Embed Size (px)
Citation preview
SRL
3

INDEX
The Company PAG. 5
Certifications PAG. 7-8
Buttweldings Fittings:
45° LR ELBOWS PAG. 9-10
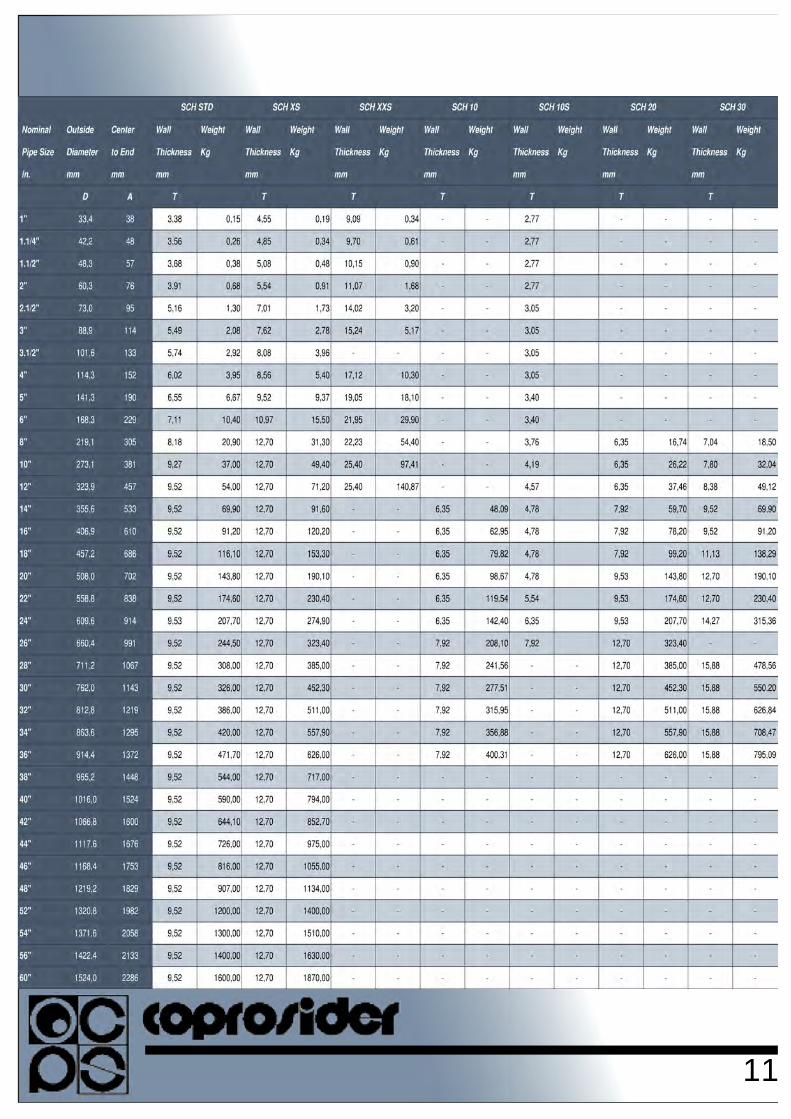
90° LR ELBOWS PAG. 11-12
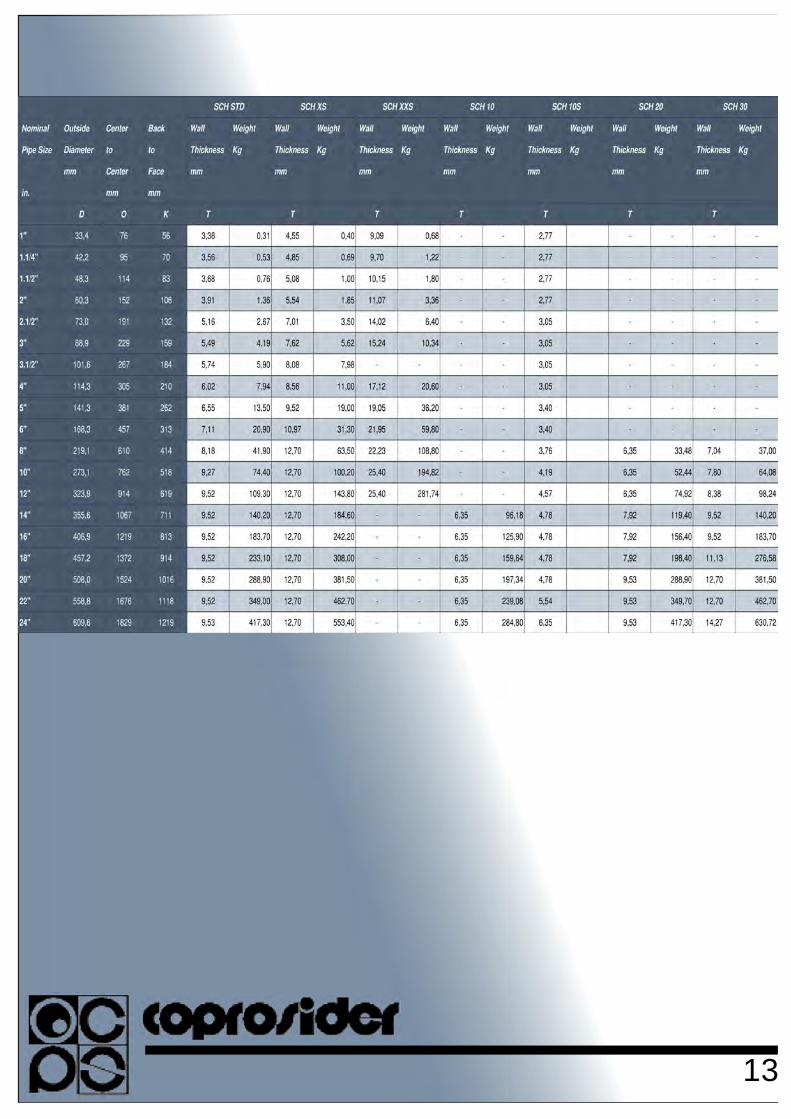
180° LR ELBOWS PAG. 13-14
90° SR ELBOWS PAG. 15-16
180° SR ELBOWS PAG. 17-18
EQUAL TEES PAG. 19-20
REDUCING TEES PAG. 21-30
CONCENTRIC AND ECCENTRIC REDUCERS PAG. 31-40
CAPS PAG. 41-42
45° WELDED LATERAL PAG. 43-44
SPECIAL PRODUCTS PAG. 45-55
TECHNICAL DATA PAG. 58-61
PROJECT AND DESIGN PAG. 63-64
4

Coprosider S.r.l. historical background and executive summary.
Founded in 1974 to service industry with piping components in general andButt-weld Fittings in particular, it very rapidly became apparent that to meetcustomer demand necessitated the formation of its own mill for the soleproduction of Butt Weld fittings.In 1979 Coprosider founded IBF (Italian Butt Welding Fittings) in S.Nicolò,very closed To Piacenza and entered into production in 1980 with an initiallimited size range of up to 24” , which was subsequently increased ti the fullrange of up to 48” without restriction or limit to quality of steel or wallthickness.The year 1987 saw the foundation of CFF (Cold Formed Fittings) at CastelS.Giovanni, Piacenza, our second manufacturing facility for the productionof cold formed fittings.The supply and management of CFF’s products are all through IBF andcan therefore be considered to all effects to be a division of IBF.In 1995 Coprosider decided to have, through IBF, a plant for the productionof heavy wall seamless pipes with the application of advanced technologyallowing extremely demanding tolerances and very high levels of quality.To this end IBF built the pipe mill at Vittuone (20 Km. From Milan) furnishingwith the most modern equipment and levels of capacity, which entered intoproduction during 1997.
5

Buttwelding Fittings Worldwide
6

Coprosider S.r.l. have been certificated by:
■ ISO 9001:2008 ■ NORSOK M-650 ED. 4■ ISO 3834-2:2006 ■ ACHILLES JQS■ PED 97/23/CE ■ GENERAL ELECTRIC CO.
7

