Embed Size (px)
Citation preview
CONSULTING ENGINEERS LIMITED
CHALLENGES IN SPONGE IRON
MAKING USING ROTARY KILNS Asaman Prasad Patnaik, Dr M D Maheshwari,
Jitendra Nath Rath & Raghunath V Deshpande
TATA CONSULTING ENGINEERS LIMITED
CONSULTING ENGINEERS LIMITED
OUTLINE OF PRESENTATION
TATA CONSULTING ENGINEERS LIMITED
1. Introduction
2. Present Technological Options in DRI Making
a. Gas Based DRI Making
b. Coal Based DRI Making
3. Factors affecting Productivity & Emission
4. Cleaner Technology Options -Opportunities & Challenges
a. Using Low Grade Coal
b. Using Coal Bed Methane
5. Conclusions
6. Acknowledgement
CONSULTING ENGINEERS LIMITED
INTRODUCTION
TATA CONSULTING ENGINEERS LIMITED
In Direct Reduction route, Ore is reduced at a temperature of 900-1050 oC, in
the solid state (below the melting point) by :
Carbon Monoxide (Coal Based).
Or
Hydrogen & Carbon Monoxide (Gas Based)
The reducing gas, diffuses through the pores of the ore, reacts to reduce the
ore. As the ore is reduced, the porosity increases. Hence, it is called as
Sponge Iron.
DRI is produced as a result of removal of oxygen from the iron ore, and
hence has a higher porosity and is reactive with atmospheric air.
The gaunge (SiO2 and Al2O3 etc) present in the ore is not removed and
remain as such in the product (unlike in case of hot metal making where the
gaunge is separated as Slag)
CONSULTING ENGINEERS LIMITED
TATA CONSULTING ENGINEERS LIMITED
Reduction Reactions:
First, Haematite is reduced to Magnetite:
3Fe2O3 + H2 = 2Fe3O4 + H2O
3Fe2O3 + CO = 2Fe3O4 + CO2
Then, Magnetite is reduced to Wustite:
Fe3O4 + H2 = 3 FeO + H2O
Fe3O4 + CO = 3 FeO + CO2
Most of the Wustite (FeO) is reduced to Iron (Fe):
FeO + H2 = Fe + H2O
FeO + CO = Fe + CO2
Carburisation Reactions:
3Fe + CO + H2 = Fe3C + H2O
3Fe + CH4 = Fe3C + 2H2
CONSULTING ENGINEERS LIMITED
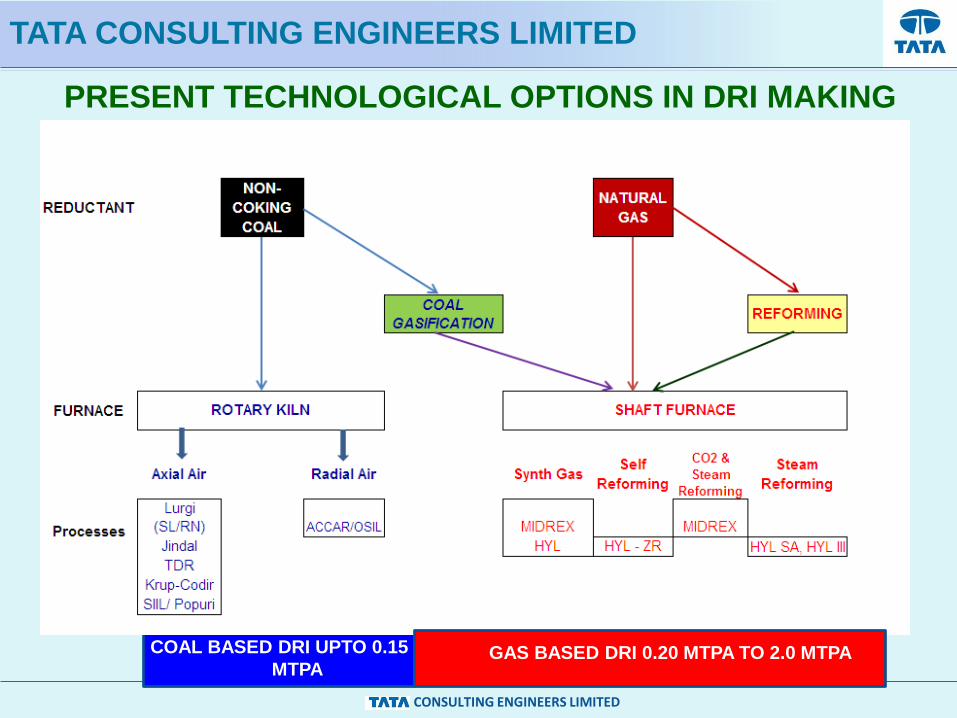
PRESENT TECHNOLOGICAL OPTIONS IN DRI MAKING
TATA CONSULTING ENGINEERS LIMITED
COAL BASED DRI UPTO 0.15
MTPA GAS BASED DRI 0.20 MTPA TO 2.0 MTPA
CONSULTING ENGINEERS LIMITED
GAS BASED DRI MAKING
TATA CONSULTING ENGINEERS LIMITED
• MIDREX and HYL processes using a Shaft furnace.
• Uses Natural Gas. Can also use Synthesis Gas from Coal
Gasification
• The CO and H2 required for reduction produced by reforming of
Natural Gas in a Reformer (MIDREX or Hyl III) or by direct
injection of Natural Gas into the shaft furnace (HYLZR).
Steam Reforming (MIDREX/HYL):
CH4 + H2O = CO + 3 H2
CO2 Reforming (MIDREX):
CH4 + CO2 = 2 CO + 2 H2
• The gas based processes have a higher annual capacity ranging
from 0.2 MTPA (minimod) to 2.5 MTPA (Super Megamod).
• Product can be cold DRI/ hot DRI/ Hot Briquetted Iron (HBI)
CONSULTING ENGINEERS LIMITED
COAL BASED DRI MAKING
TATA CONSULTING ENGINEERS LIMITED
• Uses Rotary Kiln
• Use Coal as the fuel & reductant
• At a bed temp of about 1050 oC.
