-
SPRING 2019
CL 4003 PETROCHEMICALS AND REFINERY ENGINEERING
Lecture 19
Department of Chemical Engineering
Birla Institute of Technology Mesra, Ranchi1
-
Continuous Regenerative
(moving bed)
CCR Platforming
UOP Process
2
-
✓ In this process, three or four reactors are installed one on
the
top of the other.
✓ UOP has licensed this process under the CCR Platforming
process.
✓ The effluent coming out of each reactor goes through a
furnace
before entering the next one. The catalyst moves downward by
gravity from R1 to R2 then R3, and loaded with coke it is taken
by
a lift to the top of the regenerator. It goes through the
regenerator by gravity and is afterward sent back to the top
of
R1. 3
Platforming UOP Process
-
4
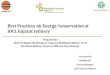
Continuous regenerative reformer (CCR), UOP
Platforming process
-
5
Continuous regenerative reformer (CCR), UOP
Platforming process
-
✓ The process can be operated at lower hydrogen partial
pressure
(PH2 = 3 bar) compared to the semi-generative process (PH2 =
35
bar), with a reformate yield gain of nearly 10 vol%.
6
Platforming UOP Process
Typical operating conditions reforming processes
-
✓ The technology developed by IFP uses the conventional SR
reformer layout of side by side reactors.
✓ The catalyst at the bottom of each reactor is raised by lifts
to
the top of the following reactor.
✓ From the last reactor it goes to the regenerator and then back
to
the top of the first reactor.
7
IFP
-
8
Continuous regeneration reformer (IFP)
-
✓ Reformates are produced with a very high octane number
even
from difficult feeds and without any run duration problems.
✓ Units are operational all year round, regularly producing
the
hydrogen that modern refineries constantly need.
✓ Catalysts are more selective, making it possible to
improve
yields.
✓ Recycle rates are lower, thereby improving yields and
reducing
operating costs.
✓ Operating pressures are significantly lower and this is
highly
favourable to gains in reformate and hydrogen yields. 9
Advantages of the Moving Bed
-
Material Balance Using Empirical Correlations
Catalytic reforming data base were correlated using multiple
regression. Yield correlations for the reformer were developed
as
given in Table. The correlation coefficients were in the range
of
0.990 – 0.999.
10
Material Balance in Reforming
-
11
Material Balance in Reforming
RONF = research octane number of feed; RONR = research octane
number of reformate; C5+
vol% = volume percent of reformate yield; SCFB H2 = standard
cubic foot of H2produced/barrel of feed; K = characterization
factor; TB = absolute mid-boiling of feed, °R; SG= specific gravity
of feed; N = napthenes vol % and A = aromatics vol %.
-
12
Material Balance Using Conversion Criteria
If detailed analysis of the reformer feed is known, the feed
conversion can be calculated from the conversion data for
each
class of compounds as shown in Tables.
-
13
Example:
100 m3/h of heavy naphtha (HN) with specific gravity of 0.778
has
the following composition: A = 11.5 vol%, N = 21.7 vol% and P
=
66.8 vol% is to be reformed to naphtha reformate of RON =
94.
Calculate the yields of each product for that reformer.
-
14
Solution:
Given,
RONR = 94 and (N + 2A) = 44.7%.
-
15
Example:
Heavy naphtha, which has the following detailed analysis in
mol%, is fed to a reformer unit.
Find the composition of the products.
-
16
Solution:
-
17
Example:
The following feed of 100 lb mol/h of naphtha was introduced to
a
reformer
Assuming that the main reaction in reforming is the conversion
of
paraffin to the corresponding aromatics, Calculate the
composition of reformate produced at 500 °C and 10 bar
pressure.
-
18
Solution:
-
19
Solution:
-
20
Solution:
-
21
Solution:
-
22
Solution:
-
23
Example:
The Gibbs free energy of the following reaction at 500 °C and
20
atm is calculated to be -20570 kcal/mol.
Calculate the reaction equilibrium conversion and barrels of
benzene formed per one barrel of cyclohexane.
The hydrogen feed rate to the reactor is 10,000 SCF/bbl of
cyclohexane.
-
24
Slide 1 Slide 2 Slide 3 Slide 4 Slide 5 Slide 6 Slide 7 Slide 8
Slide 9 Slide 10 Slide 11 Slide 12 Slide 13 Slide 14 Slide 15 Slide
16 Slide 17 Slide 18 Slide 19 Slide 20 Slide 21 Slide 22 Slide 23
Slide 24