Buttwelding Fittings Worldwide
8

Buttwelding Fittings
9

Buttwelding Fittings Worldwide
45° LONG RADIUS ELBOWS
Tollerance according to ANSI B16.9Welding bevels accordin to ANSI B16.25Materials according To ASTM
10
11
Buttwelding Fittings Worldwide
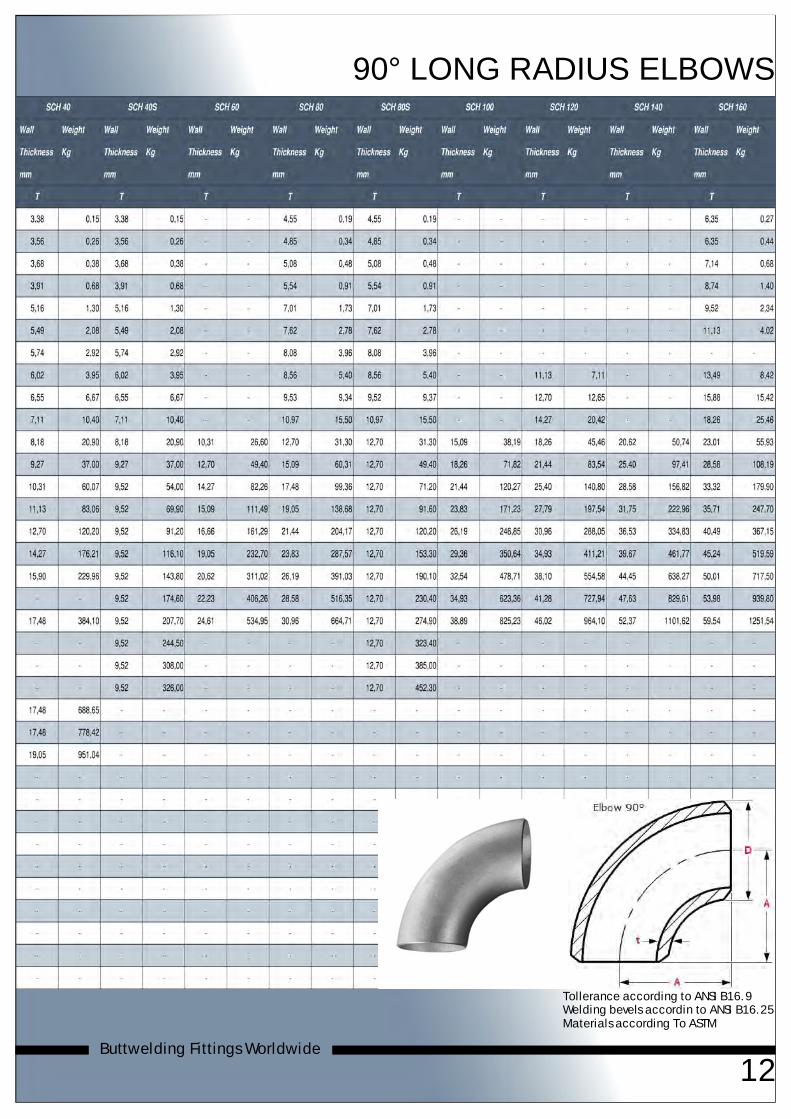
90° LONG RADIUS ELBOWS
Tollerance according to ANSI B16.9Welding bevels accordin to ANSI B16.25Materials according To ASTM
12
13
Buttwelding Fittings Worldwide
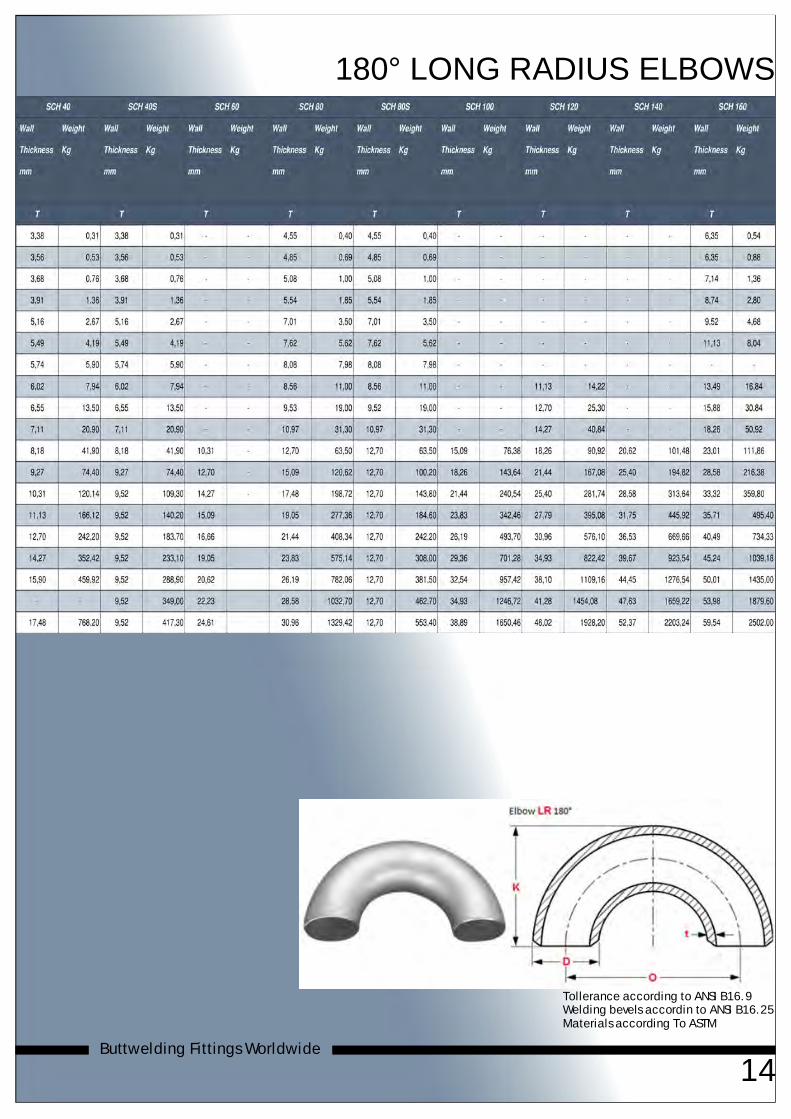
180° LONG RADIUS ELBOWS
Tollerance according to ANSI B16.9Welding bevels accordin to ANSI B16.25Materials according To ASTM
14
15
Buttwelding Fittings Worldwide
