://slidepdf.com/reader/full/standard-engineering-reamers 5/5
RECOMMENDED REAMING ALLOWANCE FOR HAND REAMERS
Drill hole to be reamed smaller by the following amount:
0 – 13mm 0.1mm
13 and above 0.2mm
MACHINE REAMERS
Drill hole to be reamed smaller by the following amount:
0 – 10mm 0.3mm
10 – 14 0.4
14 – 30 0.5
30 – 50 1.0
The above information covers most of the general reamer types, most manufacturers make a range
of special reamers for specific applications.





