• Air flow into the kiln:
• Radial Air -Using a series of radial ports (ACCAR/OSIL process)
• Axial Air – Using Axial Air Fans (Lurgi Process etc)
• Standard sizes of economic importance are 300 / 350 TPD (100000
TPA) and 450 / 500 TPD (150000 TPA) modules
• Coal is charged from both feed end as well as discharge end
• Limestone or Dolomite is added to remove sulphur from DRI
• DRI is separated from non-magnetics like ash and char and
bagged.
CONSULTING ENGINEERS LIMITED
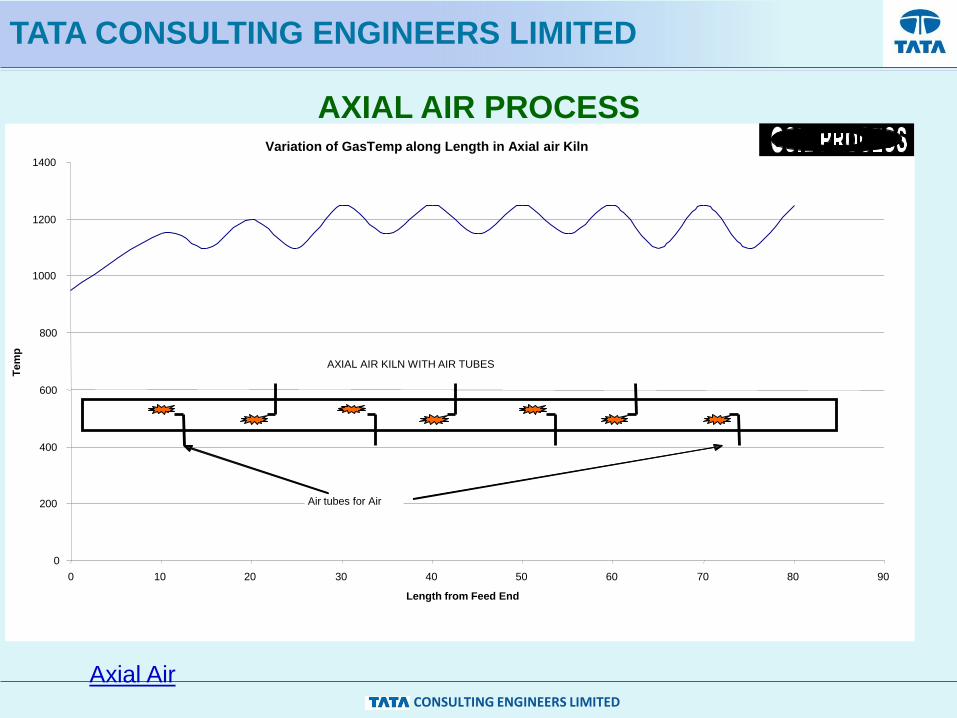
AXIAL AIR PROCESS
TATA CONSULTING ENGINEERS LIMITED
Variation of GasTemp along Length in Axial air Kiln
0
200
400
600
800
1000
1200
1400
0 10 20 30 40 50 60 70 80 90
Length from Feed End
Tem
p
Air tubes for Air
AXIAL AIR KILN WITH AIR TUBES