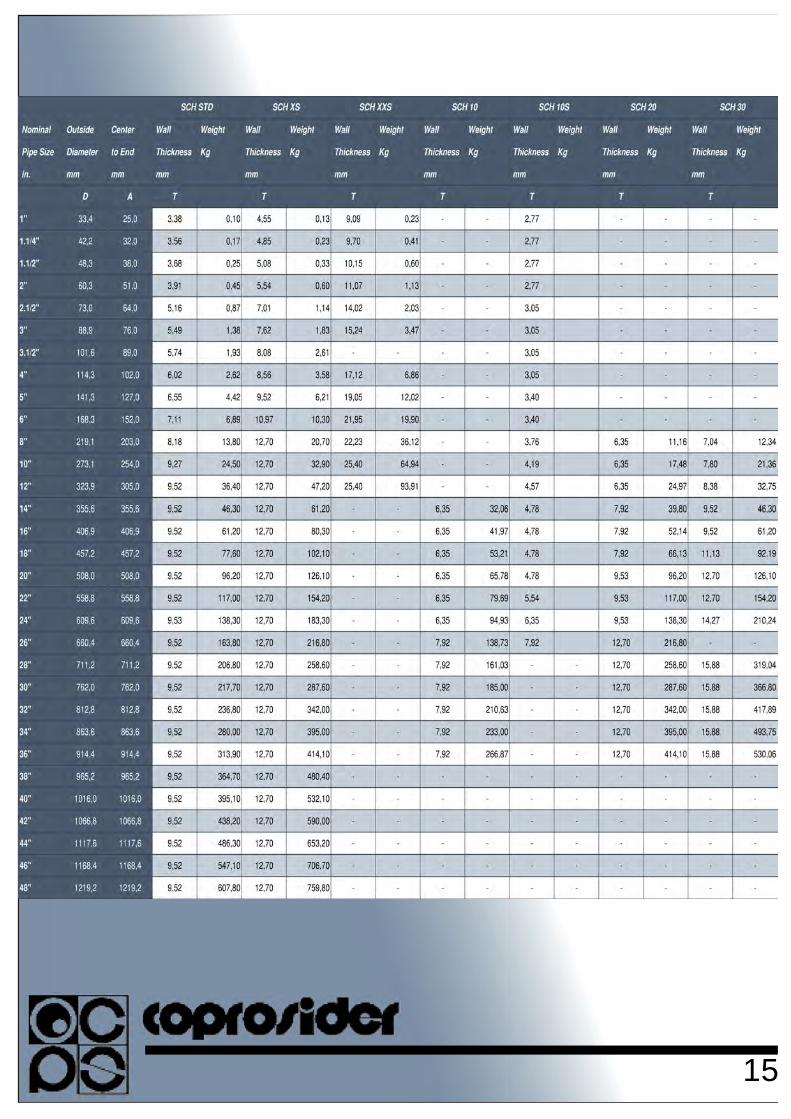
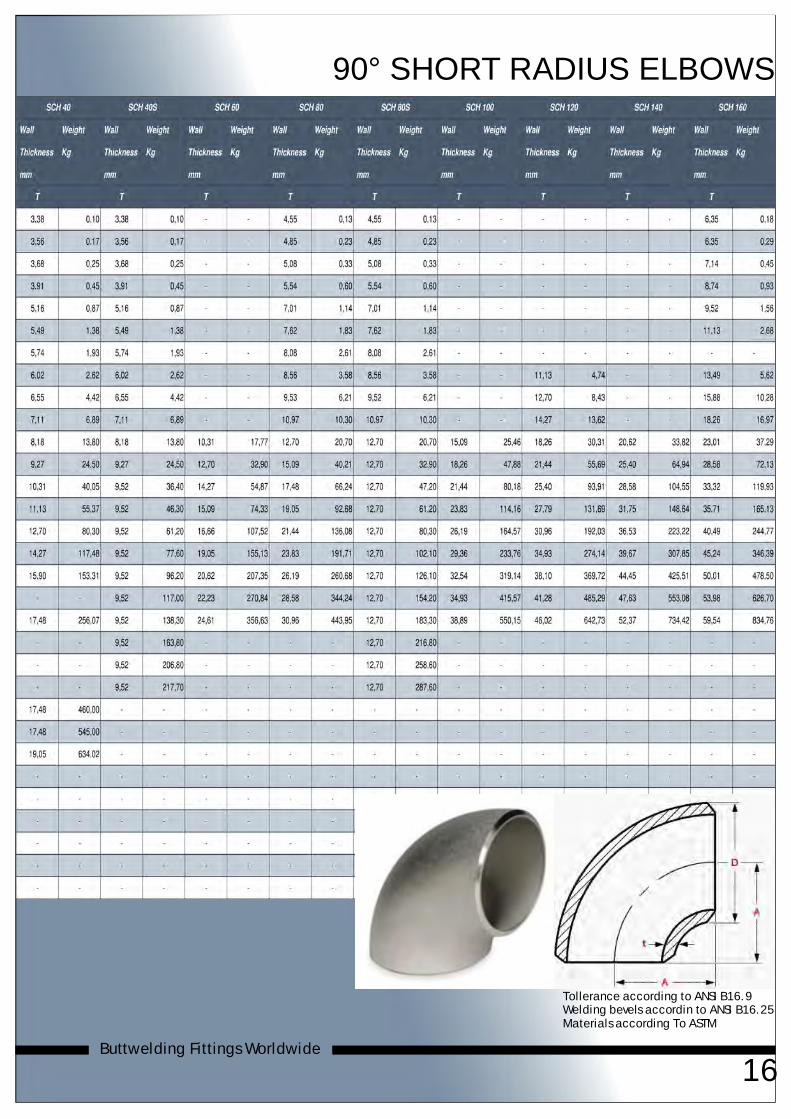
90° SHORT RADIUS ELBOWS
Tollerance according to ANSI B16.9Welding bevels accordin to ANSI B16.25Materials according To ASTM
16
17

Buttwelding Fittings Worldwide
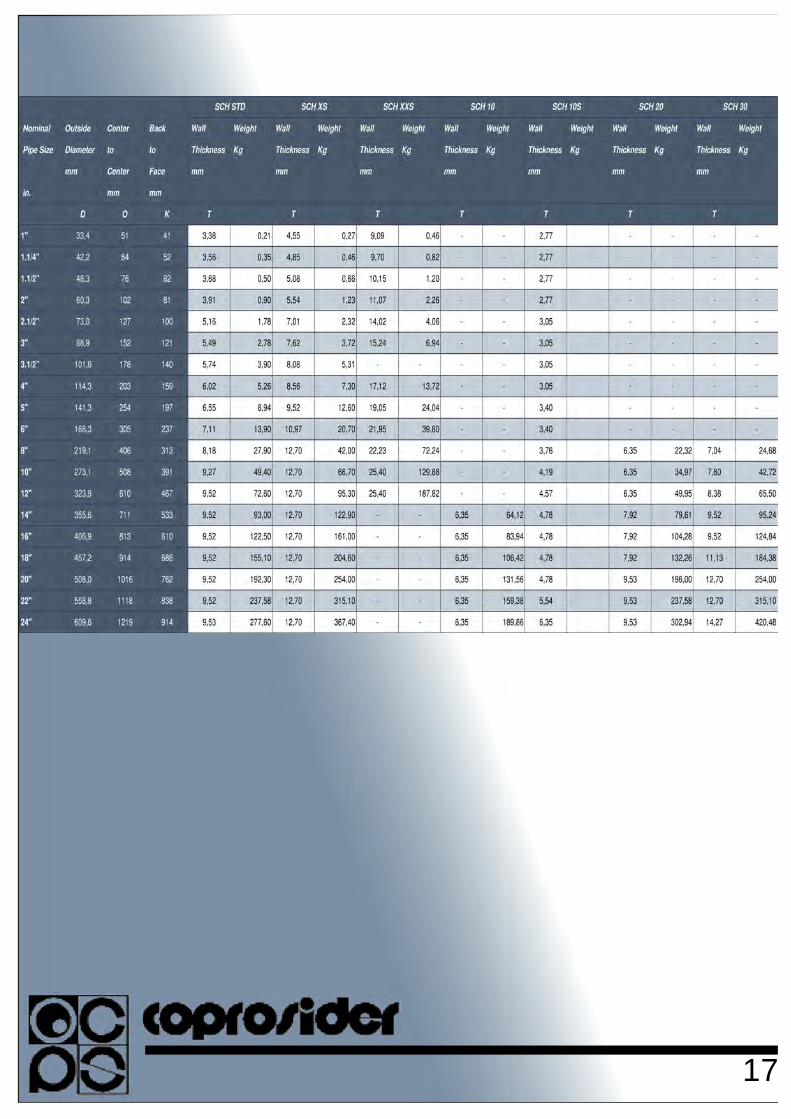
180° SHORT RADIUS ELBOWS
Tollerance according to ANSI B16.9Welding bevels accordin to ANSI B16.25Materials according To ASTM
18
19
Buttwelding Fittings Worldwide
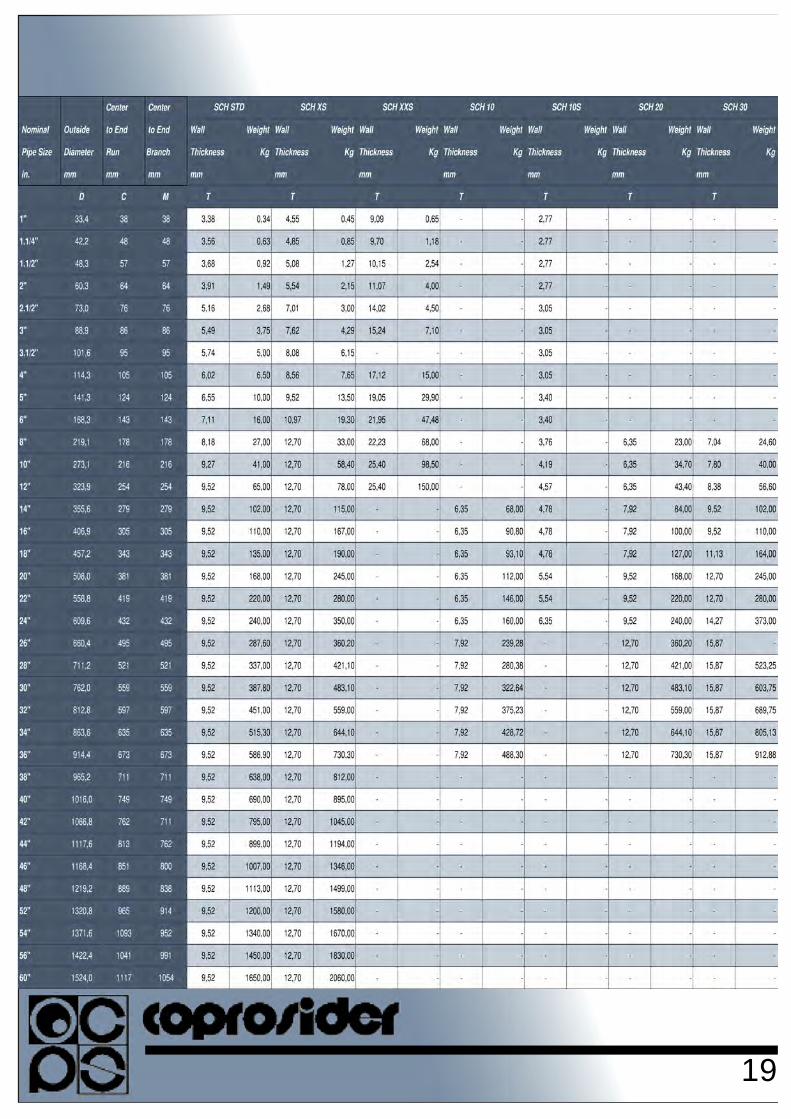
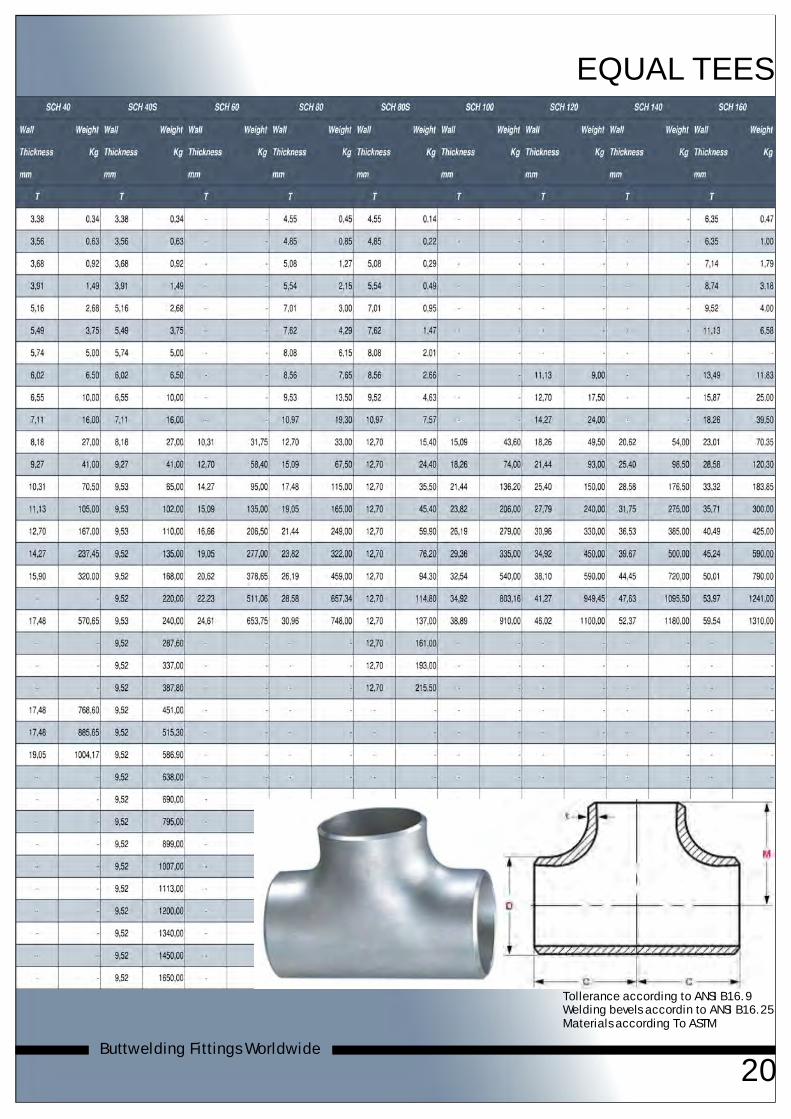
EQUAL TEES
Tollerance according to ANSI B16.9Welding bevels accordin to ANSI B16.25Materials according To ASTM
20
21

