Embed Size (px)
Citation preview

featurearticle
Manufacturers of centrifugal separators and decanters want to maximize the separation efficiency of their machines, so the fabrication materials of
critical components, such as the rotation cylinder or the conveyor hub have to exhibit very high tensile strength and corrosive resistance, but at
the same time remain cost effective. Not an easy goal to achieve. However, Dr Frank Wischnowskii & Dipl.-Ing. Andre Kuhn of Klaus Kuhn Edelstahlgiesserei GmbH, Germany, believe their duplex centrifugal cast
stainless steel grades may well be the answer.
Stainless Steel Alloys Strengthen Critical Centrifuge Components
C entrifugal separators and decanters mechanically separate liquid from liquids and solids from liquids, and are used in a variety of industries (chemical,
pharmaceutical, wastewater treatment, etc) to clarify liquids, separate liquid mixtures, concentrate and dewater solids, etc. Their main advantage is their ability to handle continuous process streams that have highly variable levels of solids.
Higher demands on the volume and/or the extraction capabilities of these machines mean higher material requirements, especially for strength under full load and top-gravitational force and corrosion resistance and ductility for safety and durability. Enhanced duplex steel materials have now been developed that can meet these higher requirements.
M a t e r i a l Requ i rements
The material used for the wet surfaces of centrifuges and decanters, i.e. the surfaces that come in contatct with products, are primarily made from stainless steel. It offers a unique blend of high strength, corrosion resistance, ductility and weldability, contributing to reliable, long-term performance, low mainten- ance and easy serviceability of the centrifuge.
In decanters, the conical and cylindrical components of the rotation cylinder and the conveyor hub are generally fabricated
from centrifugal cast stainless steel. Depending on the chemical resistance requirements, either austenitic or ferrite-austenitic steel is used. The choice of material depends on the corrosiveness of the treated fluid and the separation process.
Because of the high rotating speed, all critical centrifugal parts of vertical separators, such as the upper and lower part of the cylinder, the piston slide and the locking ring have to satisfy higher strength requirements, so they are commonly made of forged stainless steel. Table 1 shows the chemical composition of austenitic and duplex stainless steels commonly used to make such components. In comparison, ferrite-austenitic steels have a higher tensile strength and better corrosion resistance. Thus, their high corrosion resistance and excellent mechanical properties, make duplex stainless steels the material of choice in the design of modern separators and decanters.
The new European standard EN 12547 defines the minimum impact work energy, with ISO-V-samples at room temperature, as 27 J, and the elongation by fracture as >14%. For the design of centrifugal decanters and separators, the required mechanical properties of cast and forged duplex stainless steels are much higher, as shown in Table 2.
The smaller grain size of forged duplex stainless steel grades' microstructure in comparison to conventionally cast steel grades, means it can exhibits higher strength and higher ductilit)~
DIN-code Cma x Cr Ni Mo Cu W N PREn
Cast Austenitic Stainless Steels 1.4308 0.08 18.O-21.0 8.0-11.0 0.5 18.5 1,4408 0.08 18,0-21.0 90 -12 .0 2.0-3.0 26.5 1.4412 0.08 18.0-22.0 9.0-13.0 3.0-4.0 29.5
Cast Duplex Stainless Steels 1.4460 0.06 24.0-27.0 4.0-6.0 1.75-2.5 0.10-O.25 33 1.4470 0.03 21.0-23.0 4.5-6.5 2.5-3.5 O. 113-O.20 34 1.4463 0.07 23.0-25.0 7.0-8.5 2.0-2.5 <O.13 32 1.4468 0.03 24.5-26.5 5.5-7.5 2.5- 3.5 O, 12~).25 37.5
Forged Duplex Stainless Steels 1.4462 0.03 21.0-23.0 4.5-6.5 2.5-3.5 O. 10-0.20 34 1.4410 0.03 24.0-26.0 6.0-8.0 3.0-4.5 O. 1OO.20 >40 1.4501 0.03 24.0-26.0 6.0-8.0 3.0-4.0 0.5-1.0 0.5-1.0 0 . 2 0 0 . 3 5 >40
3 6 November 2002 www, filtsep.com

article
DIN-code
Cast Duplex Stainless Steels
Forged Duplex Stainless Steels
1.4460 1.4470 1.4463 1.4468 1.4462 1.4501 1.4410
Rp0.2 min Rmmin ‘5 min Avtnin
IMPal tMPa1 WI tJ1
450 655 25 70 450 660-860 25 80 420 630 20 80 520 700 22 60 500 700800 25 100 550 2770 25 100 550 7701000 25 80
RpO.i? min [IOOT.]