Axial Air
CONSULTING ENGINEERS LIMITED
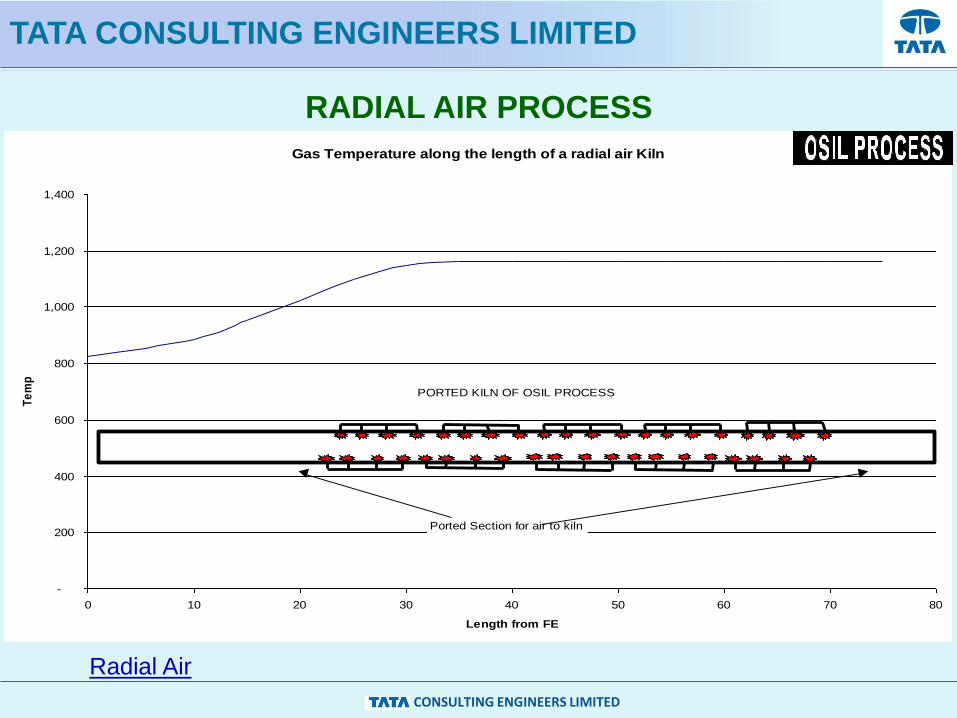
RADIAL AIR PROCESS
TATA CONSULTING ENGINEERS LIMITED
Gas Temperature along the length of a radial air Kiln
-
200
400
600
800
1,000
1,200
1,400
0 10 20 30 40 50 60 70 80
Length from FE
Te
mp
Ported Section for air to kiln
PORTED KILN OF OSIL PROCESS
Radial Air
CONSULTING ENGINEERS LIMITED
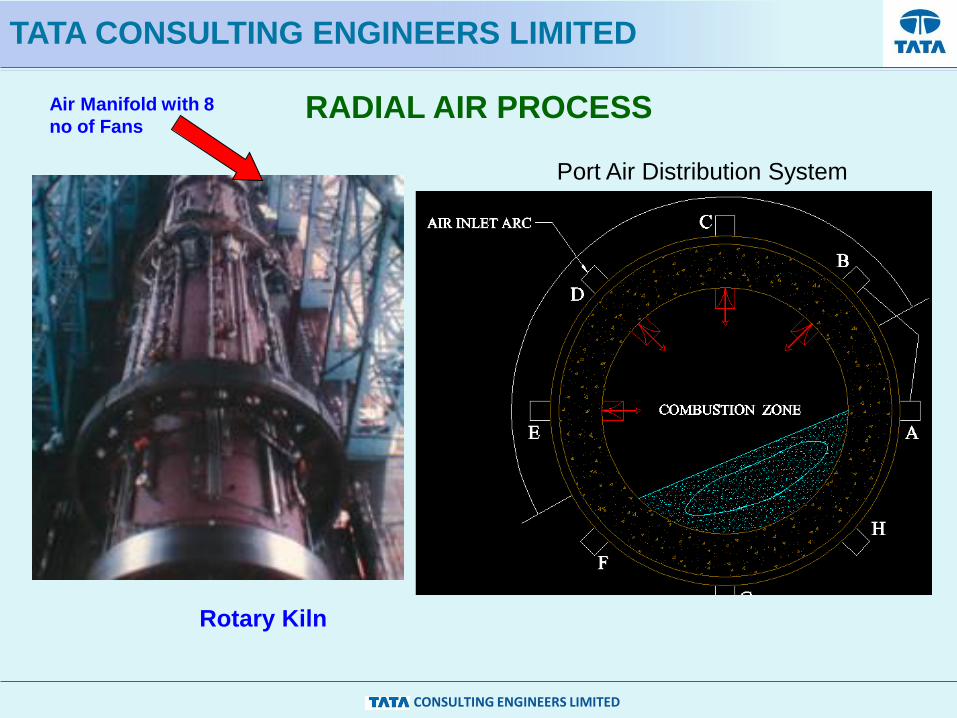
RADIAL AIR PROCESS
TATA CONSULTING ENGINEERS LIMITED
Rotary Kiln
Air Manifold with 8
no of Fans
Port Air Distribution System
CONSULTING ENGINEERS LIMITED
TATA CONSULTING ENGINEERS LIMITED
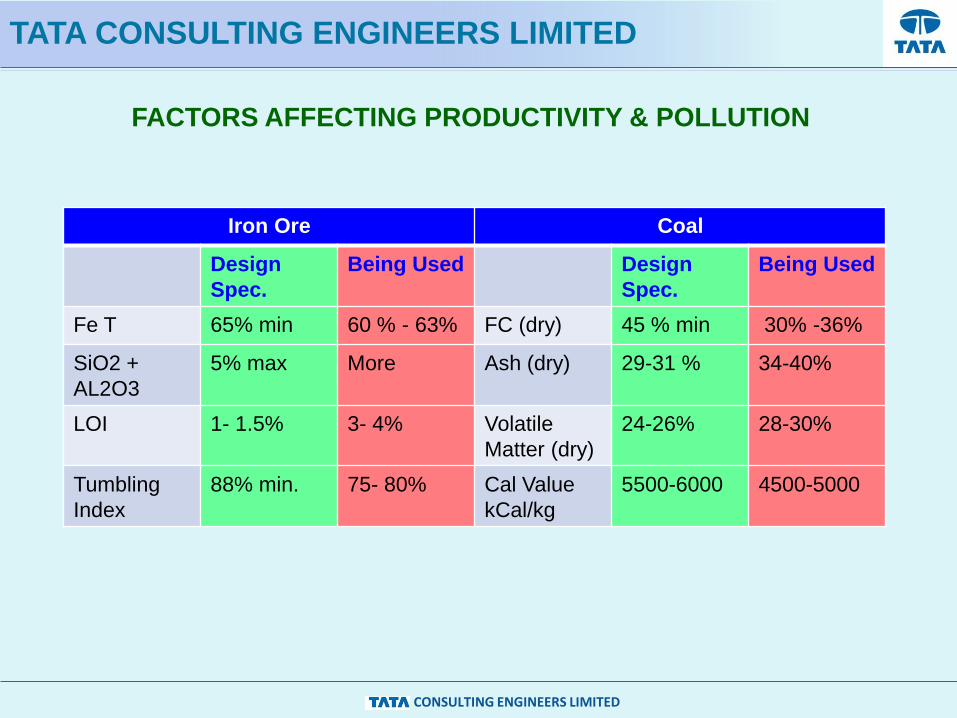
FACTORS AFFECTING PRODUCTIVITY & POLLUTION
Iron Ore Coal
Design
Spec.
Being Used Design
Spec.