Buttwelding Fittings Worldwide
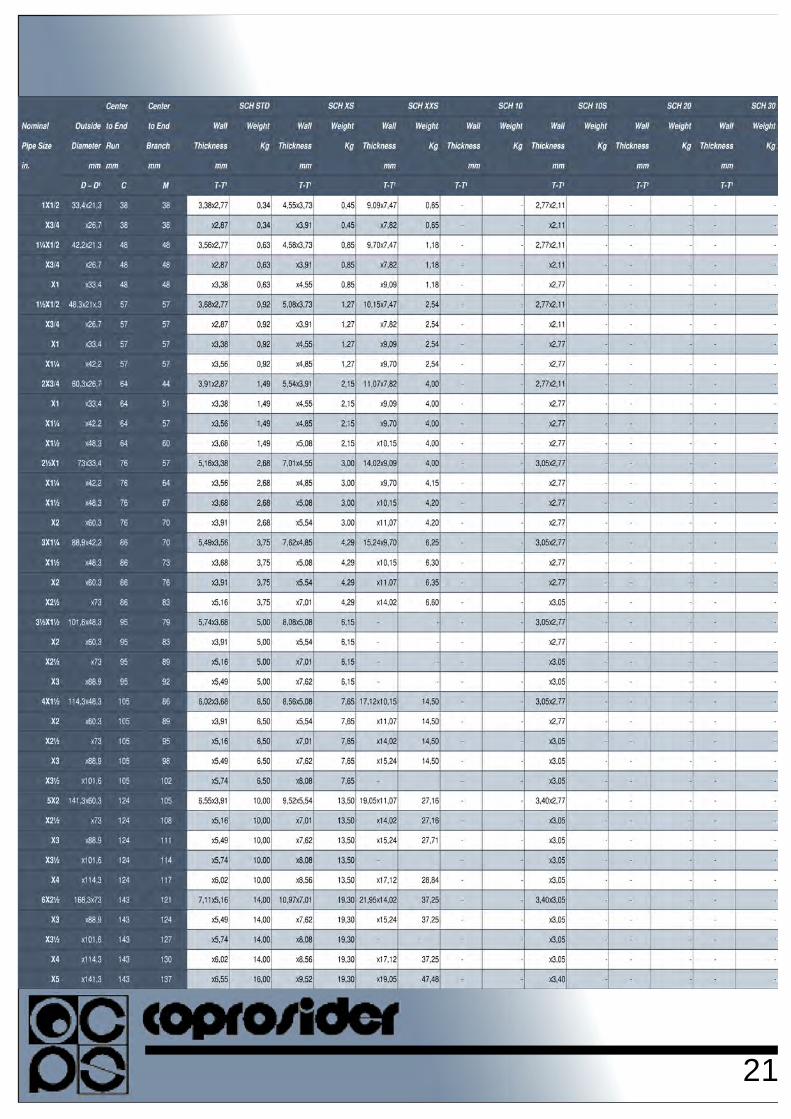
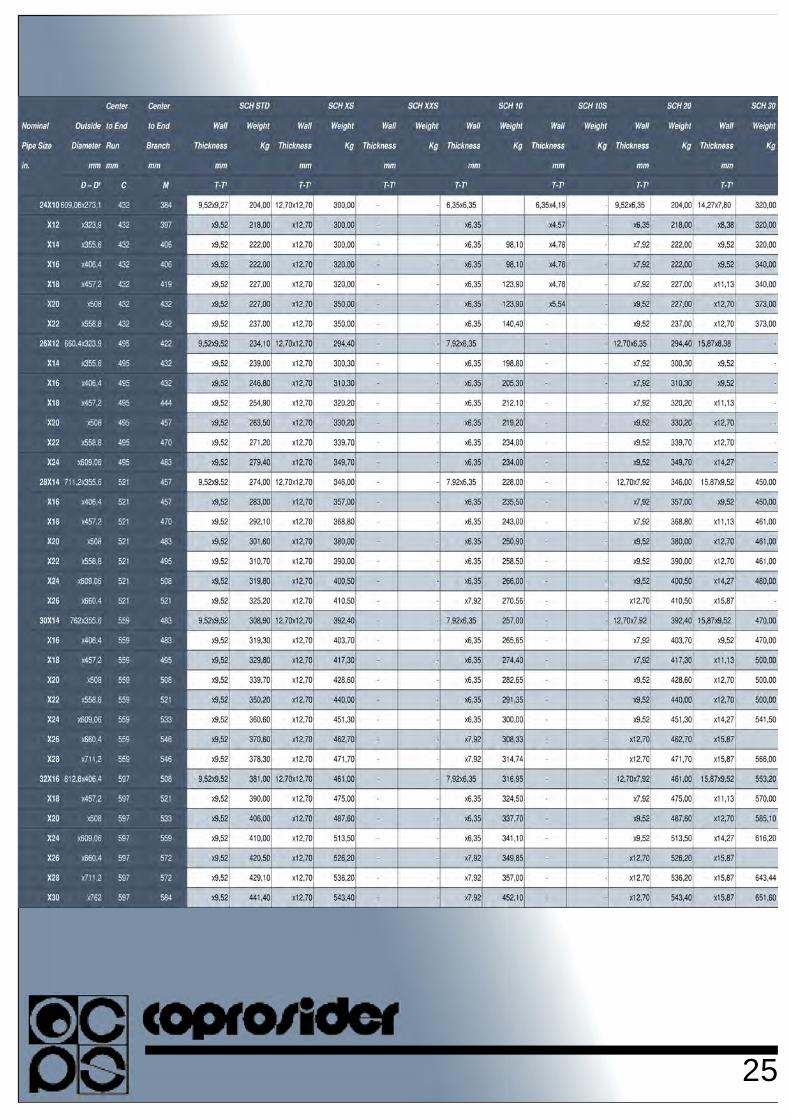
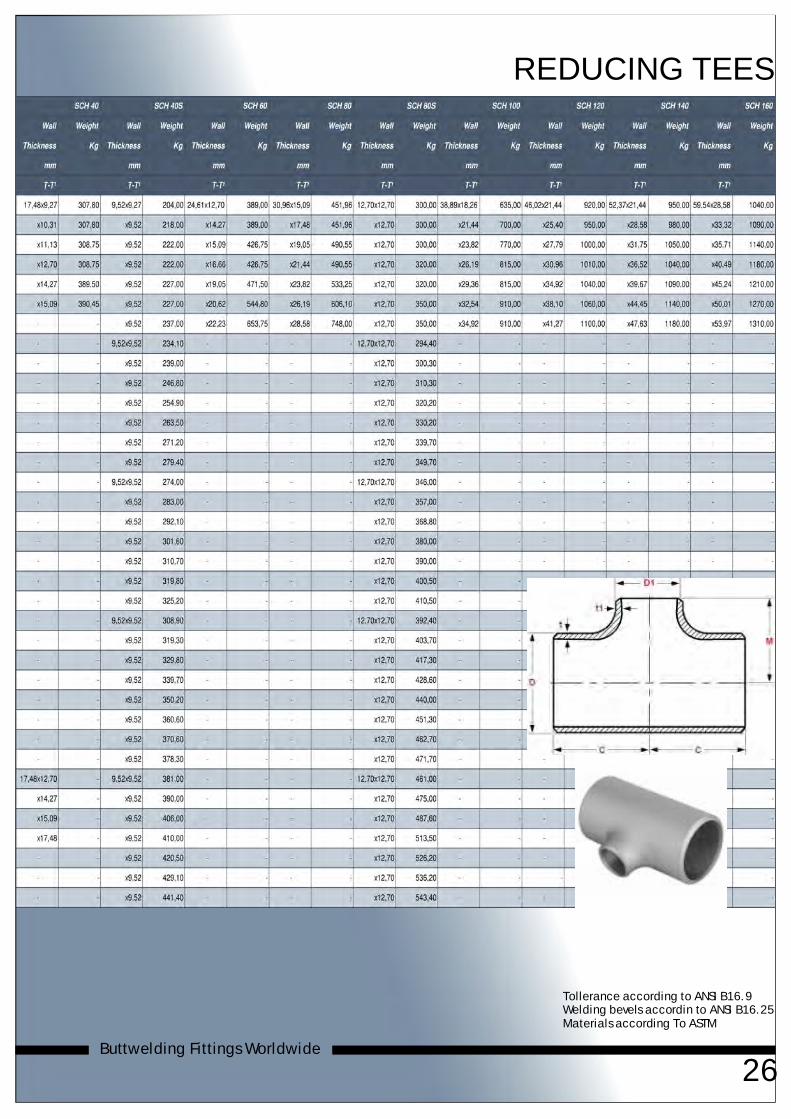
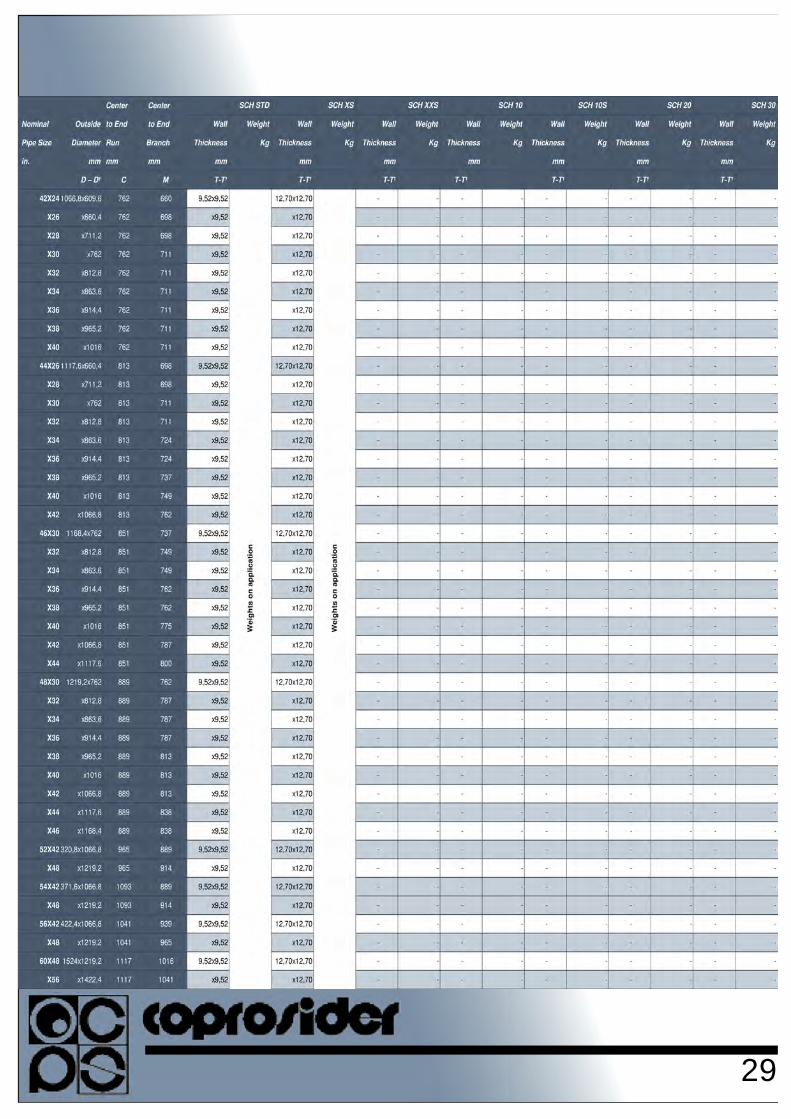
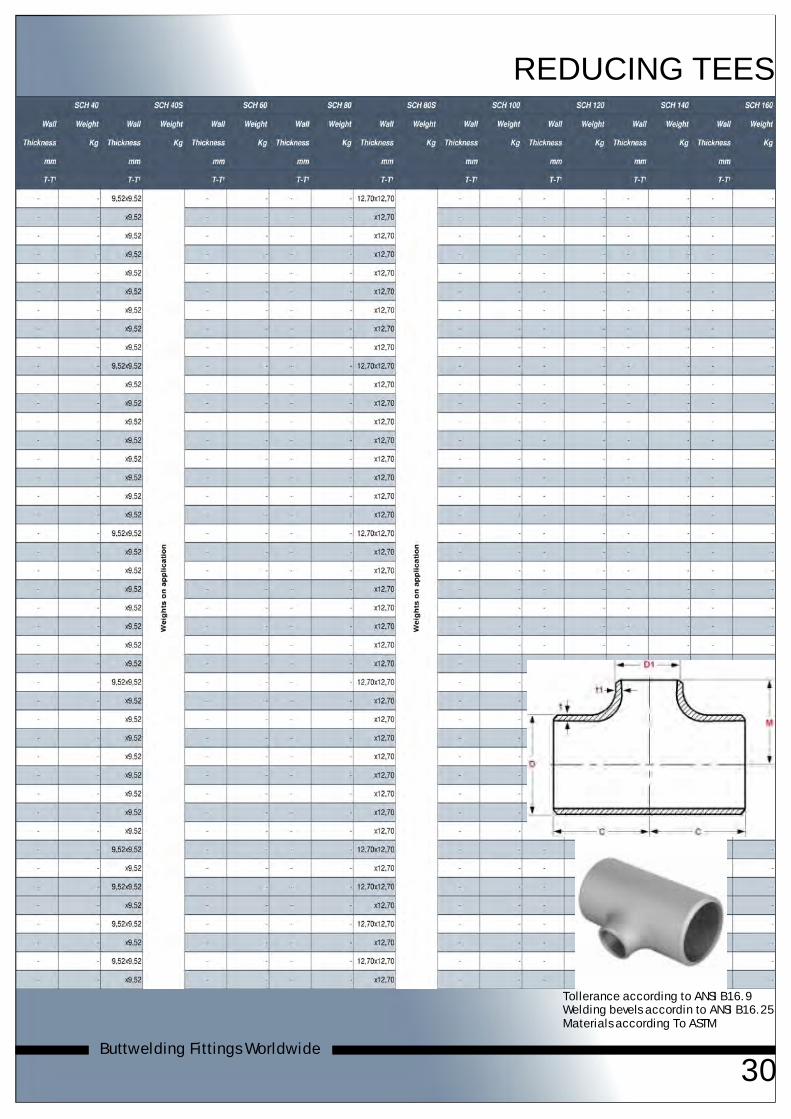
REDUCING TEES
Tollerance according to ANSI B16.9Welding bevels accordin to ANSI B16.25Materials according To ASTM
22
23
Buttwelding Fittings Worldwide
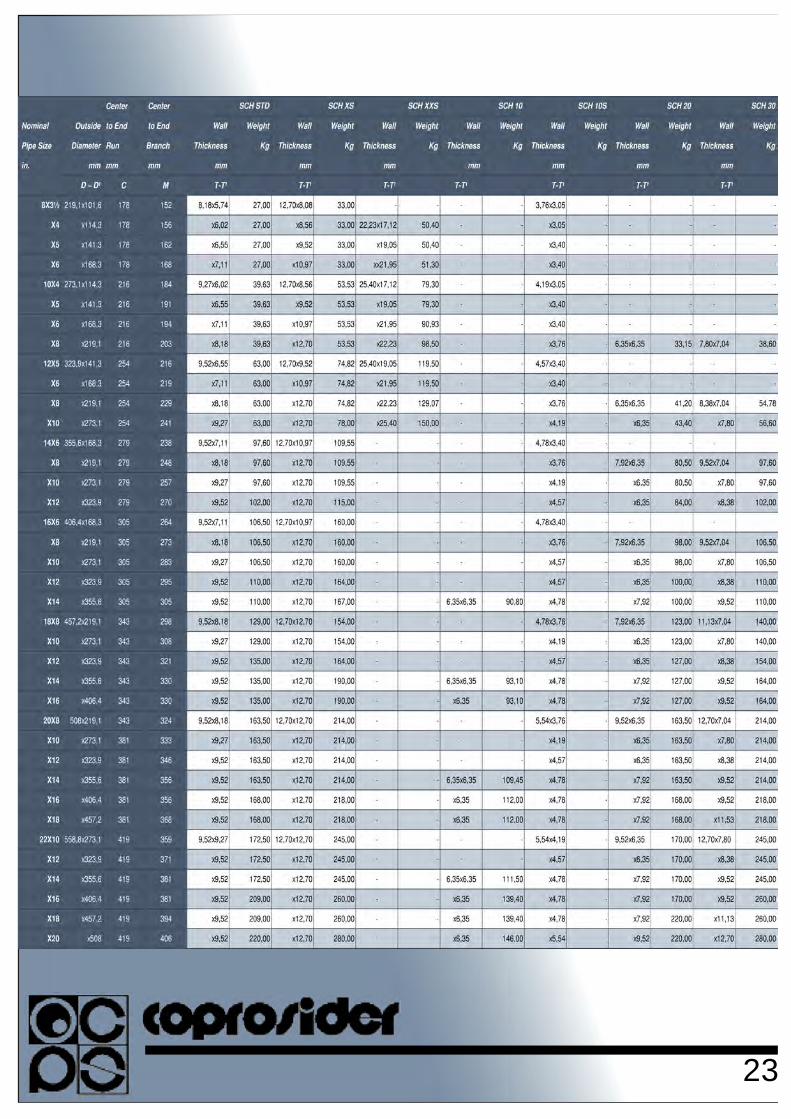
REDUCING TEES
Tollerance according to ANSI B16.9Welding bevels accordin to ANSI B16.25Materials according To ASTM
24
25
Buttwelding Fittings Worldwide
