Embed Size (px)
Citation preview
PRODUCTION
Spevack Unveils D 2 0 Process Subject of two-year legal fight turns out to be a heady exercise in how to use waste process heat
J E R O M E SPEVACK'S heavy water process—subject of two Supreme Court decisions and a couple of years of legal w rangling—has finally seen the light of day (C&EX, July 27, page 17). What is now open for all to see (in U. S. Patent 2,895,803, issued July 21 , 1959) is an involved job of chemical engineering, a design which uses and reuses process heat to concentrate deuterium from water at a fraction of operating costs met in other methods.
The U. S. has had two large plants making heavy water by the Spevack process—at Dana, Inch, and Savannah River, S. C. Both have had capacities of 400 to 500 tons a year; total cost was $264 million. (The Dana plant has been in mothballs since 1957 and is now being converted by the Army Chemical Corps for another use. )
Savannah River is now producing some 175 tons of heavy water a year. There are a couple of small plants in Europe—in Norway and Germany—but their output is negligible compared to that from this country.
Current nonmilitary use of heavy water is about 70 tons a year. But Spevack feels that increasing use of lieavy water-moderated reactors for both research and power will soon up this demand beyond AEC's capacity. And fusion power offers another large, though long range, market.
Spevack is now trying to raise enough capital to set up a company and build a 50 ton-a-year plant; he plans to license his process as well. Patents have already been issued to him in Spain, Israel, and Argentina, he has applications pending in other countries.
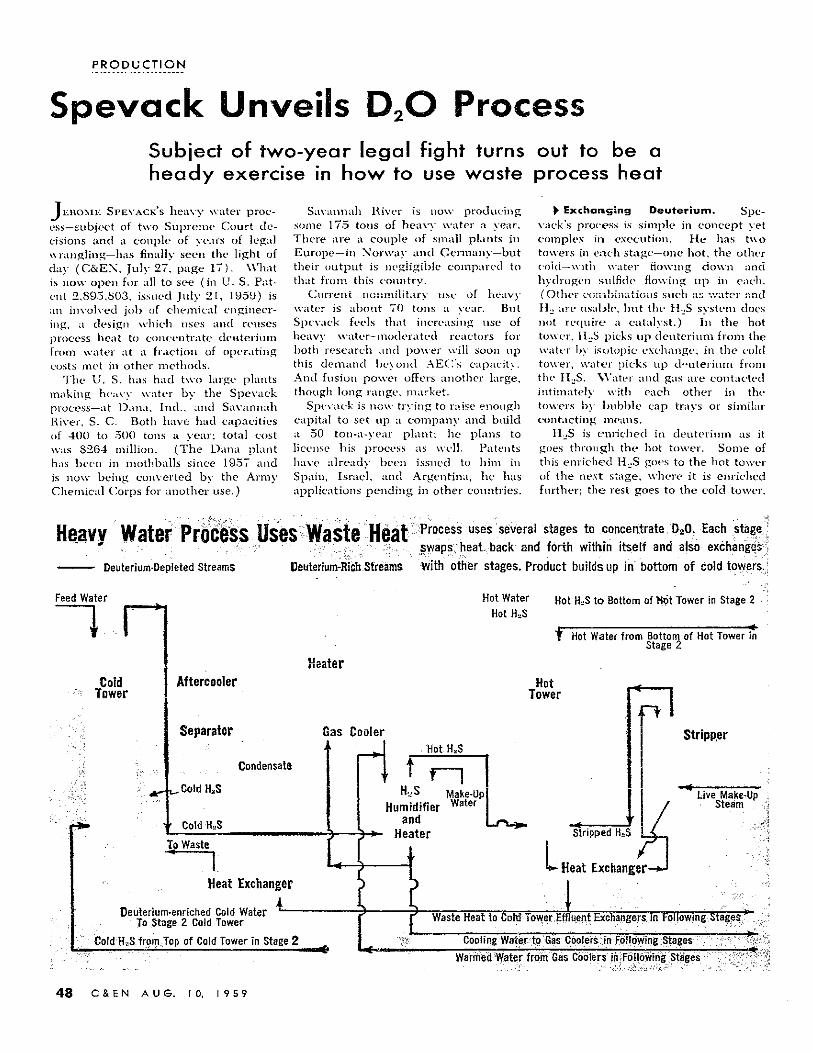
► Exchanging Deuterium. Spe-vack's process is simple in concept yet complex in execution. He has two towers in each stage—one hot, the other cold—with water flowing down and hydrogen sulfide flowing up in each. (Other combinations such as water and I h are usable, but the HL.S system does not require a catalyst.) In the hot tower, HL.S picks up deuterium from the water by isotopic exchange; in the cold tower, water picks up deuterium from the HL,S. Water and gas are contacted intimately with each other in the towers by bubble cap trays or similar contacting means.
HjS is enriched in deuterium as it goes through the hot tower. Some of this enriched H2S goes to the hot tower of the next stage, where it is enriched further; the rest goes to the cold tower.
Heavy Water Process Uses Waste Heat Deuterium-Depleted Streams Ueuterium-Rich Streams
Process uses severe? stages to concentrate D20. Each stage | swaps heat, back and forth within itself and also exchanges With other stages. Product builds up in bottom of cold towers.