Being Used
Fe T 65% min 60 % - 63% FC (dry) 45 % min 30% -36%
SiO2 +
AL2O3
5% max More Ash (dry) 29-31 % 34-40%
LOI 1- 1.5% 3- 4% Volatile
Matter (dry)
24-26% 28-30%
Tumbling
Index
88% min. 75- 80% Cal Value
kCal/kg
5500-6000 4500-5000
CONSULTING ENGINEERS LIMITED
TATA CONSULTING ENGINEERS LIMITED
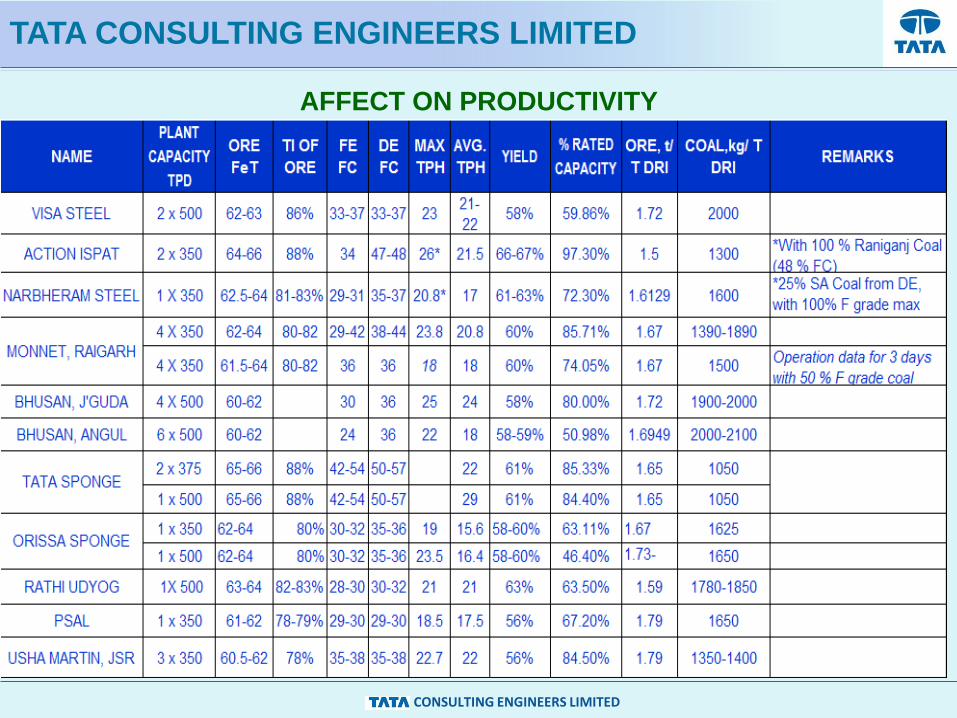
AFFECT ON PRODUCTIVITY
CONSULTING ENGINEERS LIMITED
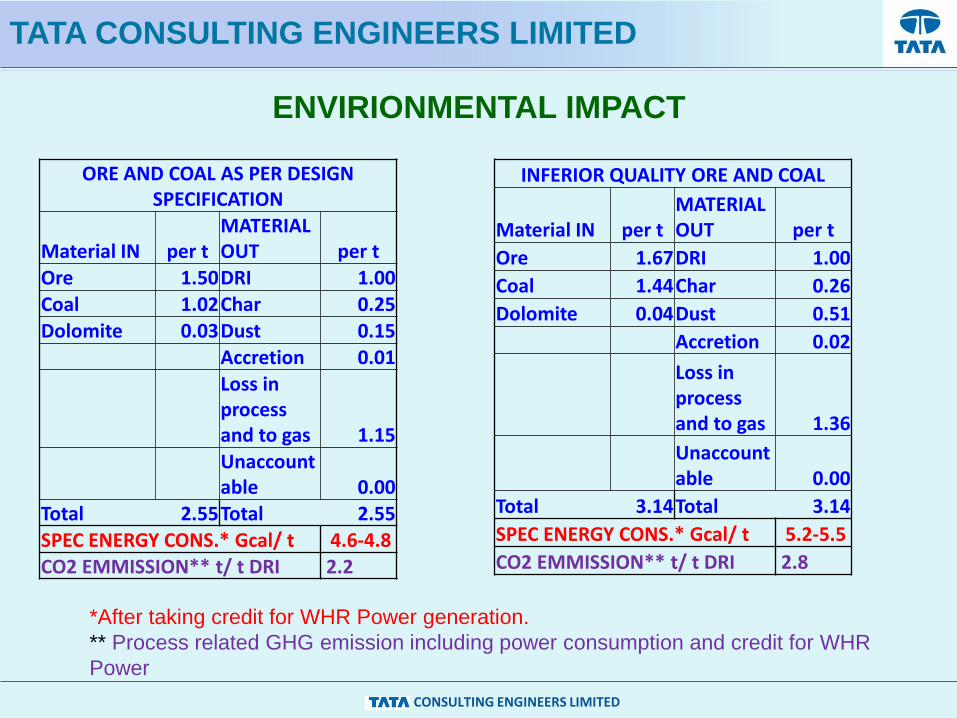
ENVIRIONMENTAL IMPACT
TATA CONSULTING ENGINEERS LIMITED
ORE AND COAL AS PER DESIGN SPECIFICATION
Material IN per t MATERIAL OUT per t
Ore 1.50 DRI 1.00 Coal 1.02 Char 0.25
Dolomite 0.03 Dust 0.15 Accretion 0.01
Loss in process and to gas 1.15
Unaccountable 0.00
Total 2.55 Total 2.55
SPEC ENERGY CONS.* Gcal/ t 4.6-4.8 CO2 EMMISSION** t/ t DRI 2.2
INFERIOR QUALITY ORE AND COAL
Material IN per t MATERIAL OUT per t
Ore 1.67 DRI 1.00
Coal 1.44 Char 0.26
Dolomite 0.04 Dust 0.51
Accretion 0.02
Loss in process and to gas 1.36
Unaccountable 0.00
Total 3.14 Total 3.14
SPEC ENERGY CONS.* Gcal/ t 5.2-5.5
CO2 EMMISSION** t/ t DRI 2.8
*After taking credit for WHR Power generation.
** Process related GHG emission including power consumption and credit for WHR
Power
CONSULTING ENGINEERS LIMITED
CLEANER TECHNOLOGY OPTIONS -OPPORTUNITIES &
CHALLENGES
TATA CONSULTING ENGINEERS LIMITED
CONCERN AREAS
• Natural Gas availability limited to western India.