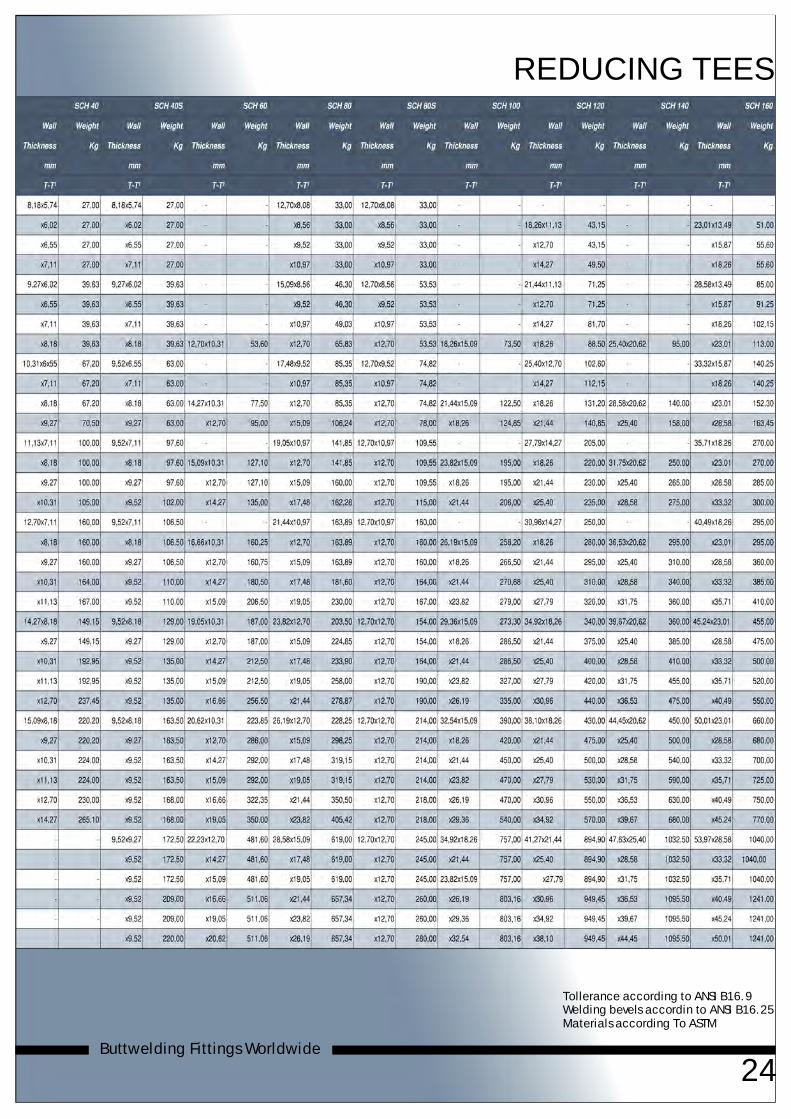
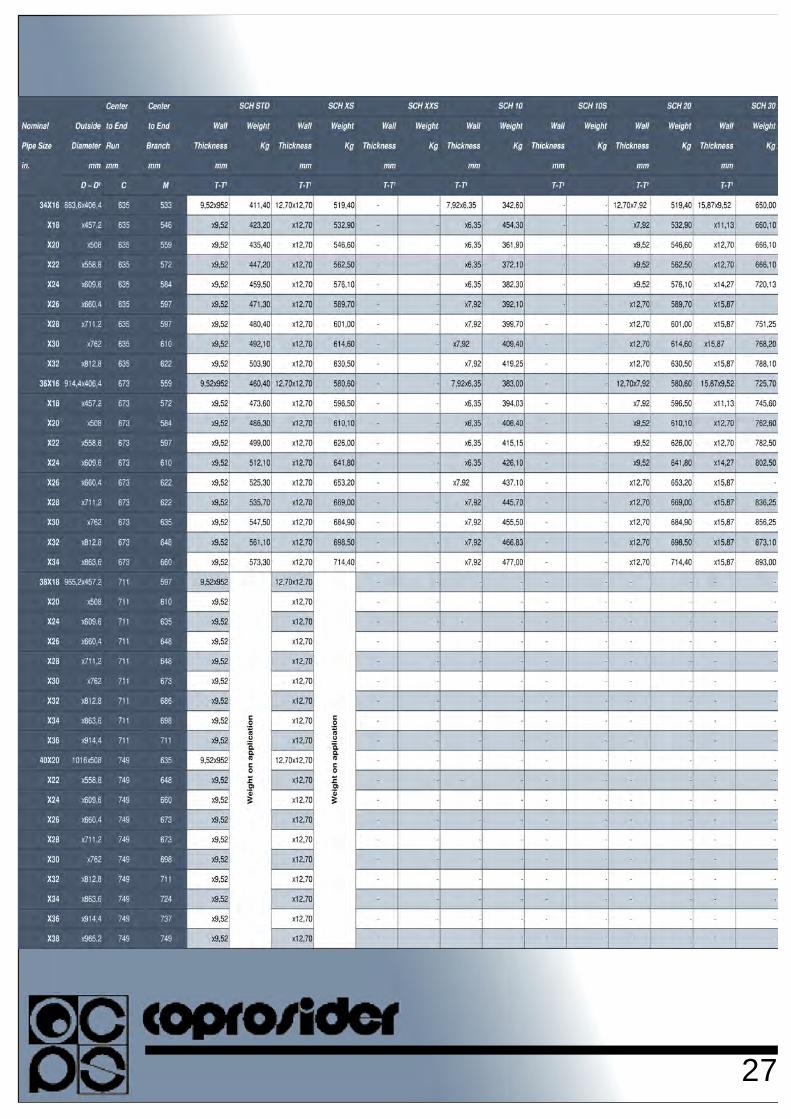
REDUCING TEES
Tollerance according to ANSI B16.9Welding bevels accordin to ANSI B16.25Materials according To ASTM
26
27
Buttwelding Fittings Worldwide
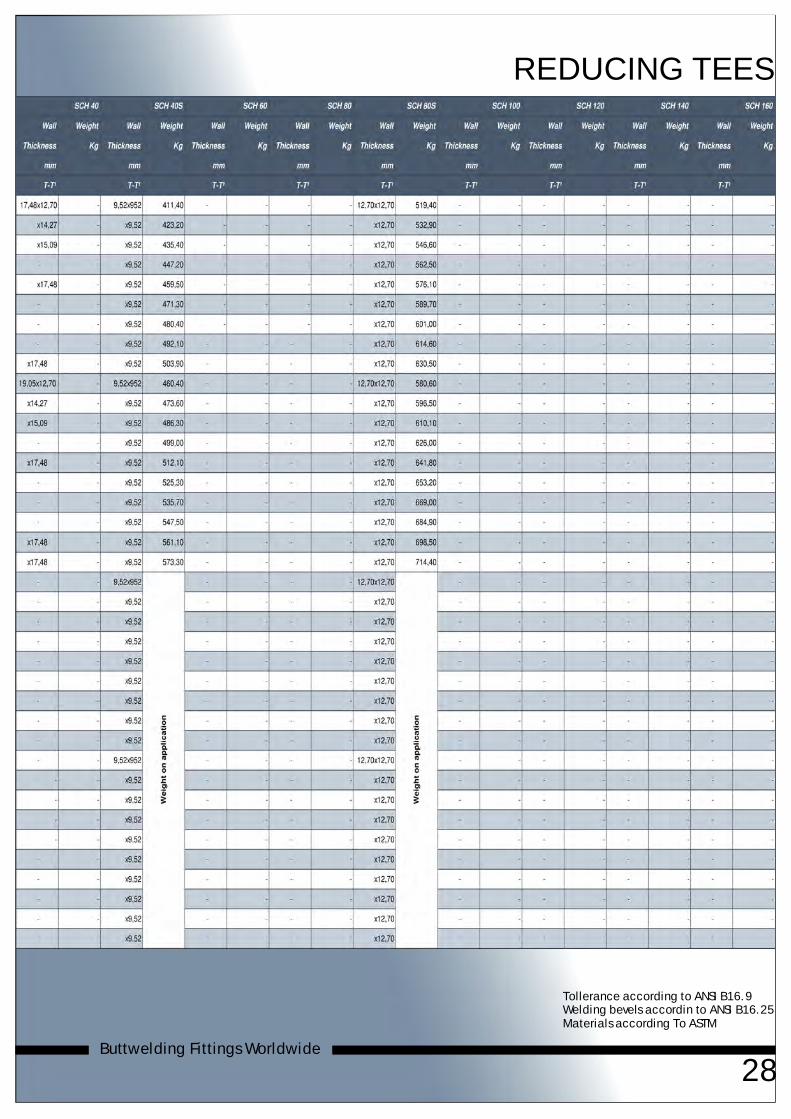
REDUCING TEES
Tollerance according to ANSI B16.9Welding bevels accordin to ANSI B16.25Materials according To ASTM
28
29
Buttwelding Fittings Worldwide
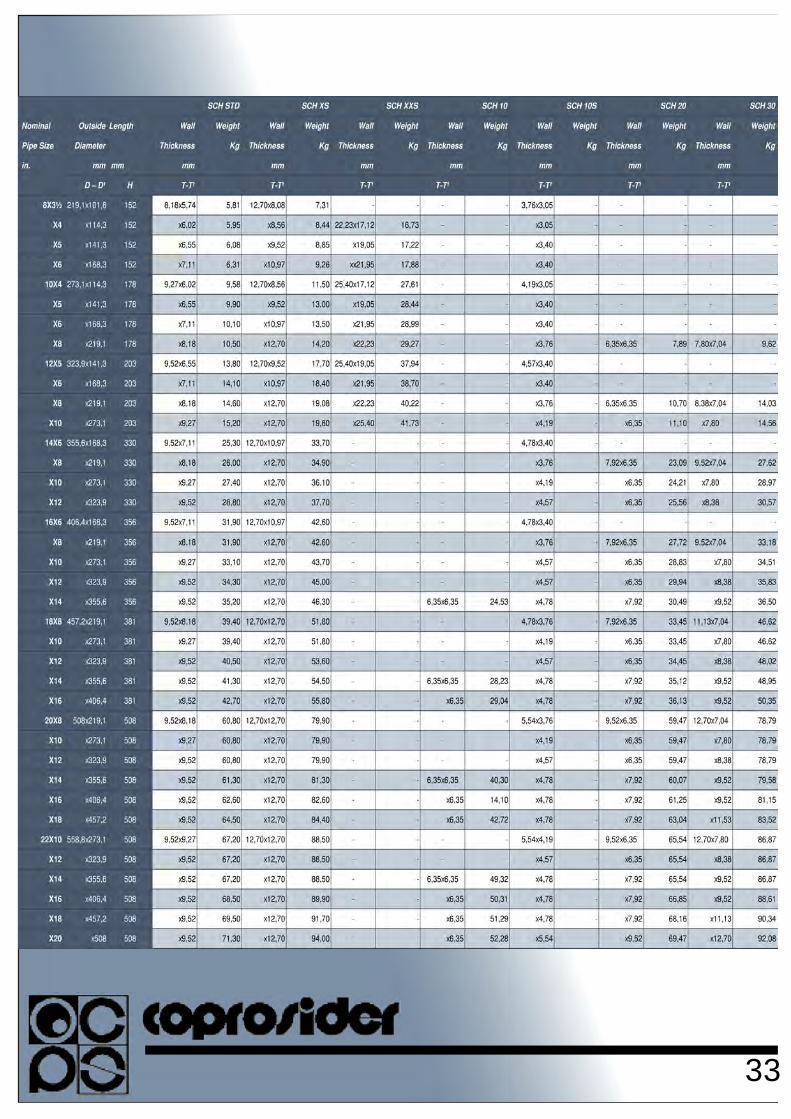
REDUCING TEES
Tollerance according to ANSI B16.9Welding bevels accordin to ANSI B16.25Materials according To ASTM
30