IMPal
375 370 350 430 460 490 480
Rmmin (100%) IMPal
540 525 645 680 590 710
Therefore, critical parts in high
rotating separators are commonly
made from forged duplex stainless
steels. DIN-code Rp,,,
IMPal Rm IMPal
A”
[Jl RPo.* (100 “C) Rmmin [IO0 “C]
tMPa1 IMPal
1.4460 562 744 34 156 1.4462 473 717 34 210 465 1.4463 480 727 37 180 390
673 660
/ 1.4468 556 763 33 206 491 732
Over many years we have acquired i experrtise in the production of
austenitic, as well as duplex stainless steel, and have been using
centrifugal cast stainless steel to fabricate critical parts of
centrifuges and separators.
The shape of products made by the conventional centrifugal
casting process is limited and depends on the direction of the
rotation axis of the dies. Cylinders are normally made from
horizontal castings, while conical parts, bushes or rings can be
made by vertically rotating the die and changing the rotation
speed The high rotation forces and the unidirectional
solidification from the outside to the inside in centrifugal
casting produce a very pure microstructure. Impurities and gas
inclusions are forced to the inner surface because their density
is less than steel, and can then be removed in the subsequent
machining. Thus, products made by centrifugal casting have a
better metallurgical integrity than other casting techniques such
as sand- or invest casting. This results in mechanical properties
that are superior to conventional static castings. The almost
anisotropic nature of the materials’ properties regardless of
the direction of the test sample- provides better uniform
physical properties, compared to forged products. Centrifugal
cast duplex stainless steels have superceeded previous grades in
many applications, and are now being used as the first choice
by designer of centrifuges or decanters. Table 3 gives the
average mechanical properties of commonly used centrifugal
cast duplex stainless steel. The listed materials are used to
make the rotating cylinder, as well as the conveyor hub of
decanters.
capabilities of decanters have led to higher rotational speeds for
the cylinder and higher conveyor hub torques. These in turn have
led to the development of new centrifugal cast duplex steel
grades that not only have high strength properties, but also
sufficient ductility and high corrosion resistance.
Effective hardening without losing ductility is possible by
solid solution hardening with the element, nitrogen. To combine
high tensile strength with good corrosion resistance, new duplex
alloys with high nitrogen contents have been developed. In
common cast duplex stainless steel, nitrogen is alloyed in the
range of 0.1 up to 0.25 wt %. The solubility of nitrogen in the
melt is limited and depends on the temperature and the chemical
composition of the melt. A common method of increasing the
natural solubility of nitrogen in the melt is to increase the
manganese content [l, 21. However, high manganese levels in
duplex stainless steel increase the precipitation kinetic of the
sigma phase and reduces the transition temperature [3].
Preliminary experiments and the study of the literature of
high nitrogen duplex stainless steel [4,5] indicated that a
manganese content between 2.0 and 3.5 wt % is sufficient to
produce a nitrogen content of 0.30-0.35 wt % in a duplex
stainless steel. This information was used to develop two high
nitrogen cast duplex stainless steel. Their compositions are
shown in Table 4.
The chemical composition is balanced to obtain an austenite
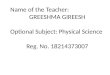
content of between 50-60 Vol. %. The microstructure of K 900
and K 901, can be seen in Figures 1 & 2, respectively
Mn Cr MO W Cu Co Higher demands on the volume
2.03.5 24.027.0 5.07.0 1.0-2.0 2.0-4.0 2.03.5 <0.5 and/or the extraction 2.03.5 24.0-27.0 5.0-7.0 1.0-2.0 2.04.0 2.03.5 1.5-3.0 0.30X1.35
Filtration+Separation November 2002 37

Figure 1: Microstructure of alloy K 900 Ferrite content: 50 Vol. %.
These development in centrifugal cast duplex stainless steel
gives designers of centrifuges and decanters the opportunity to
substitute parts made by forging, with more cost efficient and
highly reliable parts made by centrifugal casting.