• Restriction in supply of Natural Gas for DRI Making
• Pollution Aspects in Rotary Kiln process
OPPORUNITIES
• Availability of Non-coking Coal Resources
- Beneficiation
- Coal Gasification
• Availability of Coal Bed Methane
CHALLENGES
• Use of Synthesis Gas from Coal in Rotary Kiln/ Shaft Furnace
• Use of CBM in Rotary Kiln/ Shaft Furnace
CONSULTING ENGINEERS LIMITED
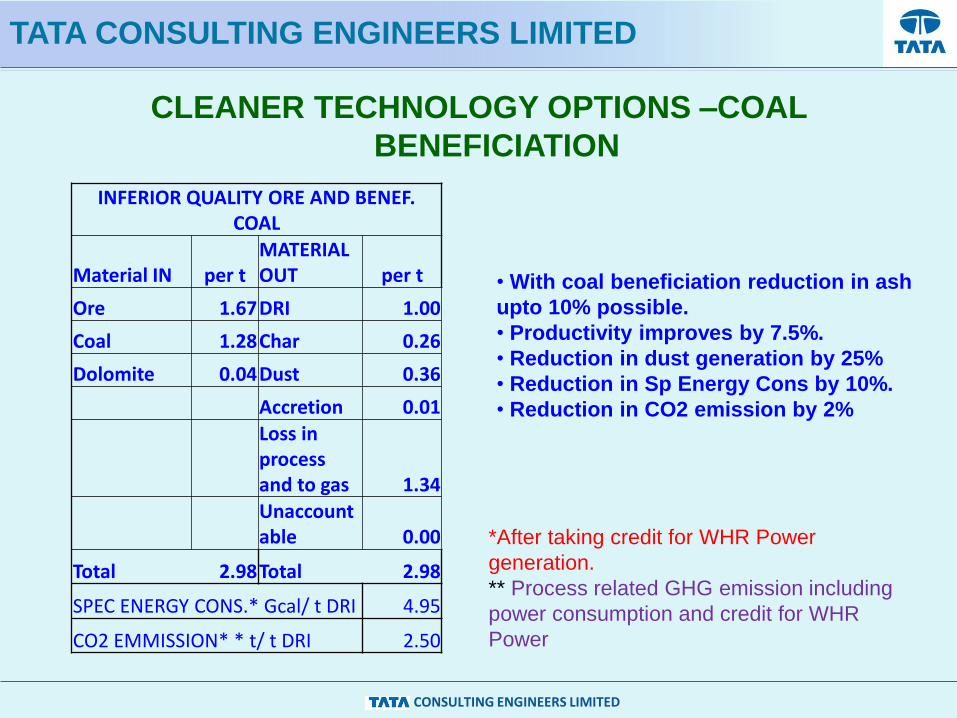
CLEANER TECHNOLOGY OPTIONS –COAL
BENEFICIATION
TATA CONSULTING ENGINEERS LIMITED
INFERIOR QUALITY ORE AND BENEF. COAL
Material IN per t MATERIAL OUT per t
Ore 1.67 DRI 1.00
Coal 1.28 Char 0.26
Dolomite 0.04 Dust 0.36
Accretion 0.01
Loss in process and to gas 1.34
Unaccountable 0.00
Total 2.98 Total 2.98
SPEC ENERGY CONS.* Gcal/ t DRI 4.95
CO2 EMMISSION* * t/ t DRI 2.50
• With coal beneficiation reduction in ash
upto 10% possible.
• Productivity improves by 7.5%.
• Reduction in dust generation by 25%
• Reduction in Sp Energy Cons by 10%.
• Reduction in CO2 emission by 2%
*After taking credit for WHR Power
generation.
** Process related GHG emission including
power consumption and credit for WHR
Power
CONSULTING ENGINEERS LIMITED
CLEANER TECHNOLOGY OPTIONS –USE OF SYNTHESIS
GAS
TATA CONSULTING ENGINEERS LIMITED
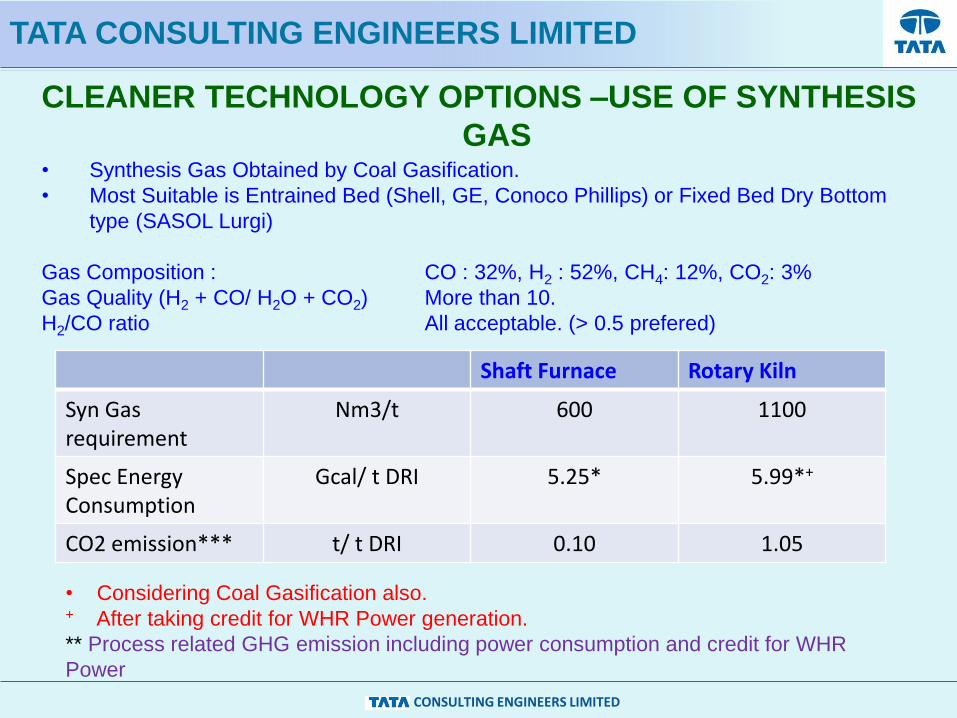
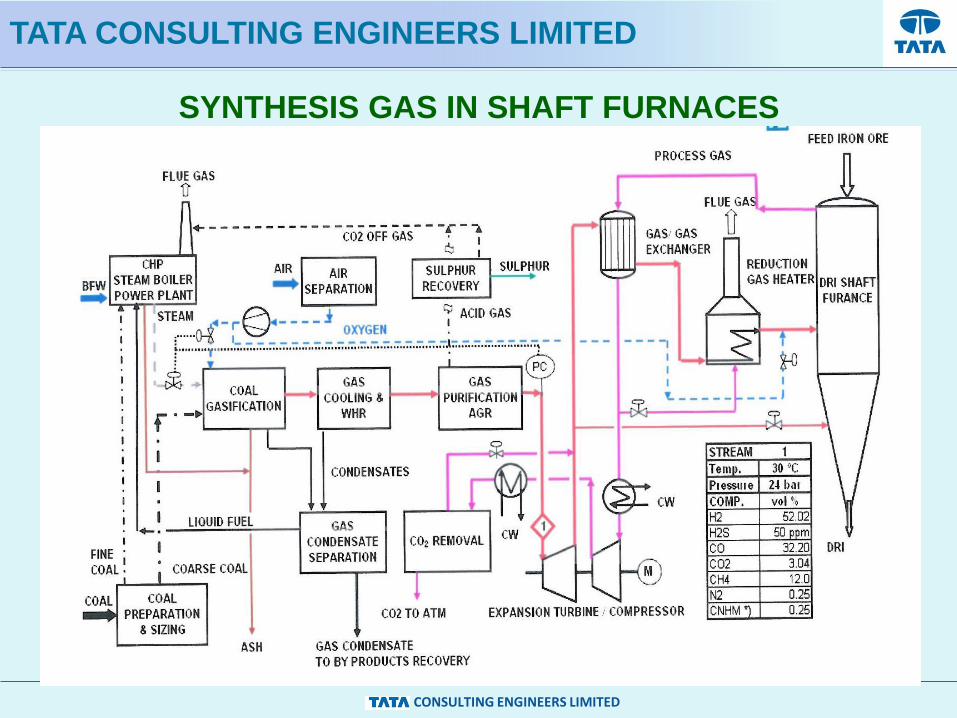
• Synthesis Gas Obtained by Coal Gasification.