31

Buttwelding Fittings Worldwide
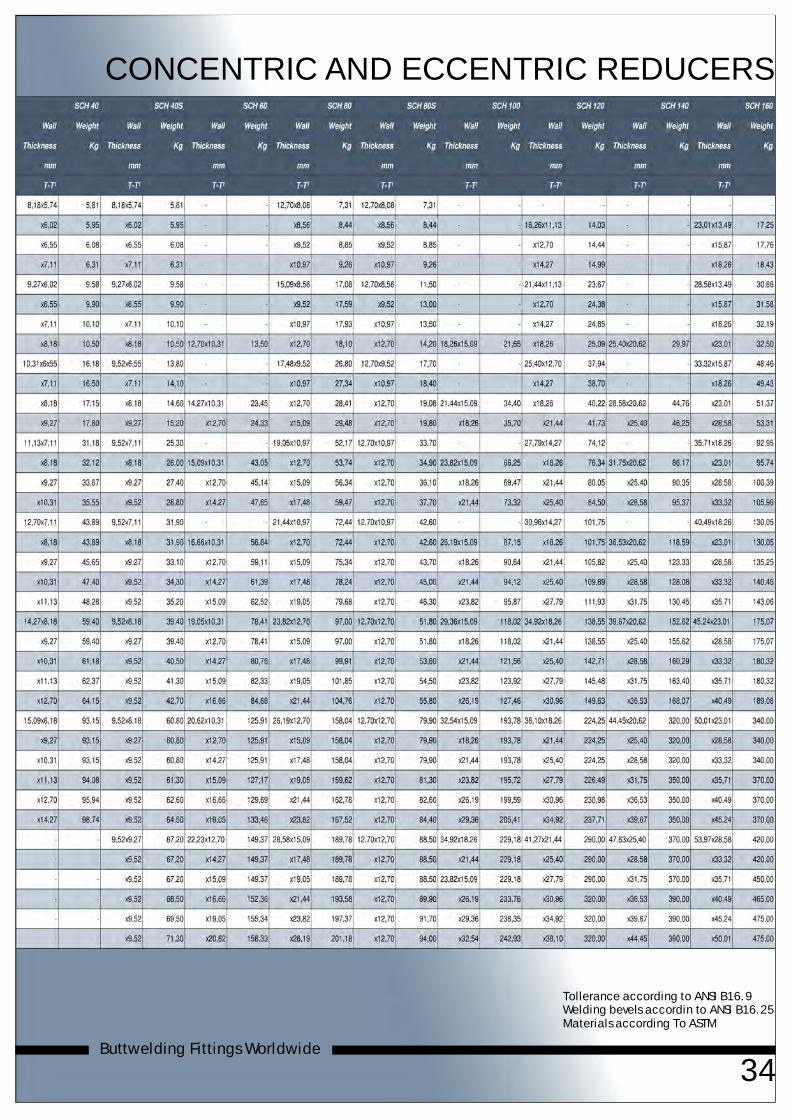
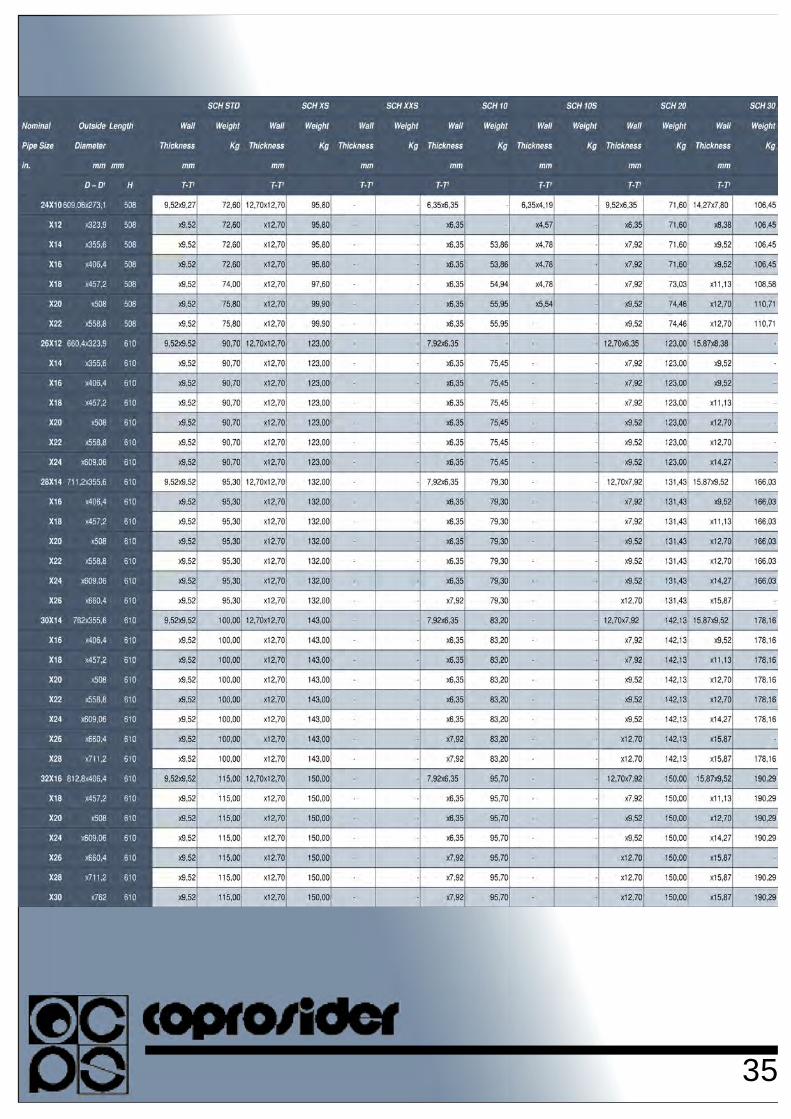
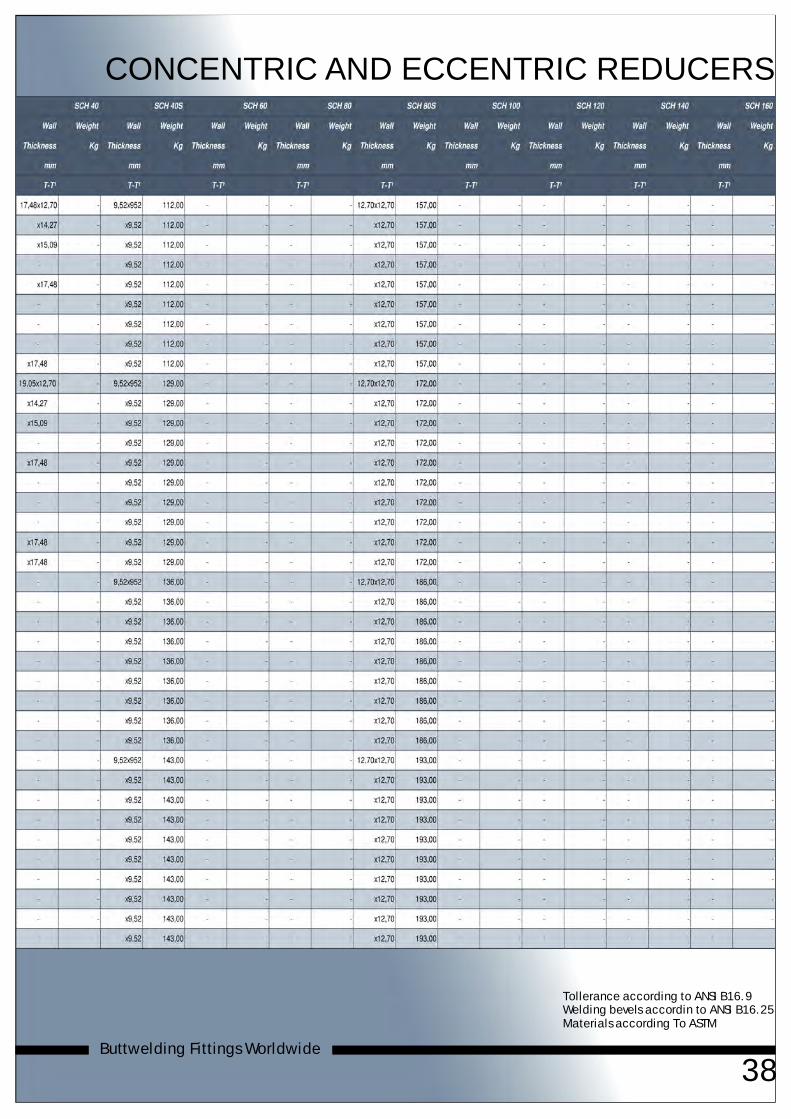
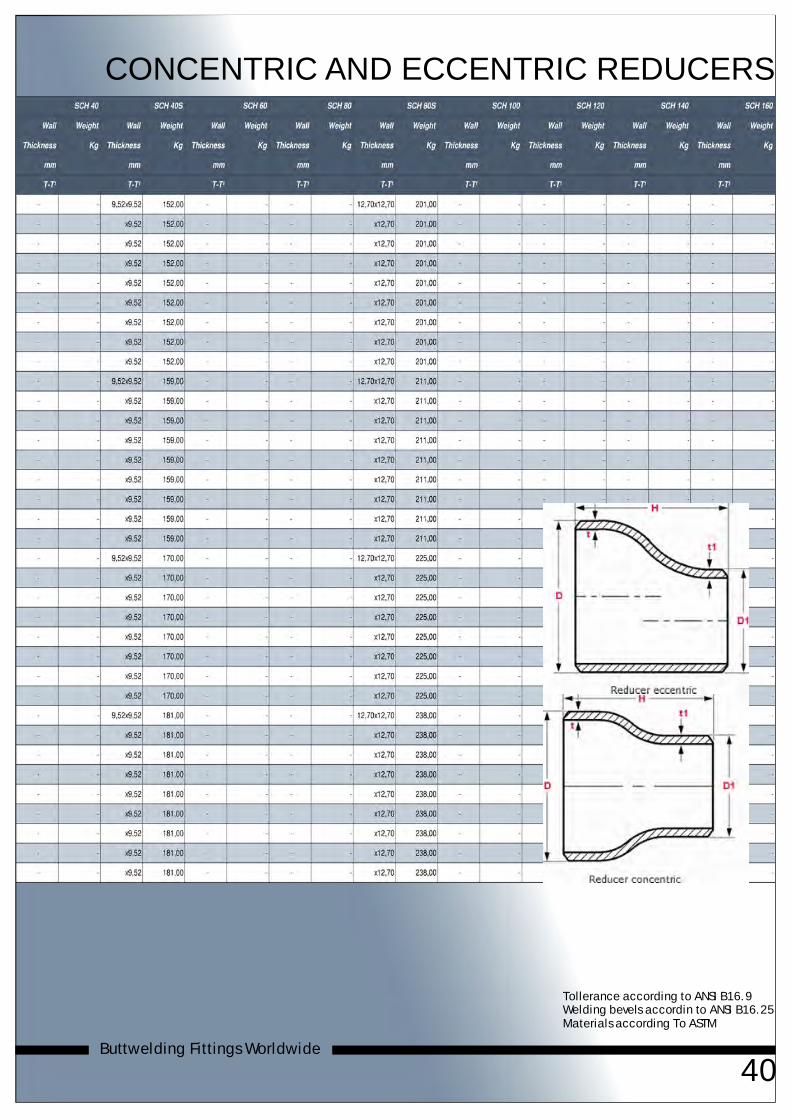
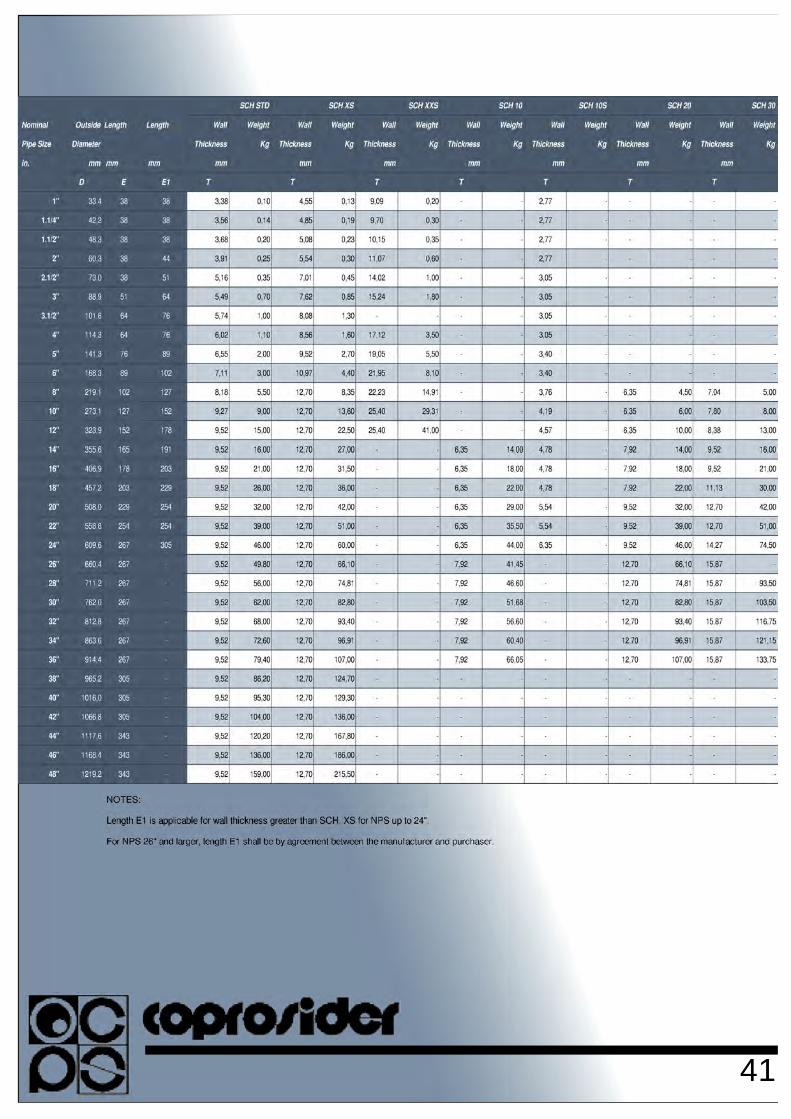
CONCENTRIC AND ECCENTRIC REDUCERS
Tollerance according to ANSI B16.9Welding bevels accordin to ANSI B16.25Materials according To ASTM
32
33
Buttwelding Fittings Worldwide
CONCENTRIC AND ECCENTRIC REDUCERS
Tollerance according to ANSI B16.9Welding bevels accordin to ANSI B16.25Materials according To ASTM
34
35