Feed Water in Cold
Tower Aftercooler
Separator
Heater
Gas Cooler
Condensate
To Waste L
Hot Water Hot HaS
Hot H S to Bottom of >tot Tower in Stage 2
t Hot Water from Bottom of Hot Tower in Stage 2
Hot Tower
π f HotH8S
... ΓΊ H~>s~ Make-Up
Humidifier Water
and ; ) - * - Heater
ni
Stripped HS
Stripper
Heat Exchanger Heat Exchanger
Live Make-Up Steam
Deuterium-enriched Cold Water To Stage 2 Cold Tower
Cold H»& from Top of Cold Tower in Stage 2
Waste Heat to CoW Tower Effluent Exchangers in Following Stages *"
Cooling Water to Gas Coolers in Following Stages
Warmed Water from Gas Coolers in Following Stages
4 8 C & E N A U G . 10, 1 9 5 9
■where it is depleted in deuterium. On the other hand, water enters the first stage cold tower with only that deuterium naturally present and is enriched as it goes through the tower. Some of this enriched water goes to the cold tower of the next stage for further enrichment; the rest goes through the hot tower, is depleted in deuterium, and discharged as waste.
The net effects: You get an enriched water stream from the cold tower; you get a depleted water stream from the hot tower; and the HuS, which acts only as the transfer agent, has no net change in deuterium content.
During World War II, the Government made heavy water by fractional distillation at about $110 a pound. In 1942, Spevack conceived dual temperature exchange and received a patent on it in 1957. Spevack's major new contribution lies in his bi-fluid interstage now and his use of heat over and over again. He uses it so well, in fact, that heavy water from his improved process costs AEC only about $13.50 a pound.
Typical Operating Conditions Temperature
Cold Towers, °C. Hot Towers, °C.
Pressure, p.s.i.a. Mo! ratio (H2S:H20) Number of stages %D in feed water %D in product
from final stage % recovery of D in
feed water Flow ratio from
30 120 240
2 2-5
0.014 1-15
15-18
4
► Conserving Heat. With all this How between hot and cold towers, there is much chance to waste heat, Spevack points out. He lias selected three chief ways to minimize it:
ο Flow some cold water and hot gas from stage to stage, but return all the hot water and cold gas to the preceding stage.
• Heat and humidify HoS for all the hot towers by both direct contact and indirect contact heat exchange with enriched hot tower gases from all the stages.
• Use make-up heat to strip H2S from waste water. This not only solves
PRODUCTION
HoS waste disposal problems (stripped waste water has less than 1 p.p .m. HoS in it) but also gives better heat transfer (from higher temperature differences) when the hot waste warms up cold tower water going; to the hot towers.
Biggest cost item in making heavy water, Spevack notes, is fr*om the primary concentration of deuterium from its O.Olo'r- level in water to 1CA or better. In fact, this step takes up about 959r of all the operating costs, he says. So savings from reuse of he^at are really felt.
Other engineering factors are also involved. If you wanted t o , you could concentrate in only one giant stage—but to do so would take tall , expensive towers. The Dana plant had five successively smaller stages; Savannah River uses only two. Choice depends on local factors.
► Combined Processes. His dual temperature process is used only for primary concentration, according to Spevack. At Savannah River, for example, AEC uses it to concentrate the deuterium to about 15%, then ups this content to the 90% range by fractional water distillation, and does final enriching by electrolysis. Ariel for every pound of heavy water out, about 40,000 pounds of natural water goes in, he adds.
► ionics, inc. has started a field test in Redfiekl, N. D., of a prototype water desalting unit. Ionics h a s improved the hydraulic and electrical properties of its electrodialysis units, is testing its new design with the prototype. It is treating some 22,000 gallons of water a day; the raw water has 2iOO p.p.m. hardness and is being red viced to about 500 p.p.m.. Ionics says.
► Teflon has passed another test—as a ball joint suspension bearing and steering linkage bearing in automobiles-according to Du Pont. "The company installed the Teflon bearings in six taxicabs, ran them 50,000 miles each with no chassis lubrication. Cabs with conventional bearings were greased 36 times each in piling up t h e same mileage. Drivers of the Teflon-equipped cabs called the bearings "the poor man's power steering," hased on driving ease from Teflon's low friction, Du Pont savs.
THIS FREE BOOK shows you how
to cut light soda ash storage space
by 60% This booklet is loaded with facts, photos and diagrams showing three alternate unloading systems now used by many plants.
These systems are coupled to a storage system based on the principle of increasing bulk density of light soda ash to save storage space.
By storing light soda ash as slurry, you can often save as much as 60% of the storage space required for dry storage. Diamond's Sales and Technical Service team is anxious to assist you in your consideration of this cost-lowering method of handling soda ash in your plant. Write for this booklet today.
Diamond Chemicals
! 1 • Diamond Alkali Company | I Union Commerce Building ι | Cleveland 14, Ohio ! I Please send free booklet, "Soda Ash ι | Slurry Storage Systems." J
J Name | Title I
j Company I | Address j j City State j J Also send information on | ι □ Chlorine Π Silicate of Soda I Ι Π Caustic Soda Π Salt Cake J
A U G . 10, 1 9 5 9 C & E N 4 9