• Most Suitable is Entrained Bed (Shell, GE, Conoco Phillips) or Fixed Bed Dry Bottom
type (SASOL Lurgi)
Gas Composition : CO : 32%, H2 : 52%, CH4: 12%, CO2: 3%
Gas Quality (H2 + CO/ H2O + CO2) More than 10.
H2/CO ratio All acceptable. (> 0.5 prefered)
Shaft Furnace Rotary Kiln
Syn Gas requirement
Nm3/t 600 1100
Spec Energy Consumption
Gcal/ t DRI 5.25* 5.99*+
CO2 emission*** t/ t DRI 0.10 1.05
• Considering Coal Gasification also. + After taking credit for WHR Power generation.
** Process related GHG emission including power consumption and credit for WHR
Power
CONSULTING ENGINEERS LIMITED
CLEANER TECHNOLOGY OPTIONS –USE OF CBM
TATA CONSULTING ENGINEERS LIMITED
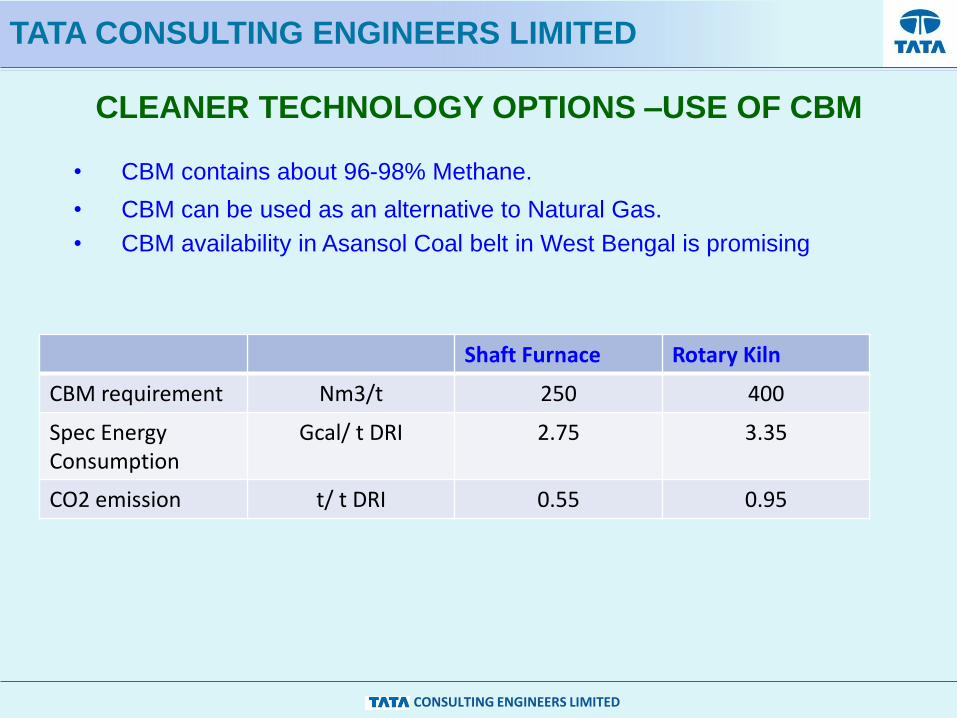
• CBM contains about 96-98% Methane.
• CBM can be used as an alternative to Natural Gas.
• CBM availability in Asansol Coal belt in West Bengal is promising
Shaft Furnace Rotary Kiln
CBM requirement Nm3/t 250 400
Spec Energy Consumption
Gcal/ t DRI 2.75 3.35
CO2 emission t/ t DRI 0.55 0.95
CONSULTING ENGINEERS LIMITED
GASEOUS REDUCTION IN ROTARY KILNS
TATA CONSULTING ENGINEERS LIMITED
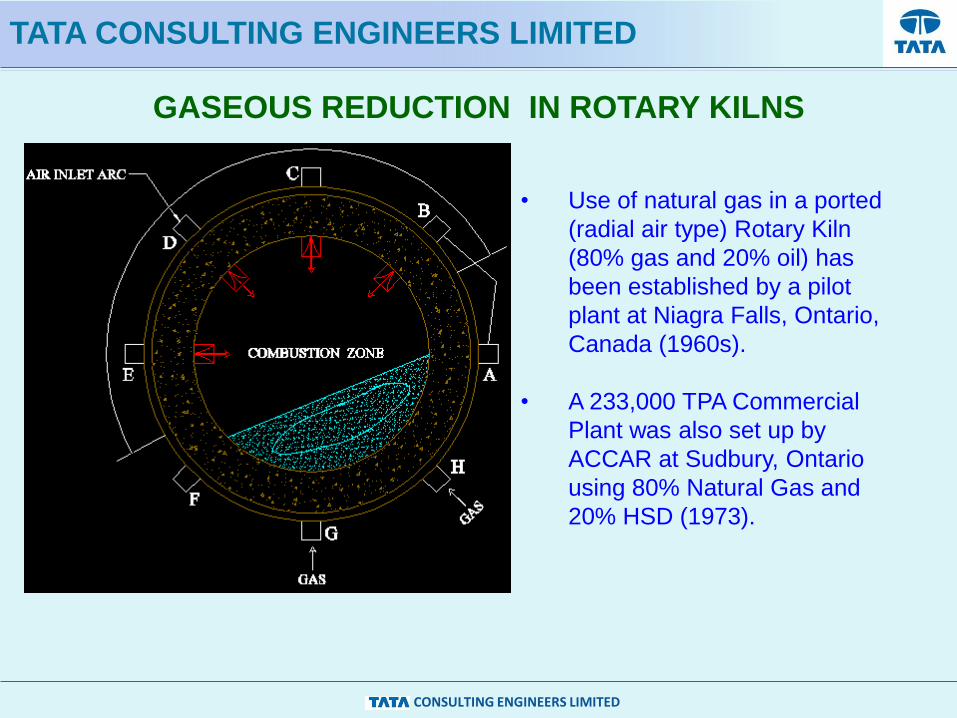
• Use of natural gas in a ported
(radial air type) Rotary Kiln
(80% gas and 20% oil) has
been established by a pilot
plant at Niagra Falls, Ontario,
Canada (1960s).