Buttwelding Fittings Worldwide
CONCENTRIC AND ECCENTRIC REDUCERS
Tollerance according to ANSI B16.9Welding bevels accordin to ANSI B16.25Materials according To ASTM
36
37
Buttwelding Fittings Worldwide
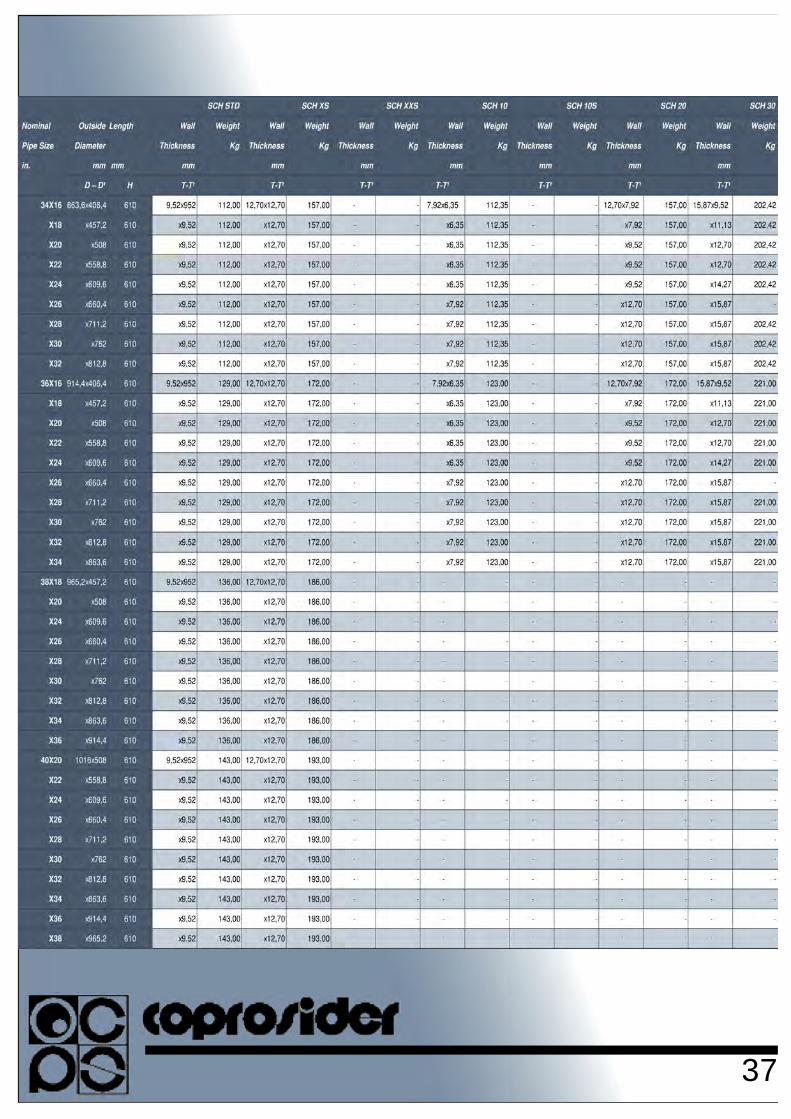
CONCENTRIC AND ECCENTRIC REDUCERS
Tollerance according to ANSI B16.9Welding bevels accordin to ANSI B16.25Materials according To ASTM
38
39
Buttwelding Fittings Worldwide
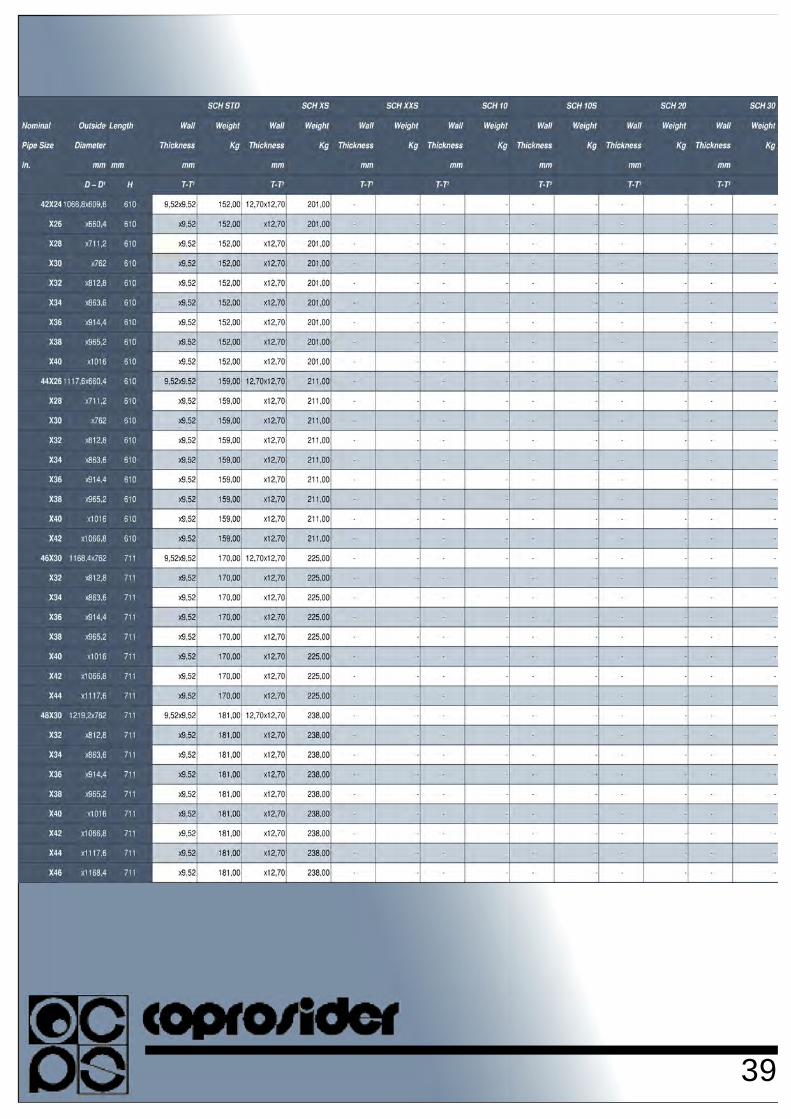
CONCENTRIC AND ECCENTRIC REDUCERS
Tollerance according to ANSI B16.9Welding bevels accordin to ANSI B16.25Materials according To ASTM
40
41
Buttwelding Fittings Worldwide
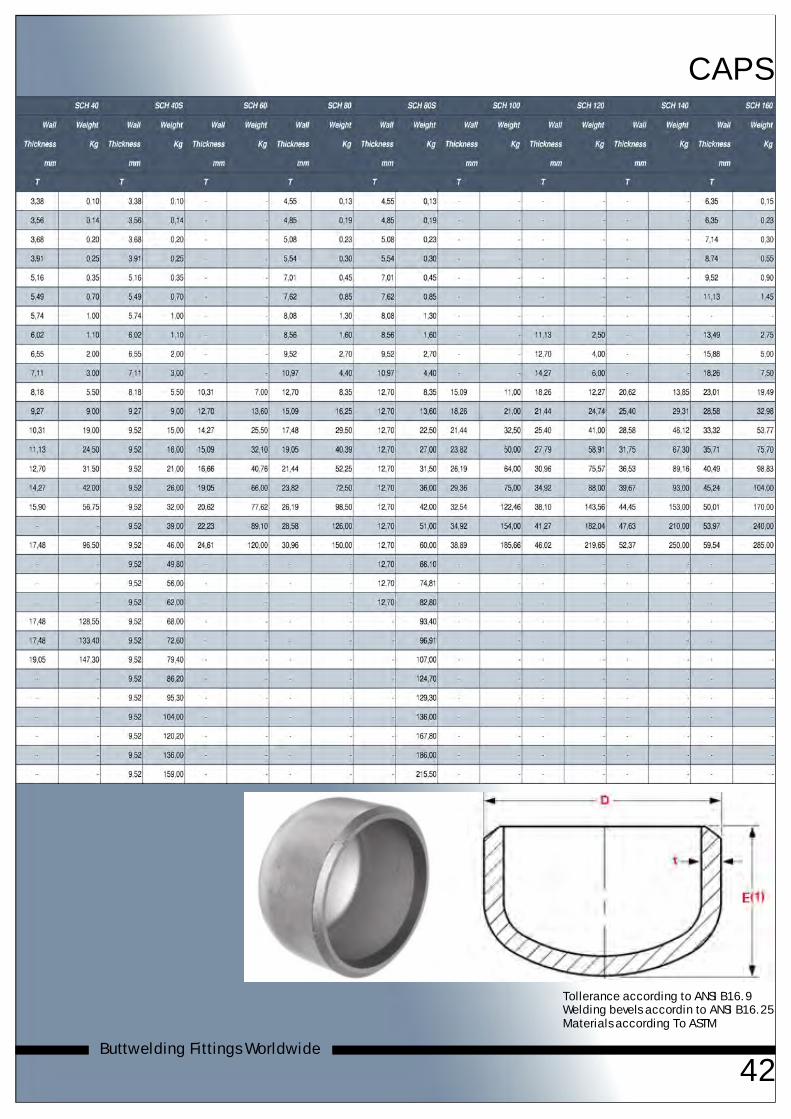
CAPS
Tollerance according to ANSI B16.9Welding bevels accordin to ANSI B16.25Materials according To ASTM
42
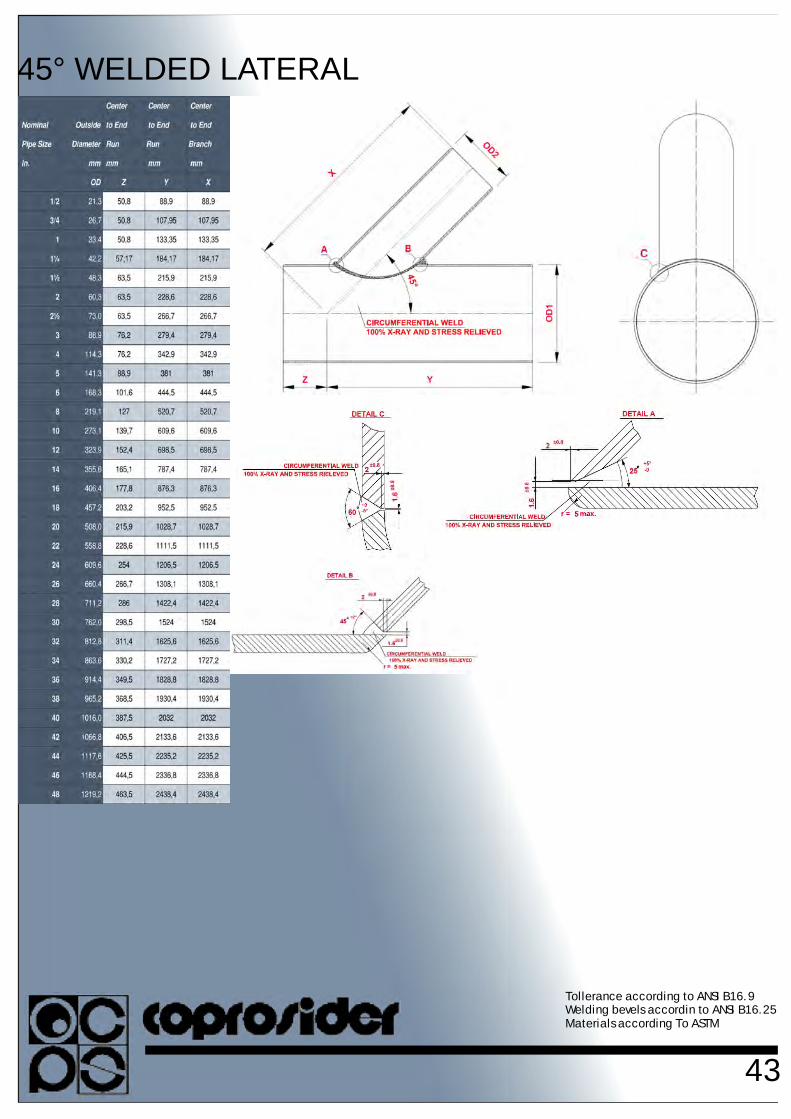
Tollerance according to ANSI B16.9Welding bevels accordin to ANSI B16.25Materials according To ASTM
45° WELDED LATERAL
43

Buttwelding Fittings Worldwide
44
■ LARGE RADIUS BENDS ACCORDING TO: PAG. 46 ISO 15590-1 - ASME B16.49 - NORSOK M-630 ED.6 EDS NBE 2
■ FABRICATED PIECES FOR MANIFOLDS PAG. 47
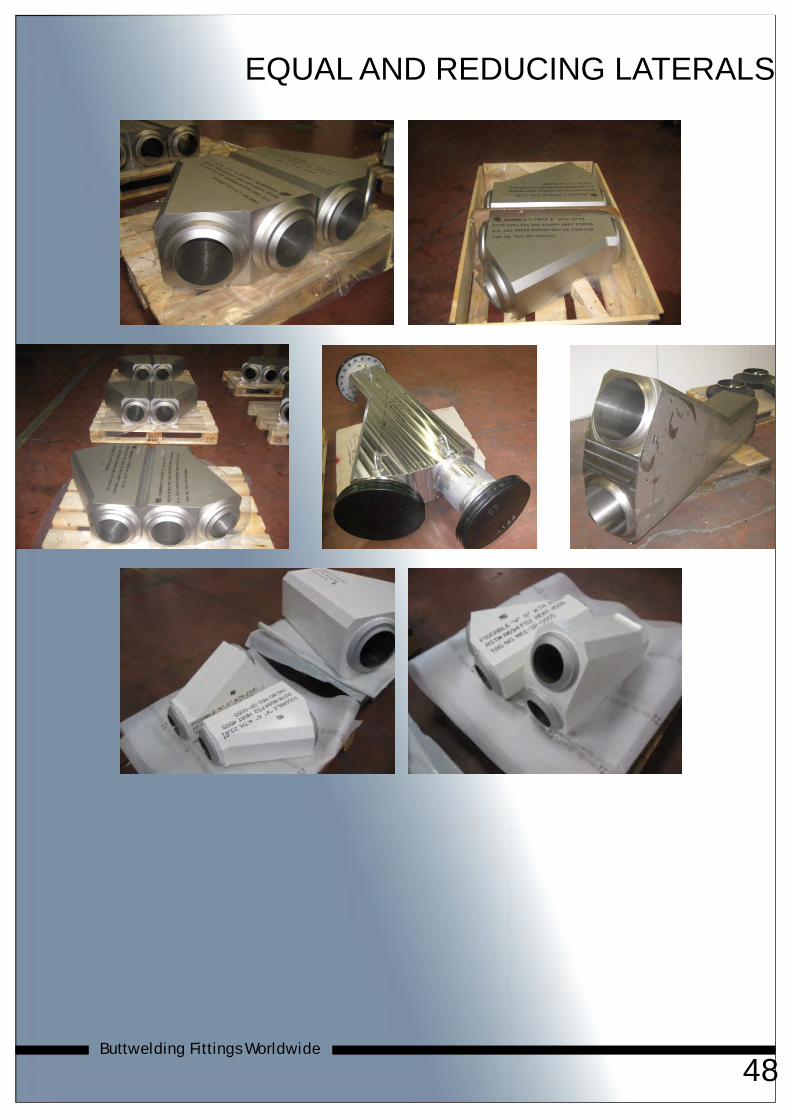
■ EQUAL AND REDUCING LATERALS PAG. 48
■ BARRED TEES PAG. 49
■ CUSHION / TARGET TEES PAG. 50
■ SPLIT TEES PAG. 51
■ SPECIAL FLOW TEES PAG. 52
■ "Y" PIECES PAG. 53
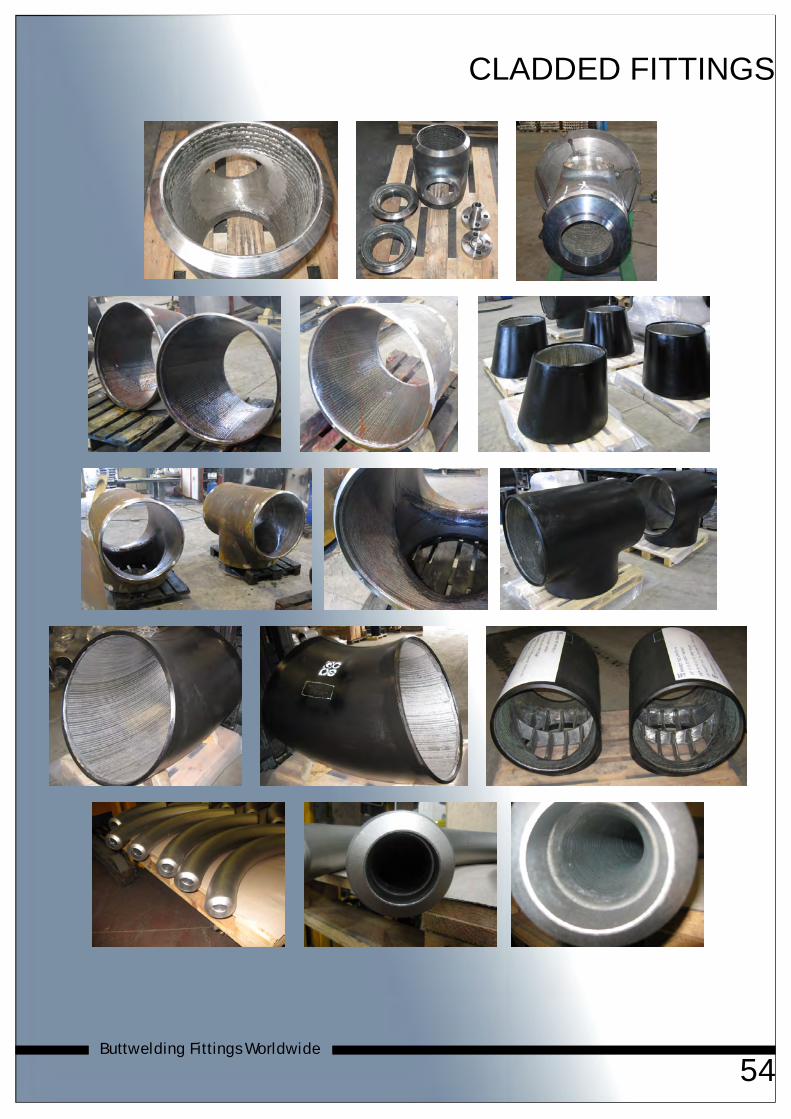
■ CLADDED FITTINGS PAG. 54
■ TUBE SHEET PAG. 55
■ SPECIAL FITTINGS ACCORDING TO CUSTOMER’S DRAWING
Special products can be produced in all types of steel and every dimension; there are no additional tables due to this vast range of production possibilities.
Special Products
45