Figure 2: Microstructure of alloy K 901 Ferrite content: 40 Vol. %.
New super duplex cast stainless steel grades have been
developed that are ideal for the fabrication of critical centrifuge
components made by centrifugal casting. The new grades have
superior strength, good toughness and match the strong
K 900 RT 104/104/101
155/178/156
Heat RPcl.2 RP,.cl Rm A, [%I Av. [J] treatment [MPal [MPal IMPal
K 900 400 “C/ 1 h 618 741 897 26 36 25/20,‘30
K 901 400 “C/l h 642 734 886 38 41 73/60/65 350 “C/l h 628 743 856 32 40 98/105/100 350 “C/5h 643 732 861 34 38 88/86/90
mechanical properties of
forged duplex stainless steel
grades. The centrifugal
casting method has been
shown to have a number of
advantages over conventional
casting methods, and is
therefore the preferable
manufacturing process for
these new duplex steel
grades.
In future, the mechanical
behaviour of these new
grades under cyclic loads
will be investigated. Also,
additional data for
comparison with other
developments in duplex
stainless steels will be
38 November 2002
To reduce the formation kinetic of the sigma-phase the References molybdenum (MO) is substituted by a double amout of tungston
(W) to reach the same PRE level as a higher molybdeum, but
tungscon-free duplex steel [6,7]. The second advantage of the
low molybdenum content is that a lower solution heat treatment
temperature is required. Therefore, the possibility of nirtide
precipitation, which occurs as a consequence of a high solution
heat treatment temperature, is reduced.
P Giimpel 81 F H Strom. 1988. Thyssen Ed&t. Techn. Brr., 14, 1,
p.lOXff.
2.
3.
G Stein. 1985. VCB-Kraftwerkstechnik, 65, 11, p.1069ff.
M Pohl, F Wschnowski & A Ibach. 1995. Pmk. Met., Sonderh, 27,
p.363ff.
4. A Gregori & J-O Nilsson. 1999. Proc. Conf Stainless Steel, Sardinia,
Italy, Vol. 2, p.23ff. In alloy K 901, the cobalt (Co) content has been increased to
between 2.0 and 3.5 wt %, which improves the mechanical
properties in application temperatures of 100 “C (Table 5).
Overall, the mechanical properties of the cobalt-containing
alloy K 901 at room temperature (RT) and 100 “C are slightly
better than alloy K900. In comparison to the essentially
cobalt-free alloy, the alloying with cobalt produces a reduction
in the yield stress, when raising the temperature from RT to
100 “C.
Precipitaion hardening can be used to improve the strength of
these steels’ properties. With heat treatment in the temperature
range of 350-500 “C, the formation of chromium rich al-phase
and copper rich E-phase in the ferrite is possible [S]. Mechanical
tests show that the precipitation hardening at 400 “C is extremely
rapid, as is the reduction in toughness. By decreasing the heat
treatment temperature to 350 “C the kinetics of the precipitation
is reduced and the heat treatment can be used for additional
optimization of the alloy’s strength (Table 6).
6.
8.
9.
collected and presented. 0
G HochGrtler, P J Uggowitzer & M 0 Speidel. 2000. Proc. Conf:
Duplex America, Houston, USA, p.477ff.
H Okamoto. 1992. I’roc. Coni Appl. of Stainless Stwls, Stockholm,
Sweden, p.36Off.
K T Lee & Y H Lee. 1997. Proc. Con/I Duplex Stainkss Steel,
Mastrich, The Netherlands, p.903ff.
C J Park & J-S Kim. 1999. l’roc. Conf; Stainless Steel, Sardinia, Italy,
Vol. 3, p.475ff.
J Charles. 2000. Proc. Colzf: Duplex America, Houston, USA,
p.395ff.
Contact: Dr Frank Wlschnowskii 6 DipI.-lng. Andre Kuhn,
Klaus Kuhn Edalstahlgiassarai GmbH, Otto-Hahn-StraBa 12-14, D-42477 Radavormwald,
Germany. Tel. +49 21 95 671 0:
Fax +49 21 95 671 49; Wabsita: www.kuhn-edalstahl.com
www.filtsep.com