• A 233,000 TPA Commercial
Plant was also set up by
ACCAR at Sudbury, Ontario
using 80% Natural Gas and
20% HSD (1973).
CONSULTING ENGINEERS LIMITED
TATA CONSULTING ENGINEERS LIMITED
CONSULTING ENGINEERS LIMITED
MIDREX PROCESS
TATA CONSULTING ENGINEERS LIMITED
CONSULTING ENGINEERS LIMITED
MIDREX PROCESS
TATA CONSULTING ENGINEERS LIMITED
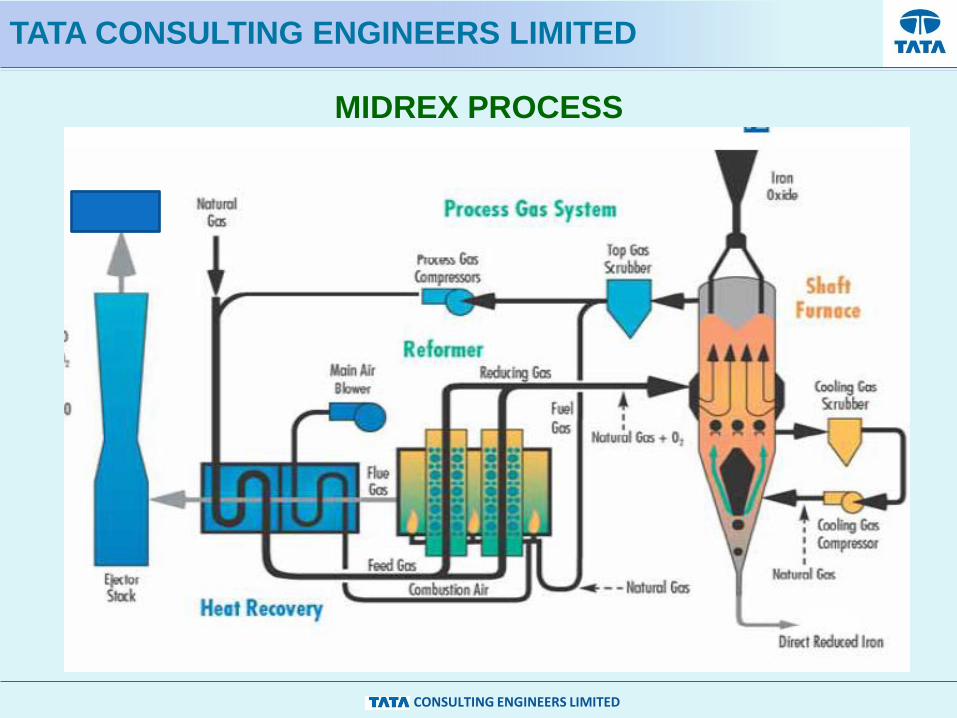
Shaft Furnace is at 1 bar g pressure .
Module Capacity : 0.5 MTPA ( 5m dia) to 2.5 MTPA
I : Reduction :
• Ore/ Pellet charged through a proportioning hopper at top.
• Dynamic seal legs at top and bottom of the furnace.
• Reduction Gas (called as Reformed Gas) at 850-900 oC is introduced at
bustle at the bottom of reduction zone.
H2: 56-61%, CO : 33-38% balance H2O & CO
H2/CO ratio : 1.5 to 1.8:1, H2+CO/H2O+CO2 : 10 to 12:1
• Natural Gas is also injected at the bottom of cooling zone (conical section)
for carburization and quenching.
• Cooling gas is re-circulated through a scrubber – compressor.
• The hot product can be briquetted/ hot discharged/ cooled as cold DRI.
• Top Gas leaving furnace at 400 oC(contains 90% CO2 & H2O) is sent to a
Scrubber. Around 2/3rd of Top Gas is recycled as process gas (used in
reforming) and the rest as fuel in reformer.
CONSULTING ENGINEERS LIMITED
MIDREX PROCESS
TATA CONSULTING ENGINEERS LIMITED
II : Reforming
• Reformer is a refractory lined furnace containing alloy steel tubes with Ni-Fe
Catalyst.
• Process Gas is compressed to 2 bar g and mixed with Natural Gas (feed
gas mixture) and preheated in a Recuperator and sent to Reformer.
• Preheated Air is used to burn Fuel Natural Gas to maintain the temperature
at 950oC.
• Reforming is carried out by CO2 and Steam present in the process gas.
• Reformed Gas is sent to the Shaft Furnace.
III: Heat Recovery
• Sensible heat is recovered from Reformer Flue Gas to preheat Feed Gas
mixture, and combustion air in the Recuperator.