Buttwelding Fittings Worldwide
LARGE RADIUS BENDSACCORDING TO ISO 15590-1 - ASME B16.49 - NORSOK M-630 ED.6 EDS NBE 2
46

47
FABRICATED PIECES FOR MANIFOLDS
Buttwelding Fittings Worldwide
48
EQUAL AND REDUCING LATERALS

49
BARRED TEES

Buttwelding Fittings Worldwide
CUSCHION / TARGET TEES
50Buttwelding Fittings Worldwide
CUSCHION / TARGET TEES
50

51
SPLIT TEES

Buttwelding Fittings Worldwide
SPECIAL FLOW TEES
52

53
″Y″ PIECES
Buttwelding Fittings Worldwide
CLADDED FITTINGS
54

55
TUBE SHEET

Buttwelding Fittings Worldwide
56

57
Buttwelding Fittings Worldwide
58
■ TABLE 1 PAG. 59 Tolerances according to ANSI B16.9/2012■ TABLE 2 PAG. 60 Tolerances according to MSS-SP-75/2008■ TABLE 3 PAG. 61 Welding bevels according to ANSI B16.25/2007
Techincal Data

59
Table 1Tolerances according to ANSI B16.9/2012
1. Out of round is the sum of absolute values of plus and minus tolerance.2. The inside diameter at ends and the nominal wall thicknesses are to be specified by the purchaser.3. All dimensions are in millimetres except nominal pipe sizes which are in inches.4. This table has been extracted from American National Standard Factory-Made Wrought Steel Buttwelding Fitt ings (ANSI B16.9/2012), with the permission of the publisher, The American Society of Mechanical Engineers, United Engineering Center, 345 East 47th Street, New York, N.Y. 10017.
Buttwelding Fittings Worldwide
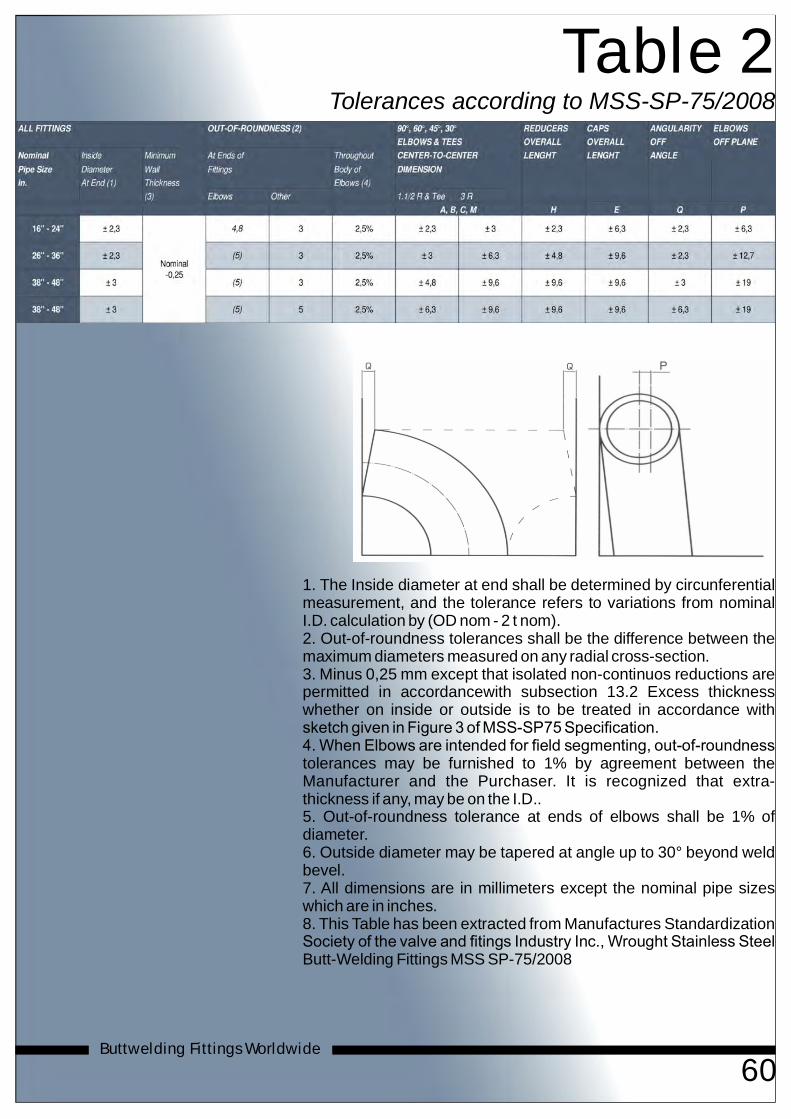
Table 2Tolerances according to MSS-SP-75/2008
1. The Inside diameter at end shall be determined by circunferential measurement, and the tolerance refers to variations from nominal I.D. calculation by (OD nom - 2 t nom). 2. Out-of-roundness tolerances shall be the difference between the maximum diameters measured on any radial cross-section.3. Minus 0,25 mm except that isolated non-continuos reductions are permitted in accordancewith subsection 13.2 Excess thickness whether on inside or outside is to be treated in accordance with sketch given in Figure 3 of MSS-SP75 Specification.4. When Elbows are intended for field segmenting, out-of-roundness tolerances may be furnished to 1% by agreement between the Manufacturer and the Purchaser. It is recognized that extra-thickness if any, may be on the I.D..5. Out-of-roundness tolerance at ends of elbows shall be 1% of diameter.6. Outside diameter may be tapered at angle up to 30° beyond weld bevel. 7. All dimensions are in millimeters except the nominal pipe sizes which are in inches.8. This Table has been extracted from Manufactures Standardization Society of the valve and fitings Industry Inc., Wrought Stainless Steel Butt-Welding Fittings MSS SP-75/2008
60
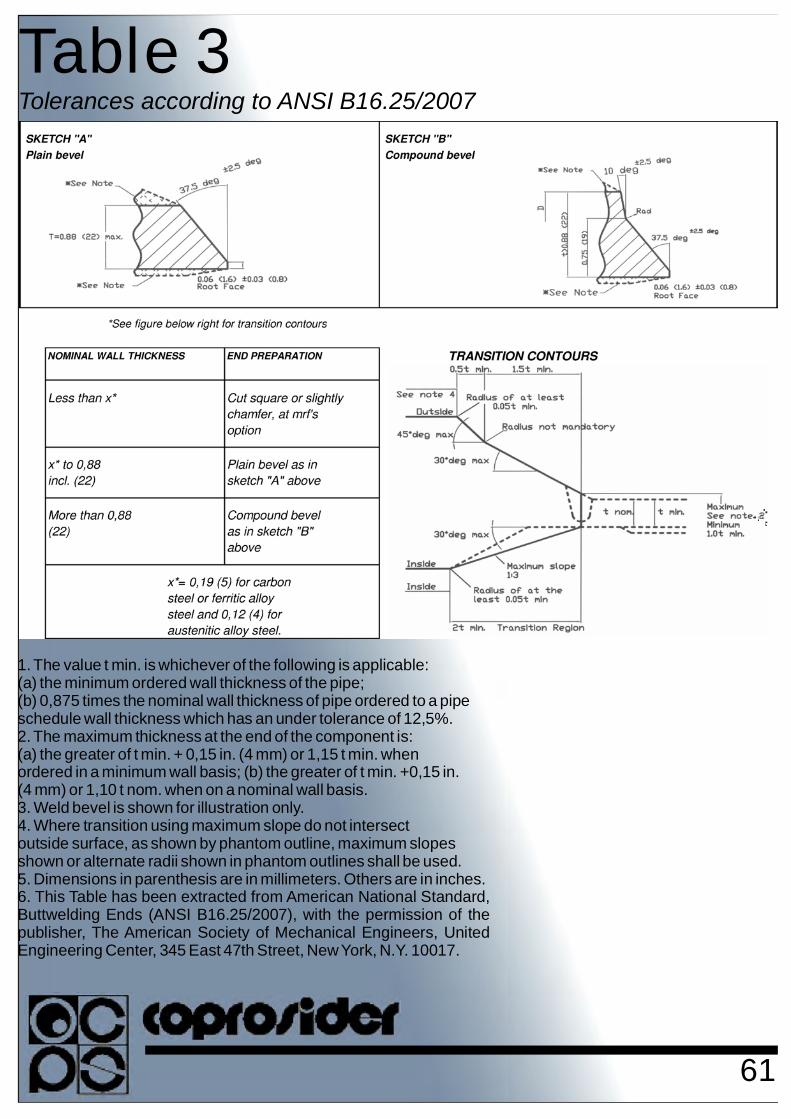
Table 3Tolerances according to ANSI B16.25/2007
1. The value t min. is whichever of the following is applicable:(a) the minimum ordered wall thickness of the pipe;(b) 0,875 times the nominal wall thickness of pipe ordered to a pipeschedule wall thickness which has an under tolerance of 12,5%.2. The maximum thickness at the end of the component is: (a) the greater of t min. + 0,15 in. (4 mm) or 1,15 t min. whenordered in a minimum wall basis; (b) the greater of t min. +0,15 in. (4 mm) or 1,10 t nom. when on a nominal wall basis.3. Weld bevel is shown for illustration only.4. Where transition using maximum slope do not intersectoutside surface, as shown by phantom outline, maximum slopesshown or alternate radii shown in phantom outlines shall be used.5. Dimensions in parenthesis are in millimeters. Others are in inches.6. This Table has been extracted from American National Standard, Buttwelding Ends (ANSI B16.25/2007), with the permission of the publisher, The American Society of Mechanical Engineers, United Engineering Center, 345 East 47th Street, New York, N.Y. 10017.
61
Buttwelding Fittings Worldwide
62
63
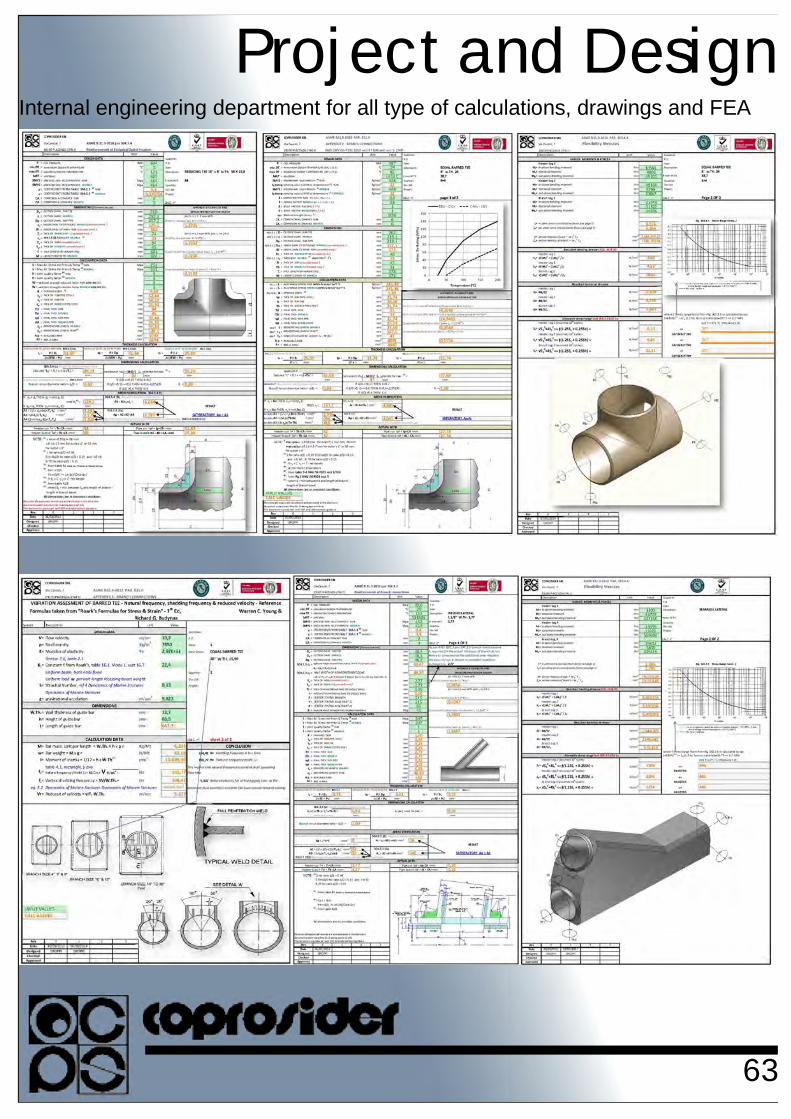
Project and DesignInternal engineering department for all type of calculations, drawings and FEA
Buttwelding Fittings Worldwide
64