CONSULTING ENGINEERS LIMITED
HYL III Process
TATA CONSULTING ENGINEERS LIMITED
CONSULTING ENGINEERS LIMITED
HYL PROCESS
TATA CONSULTING ENGINEERS LIMITED
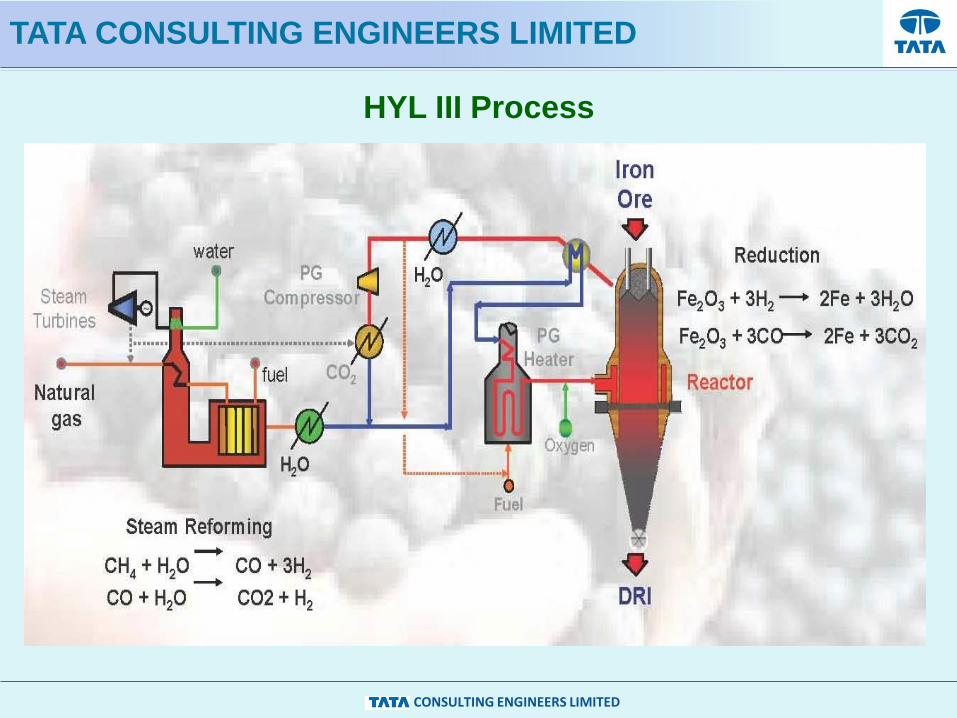
Shaft Furnace is at 6-10 bar g pressure .
Module Capacity : 0.2 MTPA ( 2.5m dia) to 2.5 MTPA (6.5 m)
I : Reduction :
• Ore/ Pellet charged through four pressurised bins with charging legs with
hydraulically operated valves
• Production rate controlled by discharge rotary valve at bottom.
• Reduction Gas (Called as Process Gas) at 900-950 oC passes through a
refractory lined transfer line where O2 (for partial combustion) is injected and
then introduced at the bottom of reduction zone.
H2: 56-61%, CO : 33-38% balance H2O & CO
H2/CO ratio : 1.8 to 2.5:1, H2+CO/H2O+CO2 : 10 to 12:1
• Natural Gas is also injected for carburization and quenching.
• Cooling gas is re-circulated through a scrubber – compressor.
• The hot product can be briquetted/ hot discharged/ cooled as cold DRI.
• Top Gas leaving furnace at 450 oC(contains 90% CO2 & H2O) is sent to a
Top Gas Recuperator (energy recovered as Steam) and then Scrubber.
CONSULTING ENGINEERS LIMITED
HYL PROCESS
TATA CONSULTING ENGINEERS LIMITED
II : Process Gas System:
• Top Gas leaving furnace at 450 oC(contains 90% CO2 & H2O) is sent to a
Top Gas Recuperator (energy recovered as Steam) and then Scrubber.
• Steam generated is used in regeneration of absorbent in CO2 absorption
system.
• Water generated during reduction is removed in scrubbing.
• Process Gas is then sent to PG Compressor followed by PG aftercooler.
Then to CO2 absorption system.
• After removal of CO2. the Process Gas is sent to PG Heater and mixed with
reformed gas and sent back to shaft furnace.
III: Reforming:
• Natural Gas is reformed using excess steam.
• After reforming the excess steam is removed by cooling.
• The reformed gas is sent to the Process Gas Heater.
IV: PG Heater
• The recycled Process Gas and the reformed gas is heated to 900-950 oC
and sent to the reactor.
CONSULTING ENGINEERS LIMITED
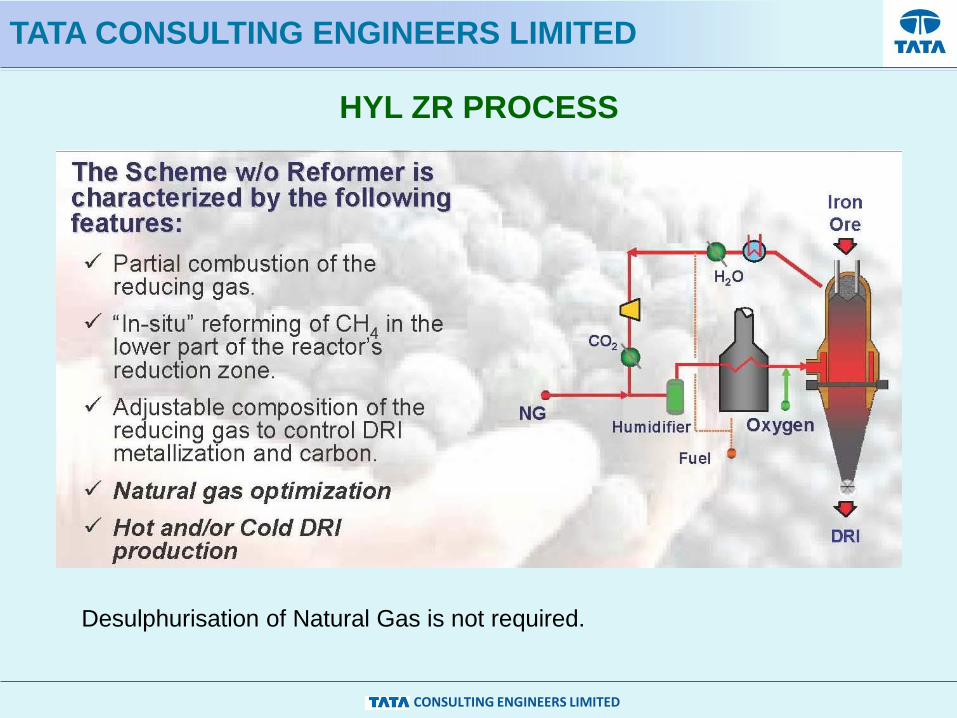
HYL ZR PROCESS
TATA CONSULTING ENGINEERS LIMITED
Desulphurisation of Natural Gas is not required.
CONSULTING ENGINEERS LIMITED
SYNTHESIS GAS IN SHAFT FURNACES
TATA CONSULTING ENGINEERS LIMITED